

يخرج الجزء من المكبح وهو يبدو مثالياً — حتى يبرد، ويسترخي، ويفتح بمقدار درجتين، مما يتسبب في تجاوز التفاوت الذي وعد المخطط بأنه “مضمون”. تلك اللحظة تكشف الفجوة التي يتناولها هذا المقال: ثني المكبح ليس مشكلة هندسة؛ إنه مشكلة سلوك النظام. المخططات تصف الهندسة. لكنها لا تصف الواقع.
تفترض عمليات فك النماذج في CAD ومخططات الانحناء عالماً مثالياً: مادة موحدة، آلات صلبة تماماً، أدوات نظيفة، ومحور محايد يبقى مطيعاً حيث يضعه البرنامج. على أرض المصنع، لا تصمد أي من هذه الافتراضات أمام الواقع. النتيجة هي فجوة مستمرة بين ما يبدو صحيحاً في CAM وما يقاس فعلياً بعد التشكيل.
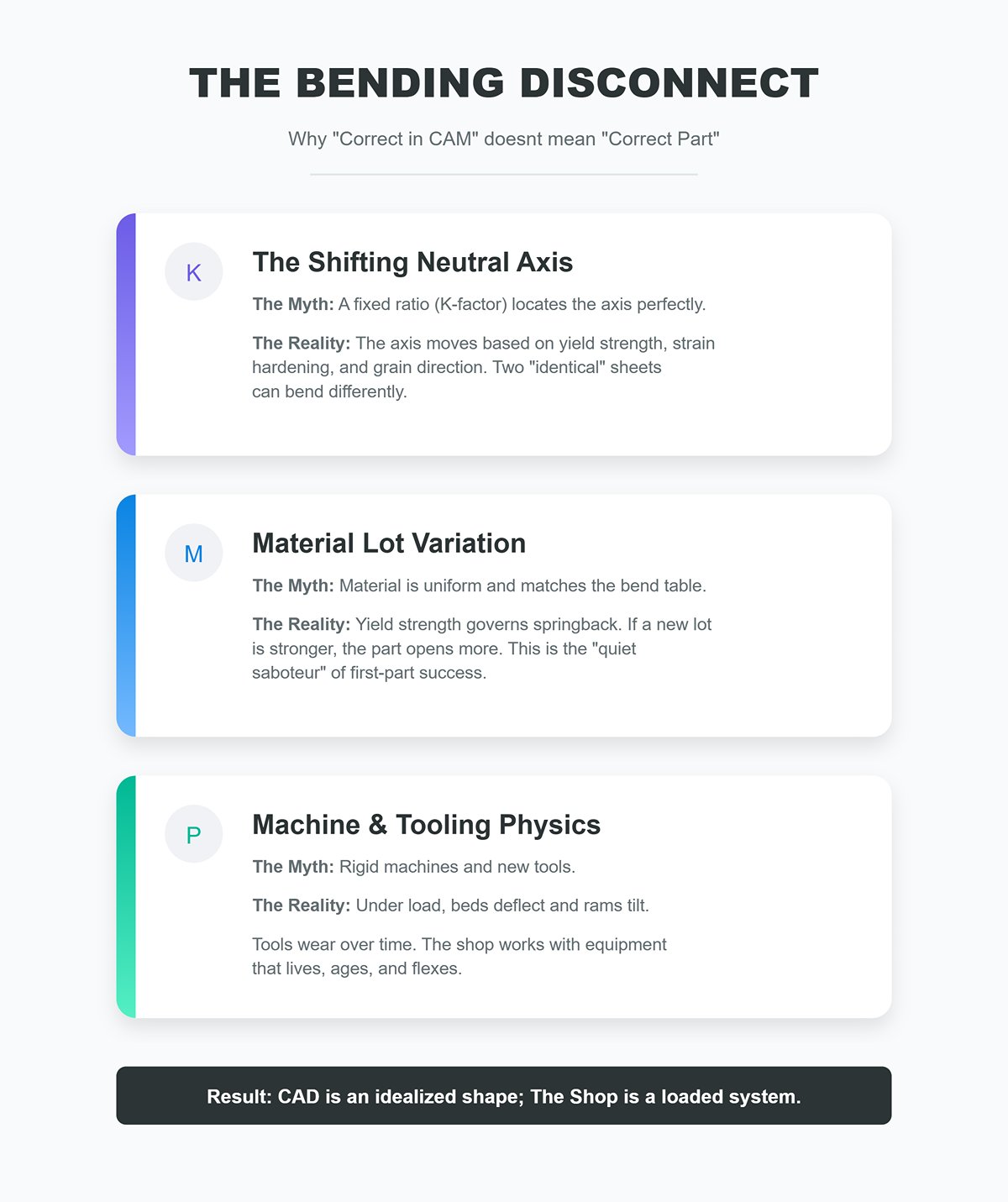
المحور المحايد ليس ثابتاً. تعتمد أنظمة CAD على عامل K — وهو نسبة تُستخدم لتحديد موقع المحور المحايد داخل سماكة المادة — لحساب الطول المسطح. في الواقع، يتحرك المحور المحايد تبعاً لمقاومة الخضوع، وتصلب الإجهاد، واتجاه الحبوب، والسماكة الحقيقية للمادة. يمكن لورقتين تحملان نفس التصنيف “ستانلس 304، 1.5 مم” أن تنحنيا بشكل مختلف بما يكفي لفقدان الزاوية وطول الحافة، حتى مع أدوات وبرامج متطابقة.
تفاوت دفعات المواد هو المخرب الصامت. تحكم مقاومة الخضوع في الارتداد المرن. إذا كانت دفعة المواد الواردة أقوى من المادة المستخدمة لبناء جدول الانحناء، فسوف يفتح الجزء أكثر بعد التفريغ. المخطط لم يتغير — لكن المادة تغيرت. بدون التحقق من سلوك المادة حسب الدفعة، يصبح نجاح القطعة الأولى مسألة حظ بدلاً من التحكم في العملية.
الآلة والأدوات جزء من الهندسة. تحت الحمل، تنحني أسرة مكبح الضغط، وتميل المكابس بمقدار ميكرونات، وتعمل أنظمة التاج للتعويض. تتآكل أنوف اللكمات، وتتقوس أكتاف القوالب، وتظهر ردود فعل في أنظمة الإرجاع الخلفي. كل واحدة من هذه تغير الهندسة الفعلية للأداة أثناء الانحناء. المخططات تفترض مكونات صلبة وجديدة؛ بينما يعمل المصنع بمعدات تعيش وتشيخ.
لهذا السبب تفشل الأجزاء التي “تطابق الفك” في الفحص. المخطط يحدد شكلاً مثالياً. المصنع ينتج نتيجة نظام محمل وغير مثالي.
الاعتقاد بأن الزاوية النهائية تساوي زاوية اللكمة زائد زاوية القالب يتجاهل المتغير المسيطر في الانحناء: الارتداد المرن. الزاوية التي تراها تحت الحمل ليست الزاوية التي يحتفظ بها الجزء بعد التفريغ.

الارتداد المرن هو استعادة مرنة، وليس خطأ. عندما يتراجع اللكمة، تطلق المادة الطاقة المرنة المخزنة وتسترخي، مما يفتح الانحناء. مقدار الارتداد المرن يعتمد على الإجهاد المفروض أثناء التشكيل، والذي بدوره تحكمه عرض فتحة الـ V، نصف قطر أنف اللكمة، طريقة الانحناء (الانحناء الهوائي، التثبيت، أو التشكيل العميق)، ومقاومة خضوع المادة.
زوايا الأدوات مجرد نقطة بداية. في الانحناء الهوائي، نادراً ما يلامس اللكمة زاوية القالب بالكامل — المادة تستقر على أكتاف القالب وتلتف حول أنف اللكمة. تغيير فتحة الـ V أو نصف قطر اللكمة يغير نصف القطر الداخلي، وتوزيع الإجهاد، وبالتالي الارتداد المرن. قد تبقى زوايا الأدوات الاسمية دون تغيير؛ لكن الانحناء الناتج لن يكون كذلك.
طريقة الانحناء أهم مما تعترف به معظم المخططات. الانحناء الهوائي يقلل من الحمل ويزيد سرعة التبديل، لكنه أيضاً ينتج أكبر تفاوت في الارتداد المرن. التثبيت يقيد الجزء بإحكام أكبر، مما يقلل التفاوت. التشكيل العميق يشوه المادة بلا رجوع عبر سماكتها، مما يقضي تقريباً على الارتداد المرن — على حساب زيادة الحمل بشكل كبير وتسريع تآكل الأدوات. يجب أن تحدد متطلبات الدقة (±0.5° مقابل ±0.1°) اختيار الطريقة، لا العادة.
الخلاصة العملية واضحة: لا يمكنك برمجة زوايا الانحناء من هندسة الأدوات وحدها. يجب قياس الارتداد المرن للمادة، والأدوات، والآلة المحددة، ثم التعويض عنه بتصحيح تجريبي — سواء عبر الانحناء الزائد أو عمق الضربة — بناءً على بيانات حقيقية.
“عدّلها حتى تمر” يبدو سريعًا. لكنه أيضًا مكلف بطرق لا تكلف معظم الورش عناء قياسها.
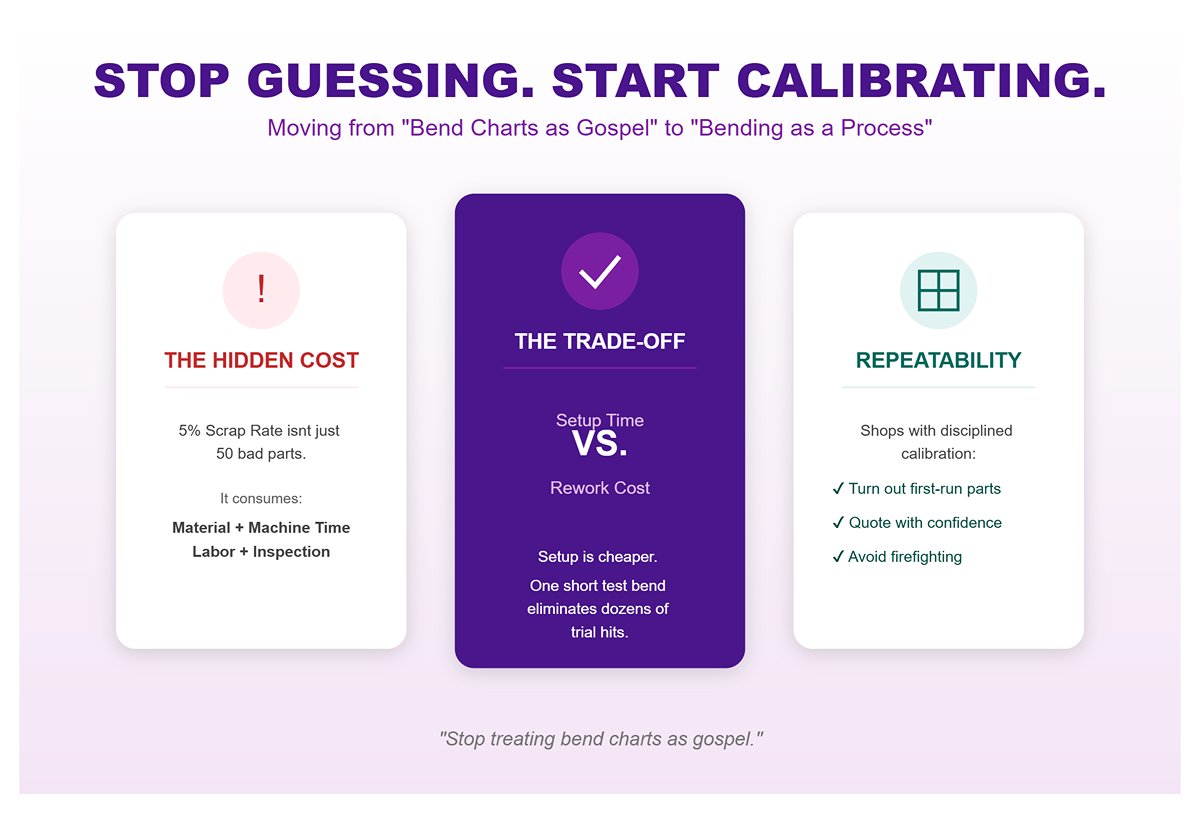
الهدر يتراكم بهدوء. معدل هدر 5% في تشغيلية من 1,000 قطعة لا يعني فقط 50 قطعة تالفة. بل يستهلك مواد، ووقت آلة، وعمالة، وقدرة فحص، ويضيف حالة من عدم اليقين إلى التسليم والتسعير. الحساب بسيط ولا يرحم: تكلفة الهدر = تكلفة القطعة × معدل الهدر × الكمية. عند إجراء الحسابات، يصبح تآكل الهامش واضحًا.
وقت الإعداد أرخص من إعادة العمل. إعداد معاير لمدة 10–15 دقيقة—باستخدام دفعة المواد الفعلية وأدوات التشكيل المقصودة—يمكن أن يلغي عشرات المحاولات التجريبية. اختبار انحناء قصير واحد، قياس الزاوية، وبرمجة الانحناء الزائد يغلق الحلقة قبل بدء الإنتاج. هذا الوقت مخطط له، ويمكن التنبؤ به، ويعوَّض أكثر من خلال تقليل الهدر واستقرار أزمنة الدورة.
القابلية للتكرار تتفوق على البطولات الفردية. الورش التي تستثمر في معايرة سريعة ومنضبطة تنتج قطعًا من التشغيل الأول تجتاز الفحص، وتقدم عروض أسعار بثقة، وتتجنب القتال المستمر مع المشاكل. أما الورش التي تعتمد على المعرفة المتوارثة و“الإحساس” فإنها ببساطة تنقل التكلفة إلى المراحل اللاحقة—إلى صناديق الهدر، والعمل الإضافي، وتنازلات العملاء.
الوعد هنا مباشر: توقف عن التعامل مع جداول الانحناء كأنها نص مقدس وابدأ في التعامل مع الانحناء كعملية قابلة للتحكم. عند القيام بذلك، تتوقف الزوايا عن “الانحراف الغامض”، يتقلص وقت الإعداد، وتنخفض الإخفاقات—ليس لأن الجدول أصبح أفضل، بل لأن فهمك أصبح أعمق.
الانحناء بالهواء هو الوضع الافتراضي في معظم الورش لأنه مرن ويتطلب قوة ضغط منخفضة نسبيًا. تلامس الصفيحة فقط طرف الكبس وكتفي القالب؛ ولا تستقر أبدًا على جدران القالب الجانبية. هذه الحقيقة وحدها تفسر كل ما يلي.
القالب—وليس الكبس—هو الذي يحدد النتيجة. نظرًا لأن المادة “عائمة” فعليًا في فتحة الـ V، فإن نصف القطر الداخلي والزاوية النهائية يتحكمان بهما فتحة الـ V وزاوية القالب، إلى جانب عمق اختراق الكبس. يمكنك تبديل زوايا الكبس طوال اليوم مع تأثير طفيف؛ لكن تغيير فتحة الـ V يغير النتيجة فورًا. لهذا السبب يقوم المشغلون ذوو الخبرة بضبط الزوايا من خلال اختيار القالب وعمق حركة الكباس—وليس بمطاردة شكل الكبس.
المقايضات التي تقبلها: أقل قوة ضغط لسماكة معينة، إعدادات سريعة، والقدرة على تشغيل نطاق واسع من الزوايا باستخدام مجموعة أدوات واحدة. في المقابل، تتعايش مع أكبر—وأكثر تغيرًا—ارتداد مرن. التغيرات في دفعة المواد، واتجاه الألياف، وانحراف الماكينة تظهر مباشرة في الزاوية. يمكن تحقيق الدقة، لكنها تجريبية: قياس، تعويض، تكرار.
الآثار العملية في الورشة: عرض فتحة الـ V له تأثير كبير على نصف القطر الداخلي والارتداد المرن (القاعدة المعروفة “حوالي 8× السماكة” هي إرشاد، وليست قانونًا). فتحات الـ V الأصغر تشد نصف القطر وتقلل الارتداد—لكنها تزيد القوة المطلوبة. الفتحات الأكبر تقلل القوة لكنها تضخم التغيرات. التاج وتوازي الكباس مهمان هنا أكثر من أي مكان آخر.
الانحناء السفلي يدفع المادة بقوة إلى زاوية القالب تحت الحمل. يستمر الكبس حتى تستقر الحواف على وجوه القالب، مما يقلل بشكل كبير من الارتداد المرن مقارنة بالانحناء بالهواء.
لماذا تختارها المتاجر: عند ضبطها بشكل صحيح، يحقق الانحناء السفلي عادة دقة زاوية حوالي ±0.5°. هذا ليس دعاية مبيعات—إنه نتيجة طبيعية لإجبار القطعة على الجلوس بالكامل داخل هندسة القالب بدلاً من أن تطفو فوقه.
ما الذي تتخلى عنه: قوة ضغط أعلى من الانحناء الهوائي ومرونة أقل. يجب أن يتطابق زاوية القالب مع زاوية القطعة المستهدفة (أو يتم تعويضها عمدًا)، ويحدد نصف قطر الثقب مباشرة نصف القطر الداخلي. تفقد القدرة على تنفيذ زوايا متعددة بسهولة من إعداد واحد.
أين تتألق: تشغيلات متوسطة الحجم مع تحملات زاوية دقيقة—خصوصًا عندما تكون دقة القطعة الأولى مهمة وتريد تقليل الانحناءات التجريبية. لا يزال الارتداد الزنبركي موجودًا، لكن نافذة التصحيح أضيق وأكثر قابلية للتنبؤ.
حقائق الإعداد: يجب أن يكون الخلوص صحيحًا لتمكين تثبيت الحافة بالكامل دون خدش. يظهر تآكل الأدوات على شكل انحراف تدريجي في الزاوية—افحص الأدوات وصقلها قبل إلقاء اللوم على البرنامج. يكافئ الانحناء السفلي اختيار الأدوات المنضبط وصيانتها.
يقوم الضغط الكامل بتشويه منطقة الانحناء بأكملها بشكل بلاستيكي لتطابق تمامًا ملفات الثقب والقالب. يتم القضاء على الارتداد الزنبركي تقريبًا لأن المادة تتشوه عبر كامل سمكها.
ما الذي تكسبه: أعلى مستوى من التكرارية وثبات الزاوية المتاح على مكبس الانحناء. عندما يكون التفاوت غير مقبول، يوفر الضغط الكامل الحل.
ما الذي يكلفه: قوة ضغط—غالبًا عدة أضعاف أكثر من الانحناء الهوائي لنفس المادة—وتآكل متسارع للأدوات ومكونات الماكينة. يصبح المحاذاة، صلابة الأدوات، وحالة السطح أمورًا حاسمة لأن إجهادات التلامس تكون شديدة.
متى يكون مبررًا: تشغيلات قصيرة بدون أي تحمل للتفاوت، أو قطع يجب القضاء على الارتداد الزنبركي فيها بالكامل وتكون الماكينة ذات قدرة كافية. الضغط الكامل ليس اختصارًا لقرارات أدوات سيئة؛ إنه مقايضة واعية للقوة والتآكل مقابل اليقين.
حقيقة صعبة: إضافة قوة ضغط لـ “إصلاح” الانحناءات غير المتسقة يخفي فقط المشاكل الحقيقية. اختيار فتحة V غير مناسب، أدوات مهترئة، أو أسرة غير مستوية ستظهر لاحقًا—غالبًا كأدوات متشققة أو آلات تالفة.
تقنية واحدة لتجربتها — خمس دقائق للحصول على زوايا أفضل
الهدف: تقليل مطاردة الزوايا في الانحناءات الهوائية دون تغيير الأدوات.
هذا النهج البسيط للمعايرة يحترم ما هو الانحناء الهوائي حقًا — عملية تجريبية — ويحوّل التباين الحتمي إلى مدخل مضبوط وقابل للتكرار.
الاختيار بين الانحناء الهوائي، والانحناء القاعدي، والسك هو ليس مسألة صح أو خطأ. بل هو مسألة تبادل متعمد بين المرونة، والقدرة، وتآكل الأدوات، وقابلية التكرار لتناسب المخطط أمامك.
تقدم معظم المقالات قاعدة 8× كوصفة. لكنها ليست كذلك. إنها أداة فرز—طريقة سريعة للوصول إلى النطاق المناسب لثني الهواء للفولاذ الطري عندما لا يُعرف الكثير من المعلومات الأخرى.
تنص القاعدة على أن فتحة الـ V يجب أن تكون تقريبًا ثمانية أضعاف سماكة المادة. تفضل الورش هذه القاعدة لأنها عادةً ما توفر قوة ضغط معقولة، نصف قطر داخلي مقبول، وارتداد نابضي يمكن التنبؤ به للفولاذ منخفض الكربون. المشكلة الخفية هي أنها تفترض بهدوء قوة شد متوسطة، وليونة متوسطة، وأطوال حافة ضمن حدود القالب. إذا تغير أي من هذه العوامل، تبدأ القاعدة في الانهيار.
طريقة أكثر فعالية لاستخدام 8×T هي كنقطة فحص أولية يتبعها ثلاثة أسئلة فورية. أولاً: هل يتطلب المخطط نصف قطر داخلي أصغر مما ستنتجه فتحة الـ V بشكل طبيعي؟ إذا كان الأمر كذلك، يجب تقليل فتحة الـ V — أو تغيير طريقة التشكيل. ثانيًا: هل المادة عالية الشد، عرضة للتصلب بالتشغيل، أو حساسة للتشقق؟ إذا كانت الإجابة نعم، يجب عادةً زيادة فتحة الـ V لتقليل القوة والضغط السطحي. ثالثًا: هل الحواف قصيرة بالنسبة لعرض القالب؟ الحواف القصيرة تركز القوة بشكل حاد ويمكن أن تتجاوز تصنيفات القالب حتى عندما تبدو القوة الإجمالية للآلة آمنة.
لهذا السبب نادرًا ما تعتمد الورش ذات الخبرة على مضاعف عالمي واحد. يفكرون ضمن نطاقات. الفولاذ الطري الرقيق قد يعمل بشكل مريح عند 8×. السماكات الأكبر غالبًا ما تنجرف إلى 9–10×. الفولاذ المقاوم للصدأ والسبائك عالية القوة غالبًا ما تنتهي عند 10–12× أو أكثر. لا تزال “القاعدة” موجودة — ولكن فقط كخطوة أولى في شجرة اتخاذ القرار، وليس القرار نفسه.
في ثني الهواء، لا يتم ختم نصف القطر الداخلي بواسطة القالب العلوي. بل يتم إنشاؤه بواسطة تدفق المادة بين طرف القالب العلوي وأكتاف القالب السفلي. فتحة الـ V هي العامل الأساسي لهذا التدفق.
من الناحية العملية، فتحة الـ V الأكبر تنتج نصف قطر داخلي أكبر وتتطلب قوة أقل. فتحة الـ V الأصغر تشد نصف القطر لكنها تتطلب قوة أكبر وتزيد الضغط السطحي. لهذا السبب يمكن لتغيير القالب وحده غالبًا تصحيح مشكلة نصف القطر دون المساس بعمق حركة المكبس.
في ثني الهواء القياسي بزاوية 90°، يجد العديد من الورش أن نصف القطر الداخلي الناتج يقع تقريبًا بين 0.02×V و0.08×V، اعتمادًا على المادة ونصف قطر طرف القالب العلوي. هذا النطاق مهم. يعني أن قالبين يلبيان كلاهما قاعدة “ثمانية أضعاف السماكة” المألوفة يمكن أن ينتجا نصف أقطار مختلفة بشكل ملحوظ — وبالتالي ارتداد نابضي مختلف — على نفس القطعة.
هنا تفشل الجداول الثابتة وتنجح الاختبارات التجريبية السريعة. قم بثني قطعة اختبار في فتحة الـ V المختارة، قس نصف القطر الداخلي، وسجله لدفعة المادة تلك. اختبار واحد يحول قاعدة تقريبية إلى نتيجة معروفة. مع مرور الوقت، تصبح هذه الملاحظات أكثر قيمة من أي جدول عام.
أكثر المفاهيم الخاطئة شيوعًا هو أن نصف قطر طرف القالب العلوي يساوي نصف القطر الداخلي. هذا غير صحيح — إلا في حالات نادرة بالصدفة.
نصف القطر الداخلي هو نتيجة مشتركة لثلاثة عوامل: نصف قطر طرف القالب العلوي، فتحة الـ V، وسلوك المادة. عندما تكون هذه العوامل غير متوازنة، يتأثر التحكم بالزاوية — حتى إذا كانت القوة المطلوبة صحيحة تقنيًا.
القالب العلوي الحاد جدًا بالنسبة لفتحة الـ V وليونة المادة يمكن أن يفرض نصف قطر ضيق غير مقصود، مما يزيد من تباين الارتداد النابضي وخطر التشقق — خاصة في الفولاذ عالي القوة. أما القالب العلوي ذو الطرف المفرط الاستدارة، فيمكن أن يمنع المادة من الاستقرار الكامل في القالب أثناء ثني الهواء، مما يؤدي إلى زوايا ناقصة الانحناء تلاحق عمق المكبس دون أن تستقر أبدًا.
إرشاد موثوق للورش هو البدء بنصف قطر طرف القالب العلوي يعادل تقريبًا نصف سماكة المادة لمعظم أنواع الفولاذ الطري والمقاوم للصدأ في ثني الهواء. هذا الشكل يميل إلى العمل جيدًا مع فتحات الـ V الشائعة وينتج زوايا مستقرة وقابلة للتكرار. المواد الأكثر ليونة مثل الألومنيوم غالبًا ما تستفيد من نصف قطر أكبر — أقرب إلى نصف القطر الداخلي المطلوب — لتقليل الترقق والعلامات السطحية.
أسرع طريقة لرؤية التأثير هي من خلال مقارنة محكومة. قم بثني نفس قطعة الاختبار في نفس فتحة الـ V وبنفس عمق المكبس، غيّر فقط نصف قطر القالب العلوي، ثم قس نصف القطر الداخلي والزاوية النهائية. الفرق نادرًا ما يكون طفيفًا — وبمجرد رؤيته، يصبح من الصعب نسيان حقيقة أن “القالب يساوي نصف القطر” مجرد أسطورة.
الأقسام السميكة والسبائك عالية الشد هي حيث تصبح القواعد البسيطة خطيرة.
مع زيادة السماكة والقوة، ترتفع القوة المطلوبة بسرعة. فرض فتحة V بمقدار 8× على مادة ثقيلة أو صلبة غالبًا ما يضغط نافذة الأمان: قطع متشققة، ارتداد نابضي غير متوقع، أو أدوات مُجهدة. في هذه الحالات، فتح القالب — غالبًا إلى 10–12× السماكة أو أكثر — ليس كسلًا؛ بل هو إدارة للمخاطر.
إذا كانت الرسومات تتطلب نصف قطر داخلي ضيق على مادة سميكة أو عالية القوة، فقد يكون الثني بالهواء ببساطة العملية الخاطئة. الثني القاعي أو التشكيل بالسك قد يركز التشوه ويثبت نصف القطر، لكن ذلك يأتي على حساب قوة أكبر بكثير وأدوات مخصصة. محاولة “التحايل” للحصول على نصف قطر ضيق في الثني بالهواء عن طريق تقليص فتحة الـ V هي الطريقة التي تتعرض بها القوالب للتلف وتبدأ الزوايا في الانحراف.
سعة القالب مهمة بقدر أهمية قوة الماكينة. الحواف القصيرة في المواد السميكة يمكن أن تركز الحمل بما يتجاوز تصنيف القالب حتى عندما تكون مكبس الثني قادرًا على ذلك. العديد من حالات فشل الأدوات لا تحدث لأن القاعدة كانت مجهولة—بل لأن تصنيفات القوالب لم يتم التحقق منها مقابل طول الحافة وفتحة الـ V المختارة.
عندما لا تناسب أي من الخيارات المثالية، غالبًا ما يكون الحل الصحيح في مرحلة مبكرة: قبول نصف قطر أكبر، إعادة تصميم الحافة، أو تغيير حالة المادة. يمكن أن تحل خيارات الأدوات العديد من المشاكل—لكن ليس قوانين الفيزياء.
معظم المناقشات حول اختيار قالب الـ V تفوت نقطة أساسية: فهي تفترض أن الحساب يحل محل الملاحظة. في الواقع، الورش الأكثر موثوقية تجعل اختبارًا قصيرًا على الماكينة جزءًا من الإعداد—وليس من حل المشاكل.
قص قطعة صغيرة من دفعة المادة الفعلية. قم بثنيها في مركز فتحة الـ V المختارة باستخدام السن المقصود وبعمق الكباس الاسمي. قم بقياس الزاوية، نصف القطر الداخلي، والارتداد. إذا كانت النتيجة غير صحيحة، قم بتغيير متغير واحد في كل مرة—فتحة الـ V أولاً، ثم نصف قطر السن، ثم الطريقة—وأعد التجربة. عادةً ما تؤدي عمليتا ثني أو ثلاث إلى الوصول إلى حل مستقر.
تنجز هذه الروتين لمدة عشر دقائق ما لا يمكن لأي قاعدة أن تنجزه: فهي ترسم سلوك المادة الفعلي بالنسبة لأدواتك وماكينتك. قاعدة 8× تقربك من الهدف. الاختبار يجعلك تصيب الهدف بدقة.
تفشل معظم الأنماط المسطحة قبل أن تصل إلى مكبس الثني. ليس لأن المكبس لا يستطيع تحقيق الزاوية، بل لأن الليزر يُطلب منه قطع خيال: خصم ثني واحد يُطبق على ثنيات تختلف في سلوكها تمامًا.
على أرض الورشة، كل ثني هو حدث محلي. تغيير فتحة القالب لتفادي حافة مرتدة، تضييق نصف القطر الداخلي للتحكم في الارتداد، أو التحول من الثني بالهواء إلى الثني القاعي بضربة واحدة—وخصم هذا الثني يتوقف عن أن يكون قابلاً للتبادل. غالبًا ما تفترض الرسومات والتجميعات خلاف ذلك. النتيجة هي الموت بالملليمترات: خطأ بمقدار 1–2 مم لكل ثني يتراكم ليؤدي إلى حواف غير متطابقة، ثقوب مشقوقة منحرفة، ومشغلي الليزر مجبرين على إعادة ترتيب القطع أثناء التشغيل.
فكر في قطعة بسيطة ذات ثنيين في فولاذ معتدل بسماكة 3 مم. أحد الثنيين يتشكل فوق فتحة V ضيقة للتفادي؛ والثني الثاني يستخدم قالبًا أوسع لتجنب العلامات. تختلف أنصاف الأقطار الداخلية، لذا يجب أن تختلف خصومات الثني—BD1 وBD2. افترض أنها متساوية وسيؤدي ذلك إلى انهيار حافة اسمية 90 مم + 65 مم إلى قطعة مسطحة بطول 84.5 مم أقصر بـ 1.2 مم. الخطأ لا يظهر عند المكبس؛ بل يظهر عند الليزر، حيث يتم إتلاف المزيد من الصفائح لأن التجميع لم يعد يناسب.
مشغلو الليزر لا يكرهون الرياضيات—إنهم يكرهون الرياضيات المجمعة. الحل هو إجراء عملي: اطرح نصف خصم الثني من كل ساق حافة، اطرح الخصم الكامل من أي قاعدة مشتركة، واحسب كل ثني بشروطه الخاصة. قاعدة بطول 6 بوصات مع ثنيين لا “تفقد” خصم واحد؛ بل تفقد خصمين نصفين. إذا فاتك ذلك، فإن القطعة المسطحة تكون خاطئة قبل أول قطع.
المحور المحايد ليس مركز الصفيحة. إنه الخط عبر السماكة حيث لا يتمدد المعدن من الخارج ولا ينضغط من الداخل أثناء الثني. موقعه يتحكم في السماح بالثني (BA) وبالامتداد خصم الثني (BD). إذا أخطأت فيه، فلن ينقذك أي تصحيح للزاوية من الحصول على قطعة مسطحة صحيحة.
في الانحناء بالهواء، يقع المحور المحايد عادة بين 0.33T و0.5T من الوجه الداخلي، ويُعبر عنه بعامل K. الانحناءات الحادة تسحبه إلى الداخل؛ بينما تدفعه أنصاف الأقطار الداخلية الأكبر إلى الخارج. قوة المادة واتجاه الحبوب مهمان بنفس القدر. الفولاذ ذو مقاومة الخضوع العالية يمكن أن يحرك المحور المحايد إلى الخارج بنسبة 10–15%، مما يطيل الألياف الخارجية أكثر من الفولاذ المعتدل تحت نفس الأدوات.
الرياضيات لا تترك مجالاً للرحمة. بالنسبة لانحناء 90°، فإن بدل الانحناء هو BA = A(π/180)(R + K·T). خذ فولاذ 1018 بسماكة 2 مم ونصف قطر داخلي 2 مم وK = 0.40: ينتج BA حوالي 3.53 مم. إذا أخطأت في K بمقدار 0.1 فقط، فإن ساق بطول 100 مم ستتمدد لتصبح تقريباً 101.8 مم. هذا ليس مسألة تقريب—إنه عدم تطابق منهجي يظهر في كل قطعة.
تعتمد معظم الورش على الإعدادات الافتراضية للبرامج، والتي تكون خاطئة عن قصد. أنظمة CAD/CAM لا تملك رؤية إلى دفعة المواد الفعلية لديك، أو اتجاه الحبوب، أو مدى شدة الانحناء بالهواء الذي تقوم به. اختبار مدته خمس دقائق في الورشة يتفوق على أي قاعدة بيانات. قم بثني شريط اختبار معلم، ثم قصه، وقس موقع الخط غير المتمدد بالنسبة للوجه الداخلي. اقسم تلك المسافة على السماكة—هذا هو عامل K الحقيقي لديك. حتى بدون الحفر الكيميائي، فإن مقارنة نمو الساق بعد الانحناء بالقيم المحسوبة ستحدد K ضمن ±0.02. هذا التصحيح الصغير يلغي معظم أخطاء المسطحات “الغامضة” في الإنتاج متعدد المواد.
الإعدادات الافتراضية هي متوسطات. الإنتاج يتطلب تفاصيل دقيقة. عامل K بقيمة 0.42 قد يكون “مقبولاً” بشكل عام للفولاذ المعتدل، لكنه غالباً ما يكون خاطئاً عندما تتغير المطاحن أو السماكة أو طرق التشكيل. التكلفة لا تظهر كتحذير في البرنامج—بل تظهر كخردة في القطعة الأولى وإعادة العمل بالليزر.
اشتقاق عامل K الخاص بك هو تمرين انحناء واحد. قص قطعة مستطيلة، برمج زاوية معروفة باستخدام أدوات معروفة، وقس أطوال الأرجل المسطحة الفعلية بعد الانحناء. حل لعامل K باستخدام معادلة بدل الانحناء بالأبعاد الحقيقية، وليس بخطوط القالب الاسمية. كرر الاختبار كلما غيرت المادة أو نطاق السماكة أو طريقة الانحناء. الانحناء بالهواء، والانحناء القاعدي، والسك Coining لا تشترك في عوامل K؛ السك على وجه الخصوص يمكن أن يقلل خصم الانحناء بحوالي 20% بسبب الضغط عبر السماكة.
البيانات التجريبية تدعم ذلك. الفولاذ المعتدل 1018 يعمل عادة حول K = 0.40 في الانحناء بالهواء، وينخفض إلى حوالي 0.35 عند الانحناء القاعدي، و0.30 عند السك. الفولاذ المقاوم للصدأ يدفع القيم أعلى—غالباً بالقرب من 0.45 في الانحناءات بالهواء—مع ارتداد أكبر يتطلب تعويض زاوي إضافي. الفولاذ عالي القوة HRPO يمكن أن يتجاوز 0.48، وهو ما يفسر سبب خطأ الجداول العامة بنصف مليمتر على سماكة 6 مم.
الالتواء غير المتوقع: معظم المقالات تتعامل مع عامل K كخاصية للمادة. لكنه ليس كذلك. إنه توقيع العملية—النتيجة المجمعة للمادة والأدوات والطريقة. عندما تختبر الورش وتثبت عامل K حسب الدفعة والطريقة، يتوقف خصم الانحناء عن كونه معرفة متوارثة ويصبح معياراً. أحد المصنّعين خفض خردة القطعة الأولى من 15% إلى 2% ببساطة عن طريق اشتقاق K قبل التعشيق وإدخال تلك القيم في برامج CNC. بقي الليزر كما هو. لم تتغير القطع الخام.
معظم أعطال مكابح الضغط لا تحدث بسبب الحسابات الخاطئة. بل تحدث لأن الورش تفترض أن الحمولة المتوسطة تنطبق بشكل موحد على طول الانحناء بالكامل. لكنها لا تفعل ذلك. الحمولة محلية، تعتمد على الطريقة، وقاسية بلا رحمة عندما تتركز. هذه هي النقطة التي إما تحمي فيها الورش معداتها—أو تقلص بهدوء سنوات من عمرها التشغيلي.
إذا أزلت النظرية، فإن قاعدة الحمولة في الانحناء بالهواء بسيطة: القوة تزداد مع مربع سماكة المادة وتقل كلما اتسع فتحة الـ V. كل شيء آخر مجرد عامل تعديل.
نسخة عملية، بمستوى الورشة، من صيغة الانحناء بالهواء تبدو هكذا:
الحمولة المطلوبة ∝ (عامل المادة) × السماكة² × طول الانحناء ÷ فتحة الـ V
لهذا السبب فإن مضاعفة السماكة لا تضاعف القوة فقط—بل تزيدها أربع مرات. ولهذا فإن توسيع فتحة القالب هو أسرع طريقة لتقليل الحمولة دون تغيير هندسة القطعة.
استخدم الفولاذ المعتدل كخط أساس. مع ارتفاع مقاومة الشد، اضرب القيم وفقاً لذلك. الفولاذ المقاوم للصدأ والفولاذ عالي القوة يرفعان الحمولة بسرعة؛ الألومنيوم يخفضها. لا تحتاج الحسابات لأن تكون مثالية لحماية الماكينة—بل يجب أن تكون صادقة بشأن الحجم.
اختيار الطريقة يضاعف كل شيء. الانحناء بالهواء هو الأساس. يتطلب الانحناء القاعدي عادةً من ثلاثة إلى خمسة أضعاف قوة الانحناء بالهواء. قد يتطلب التشكيل بالضغط (Coining) ثمانية إلى عشرة أضعاف أكثر. التحول من الانحناء بالهواء إلى الانحناء القاعدي لـ “إصلاح” اتساق الزاوية—دون إعادة التحقق من القوة—هو أحد أسرع الطرق لتحميل مكبس الثني فوق طاقته.
قاعدة عملية للإنتاج هي الحفاظ على هامش قدرة لا يقل عن 20% فوق القوة المحسوبة. إذا كان العمل لا يتم تشغيله بأمان إلا عند الحد الأقصى للآلة، فهذا ليس آمنًا—إنه مجرد نجاح مؤقت.
مثال سريع: انحناء بطول 1 متر في فولاذ معتدل بسماكة 4 مم باستخدام فتحة V حوالي عشرة أضعاف سماكة المادة يقع ضمن حدود الانحناء بالهواء. إذا تم التحول بنفس الإعداد إلى الانحناء القاعدي، تقفز القوة المطلوبة عدة مرات. وإذا تم التشكيل بالضغط، يمكن أن تتجاوز القوة المطلوبة تصنيف الآلة—even though nothing about the part يبدو أثقل. المادة لم تتغير. الطريقة هي التي تغيرت.
إليك نمط الفشل الذي تتجاهله معظم المقالات: القوة الغارقة. يحدث ذلك عندما يركز الحافة القصيرة أو الضيقة القوة في مساحة تلامس صغيرة جدًا، مما يدفع الأحمال المحلية إلى ما يتجاوز ما يمكن أن يتحمله الهيكل أو الأدوات—even when the calculated tonnage for the overall bend appears perfectly safe.
تفترض معظم حاسبات القوة أن الحمل موزع على انحناء طويل بشكل معقول. تقوم بحساب القوة لكل وحدة طول ثم تضربها في طول الانحناء الكامل. هذا المنطق ينهار عندما يكون الطول الفعّال للتلامس قصير—ألسنة، أرجل ضيقة، حواف مرتجعة صغيرة، أو انحناءات جزئية لا تلامس عرض القالب بالكامل.
الآلة لا تشعر بـ “القوة المتوسطة”. إنها تشعر بالقوة فقط حيث يلامس السن المادة فعليًا.
لإدراك الفخ قبل أن ينغلق، قم بإجراء فحصين بسيطين:
إذا بدأت تلك القوة المحلية بالاقتراب من تصنيفات الأدوات أو الحد لكل نقطة في الآلة، فأنت بالفعل في منطقة الخطر—even if the total tonnage number still looks acceptable.
الإصلاحات ميكانيكية، وليست رياضية. افتح قالب الـ V لتقليل القوة. انتقل من التشكيل السفلي إلى التشكيل بالهواء. أضف دعماً أو أدوات احتياطية لتوزيع الحمل. أو قسّم العملية بحيث لا يتركز الإجهاد في ضربة واحدة. ما لا ينجح أبداً هو تجاهل الخطر لأن لوحة البيانات تقول إنك “ضمن الحدود”.”
قدرة اللوحة ليست إذناً—إنها عنوان. التفاصيل الدقيقة موجودة في منحنى حد الحمل.
كل مكبس ثني يحتوي على منحنى يوضح الحمولة المسموح بها مقابل فتحة الـ V أو طول الثني. السبب في وجوده هو أن إجهاد الإطار ليس خطياً. القوالب الضيقة، الثنيات القصيرة، أو التحميل غير المركزي كلها تقلل ما يمكن للآلة التعامل معه بأمان—حتى عندما تبقى الحمولة الكلية أقل من الحد الأقصى المقرر.
خطآن يؤديان إلى أضرار مكلفة. أولاً, ، افتراض أن القدرة المقررة تنطبق على كل إعداد. معظم التقييمات تفترض تحميل كامل الطول موزع بالتساوي مع فتحة V محددة؛ تغيير الإعداد يخفض الحمولة المسموح بها. ثانياً, ، التركيز فقط على قدرة الإطار. الأدوات، أنظمة التثبيت، وحاملات القوالب غالباً ما تفشل قبل الإطار بكثير.
إذا كانت الحمولة المحسوبة بالكاد تلامس قمة منحنى الحمل لفتحة الـ V المختارة، فهذا ليس ضوءاً أخضر—إنه تحذير. زد فتحة الـ V، قسم الثني، أو غيّر طريقة التشكيل. قوة أكبر لن تنقذ الإطار من إجهاد لم يُصمم لتحمله.
حدود الأدوات مهمة بنفس القدر. القوالب مصنفة للحمولة القصوى لكل وحدة طول؛ تجاوزها ويمكن أن يتوسع القالب بشكل دائم أو يتشقق. القوالب ذات أنوف صغيرة تزيد الإجهاد، وتحت حمولة عالية تتشوه أو تتشقق. إرشادات الحد الأدنى لنصف قطر القالب موجودة لسبب—اتبع حدود الشركة المصنعة، لا حدسك.
التحول غير المتوقع: معظم الورش تفترض أن مشاكل الحمولة تعلن عن نفسها بأجراس إنذار، رموز أعطال، أو توقف المكبس. في الواقع، الضرر تدريجي وصامت—تمدد طفيف للإطار، فتح القوالب ببطء، فقدان الحافة للقوالب. عندما تبدأ الدقة في الانحراف، تكون الآلة قد دفعت الثمن بالفعل. فهم حدود الحمولة ليس عن تشكيل ثني اليوم؛ بل عن تشغيل العشرة آلاف قطعة القادمة دون ندم.
إذا كانت الحمولة تحدد ما إذا كانت الآلة ستنجو، فإن واقع المادة يحدد ما إذا كان الجزء صحيحاً. مقاومة الخضوع هي العتبة التي يتوقف عندها الفولاذ عن التصرف بمرونة ويبدأ في الاحتفاظ بثني دائم—وهذه العتبة ليست ثابتة. تقارير اختبار المصنع تكشف ما هو الفولاذ فعلياً، لا ما افترض أمر الشراء أنه سيكون.
غالباً ما تُعتمد شهادة الفولاذ المدرفل على البارد 1018 حول 370 نيوتن/مم²، ومع ذلك غالباً ما تختبر الدفعات الحقيقية أعلى بـ 10–20% بسبب تقليل الدرفلة والتصلب الناتج عن العمل. هذا الفارق ليس نظرياً—إنه كافٍ لتحويل ثني هوائي “مثالي” بزاوية 90° إلى قطعة بزاوية 88° بعد الارتداد. المشغلون يلومون الأدوات. في الواقع، كان الفولاذ هو المتغير.
اتجاه الحبوب يضاعف التأثير. يتم درفلة صفائح الفولاذ، مما يطيل الحبوب على طول اتجاه الدرفلة. عند الثني بشكل موازي لذلك الاتجاه، تقاوم تلك الحبوب الممدودة الانضغاط بشكل غير متساو، مما ينتج ارتداداً أكبر بنسبة 15–25% مقارنة بثني عبر الحبوب. عند الثني بشكل عمودي على الحبوب، ينهار الهيكل بشكل أكثر انتظاماً، مما يحافظ على الزاوية بشكل أكثر ثباتاً.
هذا ليس نظرية—إنه حساب الخردة. حوالي ثلاثة أرباع الثنيات غير المتسقة يمكن تتبعها إلى تجاهل شهادات المصنع واتجاه الحبوب. المفاجآت عالية الشد هي الأسوأ: دفعة من DP980 تتسلل إلى عمل “فولاذ معتدل” قد تتطلب حوالي 2.5× من الثني الزائد مقارنة بـ A36 فقط للوصول إلى نفس الزاوية النهائية.
الواقع العملي: حدد اتجاه الحبوب قبل أن تصل الورقة إلى المكبح. خدش سريع بالملف عبر السطح سيكشفه فورًا. لا توجد شهادة على المنصة؟ افترض وجود تباين، خطط لثني تجريبي، وتأكد من الإعداد قبل الالتزام بالإنتاج.
الارتداد المرن هو ببساطة الاستعادة المرنة. تدفع المادة إلى ما بعد حد الخضوع، ثم ترفع الحمل، فيسترخي المعدن ويفتح. الهدف ليس القضاء على الارتداد المرن — فهذا غير واقعي — بل التنبؤ به بدقة كافية بحيث يكون الزاوية النهائية بالضبط حيث يجب أن تكون.
على أرض الورشة، يتأثر الارتداد المرن بثلاثة عوامل: قوة المادة، السمك، ونصف قطر الثني الداخلي. قاعدة عملية مفيدة هي عامل الارتداد (Ks). بالنسبة للفولاذ المعتدل في ثني هوائي نموذجي — حوالي 2 مم سمك مع نصف قطر داخلي يساوي تقريبًا السمك — عادة ما يقع Ks بين 1.05 و 1.20. الفولاذ المقاوم للصدأ والفولاذ عالي القوة يرتفعان بسرعة: الفولاذ المقاوم للصدأ 304 غالبًا يكون حوالي 1.18، والفولاذ عالي القوة المتقدم يمكن أن يتجاوز 1.25.
بالمعنى العملي، هذا يعني أنه إذا دفعت القالب إلى توقف اسمي عند 90° على الفولاذ المقاوم للصدأ 304، غالبًا ستسحب القطعة وتقرأ أقرب إلى 86°. لا يوجد لغز هنا — مجرد استعادة مرنة لم يتم أخذها في الحسبان.
إذا كنت بحاجة إلى تقدير سريع بدون برنامج، فإن نصف القطر والسمك يمنحانك معظم الطريق. مع زيادة نصف القطر الداخلي بالنسبة لسمك المادة، يزداد الارتداد المرن معه. على سبيل المثال، نصف قطر داخلي 4 مم على فولاذ مدلفن على البارد بسماكة 2 مم سيفتح عادة حوالي 2° بعد التحرير. ليس ثابتًا عالميًا — لكنه قريب بما يكفي لضبط الضربة الأولى بذكاء.
فخ خفي: الارتداد المرن تراكمي. صندوق بأربع ثنيات لا يقوم تلقائيًا بموازنة الأخطاء الصغيرة — بل يكدسها. إذا أخطأت كل ثني بـ 2°، فبحلول الوقت الذي يغلق فيه الحافة الأخيرة تكون قد فقدت 8° من التوازي. هكذا تتحول القطع ذات الثنيات “ضمن المواصفات” إلى خردة في مرحلة التجميع.
التباين بين الدفعات أمر لا مفر منه. حتى المواد من نفس المورد يمكن أن تتصرف بشكل مختلف من دفعة إلى أخرى، مما يغير الارتداد المرن بنسبة 5–15%. التحكم الأكثر موثوقية هو شريط شاهد: قم بثني عينة بطول 100 مم إلى الزاوية المستهدفة، دعها تسترخي، قس الفرق، ثم طبق هذا التصحيح على كامل الإنتاج.
| المادة | السمك (مم) | Ks نموذجي (ثني هوائي 90°) | الارتداد المرن المتوقع (°) |
|---|---|---|---|
| فولاذ معتدل (A36) | 2 | 1.08 | 2.5–3 |
| فولاذ مدلفن على البارد 1018 | 3 | 1.12 | 4–5 |
| فولاذ مقاوم للصدأ 304 | 1.5 | 1.18 | 5–7 |
| فولاذ عالي القوة DP980 | 2 | 1.25+ | 8–12 |
الانحناء الزائد ليس حلاً مؤقتاً—إنه الطريقة الأساسية للتصحيح. تقوم بثني القطعة عمداً إلى ما بعد الزاوية المستهدفة بمقدار الارتداد المرن المتوقع، ثم تسمح للارتداد المرن بإرجاع القطعة إلى المواصفات.
تستهدف زاوية 90° في الفولاذ المعتدل مع Ks ≈ 1.08؟ ادفع القالب إلى حوالي 87°. أطلق، قِس، وستكون عادةً على الهدف تماماً. هذه الطريقة اليدوية ما زالت تتفوق على التعويض الافتراضي في CNC في معظم الورش الواقعية، لأن CNC يفترض عامل K ثابت. في الواقع، يمكن أن يتراوح K من 0.28 إلى 0.42 اعتماداً على شهادات المواد، اتجاه الحبوب، ونصف قطر الانحناء. المشغلون الذين يتحققون باستخدام شريط اختبار يقللون عادةً من الفاقد بنسبة 40% في الوظائف ذات الدفعات المختلطة.
مع أنصاف أقطار انحناء كبيرة ومواد رقيقة—حيث يمكن أن يصل الارتداد المرن إلى 15–20%—محاولة الوصول إلى الزاوية بضربة قوية واحدة غالباً ما تضخم الخطأ. الانحناء الزائد التدريجي أكثر موثوقية بكثير. اقترب من الهدف بخطوات 1° على ضربتين أو ثلاث؛ تستقر المادة، وتنخفض تباينات الزاوية بشكل كبير.
الضغط الكامل (Coining) يمكن أن يلغي تقريباً الارتداد المرن (Ks ≈ 1.00)، لكن التكلفة باهظة: حتى عشرة أضعاف القوة المطلوبة وتسارع كبير في تآكل الأدوات. احتفظ به لحالات تحمل ±0.2° حيث لا تمر أي طريقة أخرى بالفحص.
روتين الانحناء الزائد بخمس خطوات (بدون برامج):
الفوز الفوري: اسحب ورقة واحدة من الوظيفة الحالية، ضع علامة على اتجاه الحبوب، وقم بعمل انحناء تجريبي واحد قبل بدء الدفعة التالية. عندما تخرج أول قطعة إنتاج مطابقة تماماً—بدون مطاردة الزاوية—تثبت الطريقة نفسها في دقائق. ليست نظرية. قطع تناسب.
تأثير الزورق هو وضع الفشل الكلاسيكي للانحناءات الطويلة: الزاوية المضمنة تكون أكثر ضيقاً في الوسط وتفتح نحو كلا الطرفين، مما يعطي القطعة شكلاً ضحلاً يشبه القارب. معظم التفسيرات تخطئ في شيء واحد—تلوم المادة أولاً. تباين المادة مهم، لكن فقط بعد أن تفهم العارضة التي تقوم بثنيها.
تحت الحمل، مكبس الثني ليس صلباً. الكباس ينحني مرناً والسرير ينحرف، حتى في الآلات الثقيلة. هذا الانحراف يغير المسافة بين القالب والسنبة على طول الأدوات. أثناء الضربة، الأطراف تواجه فجوة فعالة مختلفة عن الوسط. عند تحرير الحمل، لا يقوم الارتداد المرن بـ “الموازنة”—بل يثبت تلك الاختلافات في القطعة.
بضع آلاف من البوصة من الانحراف قد لا تبدو مهمة. في الانحناء الطويل، هي كل شيء. تغييرات المسافة الصغيرة تتحول مباشرة إلى خطأ في الزاوية، وغالباً تتجاوز حدود تحمل ±0.5°. زيادة القوة قد تخفي المشكلة مؤقتاً، لكنها تزيد الضغط على الأدوات والآلة، تسرع التآكل، وتدخل متغيرات جديدة.
العوامل الثانوية يمكن أن تضخم المشكلة: تحميل القطعة خارج المركز، أدوات مرتخية أو غير متطابقة، استجابة هيدروليكية غير متساوية بين الأسطوانات، أو تباين في خصائص المواد عبر الورقة. ومع ذلك، الفيزياء الأساسية لا تتغير—انحراف مرن تحت الحمل يتبعه ارتداد مرن بعد التحرير.
تشخيص سريع: قم بثني قطعة اختبار بطول كامل وقِس الزاوية عند كلا الطرفين وفي الوسط. ثم اقلب القطعة من طرف إلى طرف وأعد المحاولة. إذا بقي الخطأ متمركزًا على الماكينة، فإن الانحراف هو السبب. إذا تبع الخطأ اللوح، فإن عدم اتساق المادة يضيف إلى المشكلة.
في الممارسة العملية، هناك طريقتان فقط لمواجهة الانحراف المرن: إرجاع الأدوات إلى الوضع المتوازي بشكل سلبي، أو إعادة تشكيل الماكينة أثناء تعرضها للحمل بشكل نشط.
التسوية والمحاذاة اليدوية هي النهج الأقل تكلفة. تُوضع رقائق رقيقة تحت القالب—غالبًا بالقرب من الأطراف—لتقليل الفجوة الفعلية حيث تفتح الماكينة تحت الحمل. عند القيام بذلك بعناية، يمكن أن يؤدي ذلك إلى استقامة الزوايا على طول القطعة في الإنتاج القصير أو الأجزاء الطويلة العرضية. مسطرة مستقيمة وثني تجريبي يوضحان متى تكون قريبًا؛ فبضع آلاف من البوصة من الرقائق يمكن أن تحدث فرقًا ملموسًا.
تعمل التسوية بشكل أفضل مع قوة ضغط معتدلة، تنوع محدود في الأجزاء، وإعدادات مستقرة. تظهر قيودها بسرعة: تكرار يستغرق وقتًا طويلًا، حساسية لتغير المادة، وحقيقة أن كل تغيير في السمك أو طول الثني يتطلب استراتيجية تسوية جديدة.
التاج النشط يعالج نفس المشكلة بطريقة مُتحكم بها وقابلة للتكرار. يستخدم التاج الميكانيكي الكامات أو الدعامات القابلة للتعديل في سكة القالب لإدخال تاج مُحدد مسبقًا. يطبق التاج الهيدروليكي نقاط ضغط قابلة للتعديل تحت الطاولة أو فوق المكبس. يدمج التاج CNC هذا التعديل في وحدة التحكم، ويحسب التعويض المطلوب لكل برنامج.
الهدف ليس جعل الماكينة مستقيمة عند عدم التحميل، بل مستقيمة تحت حمل الثني. عند معايرته بشكل صحيح، ينتج التاج النشط إغلاقًا فعالًا موحدًا عبر طول الأدوات بالكامل، بغض النظر عن توزيع القوة.
العائد هو الاتساق. الأجزاء الطويلة، التفاوتات الدقيقة في الزوايا، سماكات المواد المختلفة، والإنتاج عالي التنوع كلها تفضل التاج النشط. المقايضات هي التكلفة المبدئية والحاجة إلى معايرة منضبطة—لكن المكاسب في تقليل الفاقد، تسريع الإعدادات، وتقليل التخمين من المشغل عادةً ما تفوقها.
قاعدة القرار: إذا كانت فترة التوقف المستهلكة في تكرار التسوية تكلف أكثر من نظام التاج على مدى عمر خدمته، فإن الخيار واضح بالفعل.
معظم المناقشات حول ظاهرة الانحناء المقعّر تتجاهل مقياس الرجوع—وهذا التجاهل مكلف. غالبًا ما تتضخم الزوايا غير المتساوية بسبب التحميل غير المتساوي.
يحدد مقياس الرجوع مكان تلامس القطعة مع الأدوات ومدى استقامتها مع خط الثني. عندما يُضغط لوح طويل أو غير متماثل بقوة أكبر على إصبع قياس واحد مقارنة بالآخر، يتحول حمل الثني. هذا الخلل يزيد الانحراف المحلي، مما يجعل أحد طرفي القطعة يتصرف بشكل مختلف عن الآخر—حتى مع وجود تاج مثالي.
تعامل مع مقياس الرجوع كنظام تحديد موضع وضبط زوايا، وليس مجرد توقف. يتيح القياس متعدد المحاور دعم الحواف الطويلة بشكل متساوٍ والحفاظ على خط الثني عموديًا على الأدوات. بالنسبة للأجزاء الكبيرة، تمنع الدعامات المساعدة—مثل البكرات أو الأذرع الجانبية—الترهل الذي قد يشوه توزيع القوة أثناء الضربة.
المعايرة مهمة. مقياس الرجوع الذي يكرر بدقة ولكنه غير مستقيم سيكرر نفس الخطأ ببساطة. تظهر أخطاء طفيفة في العمودية عند القياس بسرعة كاختلافات زاوية مرئية عند أطراف الانحناءات الطويلة.
ما يخطئ فيه معظم المقالات: هو أنهم يطاردون توحيد الزوايا بمزيد من القوة بدلًا من معلومات أفضل.
قم بإجراء اختبار قارب مُتحكم بخمس خطوات ودع الآلة تخبرك بما تحتاجه فعليًا.
المفاجأة هي أن التصحيح المطلوب عادةً يكون قليلًا جدًا بمجرد أن يتم ضبط الانحراف والتعويض والتحميل بشكل صحيح. عندما يختفي تأثير القارب، يتوقف التحكم في الزوايا عن كونه لعبة تخمين ويصبح إعدادًا موثقًا وقابلًا للتكرار.
القطعة الأولى ليست إجراءً شكليًا—إنها النقطة التي تنتهي فيها التخمينات ويبدأ التحكم. ثني نظيف واحد، مقاس بشكل صحيح، يخبرك ما إذا كنت على وشك إنتاج قطع جيدة أو إنتاج خردة متسقة. هذه القائمة تحول تلك القطعة الواحدة إلى نقطة قرار، لا إلى أمل.
إذا كنت لا تزال تتحقق من زوايا مكبح الضغط باستخدام المنقلة، فأنت لا تقيس فعليًا—بل تفسر. الحواف المنحنية، طبقة المطحنة، والانحراف البصري تجبر عينك على “متوسط” سطح غير مسطح. النتيجة متوقعة: الورش ترى بشكل روتيني زيادة تقدير بمقدار 0.5–1° على الانحناءات 90° تحت 6 مم، ويزداد الخطأ على الفولاذ عالي الشد حيث يستمر الارتداد بعد فتح الأدوات.
المقياس الرقمي للزاوية يحوّل القياس من ذاتي إلى فيزيائي. مع قاعدة مغناطيسية مثبتة على الحافة، فإنه يعتمد على الجاذبية—لا على البصر. الوحدات عالية الجودة تقيس بدقة حتى 0.1° من خلال متوسط الاتصال عبر السطح، ولهذا تظهر التجارب في الورش انخفاض التفاوت من حوالي ±1.2° باستخدام المنقلة إلى ±0.3° عبر عشرة أجزاء بنفس الإعداد.
الإجراء المطلوب: في إعدادك التالي، قم بثني حافة اختبار بطول 100 مم إلى القيمة الاسمية. قِسها مرة بالمنقلة، ثم مرة أخرى بالمقياس الرقمي بعد تثبيت لمدة 30 ثانية. إذا اختلفت القراءات بأكثر من 0.5°، قم بإيقاف استخدام المنقلة في فحص أول قطعة. الورش التي تقوم بهذا التحول تقلل عادةً من الخردة المرتبطة بالزاوية بنسبة حوالي 40% في أعمال ذات تسامح ±0.5°.
تذكر هذه الصورة: المنقلة تعرض ما تريد عينك أن تصدقه؛ المقياس الرقمي يعرض ما فعله الفولاذ فعليًا.
الزاوية وحدها لا تحدد القطعة الجيدة. طول الحافة هو المكان الذي تفشل فيه العديد من القطع “المعتمدة” لاحقًا بهدوء، والخطأ يبدأ تقريبًا دائمًا بقياس الجانب الخطأ.
القياسات الداخلية—من مماس الانحناء إلى الحافة—تخفي نمو نصف القطر. في الانحناء الهوائي، يتحرك المحور المحايد أثناء تشكل نصف القطر، وغالبًا ما ينتهي بزيادة 10–20% عن ما تتنبأ به الجداول. في قطعة فولاذية بسماكة 2 مم منحنية في قالب V بعرض 16 مم، يمكن لهذا النمو المخفي أن يجعل الحافة الداخلية تبدو مثالية بينما البعد الخارجي بالفعل أقصر بمقدار 1–2 مم.
القياس الخارجي—ارتفاع الحافة من قاعدة القطعة—يكشف الحقيقة. فهو يلتقط التأثيرات المجمعة للزاوية ونصف القطر وخصم الانحناء. سجلات إعادة العمل تروي نفس القصة مرارًا وتكرارًا: الأبعاد الداخلية تمر، التجميعات تفشل. في أكثر من نصف هذه الحالات، السبب الجذري ليس مسطرة الرجوع—بل نصف قطر لكمة أو قالب لا يتطابق مع المادة.
الانضباط الذي يؤتي ثماره: في الجزء الأول، قم بقياس كلا الجانبين. استخدم الفرجار للقياس الداخلي إذا لزم الأمر، لكن استخدم ميكرومتر عمق أو مقياس ارتفاع للقياس الخارجي لتجنب انزلاق الفك على الشفاه الزيتية. الفحوصات الخارجية تلتقط تقريبًا 80% من الأدوات وأخطاء خصم الانحناء أكثر من القياسات الداخلية وحدها.
إذا بدا البعد الداخلي جيدًا لكن الشفة الخارجية قصيرة، لا تبدأ بمطاردة مقياس الرجوع. هذه العلامة تشير إلى ارتداد نابضي أو عدم تطابق نصف القطر—وليس خطأ في التموضع.
هنا تتعطل معظم الإعدادات—ليس لأن الحل لغز، بل لأن التحكم الخاطئ يتم ضبطه.
استخدم عمق المكبس لتصحيحات الزاوية فقط. في الانحناء الهوائي للفولاذ المعتدل أقل من 4 مم، تغيير 0.1 مم في العمق يغير الزاوية بحوالي 0.5°. هذا يجعل العمق مثاليًا لإزالة الارتداد النابضي بعد فحص الزاوية الأول. إذا كنت ضمن ±1° في الزاوية وطول الشفة ضمن ±0.2 مم، فإن العمق هو الرافعة الصحيحة.
غيّر الأدوات عندما تكون الأبعاد أو سلوك المادة خاطئة بشكل أساسي. تباين الشفة أكبر من 0.3 مم، التشقق، أو نصف قطر مضغوط بشكل واضح ليست مشاكل عمق. قالب V أضيق من حوالي 6× سمك المادة يركز الحمل ويتسبب في انحناء زائد في الوسط. نصف قطر لكمة أكبر من نصف سمك المادة يعزز التشقق في الألياف الخارجية. لا يمكن لأي تعديل في المكبس إصلاح ذلك—إنه فقط يخفي المشكلة حتى الفحص.
احفظ هذا التسلسل في ذاكرة العضلات:
احتفظ بهذه الصورة التحذيرية في ذهنك: زوايا مثالية على أجزاء متشققة. عمق المكبس يمكن أن يخفي الأدوات السيئة حتى يفشل التشغيل بالكامل.
المشغل في بداية هذه المقالة كان يقاتل انحناء طويل “لم يطابق الرسم أبدًا.” الحل لم يكن المزيد من الحمولة أو تعديلات لا تنتهي—بل كان فحصًا منظمًا للقطعة الأولى كشف الحقيقة. قس الزاوية بشكل صحيح، تحقق من الشفة حيث يهم، واسحب الرافعة الصحيحة. افعل ذلك، وستتوقف القطعة الأولى عن كونها تخمينًا وتصبح حكمًا.


















