

Bagian keluar dari mesin press brake terlihat sempurna—hingga dingin, rileks, dan terbuka dua derajat, melanggar toleransi yang dijanjikan “terjamin” oleh tabel. Saat itu mengungkapkan celah yang dibahas artikel ini: penekukan press brake bukan masalah geometri; ini adalah masalah perilaku sistem. Tabel menggambarkan geometri. Mereka tidak menggambarkan realitas.
Unfold CAD dan tabel tekukan mengasumsikan dunia ideal: material seragam, mesin sempurna kaku, perkakas yang masih baru, dan sumbu netral yang patuh tetap di posisi yang ditentukan perangkat lunak. Di lantai produksi, tak satu pun dari asumsi ini bertahan menghadapi kenyataan. Hasilnya adalah ketidakcocokan yang terus-menerus antara apa yang tampak benar di CAM dan apa yang sebenarnya terukur setelah pembentukan.
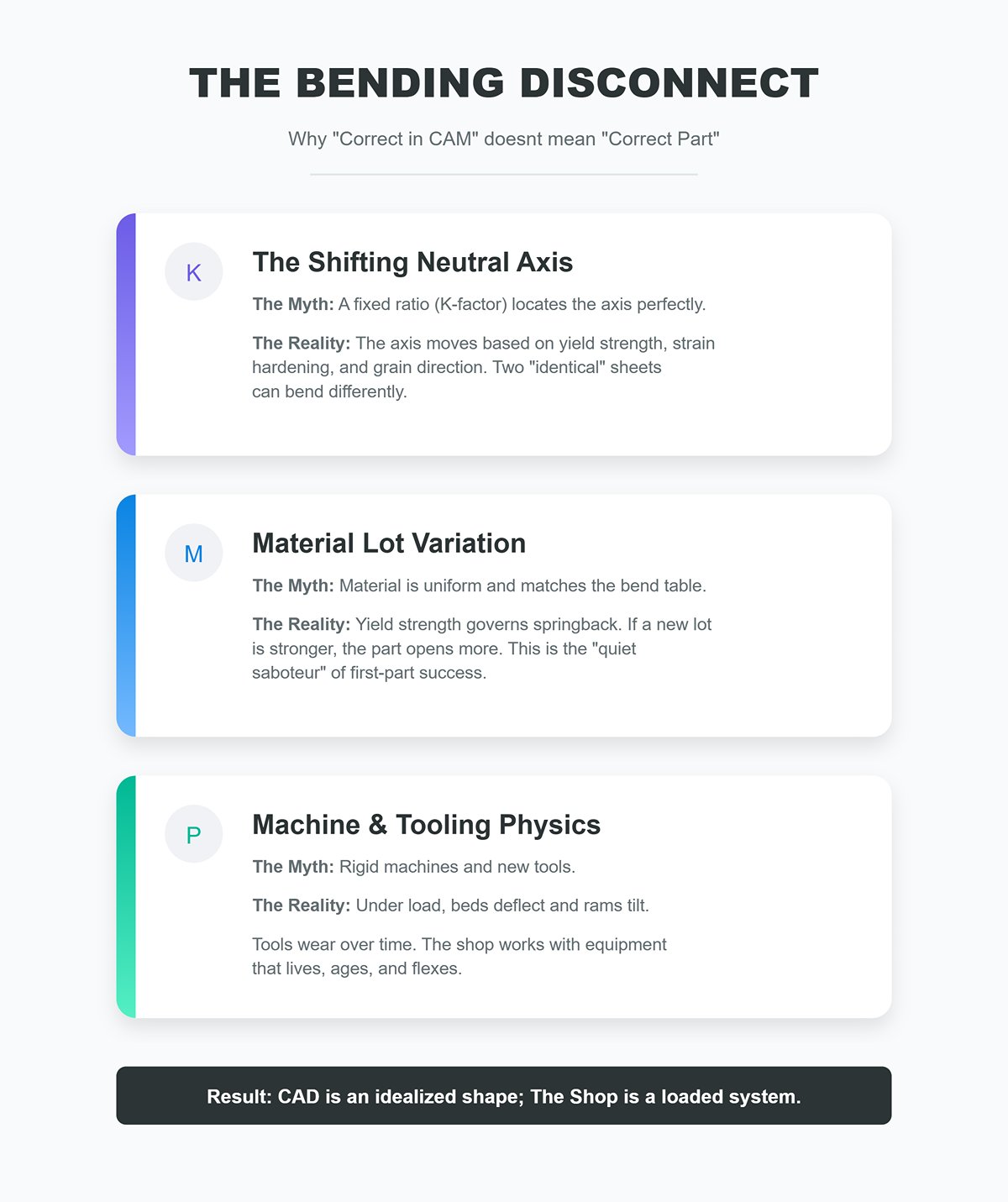
Sumbu netral tidak tetap. Sistem CAD mengandalkan faktor K—rasio yang digunakan untuk menentukan posisi sumbu netral dalam ketebalan material—untuk menghitung panjang rata. Dalam praktiknya, sumbu netral bergeser sesuai dengan kekuatan luluh, pengerasan regangan, arah serat material, dan ketebalan material yang sebenarnya. Dua lembar yang sama-sama diberi label “304 stainless, 1.5 mm” dapat menekuk cukup berbeda sehingga meleset dari sudut dan panjang flange, bahkan dengan perkakas dan program yang sama.
Variasi lot material adalah pengacau diam-diam. Kekuatan luluh mengendalikan springback. Jika lot yang masuk lebih kuat daripada material yang digunakan untuk membuat tabel tekukan, bagian akan terbuka lebih besar setelah dilepas beban. Tabel tidak berubah—tetapi material berubah. Tanpa memvalidasi perilaku material berdasarkan lot, keberhasilan pada bagian pertama menjadi keberuntungan, bukan kontrol proses.
Mesin dan perkakas adalah bagian dari geometri. Saat dibebani, meja press brake melentur, ram miring beberapa mikron, dan sistem crowning bekerja untuk mengompensasi. Ujung punch aus, bahu die membulat, dan backgauge mengalami kelonggaran. Masing-masing mengubah geometri perkakas efektif saat menekuk. Tabel mengasumsikan komponen kaku dan seperti baru; lantai produksi bekerja dengan peralatan yang hidup dan menua.
Inilah alasan bagian yang “sesuai unfold” tetap gagal saat inspeksi. Tabel mendefinisikan bentuk teridealisasi. Lantai produksi menghasilkan keluaran dari sistem yang terbebani dan tidak sempurna.
Keyakinan bahwa sudut akhir sama dengan sudut punch ditambah sudut die mengabaikan variabel dominan dalam penekukan: springback. Sudut yang terlihat saat dibebani bukan sudut yang dipertahankan setelah pelepasan beban.

Springback adalah pemulihan elastis, bukan kesalahan. Ketika punch ditarik, material melepaskan energi elastis yang tersimpan dan rileks, membuka tekukan. Besarnya springback ditentukan oleh regangan yang dikenakan saat pembentukan, yang pada gilirannya dikendalikan oleh lebar V‑opening, radius ujung punch, metode tekukan (air bending, bottoming, atau coining), dan kekuatan luluh material.
Sudut perkakas hanyalah titik awal. Dalam air bending, punch hampir tidak pernah sepenuhnya menyentuh sudut die—material bertumpu pada bahu die dan melilit ujung punch. Mengubah V‑opening atau radius punch akan mengubah radius dalam, distribusi regangan, dan karenanya springback. Sudut nominal perkakas mungkin tidak berubah; hasil tekukan tidak akan sama.
Metode tekukan lebih penting daripada yang diakui sebagian besar tabel. Air bending meminimalkan tonase dan mempercepat pergantian, tetapi juga menghasilkan variasi springback yang lebih lebar. Bottoming menahan bagian lebih kuat, mengurangi variasi. Coining secara plastis mendeformasi material melalui ketebalannya, hampir menghapus springback—dengan biaya tonase yang jauh lebih tinggi dan percepatan keausan perkakas. Kebutuhan akurasi (±0,5° versus ±0,1°) seharusnya menjadi pendorong pemilihan metode, bukan kebiasaan.
Kesimpulan praktisnya sederhana: Anda tidak bisa memprogram sudut tekukan hanya dari geometri perkakas. Springback harus diukur untuk kombinasi material, perkakas, dan mesin tertentu, kemudian dikompensasi dengan koreksi empiris—baik melalui overbend atau kedalaman stroke—berdasarkan data nyata.
“Mengutak‑atik sampai lolos” terasa cepat. Namun ini juga mahal dalam cara yang jarang dihitung oleh kebanyakan bengkel.
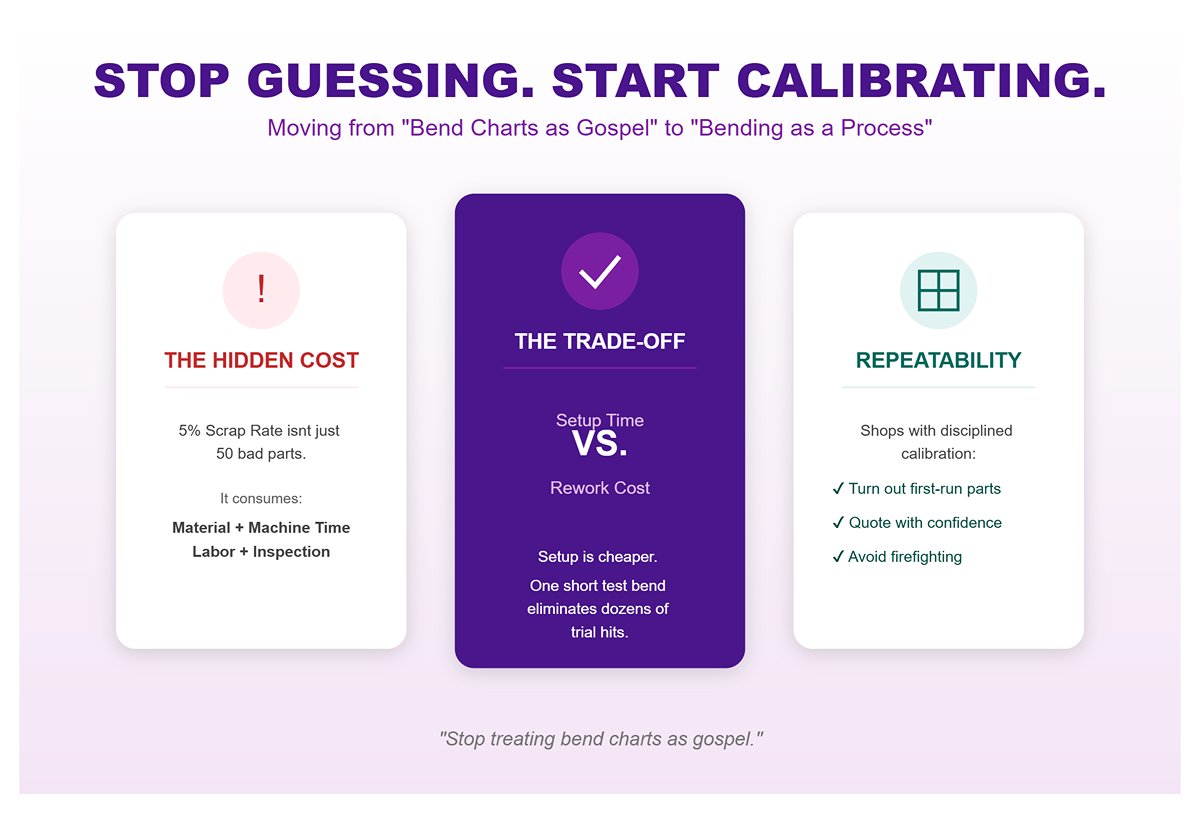
Scrap bertambah diam‑diam. Tingkat scrap 5% pada produksi 1.000 unit tidak hanya berarti ada 50 bagian yang rusak. Ini menghabiskan material, waktu mesin, tenaga kerja, dan kapasitas inspeksi, sambil menambah ketidakpastian pada pengiriman dan penawaran harga. Perhitungannya sederhana dan tanpa ampun: biaya scrap = biaya per unit × tingkat scrap × jumlah. Jalankan angka‑angkanya dan erosi margin akan terlihat jelas.
Waktu setup lebih murah daripada pengerjaan ulang. Setup terkalibrasi selama 10–15 menit—menggunakan lot material aktual dan perkakas yang direncanakan—dapat menghilangkan puluhan percobaan awal. Satu kali tes tekukan singkat, pengukuran sudut, dan pengaturan overbend yang terprogram menutup proses sebelum produksi dimulai. Waktu ini terencana, dapat diprediksi, dan terbayar lebih dari cukup melalui scrap yang lebih sedikit dan waktu siklus yang stabil.
Konsistensi mengalahkan aksi heroik. Bengkel yang berinvestasi pada kalibrasi cepat dan disiplin menghasilkan bagian produksi pertama yang lolos inspeksi, memberikan penawaran dengan percaya diri, dan menghindari kebakaran proyek yang terus‑menerus. Bengkel yang mengandalkan pengetahuan turun‑temurun dan “feeling” hanya memindahkan biaya ke tahap selanjutnya—ke tong scrap, lembur, dan konsesi pelanggan.
Janji di sini sederhana: berhenti memperlakukan chart tekukan sebagai kitab suci dan mulailah memperlakukan proses tekukan sebagai sesuatu yang dapat dikendalikan. Lakukan itu, maka sudut tidak akan lagi “misterius” berubah, setup akan lebih cepat, dan kegagalan berkurang—bukan karena chart lebih baik, tapi karena pemahaman Anda yang meningkat.
Air bending adalah standar di sebagian besar bengkel karena fleksibel dan membutuhkan tonase relatif rendah. Lembaran hanya menyentuh ujung punch dan dua bahu die; tidak pernah menempel pada dinding sisi die. Fakta tunggal ini menjelaskan semua hal selanjutnya.
Die—bukan punch—menentukan hasil. Karena material secara efektif “mengambang” di dalam V, radius dalam dan sudut akhir dikendalikan oleh bukaan V pada die dan sudut die, bersama dengan kedalaman penetrasi punch. Anda bisa mengganti sudut punch sepanjang hari dengan efek minimal; ubah bukaan V dan hasilnya langsung berubah. Itu sebabnya operator berpengalaman menyetel sudut melalui pemilihan die dan kedalaman ram—bukan dengan mengejar geometri punch.
Kompromi yang Anda terima: Tonase terendah untuk ketebalan tertentu, setup cepat, dan kemampuan menjalankan berbagai sudut dengan satu set perkakas. Sebagai gantinya, Anda harus menerima springback terbesar—dan paling bervariasi. Perubahan pada lot material, arah serat, dan defleksi mesin akan langsung terlihat pada sudut. Akurasi bisa dicapai, tetapi sifatnya empiris: ukur, kompensasi, ulangi.
Implikasi bengkel yang penting: Lebar bukaan V memiliki pengaruh besar pada radius dalam dan springback (panduan umum “~8× ketebalan” hanyalah pedoman, bukan hukum). Bukaan V yang lebih kecil memperketat radius dan mengurangi springback—tetapi meningkatkan tonase. Bukaan V yang lebih besar mengurangi gaya namun memperbesar variasi. Crowning dan kesetaraan ram sangat penting di sini dibandingkan tempat lain.
Bottom bending menekan material dengan kuat ke dalam sudut die saat diberi beban. Punch terus bergerak sampai flange menempel sepenuhnya pada permukaan die, secara drastis mengurangi springback dibandingkan dengan air bending.
Mengapa toko memilihnya: Jika diatur dengan benar, pembengkokan bawah secara rutin mencapai akurasi sudut sekitar ±0,5°. Itu bukan sekadar promosi penjualan—tetapi hasil alami dari memaksa bagian untuk duduk sepenuhnya ke dalam geometri cetakan daripada melayang di atasnya.
Apa yang dikorbankan: tonase lebih tinggi dibandingkan pembengkokan udara dan fleksibilitas yang berkurang. Sudut cetakan harus sesuai dengan sudut target bagian (atau secara sengaja dikompensasi), dan radius punch secara langsung menentukan radius bagian dalam. Anda kehilangan kemampuan untuk secara santai membuat beberapa sudut dari satu setelan tunggal.
Di mana keunggulannya: produksi volume menengah dengan toleransi sudut yang ketat—terutama ketika akurasi bagian pertama sangat penting dan Anda ingin meminimalkan pembengkokan percobaan. Springback masih terjadi, tetapi jendela koreksinya lebih sempit dan jauh lebih dapat diprediksi.
Realitas penyiapan: jarak bebas harus tepat untuk membuat flange duduk sepenuhnya tanpa menyebabkan goresan. Keausan alat terlihat sebagai penyimpangan sudut yang terjadi secara bertahap—periksa dan ratakan alat sebelum menyalahkan program. Pembengkokan bawah menghargai pemilihan dan perawatan alat yang disiplin.
Coining mendistorsi secara plastis seluruh zona tekukan agar benar‑benar sesuai dengan profil punch dan cetakan. Springback pada dasarnya dihilangkan karena material mengalami luluh melalui seluruh ketebalannya.
Apa yang didapat: tingkat tertinggi repeatabilitas dan konsistensi sudut yang tersedia pada press brake. Ketika variasi tidak dapat diterima, coining memberikan hasil yang diinginkan.
Biayanya: tonase—sering kali beberapa kali lebih besar dibandingkan pembengkokan udara pada material yang sama—dan keausan yang dipercepat pada komponen alat dan mesin. Penyelarasan, kekerasan alat, dan kondisi permukaan menjadi sangat penting karena tegangan kontak sangat tinggi.
Kapan dibenarkan: produksi singkat dengan toleransi nol terhadap variasi, atau bagian yang springback‑nya harus dihilangkan sepenuhnya dan mesin memiliki kapasitas yang cukup. Coining bukan jalan pintas untuk keputusan pemilihan alat yang buruk; ini adalah pertukaran yang sadar antara tenaga dan keausan demi kepastian.
Kenyataan pahit: menambah tonase untuk “memperbaiki” tekukan yang tidak konsisten hanya akan menutupi masalah sebenarnya. Pemilihan bukaan V yang tidak tepat, alat yang aus, atau tempat tidur yang tidak rata akan muncul kembali nanti—sering kali sebagai alat yang retak atau mesin yang rusak.
Satu Teknik untuk Dicoba — Lima Menit untuk Sudut yang Lebih Baik
Tujuan: kurangi pengejaran sudut pada air bend tanpa mengubah perkakas.
Pendekatan kalibrasi sederhana ini menghormati apa itu air bending sebenarnya—proses empiris—dan mengubah variabilitas yang tak terhindarkan menjadi masukan yang terkendali dan dapat diulang.
Memilih antara air bending, bottom bending, dan coining bukanlah soal benar atau salah. Ini tentang secara sengaja menukar fleksibilitas, tonase, keausan perkakas, dan keterulangan agar sesuai dengan cetakan di depan Anda.
Kebanyakan artikel menyajikan aturan 8× sebagai resep. Bukan begitu. Itu adalah alat triase—cara cepat untuk masuk ke kisaran yang tepat untuk air bending baja lunak ketika sedikit informasi yang diketahui.
Aturan tersebut menyatakan bahwa bukaan V harus kira-kira delapan kali ketebalan material. Bengkel menyukainya karena biasanya menghasilkan kebutuhan tonase yang wajar, radius dalam yang dapat diterima, dan springback yang dapat diprediksi untuk baja karbon rendah. Masalah tersembunyinya adalah aturan ini diam-diam mengasumsikan kekuatan tarik rata-rata, keuletan rata-rata, dan panjang flange yang jauh berada dalam batas cetakan. Ubah salah satu saja, maka aturan itu mulai runtuh.
Cara yang lebih efektif untuk menggunakan 8×T adalah sebagai titik pemeriksaan awal yang diikuti oleh tiga pertanyaan langsung. Pertama: apakah gambar kerja mengharuskan radius dalam yang lebih kecil daripada yang secara alami dihasilkan oleh V tersebut? Jika ya, V harus dikurangi—atau metode pembentukan harus diubah. Kedua: apakah material memiliki kekuatan tarik tinggi, mudah mengalami pengerasan regangan, atau sensitif terhadap retak? Jika ya, V biasanya harus diperbesar untuk menurunkan tonase dan regangan permukaan. Ketiga: apakah flange pendek relatif terhadap lebar cetakan? Flange pendek secara tajam memusatkan tonase dan dapat melebihi batas cetakan bahkan ketika total tonase mesin tampak aman.
Inilah mengapa bengkel berpengalaman jarang mengandalkan satu pengali universal saja. Mereka berpikir dalam rentang. Baja lunak tipis mungkin nyaman pada 8×. Ketebalan yang lebih besar sering bergeser ke 9–10×. Baja tahan karat dan paduan berkekuatan tinggi sering kali berakhir pada 10–12× atau lebih. “Aturan” tersebut masih ada—tetapi hanya sebagai langkah pertama dari pohon keputusan, bukan keputusan itu sendiri.
Dalam air bending, radius dalam tidak dicetak oleh punch. Radius itu dibentuk oleh aliran material di antara ujung punch dan bahu cetakan. Bukaan V adalah penggerak utama aliran tersebut.
Secara praktis, bukaan V yang lebih besar menghasilkan radius dalam yang lebih besar dan memerlukan tonase lebih kecil. V yang lebih kecil memperketat radius tetapi membutuhkan gaya lebih besar dan meningkatkan regangan permukaan. Inilah alasan mengapa hanya dengan mengubah cetakan sering kali dapat memperbaiki masalah radius tanpa menyentuh kedalaman ram.
Untuk air bending 90° standar, banyak bengkel menemukan radius dalam yang dihasilkan berada kira-kira antara 0,02×V dan 0,08×V, tergantung pada material dan radius ujung punch. Rentang ini penting. Artinya, dua cetakan yang sama-sama memenuhi panduan “8× ketebalan” yang familiar masih dapat menghasilkan radius yang terlihat berbeda—dan oleh karena itu springback yang berbeda—pada bagian yang sama.
Inilah alasan grafik statis kurang memadai dan pengujian empiris cepat sangat bermanfaat. Tekuk sebuah kupon pada V yang dipilih, ukur radius dalamnya, dan catat untuk batch material tersebut. Satu kali uji coba mengubah aturan praktis menjadi hasil yang pasti. Seiring waktu, catatan itu menjadi lebih berharga daripada grafik umum mana pun.
Kesalahpahaman yang paling sering terjadi adalah menganggap radius ujung punch sama dengan radius dalam. Kenyataannya tidak—kecuali dalam kasus langka yang kebetulan.
Radius dalam adalah hasil gabungan dari tiga faktor: radius ujung punch, bukaan V, dan perilaku material. Ketika ketiganya tidak seimbang, kontrol sudut menjadi bermasalah—meskipun tonase secara teknis benar.
Punch yang terlalu tajam relatif terhadap bukaan V dan keuletan material dapat memaksa radius menjadi terlalu kecil secara tak sengaja, meningkatkan variabilitas springback dan risiko retak—terutama pada baja berkekuatan tinggi. Punch yang terlalu tumpul, sebaliknya, dapat mencegah material duduk sempurna di cetakan selama air bending, menghasilkan sudut kurang tekuk yang terus mengejar kedalaman ram tanpa pernah stabil.
Pedoman andal di bengkel adalah memulai dengan radius ujung punch sekitar setengah ketebalan material untuk sebagian besar baja lunak dan baja tahan karat dalam air bending. Geometri ini cenderung bekerja baik dengan bukaan V umum dan menghasilkan sudut yang stabil serta dapat diulang. Material yang lebih lunak seperti aluminium sering kali mendapat manfaat dari radius punch yang lebih besar—lebih mendekati radius dalam yang diinginkan—untuk mengurangi penipisan dan bekas permukaan.
Cara tercepat untuk melihat efeknya adalah melalui perbandingan terkontrol. Tekuk kupon yang sama pada V yang sama dengan kedalaman ram yang sama, ubah hanya radius punch, lalu ukur radius dalam dan sudut akhir. Perbedaannya jarang halus—dan setelah melihatnya, mitos “punch sama dengan radius” akan sulit untuk diulang.
Bagian tebal dan paduan berkekuatan tarik tinggi adalah area di mana aturan sederhana menjadi berisiko.
Seiring bertambahnya ketebalan dan kekuatan, tonase yang dibutuhkan meningkat dengan cepat. Memaksakan V 8× pada material berat atau keras sering kali mempersempit jendela keselamatan: bagian retak, springback tak terduga, atau peralatan yang terlalu tegang. Dalam kasus ini, memperlebar cetakan—sering kali menjadi 10–12× ketebalan atau lebih—bukanlah kemalasan; melainkan manajemen risiko.
Jika cetakan memerlukan radius dalam yang rapat pada material tebal atau berkekuatan tinggi, proses air bending mungkin saja bukan pilihan yang tepat. Bottom bending atau coining memusatkan deformasi dan mengunci radius, tetapi dengan biaya gaya yang jauh lebih tinggi serta perkakas khusus. Mencoba “mengakali” radius rapat pada air bending dengan mengecilkan V adalah cara merusak dies dan menyebabkan sudut mulai bergeser.
Kapasitas dies sama pentingnya dengan tonase mesin. Flensa pendek pada material tebal dapat memusatkan beban melebihi rating dies bahkan ketika press brake itu sendiri mampu. Banyak kegagalan perkakas tidak terjadi karena aturan tidak diketahui—tetapi karena kapasitas dies tidak pernah diperiksa terhadap panjang flensa dan pilihan V yang digunakan.
Ketika tak ada pilihan ideal yang cocok, jawabannya sering kali ada di tahap hulu: menerima radius yang lebih besar, mendesain ulang flensa, atau mengubah kondisi material. Pilihan perkakas dapat menyelesaikan banyak masalah—tetapi tidak bisa melawan hukum fisika.
Sebagian besar pembahasan tentang pemilihan V‑die melewatkan satu poin penting: mereka menganggap perhitungan menggantikan pengamatan. Dalam praktiknya, bengkel yang paling andal membakukan tes singkat di mesin dan menjadikannya bagian dari setup—bukan troubleshooting.
Potong kupon kecil dari batch material sebenarnya. Bengkokkan di tengah V yang dipilih menggunakan punch yang diinginkan pada kedalaman ram nominal. Ukur sudut, radius dalam, dan springback. Jika hasilnya meleset, ubah satu variabel pada satu waktu—V‑opening terlebih dahulu, kemudian radius punch, lalu metode—dan ulangi. Dua atau tiga pembengkokan biasanya menghasilkan solusi yang stabil.
Rutinitas sepuluh menit itu mencapai hal yang tidak bisa dicapai oleh aturan apa pun: memetakan perilaku material nyata ke perkakas dan mesin Anda. Aturan 8× membuatnya mendekati benar. Tes membuatnya akurat.
Sebagian besar pola datar gagal bahkan sebelum mencapai press brake. Bukan karena press brake tidak dapat mencapai sudut, melainkan karena laser diminta memotong sesuatu yang fiktif: satu bend deduction yang diterapkan pada pembengkokan yang perilakunya sama sekali berbeda.
Di lantai produksi, setiap pembengkokan adalah peristiwa lokal. Mengubah V‑die untuk menghindari flensa balik, memperketat radius dalam untuk mengendalikan springback, atau beralih dari air bending ke bottoming dalam satu pukulan—dan bend deduction tersebut berhenti menjadi dapat dipertukarkan. Gambar dan nest sering kali berasumsi sebaliknya. Hasilnya adalah kematian oleh milimeter: kesalahan 1–2 mm per bend menumpuk menjadi flensa tak sejajar, lubang slot bergeser, dan operator laser terpaksa menata ulang part di tengah produksi.
Pertimbangkan bagian sederhana dengan dua pembengkokan pada baja lunak 3 mm. Satu bend dibentuk di atas V rapat untuk kelonggaran; bend kedua menggunakan dies yang lebih lebar untuk menghindari penandaan. Radius dalamnya berbeda, sehingga bend deduction harus berbeda—BD1 dan BD2. Mengasumsikan keduanya sama dan flensa nominal 90 mm + 65 mm menjadi blank 84,5 mm yang 1,2 mm lebih pendek. Kesalahan tidak terlihat di press brake; ini muncul di laser, di mana lembar tambahan 20% terbuang karena nest tidak lagi pas.
Operator laser tidak membenci matematika—mereka membenci matematika yang dirata‑rata. Solusinya adalah prosedural: kurangi setengah bend deduction dari masing‑masing kaki flensa, kurangi penuh deduction dari setiap basis bersama, dan hitung setiap bend secara terpisah. Basis 6 inci dengan dua bend tidak “kehilangan” satu BD; ia kehilangan dua setengah BD. Jika luput, blank sudah salah sebelum potongan pertama dibuat.
Sumbu netral bukanlah pusat lembaran. Itu adalah garis melalui ketebalan di mana material tidak meregang di bagian luar dan tidak terkompresi di bagian dalam selama pembengkokan. Posisinya menentukan bend allowance (BA) dan, akibatnya, bend deduction (BD). Jika salah, tidak ada jumlah koreksi sudut yang akan menyelamatkan blank Anda.
Dalam air bending, sumbu netral biasanya berada antara 0,33T dan 0,5T dari sisi dalam, yang dinyatakan sebagai faktor K. Tekukan tajam menariknya ke dalam; radius dalam yang lebih besar mendorongnya ke luar. Kekuatan material dan arah serat sama pentingnya. Baja dengan kekuatan luluh lebih tinggi dapat menggeser sumbu netral ke luar sebesar 10–15 %, memperpanjang serat luar lebih banyak daripada baja lunak dengan perkakas yang sama.
Perhitungannya tidak memberi ruang untuk kesalahan. Untuk tekukan 90°, allowance tekukan adalah BA = A(π/180)(R + K·T). Ambil baja 1018 2 mm dengan radius dalam 2 mm dan K = 0,40: BA = 3,53 mm. Salah menentukan K hanya 0,1 saja, dan kaki 100 mm akan membuka hampir menjadi 101,8 mm. Itu bukan masalah pembulatan—melainkan ketidaksesuaian sistematis yang muncul di setiap bagian.
Kebanyakan bengkel mengandalkan setelan bawaan perangkat lunak yang memang salah sejak awal. Sistem CAD/CAM tidak dapat melihat lot material Anda yang sebenarnya, arah serat, atau seberapa agresif Anda melakukan air bending. Uji bengkel lima menit akan mengungguli basis data mana pun. Tekuk strip uji bertanda, potong, dan ukur di mana garis yang tidak teregang berada terhadap sisi dalam. Bagi jarak itu dengan ketebalan—itulah faktor K sebenarnya. Bahkan tanpa etsa, membandingkan pertumbuhan kaki setelah tekuk dengan nilai perhitungan akan menetapkan K dalam ±0,02. Koreksi kecil itu menghilangkan sebagian besar kesalahan flat yang “misterius” pada produksi dengan material campuran.
Nilai bawaan hanyalah rata‑rata. Produksi menuntut nilai spesifik. Faktor K sebesar 0,42 mungkin dianggap “dapat diterima” untuk baja lunak, namun sering kali salah saat pabrik, ketebalan, atau metode pembentukan berubah. Biayanya tidak muncul sebagai peringatan perangkat lunak—melainkan sebagai scrap bagian pertama dan pengerjaan ulang laser.
Menentukan faktor K sendiri adalah latihan satu tekukan. Potong blanko persegi panjang, program sudut yang diketahui dengan perkakas yang diketahui, lalu ukur panjang kaki datar aktual setelah tekuk. Hitung K menggunakan persamaan allowance tekukan dengan dimensi nyata, bukan garis cetakan nominal. Ulangi uji setiap kali Anda mengganti material, rentang ketebalan, atau metode pembengkokan. Air bending, bottoming, dan coining tidak berbagi faktor K; coining, khususnya, dapat mengurangi bend deduction sekitar 20 % karena kompresi menembus ketebalan.
Data empiris mendukung hal ini. Baja lunak 1018 biasanya memiliki K ≈ 0,40 dalam air bending, turun menjadi sekitar 0,35 saat bottoming dan 0,30 saat coining. Baja tahan karat lebih tinggi—sering mendekati 0,45 dalam air bending—dengan springback lebih besar yang memerlukan kompensasi sudut tambahan. HRPO berkekuatan tinggi dapat melebihi 0,48, menjelaskan mengapa tabel umum bisa meleset setengah milimeter pada pelat 6 mm.
Putaran tak terduga: kebanyakan artikel menganggap faktor K sebagai sifat material. Bukan. Itu adalah tanda proses—hasil gabungan dari material, perkakas, dan metode. Saat bengkel menguji dan mengunci nilai K berdasarkan lot dan proses, bend deduction berhenti menjadi pengetahuan turun‑temurun dan menjadi standar. Seorang pembuat mengurangi scrap bagian pertama dari 15 % menjadi 2 % hanya dengan menentukan K sebelum nesting dan memasukkan nilai tersebut kembali ke program CNC. Lasernya tetap sama. Blankonya tidak.
Sebagian besar kegagalan press brake bukan disebabkan oleh perhitungan yang salah. Itu terjadi karena bengkel menganggap tonase rata‑rata berlaku merata di seluruh panjang tekukan. Tidak begitu. Tonnase bersifat lokal, tergantung metode, dan sangat tidak memaafkan ketika terpusat. Di sinilah bengkel memutuskan untuk melindungi peralatannya—atau diam‑diam mengurangi umur layannya.
Hilangkan teori dan aturan tonase air bending sebenarnya sederhana: gaya meningkat sebanding dengan kuadrat ketebalan material dan menurun saat bukaan V diperlebar. Sisanya hanyalah faktor pengali.
Versi praktis tingkat bengkel dari rumus air bending terlihat seperti ini:
Tonnase yang dibutuhkan ∝ (faktor material) × ketebalan² × panjang tekukan ÷ bukaan V
Itulah sebabnya menggandakan ketebalan tidak hanya menggandakan gaya—tetapi melipatgandakannya empat kali. Dan itulah mengapa memperlebar dies merupakan cara tercepat untuk menurunkan tonase tanpa mengubah geometri bagian.
Gunakan baja lunak sebagai acuan dasar. Saat kekuatan tarik meningkat, kalikan sesuai. Baja tahan karat dan baja berkekuatan tinggi menaikkan tonase dengan cepat; aluminium menurunkannya. Perhitungannya tidak perlu sempurna untuk melindungi mesin—yang penting jujur terhadap skala.
Pilihan metode melipatgandakan semuanya. Pembengkokan udara adalah standar dasar. Proses bottoming biasanya memerlukan tiga hingga lima kali lipat tonase pembengkokan udara. Coining dapat menuntut delapan hingga sepuluh kali lebih banyak. Beralih dari pembengkokan udara ke bottoming untuk “memperbaiki” konsistensi sudut—tanpa mengecek ulang tonase—merupakan salah satu cara tercepat untuk membebani press brake secara berlebihan.
Aturan produksi praktis adalah mempertahankan setidaknya margin kapasitas 20% di atas tonase yang dihitung. Jika suatu pekerjaan hanya dapat berjalan aman pada batas mesin, itu tidak aman—itu hanya berhasil sementara.
Contoh cepat: Pembengkokan 1 m pada baja karbon rendah tebal 4 mm menggunakan pembukaan V sekitar sepuluh kali ketebalan material masih dalam batas pembengkokan udara. Ubah pengaturan yang sama menjadi bottoming dan tonase melonjak beberapa kali lipat. Gunakan coining, dan gaya yang dibutuhkan dapat melebihi rating mesin—meskipun tidak ada yang berubah pada bagian tersebut terlihat lebih berat. Materialnya tidak berubah. Metodenya yang berubah.
Inilah mode kegagalan yang paling sering diabaikan oleh artikel: sinking tonnage. Terjadi ketika flange pendek atau sempit memusatkan gaya ke area kontak yang sangat kecil, mendorong beban lokal melampaui batas yang dapat ditahan rangka atau perkakas—meskipun tonase yang dihitung untuk pembengkokan keseluruhan tampak aman.
Kebanyakan kalkulator tonase mengasumsikan beban tersebar di pembengkokan yang cukup panjang. Mereka menghitung gaya per satuan panjang lalu mengalikannya dengan panjang pembengkokan penuh. Logika ini gagal ketika panjang kontak efektif pendek—tab, kaki sempit, flange balik kecil, atau pembengkokan parsial yang tidak pernah menyentuh lebar dies secara penuh.
Mesin tidak mengalami “tonase rata-rata.” Mesin hanya merasakan gaya di tempat punch benar-benar menyentuh material.
Untuk mengantisipasi perangkap sebelum terjadi, lakukan dua pemeriksaan sederhana:
Jika gaya terlokalisasi itu mulai mendekati batas rating perkakas atau batas per titik mesin, Anda sudah berada di zona bahaya—meskipun angka tonase total masih tampak dapat diterima.
Perbaikannya bersifat mekanis, bukan matematis. Buka V‑die untuk mengurangi gaya. Beralih dari bottoming kembali ke air bending. Tambahkan penopang atau perkakas cadangan untuk menyebarkan beban. Atau bagi operasi sehingga tidak ada satu pukulan pun yang memusatkan tegangan. Yang tidak pernah berhasil adalah mengabaikan risiko karena tonase pada nameplate mengatakan Anda “masih dalam batas.”
Tonase pada nameplate bukanlah izin—itu hanya judul utama. Rinciannya ada di kurva batas beban.
Setiap press brake memiliki kurva yang menunjukkan tonase yang diizinkan terhadap pembukaan V atau panjang tekukan. Kurva ini ada karena tegangan pada rangka tidak linear. Die sempit, tekukan pendek, atau pemuatan tidak di tengah semuanya mengurangi beban yang aman ditangani mesin—bahkan saat total tonase tetap di bawah maksimum tertera.
Dua kesalahan menyebabkan kerusakan mahal. Pertama, mengasumsikan kapasitas tertera berlaku untuk setiap setelan. Kebanyakan penilaian kapasitas diasumsikan dengan beban penuh sepanjang panjang meja, terdistribusi merata, dengan pembukaan V tertentu; ubah setelan dan tonase yang diizinkan akan turun. Kedua, hanya fokus pada kapasitas rangka. Perkakas, sistem penjepit, dan pemegang punch sering gagal jauh sebelum rangka bermasalah.
Jika tonase yang dihitung hanya menyentuh puncak kurva beban untuk pembukaan V yang dipilih, itu bukan lampu hijau—itu peringatan. Perbesar V, bagi tekukan, atau ubah metode pembentukan. Tenaga tambahan tidak akan menyelamatkan rangka dari tegangan yang tidak pernah dirancang untuk diserapnya.
Batas perkakas sama pentingnya. Die memiliki penilaian tonase maksimum per satuan panjang; melewati batas ini dapat membuat die terbuka permanen atau retak. Punch dengan radius hidung kecil memperkuat tegangan, dan di bawah tonase tinggi mereka akan berubah bentuk atau terkelupas. Pedoman radius minimum punch ada dengan alasan—ikuti batas pabrikan, bukan firasat.
Putaran yang tak terduga: Kebanyakan bengkel mengira masalah tonase akan memberi sinyal lewat alarm, kode kesalahan, atau ram yang berhenti. Faktanya, kerusakan terjadi secara bertahap dan diam‑diam—regangan rangka yang halus, die perlahan terbuka, punch kehilangan ketajaman. Ketika akurasi mulai menyimpang, mesin sebenarnya sudah membayar harganya. Memahami batas tonase bukan soal membuat tekukan hari ini jadi terbentuk; ini soal menjalankan sepuluh ribu bagian berikutnya tanpa penyesalan.
Jika tonase menentukan apakah mesin bertahan, realitas material menentukan apakah hasil bagiannya tepat. Kekuatan luluh adalah ambang di mana baja berhenti berperilaku elastis dan mulai mempertahankan tekukan permanen—dan ambang ini bukanlah konstan. Laporan uji pabrik (MTR) menunjukkan apa sebenarnya baja tersebut, bukan apa yang diasumsikan dalam pesanan pembelian.
Cold‑rolled 1018 sering tercatat sekitar 370 N/mm², namun hasil aktual sering menguji 10–20% lebih tinggi karena pengurangan gulungan dan pengerasan kerja. Perbedaan ini bukan sekadar akademis—cukup untuk mengubah tekukan udara “sempurna” 90° menjadi 88° setelah springback. Operator menyalahkan perkakas. Faktanya, baja‑lah variabelnya.
Arah serat memperkuat efek. Lembaran baja digulung, memanjangkan serat sepanjang arah penggulungan. Tekuk sejajar dengan arah tersebut dan serat yang meregang itu menahan kompresi secara tidak merata, menghasilkan 15–25% lebih banyak springback daripada tekukan silang serat. Tekuk tegak lurus terhadap serat dan strukturnya runtuh lebih merata, mempertahankan sudut jauh lebih konsisten.
Ini bukan teori—ini adalah aritmetika scrap. Sekitar tiga perempat tekukan yang tidak konsisten dapat ditelusuri ke sertifikat pabrik dan orientasi serat yang diabaikan. Baja tarik tinggi yang mengejutkan adalah pelanggar terburuk: satu batch DP980 yang menyelinap ke pekerjaan “baja lunak” mungkin memerlukan sekitar 2,5× tekukan lebih (overbend) dibanding A36 hanya untuk mencapai sudut akhir yang sama.
Realitas praktis: Tandai arah serat sebelum lembaran mencapai mesin pengereman. Goresan cepat dengan berkas di permukaan akan langsung mengungkapkannya. Tidak ada sertifikat pada palet? Asumsikan adanya variasi, rencanakan uji coba tekukan, dan buktikan setelan sebelum memulai produksi.
Springback hanyalah pemulihan elastis. Anda mendorong material melewati titik leleh, melepas beban, dan logam mengendur serta terbuka. Tujuannya bukan untuk menghilangkan springback—itu tidak realistis—tetapi memprediksinya dengan cukup akurat agar sudut akhir berada tepat di posisi yang dibutuhkan.
Di lantai bengkel, springback dipengaruhi oleh tiga hal: kekuatan material, ketebalan, dan radius tekukan dalam. Aturan praktis yang berguna adalah faktor springback (Ks). Untuk baja lunak dalam tekukan udara biasa—sekitar 2 mm tebal dengan radius dalam kira-kira sama dengan ketebalan—Ks biasanya berada di antara 1,05 dan 1,20. Baja tahan karat dan baja berkekuatan tinggi naik dengan cepat: baja tahan karat 304 umumnya sekitar 1,18, dan baja canggih berkekuatan tinggi bisa melewati 1,25.
Secara praktis, itu berarti jika Anda mendorong punch hingga berhenti nominal 90° pada baja tahan karat 304, Anda sering kali akan menarik bagian tersebut dan membaca mendekati 86°. Tidak ada misteri di sini—hanya pemulihan elastis yang tidak diperhitungkan.
Jika Anda butuh perkiraan cepat tanpa perangkat lunak, radius dan ketebalan akan membawa Anda sebagian besar ke arah yang benar. Saat radius dalam meningkat relatif terhadap ketebalan material, springback akan meningkat bersamaan. Sebagai contoh, radius dalam 4 mm pada baja canai dingin 2 mm biasanya akan terbuka sekitar 2° setelah dilepas. Ini bukan konstanta universal—tetapi cukup dekat untuk menetapkan pukulan awal yang tepat.
Jebakan tersembunyi: Springback bersifat kumulatif. Kotak dengan empat tekukan tidak secara ajaib meratakan kesalahan kecil—justru menumpuknya. Gagal pada setiap tekukan sebesar 2°, dan saat flange terakhir tertutup Anda kehilangan 8° paralelisme. Begitulah bagian yang “sesuai spesifikasi” untuk setiap tekukan dapat berubah menjadi limbah di tahap perakitan.
Variasi antar lot tidak dapat dihindari. Bahkan material dari pemasok yang sama bisa berperilaku berbeda dari satu pemanasan ke pemanasan berikutnya, menggeser springback sebesar 5–15°. Kontrol paling andal adalah strip saksi: tekuk sampel 100 mm ke sudut target, biarkan mengendur, ukur perbedaannya, kemudian terapkan koreksi tersebut pada seluruh proses.
| Material | Ketebalan (mm) | Ks Tipikal (Tekukan Udara 90°) | Springback Perkiraan (°) |
|---|---|---|---|
| Baja Lunak (A36) | 2 | 1.08 | 2,5–3 |
| Baja Canai Dingin 1018 | 3 | 1.12 | 4–5 |
| Baja Tahan Karat 304 | 1.5 | 1.18 | 5–7 |
| Baja Berkekuatan Tinggi DP980 | 2 | 1.25+ | 8–12 |
Overbending bukanlah solusi sementara—ini adalah metode koreksi inti. Anda sengaja membengkokkan melewati sudut target sesuai perkiraan jumlah springback, lalu membiarkan pemulihan elastis membawa bagian kembali ke spesifikasi.
Membidik 90° pada baja lunak dengan Ks ≈ 1,08? Dorong punch hingga sekitar 87°. Lepaskan, ukur, dan biasanya Anda tepat sasaran. Pendekatan langsung ini masih mengungguli kompensasi CNC default di sebagian besar bengkel nyata, karena CNC mengasumsikan faktor K yang stabil. Faktanya, K bisa berayun dari 0,28 hingga 0,42 tergantung pada sertifikat material, arah butiran, dan radius tekukan. Operator yang memvalidasi dengan strip uji secara rutin mengurangi limbah hingga 40% pada pekerjaan campuran lot.
Dengan radius tekukan besar dan material tipis—di mana springback bisa mencapai 15–20%—mencoba mencapai sudut dalam satu pukulan berat biasanya memperbesar kesalahan. Overbending bertahap jauh lebih andal. Dekati target dalam langkah 1° selama dua atau tiga pukulan; material akan stabil, dan variasi sudut turun secara drastis.
Coining hampir dapat menghilangkan springback (Ks ≈ 1,00), tetapi biayanya tinggi: hingga sepuluh kali tonase yang diperlukan dan keausan alat yang meningkat secara signifikan. Gunakan hanya untuk toleransi ±0,2° di mana metode lain tidak dapat lolos inspeksi.
Rutinitas Overbend 5 Langkah (Tanpa Perangkat Lunak):
Kemenangan langsung: Ambil satu lembar dari pekerjaan saat ini, tandai arah butiran, dan lakukan satu tekukan uji sebelum memulai batch berikutnya. Ketika bagian produksi pertama keluar tepat sasaran—tanpa harus mengejar sudut—metode ini membuktikan dirinya dalam menit. Bukan teori. Bagian yang pas.
Efek kano adalah mode kegagalan tekukan panjang klasik: sudut dalamnya paling rapat di tengah dan terbuka di kedua ujungnya, memberikan profil bagian yang dangkal seperti perahu. Sebagian besar penjelasan salah kaprah—mereka menyalahkan material terlebih dahulu. Variabilitas material memang penting, tetapi hanya setelah Anda memahami balok tempat Anda menekuk.
Saat mendapat beban, press brake tidak kaku. Ram melengkung secara elastis dan alas membelok, bahkan pada mesin berat. Defleksi ini mengubah jarak bebas punch-ke-die di sepanjang panjang perkakas. Selama pukulan, ujung-ujung mengalami celah efektif yang berbeda dibandingkan bagian tengah. Ketika beban dilepaskan, springback tidak “dirata-rata”—perbedaan itu terkunci pada bagian tersebut.
Beberapa ribu inci defleksi terdengar tidak signifikan. Pada tekukan panjang, itu sangat berarti. Perubahan jarak bebas kecil secara langsung diterjemahkan menjadi kesalahan sudut, sering kali melampaui batas toleransi ±0,5°. Meningkatkan tonase mungkin menutupi masalah sementara, tetapi meningkatkan tekanan pada perkakas dan mesin, mempercepat keausan, dan memperkenalkan variabel baru.
Faktor sekunder dapat memperbesar masalah: pemuatan bagian yang tidak tepat di tengah, perkakas longgar atau tidak sesuai, respons hidrolik yang tidak merata antar silinder, atau variasi sifat material di seluruh lembaran. Namun, fisika dasarnya tidak berubah—defleksi elastis di bawah beban diikuti oleh springback setelah dilepas.
Diagnostik cepat: Tekuk sebuah benda uji sepanjang penuh dan ukur sudut di kedua ujung dan di tengah. Lalu balik benda uji ujung demi ujung dan ulangi. Jika kesalahan tetap terpusat pada mesin, defleksi adalah penyebabnya. Jika kesalahan mengikuti lembaran, ketidakkonsistenan material turut menambah masalah.
Dalam praktiknya, hanya ada dua cara untuk mengatasi defleksi elastis: secara pasif memaksa perkakas kembali sejajar, atau secara aktif membentuk ulang mesin saat berada di bawah beban.
Shimming dan penyetelan manual adalah pendekatan dengan biaya terendah. Shim tipis yang ditempatkan di bawah dies—biasanya di dekat ujung—mengurangi celah efektif di bagian mesin yang terbuka saat diberi beban. Bila dilakukan dengan hati-hati, ini dapat meratakan sudut sepanjang panjangnya untuk produksi singkat atau sesekali membuat bagian panjang. Penggaris lurus dan pembengkokan uji menunjukkan kapan Anda mendekati hasil yang diinginkan; hanya beberapa ribu inci shim dapat memberikan perbedaan yang berarti.
Shimming bekerja paling baik dengan tonase sedang, variasi jenis bagian terbatas, dan setelan yang stabil. Keterbatasannya muncul dengan cepat: iterasi yang memakan waktu, sensitif terhadap variasi material, dan kenyataan bahwa setiap perubahan ketebalan atau panjang tekukan memerlukan strategi shimming baru.
Crowning aktif mengatasi masalah yang sama dengan cara yang terkontrol dan dapat diulang. Crowning mekanis menggunakan kam atau penyangga yang dapat disetel pada rel dies untuk memberikan bentuk mahkota yang sudah diatur terlebih dahulu. Crowning hidraulis memberikan titik tekanan yang dapat disesuaikan di bawah meja atau di atas ram. Crowning CNC mengintegrasikan penyesuaian ini ke dalam kontrol, menghitung kompensasi yang diperlukan untuk setiap program.
Tujuannya bukan membuat mesin lurus saat tidak diberi beban, tetapi lurus saat memberi beban tekukan. Ketika dikalibrasi dengan benar, crowning aktif menghasilkan penutupan efektif yang seragam di seluruh panjang perkakas, terlepas dari distribusi tonase.
Hasilnya adalah konsistensi. Bagian panjang, toleransi sudut ketat, ketebalan material yang bervariasi, dan produksi dengan variasi tinggi semuanya lebih menguntungkan dengan crowning aktif. Pertukarannya adalah biaya awal dan kebutuhan akan kalibrasi yang disiplin—namun keuntungan dalam mengurangi limbah, mempercepat setelan, dan mengurangi tebakan operator biasanya lebih besar nilainya.
Aturan keputusan: Jika waktu henti yang dihabiskan untuk mengiterasi shim biayanya lebih besar daripada sistem crowning selama masa layanan, pilihan sudah jelas.
Sebagian besar pembahasan tentang canoeing mengabaikan backgauge—dan kelalaian itu mahal. Sudut tekukan yang tidak rata seringkali diperburuk oleh pembebanan yang tidak merata.
Backgauge menentukan di mana bagian menyentuh perkakas dan seberapa tegak bagian tersebut terhadap garis tekuk. Ketika benda panjang atau asimetris ditekan lebih kuat pada satu jari gauge dibandingkan dengan yang lain, beban tekukan bergeser. Ketidakseimbangan itu meningkatkan defleksi lokal, menyebabkan satu ujung bagian berperilaku berbeda dengan ujung yang lain—bahkan dengan crowning yang sempurna.
Perlakukan backgauge sebagai sistem pemosisian dan ketegakan, bukan sekadar penahan. Pengukuran multi-sumbu memungkinkan Anda menopang flange panjang secara merata dan menjaga garis tekuk tetap tegak lurus terhadap perkakas. Untuk bagian besar, penyangga tambahan—seperti rol atau lengan samping—mencegah kelengkungan yang sebaliknya akan mendistorsi distribusi gaya saat pemukulan.
Kalibrasi itu penting. Backgauge yang mengulang secara akurat tetapi tidak tegak akan mengulang kesalahan yang sama. Kesalahan kecil pada ketegakan di gauge dengan cepat terlihat sebagai perbedaan sudut yang mencolok di ujung tekukan panjang.
Apa yang kebanyakan artikel salah pahami: mereka mengejar keseragaman sudut dengan menambah tonase daripada memperbaiki informasi.
Lakukan uji kano lima langkah yang terkontrol dan biarkan mesin memberi tahu apa yang sebenarnya dibutuhkan.
Yang mengejutkan adalah betapa sedikit koreksi yang biasanya diperlukan setelah defleksi, kompensasi, dan pemuatan selaras dengan benar. Ketika efek kano hilang, pengendalian sudut berhenti menjadi permainan tebak‑tebakan dan berubah menjadi pengaturan yang terdokumentasi serta dapat diulang.
Bagian pertama bukanlah formalitas—ini adalah titik di mana tebakan berakhir dan kontrol dimulai. Satu tekukan bersih, diukur dengan benar, memberi tahu Anda apakah Anda akan menghasilkan bagian yang baik atau menghasilkan scrap secara konsisten. Daftar periksa ini mengubah satu bagian tersebut menjadi titik keputusan, bukan harapan.
Jika Anda masih memeriksa sudut press‑brake dengan busur derajat, Anda sebenarnya tidak sedang mengukur—tetapi menafsirkan. Flens melengkung, lapisan mill scale, dan paralaks memaksa mata Anda untuk “merata‑ratakan” permukaan yang tidak rata. Hasilnya dapat diprediksi: bengkel secara rutin melihat kelebihan estimasi 0,5–1° pada tekukan 90° di bawah 6 mm, dan kesalahan meningkat pada baja berkekuatan tarik tinggi di mana springback berlanjut setelah tooling terbuka.
Pengukur sudut digital mengubah pengukuran dari subjektif menjadi fisik. Dengan alas magnet yang terkunci pada flens, ia mereferensikan gravitasi—bukan penglihatan. Unit berkualitas memiliki resolusi hingga 0,1° dengan merata‑ratakan kontak di seluruh permukaan, itulah sebabnya uji di bengkel secara konsisten menunjukkan penurunan varians dari sekitar ±1,2° dengan busur derajat menjadi ±0,3° pada sepuluh bagian dengan setelan yang sama.
Tindakan yang harus dilakukan: Pada setelan berikutnya, tekuk flens uji 100 mm sesuai nominal. Ukur sekali dengan busur derajat, lalu ulangi dengan pengukur digital setelah menahan selama 30 detik. Jika pembacaan berbeda lebih dari 0,5°, pensiunkan busur derajat dari pemeriksaan bagian pertama. Bengkel yang beralih ke metode ini biasanya mengurangi scrap terkait sudut sebesar sekitar 40% pada pekerjaan toleransi ±0,5°.
Ingat gambar ini: busur derajat melaporkan apa yang ingin dilihat mata Anda; pengukur digital melaporkan apa yang sebenarnya dilakukan baja.
Sudut saja tidak menentukan bagian yang baik. Panjang flens adalah tempat di mana banyak bagian pertama yang “disetujui” diam‑diam gagal kemudian, dan kesalahan hampir selalu dimulai dari pengukuran sisi yang salah.
Pengukuran bagian dalam—dari tangen tekukan ke tepi—menyembunyikan pertumbuhan radius. Dalam tekukan udara, sumbu netral bergeser saat radius terbentuk, sering kali menjadi 10–20% lebih besar daripada yang diprediksi grafik. Pada bagian baja 2 mm yang ditekan dalam V‑die 16 mm, pertumbuhan tersembunyi itu dapat membuat flens bagian dalam tampak sempurna sementara dimensi luar sudah 1–2 mm lebih pendek.
Pengukuran bagian luar—tinggi flens dari dasar bagian—mengungkap kebenaran. Ini menangkap gabungan efek sudut, radius, dan pengurangan tekukan. Catatan pengerjaan ulang menceritakan cerita yang sama berulang kali: dimensi bagian dalam lolos, rakitan gagal. Dalam lebih dari setengah kasus ini, penyebab utamanya bukan backgauge—melainkan radius punch atau die yang tidak sesuai dengan material.
Disiplin yang menghasilkan: Pada bagian pertama, ukur kedua sisi. Gunakan kaliper untuk bagian dalam jika diperlukan, tetapi gunakan mikrometer kedalaman atau pengukur tinggi pada bagian luar untuk menghindari tergelincirnya rahang pada flensa yang berminyak. Pemeriksaan bagian luar menangkap kira‑kira 80% lebih banyak kesalahan perkakas dan pengurangan tekukan dibandingkan pengukuran bagian dalam saja.
Jika dimensi bagian dalam terlihat baik tetapi flensa luar terlalu pendek, jangan langsung menyalahkan backgauge. Gejala itu menunjuk pada springback atau ketidaksesuaian radius—bukan kesalahan posisi.
Di sinilah sebagian besar penyiapan berantakan—bukan karena solusinya misterius, tetapi karena kontrol yang salah disesuaikan.
Gunakan kedalaman ram hanya untuk koreksi sudut. Dalam pembengkokan udara pada baja lunak di bawah 4 mm, perubahan kedalaman 0,1 mm menggeser sudut sekitar 0,5°. Hal ini membuat kedalaman ideal untuk menghilangkan springback setelah pemeriksaan sudut pertama. Jika Anda berada di dalam toleransi ±1° pada sudut dan panjang flensa dalam ±0,2 mm, kedalaman adalah tuas yang tepat.
Ganti perkakas ketika dimensi atau perilaku material secara fundamental salah. Variasi flensa lebih dari 0,3 mm, retak, atau radius yang terlihat terjepit bukanlah masalah kedalaman. V‑die yang lebih sempit dari sekitar 6× ketebalan material memusatkan beban dan menyebabkan tekukan berlebih di tengah. Radius punch yang lebih besar dari setengah ketebalan material mendorong retak pada serat bagian luar. Tidak ada penyesuaian ram yang akan memperbaiki itu—hanya menyembunyikan masalah sampai inspeksi dilakukan.
Tanamkan urutan ini ke dalam ingatan otot:
Ingatlah gambar peringatan ini: sudut sempurna pada bagian yang retak. Kedalaman ram dapat menyembunyikan perkakas yang buruk sampai seluruh produksi gagal.
Operator di awal artikel ini sedang menghadapi tekukan panjang yang “tidak pernah sesuai gambar.” Perbaikannya bukan tonase lebih atau penyesuaian tanpa henti—melainkan inspeksi disiplin pada bagian pertama yang mengungkap kebenaran. Ukur sudut dengan benar, verifikasi flensa di titik yang penting, dan gunakan tuas yang tepat. Lakukan itu, dan bagian pertama berhenti menjadi tebakan dan menjadi keputusan.


















