

La pieza sale de la prensa plegadora con un aspecto perfecto… hasta que se enfría, se relaja y se abre dos grados, rompiendo una tolerancia que el gráfico prometía como “garantizada”. Ese momento revela la brecha que aborda este artículo: el plegado en prensa no es un problema de geometría; es un problema de comportamiento del sistema. Los gráficos describen geometría. No describen la realidad.
Los desplegados de CAD y los gráficos de plegado suponen un mundo ideal: material uniforme, máquinas perfectamente rígidas, herramientas impecables y un eje neutro que permanece obedientemente donde el software lo coloca. En el taller, ninguna de esas suposiciones sobrevive al contacto con la realidad. El resultado es un desajuste persistente entre lo que parece correcto en el CAM y lo que realmente se mide después del conformado.
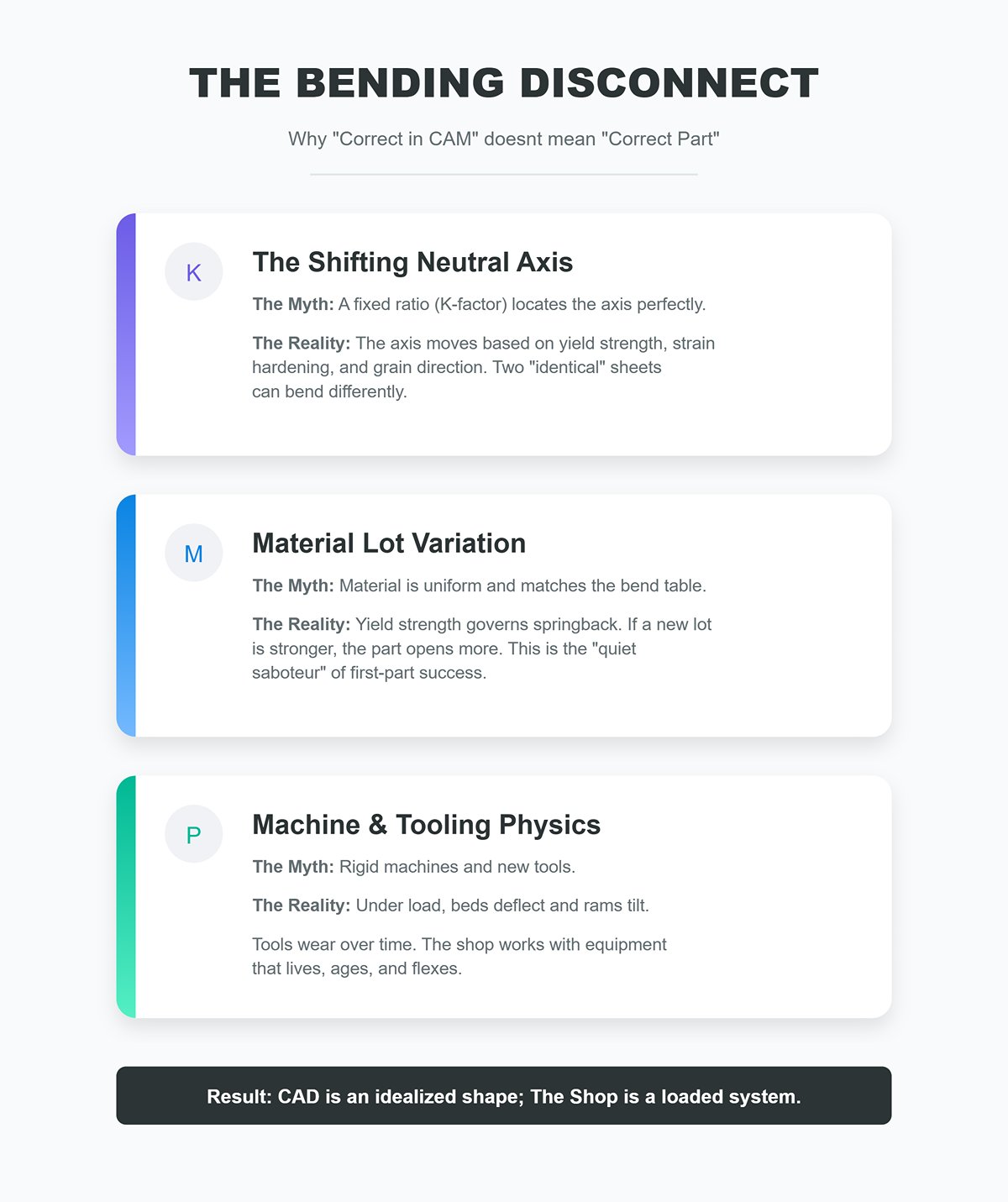
El eje neutro no es fijo. Los sistemas CAD se basan en un factor K —una proporción utilizada para ubicar el eje neutro dentro del espesor del material— para calcular la longitud desarrollada. En la práctica, el eje neutro se desplaza según la resistencia a la fluencia, el endurecimiento por deformación, la dirección del grano y el espesor real del material. Dos láminas etiquetadas como “acero inoxidable 304, 1,5 mm” pueden doblarse de forma suficientemente diferente como para no cumplir con el ángulo y la longitud del ala, incluso con herramientas y programas idénticos.
La variación de lotes de material es el saboteador silencioso. La resistencia a la fluencia controla el retorno elástico. Si un lote entrante es más resistente que el material utilizado para construir la tabla de plegado, la pieza se abrirá más después de descargarla. El gráfico no cambió, pero el material sí. Sin validar el comportamiento del material por lote, el éxito de la primera pieza se convierte en una cuestión de suerte, no de control de proceso.
La máquina y las herramientas forman parte de la geometría. Bajo carga, las camas de la prensa plegadora se deflectan, los arietes se inclinan por micras y los sistemas de compensación de curvatura actúan para corregirlo. Las puntas de punzón se desgastan, los hombros de la matriz se redondean y los tope traseros desarrollan holguras. Cada uno de estos factores cambia la geometría efectiva de la herramienta durante el doblado. Los gráficos suponen componentes rígidos y como nuevos; el taller trabaja con equipos que viven y envejecen.
Por eso las piezas que “coinciden con el desplegado” aún fallan en la inspección. El gráfico define una forma idealizada. El taller produce el resultado de un sistema cargado e imperfecto.
La creencia de que el ángulo final es igual al ángulo del punzón más el ángulo de la matriz ignora la variable dominante en el doblado: el retorno elástico. El ángulo que ves bajo carga no es el ángulo que la pieza conserva después de descargarse.

El retorno elástico es recuperación elástica, no un error. Cuando el punzón se retrae, el material libera la energía elástica almacenada y se relaja, abriendo el pliegue. La magnitud del retorno elástico depende de la deformación impuesta durante el conformado, la cual a su vez está gobernada por el ancho de abertura en V, el radio de la punta del punzón, el método de doblado (doblado al aire, en fondo o acuñado) y la resistencia a la fluencia del material.
Los ángulos de las herramientas son solo un punto de partida. En el doblado al aire, el punzón casi nunca contacta completamente el ángulo de la matriz: el material se apoya en los hombros de la matriz y se envuelve alrededor de la punta del punzón. Cambiar la abertura en V o el radio del punzón altera el radio interior, la distribución de esfuerzo y, por lo tanto, el retorno elástico. Los ángulos nominales de las herramientas pueden no cambiar; el pliegue resultante sí lo hará.
El método de doblado importa más de lo que admiten la mayoría de los gráficos. El doblado al aire minimiza el tonelaje y acelera los cambios, pero también produce la mayor variación en el retorno elástico. El doblado en fondo sujeta la pieza más firmemente, reduciendo la variabilidad. El acuñado deforma plásticamente el material a través de su espesor, casi eliminando el retorno elástico, aunque a costa de un tonelaje mucho mayor y un desgaste acelerado de las herramientas. Los requisitos de precisión (±0,5° frente a ±0,1°) deben guiar la elección del método, no la costumbre.
La conclusión práctica es sencilla: no se pueden programar ángulos de doblado únicamente a partir de la geometría de la herramienta. El retorno elástico debe medirse para la combinación específica de material, herramienta y máquina, y luego compensarse con una corrección empírica, ya sea mediante sobre‑doblado o profundidad de carrera, basada en datos reales.
“Ajústalo hasta que pase” parece rápido. También es costoso de maneras que la mayoría de los talleres nunca se molestan en cuantificar.
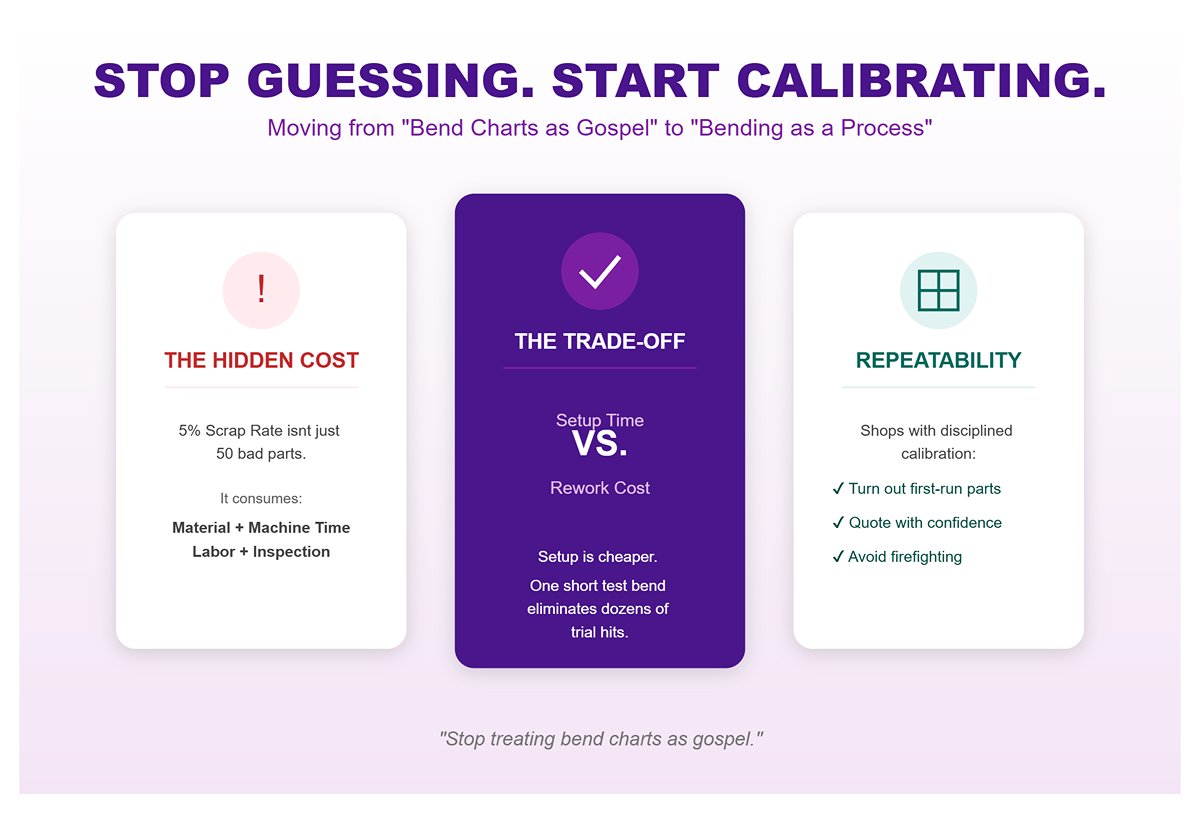
El desperdicio se acumula silenciosamente. Una tasa de desperdicio del 5 % en una tirada de 1,000 piezas no solo significa 50 piezas defectuosas. Consume material, tiempo de máquina, mano de obra y capacidad de inspección, mientras introduce incertidumbre en la entrega y la cotización. La matemática es simple e implacable: costo de desperdicio = costo por pieza × tasa de desperdicio × cantidad. Haz los cálculos y la erosión del margen se hace evidente.
El tiempo de configuración es más barato que la retrabajo. Una configuración calibrada de 10–15 minutos—usando el lote real de material y las herramientas previstas—puede eliminar docenas de golpes de prueba. Una breve prueba de doblado, un ángulo medido y un sobre‑doblado programado cierran el ciclo antes de que comience la producción. Ese tiempo es planificado, predecible y se recupera con creces gracias a menos desperdicio y tiempos de ciclo estables.
La repetibilidad supera las hazañas. Los talleres que invierten en una calibración rápida y disciplinada logran que las piezas de la primera tirada pasen la inspección, coticen con confianza y eviten la lucha constante contra problemas. Los talleres que dependen del conocimiento tribal y de la “sensación” simplemente trasladan el costo hacia abajo en la cadena: a los contenedores de desperdicio, las horas extra y las concesiones al cliente.
La promesa aquí es clara: deja de tratar las tablas de doblado como dogma y empieza a tratar el doblado como un proceso controlable. Hazlo, y los ángulos dejarán de desviarse “misteriosamente”, las configuraciones se reducirán y las fallas disminuirán, no porque la tabla haya mejorado, sino porque tu comprensión sí lo ha hecho.
El doblado al aire es el estándar en la mayoría de los talleres porque es flexible y requiere un tonelaje relativamente bajo. La lámina solo toca la punta del punzón y los dos hombros de la matriz; nunca se apoya contra las paredes laterales de la matriz. Este hecho por sí solo explica todo lo que sigue.
La matriz—no el punzón—determina el resultado. Como el material está efectivamente “flotando” en la V, el radio interior y el ángulo final están determinados por la abertura en V de la matriz y el ángulo de ésta, junto con la profundidad de penetración del punzón. Puedes cambiar el ángulo del punzón todo el día con un efecto mínimo; cambia la abertura en V y el resultado se modifica de inmediato. Por eso los operadores experimentados ajustan los ángulos mediante la selección de la matriz y la profundidad del carro—no persiguiendo la geometría del punzón.
Concesiones que aceptas: el menor tonelaje para un espesor dado, configuraciones rápidas y la capacidad de trabajar una amplia gama de ángulos con un solo juego de herramientas. A cambio, aceptas el mayor—y más variable—retorno elástico. Los cambios en el lote de material, la dirección del grano y la deflexión de la máquina se reflejan directamente en el ángulo. La precisión es posible, pero es empírica: medir, compensar, repetir.
Implicaciones para el taller que importan: El ancho de la abertura en V tiene un efecto desproporcionado en el radio interior y el retorno elástico (la conocida “~8× el espesor” es una guía, no una ley). Las V más pequeñas ajustan el radio y reducen el retorno elástico, pero aumentan el tonelaje. Las V más grandes reducen la fuerza pero amplifican la variabilidad. El abombado y la paralelidad del carro importan aquí más que en cualquier otro lugar.
El doblado de fondo impulsa el material firmemente dentro del ángulo de la matriz bajo carga. El punzón continúa hasta que las pestañas se asientan contra las caras de la matriz, reduciendo drásticamente el retroceso elástico en comparación con el doblado al aire.
Por qué lo eligen los talleres: Cuando se ajusta correctamente, el doblado de fondo logra rutinariamente una precisión angular alrededor de ±0,5°. No es exageración de ventas: es el resultado natural de forzar que la pieza se asiente completamente en la geometría de la matriz en lugar de flotar sobre ella.
Lo que se pierde: mayor tonelaje que el doblado al aire y menor flexibilidad. El ángulo de la matriz debe coincidir con el ángulo objetivo de la pieza (o compensarse intencionalmente), y el radio del punzón define directamente el radio interior. Se pierde la capacidad de trabajar fácilmente con múltiples ángulos desde una sola configuración.
Dónde destaca: producciones de volumen medio con tolerancias angulares estrictas, especialmente cuando la precisión de la primera pieza es importante y se desea minimizar los doblados de prueba. El retroceso elástico aún existe, pero la ventana de corrección es más estrecha y mucho más predecible.
Realidades de configuración: la holgura debe ser correcta para asentar completamente la pestaña sin provocar agarrotamiento. El desgaste de la herramienta se evidencia como una desviación gradual del ángulo: inspeccione y pula la herramienta antes de culpar al programa. El doblado de fondo recompensa la selección y el mantenimiento disciplinados de las herramientas.
El coinado deforma plásticamente toda la zona de doblado para que coincida exactamente con los perfiles del punzón y la matriz. El retroceso elástico se elimina esencialmente porque el material fluye en todo su espesor.
Lo que se gana: el más alto nivel de repetibilidad y consistencia angular disponible en una prensa plegadora. Cuando la variación es inaceptable, el coinado cumple.
Lo que cuesta: tonelaje, a menudo varias veces más que el doblado al aire para el mismo material, y desgaste acelerado de herramientas y componentes de la máquina. La alineación, dureza de las herramientas y el estado de la superficie se vuelven críticos debido a que las tensiones de contacto son extremas.
Cuándo se justifica: producciones cortas con tolerancia cero a la variación, o piezas donde el retroceso elástico debe eliminarse por completo y la máquina tenga capacidad suficiente. El coinado no es un atajo para decisiones de herramientas deficientes; es un intercambio consciente de fuerza y desgaste por certeza.
Una dura verdad: añadir tonelaje para “corregir” doblados inconsistentes solo oculta los problemas reales. Una selección incorrecta de la apertura en V, herramientas desgastadas o camas sin corona reaparecerán más adelante, a menudo como herramientas fracturadas o máquinas dañadas.
Una técnica para probar — cinco minutos para mejores ángulos
Objetivo: reducir la búsqueda de ángulos en dobleces al aire sin cambiar la herramienta.
Este enfoque de calibración simple respeta lo que realmente es el doblado al aire: un proceso empírico, y convierte la variabilidad inevitable en una entrada controlada y repetible.
Elegir entre doblado al aire, doblado al fondo y acuñado no se trata de correcto versus incorrecto. Se trata de intercambiar deliberadamente flexibilidad, tonelaje, desgaste de herramientas y repetibilidad para adaptarse al plano frente a ti.
La mayoría de los artículos presentan la regla de 8× como una prescripción. No lo es. Es una herramienta de triaje—una forma rápida de llegar al rango adecuado para el doblado al aire de acero dulce cuando se sabe poco más.
La regla establece que la abertura en V debe ser aproximadamente ocho veces el espesor del material. Los talleres la prefieren porque normalmente ofrece una tonelada razonable, un radio interior aceptable y un retorno elástico predecible para acero de bajo carbono. El problema oculto es que supone en silencio una resistencia a la tracción promedio, una ductilidad promedio y longitudes de pestaña que están bien dentro de los límites del dado. Cambia cualquiera de esos factores y la regla comienza a desmoronarse.
Una forma más eficaz de usar el 8×T es como punto de verificación inicial seguido por tres preguntas inmediatas. Primero: ¿el plano requiere un radio interior más pequeño que el que esa V produciría naturalmente? Si es así, la V debe reducirse—o el método de formado debe cambiar. Segundo: ¿el material es de alta resistencia, propenso al endurecimiento por trabajo o sensible al agrietamiento? Si la respuesta es sí, la V normalmente debe aumentarse para reducir la tonelada y la tensión superficial. Tercero: ¿las pestañas son cortas en relación con el ancho del dado? Las pestañas cortas concentran bruscamente la tonelada y pueden exceder la capacidad nominal del dado incluso cuando la tonelada total de la máquina parece segura.
Por eso los talleres con experiencia rara vez dependen de un solo multiplicador universal. Piensan en rangos. El acero dulce delgado puede funcionar cómodamente en 8×. Los calibres más gruesos suelen desplazarse hacia 9–10×. Los aceros inoxidables y las aleaciones de alta resistencia suelen terminar entre 10–12× o más. La “regla” todavía existe, pero solo como el primer paso en un árbol de decisiones, no como la decisión en sí.
En el doblado al aire, el radio interior no lo imprime el punzón. Se crea por el flujo del material entre la punta del punzón y los hombros del dado. La abertura en V es el factor principal que impulsa ese flujo.
En términos prácticos, una abertura en V más grande produce un radio interior más grande y requiere menos tonelada. Una V más pequeña ajusta el radio, pero exige más fuerza y aumenta la tensión superficial. Por eso cambiar solo el dado a menudo puede corregir un problema de radio sin tocar la profundidad del ariete.
Para el doblado al aire estándar a 90°, muchos talleres descubren que el radio interior resultante cae aproximadamente entre 0,02×V y 0,08×V, dependiendo del material y del radio de la punta del punzón. Ese rango importa. Significa que dos dados que cumplen con la conocida directriz de “8× el espesor” aún pueden producir radios notablemente diferentes—y, por lo tanto, diferentes retornos elásticos—en la misma pieza.
Aquí es donde las tablas estáticas se quedan cortas y las pruebas empíricas rápidas dan resultado. Dobla una probeta en la V elegida, mide el radio interior y regístralo para ese lote de material. Una prueba convierte una regla práctica en un resultado conocido. Con el tiempo, esas notas se vuelven más valiosas que cualquier tabla generalizada.
La idea errónea más persistente es que el radio de la punta del punzón es igual al radio interior. No lo es, salvo en raras ocasiones por coincidencia.
El radio interior es el resultado combinado de tres factores: el radio de la punta del punzón, la abertura en V y el comportamiento del material. Cuando estos factores están fuera de equilibrio, el control del ángulo se ve afectado, incluso si la tonelada es técnicamente correcta.
Un punzón demasiado afilado en relación con la abertura en V y la ductilidad del material puede forzar un radio involuntariamente estrecho, aumentando la variabilidad del retorno elástico y el riesgo de agrietamiento, especialmente en aceros de alta resistencia. Un punzón demasiado romo, por otro lado, puede impedir que el material se asiente completamente en el dado durante el doblado al aire, lo que provoca ángulos insuficientemente doblados que dependen de la profundidad del ariete sin llegar nunca a estabilizarse.
Una guía confiable en el taller es comenzar con un radio de punta de punzón de aproximadamente la mitad del espesor del material para la mayoría de los aceros dulces e inoxidables en doblado al aire. Esa geometría suele funcionar bien con aberturas en V comunes y produce ángulos estables y repetibles. Los materiales más blandos como el aluminio a menudo se benefician de un radio de punzón mayor—más cercano al radio interior deseado—para reducir el adelgazamiento y las marcas superficiales.
La forma más rápida de ver el efecto es mediante una comparación controlada. Dobla la misma probeta en la misma V a la misma profundidad de ariete, cambia solo el radio del punzón y luego mide el radio interior y el ángulo final. La diferencia rara vez es sutil, y una vez que la ves, es difícil desaprender el mito de que “el punzón equivale al radio”.
Las secciones gruesas y las aleaciones de alta resistencia son donde las reglas simples se vuelven arriesgadas.
A medida que aumentan el grosor y la resistencia, el tonelaje requerido sube rápidamente. Forzar un 8× V en material pesado o duro a menudo comprime la ventana de seguridad: piezas agrietadas, recuperación elástica impredecible o herramientas sobrecargadas. En estos casos, abrir la matriz—normalmente a 10–12× el grosor o más—no es pereza; es gestión de riesgos.
Si el plano exige un radio interior pequeño en material grueso o de alta resistencia, el doblado al aire puede simplemente ser el proceso equivocado. El doblado al fondo o el acuñado concentran la deformación y fijan el radio, pero a costa de una fuerza mucho mayor y herramientas dedicadas. Intentar “forzar” un radio pequeño en doblado al aire reduciendo el V es cómo se dañan las matrices y los ángulos comienzan a desviarse.
La capacidad de la matriz importa tanto como el tonelaje de la máquina. Las pestañas cortas en material grueso pueden concentrar la carga más allá de la capacidad nominal de una matriz incluso cuando la prensa plegadora por sí misma es capaz. Muchos fallos de herramientas no ocurren porque la regla era desconocida, sino porque las capacidades de la matriz nunca se verificaron en relación con la longitud de la pestaña y el V seleccionado.
Cuando ninguna de las opciones ideales encaja, la respuesta correcta suele estar aguas arriba: aceptar un radio mayor, rediseñar la pestaña o cambiar el estado del material. Las elecciones de herramientas pueden resolver muchos problemas, pero no la física.
La mayoría de las discusiones sobre la selección de la matriz en V omiten un punto clave: suponen que el cálculo reemplaza la observación. En la práctica, los talleres más fiables formalizan una breve prueba en la máquina y la consideran parte de la configuración, no de la solución de problemas.
Corta un pequeño cupón del lote real de material. Dóblalo centrado en el V elegido usando el punzón previsto a la profundidad nominal del carro. Mide el ángulo, el radio interior y la recuperación elástica. Si el resultado no es correcto, cambia una variable a la vez—primero la apertura en V, luego el radio del punzón, luego el método—y repite. Dos o tres dobleces suelen converger en una solución estable.
Esa rutina de diez minutos logra lo que ninguna regla puede: mapea el comportamiento real del material con tus herramientas y tu máquina. La regla del 8× te acerca. La prueba lo hace correcto.
La mayoría de los patrones planos fallan antes de llegar a la prensa plegadora. No porque la plegadora no pueda alcanzar el ángulo, sino porque se le pide al láser que corte una ficción: una deducción de doblado aplicada a dobleces que no se comportan de la misma manera.
En el taller, cada doblado es un evento local. Cambia la abertura de la matriz para despejar una pestaña de retorno, ajusta el radio interior para controlar la recuperación elástica o cambia de doblado al aire a doblado al fondo en un solo golpe, y la deducción de ese doblado deja de ser intercambiable. Los dibujos y anidamientos a menudo suponen lo contrario. El resultado es una muerte por milímetros: 1–2 mm de error por cada doblado se acumulan en pestañas desalineadas, orificios ranurados desplazados y operadores de láser obligados a re‑anidar piezas a mitad de la producción.
Considera una pieza simple de dos dobleces en acero dulce de 3 mm. Un doblado se forma sobre un V estrecho por espacio libre; el segundo usa una matriz más ancha para evitar marcas. Los radios interiores difieren, por lo que las deducciones de doblado deben diferir—BD1 y BD2. Suponer que son iguales y una pestaña nominal de 90 mm + 65 mm se colapsa en una pieza plana de 84,5 mm que queda 1,2 mm corta. El error no se revela en la plegadora; aparece en el láser, donde se desechan más chapas porque el anidamiento ya no encaja.
Los operadores de láser no odian las matemáticas; odian las matemáticas promediadas. La solución es procedimental: resta la mitad de la deducción de doblado de cada pata de la pestaña, resta la deducción completa de cualquier base compartida y calcula cada doblado según sus propios términos. Una base de 6 pulgadas con dos dobleces no “pierde” una deducción de doblado; pierde dos medias deducciones. Olvida eso y la pieza en bruto estará equivocada antes del primer corte.
El eje neutro no es el centro de la lámina. Es la línea a través del espesor donde el material no se estira por fuera ni se comprime por dentro durante el doblado. Su posición determina la holgura de doblado (BA) y, por extensión, la deducción de doblado (BD). Si la calculas mal, ningún ajuste de ángulo salvará tu plano.
En el doblado al aire, el eje neutro normalmente se sitúa entre 0,33T y 0,5T desde la cara interna, expresado como el factor K. Los dobleces agudos lo tiran hacia adentro; los radios internos más grandes lo empujan hacia afuera. La resistencia del material y la dirección del grano importan igual de mucho. Los aceros de mayor límite elástico pueden desplazar el eje neutro hacia afuera entre un 10 y un 15 %, alargando más las fibras exteriores que el acero dulce con la misma herramienta.
Las matemáticas no dejan lugar a la indulgencia. Para un doblado de 90°, la holgura de doblado es BA = A(π/180)(R + K·T). Tomemos acero 1018 de 2 mm con radio interno de 2 mm y K = 0,40: BA resulta ser 3,53 mm. Si erras K por apenas 0,1, una pata de 100 mm se desplegará hasta casi 101,8 mm. No es un problema de redondeo: es una discrepancia sistemática que se repite pieza tras pieza.
La mayoría de los talleres confían en configuraciones predeterminadas de software que están mal por diseño. Los sistemas CAD/CAM no tienen visibilidad sobre tu lote de material real, dirección de grano ni sobre qué tan agresivamente doblas al aire. Una prueba de taller de cinco minutos superará cualquier base de datos. Dobla una tira de prueba marcada, córtala y mide dónde se encuentra la línea no estirada respecto a la cara interna. Divide esa distancia por el espesor: ese es tu verdadero factor K. Incluso sin grabado, comparar el crecimiento posterior al doblado de la pata con los valores calculados situará K dentro de ±0,02. Esa pequeña corrección elimina la mayoría de los errores “misteriosos” de planos en producción con materiales mezclados.
Los predeterminados son promedios. La producción exige especificidad. Un factor K de 0,42 puede ser ampliamente “aceptable” para acero dulce, pero es igual de frecuente que esté mal cuando cambian los molinos, espesores o métodos de conformado. El coste no aparece como una advertencia en el software: aparece como chatarra de la primera pieza y retrabajo con láser.
Derivar tu propio factor K es un ejercicio de un solo doblado. Corta una pieza rectangular, programa un ángulo conocido con herramientas conocidas y mide las longitudes reales de las patas planas después del doblado. Resuelve K usando la ecuación de holgura de doblado con dimensiones reales, no líneas de molde nominales. Repite la prueba cada vez que cambies material, rango de espesor o método de doblado. El doblado al aire, el acuñado y el cerrado no comparten factores K; el acuñado, en particular, puede reducir la deducción de doblado en aproximadamente un 20 % debido a la compresión a través del espesor.
Los datos empíricos lo confirman. El acero dulce 1018 típicamente ronda K = 0,40 en doblado al aire, bajando a alrededor de 0,35 al cerrar y a 0,30 al acuñar. Los aceros inoxidables tienden a ser más altos —a menudo cerca de 0,45 en doblado al aire— con mayor recuperación elástica que requiere compensación adicional de ángulo. El HRPO de alta resistencia puede superar 0,48, lo que explica por qué las tablas genéricas fallan por medio milímetro en material de 6 mm.
La sorpresa inesperada: la mayoría de los artículos tratan el factor K como una propiedad del material. No lo es. Es una firma del proceso: el resultado combinado de material, herramienta y método. Cuando los talleres prueban y fijan K por lote y proceso, las deducciones de doblado dejan de ser conocimiento tribal y se convierten en estándares. Un fabricante redujo la chatarra de primeras piezas del 15 % al 2 % simplemente derivando K antes de anidar y alimentando esos valores en los programas CNC. El láser siguió igual. Las piezas también.
La mayoría de las fallas en las prensas plegadoras no se deben a cálculos erróneos. Ocurren porque los talleres suponen que el tonelaje promedio se aplica uniformemente a lo largo de todo el doblez. No lo hace. El tonelaje es local, dependiente del método y brutalmente implacable cuando se concentra. Esta es la línea donde los talleres protegen su equipo o, silenciosamente, le restan años de vida útil.
Dejando de lado la teoría, la regla de tonelaje en doblado al aire es sencilla: la fuerza aumenta con el cuadrado del espesor del material y disminuye al abrir más la V de la matriz. Todo lo demás es solo un modificador.
Una versión práctica para el taller de la fórmula de doblado al aire se ve así:
Tonelaje requerido ∝ (factor de material) × espesor² × longitud de doblado ÷ apertura en V
Por eso doblar el espesor no solo duplica la fuerza, la cuadruplica. Y es también por lo que abrir la matriz es la manera más rápida de reducir el tonelaje sin cambiar la geometría de la pieza.
Usa acero dulce como referencia. A medida que aumenta la resistencia a la tracción, multiplica en consecuencia. El acero inoxidable y los aceros de alta resistencia elevan rápidamente el tonelaje; el aluminio lo disminuye. Las matemáticas no necesitan ser perfectas para proteger la máquina: necesitan ser honestas sobre la escala.
La elección del método multiplica todo. El doblado en aire es la referencia. El doblado al fondo normalmente requiere de tres a cinco veces la tonelada del doblado en aire. El acuñado puede exigir de ocho a diez veces más. Pasar de doblado en aire a doblado al fondo para “corregir” la consistencia del ángulo —sin volver a verificar la tonelada— es una de las maneras más rápidas de sobrecargar una prensa plegadora.
Una regla práctica de producción es mantener al menos un margen de capacidad del 20 % por encima de la tonelada calculada. Si un trabajo solo se ejecuta de forma segura al límite de la máquina, no es seguro—es solo un éxito temporal.
Ejemplo rápido: Un pliegue de 1 m en acero dulce de 4 mm usando una abertura en V de alrededor de diez veces el espesor del material está bien dentro de los límites del doblado en aire. Cambia esa misma configuración a doblado al fondo y la tonelada se multiplica por varios factores. Si se acuña, la fuerza requerida puede superar la capacidad nominal de la máquina—aunque nada sobre la pieza parezca más pesado. El material no cambió. El método sí.
Aquí está el modo de fallo que la mayoría de los artículos pasan por alto: tonelada de hundimiento. Ocurre cuando una ala corta o estrecha concentra la fuerza en un área de contacto muy pequeña, elevando las cargas locales más allá de lo que el bastidor o la herramienta pueden tolerar—aunque la tonelada calculada para el pliegue general parezca perfectamente segura.
La mayoría de los calculadores de tonelada suponen que la carga se distribuye a lo largo de un pliegue razonablemente largo. Calculan la fuerza por unidad de longitud y luego la multiplican por la longitud total del pliegue. Esa lógica se rompe cuando la longitud de contacto efectiva es corta—lengüetas, patas estrechas, pequeños pliegues de retorno, o pliegues parciales que nunca ocupan todo el ancho de la matriz.
La máquina no siente “tonelada promedio”. Percibe fuerza solo donde el punzón realmente toca el material.
Para detectar la trampa antes de que se cierre, realiza dos comprobaciones simples:
Si esa fuerza localizada comienza a acercarse a las especificaciones de las herramientas o al límite por punto de la máquina, ya estás en la zona de peligro, incluso si el número total de tonelaje todavía parece aceptable.
Las soluciones son mecánicas, no matemáticas. Abre la matriz en V para reducir la fuerza. Cambia de embutido completo a doblado al aire. Añade soporte o herramientas secundarias para distribuir la carga. O divide la operación para que ningún golpe concentre el esfuerzo. Lo que nunca funciona es ignorar el riesgo porque la placa de características dice que estás “dentro de los límites”.”
El tonelaje de placa no es una autorización, es un titular. La letra pequeña está en la curva de límite de carga.
Cada prensa plegadora incluye una curva que muestra el tonelaje permitido frente a la apertura en V o la longitud de doblado. Existe porque el esfuerzo en el bastidor no es lineal. Matrices estrechas, doblados cortos o carga fuera de centro reducen lo que la máquina puede manejar con seguridad, incluso cuando el tonelaje total se mantiene por debajo del máximo nominal.
Dos errores provocan daños costosos. Primero, asumir que la capacidad nominal aplica a cualquier configuración. La mayoría de las especificaciones suponen carga distribuida uniformemente a lo largo de la longitud completa con una apertura en V específica; cambia la configuración y el tonelaje permitido disminuye. Segundo, centrarse solo en la capacidad del bastidor. Las herramientas, los sistemas de sujeción y los portapunzones suelen fallar mucho antes que el bastidor.
Si el tonelaje calculado apenas roza la parte superior de la curva de carga para la apertura en V elegida, eso no es luz verde, es una advertencia. Aumenta la V, divide el doblado o cambia el método de conformado. Más potencia no salvará un bastidor de esfuerzos para los que nunca fue diseñado.
Los límites de las herramientas importan igual. Las matrices están clasificadas por tonelaje máximo por unidad de longitud; superarlo puede provocar que la matriz se abra permanentemente o se agriete. Los punzones con radios de punta pequeños intensifican el esfuerzo, y bajo un tonelaje elevado se deforman o se astillan. Las directrices de radio mínimo de punzón existen por una razón: sigue los límites del fabricante, no tu instinto.
El giro inesperado: La mayoría de los talleres asumen que los problemas de tonelaje se anuncian con alarmas, códigos de error o un ariete detenido. En realidad, el daño es incremental y silencioso: una ligera elongación del bastidor, matrices que se abren lentamente, punzones que pierden filo. Para cuando la precisión empieza a desviarse, la máquina ya ha pagado el precio. Entender los límites de tonelaje no se trata de que el doblado de hoy salga bien; se trata de fabricar las próximas diez mil piezas sin lamentarlo.
Si el tonelaje determina si la máquina sobrevive, la realidad del material determina si la pieza es correcta. La resistencia de fluencia es el umbral donde el acero deja de comportarse elásticamente y empieza a mantener un doblado permanente, y ese umbral no es constante. Los informes de prueba de molino (MTR) revelan lo que el acero realmente es, no lo que la orden de compra asumía.
El acero laminado en frío 1018 suele certificar alrededor de 370 N/mm², pero los lotes reales frecuentemente prueban de 10 a 20 % más debido a la reducción de laminado y el endurecimiento por trabajo. Esa diferencia es más que académica: es suficiente para convertir un “perfecto” doblado al aire de 90° en una pieza de 88° después del retroceso elástico. Los operadores culpan a las herramientas. En realidad, el acero era la variable.
La dirección del grano amplifica el efecto. La chapa de acero se lamina, alargando los granos a lo largo de la dirección de laminado. Doblar paralelo a esa dirección hace que esos granos estirados resistan la compresión de manera desigual, produciendo un retroceso elástico de 15 a 25 % más que un doblado transversal al grano. Doblar perpendicular al grano hace que la estructura colapse de forma más uniforme, manteniendo el ángulo mucho más consistentemente.
Esto no es teoría, es aritmética de chatarra. Aproximadamente tres cuartas partes de las dobleces inconsistentes pueden rastrearse hasta certificados de molino ignorados y a la orientación del grano. Las sorpresas de alta resistencia a la tracción son las peores infractoras: un lote de DP980 que se infiltra en un trabajo de “acero dulce” puede requerir aproximadamente 2,5 veces el sobre‑doblado del A36 solo para lograr el mismo ángulo final.
Realidad práctica: Marca la dirección del grano antes de que la lámina llegue a la plegadora. Una rápida pasada con una lima sobre la superficie la revelará al instante. ¿Sin certificado en el pallet? Asume variabilidad, planifica dobleces de prueba y valida el montaje antes de comprometerte con la producción.
El resorteo es simplemente recuperación elástica. Llevas el material más allá de su límite elástico, sueltas la carga y el metal se relaja abriéndose. El objetivo no es eliminar el resorteo—eso es irrealista—sino predecirlo con la suficiente precisión para que el ángulo terminado quede exactamente donde debe estar.
En el taller, el resorteo está determinado por tres factores: la resistencia del material, el espesor y el radio interior de la doblez. Una práctica regla general es el factor de resorteo (Ks). Para acero dulce en un doblez al aire típico—alrededor de 2 mm de espesor con un radio interior aproximadamente igual al espesor—Ks suele estar entre 1,05 y 1,20. Los aceros inoxidables y de alta resistencia aumentan rápidamente: el acero inoxidable 304 comúnmente ronda 1,18, y los aceros avanzados de alta resistencia pueden superar 1,25.
En términos prácticos, eso significa que si llevas el punzón a una parada nominal de 90° en acero inoxidable 304, a menudo sacarás la pieza y medirás algo más cercano a 86°. No hay ningún misterio involucrado—solo una recuperación elástica que no se tuvo en cuenta.
Si necesitas una estimación rápida sin software, el radio y el espesor te darán la mayor parte del resultado. A medida que el radio interior aumenta en relación con el espesor del material, el resorteo aumenta junto con él. Por ejemplo, un radio interior de 4 mm en acero laminado en frío de 2 mm normalmente se abrirá alrededor de 2° después de liberar la presión. No es una constante universal, pero es lo suficientemente cercano como para ajustar un primer golpe inteligente.
Trampa oculta: el resorteo es acumulativo. Una caja con cuatro dobleces no promedia mágicamente pequeños errores, los acumula. Si fallas cada doblez por 2°, cuando cierres la última pestaña habrás perdido 8° de paralelismo. Así es como las piezas con dobleces “dentro de especificación” terminan como chatarra en la etapa de ensamblaje.
La variación entre lotes es inevitable. Incluso el material del mismo proveedor puede comportarse de manera diferente de una colada a otra, cambiando el resorteo en un 5–15 %. El control más confiable es una tira de prueba: dobla una muestra de 100 mm al ángulo objetivo, deja que se relaje, mide la diferencia y aplica esa corrección a toda la producción.
| Material | Espesor (mm) | Ks típico (doblez al aire de 90°) | Resorteo previsto (°) |
|---|---|---|---|
| Acero dulce (A36) | 2 | 1.08 | 2,5–3 |
| Laminado en frío 1018 | 3 | 1.12 | 4–5 |
| Acero inoxidable 304 | 1.5 | 1.18 | 5–7 |
| DP980 Alta Resistencia | 2 | 1.25+ | 8–12 |
El sobrecurvado no es una solución provisional, es el método de corrección principal. Doblas deliberadamente más allá del ángulo objetivo en la cantidad esperada de recuperación elástica, luego dejas que esa recuperación lleve la pieza de vuelta a las especificaciones.
¿Apuntando a 90° en acero dulce con Ks ≈ 1,08? Lleva el punzón a unos 87°. Suelta, mide, y normalmente quedas justo en el objetivo. Este enfoque práctico sigue superando la compensación CNC predeterminada en la mayoría de los talleres reales, porque el CNC supone un factor K estable. En la realidad, K puede variar de 0,28 a 0,42 dependiendo de los certificados del material, la dirección del grano y el radio de curvado. Los operarios que validan con una tira de prueba reducen rutinariamente el desperdicio en un 40 % en trabajos de lotes mezclados.
Con radios de curvado grandes y material delgado—donde el retroceso elástico puede llegar al 15–20 %—intentar alcanzar el ángulo en un solo golpe fuerte generalmente amplifica el error. El sobrecurvado incremental es mucho más fiable. Acércate al objetivo en pasos de 1° durante dos o tres golpes; el material se asienta y la variación del ángulo disminuye drásticamente.
El acuñado puede prácticamente eliminar el retroceso elástico (Ks ≈ 1,00), pero el coste es alto: hasta diez veces la fuerza requerida y un desgaste de herramienta significativamente acelerado. Resérvalo para tolerancias de ±0,2° donde ningún otro método pasará la inspección.
Rutina de sobrecurvado en 5 pasos (sin software requerido):
Ventaja inmediata: Toma una sola hoja del trabajo actual, marca la dirección del grano y realiza una curva de prueba antes de comenzar el siguiente lote. Cuando la primera pieza de producción sale perfecta—sin perseguir el ángulo—el método se prueba por sí mismo en minutos. No es teoría. Piezas que encajan.
El efecto canoa es el modo clásico de fallo en curvados largos: el ángulo incluido es más cerrado en el centro y se abre hacia ambos extremos, dando a la pieza un perfil superficial similar a un barco. La mayoría de las explicaciones cometen un error: culpan primero al material. La variabilidad del material importa, pero solo después de entender la viga sobre la que estás doblando.
Bajo carga, una prensa plegadora no es rígida. El ariete se arquea elásticamente y la cama se flexiona, incluso en máquinas pesadas. Esta deflexión cambia la holgura entre punzón y matriz a lo largo de la herramienta. Durante el golpe, los extremos experimentan una distancia efectiva diferente que el centro. Cuando se libera la carga, el retroceso elástico no “promedia” —congela esas diferencias en la pieza.
Unos pocos milésimos de pulgada de deflexión no parecen significativos. En una doblez larga, lo son todo. Pequeños cambios en la holgura se traducen directamente en errores de ángulo, superando con frecuencia los límites de tolerancia de ±0,5°. Aumentar el tonelaje puede enmascarar el problema temporalmente, pero incrementa el esfuerzo sobre las herramientas y la máquina, acelera el desgaste e introduce nuevas variables.
Factores secundarios pueden amplificar el problema: carga descentrada de la pieza, herramientas flojas o desajustadas, respuesta hidráulica desigual entre cilindros o variaciones en las propiedades del material a lo largo de la lámina. Aun así, la física subyacente no cambia: deflexión elástica bajo carga seguida de recuperación elástica después de liberar la presión.
Diagnóstico rápido: Dobla una pieza de prueba de longitud completa y mide el ángulo en ambos extremos y en el centro. Luego gira la pieza de extremo a extremo y repite. Si el error permanece centrado en la máquina, la deflexión es la culpable. Si el error sigue a la lámina, la inconsistencia del material contribuye al problema.
En la práctica, solo hay dos formas de contrarrestar la deflexión elástica: forzar pasivamente las herramientas para que vuelvan a estar paralelas o remodelar activamente la máquina mientras está bajo carga.
Calces y alineación manual son el enfoque de menor costo. Finas láminas colocadas bajo la matriz—con mayor frecuencia cerca de los extremos—reducen la holgura efectiva donde la máquina se abre bajo carga. Si se hace con cuidado, esto puede enderezar los ángulos a lo largo de la pieza en tiradas cortas o piezas largas ocasionales. Una regla y una doblez de prueba indican cuándo estás cerca; solo unos pocos milésimos de calce pueden marcar una diferencia significativa.
El calce funciona mejor con tonelajes moderados, variedad limitada de piezas y configuraciones estables. Sus limitaciones aparecen rápidamente: iteración que consume tiempo, sensibilidad a la variación del material y la realidad de que cada cambio en espesor o longitud de doblez requiere una nueva estrategia de calce.
Compensación activa aborda el mismo problema de forma controlada y repetible. La compensación mecánica utiliza levas o soportes ajustables en el riel de la matriz para introducir una curvatura preestablecida. La compensación hidráulica aplica puntos de presión ajustables debajo de la cama o sobre el ariete. La compensación CNC integra este ajuste en el control, calculando la compensación necesaria para cada programa.
El objetivo no es que la máquina esté recta cuando no tiene carga, sino que esté recta bajo la carga de doblado. Cuando se calibra correctamente, la compensación activa produce un cierre efectivo uniforme a lo largo de toda la longitud de la herramienta, independientemente de la distribución del tonelaje.
El beneficio es la consistencia. Piezas largas, tolerancias de ángulo estrictas, espesores de material mixtos y producción de alta variedad se benefician de la compensación activa. Las compensaciones son el costo inicial y la necesidad de una calibración disciplinada, pero las ganancias en reducción de desperdicio, configuraciones más rápidas y menor incertidumbre del operador suelen superarlas.
Regla de decisión: Si el tiempo de inactividad invertido en iterar calces cuesta más que un sistema de compensación a lo largo de su vida útil, la elección ya está clara.
La mayoría de las discusiones sobre el efecto “canoa” pasan por alto el tope trasero, y esa omisión resulta costosa. Los ángulos de doblez desiguales suelen amplificarse por una carga desigual.
El tope trasero determina dónde la pieza contacta con las herramientas y cuán cuadrada se asienta respecto a la línea de doblez. Cuando una pieza larga o asimétrica se presiona más fuerte contra un dedo del tope que contra otro, la carga de doblado se desplaza. Ese desequilibrio incrementa la deflexión localizada, haciendo que un extremo de la pieza se comporte de forma diferente al otro, incluso con una compensación perfecta.
Trata el tope trasero como un sistema de posicionamiento y escuadra, no simplemente como una parada. El tope de múltiples ejes te permite sostener pestañas largas de manera uniforme y mantener la línea de doblez perpendicular a las herramientas. Para piezas grandes, los apoyos auxiliares—como rodillos o brazos laterales—evitan la caída que de otro modo distorsionaría la distribución de fuerza durante el golpe.
La calibración importa. Un tope trasero que repite con precisión pero no está escuadrado simplemente repetirá el mismo error. Pequeños errores de perpendicularidad en el tope se manifiestan rápidamente como diferencias visibles de ángulo en los extremos de las dobleces largas.
Lo que la mayoría de los artículos entiende mal: persiguen la uniformidad del ángulo con más tonelaje en lugar de mejor información.
Realiza una prueba controlada de cinco pasos tipo “canoa” y deja que la máquina te diga lo que realmente necesita.
Lo sorprendente es lo poca corrección que normalmente se necesita una vez que la deflexión, la compensación y la carga están correctamente alineadas. Cuando el efecto canoa desaparece, el control del ángulo deja de ser un juego de adivinanzas y se convierte en una configuración repetible y documentada.
La primera pieza no es una formalidad—es el punto donde termina la suposición y comienza el control. Un doblado limpio, medido correctamente, te dice si estás a punto de producir piezas buenas o generar chatarra constante. Esta lista convierte esa pieza única en un punto de decisión, no en una esperanza.
Si todavía verificas los ángulos en la prensa plegadora con un transportador, no estás midiendo realmente—estás interpretando. Las bridas curvadas, la cascarilla de laminación y la paralaje obligan a tu ojo a “promediar” una superficie que no es plana. El resultado es predecible: los talleres rutinariamente ven una sobreestimación de 0,5–1° en doblados de 90° menores a 6 mm, y el error aumenta en aceros de alta resistencia, donde el retroceso elástico continúa después de que la herramienta se abre.
Un medidor de ángulo digital convierte la medición de subjetiva a física. Con una base magnética fijada a la brida, referencia la gravedad—no la vista. Unidades de calidad resuelven hasta 0,1° promediando el contacto en toda la superficie, por lo que las pruebas en taller muestran sistemáticamente que la variación baja de ±1,2° con transportadores a ±0,3° en diez piezas con la misma configuración.
Acción a tomar: En tu próxima configuración, dobla una brida de prueba de 100 mm al valor nominal. Mídela una vez con un transportador y luego nuevamente con un medidor digital después de una espera de 30 segundos. Si las lecturas difieren en más de 0,5°, retira el transportador de la inspección de la primera pieza. Los talleres que hacen este cambio suelen reducir la chatarra relacionada con el ángulo en un 40 % en trabajos con tolerancia de ±0,5°.
Recuerda esta imagen: el transportador informa lo que tu ojo quiere creer; el medidor digital informa lo que el acero realmente hizo.
El ángulo por sí solo no define una pieza buena. La longitud de la brida es donde muchas primeras piezas “aprobadas” fallan silenciosamente más adelante, y el error casi siempre comienza por medir el lado equivocado.
Las mediciones interiores —desde la tangente de la curva hasta el borde— ocultan el crecimiento del radio. En el doblado al aire, el eje neutro se desplaza a medida que se forma el radio, y a menudo termina siendo de 10 a 20 % mayor de lo que predicen las tablas. En una pieza de acero de 2 mm doblada en una matriz en V de 16 mm, ese crecimiento oculto puede hacer que la pestaña interior parezca perfecta mientras que la dimensión exterior ya es 1–2 mm más corta.
La medición exterior —la altura de la pestaña desde la base de la pieza— revela la verdad. Captura los efectos combinados del ángulo, el radio y la deducción de doblez. Los registros de retrabajo cuentan la misma historia una y otra vez: las dimensiones interiores pasan, los ensambles fallan. En más de la mitad de estos casos, la causa raíz no es el tope trasero, sino un radio de punzón o matriz que no coincide con el material.
La disciplina que paga: En la primera pieza, mide ambos lados. Usa un calibrador para el interior si es necesario, pero utiliza un micrómetro de profundidad o un medidor de altura en el exterior para evitar deslizamientos de las mordazas en pestañas aceitosas. Las verificaciones exteriores detectan aproximadamente un 80 % más de errores de herramienta y de deducción de doblez que las mediciones interiores por sí solas.
Si la dimensión interior se ve bien pero la pestaña exterior resulta corta, no empieces a ajustar el tope trasero. Ese síntoma apunta a recuperación elástica o desajuste de radio, no a un error de posicionamiento.
Aquí es donde la mayoría de las configuraciones se descarrilan—no porque la solución sea un misterio, sino porque se ajusta el control equivocado.
Usa la profundidad del ariete solo para correcciones de ángulo. En el doblado al aire de acero dulce de menos de 4 mm, un cambio de 0,1 mm en profundidad modifica el ángulo aproximadamente 0,5°. Eso hace que la profundidad sea ideal para eliminar la recuperación elástica después de la primera verificación del ángulo. Si estás dentro de ±1° en el ángulo y las longitudes de pestaña dentro de ±0,2 mm, la profundidad es el ajuste correcto.
Cambia la herramienta cuando las dimensiones o el comportamiento del material sean fundamentalmente incorrectos. Una variación de pestaña superior a 0,3 mm, grietas o un radio visiblemente pellizcado no son problemas de profundidad. Una matriz en V más estrecha de unas 6 × el espesor del material concentra la carga y provoca un sobrecurvado central. Un radio de punzón mayor que la mitad del espesor del material favorece grietas en la fibra exterior. Ninguna cantidad de ajustes del ariete corregirá eso—solo ocultará el problema hasta la inspección.
Graba esta secuencia en la memoria muscular:
Ten presente esta imagen de advertencia: ángulos perfectos en piezas agrietadas. La profundidad del ariete puede ocultar una mala herramienta hasta que falle toda una producción.
El operador al inicio de este artículo estaba lidiando con un doblez largo que “nunca coincidía con el plano.” La solución no fue más tonelaje ni ajustes interminables, sino una inspección disciplinada de la primera pieza que reveló la verdad. Mide correctamente el ángulo, verifica la pestaña donde importa y acciona el control adecuado. Haz eso, y la primera pieza deja de ser una conjetura y se convierte en un veredicto.


















