

A peça sai do torno de dobra com um aspeto perfeito — até arrefecer, relaxar e abrir dois graus, ultrapassando uma tolerância que o gráfico prometia ser “garantida”. Esse momento revela a lacuna que este artigo aborda: a dobra numa prensa não é um problema de geometria; é um problema de comportamento do sistema. Os gráficos descrevem a geometria. Não descrevem a realidade.
Os desdobramentos em CAD e os gráficos de dobra assumem um mundo ideal: material uniforme, máquinas perfeitamente rígidas, ferramentas impecáveis e um eixo neutro que docilmente permanece onde o software o coloca. No chão de fábrica, nenhuma dessas suposições resiste ao contacto com a realidade. O resultado é uma discrepância persistente entre o que parece correto no CAM e o que realmente se mede após a conformação.
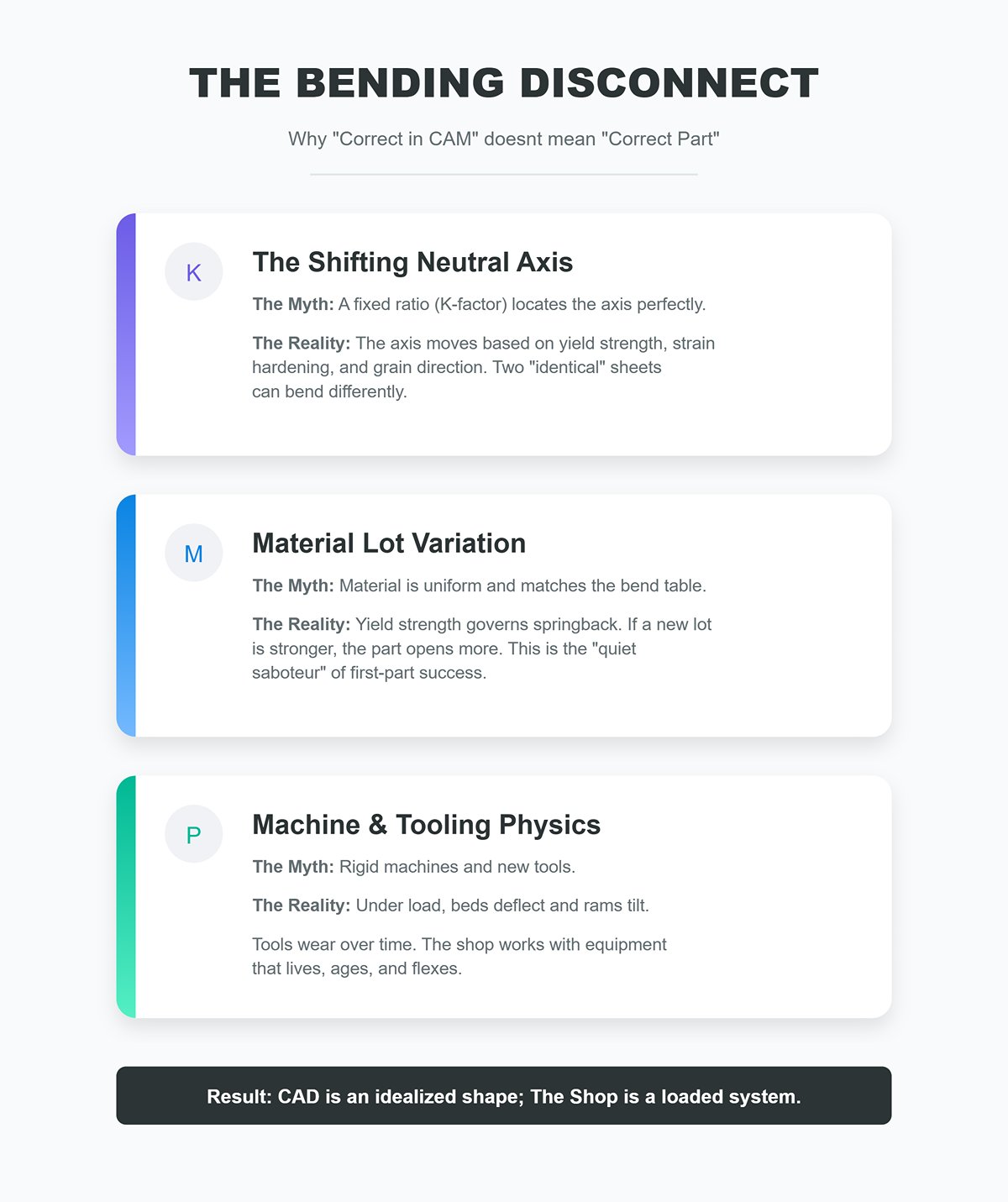
O eixo neutro não é fixo. Os sistemas CAD baseiam‑se num fator K — uma relação usada para localizar o eixo neutro dentro da espessura do material — para calcular o comprimento plano. Na prática, o eixo neutro desloca‑se conforme o limite de escoamento, o encruamento, a direção do grão e a verdadeira espessura do material. Duas chapas ambas rotuladas “aço inox 304, 1,5 mm” podem dobrar‑se de forma suficientemente diferente para alterar o ângulo e o comprimento da aba, mesmo com ferramentas e programas idênticos.
A variação entre lotes de material é o sabotador silencioso. O limite de escoamento rege o retorno elástico. Se um lote recebido for mais resistente do que o material utilizado para criar a tabela de dobras, a peça abrirá mais após a descarga. O gráfico não mudou — mas o material mudou. Sem validar o comportamento do material por lote, o sucesso da primeira peça torna‑se uma questão de sorte, e não de controlo de processo.
A máquina e as ferramentas fazem parte da geometria. Sob carga, as mesas da prensa fletam, os martelos inclinam‑se em microns e os sistemas de compensação trabalham para corrigir. As pontas dos punções desgastam‑se, os ombros das matrizes arredondam‑se e os batentes desenvolvem folgas. Cada um destes fatores altera a geometria efetiva da ferramenta durante a dobra. Os gráficos assumem componentes rígidos e como novos; a oficina trabalha com equipamento que vive e envelhece.
É por isso que peças que “correspondem ao desdobramento” ainda falham na inspeção. O gráfico define uma forma idealizada. A oficina produz o resultado de um sistema carregado e imperfeito.
A crença de que o ângulo final é igual ao ângulo do punção mais o ângulo da matriz ignora a variável dominante na dobra: o retorno elástico. O ângulo que se vê sob carga não é o ângulo que a peça mantém após a descarga.

O retorno elástico é recuperação elástica, não um erro. Quando o punção se retrai, o material liberta a energia elástica armazenada e relaxa, abrindo a dobra. A quantidade de retorno elástico é determinada pela deformação imposta durante a conformação, que por sua vez é controlada pela largura da abertura em V, pelo raio da ponta do punção, pelo método de dobra (a ar, por encosto ou por cunhagem) e pelo limite de escoamento do material.
Os ângulos das ferramentas são apenas um ponto de partida. Na dobra a ar, o punção quase nunca contacta totalmente com o ângulo da matriz — o material assenta nos ombros da matriz e envolve‑se em torno da ponta do punção. Mudar a abertura em V ou o raio do punção altera o raio interior, a distribuição da deformação e, portanto, o retorno elástico. Os ângulos nominais das ferramentas podem manter‑se inalterados; a dobra resultante não será.
O método de dobra importa mais do que a maioria dos gráficos admite. A dobra a ar minimiza a tonagem e acelera as mudanças, mas também produz a maior variação no retorno elástico. A dobra por encosto restringe mais a peça, reduzindo a variabilidade. A cunhagem deforma plasticamente o material em toda a sua espessura, praticamente eliminando o retorno elástico — à custa de uma tonagem muito mais elevada e de um desgaste acelerado das ferramentas. As exigências de precisão (±0,5° versus ±0,1°) devem orientar a escolha do método, não o hábito.
A conclusão prática é simples: não se podem programar ângulos de dobra apenas a partir da geometria das ferramentas. O retorno elástico deve ser medido para a combinação específica de material, ferramentas e máquina, e depois compensado com uma correção empírica — seja através de sobre‑dobra ou profundidade de curso — baseada em dados reais.
“Vai ajustando até passar” parece rápido. Também é caro de formas que a maioria das oficinas nunca se dá ao trabalho de quantificar.
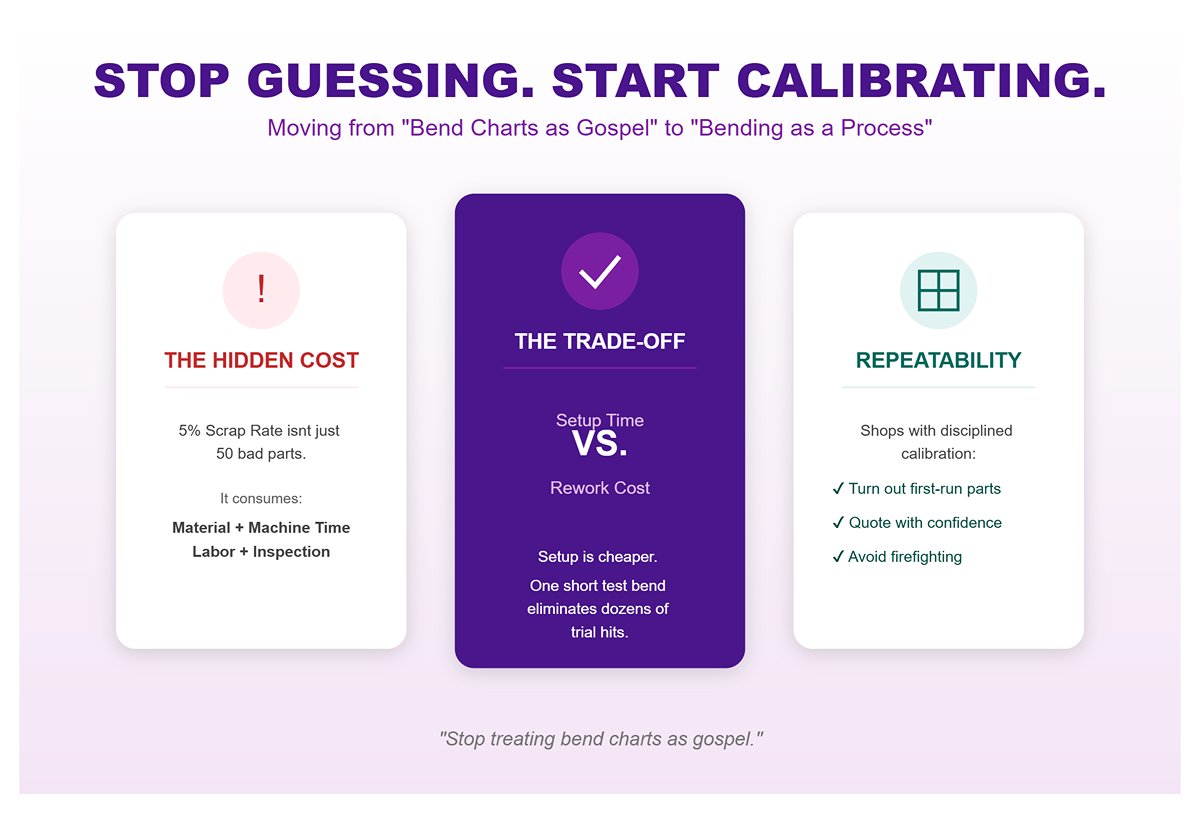
A sucata acumula-se silenciosamente. Uma taxa de sucata de 5% numa produção de 1.000 peças não significa apenas 50 peças defeituosas. Consome material, tempo de máquina, mão de obra e capacidade de inspeção, ao mesmo tempo que introduz incerteza nas entregas e orçamentos. A matemática é simples e implacável: custo de sucata = custo por peça × taxa de sucata × quantidade. Faça as contas e a erosão da margem torna-se óbvia.
O tempo de preparação é mais barato do que retrabalhar. Uma preparação calibrada de 10–15 minutos — usando o lote real de material e a ferramenta prevista — pode eliminar dezenas de tentativas. Um pequeno teste de dobra, um ângulo medido e uma dobra programada fecham o ciclo antes de começar a produção. Esse tempo é planeado, previsível e mais do que compensado com menos sucata e tempos de ciclo estáveis.
A repetibilidade vence os feitos heroicos. Oficinas que investem em calibração rápida e disciplinada produzem peças na primeira execução que passam na inspeção, orçam com confiança e evitam estar constantemente a apagar incêndios. Oficinas que dependem de conhecimento verbal e “sensação” apenas empurram o custo para mais tarde — para contentores de sucata, horas extra e concessões ao cliente.
A promessa aqui é simples: deixar de tratar as tabelas de dobra como dogmas e começar a tratar a dobra como um processo controlável. Se fizer isso, os ângulos deixam de se “desviar misteriosamente”, as preparações ficam mais curtas e as falhas diminuem — não porque a tabela tenha melhorado, mas porque o seu entendimento melhorou.
A dobra no ar é a padrão na maioria das oficinas porque é flexível e requer relativamente pouca tonelagem. A chapa só contacta a ponta do punção e os dois ombros da matriz; nunca assenta contra as paredes laterais da matriz. Esse simples facto explica tudo o que se segue.
A matriz — e não o punção — define o resultado. Como o material fica praticamente “suspenso” no V, o raio interno e o ângulo final são determinados pela abertura em V e pelo ângulo da matriz, juntamente com a profundidade de penetração do punção. Pode trocar ângulos de punção o dia todo com efeito mínimo; altere a abertura em V e o resultado muda imediatamente. É por isso que operadores experientes afinam ângulos através da seleção da matriz e profundidade do avanço — e não perseguindo a geometria do punção.
Compromissos que aceita: a menor tonelagem para uma determinada espessura, preparações rápidas e a capacidade de fazer uma ampla gama de ângulos com um único conjunto de ferramentas. Em troca, aceita a maior — e mais variável — recuperação elástica. Alterações no lote de material, direção do grão e deflexão da máquina refletem‑se diretamente no ângulo. A precisão é possível, mas é empírica: medir, compensar, repetir.
Implicações importantes para a oficina: A largura da abertura em V tem um efeito desproporcionado no raio interno e na recuperação elástica (a conhecida “~8× espessura” é uma orientação, não uma lei). V’s menores apertam o raio e reduzem a recuperação elástica — mas aumentam a tonelagem. V’s maiores reduzem a força mas amplificam a variabilidade. O arqueamento e o paralelismo do avanço são mais importantes aqui do que em qualquer outro lugar.
A dobra de fundo força o material firmemente contra o ângulo da matriz sob carga. O punção continua até que as abas assentem contra as faces da matriz, reduzindo drasticamente a recuperação elástica comparado com a dobra no ar.
Porque as lojas o escolhem: Quando está devidamente ajustado, o dobramento de fundo atinge rotineiramente uma precisão angular de cerca de ±0,5°. Isto não é publicidade enganosa — é o resultado natural de forçar a peça a assentar totalmente na geometria da matriz, em vez de flutuar acima dela.
O que se perde: maior tonelagem do que no dobramento ao ar e menor flexibilidade. O ângulo da matriz deve corresponder ao ângulo alvo da peça (ou ser deliberadamente compensado), e o raio do punção define diretamente o raio interior. Perde-se a capacidade de executar vários ângulos com uma única configuração de forma casual.
Onde se destaca: produções de volume médio com tolerâncias angulares apertadas — especialmente quando a precisão da primeira peça é importante e se pretende minimizar as dobras de teste. O retorno elástico ainda existe, mas a janela de correção é mais estreita e muito mais previsível.
Realidades de configuração: a folga deve estar correta para assentar totalmente a aba sem provocar desgaste. O desgaste das ferramentas manifesta-se como uma deriva gradual do ângulo — inspecionar e afiar as ferramentas antes de culpar o programa. O dobramento de fundo recompensa a seleção e manutenção disciplinada de ferramentas.
A moedura deforma plasticamente toda a zona de dobra para corresponder exatamente aos perfis do punção e da matriz. O retorno elástico é essencialmente eliminado porque o material cede em toda a sua espessura.
O que se ganha: o mais alto nível de repetibilidade e consistência angular disponível numa quinadeira. Quando a variação é inaceitável, a moedura cumpre.
O que custa: tonelagem — muitas vezes várias vezes mais do que dobrar ao ar o mesmo material — e desgaste acelerado das ferramentas e dos componentes da máquina. O alinhamento, a dureza das ferramentas e o estado da superfície tornam-se críticos, pois as tensões de contacto são extremas.
Quando é justificado: produções curtas sem tolerância para variação, ou peças em que o retorno elástico deve ser eliminado completamente e a máquina tem capacidade suficiente. A moedura não é um atalho para decisões de ferramentas deficientes; é uma troca consciente de força e desgaste por certeza.
Uma verdade dura: aumentar a tonelagem para “corrigir” dobras inconsistentes apenas mascara os problemas reais. Seleção incorreta da abertura em V, ferramentas gastas ou bancadas sem coroa voltarão a surgir mais tarde — muitas vezes como ferramentas partidas ou máquinas danificadas.
Uma técnica a experimentar — cinco minutos para melhores ângulos
Objetivo: reduzir a perseguição do ângulo em dobras ao ar sem mudar a ferramenta.
Esta abordagem de calibração simples respeita o que a dobra ao ar realmente é — um processo empírico — e converte a variabilidade inevitável num parâmetro controlado e repetível.
Escolher entre dobra ao ar, dobra de fundo e cunhagem não é uma questão de certo ou errado. Trata-se de trocar deliberadamente flexibilidade, tonelagem, desgaste da ferramenta e repetibilidade para se adequar ao desenho à tua frente.
A maioria dos artigos apresenta a regra dos 8× como uma prescrição. Não é. É uma ferramenta de triagem—uma forma rápida de chegar à vizinhança certa para a dobra ao ar de aço macio quando pouco mais se sabe.
A regra diz que a abertura em V deve ser aproximadamente oito vezes a espessura do material. As oficinas preferem-na porque normalmente oferece uma tonelagem razoável, um raio interior aceitável e um retorno elástico previsível para aço de baixo teor de carbono. O problema oculto é que ela assume silenciosamente uma resistência à tração média, uma ductilidade média e comprimentos de aba bem dentro dos limites da matriz. Se qualquer um desses fatores mudar, a regra começa a falhar.
Uma forma mais eficaz de usar 8×T é como ponto de partida seguido de três perguntas imediatas. Primeiro: o desenho requer um raio interior menor do que o que essa abertura em V produziria naturalmente? Se sim, a V deve ser reduzida — ou o método de conformação deve mudar. Segundo: o material é de alta resistência, propenso a encruamento ou sensível a fissuras? Se sim, a V deve geralmente ser aumentada para reduzir a tonelagem e a tensão superficial. Terceiro: as abas são curtas em relação à largura da matriz? Abas curtas concentram fortemente a tonelagem e podem exceder os limites da matriz mesmo quando a tonelagem total da máquina parece segura.
É por isso que oficinas experientes raramente confiam num único multiplicador universal. Elas pensam em intervalos. Aço macio fino pode funcionar bem a 8×. Espessuras maiores tendem frequentemente para 9–10×. Aços inoxidáveis e ligas de alta resistência acabam geralmente em 10–12× ou mais. A “regra” continua a existir — mas apenas como o primeiro passo numa árvore de decisão, não a decisão em si.
Na dobra ao ar, o raio interior não é estampado pelo punção. É criado pelo fluxo do material entre a ponta do punção e os ombros da matriz. A abertura em V é o principal fator que conduz esse fluxo.
Em termos práticos, uma abertura em V maior gera um raio interior maior e requer menos tonelagem. Uma V menor aperta o raio, mas exige mais força e aumenta a tensão superficial. É por isso que, muitas vezes, mudar apenas a matriz pode corrigir um problema de raio sem alterar a profundidade do curso.
Para dobras ao ar padrão de 90°, muitas oficinas verificam que o raio interior resultante fica aproximadamente entre 0,02×V e 0,08×V, dependendo do material e do raio da ponta do punção. Esse intervalo é importante. Significa que duas matrizes que ambas cumprem a conhecida diretriz “8× espessura” ainda podem produzir raios visivelmente diferentes — e, portanto, diferentes retornos elásticos — na mesma peça.
É aqui que os gráficos estáticos falham e os testes empíricos rápidos compensam. Dobre uma amostra na V escolhida, meça o raio interior e registe-o para esse lote de material. Um teste transforma uma regra de bolso num resultado conhecido. Com o tempo, essas anotações tornam-se mais valiosas do que qualquer gráfico generalizado.
O equívoco mais persistente é o de que o raio da ponta do punção é igual ao raio interior. Não é — exceto raramente, por coincidência.
O raio interior é o resultado combinado de três fatores: raio da ponta do punção, abertura em V e comportamento do material. Quando estes fatores estão desequilibrados, o controlo do ângulo sofre — mesmo que a tonelagem esteja tecnicamente correta.
Um punção demasiado afiado em relação à abertura em V e à ductilidade do material pode forçar um raio excessivamente apertado, aumentando a variabilidade do retorno elástico e o risco de fissuras — especialmente em aços de alta resistência. Um punção demasiado rombo, por outro lado, pode impedir que o material assente totalmente na matriz durante a dobra ao ar, levando a ângulos sub‑dobrados que perseguem a profundidade do curso sem nunca se estabilizarem.
Uma diretriz fiável de oficina é começar com um raio de ponta do punção de cerca de metade da espessura do material para a maioria dos aços macios e inoxidáveis em dobra ao ar. Essa geometria tende a funcionar bem com aberturas em V comuns e produz ângulos estáveis e repetíveis. Materiais mais macios, como o alumínio, beneficiam frequentemente de um raio de punção maior — mais próximo do raio interior desejado — para reduzir o afinamento e as marcas superficiais.
A forma mais rápida de ver o efeito é através de uma comparação controlada. Dobre a mesma amostra na mesma V, com a mesma profundidade de curso, altere apenas o raio do punção, depois meça o raio interior e o ângulo final. A diferença raramente é subtil — e, uma vez observada, o mito “punção igual a raio” é difícil de desaprender.
Secções espessas e ligas de alta resistência são onde regras simples se tornam arriscadas.
À medida que a espessura e a resistência aumentam, a tonelagem necessária sobe rapidamente. Forçar uma V de 8× em material pesado ou duro comprime frequentemente a margem de segurança: peças fissuradas, retorno elástico imprevisível ou ferramentas sobrecarregadas. Nesses casos, abrir mais a matriz — muitas vezes para 10–12× a espessura ou mais — não é preguiça; é gestão de risco.
Se o desenho exigir um raio interno apertado em material espesso ou de alta resistência, a dobra a ar pode simplesmente ser o processo errado. A dobra no fundo ou o cunhamento concentram a deformação e fixam o raio, mas à custa de uma força muito maior e ferramentas dedicadas. Tentar “forçar” um raio apertado na dobra a ar encolhendo o V é como se danificam matrizes e os ângulos começam a variar.
A capacidade da matriz é tão importante quanto a tonelagem da máquina. Flanges curtos em material espesso podem concentrar carga acima da classificação da matriz, mesmo quando a máquina de quinagem em si é capaz. Muitas falhas de ferramentas não acontecem porque a regra era desconhecida — mas porque as classificações das matrizes nunca foram verificadas em relação ao comprimento do flange e ao V selecionado.
Quando nenhuma das opções ideais se enquadra, a resposta certa muitas vezes está a montante: aceitar um raio maior, redesenhar o flange ou alterar a condição do material. As escolhas de ferramentas podem resolver muitos problemas — mas não a física.
A maioria das discussões sobre a seleção de matriz V ignora um ponto fundamental: assumem que o cálculo substitui a observação. Na prática, as oficinas mais fiáveis formalizam um teste curto na máquina e tratam-no como parte da configuração — não como resolução de problemas.
Corte um pequeno cupão do lote real de material. Dobre-o centrado no V escolhido usando a punção pretendida à profundidade nominal do êmbolo. Meça o ângulo, o raio interno e o retorno elástico (springback). Se o resultado estiver errado, altere uma variável de cada vez— primeiro a abertura do V, depois o raio da punção, depois o método — e repita. Duas ou três dobras normalmente convergem para uma solução estável.
Essa rotina de dez minutos alcança o que nenhuma regra consegue: mapeia o comportamento real do material às suas ferramentas e máquina. A regra 8× aproxima-se do resultado. O teste acerta-o.
A maioria dos padrões planos falha antes de chegar à quinadeira. Não porque a quinadeira não consiga acertar o ângulo, mas porque se pede ao laser que corte uma ficção: uma única dedução de dobra aplicada a dobras que não se comportam da mesma forma.
No chão da fábrica, cada dobra é um evento local. Mudar a abertura da matriz para desobstruir um flange de retorno, apertar o raio interno para controlar o retorno elástico ou mudar de dobra a ar para dobra no fundo num único golpe — e a dedução dessa dobra deixa de ser intercambiável. Os desenhos e os aninhamentos muitas vezes assumem o contrário. O resultado é morte por milímetros: 1–2 mm de erro por dobra acumulam‑se em flanges desalinhados, furos oblongo desalinhados e operadores de laser obrigados a voltar a aninhar peças a meio do trabalho.
Considere uma peça simples com duas dobras em aço macio de 3 mm. Uma dobra forma-se sobre um V apertado para dar espaço; a segunda usa uma matriz mais larga para evitar marcas. Os raios internos diferem, por isso as deduções de dobra também têm de diferir — BD1 e BD2. Assuma que são iguais e um flange nominal de 90 mm + 65 mm transforma‑se numa peça plana de 84,5 mm, 1,2 mm mais curta. O erro não se revela na quinadeira; aparece no laser, onde mais chapa é sucateada porque o aninhamento já não serve.
Os operadores de laser não odeiam a matemática — odeiam matemática média. A solução é procedimental: subtrair metade da dedução de dobra de cada perna de flange, subtrair a dedução completa de qualquer base partilhada e calcular cada dobra por si. Uma base de 6 polegadas com duas dobras não “perde” uma BD; perde duas meias BDs. Se falhar isto, a peça plana está errada antes do primeiro corte.
O eixo neutro não é o centro da chapa. É a linha através da espessura onde o material nem se estica por fora nem se comprime por dentro durante a dobra. A sua posição determina a permissão de dobra (BA) e, por extensão, a dedução de dobra (BD). Se estiver errado, nenhuma correção de ângulo salvará a peça plana.
No dobramento ao ar, o eixo neutro situa-se normalmente entre 0,33T e 0,5T a partir da face interna, expresso como fator K. Dobras acentuadas puxam-no para dentro; raios internos maiores empurram-no para fora. A resistência do material e a direção da fibra contam tanto quanto. Aços de alto limite elástico podem deslocar o eixo neutro para fora em 10–15%, alongando as fibras exteriores mais do que o aço macio com a mesma ferramenta.
A matemática não deixa espaço para misericórdia. Para uma dobra de 90°, a tolerância de dobra é BA = A(π/180)(R + K·T). Pegando aço 1018 de 2 mm com um raio interno de 2 mm e K = 0,40: a BA resulta em 3,53 mm. Errar K em apenas 0,1, e uma aba de 100 mm acaba quase em 101,8 mm. Isso não é um problema de arredondamento—é uma discrepância sistemática que se manifesta peça após peça.
A maioria das oficinas confia nos valores por defeito do software, que são errados por conceção. Os sistemas CAD/CAM não têm visibilidade sobre o lote real do seu material, direção da fibra ou quão agressivamente está a dobrar ao ar. Um teste de cinco minutos na oficina vence qualquer base de dados. Dobre uma tira de teste marcada, corte-a e meça onde a linha não esticada fica em relação à face interna. Divida essa distância pela espessura—esse é o seu verdadeiro fator K. Mesmo sem ataque químico, comparar o crescimento da aba pós-dobra com os valores calculados permitirá determinar K com ±0,02 de precisão. Essa pequena correção elimina a maioria dos erros “misteriosos” na produção com materiais mistos.
Os valores por defeito são médias. A produção exige especificidade. Um fator K de 0,42 pode ser amplamente “aceitável” para aço macio, mas é frequentemente errado quando mudam as siderurgias, espessuras ou métodos de conformação. O custo não aparece como aviso do software—aparece como sucata na primeira peça e retrabalho a laser.
Calcular o seu próprio fator K é um exercício de uma única dobra. Corte uma peça retangular, programe um ângulo conhecido com ferramentas conhecidas e meça os comprimentos reais das abas após a dobra. Resolva K usando a equação da tolerância de dobra com dimensões reais, não linhas moldes nominais. Repita o teste sempre que mudar o material, faixa de espessura ou método de dobra. Dobrar ao ar, por encosto ou por cunhagem não partilham fatores K; a cunhagem, em particular, pode reduzir a dedução de dobra em cerca de 20% devido à compressão em toda a espessura.
Os dados empíricos confirmam isto. O aço macio 1018 tem normalmente K ≈ 0,40 em dobramento ao ar, caindo para cerca de 0,35 com encosto e 0,30 com cunhagem. Os aços inoxidáveis sobem mais—frequentemente perto de 0,45 em dobramento ao ar—com maior recuperação elástica que exige compensação adicional de ângulo. Os aços HRPO de alta resistência podem exceder 0,48, o que explica por que tabelas genéricas erram meio milímetro em chapa de 6 mm.
A reviravolta inesperada: a maioria dos artigos trata o fator K como uma propriedade do material. Não é. É uma assinatura de processo—o resultado combinado de material, ferramentas e método. Quando as oficinas testam e fixam K por lote e processo, as deduções de dobra deixam de ser conhecimento informal e tornam-se normas. Um fabricante reduziu sucata da primeira peça de 15% para 2% simplesmente derivando K antes do aninhamento e introduzindo esses valores nos programas CNC. O laser manteve-se igual. As peças em bruto não mudaram.
A maioria das falhas de prensa dobradeira não é causada por cálculos errados. Acontecem porque as oficinas assumem que a tonagem média se aplica uniformemente ao longo de toda a dobra. Não se aplica. A tonagem é local, dependente do método e brutalmente implacável quando se concentra. É aqui que as oficinas ou protegem o seu equipamento—ou silenciosamente reduzem anos da sua vida útil.
Retire a teoria e a regra da tonagem no dobramento ao ar é simples: a força aumenta com o quadrado da espessura do material e diminui à medida que a abertura em V aumenta. Tudo o resto são modificadores.
Uma versão prática e industrial da fórmula de dobramento ao ar é assim:
Tonagem necessária ∝ (fator do material) × espessura² × comprimento de dobra ÷ abertura em V
É por isso que duplicar a espessura não duplica apenas a força—a quadruplica. E é por isso que aumentar a abertura da matriz é a forma mais rápida de reduzir a tonagem sem alterar a geometria da peça.
Use o aço macio como referência. À medida que a resistência à tração aumenta, multiplique proporcionalmente. Os aços inoxidáveis e de alta resistência aumentam rapidamente a tonagem; o alumínio reduz. A matemática não precisa ser perfeita para proteger a máquina—precisa ser honesta quanto à escala.
A escolha do método multiplica tudo. A flexão ao ar é o ponto de referência. O encosto geralmente requer entre três a cinco vezes a tonelagem da flexão ao ar. A cunhagem pode exigir oito a dez vezes mais. Passar da flexão ao ar para o encosto para “corrigir” a consistência do ângulo — sem voltar a verificar a tonelagem — é uma das formas mais rápidas de sobrecarregar uma quinagem.
Uma regra prática de produção é manter pelo menos uma margem de capacidade de 20% acima da tonelagem calculada. Se um trabalho só é executado com segurança no limite da máquina, isso não é seguro — é apenas temporariamente bem‑sucedido.
Exemplo rápido: Uma flexão de 1 m em aço macio de 4 mm utilizando uma abertura em “V” cerca de dez vezes a espessura do material está bem dentro dos limites da flexão ao ar. Se aplicar o mesmo conjunto para encosto, a tonelagem aumenta várias vezes. Se cunhar, a força necessária pode ultrapassar a capacidade nominal da máquina — mesmo que nada na peça pareça mais pesado. O material não mudou. O método sim.
Aqui está o modo de falha que a maioria dos artigos ignora: tonelagem concentrada. Isto ocorre quando uma aba curta ou estreita concentra força numa área de contacto muito pequena, levando as cargas locais para além do que a estrutura ou a ferramenta podem tolerar — mesmo quando a tonelagem calculada para a flexão total parece perfeitamente segura.
A maioria dos calculadores de tonelagem assume que a carga está distribuída por uma flexão razoavelmente longa. Calculam a força por unidade de comprimento e depois multiplicam pelo comprimento total da flexão. Essa lógica deixa de funcionar quando o comprimento de contacto efetivo é curto — abas, pernas estreitas, pequenas abas de retorno ou flexões parciais que nunca utilizam toda a largura da matriz.
A máquina não sente “tonelagem média”. Ela sente a força apenas onde o punção toca efetivamente o material.
Para identificar a armadilha antes que se feche, faça duas verificações simples:
Se essa força localizada começar a aproximar‑se dos limites das ferramentas ou do limite por ponto da máquina, já está na zona de perigo — mesmo que o valor total da tonelagem ainda pareça aceitável.
As correções são mecânicas, não matemáticas. Abra a matriz em V para reduzir a força. Mude de cunhagem para dobra em ar. Adicione suporte ou ferramenta auxiliar para distribuir a carga. Ou divida a operação para que nenhum único golpe concentre o esforço. O que nunca funciona é ignorar o risco só porque a placa de identificação da tonelagem diz que está “dentro dos limites”.”
A tonelagem da placa de identificação não é uma permissão—é um título. Os detalhes estão na curva de limite de carga.
Todas as quinadeiras incluem uma curva que mostra a tonelagem permitida em função da abertura em V ou do comprimento de dobra. Isto existe porque a tensão na estrutura não é linear. Matrizes estreitas, dobras curtas ou carga fora do centro reduzem o que a máquina pode manusear com segurança—mesmo quando a tonelagem total se mantém abaixo do máximo nominal.
Dois erros levam a danos dispendiosos. Primeiro, assumir que a capacidade nominal se aplica a todas as configurações. A maioria das classificações assume carga distribuída uniformemente em todo o comprimento com uma abertura em V específica; altere a configuração e a tonelagem permitida diminui. Segundo, focar apenas na capacidade da estrutura. As ferramentas, sistemas de fixação e suportes de punções muitas vezes falham muito antes da própria estrutura.
Se a tonelagem calculada estiver mesmo no topo da curva de carga para a abertura em V escolhida, isso não é um sinal verde—é um aviso. Aumente o V, divida a dobra ou mude o método de conformação. Mais potência não salvará uma estrutura de esforços para os quais nunca foi projetada para absorver.
Os limites das ferramentas são igualmente importantes. As matrizes têm uma tonelagem máxima por unidade de comprimento; ultrapasse isso e a matriz pode abrir permanentemente ou rachar. Punções com raios de ponta pequenos intensificam a tensão e, sob tonelagem elevada, podem deformar‑se ou lascar. As diretrizes de raio mínimo de punção existem por um motivo—siga os limites do fabricante, não a sua intuição.
A reviravolta inesperada: A maioria das oficinas assume que problemas de tonelagem se anunciam com alarmes, códigos de falha ou um êmbolo parado. Na realidade, os danos são incrementais e silenciosos—alongamento subtil da estrutura, matrizes a abrirem lentamente, punções a perderem o gume. Quando a precisão começa a variar, a máquina já pagou o preço. Compreender os limites de tonelagem não é sobre conseguir a dobra de hoje; é sobre produzir as próximas dez mil peças sem arrependimento.
Se a tonelagem determina se a máquina sobrevive, a realidade do material determina se a peça fica correta. O limite de elasticidade é o ponto em que o aço deixa de se comportar elasticamente e começa a manter uma dobra permanente—e esse ponto não é constante. Os relatórios de teste de fábrica (MTRs) revelam o que o aço realmente é, e não o que a encomenda assumia que seria.
O aço laminado a frio 1018 normalmente certifica cerca de 370 N/mm², mas lotes reais frequentemente testam de 10 a 20 % mais devido à redução na laminação e ao encruamento. Essa diferença não é apenas teórica—é suficiente para transformar uma dobra “perfeita” de 90° em ar numa peça de 88° após o retorno elástico. Os operadores culpam a ferramenta. Na realidade, o aço foi a variável.
A direção do grão amplifica o efeito. A chapa de aço é laminada, alongando os grãos na direção da laminação. Dobre paralelo a essa direção e esses grãos esticados resistem à compressão de forma desigual, produzindo 15 a 25 % mais retorno elástico do que uma dobra transversal ao grão. Dobre perpendicular ao grão e a estrutura colapsa de forma mais uniforme, mantendo o ângulo com muito mais consistência.
Isto não é teoria—é aritmética de desperdício. Aproximadamente três quartos das dobras inconsistentes podem ser atribuídas a certificados de fábrica ignorados e à orientação do grão. Surpresas de alta resistência são os piores culpados: um lote de DP980 que entra num trabalho de “aço macio” pode exigir aproximadamente 2,5× a sobre‑dobra de A36 só para atingir o mesmo ângulo final.
Realidade prática: Marque a direção do grão antes de a chapa chegar à quinadeira. Um rápido risco com uma lima na superfície revelará instantaneamente a direção. Sem certificado no palete? Assuma variabilidade, planeie dobras de teste e confirme a configuração antes de iniciar a produção.
A recuperação elástica é simplesmente a recuperação elástica do material. Dobra-se o material além do limite de escoamento, liberta-se a carga e o metal relaxa, abrindo-se. O objetivo não é eliminar a recuperação elástica — isso é irrealista —, mas prevê-la com precisão suficiente para que o ângulo final fique exatamente onde é necessário.
No chão de fábrica, a recuperação elástica é influenciada por três fatores: resistência do material, espessura e raio interior da dobra. Uma regra prática útil é o fator de recuperação elástica (Ks). Para aço macio numa dobra ao ar típica — cerca de 2 mm de espessura com um raio interior aproximadamente igual à espessura —, o Ks geralmente situa-se entre 1,05 e 1,20. Os aços inoxidáveis e de alta resistência aumentam rapidamente: o inox 304 ronda normalmente 1,18, e os aços avançados de alta resistência podem ultrapassar 1,25.
Em termos práticos, isso significa que se fizer descer o punção até um batente nominal de 90° em inox 304, muitas vezes o resultado final ficará próximo dos 86°. Não há mistério — é apenas a recuperação elástica que não foi tida em conta.
Se precisar de uma estimativa rápida sem software, o raio e a espessura já o levam quase até lá. À medida que o raio interior aumenta em relação à espessura do material, a recuperação elástica aumenta na mesma proporção. Por exemplo, um raio interior de 4 mm em aço laminado a frio de 2 mm abrirá normalmente cerca de 2° após a libertação. Não é uma constante universal — mas é suficientemente próximo para ajustar bem a primeira tentativa.
Armadilha escondida: a recuperação elástica é cumulativa. Uma caixa com quatro dobras não compensa erros pequenos — acumula-os. Se falhar cada dobra em 2°, quando fechar a última aba terá perdido 8° de paralelismo. É assim que peças com dobras individuais “dentro da tolerância” acabam em sucata na fase de montagem.
A variação entre lotes é inevitável. Mesmo o material do mesmo fornecedor pode comportar-se de forma diferente de um aquecimento para outro, alterando a recuperação elástica entre 5 e 15 %. O controlo mais fiável é uma faixa de teste: dobre uma amostra de 100 mm até ao ângulo‑alvo, deixe relaxar, meça a diferença e aplique essa correção a toda a produção.
| Material | Espessura (mm) | Ks típico (Dobra ao ar de 90°) | Recuperação elástica prevista (°) |
|---|---|---|---|
| Aço macio (A36) | 2 | 1.08 | 2,5–3 |
| Laminado a frio 1018 | 3 | 1.12 | 4–5 |
| Inox 304 | 1.5 | 1.18 | 5–7 |
| Aço de alta resistência DP980 | 2 | 1.25+ | 8–12 |
O sobre‑dobrar não é uma solução provisória — é o método principal de correção. Dobra-se deliberadamente para além do ângulo alvo na quantidade esperada de retorno elástico e depois deixa-se que a recuperação elástica traga a peça de volta à especificação.
A apontar para 90° em aço macio com Ks ≈ 1,08? Conduza o punção até cerca de 87°. Libere, meça e normalmente estará exatamente no alvo. Esta abordagem prática ainda supera a compensação CNC padrão na maioria das oficinas do mundo real, porque o CNC assume um fator K estável. Na realidade, o K pode variar de 0,28 a 0,42 dependendo dos certificados do material, direção da fibra e raio da dobra. Operadores que validam com uma tira de teste reduzem rotineiramente o desperdício em 40 % em trabalhos de lotes mistos.
Com grandes raios de dobra e material fino — onde o retorno elástico pode atingir 15–20 % — tentar atingir o ângulo num golpe pesado geralmente amplifica o erro. O sobre‑dobrar incremental é muito mais fiável. Aproxime-se do alvo em passos de 1° ao longo de duas ou três batidas; o material estabiliza e a variação de ângulo cai drasticamente.
A cunhagem pode praticamente eliminar o retorno elástico (Ks ≈ 1,00), mas o custo é elevado: até dez vezes a tonelagem necessária e desgaste significativamente acelerado das ferramentas. Reserve este método para tolerâncias de ±0,2° onde nenhum outro método passa na inspeção.
Rotina de sobre‑dobrar em 5 passos (Sem software necessário):
Vitória imediata: Retire uma única folha do trabalho atual, marque a direção da fibra e faça uma dobra de teste antes de iniciar o próximo lote. Quando a primeira peça de produção sai perfeita — sem perseguição do ângulo — o método prova‑se em minutos. Não é teoria. São peças que encaixam.
O efeito canoe é o clássico modo de falha em dobras longas: o ângulo incluído é mais fechado no meio e abre em direção às extremidades, dando à peça um perfil raso, semelhante a um barco. A maioria das explicações erra num ponto — culpam primeiro o material. A variabilidade do material importa, mas apenas depois de compreender a viga sobre a qual está a dobrar.
Sob carga, uma quinadeira não é rígida. O pistão arqueia elasticamente e a mesa sofre deflexão, mesmo em máquinas pesadas. Esta deflexão altera a folga entre punção e matriz ao longo do comprimento da ferramenta. Durante o golpe, as extremidades têm uma folga efetiva diferente da do centro. Quando a carga é libertada, o retorno elástico não “compensa” — fixa essas diferenças na peça.
Alguns milésimos de polegada de deflexão podem não parecer significativos. Numa dobra longa, é tudo. Pequenas alterações na folga traduzem‑se diretamente em erro de ângulo, frequentemente ultrapassando os limites de tolerância de ±0,5°. Aumentar a tonelagem pode disfarçar temporariamente o problema, mas aumenta o stress nas ferramentas e na máquina, acelera o desgaste e introduz novas variáveis.
Fatores secundários podem amplificar o problema: carregamento da peça fora do centro, ferramentas soltas ou incompatíveis, resposta hidráulica desigual entre cilindros ou variações nas propriedades do material ao longo da chapa. Ainda assim, a física subjacente não muda — deflexão elástica sob carga seguida de retorno elástico após a sua libertação.
Diagnóstico rápido: Dobre uma peça de teste de comprimento total e meça o ângulo em ambas as extremidades e no centro. Depois vire a peça de ponta a ponta e repita. Se o erro permanecer centrado na máquina, a deflexão é o culpado. Se o erro acompanhar a chapa, a inconsistência do material está a contribuir para o problema.
Na prática, só existem duas formas de contrariar a deflexão elástica: forçar passivamente o alinhamento paralelo da ferramenta, ou moldar ativamente a máquina enquanto está sob carga.
Calçamento e alinhamento manual são a abordagem de menor custo. Calces finos colocados sob a matriz—normalmente perto das extremidades—reduzem a folga efetiva onde a máquina se abre sob carga. Quando feito com cuidado, isto pode alinhar ângulos ao longo de todo o comprimento para séries curtas ou peças longas ocasionais. Uma régua e uma dobra de teste indicam quando está perto; apenas alguns milésimos de calce podem fazer uma diferença significativa.
O calçamento funciona melhor com tonelagem moderada, variedade limitada de peças e configurações estáveis. As suas limitações aparecem rapidamente: iteração demorada, sensibilidade à variação de material, e o facto de que cada mudança de espessura ou comprimento de dobra requer uma nova estratégia de calçamento.
Compensação ativa trata do mesmo problema de forma controlada e repetível. A compensação mecânica utiliza cames ou suportes ajustáveis no trilho da matriz para introduzir uma curvatura predefinida. A compensação hidráulica aplica pontos de pressão ajustáveis sob a mesa ou acima do martelo. A compensação CNC integra este ajuste no controlo, calculando a compensação necessária para cada programa.
O objetivo não é tornar a máquina reta quando descarregada, mas reta sob carga de dobra. Quando devidamente calibrada, a compensação ativa produz um encerramento efetivo uniforme ao longo de todo o comprimento da ferramenta, independentemente da distribuição de tonelagem.
A recompensa é a consistência. Peças longas, tolerâncias de ângulo restritas, espessuras variadas de material e produção de alta variedade beneficiam todas da compensação ativa. As desvantagens são o custo inicial e a necessidade de uma calibração rigorosa—mas os ganhos em redução de desperdício, configurações mais rápidas e menor adivinhação por parte do operador normalmente superam esses fatores.
Regra de decisão: Se o tempo de paragem gasto na iteração de calces custa mais do que um sistema de compensação ao longo da sua vida útil, a escolha já está clara.
A maioria das discussões sobre deformação em canoa ignora o batente traseiro—e essa omissão é dispendiosa. Ângulos de dobra irregulares são frequentemente agravados por carregamento desigual.
O batente traseiro determina onde a peça toca na ferramenta e quão perpendicular se mantém à linha de dobra. Quando uma peça longa ou assimétrica é pressionada com mais força contra um dedo do batente do que contra outro, a carga de dobra desloca-se. Esse desequilíbrio aumenta a deflexão localizada, fazendo com que uma extremidade da peça se comporte de forma diferente da outra—mesmo com compensação perfeita.
Trate o batente traseiro como um sistema de posicionamento e esquadria, não apenas um limitador. O batente de múltiplos eixos permite suportar flange longos de forma uniforme e manter a linha de dobra perpendicular à ferramenta. Para peças grandes, suportes auxiliares—como rolos ou braços laterais—evitam a inclinação que, de outra forma, distorceria a distribuição de forças durante o golpe.
A calibração é importante. Um batente que repete com precisão mas não está esquadrado irá simplesmente repetir o mesmo erro. Pequenos erros de perpendicularidade no batente aparecem rapidamente como diferenças visíveis de ângulo nas extremidades de dobras longas.
O que a maioria dos artigos erra: eles procuram uniformidade de ângulo com mais tonelagem em vez de melhor informação.
Faça um teste controlado de canoa em cinco etapas e deixe a máquina indicar o que realmente necessita.
A surpresa é o quão pouca correção normalmente é necessária quando a deflexão, compensação e carregamento estão devidamente alinhados. Quando o efeito de canoa desaparece, o controlo de ângulo deixa de ser um jogo de adivinhação e torna-se uma configuração repetível e documentada.
A primeira peça não é uma formalidade — é o momento em que a adivinhação termina e o controlo começa. Uma dobra limpa, medida corretamente, indica se está prestes a produzir boas peças ou sucata consistente. Esta lista de verificação transforma essa peça única num ponto de decisão, não numa esperança.
Se ainda está a verificar ângulos de quinadeira com um transferidor, não está realmente a medir — está a interpretar. Flanges curvados, carepas e paralaxe obrigam o olho a “fazer média” de uma superfície que não é plana. O resultado é previsível: as oficinas veem rotineiramente uma sobrestimação de 0,5–1° em dobras de 90° abaixo de 6 mm, e o erro aumenta em aços de alta resistência onde o retorno elástico continua após o fecho das ferramentas.
Um medidor de ângulo digital transforma a medição de subjetiva em física. Com uma base magnética fixada ao flange, referencia a gravidade — não a visão. Unidades de qualidade têm resolução de 0,1° ao fazer média do contacto em toda a superfície, razão pela qual os testes de oficina mostram consistentemente a variação a cair de cerca de ±1,2° com transferidores para ±0,3° em dez peças na mesma configuração.
Ação a executar: Na próxima configuração, dobre um flange de teste de 100 mm para o nominal. Meça-o uma vez com transferidor, depois novamente com medidor digital após uma pausa de 30 segundos. Se as leituras diferirem mais de 0,5°, reforme o transferidor da inspeção da primeira peça. Oficinas que fazem esta mudança normalmente reduzem em cerca de 40 % a sucata relacionada com ângulo em trabalhos com tolerância de ±0,5°.
Lembre-se desta imagem: o transferidor relata o que o seu olho quer acreditar; o medidor digital relata o que o aço realmente fez.
O ângulo por si só não define uma boa peça. O comprimento do flange é onde muitas primeiras peças “aprovadas” falham silenciosamente mais tarde, e o erro quase sempre começa ao medir o lado errado.
Medições internas — do tangente da dobra à extremidade — escondem o crescimento do raio. Na dobra ao ar, o eixo neutro desloca-se à medida que o raio se forma, acabando muitas vezes 10–20 % maior do que os mapas preveem. Numa peça de aço de 2 mm dobrada numa matriz em V de 16 mm, esse crescimento oculto pode fazer com que o flange interno pareça perfeito enquanto a dimensão externa já está 1–2 mm curta.
A medição externa — altura do flange a partir da base da peça — revela a verdade. Captura os efeitos combinados de ângulo, raio e dedução da dobra. Registos de retrabalho contam sempre a mesma história: dimensões internas passam, montagens falham. Em mais de metade destes casos, a causa raiz não é o batente traseiro — é um raio de punção ou matriz que não corresponde ao material.
A disciplina que compensa: Na primeira peça, meça ambos os lados. Use um paquímetro para o interior, se necessário, mas use um micrómetro de profundidade ou um altímetro no exterior para evitar que as garras deslizem em flanges oleosos. As verificações externas detetam cerca de 80% mais erros de ferramentas e de dedução de dobra do que as medições internas sozinhas.
Se a dimensão interior parece correta, mas a flange exterior fica curta, não comece a ajustar o batente traseiro. Esse sintoma indica recuperação elástica ou incompatibilidade de raio — não um erro de posicionamento.
É aqui que a maioria das configurações descarrila — não porque a solução seja um mistério, mas porque se ajusta o controlo errado.
Use a profundidade do êmbolo apenas para correções de ângulo. Ao dobrar ao ar aço macio com menos de 4 mm, uma alteração de 0,1 mm na profundidade altera o ângulo em aproximadamente 0,5°. Isso torna a profundidade ideal para compensar a recuperação elástica após a primeira verificação do ângulo. Se estiver dentro de ±1° no ângulo e os comprimentos das flanges dentro de ±0,2 mm, a profundidade é o ajuste certo.
Mude as ferramentas quando as dimensões ou o comportamento do material estiverem fundamentalmente errados. Variação de flange superior a 0,3 mm, fissuração ou um raio visivelmente comprimido não são problemas de profundidade. Uma matriz em V mais estreita que cerca de 6× a espessura do material concentra a carga e provoca uma dobra excessiva no centro. Um raio de punção maior que metade da espessura do material favorece fissuração na fibra exterior. Nenhum ajuste de profundidade do êmbolo vai corrigir isso — apenas disfarça o problema até à inspeção.
Grave esta sequência na memória muscular:
Mantenha esta imagem de alerta em mente: ângulos perfeitos em peças rachadas. A profundidade do êmbolo pode esconder ferramentas defeituosas até que toda a série seja rejeitada.
O operador no início deste artigo estava a lutar com uma dobra longa que “nunca correspondia ao desenho”. A solução não foi mais tonelagem nem ajustes infinitos — foi uma inspeção disciplinada da primeira peça que revelou a verdade. Meça corretamente o ângulo, verifique a flange onde é importante e use o ajuste certo. Faça isso, e a primeira peça deixa de ser uma suposição para se tornar uma verificação conclusiva.


















