

Parça frenin üzerinden mükemmel bir şekilde çıkıyor - ta ki soğuyana, gevşeyene ve iki derece açılana kadar, grafiklerin “garanti” ettiğini söylediği toleransı aşarak. O an, bu makalenin ele aldığı boşluğu ortaya koyuyor: pres fren bükme bir geometri problemi değil; bir sistem davranışı problemidir. Grafikler geometriyi tanımlar. Gerçekliği tanımlamazlar.
CAD açılımları ve bükme grafikleri ideal bir dünyayı varsayar: homojen malzeme, mükemmel sert makineler, temiz aletler ve yazılımın yerleştirdiği yerde itaatkâr bir nötr eksen. Atölyede, bu varsayımların hiçbiri gerçeklikle temas ettiğinde hayatta kalmaz. Sonuç, CAM'de doğru görünen ile şekillendirmeden sonra gerçekten doğru ölçülen arasında sürekli bir uyumsuzluktur.
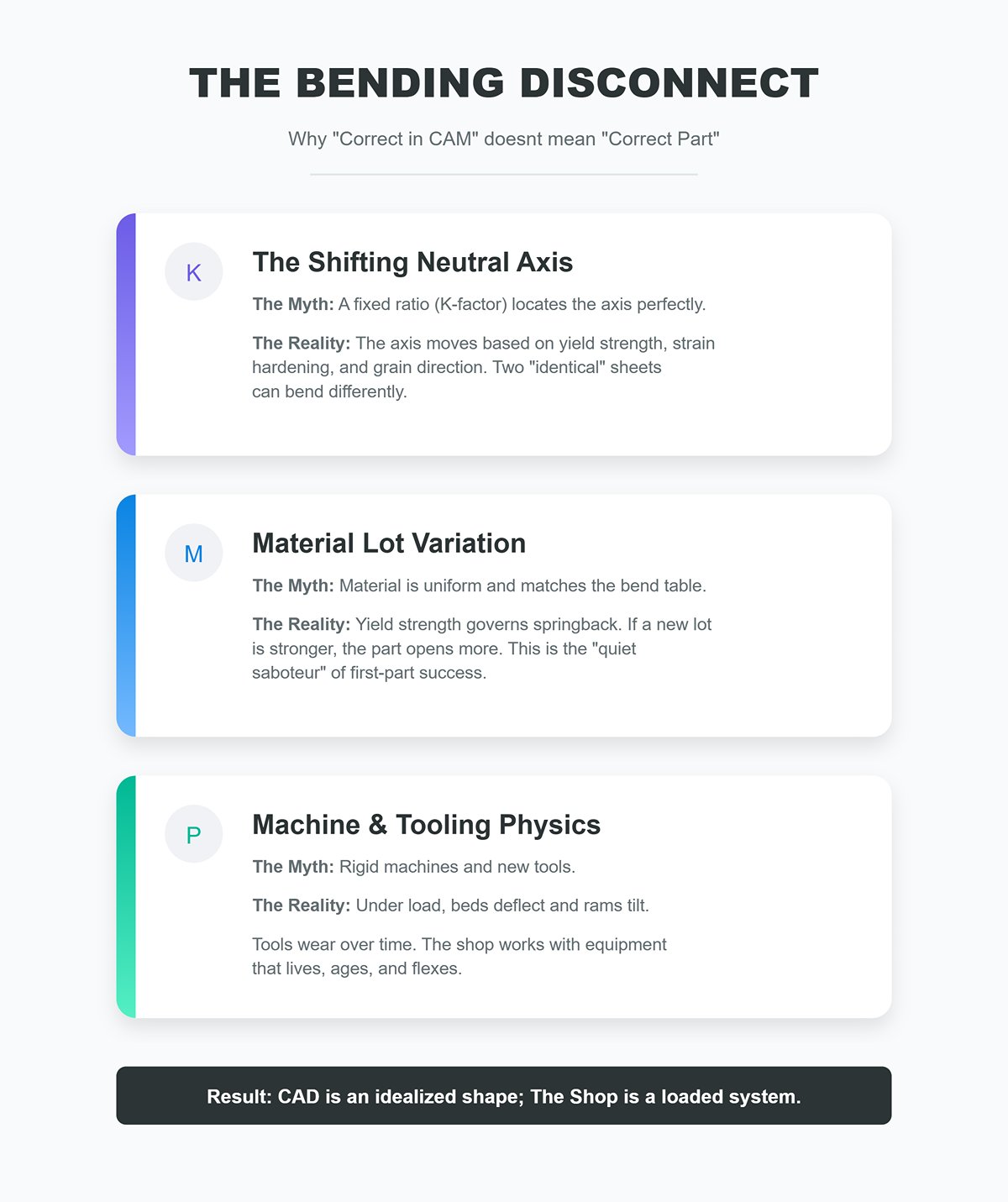
Nötr eksen sabit değildir. CAD sistemleri, düz uzunluğu hesaplamak için malzeme kalınlığı içindeki nötr ekseni bulmak için kullanılan bir oran olan K-faktörüne dayanır. Pratikte, nötr eksen akma dayanımı, deformasyon sertleşmesi, tane yönü ve gerçek malzeme kalınlığı ile kayar. “304 paslanmaz, 1.5 mm” olarak etiketlenmiş iki levha, aynı aletler ve programlarla bile açı ve flanş uzunluğunu kaçıracak kadar farklı bükülebilir.
Malzeme parti varyasyonu sessiz sabotajcıdır. Akma dayanımı geri yayılmayı yönetir. Gelen bir parti, bükme tablasını inşa etmek için kullanılan malzemeden daha güçlü ise, parça boşaltıldıktan sonra daha fazla açılır. Grafik değişmedi - ama malzeme değişti. Parti bazında malzeme davranışını doğrulamadan, ilk parça başarısı şansa dönüşür, süreç kontrolü değil.
Makine ve aletler geometri parçasıdır. Yük altında, pres fren yatakları sapar, pistonlar mikronlarca eğilir ve taçlama sistemleri telafi etmek için çalışır. Delik burçları aşınır, kalıp omuzları yuvarlanır ve arka ölçüm cihazları geri tepme geliştirir. Bunların her biri bükme sırasında etkili alet geometrisini değiştirir. Grafikler, yeni gibi sert bileşenler varsayar; atölye, yaşayan ve yaşlanan ekipmanla çalışır.
Bu nedenle “açılımlar ile eşleşen” parçalar hala muayeneden geçmez. Grafik, idealize edilmiş bir şekli tanımlar. Atölye, yüklenmiş, kusurlu bir sistemin sonucunu üretir.
Son açının, piston açısı ile kalıp açısının toplamı olduğu inancı, bükme işleminin baskın değişkenini göz ardı eder: geri yayılma. Yük altında gördüğünüz açı, parça boşaltıldıktan sonra koruduğu açı değildir.

Geri yayılma elastik geri kazanımdır, bir hata değil. Piston geri çekildiğinde, malzeme depolanan elastik enerjiyi serbest bırakır ve gevşer, bükmeyi açar. Geri yayılma miktarı, şekillendirme sırasında uygulanan gerilme ile belirlenir, bu da V-açıklık genişliği, piston burcu yarıçapı, bükme yöntemi (hava bükme, alt bükme veya madeni para) ve malzemenin akma dayanımı tarafından yönetilir.
Alet açıları yalnızca bir başlangıç noktasıdır. Hava bükmede, piston neredeyse asla kalıp açısına tam olarak temas etmez - malzeme kalıp omuzları üzerinde durur ve piston burcunun etrafında sarılır. V-açıklığı veya piston yarıçapını değiştirirseniz, iç yarıçapı, gerilme dağılımını ve dolayısıyla geri yayılmayı değiştirirsiniz. Nominal alet açıları değişmemiş olabilir; ancak ortaya çıkan bükme değişecektir.
Bükme yöntemi, çoğu grafiğin kabul ettiğinden daha önemlidir. Hava bükme tonajı minimize eder ve değişim sürelerini hızlandırır, ancak aynı zamanda en geniş geri yayılma varyasyonunu da üretir. Alt bükme parçayı daha sıkı bir şekilde kısıtlar, değişkenliği azaltır. Madeni para, malzemeyi kalınlığı boyunca plastik olarak deforme eder, geri yayılmayı neredeyse ortadan kaldırır - dramatik şekilde daha yüksek tonaj ve hızlandırılmış alet aşınması pahasına. Doğruluk gereksinimleri (±0.5° ile ±0.1°) yöntem seçiminde, alışkanlık değil, yönlendirmelidir.
Pratik çıkarım basittir: bükme açılarını yalnızca alet geometrisinden programlayamazsınız. Geri yayılma, belirli malzeme, alet ve makine kombinasyonu için ölçülmeli ve ardından gerçek verilere dayanarak bir deneysel düzeltme ile telafi edilmelidir - ister aşırı bükme ister darbe derinliği yoluyla.
“Geçene kadar ayarla” hızlı hissettiriyor. Ancak çoğu atölyenin hiç hesaplamaya uğraşmadığı şekillerde pahalıdır.
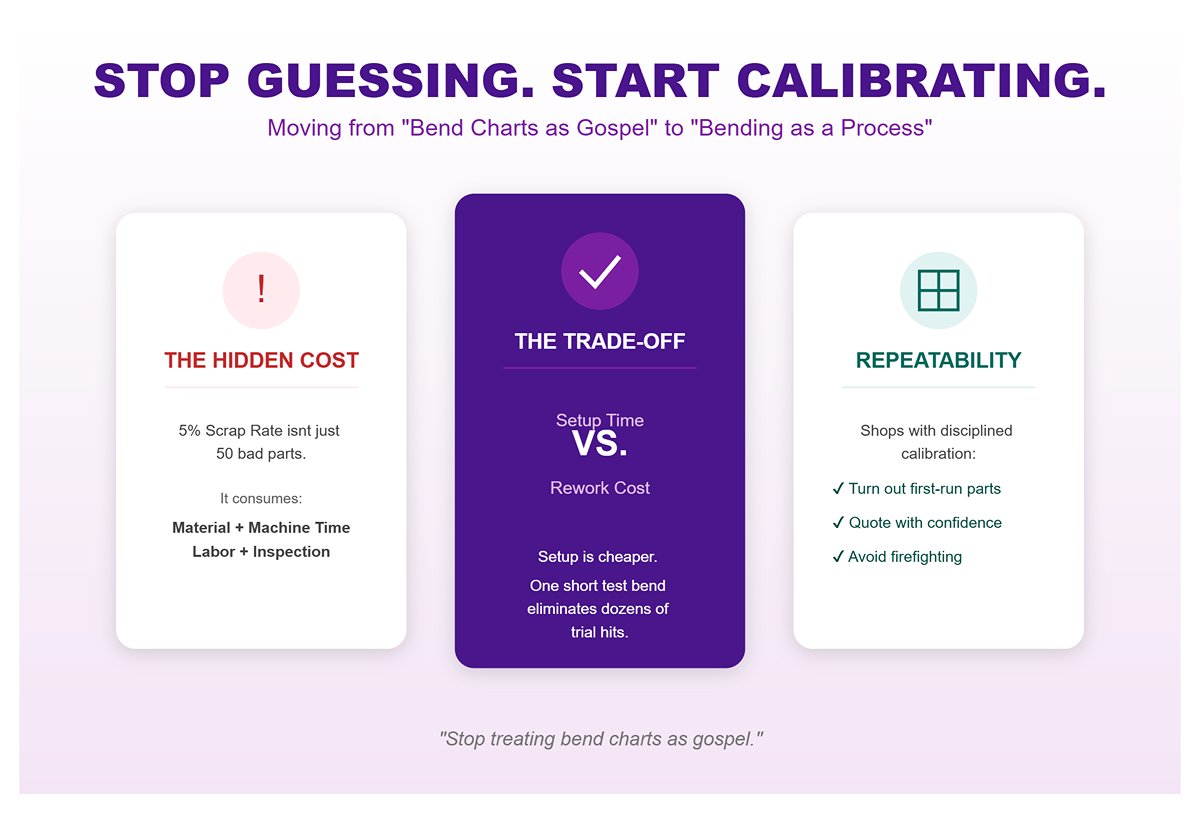
Atık sessizce birikir. 1,000 parça üretiminde %5% atık oranı sadece 50 kötü parça anlamına gelmez. Malzeme, makine süresi, iş gücü ve denetim kapasitesini tüketirken, teslimat ve tekliflerde belirsizlik yaratır. Matematik basit ve acımasızdır: atık maliyeti = parça maliyeti × atık oranı × miktar. Sayıları hesaplayın ve marj erozyonu belirgin hale gelir.
Kurulum süresi, yeniden işleme göre daha ucuzdur. Gerçek malzeme partisi ve hedef alet kullanılarak yapılan 10-15 dakikalık kalibre edilmiş bir kurulum, onlarca deneme vuruşunu ortadan kaldırabilir. Kısa bir test bükümü, ölçülen bir açı ve programlanmış bir aşırı büküm, üretim başlamadan önce döngüyü kapatır. O süre planlı, öngörülebilir ve daha düşük atık ile istikrarlı döngü süreleri sayesinde fazlasıyla geri ödenir.
Tekrar edilebilirlik, kahramanlığa galip gelir. Hızlı, disiplinli kalibrasyona yatırım yapan atölyeler, denetimden geçen ilk üretim parçaları çıkarır, güvenle teklif verir ve sürekli yangın söndürmeden kaçınır. Kabile bilgisine ve “hissine” dayanan atölyeler, maliyeti aşağıya taşır—atık kutularına, fazla mesaiye ve müşteri tavizlerine.
Buradaki vaat açıktır: büküm grafiklerini kutsal metinler olarak görmeyi bırakın ve bükmeyi kontrol edilebilir bir süreç olarak ele alın. Bunu yaparsanız, açılar “gizemli” bir şekilde kaymayı durdurur, kurulumlar küçülür ve hatalar azalır—grafik daha iyi olduğu için değil, anlayışınız geliştiği için.
Hava bükümü, çoğu atölyede varsayılan yöntemdir çünkü esnektir ve nispeten düşük tonaj gerektirir. Levha sadece vuruş ucuna ve iki kalıp omzuna temas eder; kalıp yan duvarlarına asla oturmaz. Bu tek gerçek, sonrasını açıklıyor.
Sonucu belirleyen kalıptır—vuruş değil. Malzeme, V içinde etkili bir şekilde “yüzer” olduğundan, iç yarıçap ve son açı kalıp V açıklığı ve kalıp açısı ile vuruş penetrasyon derinliği tarafından belirlenir. Vuruş açılarını gün boyunca değiştirebilirsiniz, ancak V açıklığını değiştirirseniz sonuç hemen kayar. Bu nedenle deneyimli operatörler, açıları kalıp seçimi ve ram derinliği ile ayarlar—vuruş geometrisini takip etmek yerine.
Kabul ettiğiniz takaslar: Belirli bir kalınlık için en düşük tonaj, hızlı kurulumlar ve tek bir alet seti ile geniş bir açı aralığını çalıştırma yeteneği. Bunun karşılığında, en büyük—ve en değişken—geri yaylanma ile yaşamayı kabul edersiniz. Malzeme partisi, tahıl yönü ve makine defleksiyonu değişiklikleri doğrudan açıda kendini gösterir. Doğruluk elde edilebilir, ancak ampirik bir süreçtir: ölç, telafi et, tekrar et.
Önemli atölye etkileri: V açıklığı genişliği, iç yarıçap ve geri yaylanma üzerinde büyük bir etkiye sahiptir (tanıdık “~8× kalınlık” bir kılavuzdur, bir yasa değil). Daha küçük V’ler yarıçapı sıkılaştırır ve geri yaylanmayı azaltır—ancak tonajı artırır. Daha büyük V’ler kuvveti azaltır ancak değişkenliği artırır. Taçlandırma ve ram paralelliği burada her zamankinden daha önemlidir.
Alt büküm, malzemeyi yük altında kalıp açısına sıkıca yerleştirir. Vuruş, flanşlar kalıp yüzeylerine oturana kadar devam eder, bu da hava bükümüne kıyasla geri yaylanmayı önemli ölçüde azaltır.
Dükkanların bunu seçme nedenleri: Doğru ayarlandığında, alt bükme genellikle ±0.5° civarında açısal doğruluk sağlar. Bu satış abartısı değil - parçanın kalıp geometrisine tam oturmasını sağlamak, onun üzerinde yüzmekten daha doğal bir sonuçtur.
Nelerden feragat ediyorsunuz: Hava bükmeye göre daha yüksek tonaj ve azalmış esneklik. Kalıp açısı hedef parça açısıyla eşleşmeli (ya da kasıtlı olarak telafi edilmelidir) ve vurma yarıçapı doğrudan iç yarıçapı tanımlar. Tek bir kurulumdan birden fazla açıyı rahatça çalıştırma yeteneğini kaybedersiniz.
Nerede parlıyor: Sıkı açısal toleranslarla orta hacimli üretimlerde - özellikle ilk parça doğruluğunun önemli olduğu ve deneme bükmelerini en aza indirmek istediğinizde. Yay geri dönüşü hâlâ mevcuttur, ancak düzeltme penceresi daha dar ve çok daha öngörülebilirdir.
Kurulum gerçekleri: Flanjın tamamen oturması için boşluk doğru olmalıdır, aksi takdirde aşınma olur. Alet aşınması, açının yavaşça kayması olarak kendini gösterir - programı suçlamadan önce aletleri kontrol edin ve taşlayın. Alt bükme, disiplinli alet seçimi ve bakımını ödüllendirir.
Kalıplama, tüm bükme bölgesini tam olarak vurma ve kalıp profillerine uyması için plastik olarak deforme eder. Yay geri dönüşü esasen ortadan kaldırılır çünkü malzeme tam kalınlığı boyunca akma yapar.
Neler kazanıyorsunuz: Bir pres brake üzerinde mevcut olan en yüksek tekrarlanabilirlik ve açı tutarlılığı. Varyasyon kabul edilemez olduğunda, kalıplama bunu sağlar.
Maliyeti nedir: Tonaj - genellikle aynı malzemenin hava bükümüne göre birkaç kat daha fazla - ve aletlerin ve makine bileşenlerinin hızlandırılmış aşınması. Hizalama, alet sertliği ve yüzey durumu kritik hale gelir çünkü temas gerilimleri aşırı yüksektir.
Ne zaman haklı çıkar: Varyasyon için sıfır toleransa sahip kısa üretimler veya yay geri dönüşünün tamamen ortadan kaldırılması gereken parçalar ve makinenin yeterli kapasiteye sahip olduğu durumlarda. Kalıplama, kötü alet kararları için bir kısayol değildir; bu, kesinlik için güç ve aşınma arasında bilinçli bir takastır.
Sert bir gerçek: Tutarsız bükmeleri “düzeltmek” için tonaj eklemek yalnızca gerçek sorunları gizler. Yanlış V-açıklık seçimi, aşınmış aletler veya düz olmayan yataklar daha sonra tekrar ortaya çıkacaktır - genellikle çatlamış aletler veya hasar görmüş makineler olarak.
Denemek için bir teknik - Daha İyi Açılar İçin Beş Dakika
Hedef: hava bükme işlemlerinde açı takip etmeyi azaltın, aletleri değiştirmeden.
Bu basit kalibrasyon yaklaşımı, hava bükmenin gerçekten ne olduğunu - deneysel bir süreç - dikkate alır ve kaçınılmaz değişkenliği kontrol edilebilir, tekrarlanabilir bir girdi haline dönüştürür.
Hava bükme, alt bükme ve madeni para basma arasında seçim yapmak doğru ile yanlış arasında bir tercih değildir. Bu, önünüzdeki baskıya uygun olarak esneklik, tonaj, alet aşınması ve tekrarlanabilirlik arasında bilinçli bir takas yapmaktır.
Çoğu makale 8× kuralını bir reçete olarak sunar. Değildir. Bu bir triage aracıdır.—mild çelik hava bükme için doğru mahalleye girmek için hızlı bir yol, başka pek bir şey bilinmediğinde.
Kural, V‑açıklığının malzeme kalınlığının yaklaşık sekiz katı olması gerektiğini belirtir. Atölyeler bunu tercih eder çünkü genellikle makul tonaj, kabul edilebilir iç yarıçap ve düşük karbonlu çelik için öngörülebilir yaylanma sağlar. Gizli sorun, ortalama çekme dayanımını, ortalama süneklik ve kalıp sınırları içinde olan flanş uzunluklarını sessizce varsaymasıdır. Bunlardan herhangi birini değiştirirseniz, kural bozulmaya başlar.
8×T'yi kullanmanın daha etkili bir yolu, başlangıç kontrol noktası olarak kullanmak ve ardından üç acil soruyla devam etmektir. İlk: Baskı, V'nin doğal olarak üreteceğinden daha küçük bir iç yarıçap gerektiriyor mu? Eğer öyleyse, V azaltılmalı veya şekillendirme yöntemi değiştirilmelidir. İkincisi: Malzeme yüksek çekme dayanımına sahip mi, iş sertleşmesine eğilimli mi veya çatlama konusunda hassas mı? Eğer evet ise, genellikle tonajı ve yüzey gerilimini azaltmak için V artırılmalıdır. Üçüncüsü: Flanşlar kalıp genişliğine göre kısa mı? Kısa flanşlar tonajı keskin bir şekilde yoğunlaştırır ve toplam makine tonajı güvenli görünse bile kalıp derecelerini aşabilir.
Bu yüzden deneyimli atölyeler nadiren tek bir evrensel çarpana güvenir. Onlar aralıklar içinde düşünürler. İnce mild çelik 8דde rahatça yaşayabilir. Daha kalın ölçüler genellikle 9–10×”a kayar. Paslanmaz çelikler ve yüksek dayanımlı alaşımlar genellikle 10–12× veya daha fazlasına ulaşır. “Kural” hala vardır—ama sadece bir karar ağacındaki ilk adım olarak, kararın kendisi değil.
Hava bükmede, iç yarıçap, delme ucu tarafından damgalanmaz. O, malzeme akışı tarafından oluşturulur delme ucu ucu ile kalıp omuzları arasında. V‑açıklığı, bu akışın birincil sürücüsüdür.
Pratik terimlerle, daha büyük bir V‑açıklığı, daha büyük bir iç yarıçap sağlar ve daha az tonaj gerektirir. Daha küçük bir V, yarıçapı sıkılaştırır ama daha fazla kuvvet talep eder ve yüzey gerilimini artırır. Bu nedenle, yalnızca kalıbı değiştirerek çoğu zaman bir yarıçap sorununu ram derinliğine dokunmadan düzeltmek mümkündür.
Standart 90° hava bükme için, birçok atölye, ortaya çıkan iç yarıçapın malzeme ve delme ucu yarıçapına bağlı olarak yaklaşık 0.02×V ile 0.08×V arasında düştüğünü bulur. Bu aralık önemlidir. Bu, tanıdık “8× kalınlık” kılavuzunu karşılayan iki kalıbın aynı parçada belirgin şekilde farklı yarıçaplar—ve dolayısıyla farklı yaylanmalar—üretebileceği anlamına gelir.
İşte burada statik grafiklerin yetersiz kaldığı ve hızlı ampirik testlerin fayda sağladığı yer. Seçilen V'de bir örneği bükün, iç yarıçapı ölçün ve o malzeme partisi için kaydedin. Bir test, bir kuralı bilinen bir sonuca dönüştürür. Zamanla, o notlar herhangi bir genel grafikten daha değerli hale gelir.
En kalıcı yanlış anlama, delme ucu yarıçapının iç yarıçapa eşit olduğudur. Değildir—nadir durumlar dışında tesadüfen.
İç yarıçap, üç faktörün birleşik sonucudur: delme ucu yarıçapı, V‑açıklığı ve malzeme davranışı. Bunlar dengesiz olduğunda, açı kontrolü zarar görür—tonaj teknik olarak doğru olsa bile.
V‑açıklığına ve malzemenin süneklik oranına göre çok keskin bir delik, istenmeyen şekilde sıkı bir yarıçap oluşturabilir, yaylanma değişkenliğini artırır ve çatlama riskini yükseltir—özellikle yüksek dayanımlı çeliklerde. Öte yandan, çok körelmiş bir delik, malzemenin hava bükme sırasında kalıpta tamamen oturmasını engelleyebilir, bu da ram derinliğini takip eden ama asla stabilize olmayan az bükülmüş açılara yol açar.
Güvenilir bir atölye kılavuzu, çoğu mild ve paslanmaz çelik için delme ucu yarıçapını malzeme kalınlığının yaklaşık yarısı ile başlatmaktır. Bu geometri, yaygın V‑açıklıkları ile iyi çalışır ve kararlı, tekrarlanabilir açılar üretir. Alüminyum gibi daha yumuşak malzemeler, incelmeyi ve yüzey işaretlerini azaltmak için istenen iç yarıçapa daha yakın daha büyük bir delik yarıçapından genellikle fayda sağlar.
Etkisini görmek için en hızlı yol, kontrollü bir karşılaştırmadır. Aynı örneği aynı V'de aynı ram derinliğinde bükün, yalnızca delik yarıçapını değiştirin, ardından iç yarıçapı ve son açıyı ölçün. Fark genellikle ince değildir—ve bir kez gördüğünüzde, “delik yarıçapı eşittir” miti öğrenilmesi zor bir şeydir.
Kalın kesitler ve yüksek çekme dayanımlı alaşımlar, basit kuralların riskli hale geldiği yerlerdir.
Kalınlık ve dayanım arttıkça, gereken tonaj hızla yükselir. Ağır veya sert malzemelerde 8× V'yi zorlamak genellikle güvenlik penceresini daraltır: çatlamış parçalar, öngörülemeyen yaylanma veya aşırı stresli aletler. Bu durumlarda, kalıbı açmak—genellikle 10–12× kalınlık veya daha fazlasına—tembellik değil; risk yönetimidir.
Eğer baskı kalın veya yüksek mukavemetli malzeme üzerinde sıkı bir iç yarıçap gerektiriyorsa, hava bükme yanlış bir işlem olabilir. Alt bükme veya madeni para şekillendirme deformasyonu yoğunlaştırır ve yarıçapı kilitler, ancak bunun bedeli çok daha yüksek bir kuvvet ve özel aletlerdir. Hava bükmede V'yi küçülterek sıkı bir yarıçap “kandırmaya” çalışmak, kalıpların zarar görmesine ve açıların kaymasına neden olur.
Kalıp kapasitesi, makine tonajı kadar önemlidir. Kalın malzemelerde kısa flanşlar, pres freni kendisi yeterli olsa bile, yükü kalıbın derecesinin ötesine yoğunlaştırabilir. Birçok alet arızası, kural bilinmediği için değil, kalıp derecelerinin flanş uzunluğu ve seçilen V ile asla kontrol edilmediği için meydana gelir.
Hiçbir ideal seçenek uymadığında, doğru cevap genellikle yukarıda yatar: daha büyük bir yarıçap kabul etmek, flanşı yeniden tasarlamak veya malzeme durumunu değiştirmek. Alet seçimleri birçok sorunu çözebilir - ama fiziği değil.
V-kalıp seçimi üzerine yapılan çoğu tartışma, bir ana noktayı atlar: hesaplamanın gözlemi değiştirdiğini varsayar. Pratikte, en güvenilir atölyeler kısa, makine üzerinde bir testi resmileştirir ve bunu kurulumun bir parçası olarak değerlendirir - sorun çözme değil.
Gerçek malzeme partisinden küçük bir örnek kesin. Seçilen V'de, nominal ram derinliğinde hedeflenen tokmakla merkezde bükün. Açıyı, iç yarıçapı ve geri yayılmayı ölçün. Sonuç yanlışsa, değiştirin bir değişkeni bir seferde- önce V-açıklığı, sonra tokmak yarıçapı, sonra yöntem - ve tekrarlayın. İki veya üç bükme genellikle kararlı bir çözüme ulaşır.
O on dakikalık rutin, hiçbir kuralın başaramayacağı şeyi başarır: gerçek malzeme davranışını aletleriniz ve makinenizle eşleştirir. 8× kuralı sizi yaklaştırır. Test doğru yapar.
Çoğu düz desen, pres frenine ulaşmadan önce başarısız olur. Fren açıyı tutamadığı için değil, lazerin bir kurguyu kesmesi istendiği için: birbirine benzemeyen bükmelere uygulanan bir bükme kesintisi.
Atölye zemininde, her bükme yerel bir olaydır. Bir dönüş flanşını temizlemek için kalıp açısını değiştirin, geri yayılmayı kontrol etmek için iç yarıçapı sıkılaştırın veya hava bükmeden tek bir vuruşta alt bükmeye geçin - ve o bükmenin kesintisi değiştirilemez hale gelir. Çizimler ve yerleşimler genellikle aksi varsayılır. Sonuç, milimetrelerce ölüm: her bükme başına 1-2 mm hata, hizasız flanşlara, kayma yapan deliklere ve lazer operatörlerinin parçaları çalışmanın ortasında yeniden yerleştirmek zorunda kalmasına neden olur.
3 mm yumuşak çelikten basit bir iki bükme parçasını düşünün. Bir bükme, açıklık için sıkı bir V'nin üzerine şekillenir; ikincisi, işaretlenmeyi önlemek için daha geniş bir kalıp kullanır. İç yarıçaplar farklıdır, bu nedenle bükme kesintileri farklı olmalıdır - BD1 ve BD2. Eşit olduklarını varsayarsak ve nominal 90 mm + 65 mm flanş 84.5 mm düz bir hale çöküyorsa, 1.2 mm kısa. Hata frenin üzerinde kendini göstermez; lazerde ortaya çıkar, burada 20% daha fazla levha israf edilir çünkü yerleşim artık uymamaktadır.
Lazer operatörleri matematiği sevmez - ortalama matematiği sevmezler. Çözüm prosedürel: her flanş bacağı için bükme kesintisinin yarısını çıkarın, paylaşılan tabandan tam kesintiyi çıkarın ve her bükmeyi kendi terimleriyle hesaplayın. İki bükme ile 6 inçlik bir taban “bir” BD kaybetmez; iki yarım BD kaybeder. Bunu kaçırırsanız, boş ilk kesimden önce yanlıştır.
Nötr eksen, levhanın merkezi değildir. Bükme sırasında malzemenin dışarıda ne uzadığı ne de içeride sıkıştığı kalınlık boyunca bir çizgidir. Pozisyonu bükme payını (BA) ve dolaylı olarak bükme kesintisini (BD) belirler. Yanlış yaparsanız, açı düzeltmesi ne kadar olursa olsun düzleminizi kurtaramaz.
Hava bükümünde, nötr eksen genellikle iç yüzeyden 0.33T ile 0.5T arasında yer alır ve K-faktörü olarak ifade edilir. Keskin bükümler onu içeri çeker; daha büyük iç yarıçaplar ise dışarı iter. Malzeme dayanımı ve lif yönü de aynı derecede önemlidir. Daha yüksek akma dayanımına sahip çelikler, nötr ekseni 10–15% dışarı kaydırabilir, dış lifleri aynı aletle işlem gören yumuşak çelikten daha fazla uzatır.
Matematik merhamet tanımaz. 90° büküm için büküm payı BA = A(π/180)(R + K·T) şeklindedir. 2 mm iç yarıçapa ve K = 0.40'a sahip 2 mm 1018 çeliğini alırsak: BA 3.53 mm çıkar. K'dan sadece 0.1 saparsanız, 100 mm'lik bir kol neredeyse 101.8 mm'ye açılır. Bu bir yuvarlama sorunu değil - her parçada kendini gösteren sistematik bir uyumsuzluktur.
Çoğu atölye, tasarım gereği yanlış olan yazılım varsayımlarına dayanır. CAD/CAM sistemleri, gerçek malzeme partiniz, lif yönünüz veya hava bükümünü ne kadar agresif yaptığınız hakkında hiçbir görünürlük sunmaz. Beş dakikalık bir atölye testi, herhangi bir veritabanından daha iyi sonuç verir. İşaretli bir test şeridini bükün, kesitini alın ve gerilmemiş hattın iç yüzeye göre nerede durduğunu ölçün. O mesafeyi kalınlığa bölün - bu sizin gerçek K-faktörünüzdür. Aşındırma olmadan bile, büküm sonrası kol büyümesini hesaplanan değerlerle karşılaştırmak K'yı ±0.02 içinde sabitler. Bu küçük düzeltme, karışık malzeme üretimindeki çoğu “gizemli” düz hat hatalarını ortadan kaldırır.
Varsayımlar ortalamalardır. Üretim, spesifikasyonlar talep eder. 0.42“lik bir K-faktörü, yumuşak çelik için geniş anlamda ”kabul edilebilir" olabilir, ancak değirmenler, kalınlıklar veya şekillendirme yöntemleri değiştiğinde sık sık yanlıştır. Maliyet, bir yazılım uyarısı olarak ortaya çıkmaz - ilk parça atığı ve lazer yeniden işleme olarak kendini gösterir.
K-faktörünüzü türetmek, tek büküm egzersizidir. Dörtgen bir boşluk kesin, bilinen bir açı ve bilinen aletle programlayın ve bükümden sonra gerçek düz kol uzunluklarını ölçün. Gerçek boyutlarla büküm payı denkleminden K'yi çözün, nominal kalıp hatları değil. Malzeme, kalınlık aralığı veya büküm yöntemi değiştirdiğinizde testi tekrarlayın. Hava bükümü, alt büküm ve madeni para bükümü K-faktörlerini paylaşmaz; özellikle madeni para bükümü, kalınlık boyunca sıkıştırma nedeniyle büküm düşüşünü yaklaşık 20% azaltabilir.
Ampirik veriler bunu destekliyor. Yumuşak 1018 çeliği genellikle hava bükümünde K = 0.40 civarında çalışır, alt bükümde yaklaşık 0.35'e ve madeni para bükümünde 0.30'a düşer. Paslanmaz çelikler daha yüksek değerlere ulaşır - genellikle hava bükümlerinde 0.45 civarında - daha fazla yaylanma ile birlikte ek açı telafisi gerektirir. Yüksek dayanımlı HRPO 0.48'i aşabilir, bu da genel tabloların 6 mm stokta yarım milimetre kadar sapma göstermesinin nedenini açıklar.
Beklenmedik bir dönüş: Çoğu makale K-faktörünü bir malzeme özelliği olarak ele alır. O değildir. Bu, malzeme, alet ve yöntemlerin birleşik sonucudur. Atölyeler K'yı parti ve süreç bazında test edip kilitlediklerinde, büküm düşüşleri kabile bilgisi olmaktan çıkar ve standartlar haline gelir. Bir üretici, K'yı türeterek ve bu değerleri CNC programlarına geri besleyerek ilk parça atığını 15%'den 2%'ye düşürdü. Lazer aynı kaldı. Boşluklar değişmedi.
Çoğu pres fren arızası kötü hesaplamalardan kaynaklanmaz. Atölyeler, ortalama tonajın tüm büküm boyunca eşit şekilde uygulandığını varsaydıkları için olur. Öyle değildir. Tonnaj yereldir, yöntem bağımlıdır ve yoğunlaştığında acımasızca affetmez. Bu, atölyelerin ekipmanlarını koruyup korumayacağı ya da sessizce hizmet ömründen yıllar çalacağı çizgidir.
Teoriyi bir kenara bırakın ve hava büküm tonaj kuralı basittir: kuvvet, malzeme kalınlığının karesi ile artar ve V-açıklığı genişledikçe azalır. Diğer her şey sadece bir değişkendir.
Pratik, atölye düzeyinde bir hava büküm formülü şöyle görünür:
Gerekli tonaj ∝ (malzeme faktörü) × kalınlık² × büküm uzunluğu ÷ V-açıklığı
Bu nedenle kalınlığı iki katına çıkarmak, kuvveti yalnızca iki katına çıkarmakla kalmaz, dört katına çıkarır. Ve kalıbı açmanın, parça geometrisini değiştirmeden tonajı azaltmanın en hızlı yolu olduğunu gösterir.
Yumuşak çeliği temel alarak kullanın. Çekme dayanımı arttıkça, buna göre çarpın. Paslanmaz ve yüksek dayanımlı çelikler tonajı hızla artırır; alüminyum ise düşürür. Hesaplamaların makineyi korumak için mükemmel olmasına gerek yoktur - ölçek hakkında dürüst olması gerekir.
Yöntem seçimi her şeyi çarpar. Hava bükme temel düzeydir. Alt bükme genellikle hava bükme tonajının üç ila beş katını gerektirir. Madeni paralar sekiz ila on kat daha fazla talep edebilir. Hava bükmeden alt bükmeye geçmek ve tonajı yeniden kontrol etmeden “açı tutarlılığını düzeltmek” pres frenini aşırı yüklemenin en hızlı yollarından biridir.
Pratik bir üretim kuralı, hesaplanan tonajın üzerinde en az 20% kapasite marjı tutmaktır. Bir iş yalnızca makinenin sınırında güvenli bir şekilde çalışıyorsa, bu güvenli değildir - sadece geçici olarak başarılıdır.
Hızlı bir örnek: 4 mm yumuşak çelikte 1 m büküm, malzeme kalınlığının yaklaşık on katı olan V-açıklığı kullanarak hava bükme sınırları içinde oldukça uygundur. Aynı ayarı alt bükmeye geçirin ve tonaj birkaç kat artar. Madeni parayı madeni paraya çevirin ve gereken kuvvet makine derecesini aşabilir - parçanın görünümü daha ağır değil. Malzeme değişmedi. Yöntem değişti.
Çoğu makalenin göz ardı ettiği arıza modu budur: batma tonajı. Kısa veya dar bir flanşın kuvveti çok küçük bir temas alanına yoğunlaşması durumunda meydana gelir ve yerel yükleri çerçevenin veya aletlerin tolere edebileceğinden daha fazla sürer - genel büküm için hesaplanan tonaj tamamen güvenli görünse bile.
Çoğu tonaj hesaplayıcı, yükün makul derecede uzun bir büküm üzerinde yayıldığını varsayar. Uzunluk başına kuvveti hesaplarlar ve ardından toplam büküm uzunluğuyla çarparlar. Bu mantık, etkili temas uzunluğu kısa olduğunda bozulur - sekmeler, dar bacaklar, küçük geri flanşlar veya tam kalıp genişliğini asla kapsamayacak kısmi bükümler.
Makine “ortalama tonaj” deneyimlemez. Kuvveti yalnızca darbe gerçekten malzemeye dokunduğunda hisseder.
Tuzağa düşmeden önce kapanmadan yakalamak için iki basit kontrol yapın:
Eğer o yerel kuvvet, alet derecelerine veya makinenin nokta başına limitine yaklaşmaya başlarsa, toplam tonaj sayısı hala kabul edilebilir görünse bile zaten tehlike bölgesindesiniz.
Düzeltmeler mekanik, matematiksel değil. Gücü azaltmak için V‑kalıbını açın. Alt basmadan hava bükmeye geçin. Yükü yaymak için destek veya yedek alet ekleyin. Ya da işlemi bölün, böylece tek bir darbe stresi yoğunlaştırmaz. Hiçbir zaman işe yaramayan şey, isim plakası tonajının “sınırlar içinde” olduğunu söyleyerek riski görmezden gelmektir.”
İsim plakası tonajı izin değil—başlıktır. Küçük yazı yük-limit eğrisinde yer alır.
Her pres freni, izin verilen tonaj ile V‑açıklığı veya bükme uzunluğu arasındaki ilişkiyi gösteren bir eğri içerir. Bu, çerçeve stresinin doğrusal olmaması nedeniyle vardır. Dar kalıplar, kısa bükmeler veya merkez dışı yüklemeler, makinenin güvenli bir şekilde kaldırabileceği miktarı azaltır—toplam tonaj, belirtilen maksimumun altında kalsa bile.
İki hata maliyetli hasara yol açar. İlk, belirlenen kapasitenin her kurulum için geçerli olduğunu varsaymak. Çoğu değerlendirme, belirli bir V‑açıklığı ile tam uzunlukta, eşit dağıtılmış yüklemeyi varsayar; kurulumu değiştirirseniz, izin verilen tonaj düşer. İkinci, yalnızca çerçeve kapasitesine odaklanmak. Aletler, kelepçe sistemleri ve delgi tutucular genellikle çerçeveden çok önce arızalanır.
Hesaplanan tonajınız seçilen V‑açıklığı için yük eğrisinin tepe noktasını zar zor geçiyorsa, bu yeşil ışık değil—bir uyarıdır. V'yi artırın, bükmeyi bölün veya şekillendirme yöntemini değiştirin. Daha fazla güç, çerçevenin tasarlanmadığı streslerden korunmasına yardımcı olmaz.
Alet sınırları da aynı derecede önemlidir. Kalıplar, birim uzunluk başına maksimum tonaj için derecelendirilmiştir; bunu aşarsanız, kalıp kalıcı olarak yayılabilir veya çatlayabilir. Küçük burun yarıçapına sahip delgiler stresi artırır ve yüksek tonaj altında deforme olur veya parçalanır. Minimum delgi yarıçapı kılavuzları bir nedenle vardır—üreticinin sınırlarına uyun, içgüdülerinize değil.
Beklenmedik dönüş: Çoğu atölye, tonaj sorunlarının kendilerini alarmlar, hata kodları veya duraklayan bir piston ile duyuracağını varsayar. Gerçekte, hasar kademeli ve sessizdir—ince çerçeve gerilmesi, kalıpların yavaşça açılması, delgilerin keskinliğini kaybetmesi. Doğruluk kaybolmaya başladığında, makine zaten bedelini ödemiştir. Tonaj sınırlarını anlamak, bugünkü bükmeyi şekillendirmekle ilgili değil; gelecek on bin parçayı pişman olmadan çalıştırmakla ilgilidir.
Eğer tonaj, makinenin hayatta kalıp kalmayacağını belirliyorsa, malzeme gerçeği parçanın doğru olup olmadığını belirler. Akma dayanımı, çeliğin elastik davranmayı bıraktığı ve kalıcı bir bükme tutmaya başladığı eşiktir—ve bu eşik sabit değildir. Değirmen test raporları (MTR'ler), çeliğin gerçekte ne olduğunu, satın alma emrinin ne olacağını varsaydığını gösterir.
Soğuk işlenmiş 1018 genellikle 370 N/mm² civarında sertifikalandırılır, ancak gerçek ısılarda genellikle 10–20% daha yüksek test edilir çünkü haddeleme azaltma ve iş sertleştirme vardır. Bu fark akademik olmaktan fazlasıdır—“mükemmel” 90° hava bükmesini, geri yayılma sonrası 88° bir parçaya dönüştürmek için yeterlidir. Operatörler aletleri suçlar. Gerçekte, değişken olan çelikti.
Tane yönü etkiyi artırır. Sac çelik, haddeleme yönünde taneleri uzatarak dövülür. O yönde bükme yapıldığında, o uzatılmış taneler, sıkıştırmaya karşı dengesiz bir şekilde direnç gösterir ve çapraz tane bükümüne göre 15–25% daha fazla geri yayılma üretir. Tane yönüne dik bükme yapıldığında, yapı daha homojen bir şekilde çökerek açıyı çok daha tutarlı bir şekilde korur.
Bu bir teori değil—bu atık aritmetiğidir. Tutarsız bükümlerin yaklaşık dörtte üçü, göz ardı edilen değirmen sertifikaları ve tane yönüne bağlanabilir. Yüksek gerilimli sürprizler en kötü suçlulardır: “hafif çelik” işine sızan bir DP980 partisi, aynı son açıyı elde etmek için A36'nın yaklaşık 2.5 katı kadar aşırı bükme gerektirebilir.
Pratik gerçeklik: Levha frene ulaşmadan önce tahıl yönünü işaretleyin. Yüzeyin üzerinden hızlı bir dosya ile geçmek bunu hemen ortaya çıkarır. Palet üzerinde sertifika yok mu? Değişkenlik varsayın, deneme bükümleri için plan yapın ve üretime geçmeden önce ayarı kanıtlayın.
Atılma, basitçe elastik geri kazanımdır. Malzemeyi akma noktasının ötesine itersiniz, yükü serbest bırakırsınız ve metal açılır. Amaç atılmayı ortadan kaldırmak değil—bu gerçekçi değil—ama bitmiş açının tam olarak ihtiyaç duyduğu yere ulaşacak kadar doğru bir şekilde tahmin etmektir.
Atölye zemininde, atılma üç şeyle belirlenir: malzeme dayanımı, kalınlık ve iç büküm yarıçapı. Kullanışlı bir kural, atılma faktörüdür (Ks). Tipik bir hava bükümünde, yaklaşık 2 mm kalınlığında ve iç yarıçapı kalınlığa yaklaşık eşit olan yumuşak çelik için Ks genellikle 1.05 ile 1.20 arasında değişir. Paslanmaz ve yüksek dayanımlı çelikler hızla yükselir: 304 paslanmaz genellikle 1.18 civarında çalışır ve ileri düzey yüksek dayanımlı çelikler 1.25'in üzerine çıkabilir.
Pratik terimlerle, eğer 304 paslanmazda nominal 90° durdurma noktasına kadar vurursanız, genellikle parçayı çekip 86° civarında bir ölçüm alırsınız. İçinde gizem yok—sadece hesaba katılmamış elastik geri kazanım var.
Yazılım olmadan hızlı bir tahmine ihtiyacınız varsa, yarıçap ve kalınlık sizi çoğunlukla oraya götürür. İç yarıçap malzeme kalınlığına göre arttıkça, atılma da onunla birlikte artar. Örneğin, 2 mm soğuk haddeleme çeliğinde 4 mm iç yarıçap genellikle serbest bırakıldıktan sonra yaklaşık 2° açılır. Bu evrensel bir sabit değil—ama akıllı bir ilk vuruş için yeterince yakın.
Gizli tuzak: Atılma birikir. Dört bükümlü bir kutu küçük hataları sihirli bir şekilde ortalamaz—bunları biriktirir. Her bükümü 2° kaçırırsanız, son flanş kapandığında 8° paralellik kaybetmiş olursunuz. Bu, “standart” tek bükümlü parçaların montaj aşamasında nasıl hurdaya dönüştüğüdür.
Parti-parti değişkenlik kaçınılmazdır. Aynı tedarikçiden gelen malzeme bile ısıdan ısıya farklı davranabilir, atılmayı 5–15° kaydırabilir. En güvenilir kontrol bir tanık şerididir: 100 mm'lik bir örneği hedef açıda bükün, gevşemesine izin verin, farkı ölçün ve ardından bu düzeltmeyi üretim boyunca uygulayın.
| Malzeme | Kalınlık (mm) | Tipik Ks (90° Hava Bükümü) | Tahmin Edilen Atılma (°) |
|---|---|---|---|
| Yumuşak Çelik (A36) | 2 | 1.08 | 2.5–3 |
| Soğuk Haddeleme 1018 | 3 | 1.12 | 4–5 |
| 304 Paslanmaz | 1.5 | 1.18 | 5–7 |
| DP980 Yüksek Dayanım | 2 | 1.25+ | 8–12 |
Aşırı bükme bir çözüm değil - bu temel düzeltme yöntemidir. Hedef açıyı beklenen yay geri dönüşü miktarı kadar kasıtlı olarak aşırı bükersiniz, ardından elastik geri dönüşün parçayı standartlara döndürmesine izin verirsiniz.
Mild çelikte yaklaşık 1.08 Ks ile 90° hedefliyorsanız, tokmağı yaklaşık 87°'ye kadar ittirin. Bırakın, ölçün ve genellikle hedefe tam olarak ulaşırsınız. Bu pratik yaklaşım, çoğu gerçek dünya atölyesinde varsayılan CNC telafisini hala geride bırakıyor, çünkü CNC sabit bir K-faktörü varsayıyor. Gerçekte, K, malzeme sertifikalarına, tane yönüne ve bükme yarıçapına bağlı olarak 0.28 ile 0.42 arasında değişebilir. Test şeridi ile doğrulama yapan operatörler, karma partilerde genellikle 40% kadar atık keser.
Büyük bükme yarıçapları ve ince malzeme ile - burada yay geri dönüşü 15–20%'ye ulaşabilir - açıyı tek bir ağır darbe ile tutmaya çalışmak genellikle hatayı büyütür. Aşamalı aşırı bükme çok daha güvenilirdir. Hedefe iki veya üç darbe boyunca 1° adımlarla yaklaşın; malzeme yerleşir ve açı değişimi dramatik bir şekilde düşer.
Sarma, yay geri dönüşünü neredeyse tamamen ortadan kaldırabilir (Ks ≈ 1.00), ancak maliyeti yüksektir: gereken tonajın on katına kadar ve önemli ölçüde hızlandırılmış alet aşınması. Bunu, başka hiçbir yöntemin denetimden geçmeyeceği ±0.2° toleransları için ayırın.
5 Adımlı Aşırı Bükme Rutini (Yazılım Gerektirmez):
Anında kazanç: Mevcut işten tek bir levha çekin, tane yönünü işaretleyin ve bir tanık bükme işlemi gerçekleştirin, ardından bir sonraki partiye başlayın. İlk üretim parçası tam olarak çıktığında - açıyı takip etmeden - yöntem kendini dakikalar içinde kanıtlar. Teori değil. Uyan parçalar.
Kano etkisi, klasik uzun bükme arızası modudur: dahil edilen açı ortada en dar ve her iki uca doğru açılır, parçaya sığ, kano benzeri bir profil verir. Çoğu açıklama bir şeyi yanlış yapar - önce malzemeyi suçlarlar. Malzeme değişkenliği önemlidir, ancak bükme yaptığınız kirişin ne olduğunu anladıktan sonra.
Yük altında, bir pres freni katı değildir. Ram elastik olarak eğilir ve yatak sapar, ağır makinelerde bile. Bu sapma, aletin uzunluğu boyunca tokmak ile kalıp arasındaki boşluğu değiştirir. Darbe sırasında, uçlar merkezden farklı bir etkili boşluk yaşar. Yük serbest bırakıldığında, yay geri dönüşü “ortalama yapmaz” - bu farklılıkları parçaya dondurur.
Birkaç binlik inçlik sapma önemli görünmüyor. Uzun bir bükmede, her şeydir. Küçük boşluk değişiklikleri doğrudan açı hatasına dönüşür, genellikle ±0.5° tolerans sınırlarını aşar. Tonajı artırmak sorunu geçici olarak maskeleyebilir, ancak aletler ve makine üzerindeki stresi artırır, aşınmayı hızlandırır ve yeni değişkenler tanıtır.
İkincil faktörler sorunu büyütebilir: merkez dışı parça yükleme, gevşek veya uyumsuz aletler, silindirler arasında düzensiz hidrolik yanıt veya levha boyunca malzeme özelliklerindeki değişiklikler. Yine de, temel fizik değişmez - yük altında elastik sapma ve ardından serbest bırakma sonrası yay geri dönüşü.
Hızlı teşhis: Tam boy test parçasını bükün ve her iki uçta ve merkezde açıyı ölçün. Ardından, boş ucu ters çevirin ve tekrar edin. Hata makinede merkezde kalıyorsa, sapma suçludur. Hata levhayı takip ediyorsa, malzeme tutarsızlığı soruna katkıda bulunuyor demektir.
Uygulamada, elastik sapmayı karşılamak için yalnızca iki yol vardır: aletleri pasif olarak paralel hale geri zorlamak veya yük altında iken makineyi aktif olarak yeniden şekillendirmek.
Shimleme ve manuel hizalama en düşük maliyetli yaklaşımdır. Die'nin altına yerleştirilen ince shimler—genellikle uçların yakınında—yük altında makinenin açıldığı etkili boşluğu azaltır. Dikkatli yapıldığında, bu kısa çalışmalarda veya ara sıra uzun parçalar için uzunluk boyunca açıları düzeltebilir. Bir düz kenar ve bir test bükümü, ne zaman yakın olduğunuzu gösterir; sadece birkaç binlik shim, anlamlı bir fark yaratabilir.
Shimleme, orta tonaj, sınırlı parça çeşitliliği ve stabil kurulumlarla en iyi şekilde çalışır. Sınırlamaları hızla ortaya çıkar: zaman alıcı yinelemeler, malzeme varyasyonuna duyarlılık ve kalınlık veya bükme uzunluğundaki her değişikliğin yeni bir shimleme stratejisi gerektirdiği gerçeği.
Aktif taçlandırma aynı sorunu kontrollü ve tekrarlanabilir bir şekilde ele alır. Mekanik taçlandırma, die rayında önceden ayarlanmış bir taç eklemek için kamlar veya ayarlanabilir destekler kullanır. Hidrolik taçlandırma, yatak altında veya ramın üstünde ayarlanabilir basınç noktaları uygular. CNC taçlandırma, bu ayarı kontrol sistemine entegre ederek her program için gerekli telafiyi hesaplar.
Amaç, makineyi boşken düz yapmak değil, bükme yükü altında düz yapmaktır. Doğru kalibre edildiğinde, aktif taçlandırma, tonaj dağılımından bağımsız olarak, tüm alet uzunluğu boyunca eşit bir etkili kapanma üretir.
Kazanç, tutarlılıktır. Uzun parçalar, sıkı açı toleransları, karışık malzeme kalınlıkları ve yüksek çeşitlilikte üretim, aktif taçlandırmayı destekler. Değişim maliyetleri, ön maliyet ve disiplinli kalibrasyon ihtiyacıdır—ancak atıkların azaltılması, daha hızlı kurulumlar ve daha az operatör tahmini ile elde edilen kazançlar genellikle bunları aşar.
Karar kuralı: Shimlerin yinelemesi için harcanan duraklama süresi, bir taçlandırma sisteminin hizmet ömrü boyunca maliyetinden fazlaysa, seçim zaten açıktır.
Kano sürüşü ile ilgili çoğu tartışma arka ölçümü göz ardı eder—ve bu ihmal pahalıdır. Düzensiz bükme açıları genellikle düzensiz yükleme ile artırılır.
Arka ölçüm, parçanın aletle temas ettiği yeri ve bükme çizgisine ne kadar dik oturduğunu belirler. Uzun veya asimetrik bir boşluk, bir ölçüm parmağına diğerinden daha fazla baskı yapıldığında, bükme yükü kayar. Bu dengesizlik, yerel sapmayı artırır ve parçanın bir ucunun diğerinden farklı davranmasına neden olur—mükemmel taçlandırma olsa bile.
Arka ölçümü bir konumlandırma ve düzgünlük sistemi olarak ele alın, sadece bir durdurma değil. Çok eksenli ölçüm, uzun flanjları eşit şekilde desteklemenizi ve bükme çizgisini aletle dik tutmanızı sağlar. Büyük parçalar için, yardımcı destekler—örneğin makaralar veya yan kollar—darbelere karşı kuvvet dağılımını bozacak şekilde sarkmayı önler.
Kalibrasyon önemlidir. Doğru tekrarlayan ancak dik olmayan bir arka ölçüm, aynı hatayı tekrar eder. Ölçümdeki küçük diklik hataları, uzun bükümlerin uçlarında görünür açı farklılıkları olarak hızla ortaya çıkar.
Çoğu makalenin yanlış anladığı şey: daha iyi bilgi yerine daha fazla tonajla açı tutarlılığını peşinden koşarlar.
Kontrollü beş aşamalı bir kano testi yapın ve makinenin gerçekten neye ihtiyacı olduğunu size söylemesine izin verin.
Sapma, telafi ve yükleme düzgün bir şekilde hizalandığında, genellikle ne kadar az düzeltme gerektiği sürprizdir. Kano etkisi kaybolduğunda, açı kontrolü bir tahmin oyunu olmaktan çıkar ve tekrarlanabilir, belgelenmiş bir kurulum haline gelir.
İlk parça bir formalite değildir—tahminlerin sona erdiği ve kontrolün başladığı noktadır. Doğru ölçülen bir temiz büküm, iyi parçalar üretmeye mi yoksa sürekli hurda üretmeye mi yakın olduğunuzu size söyler. Bu kontrol listesi, o tek parçayı bir karar noktasına dönüştürür, bir umut değil.
Eğer hala pres fren açısını bir açı ölçerle kontrol ediyorsanız, gerçekten ölçmüyorsunuz—yorumluyorsunuz. Eğri flanşlar, değirmen ölçeği ve paralaks gözünüzü düz olmayan bir yüzeyi “ortalama” yapmaya zorlar. Sonuç tahmin edilebilir: atölyeler genellikle 6 mm altındaki 90° bükümlerde %0.5–1° aşırı tahmin görüyor ve hata, yaylanma alet açıldığında devam eden yüksek mukavemetli çeliklerde artıyor.
Dijital bir açı ölçer, ölçümü öznel olmaktan fiziksel hale getirir. Flanşa kilitlenmiş bir manyetik taban ile yerçekimini referans alır—gözlemi değil. Kalite birimleri, yüzey boyunca temas ortalaması alarak 0.1° hassasiyetle çözümleme yapar; bu nedenle atölye denemeleri, açı ölçerlerle yaklaşık ±1.2° olan varyansın aynı kurulumda on parçada ±0.3°'ye düştüğünü sürekli gösterir.
Alınacak eylem: Bir sonraki kurulumunuzda, 100 mm test flanşını nominal olarak bükün. Önce bir açı ölçerle, ardından 30 saniyelik bir beklemenin ardından bir dijital ölçümle tekrar ölçün. Okumalar 0.5°'den fazla farklılık gösteriyorsa, açı ölçeri ilk parça kontrolünden emekliye ayırın. Bu değişikliği yapan atölyeler genellikle ±0.5° toleranslı işlerde açı ile ilgili hurdayı yaklaşık % oranında azaltır.
Bu görüntüyü hatırlayın: açı ölçer, gözünüzün inanmak istediğini bildirir; dijital ölçüm, çeliğin gerçekten ne yaptığını bildirir.
Açı tek başına iyi bir parçayı tanımlamaz. Flanş uzunluğu, birçok “onaylı” ilk parçanın sessizce başarısız olduğu yerdir ve hata neredeyse her zaman yanlış tarafı ölçmekle başlar.
İç ölçümler—büküm teğeti ile kenar arasında—yarıçap büyümesini gizler. Hava bükümünde, nötr eksen yarıçap oluşurken kayar ve genellikle tabloların öngördüğünden 10–20% daha büyük hale gelir. 16 mm V-die'de bükülen 2 mm çelik bir parçada, bu gizli büyüme iç flanşı mükemmel gösterirken dış boyutun zaten 1–2 mm kısa görünmesine neden olabilir.
Dış ölçüm—parça tabanından flanş yüksekliği—gerçeği ortaya çıkarır. Açı, yarıçap ve büküm düşüşünün birleşik etkilerini yakalar. Yeniden işleme kayıtları aynı hikayeyi tekrar tekrar anlatır: iç boyutlar geçer, montajlar başarısız olur. Bu durumların yarısından fazlasında, kök neden arka ölçüm değildir—malzemeye uymayan bir delik veya kalıp yarıçapıdır.
Ödemeyi yapan disiplin: İlk kısımda, her iki tarafı ölçün. Gerekirse iç kısım için kumpas kullanın, ancak dış kısımda çene kaymasını önlemek için derinlik mikrometresi veya yükseklik ölçer kullanın. Dış kontrol, yalnızca iç ölçümlere göre yaklaşık 80% daha fazla alet ve bükme kesinti hatası yakalar.
İç boyut iyi görünüyorsa ancak dış flanş kısa kalıyorsa, arka ölçümle uğraşmaya başlamayın. Bu belirti, yay geri dönüşü veya bir yarıçap uyumsuzluğuna işaret eder - bir konumlandırma hatasına değil.
Bu, çoğu kurulumun raydan çıkmasına neden olur - çözümün bir gizem olmasından değil, yanlış kontrolün ayarlanmasından.
Açıya özel düzeltmeler için ram derinliğini kullanın. 4 mm altındaki yumuşak çeliği hava bükme ile işlerken, derinlikteki 0.1 mm'lik bir değişiklik açıyı yaklaşık 0.5° kadar kaydırır. Bu, ilk açı kontrolünden sonra yay geri dönüşünü ayarlamak için derinliği ideal hale getirir. Açıda ±1° içinde ve flanş uzunlukları ±0.2 mm içinde olduğunda, derinlik doğru koldur.
Boyutlar veya malzeme davranışı temelde yanlış olduğunda alet değiştirin. 0.3 mm'den büyük flanş varyasyonu, çatlama veya görünür şekilde sıkışmış bir yarıçap derinlik sorunları değildir. Malzeme kalınlığının yaklaşık 6 katından daha dar bir V-şekilli kalıp yükü yoğunlaştırır ve merkezde aşırı bükülmeye neden olur. Malzeme kalınlığının yarısından daha büyük bir delik yarıçapı, dış lifte çatlamayı teşvik eder. Hiçbir miktar ram ayarı bunu düzeltemez - sadece sorunu gizler, ta ki muayene yapılana kadar.
Bu sıralamayı kas hafızanıza kazıyın:
Bu ihtiyati görüntüyü aklınızda bulundurun: çatlamış parçalarda mükemmel açılar. Ram derinliği kötü aletleri gizleyebilir, ta ki tüm üretim başarısız olana kadar.
Bu makalenin başındaki operatör, “asla çizime uymayan” uzun bir bükümle savaşıyordu. Çözüm daha fazla tonaj veya sonsuz ayar yapmak değildi - gerçeği ortaya çıkaran disiplinli bir ilk parça muayenesiydi. Açıyı doğru ölçün, önemli yerlerde flanşı doğrulayın ve doğru kolu çekin. Bunu yaparsanız, ilk parça bir tahmin olmaktan çıkar ve bir hüküm haline gelir.


















