

10 numara ayarlı bir braketin üzerinde duruyorum, 1.000″ V kalıbı, baskıdaki numaralar tertemiz. (V − MT) / 2 denklemi, iç yarıçapın 0.433″ olması gerektiğini söylüyordu.
Kumpaslar 0.470″ dedi. Her bir parça.
Matematiğini kontrol ediyorsun. Kalıp damgasını kontrol ediyorsun. Malzeme partisini suçluyorsun. Bu sırada hurda kutusu, 200 tonluk bir gerçek makinesine karşı sessizce kaybettiğin bir tartışma gibi dolmaya devam ediyor.
Bir şeyler tutmuyor—ama bu aritmetik değil.
Formül aptal değil. Hassas. İşte sorun da bu.
(V − MT) / 2, kalıp açıklığı ile malzeme kalınlığı arasında sabit bir geometrik ilişki varsayar. Sacın, takımın tanımladığı öngörülebilir bir şekle zorlandığını varsayar. Yani, kalıbın kontrolü elinde tuttuğunu varsayar.
Ama herhangi bir modern imalat atölyesine girip gerçekte neler olduğunu izleyin. Bükümlerin yüzde doksanı hava bükümüdür. Zımba asla tamamen oturmaz. Malzeme kalıbın omuzlarına ancak hafifçe dokunur. Açı, sacı V içine sıkıştırarak değil, koçun gidiş mesafesiyle—yani strok derinliğiyle—kontrol edilir.
Biz hava büküm dünyasında oturtmalı büküm denklemi kullanıyoruz.
Hurda Kutusu Gerçeklik Kontrolü: Eğer o formül gerçekten tam olsaydı, ilk örnek parçan baskıya hiç strok derinliği ayarı yapmadan birebir uyardı. Bu sabah kaç test vuruşu yaptın?
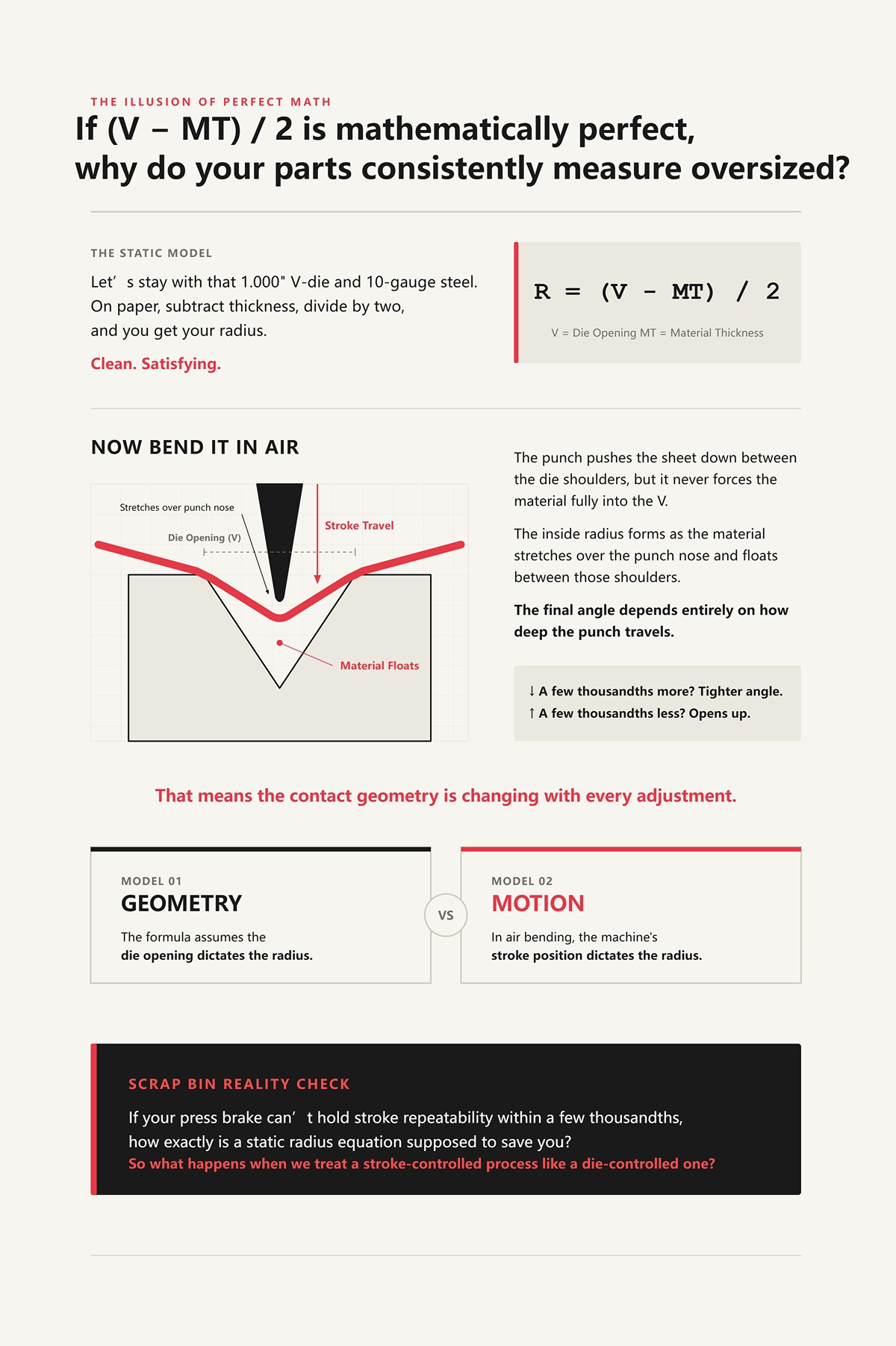
O 1.000″ V kalıbı ve 10 numara çeliğe dönelim. Kağıt üzerinde, kalınlığı çıkar, ikiye böl ve yarıçapını elde et. Tertemiz. Tatmin edici.
Şimdi havada bük.
Zımba, sacı kalıbın omuzları arasına iter ama malzemeyi asla tamamen V içine zorlamaz. İç yarıçap, malzeme zımba burnunun üzerinden gerilirken ve o omuzlar arasında süzülürken oluşur. Son açı tamamen zımbanın ne kadar derine indiğine bağlıdır. Birkaç binde bir fazla strok mu? Daha dar açı. Birkaç binde bir eksik mi? Daha açık.
Bu, her ayarda temas geometrisinin değiştiği anlamına gelir.
Formül, yarıçapı kalıp açıklığının belirlediğini varsayar. Hava bükümde yarıçapı makinenin strok konumu belirler. Bunlar aynı model değildir. Biri geometridir. Diğeri ise harekettir.
Hurda Kutusu Gerçeklik Kontrolü: Eğer pres büküm makinen strok tekrarlamasını birkaç binde bir dahilinde tutamıyorsa, statik bir yarıçap denklemi seni tam olarak nasıl kurtarabilir?
Peki strok kontrollü bir süreci kalıp kontrollüymüş gibi ele aldığımızda ne olur?
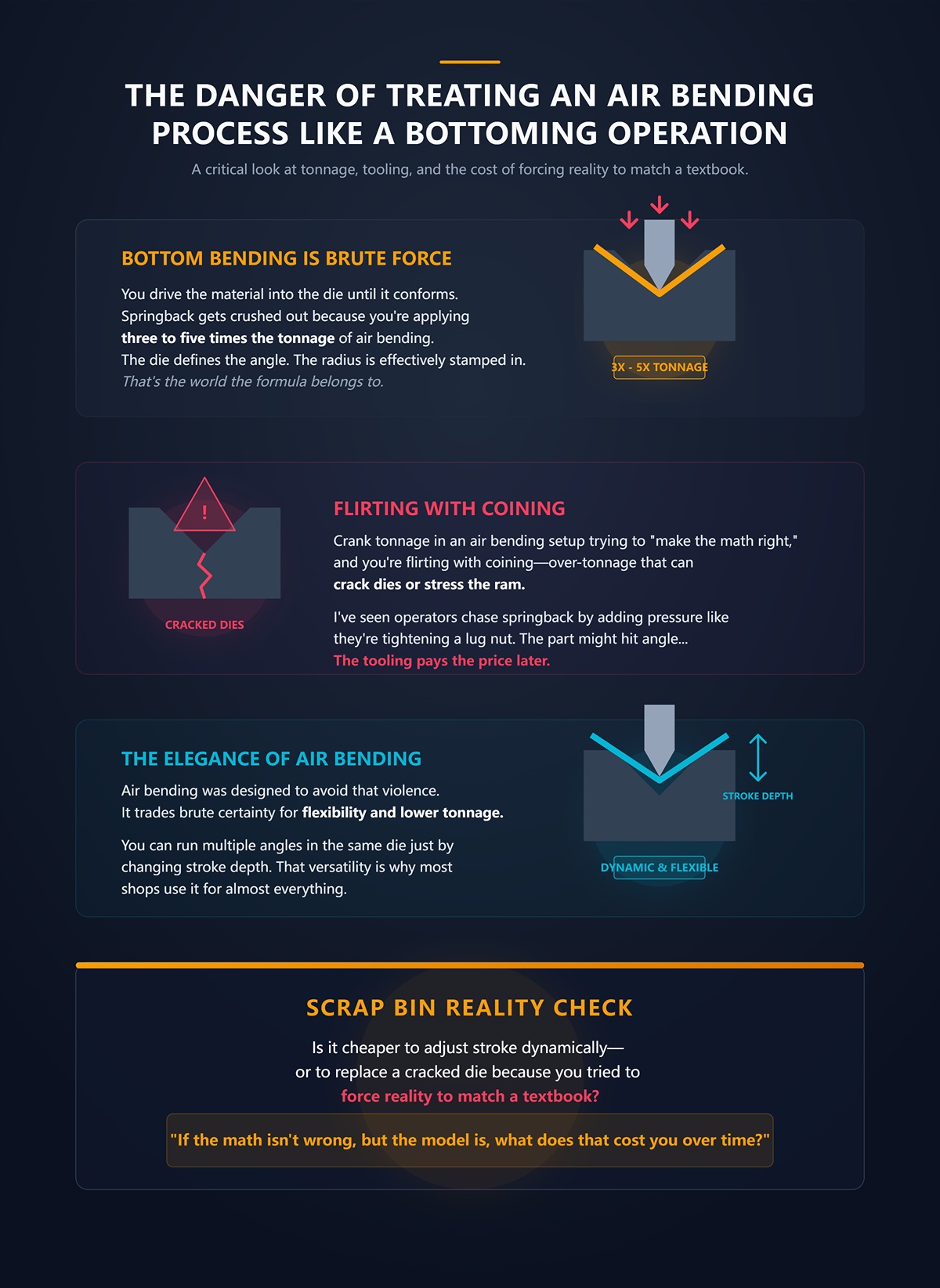
Oturtmalı büküm, kaba kuvvettir. Malzemeyi kalıba sokarsın, ta ki tam uyana kadar. Geri yaylanma, hava bükümden üç ila beş kat fazla tonaj uyguladığın için ezilerek yok olur. Açıyı kalıp belirler. Yarıçap fiilen damgalanmış olur.
Formülün ait olduğu dünya bu.
Ama bir hava bükme kurulumunda “matematiği doğru yapmaya” çalışırken pres tonajını artırırsanız, kalıpları çatlatabilecek veya koçu zorlayabilecek aşırı tonajla flört ediyorsunuz demektir. Operatörlerin, bir bijon somununu sıkar gibi yaylanmayı dengelemek için basınç eklediğini gördüm. Parça doğru açıyı tutturabilir. Ancak takım, bunun bedelini daha sonra öder.
Hava bükme, o şiddetten kaçınmak için tasarlanmıştır. Kaba kesinliği esneklik ve daha düşük tonajla değiştirir. Sadece strok derinliğini değiştirerek aynı kalıpta birden fazla açı çalışabilirsiniz. Bu çok yönlülük, çoğu atölyenin neredeyse her şey için onu kullanmasının nedenidir.
Yine de, artık kullanmadığımız bir işlem için tasarlanmış bir formüle hâlâ tutunuyoruz.
Hurda Kutusu Gerçeklik Kontrolü: Vuru derinliğini dinamik olarak ayarlamak mı daha ucuz, yoksa kitabî gerçeği zorlamak isteyip çatlak bir kalıbı değiştirmek mi?
Matematik yanlış değilse ama model yanlışsa, bunun uzun vadede size maliyeti nedir?

Formülün görmediği şey şu: rulolar arasındaki çekme dayanımı farkı, hafif bombe yapmış bir yatak, aşınmış zımba uçları, sıcak bir öğleden sonra hidrolik kayması. Bunların hiçbiri (V − MT) / 2 denkleminde görünmez.
Ama parçalarınızda görünür.
Hava bükme, pres frenin kendisini kritik değişken hâline getirir. Vuru hassasiyeti. Koç paralelliği. Arka dayama tutarlılığı. Alt bükmede ağır işi kalıp yapar. Hava bükmede makine yapar. Daha temiz bir formül, tolerans dahilinde tekrar edemeyen bir makineyi düzeltmez. Bu yüzden birçok atölye, yüksek hassasiyetli büküm ve otomasyon için tasarlanmış tamamen CNC kontrollü sistemlere yönelir—şunlardaki gibi CN-HAWE pres bükme serisi—burada vuru derinliği, paralellik ve tekrarlanabilirliğin kontrolü tahmini değil, ölçülebilir bir yetenek hâline gelir.
Gizli maliyet sadece hurda değildir. Bu süreç için asla tasarlanmamış sayıları kovalamak için harcanan zamandır. Bu, sahte bir özgüvendir. Gerçek sorun dinamik bir sistemde sabit bir denklemi kullanmakken “kötü bükümler” için operatörleri suçlamaktır.
200 tonluk bir pres, cebirinizin ne kadar zarif göründüğüyle ilgilenmez. Onun tek önemsediği şey, zımbanın nerede durduğudur.
Yani kalıp, hava bükmede yarıçapı gerçekten tanımlamıyorsa, o yarıçap aslında nereden geliyor?
Aynı 1.000″ V-kalığı ve 10 numara 60 KSI soğuk haddelenmiş çeliği alın. Hava bükme ile bükülmüş on parça boyunca iç yarıçapı ölçün. 0.433″ elde edemezsiniz. Zımba ucu yarıçapınızı da elde edemezsiniz. Yaklaşık 0.160″ ile 0.200″ arasında bir değere ulaşırsınız—kaba olarak kalıp açıklığının –20’si civarında.
Bu oran o kadar sık görülür ki artık tesadüf olmaktan çıkar.
Kalıp sihirli bir şekilde o sayıyı damgaladığı için değil. Zımba burnu o değere uyduğu için de değil. Levha kalıp omuzları arasında çökerken, yük altında o açıklığı ne kadar aşabileceğine bağlı doğal bir eğrilik bulduğu için. Kalıp genişliği sahneyi hazırlar. Malzeme gerilimi, bu mesafe boyunca ne kadar sıkı bükülebileceğini belirler. Yarıçap, omuzlar arasında havada oluşur, nüfuz derinliği tarafından kontrol edilir.
Hava bükmede, temel iç yarıçapı belirleyen şey zımba ucu veya hesap makineniz değil, kalıp açıklığıdır. Geri kalan her şey bunun üzerine inşa edilir.
Eğer (V − MT)/2’nin peşindeyseniz, yanlış mekanizmayı çözüyorsunuz demektir.
Yaklaşık 1″ V kalıbın altında, 10-gauge bir bağlantı parçasının üzerinde durdum, çünkü 0.135″ kalınlığındaki 10‑gauge çelik 8 ile çarpılınca yaklaşık 1.08″ eder. Yeterince yakın. O 8× kuralı bir efsane değildir. Tona makul tutar ve genellikle sizi kararlı bir bükme aralığına yerleştirir.
Matematiği geriye değil, ileriye doğru çalıştırın.
Eğer o kalınlık için 1.000″ V yaklaşık değer aralığındaysa ve hava bükme, 60‑KSI çelik için V’nin yaklaşık –20’si kadar bir iç yarıçap üretiyorsa, daha koç bile metale dokunmadan 0.160″–0.200″ yarıçap tahmin ediyorsunuz demektir. Bu zaten (V − MT)/2’ye hiç yakın değildir.
Şimdi kalıbı 0.800″e sıkıştırın—yaklaşık 6× kalınlık. Doğal yarıçapınız yaklaşık 0.128″–0.160″’a düşer. 1.250″e açın—yaklaşık 10×—ve yaklaşık 0.200″–0.250″ civarında dolaşırsınız.
Oran (8×, 10×, 12×) zarafetle ilgili değildir. Aynı anda iki şeyi kontrol etmekle ilgilidir: ayak başına tonaj ve bu açıklıktan çıkacak yüzdeye dayalı yarıçap. Fazla dar olursa tonaj hızla artar. Fazla geniş olursa, baskı ne isterse istesin yarıçapınız şişer.
Hurda Kutusu Gerçeklik Kontrolü: Hiç “tonajdan emin olmak için” kalıbı açtınız mı ve sonra flanşınızın neden eş parçaya uymadığını merak ettiniz mi? Bu operatör hatası değildi. Bu, geometriydi; siz istemeseniz de yarıçapınızı ölçeklendirdi.
Yani kalıp genişliği temel yüzdeyi belirliyorsa, malzemenin kendisi önceki işinizden daha zor—ya da daha kolay—bükülüyorsa ne olur?
O 60‑KSI soğuk haddelenmiş çeliği aynı 1.000″ V içinde 304 paslanmazla değiştirin. Aynı kalınlık. Aynı zımba. 90°’yi elde etmek için aynı programlanmış strok derinliği.
Yarıçapı ölçün.
Açılıyor.
Paslanmaz çelik daha yüksek çekme dayanımı taşır ve agresif biçimde iş sertleşmesi gösterir. Zımba aşağıya doğru bastığında, malzeme eğriliğe yumuşak çeliğe göre daha fazla direnç gösterir. O ’lık alt banda o kadar kolay sarılmaz. ’ye veya biraz üstüne kaydığını görebilirsiniz. Metal, o daha dar yayı oluşturmadan önce yüksek iç gerilme altında uzamaktadır.
Şimdi yumuşak 5052 alüminyumu yerleştirin. Daha düşük çekme dayanımı. Daha düşük akma noktası. Daha az direnç. Aynı batma seviyesinde daha derine iner ve çoğu zaman yüzde aralığının alt ucuna daha yakın bir yarıçap—hatta bazı durumlarda biraz altında—üretir.
Aynı kalıp. Farklı çarpan.
Çoğu hesaplayıcının görmezden geldiği kayma budur. V’yi tek değişken, kalınlığı ise çıkarma terimi olarak ele alırlar. Gerçekte, çekme dayanımı o –20 aralığının neresinde olacağınızı değiştirir. Daha güçlü malzeme sizi aralığın üst tarafına iter. Daha yumuşak malzeme sıkılaşmanıza izin verir.
“6 mm altındaki 1× malzeme” gibi kalınlık esaslı kuralların ince levhalarda bazen işe yarıyor gibi görünmesinin nedeni budur. Uygun ebatlı kalıpta ince yumuşak çelik, genellikle kalınlığa yakın bir yarıçap verir. Ancak bu, değişkenlerin hizalanmasıdır; evrensel bir yasanın kanıtı değil. Mukavemeti veya V genişliğini değiştirin ve o düzgün 1× ilişkisi ortadan kaybolur.
Hurda Kutusu Gerçeklik Kontrolü: Paslanmazı, yumuşak çelik için mükemmel çalışan bir kalıpta hiç çalıştırıp açıyla uğraşırken yarıçapın yine büyüdüğünü gördünüz mü?
Ve eğer zımba ucu o yayı oymuyorsa, gerçekte hangi rolü oynar?
Aynı 1.000″ V üzerinde 0.062″ zımbanın burnuna bak. 10‑gauge’ı havada bük. Parçayı ölç.
İçeride 0.062″ bulamayacaksın.
Zımba sacı kalıp omuzlarının arasına iter, ancak malzemeyi hiçbir zaman tamamen V’nin içine zorlamaz. Burundaki temas noktasaldır. Nüfuz arttıkça sac zımbanın etrafında kısmen sarılır, ardından omuzlar arasında serbest bir açıklığa geçiş yapar. Nihai iç yarıçapın büyük kısmı, zımbanın damga gibi şeklini bastırmasından değil, bu açıklıkta oluşan bükülmeden meydana gelir.
Nüfuz derinliği her şeyi değiştirir. Milin sadece birkaç binde biri kadar derinleşmesi sarılmayı artırır, açıklık uzunluğunu azaltır ve açıyı sıkılaştırır—ancak yarıçap hâlâ kalıp genişliği ile malzeme direncinin bir fonksiyonu olarak belirlenir. Malzeme tamamen kalıba oturana kadar altlama veya baskı (coining) yapmadıkça, zımba ucu bir kalıp değil, bir yönlendiricidir.
Bu yüzden doğru hava bükümünde zımba yarıçapın, beklenen iç yarıçaptan küçük olması gerekir. Eğilmeyi başlatması ama yönlendirmemesi gerekir. Tam olarak eşleşirlerse, ya farkında olmadan altlama yapıyorsun ya da baskı tonajıyla flört ediyorsun demektir.
Pres freni 200 tonluk bir gerçek makinesidir. Modelinin fiziğe uyup uymadığını ortaya çıkarır. Hava bükümünde fizik şunu söyler: kalıp açıklığı temel açıklığı tanımlar, malzemenin çekme dayanımı bu açıklık içindeki oranı değiştirir ve zımba yalnızca bu sisteme ne kadar derin daldığını kontrol eder.
Eğer çizimin sıkı bir yarıçap istiyorsa ama kalıp oranının doğal eğilimi daha büyük bir yarıçapa yöneliyorsa, hâlâ sabit bir formüle güvenmeye devam mı edeceksin—yoksa hurda kutusu bir kez daha oy vermeden önce kalıbı mı değiştireceksin?
Ram kalktığı anda 90° yumuşak çelik bir braketi 92°’de frenin üzerinden çıktığını gördüm. Aynı kalıp. Aynı program. Aynı operatör. 200 ton altında tam isabetti. Beş saniye sonra artık değildi.
Doğal kalıba bağlı yarıçap yazıcıdakiyle eşleşmediğinde aslında şu soruyu soruyorsun: yük altındaki durumu mu çözüyorsun, yoksa yük kalktıktan sonra müşterinin ölçtüğü durumu mu?
Zımbanın V’nin içine gömülü olduğu sırada gördüğün yarıçap ve açı, sevk ettiğin parçada gördüğün yarıçap ve açı değildir. Basınç kalktığı anda elastik gerinim serbest kalır. Uzanmış dış lifler kısalmaya çalışır. Sıkışmış iç lifler toparlanmaya çalışır. Parça açılır. İşte bu geri esneme etkisidir ve o, senin temiz küçük (V − MT)/2 hesabına aldırmaz.
Hurda kutusu gerçeklik kontrolü: Derinlik göstergesindeki açıyı mükemmel tutturup, denetçinin her flanşın 1,5° açık olduğunu söylediğini gördüğün oldu mu? Çelik ekrana itaat etmedi; fiziğe etti.
Sabit hesaplayıcılar, basınç altında oluşturduğun geometrinin yerinde kaldığını varsayar. Kalmıyor. Ve eğer plana telafi dahil etmezsen, bitmiş bir yarıçapı değil geçici bir yarıçapı öngörüyorsun demektir.
Asıl mücadele alt strokta elde ettiğin yarıçapta değil. Boşaldıktan sonra ayakta kalan yarıçapta.
Bir 1.000″ V içinde 0.125″ soğuk haddelenmiş parça hayal et. Zımbanın aşağıdayken 90°’lik bir açı veren derinliğe kadar iniyorsun. Ramı yukarı çekiyorsun ve 91.5°’de oturuyor. Bu, yük altındaki açının yaklaşık 88.5° olduğu anlamına gelir.
Şimdi kendine sor: formülün hangi açıyı öngördü?
Gerçek bir 90° geometrisini varsayarak ve o 1.5°’lik geri esnemeyi hesaba katmadan bükme indirimi, bükme payı ve flanş uzunlukları hesapladıysan, her flanş uzundur. Çok değil. Bir montajı mahvedecek kadar.
Fazla bükme, hepimizin kullandığı kaba bir araçtır. 88.5°’yi programla ki 90°’ye gevşesin. Ama işte tuzak: bu telafi tüm işler arasında sabit değildir. Kalıbı 1.250″’ye aç ve aynı malzeme artık 2° veya daha fazla geri esneyebilir; çünkü daha büyük yarıçap plastik şekil değiştirmeyi azaltır ve kesitte daha fazla elastik enerji birikmesine yol açar. Daha ince malzeme? Daha fazla geri esneme. Daha büyük iç yarıçap? Daha fazla geri esneme. Bu ilişki, geri esnemenin yalnızca dayanımla değil, yarıçap/kalınlık oranıyla arttığı soğuk haddelenmiş çelikte gösterilmiştir.
Yani 90° nominal üzerinden bükme indirimi hesaplayıp makinede elle 1.5° fazla bükme ekliyorsan, hesabını ikiye bölmüşsün demektir. Düz desen bir şey düşünüyor. Ram başka bir şey yapıyor.
Geometrinizi yönlendiren sayı hangisi—baskı açısı mı, yoksa gerçekten programladığınız açı mı?
O yumuşak çeliği 304 paslanmazla değiştirin. Aynı kalınlık. Aynı kalıp. Aynı hedef açı.
Daha fazla yaylanma göreceksiniz. Herkes görür. İçgüdü, çekme dayanımını suçlamaktır çünkü sertifikada en büyük sayı odur. Daha yüksek çekme, daha fazla direnç, daha fazla açılma.
Ama “aynı” 60‑KSI çeliğin iki ergitmesini çalıştırdığınızda neler olduğunu izleyin. Biri kolay bükülür. Diğeri fazladan bir derece geri yaylanır. Çekme dayanımı bir gecede 10 KSI sıçramadı. Değişen şey akma‑çekme oranıdır—akma oranı.
Yaylanma, deformasyonun ne kadarının elastik, ne kadarının plastik olduğuna bağlıdır. Çekme dayanımına göre yüksek akma dayanımına sahip bir malzeme, plastik deformasyona daha geç girer ve derin şekilde akmadan önce daha fazla elastik enerji depolar. Bu depolanan enerji, yük kalktığında açınızı açan şeydir.
Geometri bunu büyütür. Daha geniş kalıp açıklıkları daha büyük iç yarıçaplar oluşturur. Daha büyük yarıçap, aynı açı için daha düşük plastik gerinim demektir. Daha düşük plastik gerinim, daha yüksek oranda elastik toparlanma demektir. Bu yüzden geniş V kalıplarla yapılan yarıçap bükümler, sıkı 6× kurulumlara göre dramatik biçimde geri yaylanabilir.
Hurda Kutusu Gerçeklik Kontrolü: Tonaj tasarrufu için hiç geniş bir kalıp kullandınız mı, ekrandaki açıyı tutturdunuz, sonra 10 fitlik parça boyunca 3° yaylanmayı kovalar halde buldunuz kendinizi? Bu kötü şans değildi. Bu, düşük plastik gerinimin kontrolü elastikliğe geri vermesiydi.
Peki hangisi daha fazla fark yaratıyor—kâğıttaki dayanım sayıları mı yoksa takım seçiminizle belirlediğiniz yarıçap‑kalınlık oranı mı? Uygulamada geometriniz sahneyi kurar. Malzeme özellikleri geri tepmenin ne kadar sert olacağını belirler.
Ve o geri tepme değişirse, güvendiğiniz tüm düz desen sayıları ne olur?
Dört bükümlü bir kanal alın. Dönüş flanşı yok. Her büküm 2° geri yaylansın. Bu dramatik değil. Bazı paslanmaz işlerde normaldir.
Şimdi üst üste koyun.
Dört büküm × 2° demek, her adımda doğru şekilde telafi etmediyseniz son flanşın ilk referansa göre 8° dışarıda olması demektir. Her büküm “yeterince yakın” görünüyordu ama birikmiş hata montajı pervane gibi burktuğunu gördüm.
Bükülme indirimi ve K‑faktörü bilinen bir iç yarıçap ve bilinen bir nihai açı varsayar. Yaylanma bunlardan herhangi birini değiştirirse ve siz sayıları güncellemezseniz, nötr eksenin konumu gerçekte değişir ama yazılımınızda değişmez. Kestiğiniz düz uzunluk, gevşeme sonrası gerçekte var olandan daha küçük bir yay uzunluğuna dayanır. Bunu çoklu bükümlere ve toleranslara uyguladığınızda, hatalar hızla büyür.
Bu yüzden tek tip K‑faktörler bir hayaldir. Kalıp genişliğini değiştirin, yarıçapı değiştirirsiniz. Yarıçapı değiştirin, yaylanmayı değiştirirsiniz. Yaylanmayı değiştirin, nihai açıyı ve etkili bükülme payını değiştirirsiniz. Sisteminiz bu döngüyü kapatmıyorsa—rahatlamış açıyı ve yarıçapı ölçüp indirime geri beslemiyorsa—siz 200 ton altında var olan bir parça için düz levha kesiyorsunuz demektir.
Pres bükücü 200 tonluk bir gerçeklik makinesidir. Malzemenin gerçekte ne yapacağını size söyler. Hurda kutusu, dinleyip dinlemediğinizin son yargıcıdır.
Yük kaldırıldıktan sonra hayatta kalan yarıçap tek önemli olan ise, neden hâlâ koç kalktığı anda kaybolan yarıçap üzerinden düz desenler oluşturuyorsunuz?
1.000″ V‑kalıp altında 10 numara sacdan bir braketi izledim, ilk parça baskı 90° bağırırken 92° çıktı. Programcı düz deseni doğru olduğunu söyledi. Hesaplayıcı “kesin” iç yarıçap dedi. Hurda kutusu umursamadı.
Gerçek geri yaylanmayı bükme indirgeme ve K‑faktörüne geri beslemek istiyorsun ki düz parça gevşemiş parçayla tam olarak eşleşsin. Güzel. Çünkü o döngüyü kapatana kadar hesaplama yapmıyorsun—sacla kumar oynuyorsun.
Güzel formüllere sabrı olmayan bir 200 tonluk gerçeklik makinesinde kullandığım yöntem bu.
0,125″ yumuşak çeliği iki kalıp üzerinde ayarla: biri 0,750″ V, diğeri 1,000″ V. Aynı zımba. Aynı hedef açı. Parçalar aynı iç yarıçapla çıkmaz. Çıkamazlar. Kalıp açıklığı, sacın nasıl akmasına izin verileceğinin geometrisini belirler.
Hava bükmede, kalıp açıklığı büyük ölçüde oluşacak iç yarıçapı belirler. Gerçek dünyada yaygın bir başlangıç kuralı, daha ince yumuşak çeliklerde 6:1 V‑kalınlık, kalınlık arttıkça 8:1 oranıdır. Yani 0,125″ malzeme mi? Genellikle 0,750″ ila 1,000″ V arasındasındır. Bu oran bir öneri değildir—bu, gerinim zarfıdır. Çok dar olursa çatlama riski vardır. Çok geniş olursa plastik gerinimi azaltır ve geri yaylanma etkisini davet edersin.
Şimdi birinin bunun yerine teknik resimden başladığında ne olduğuna bak. “0,125 yarıçap istiyorum.” Güzel. Ancak tonajdan tasarruf etmek için 1,250″ V seçersen, doğal hava formu yarıçapın malzemeye bağlı olarak 0,200″+ civarında olabilir. Hiçbir hayal gücü bunu değiştiremez. Geometri zaten kararını vermiştir.
Hurda Kutusu Gerçeklik Kontrolü: Makinede zaten takılı olduğu için geniş bir kalıbı zorlayan, ekrandaki açıyı yakalayan, sonra da gevşemiş yarıçap düz modelin varsaydığından daha büyük olduğu için flanşların uzadığını izleyen atölyeler gördüm. Formül yanlış değildi. Başlangıç varsayımı öyleydi.
Kalıp genişliği gerinim koşulunu belirliyorsa, neden o kalıptan bağımsız hedef bir yarıçapla başlamak isteyesin ki?
Kalıp seçildikten sonra, artık matematik konuşmana izin var.
Hava bükmede zımba burun tamamen V içine girmez. Zımba, sacı kalıp omuzları arasına iter ancak malzemeyi tamamen V içine zorlamaz. Sac gerilir. Bu gerilme, V‑açıklığı ve yük altındaki iç yarıçap arasında öngörülebilir bir ilişki yaratır.
Yumuşak çelikte, yük altındaki iç yarıçap genellikle V‑açıklığının yaklaşık –20’si arasında olur. Yani 1,000″ V, pres aşağıdayken yaklaşık 0,160″–0,200″ yarıçap üretebilir. Tam değil. Bir aralık. Çünkü kalınlık, dayanım ve kalıp omuz yarıçapı hepsi bunu biraz değiştirir.
Ne yaptığımıza dikkat et: yarıçapı önce kalıp genişliğine bağladık, (V − MT)/2’ye ya da zımba ucuna değil. Eski (V − MT)/2 formülü, kesin görünen sayılar verebilir ama V/T oranı 6:1’den 8:1’e kayarsa, gerinim dağılımın değişir ve o düzgün sonuç gerçekte hızla sapar.
Ve bu hâlâ yük altındaki durumdur.
Başlangıç yarıçapı 200 tonluk bir anlık görüntüdür. Sevk ettiğin parça ise koç yukarı kalktıktan sonraki halidir. Peki depolanmış elastik enerji geri çıktığında ne olur?
0,125″ soğuk haddelenmiş çeliği o 1,000″ V içinde al. Yük altındayken 90° ölçüyorsun. Bırakınca 91,5° oluyorsun. O 1,5° geri yaylanma daha derin bir şey anlatıyor: yarıçap da büyüdü.
Açı açıldıkça iç yarıçap artar. Nötr eksen biraz kayar çünkü gerinimin elastik kısmı geri kazanılır. Akma dayanımı, çekme dayanımına göre daha yüksek olan malzemeler, tamamen akmadan önce daha fazla elastik enerji depolar. Paslanmaz çelik genellikle aynı kalıpta yumuşak çeliğe göre daha fazla geri tepme yapar. Alüminyum da yarıçap‑kalınlık oranı yükseldiğinde seni şaşırtabilir.
Ama kitapların atladığı kısım şu: geri yaylanma yarıçap‑kalınlık oranıyla güçlü biçimde orantılıdır. Kalıbı daha geniş açtığında, iç yarıçapı artırırsın. Yarıçapı artırdığında, belirli bir açı için plastik gerinimi azaltırsın. Plastik gerinim azalınca, elastik toparlanma oranı artar. Daha fazla geri yaylanma. Bu, geometrinin malzeme davranışını büyütmesidir.
Yani telafi sırası şu şekildedir:
Şimdi bükme kesintisi ve K‑faktörünüzü yük altı geometrinizle değil, gevşemiş yarıçap ve son açıyla güncelleyin. İşte kapalı döngü budur. Eğer ölçülen geri esneme 1.5° ise, düz modeliniz 88.5° yük altında değil, 90° gevşemiş durumdaki parça yay uzunluğunu yansıtmalıdır.
CN-HAWE’nin ürün portföyünün 100% CNC tabanlı olduğu ve lazer kesim, bükme, oluk açma, kesme gibi yüksek düzeyli senaryoları kapsadığı göz önüne alındığında, ayrıntılı materyal isteyen okuyucular için, Broşürler yararlı bir tamamlayıcı kaynaktır.
Hurda Kutusu Gerçeklik Kontrolü: Dört bükümlü kanalların, kalıp oranı değiştiği hâlde programcının bir tablodan sabit K‑faktörü kullandığı için toplam genişlikte 0.060″’dan fazla hatayla kaçtığını gördüm. Aynı malzeme. Farklı V. Farklı gevşemiş yarıçap. Matematik bunu hiç bilemedi.
Eğer geri esneme hem malzeme özelliklerine hem de kalıpla oluşturduğunuz yarıçapa bağlıysa, neden tek bir sabit K‑faktör her işte işe yarasın?
2″ genişliğinde bir şerit kesin. Aynı kalınlık. Üretimle aynı hadde yönü. Seçilen kalıpta programladığınız fazla bükümle bükün—örneğin 1.5° geri esneme bekliyorsanız 88.5°. Gevşemiş açıyı ölçün ve doğru mastarlarla iç yarıçapı ölçün.
Artık üç gerçek sayınız var: kalıp genişliği, gevşemiş açı, gevşemiş yarıçap.
Bunları bükme payı hesaplamanıza geri besleyin. Hesaplanan flanş uzunlukları ölçülen test parçasıyla eşleşene kadar K‑faktörünü ayarlayın. Kalibre edilmiş bu K, o malzeme serisi, o kalıp, o kalınlık, o kurulum için geçerli hâle gelir.
Bu bir tahmin işi değil. Kontrollü yinelemedir. Yüz parçayı kurtarmak için bir şerit feda edilir.
Evet, makineye özgü etkenler önemlidir. Kalıp kenar aşınması, pres koç defleksiyonu, bombaj ayarları—hepsi parçanın davranışını etkiler. İşte bu yüzden test bükümü aynı makinede, aynı takım yığını ve aynı kurulumda yapılmalıdır. Sadece bir formülü değil, tüm sistemi kalibre ediyorsunuz.
Gerçek şu: iyi bir tahmin zinciri bile modelemediğiniz değişkenler tarafından bozulabilir.
Bu yüzden kalıp oranını, temel yarıçapı, geri esneme telafisini ve doğrulanmış K‑faktörünü sabitlemiş olsanız bile, “mükemmel” düz modelinizi otuz mil (0.030″) saptırmaya hazır bekleyen gizli etkenler hangileridir—ve bunları bulmak için ne kadar malzeme harcamaya hazırsınız?
CN‑HAWE yıllık satış gelirinin %8%’inden fazlasını araştırma ve geliştirmeye yatırırken, ADH pres bükme makineleri genelinde Ar‑Ge yetenekleriyle faaliyet göstermektedir; bir sonraki adım ekiple doğrudan konuşmaksa, Bize ulaşın buraya doğal şekilde oturur.
Kalıbı seçtiniz. Geri esnemeyi ölçtünüz. Test şeridi çizime uyana kadar K‑faktörünü ayarladınız.
Ve üretim serisi hâlâ kayıyor.
İşte 200 tonluk gerçek makinesi adını burada kazanıyor. İçine temiz girdiler, kalibre edilmiş yarıçaplar, ölçülmüş fazla büküm besleyebilirsiniz—yine de metalin veya onu tutan donanımın içinde gizlenen zayıf varsayımları ortaya çıkarır. Formül yüksek sesle hata yapmaz. Parçalar ise ayaklanır ve tolerans dışına çıkar.
CN-HAWE’nin müşteri tabanı; inşaat makineleri, otomotiv üretimi, gemi inşası, köprüler, havacılık gibi sektörleri kapsadığından, burada pratik seçenekleri değerlendiren ekipler için, Lazer Kesim Makinesi ilgili bir sonraki adımdır.
Mükemmel matematik sadece mükemmel koşullarda hayatta kalır.
Sorun şu ki, bir üretim atölyesinde hiçbir şey uzun süre mükemmel kalmaz.
Peki “her şeyi doğru yaptığınızda” bile yarıçapınızı hâlâ değiştirebilen tek şey ne kaldı?
Çelik izotropik değildir. Bu, basit bir atölye gerçeği için kitap diliyle şu anlama gelir: bir yönde diğerine göre daha kolay bükülür.
Levha haddeleme sırasında, taneler haddeleme yönünde uzar. Tane yönüne dik büküldüğünde, malzeme bu uzamış lifler boyunca gerilir. Tane yönüne paralel büküldüğünde ise onları bir fermuar gibi açmaya çalışırsınız. Aynı kalınlık. Aynı kalıp. Farklı yaylanma miktarı.
0.125″ paslanmaz çeliğin tane yönüne dik olarak tam 90° bükülüp — aynı 1.000″ V içinde tane yönüyle büküldüğünde neredeyse bir derece daha fazla geri sıçradığını izledim. Başka hiçbir şey değişmedi. Aynı program. Aynı operatör. Test parçasından kalibre edilmiş aynı K faktörü.
Tek fark yönelimdi.
Hurda Kutusu Gerçeklik Kontrolü: Test şeridiniz tane yönüne dik kesilmiş, ancak üretim boşlukları malzemeden tasarruf etmek için tane yönü uzun eksende olacak şekilde yerleştirilmişse, ilk darbeden önce fazla bükme telafiniz zaten yanlıştır. Presin hangi yönün daha ucuz yerleştirildiği umurunda değildir.
Açı sensörleriyle donatılmış modern makineler gerçek zamanlı otomatik düzeltme yapabilir. Güzel. Bu da noktayı kanıtlar. Tane önemli olmasaydı, her bükmede ölçüm yapmaları gerekmezdi. Ancak modern bir üretim atölyesine girip gerçekte ne olduğuna bakın — hâlâ canlı açı düzeltmesi olmadan çalışan, dünkü rakamlara güvenen birçok presle karşılaşırsınız.
Metal yönüne bağlı olarak sertliğini değiştiriyorsa, sabit bir yarıçap formülü levhanın nasıl doğduğunu hiç hatırlamıyormuş gibi davranabilir mi?
Açı beklendiğinden daha fazla açıldığında gördüğüm hamle şudur: tonajı artırmak.
Daha fazla basınç kontrol gibi hissettirir. Ama öyle değildir.
Hava bükmede, tonaj doğrudan yarıçapı belirlemez — kalıp genişliği belirler. Zımba, levhayı kalıbın omuzları arasına iter, ancak malzemeyi tam olarak V içine zorlamaz. Formu, kuvvetle değil, geometrik olarak oluşturuyorsunuz. Gerekenden fazla basınç uyguladığınızda açıyı sihirli bir şekilde “kilitlemezsiniz.” Dibe tam oturma, baskılama ve bükme hattı boyunca tutarsız gerilme riskini başlatırsınız.
Artık kalibre edilmiş hava bükme matematiğiniz kısmi oturma davranışıyla karışıyor.
Hurda Kutusu Gerçeklik Kontrolü: Operatörlerin, yarım derece yaylanma farkını kapatmak için tonaj eklediğini, ancak hafif eğrilme ve dengesiz temas nedeniyle uçlarda daha dar, ortada daha gevşek açılar oluşturduğunu gördüm. Parçalar presden çıktığında iyi görünüyordu. Montajda uymadılar.
Daha fazla kuvvet küçük kurulum hatalarını büyütür. Hafif taçlanma hatası. Hafif malzeme kalınlık farkı. Hafif koç eğilmesi. Öngörülebilir 1.5° yaylanma artık burada 1.2°, orada 1.8° olur. Formülü düzeltmediniz — gerilme desenini bulanıklaştırdınız.
Telafi yönteminiz yalnızca belirli bir basınç aralığında çalışıyorsa, gerçekten telafi mi — yoksa dar bir aralıkta şans mı?
Hesap makineniz, keskin ve tutarlı omuzlara sahip 1.000″ V’de büküm yaptığınızı sanıyor.
İki yıllık üretimden sonra o kalıbı gidip ölçün.
Kalıp omuzları aşınır. Hafifçe şişer, pürüzsüzleşir, birkaç binde genişler. “1.000 inç” V artık temas noktalarında 1.020″ gibi davranabilir. Bu, etkin V/T oranını genişletir. Daha geniş oran, yük altındaki yarıçapın büyümesi demektir. Daha büyük yarıçap ise daha fazla yaylanma anlamına gelir.
Matematiğiniz hâlâ dünün geometrisini kullanıyor.
Sonra toleransları bir araya getirin: bölümlü takımda biraz sağ-sol hizasızlığı, bir kalıp parçasının altına konulmuş bir takoz, tam oturmamış bir kelepçe. Artık büküm hattı boyunca koşullar eşit değil. Tek bir K-faktörü, hareket eden bir hedefi tanımlamaya çalışıyor.
Hurda Kutusu Gerçeklik Kontrolü: Flanş uzunlukları uzun bir parça boyunca yirmi ya da otuz binde kadar sapmaya başladığında atölyeler suçluyu programcıda arar. Çoğu zaman yeni bir kalıp parçası sorunu çözer. Elektronik tabloya hiç şans tanınmamıştır.
Evet, daha yeni yukarıdan etkili pres freni sistemleri ve daha akıllı bombe sistemleri tarihî sapma problemlerini azaltır. İyi makineler hata aralığını daraltır. Fiziği ortadan kaldırmazlar. Takımlar hâlâ aşınır. Yüzeyler hâlâ yük altında şekil değiştirir. Çelik hâlâ liflidir.
Pres freni, varsayımlarınız için bir dayanıklılık testidir.
Kariyerinizin geri kalanını evrensel bir yarıçap formülü kovalamaya harcayabilirsiniz ya da makinenin size sürekli söylediğini kabul edebilirsiniz: yarıçap bir kez hesaplayacağınız bir sayı değil — kontrol edip izlemeniz ve düzeltmeniz gereken bir koşuldur.
Eğer lif sertliği değiştiriyorsa, tonaj gerilmeyi etkiliyorsa ve takım geometrisi zamanla kayıyorsa, neden hâlâ tek bir statik denklemin bizi hurda kutusundan koruyabileceğine inanıyoruz?
Değişen bir yarıçapı daha iyi bir hesap makinesiyle düzeltemezsiniz.
Bunu, doğrulamadığınız sürece pres freninin sizi yanıltacağını varsayan bir sistem kurarak düzeltirsiniz.
Bir 10 gauge braketi üzerinde, 1.000 parçalık bir serinin ortasında, ketenin önünden arkasına geçerken rulo sertliği değiştikçe açıların yarım derece kaydığını izledim. Formül değişmedi. V-kalıp değişmedi. Malzeme değişti. İşte o anda anlıyorsunuz: çözmeye çalıştığınız bir sayı değil — hareket eden bir süreci kontrol ediyorsunuz.
Pres freni 200 tonluk bir gerçeklik makinesidir. Varsayımlardaki zayıflıkları, bir çekme testinin zayıf çeliği ortaya çıkardığı gibi ortaya çıkarır. Eğer “yarıçap formülünüz” sadece tüm yıldızlar hizalandığında — aynı ısı numarası, aynı lif yönü, aynı kalıp aşınması, aynı tonaj aralığı — işe yarıyorsa, bir formülünüz yoktur. Tesadüfünüz vardır.
Peki bir sistem teori yerine gerçeklik için inşa edildiğinde nasıl görünür?
Kalınlık sıçramalarıyla başlayın.
Orta aralıkta bir plaka için — diyelim ki 6 ila 12 mm — yaygın kalıp oranlarıyla havada büküm yaparken iç yarıçapın genellikle malzeme kalınlığının yaklaşık 1,5 katı civarında oluştuğunu göreceksiniz. 12 mm’nin üzerine çıktığınızda ise bu yarıçap, V açıklığını “doğru” ölçekleseniz bile kalınlığın yaklaşık 3 katına tırmanabilir. Bu bir yuvarlama hatası değildir. Bu, doğrusal olmayan bir davranıştır.
(V − MT)/2 tayfası, malzemenin düzgün şekilde ölçeklendiğini varsayıyor. Gerçek çelik öyle değildir.
Kalınlık arttıkça sadece daha fazla malzemeyi bükmüyorsun — kesit boyunca gerinim dağılımını da değiştiriyorsun. Nötr eksen kayar. Gerekli tonaj artar. Yaylanma (springback) artar çünkü dış lifler daha fazla elastik enerji depolamaktadır. Kâğıt üzerinde aynı V/T oranı, yük altında farklı bir iç gerilim tablosu.
Şimdi çekme dayanımını devreye sokalım.
Aynı kalıp açıklığında düşük akma sınırına sahip 5052 alüminyum ile yüksek dayanımlı paslanmaz çelik aynı şekilde yaylanmaz. Daha güçlü malzeme akmadan önce daha fazla elastik gerinim depolar. O enerji zımba kalktığında sana geri döner. Eğer yarıçap hesabın akma dayanımını bilmiyorsa, kördür.
Hurda Kutusu Gerçeklik Kontrolü: “Aynı” A36’nın iki farklı ergitme partisinin dört büküde flanş uzunluğunu otuz binde bir inç değiştirecek kadar farklı davrandığını gördüm. Hesap tablosu aynı girdiler demişti. Parçalar başka şey söyledi.
Ve donanım hatasına henüz değinmedik bile. Kalıpta ondalık milimetre kadar bir hizasızlık açını yarım dereceden fazla saptırabilir. Evrensel formülün kusursuz geometriden yola çıkar. Atölyen öyle değildir.
Eğer kalınlık katmanları doğrusal olmayan şekilde davranıyor, çekme dayanımı yaylanmayı değiştiriyor ve takım hizası her gün kayıyorsa, o tek temiz denklem tam olarak neyi temsil ediyor?
Tahmin etmeyi bırakır, ölçmeye başlarsın.
Kullandığın standart kalıp oranlarını seç — gerçekten her gün kullandıklarını. Her malzeme sınıfı ve kalınlık aralığı için, tane yönü not edilmiş test şeritleri kes. Kontrollü bir açıya hava bükümü yap. Yaylanmadan sonra iç yarıçapı yarıçap mastarları veya optik ölçümle ölç. 90° serbest duruma ulaşmak için gereken gerçek aşırı büküm miktarını kaydet.
Bunu her malzeme ailesi ve kalınlık katmanı için bir kez yap. Her iş için değil. Her kontrollü koşul için bir kez.
Şimdi şöyle söyleyen bir tablo oluşturursun, örneğin (varsayımsal rakamlar):
O tablo teori değildir. Yaralı tecrübedir.
Sertifikalı çekme verisi olmayan yeni malzeme geldiğinde, bir kupon bük ve nasıl davrandığına bak. Pres frende beş dakika geçirmek, parçaları beş saat yeniden işlemeye yeğdir. Eğer akma değerin varsa, güzel — bunları tablo eğilimlerinle karşılaştır. Zamanla kendi makinen, kendi takım sistemin ile dayanım ve yaylanma arasındaki desenleri görürsün.
Hurda Kutusu Gerçeklik Kontrolü: Bu adımı atlayan atölyeler her ilk numuneyi üretim parçaları üzerinde “ayar çekerek” geçerler. Bu esneklik değildir. Bu, sac stokla kumar oynamaktır.
Ve çoğunun kaçırdığı nokta şu: tabloya güvenmeden önce makineyi kontrol etmelisin. Günlük arka dayama doğrulaması. Takımların yerine tam oturduğundan ve temiz olduğundan emin ol. Kalıp genişliğini varsayımla değil pimlerle kontrol et. Donanım kayarsa, verin çürür.
Kontrolsüz kurulumla oluşturulmuş tablo yalnızca düzenlenmiş bir kurgudur.
Yani hesaplayıcı iç yarıçapı sorduğunda, bir tahmin mi yazıyorsun — yoksa pres freninin zaten kanıtladığı bir veritabanından mı çekiyorsun?
Bu, zihniyet değişimidir.
Hesap makinesi yanlış değildir. Eksiktir. Fiziksel dünyayı doğru tanımladığınızı varsayar — gerçek kalıp genişliği, gerçek malzeme davranışı, doğrulanmış hizalama. Çoğu atölye nominal değerleri girer ve umut eder.
Süreç sahipliği, bu girdileri tanımlamak ve savunmak anlamına gelir.
Kalıpları rastgele değiştirmek yerine V/T oranlarını standartlaştırırsınız. Hangi malzemelerin hangi açıklıklarda kullanılacağını belirlersiniz. Baskılarda lif yönü gerekliliklerini belgelersiniz. Yeni sıcakları bükme testini geçene kadar karantinaya alırsınız. Açı sapmasını bir sinyal olarak ele alırsınız — daha fazla tonaj ile ezilmesi gereken bir rahatsızlık olarak değil.
Ve evrensel bir iç yarıçap formülü olmadığını kabul edersiniz.
Yalnızca sizin yarıçapınız vardır — sizin kalıplarınızda, sizin pres freninizde, sizin malzemelerinizle — yük altında doğrulanmış, el kitabının ne söylediğine aldırmayan 200 tonluk bir gerçek makinesiyle.
İleri taşınması gereken tek şey şu: yarıçap hesapladığınız bir sayı değildir — tanımladığınız bir davranıştır.
Bunu bu şekilde gördüğünüzde, soru “Formül nedir?” olmaktan çıkar ve “Sürecim formülün anlam kazanacağı kadar sıkı mı?” haline gelir.”


















