

部品はブレーキから完璧に見える状態で出てくる—冷えて、緩み、2度開いてしまうまでは。これによって、チャートが「保証」と約束した公差が吹き飛ぶ。その瞬間がこの記事で扱うギャップを示している。プレスブレーキ曲げは幾何学の問題ではなく、システム挙動の問題なのだ。チャートは幾何学を説明するが、現実を説明してはいない。.
CAD展開や曲げチャートは理想的な世界を前提としている:均一な材料、完全に剛性のある機械、 pristineな工具、そしてソフトウェアが置いた位置に忠実に留まる中立軸。しかし現場では、その前提は一つも現実に耐えられない。その結果、CAMで正しく見えるものと、成形後に実際に測定して正しいものとの間に持続的な不一致が生じる。.
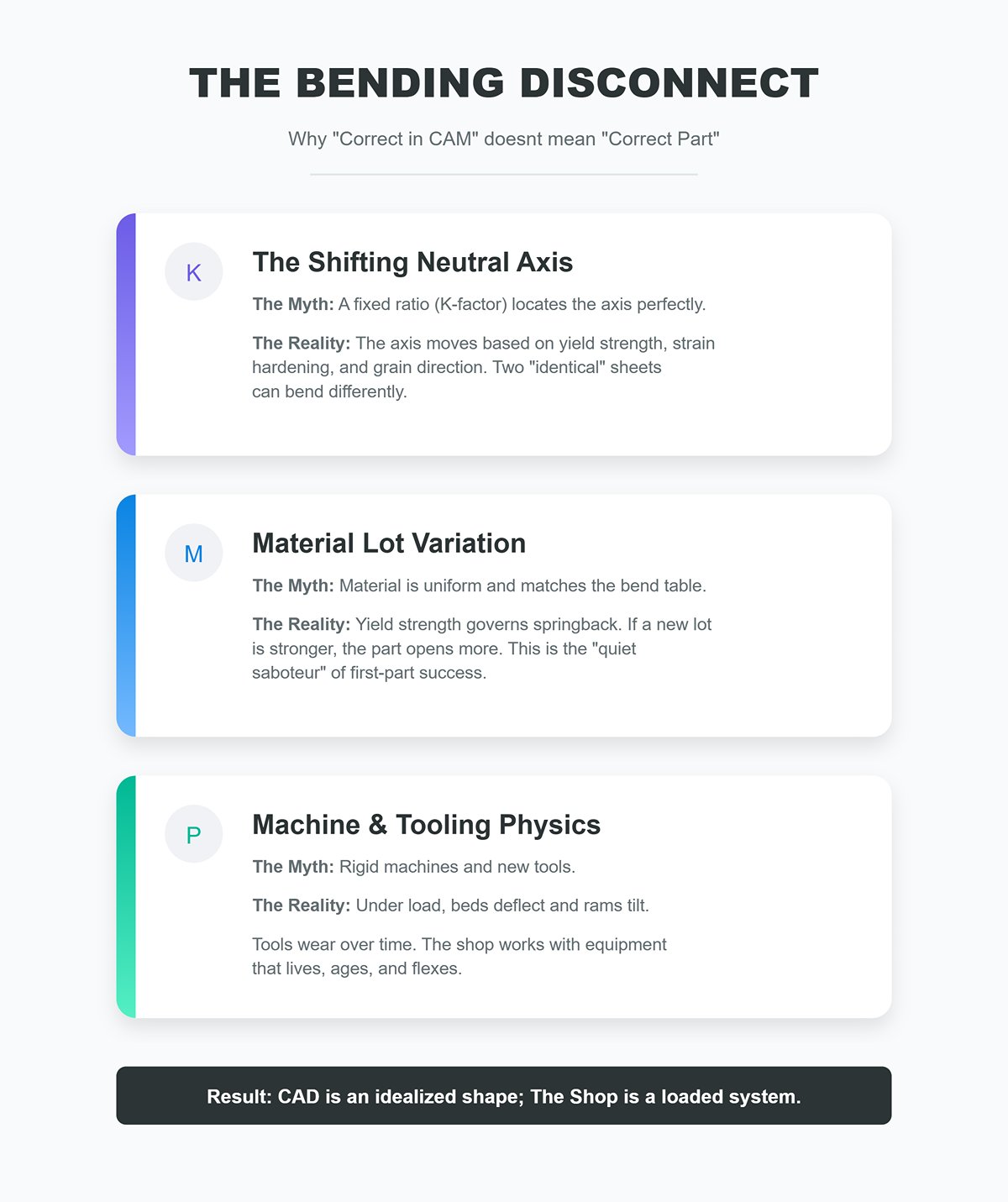
中立軸は固定されていない。. CADシステムはK係数—材料厚さ内で中立軸を位置付けるための比率—に依存して展開長を計算する。実際には、中立軸は降伏強度、加工硬化、圧延方向、そして実際の材料厚さによって移動する。「304ステンレス、1.5 mm」とラベル付けされた2枚の板でも、同じ工具とプログラムを使っていても、角度やフランジ長が外れるほど曲がり方が異なることがある。.
材料ロットの変動は静かな破壊者である。. 降伏強度はスプリングバックを支配する。入荷したロットが曲げテーブル作成時に使用した材料より強ければ、荷重解除後に部品はより開く。チャートは変わっていない—しかし材料は変わったのだ。ロットごとの材料挙動を検証しない限り、最初の部品が成功するかどうかはプロセス管理ではなく運次第になる。.
機械と工具は幾何学の一部である。. 荷重下では、プレスブレーキのベッドがたわみ、ラムがミクロン単位で傾き、クラウニングシステムが補正を行う。パンチの先端は摩耗し、ダイの肩は丸くなり、バックゲージにはバックラッシュが生じる。これらの一つ一つが曲げ中の有効工具形状を変える。チャートは剛性のある新品同様の部品を前提にしているが、現場は生きて老化する設備で作業している。.
これが、「展開と一致する」部品が検査に落ちる理由である。チャートは理想化された形状を定義する。現場は荷重を受けた不完全なシステムの結果を生み出す。.
最終角度がパンチ角度とダイ角度の合計に等しいという信念は、曲げにおける支配的な変数であるスプリングバックを無視している。荷重下で見える角度は、荷重解除後に部品が保持する角度ではない。.

スプリングバックは弾性回復であり、間違いではない。. パンチが引き戻されると、材料は蓄えられた弾性エネルギーを解放し、緩んで曲げが開く。スプリングバックの量は成形中に与えられるひずみによって決まり、それはV開口幅、パンチ先端半径、曲げ方法(エア曲げ、ボトミング、コイニング)、そして材料の降伏強度によって支配される。.
工具角度はあくまで出発点に過ぎない。. エア曲げでは、パンチはほとんどダイ角度と完全に接触することはない—材料はダイの肩に乗り、パンチ先端を包み込む。V開口やパンチ半径を変えると、内側半径、ひずみ分布、そしてスプリングバックが変わる。名目上の工具角度は変わらなくても、結果の曲げは変わる。.
曲げ方法は多くのチャートが認める以上に重要である。. エア曲げはトン数を最小化し、段取り替えを迅速にするが、スプリングバックの変動幅が最も広い。ボトミングは部品をより厳しく拘束し、変動を減らす。コイニングは材料を厚さ全体にわたって塑性変形させ、スプリングバックをほぼ消す—その代償として大幅に高いトン数と工具摩耗の加速を伴う。精度要求(±0.5°か±0.1°か)は習慣ではなく方法選択を決定すべきである。.
実用的な結論は単純だ:工具の幾何形状だけから曲げ角度をプログラムすることはできない。スプリングバックは特定の材料、工具、機械の組み合わせで測定し、実データに基づいて過曲げやストローク深さによる経験的補正を行わなければならない。.
“「通るまで微調整する」というやり方は速く感じられる。しかし、それは多くの工場がわざわざ数値化しない形で高くつく。.
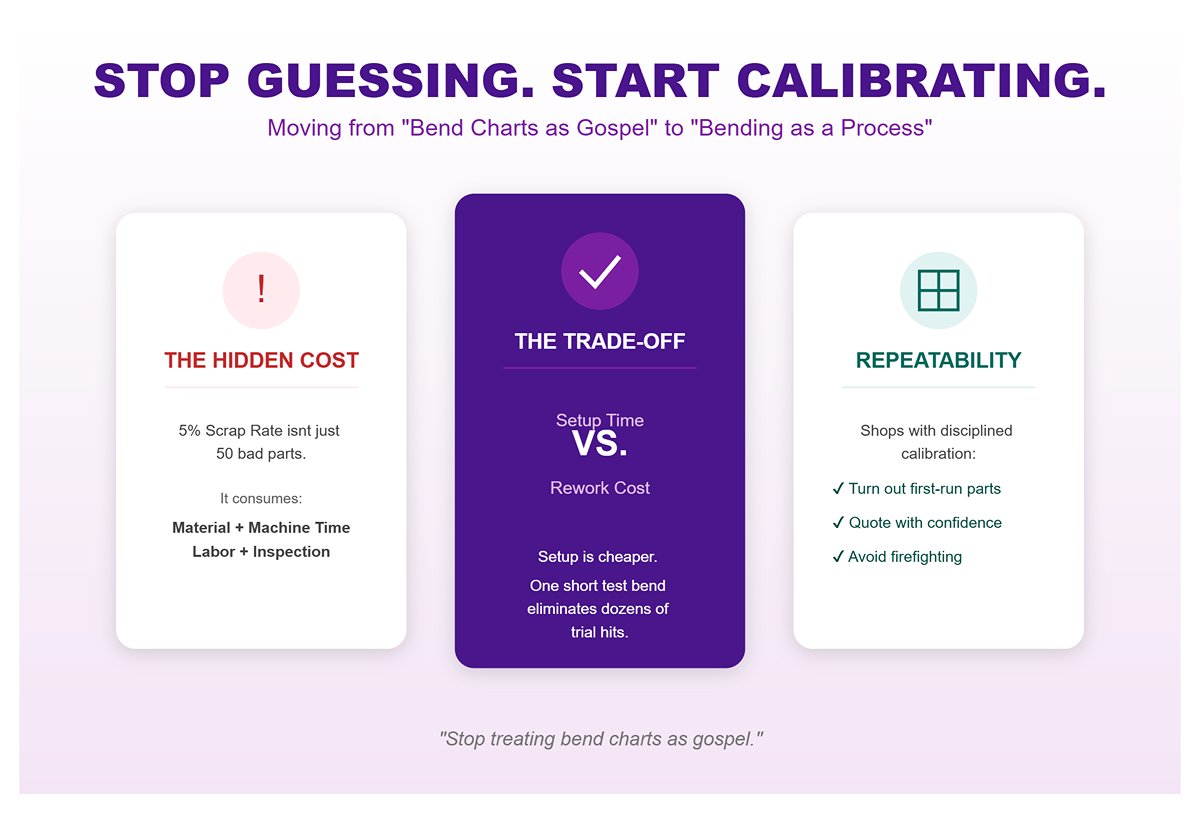
スクラップは静かに積み重なる。. 1,000個の生産でスクラップ率が5%の場合、単に50個の不良品が出るだけではない。材料、機械稼働時間、労働、検査能力を消費し、納期や見積もりに不確実性をもたらす。計算は単純で容赦ない:スクラップコスト=部品単価 × スクラップ率 × 数量。数字を出せば、利益率の侵食が明らかになる。.
セットアップ時間は手直しより安い。. 実際の材料ロットと予定の工具を使った10〜15分の校正済みセットアップは、何十回もの試し打ちを排除できる。短い試験曲げ、角度測定、プログラムされたオーバーベンドで、生産開始前にループを閉じる。その時間は計画的で予測可能であり、スクラップ削減と安定したサイクルタイムによって十分に回収される。.
再現性は英雄的努力に勝る。. 迅速で規律ある校正に投資する工場は、初回生産で検査に通る部品を作り、自信を持って見積もりを出し、常時の火消し作業を避ける。経験則や「感覚」に頼る工場は、単にコストを後工程に移すだけだ—スクラップ箱、残業、顧客への譲歩へと。.
ここでの約束は単純だ:曲げチャートを絶対視するのをやめ、曲げを制御可能なプロセスとして扱うこと。そうすれば、角度が「不思議に」ずれることがなくなり、セットアップは短縮され、失敗は減る—チャートが良くなったからではなく、あなたの理解が深まったからだ。.
エアベンディングは柔軟で比較的低い加圧力を必要とするため、多くの工場で標準となっている。板はパンチ先端とダイの両肩にしか接触せず、ダイの側壁には密着しない。この一点が、以降のすべてを説明する。.
結果を決めるのはパンチではなくダイだ。. 材料は事実上V溝内で「浮いて」いるため、内側半径と最終角度はダイのV開口幅とダイ角度、そしてパンチの押し込み深さによって決まる。パンチ角度をいくら変えても効果はわずかだが、V開口を変えれば結果は即座に変わる。経験豊富なオペレーターが角度を調整するのは、パンチ形状を追うのではなく、ダイ選択とラム深さによってだ。.
受け入れるべきトレードオフ: 同じ板厚で最も低い加圧力、迅速なセットアップ、ひとつの工具セットで幅広い角度を加工できる能力。その代わりに、最大かつ最も変動するスプリングバックを抱える。材料ロット、圧延方向、機械のたわみの変化は角度に直接現れる。精度は達成可能だが、経験的なものだ:測定、補正、繰り返し。.
重要な工場への影響: V開口幅は内側半径とスプリングバックに大きな影響を与える(よく知られる「板厚の約8倍」は指針であり法則ではない)。小さいVは半径を締め、スプリングバックを減らすが、加圧力を増加させる。大きいVは力を減らすが変動を増幅する。クラウニングとラムの平行度はここで最も重要になる。.
ボトムベンディングは、材料を荷重下でダイ角度にしっかり押し込み、パンチがフランジをダイ面に密着させるまで進む。これにより、エアベンディングと比べてスプリングバックが劇的に減少する。.
なぜショップがこれを選ぶのか: 適切に調整されると、ボトムベンディングは±0.5°程度の角度精度を日常的に達成します。これは販売の誇張ではなく、部品を浮かせるのではなく、ダイの形状に完全に座らせることによって自然に得られる結果です。.
失うもの: エアベンディングより高いトン数と柔軟性の低下。ダイの角度はターゲット部品の角度と一致する必要があり(または意図的に補正される必要があり)、パンチの半径は内側半径を直接決定します。単一のセットアップで複数の角度を気軽に実行する能力を失います。.
得意な場面: 中量生産で厳しい角度公差が求められる場合—特に最初の部品の精度が重要で、試し曲げを最小限にしたい場合。スプリングバックは依然として存在しますが、補正範囲は狭く、はるかに予測可能です。.
セットアップの現実: フランジを摩耗なく完全に座らせるためにはクリアランスが正確でなければなりません。工具の摩耗は角度の徐々のずれとして現れるため、プログラムを責める前に工具を検査し、研磨してください。ボトムベンディングは規律ある工具選択とメンテナンスを報います。.
コイニングは曲げゾーン全体を塑性変形させ、パンチとダイのプロファイルに正確に一致させます。材料が全厚にわたって降伏するため、スプリングバックはほぼ完全に排除されます。.
得られるもの: プレスブレーキで得られる最高レベルの繰り返し精度と角度の一貫性。変動が許されない場合、コイニングが答えです。.
代償: トン数—同じ材料をエアベンディングする場合の数倍になることもあり、工具や機械部品の摩耗も加速します。接触応力が極端であるため、位置合わせ、工具の硬度、表面状態が重要になります。.
正当化される場面: 変動を一切許容できない短期生産や、スプリングバックを完全に排除する必要があり、機械に十分な容量がある場合。コイニングは不適切な工具選択の近道ではなく、確実性のために力と摩耗を交換する意識的な選択です。.
厳しい真実: トン数を追加して「不安定な曲げ」を修正することは、実際の問題を隠すだけです。不適切なV開口選択、摩耗した工具、クラウンのないベッドは後に再び現れ、しばしば工具の破損や機械の損傷として現れます。.
試すべき1つの技術 — 5分でより良い角度
目標: 工具を変更せずに、エアベンドでの角度追いを減らす。.
このシンプルなキャリブレーション手法は、エアベンドが本来持つ経験的なプロセスを尊重し、避けられない変動を制御可能で再現性のある入力に変える。.
エアベンド、ボトムベンド、コイニングの選択は、正しいか間違っているかではない。目の前の図面に合わせて、柔軟性、トン数、工具の摩耗、再現性を意図的に取捨選択することだ。.
ほとんどの記事は8×ルールを処方のように提示している。そうではない。それは 優先順位付けのためのツール—ほとんど情報がない場合でも、軟鋼のエアベンディングにおける適切な範囲に素早く入るための方法。.
このルールは、V開口部を材料の厚さの約8倍にするべきだと述べています。多くの工場が好む理由は、通常、適切なトン数、許容できる内側半径、そして低炭素鋼における予測可能なスプリングバックを得られるからです。隠れた問題は、このルールが平均的な引張強度、平均的な延性、そしてダイの限界内に収まるフランジ長を暗黙のうちに仮定していることです。そのうちの一つでも変われば、このルールは崩れ始めます。.
8×Tをより効果的に使う方法は、初期のチェックポイントとして使用し、続けて3つの質問を行うことです。第一に、図面はそのV開口部が自然に生み出すよりも小さい内側半径を要求しているか?もしそうなら、Vを小さくするか、成形方法を変える必要があります。第二に、材料が高引張強度で、加工硬化しやすく、または割れやすい性質を持っているか?もしそうなら、通常はトン数と表面ひずみを減らすためにVを広げるべきです。第三に、フランジがダイ幅に比べて短いか?短いフランジはトン数を集中させ、機械全体のトン数が安全に見えてもダイの定格を超えることがあります。.
これが、経験豊富な工場が単一の普遍的な倍率に頼らない理由です。彼らは範囲で考えます。薄い軟鋼は8×で快適に作業できます。厚いゲージでは9〜10×に移行することが多いです。ステンレス鋼や高強度合金は通常10〜12×以上になります。「ルール」は依然として存在しますが、それは意思決定の最初のステップであり、決定そのものではありません。.
エアベンディングでは、内側半径はパンチによって刻印されるものではありません。それは パンチ先端とダイの肩の間での材料の流れによって 作られます。V開口部はその流れの主要な要因です。.
実用的には、V開口部が大きいほど内側半径は大きくなり、必要なトン数は少なくなります。Vが小さいと半径は締まり、必要な力が増え、表面ひずみが大きくなります。これが、ダイだけを変更することで、ラム深さに触れずに半径の問題を修正できる理由です。.
標準的な90°エアベンディングでは、多くの工場が得られる内側半径は材料やパンチ先端半径によって、おおよそ0.02×Vから0.08×Vの範囲に収まると見ています。この範囲は重要です。つまり、同じ「厚さの8倍」というガイドラインを満たす2つのダイでも、同じ部品で明らかに異なる半径—そして異なるスプリングバック—を生み出す可能性があるということです。.
ここで静的なチャートは役に立たず、迅速な経験的テストが効果を発揮します。選んだVで試験片を曲げ、内側半径を測定し、その材料バッチの記録を残します。1回のテストで経験則を既知の結果に変えられます。時間が経つにつれ、その記録は一般的なチャートよりも価値を持つようになります。.
最も根強い誤解は、パンチ先端半径が内側半径と等しいというものです。実際はそうではなく、偶然一致することは稀です。.
内側半径は、パンチ先端半径、V開口部、材料の挙動という3つの要素の組み合わせによって決まります。これらのバランスが崩れると、トン数が正しくても角度の制御が悪化します。.
V開口部や材料の延性に対してパンチが鋭すぎると、意図しない小さな半径を強制し、スプリングバックの変動や割れのリスクを増大させます—特に高強度鋼では。逆にパンチが鈍すぎると、エアベンディング中に材料がダイに完全に座らず、ラム深さを追い続けても安定しない曲げ不足の角度を生みます。.
信頼できる工場のガイドラインは、軟鋼やステンレス鋼のエアベンディングでは材料厚さの約半分のパンチ先端半径から始めることです。この形状は一般的なV開口部とよく合い、安定した再現性のある角度を生みます。アルミニウムのような柔らかい材料は、薄化や表面の傷を減らすため、希望する内側半径に近い大きめのパンチ半径が有効なことが多いです。.
効果を最も早く確認する方法は、制御された比較です。同じ試験片を同じV、同じラム深さで曲げ、パンチ半径だけを変えて、内側半径と最終角度を測定します。その違いはほとんど微妙ではなく、一度見れば「パンチ=半径」という神話は忘れにくくなります。.
厚い断面や高引張合金は、単純なルールが危険になる領域です。.
厚さと強度が増すにつれて、必要なトン数は急速に増加します。重く硬い材料に8×Vを強制すると、安全の余裕が狭まり、部品の割れ、予測不能なスプリングバック、または工具の過負荷につながります。このような場合、ダイを広げる—しばしば厚さの10〜12倍以上にする—ことは怠慢ではなく、リスク管理なのです。.
厚板や高強度材料で図面が厳しい内側半径を要求している場合、エアベンディングは単に不適切な工程である可能性があります。ボトムベンディングやコイニングは変形を集中させ、半径を固定しますが、その代償としてはるかに大きな力と専用工具が必要になります。Vを縮めてエアベンディングで厳しい半径を「ごまかそう」とすると、金型が損傷し、角度が安定しなくなります。.
金型の容量は機械のトン数と同じくらい重要です。厚板で短いフランジは、プレスブレーキ自体が対応可能であっても、金型の定格を超える荷重を集中させることがあります。多くの工具破損は、ルールを知らなかったからではなく、金型の定格がフランジ長と選択したVに対して確認されなかったために起こります。.
理想的な選択肢がどれも適合しない場合、正しい答えはしばしば工程の上流にあります。より大きな半径を受け入れる、フランジを再設計する、または材料条件を変更することです。工具の選択は多くの問題を解決できますが、物理法則は変えられません。.
Vダイ選択の議論の多くは重要な点を見落としています。それは、計算が観察を置き換えると仮定していることです。実際には、最も信頼できる工場は短時間の機上テストを形式化し、それをセットアップの一部として扱います—トラブルシューティングではなく。.
実際の材料バッチから小さなクーポンを切り出します。選択したVの中央で、意図したパンチを使い、標準のラム深さで曲げます。角度、内側半径、スプリングバックを測定します。結果が外れていれば、変更します。 一度に一つの変数—まずV開口、次にパンチ半径、その次に方法—を変更し、繰り返します。通常、2〜3回の曲げで安定した解決策に収束します。.
この10分間の手順は、どんなルールでもできないことを達成します。それは、実際の材料の挙動を工具と機械に対応させることです。8×ルールは近づけます。テストは正確にします。.
多くの展開図はプレスブレーキに届く前に失敗します。. ブレーキが角度を出せないからではなく、レーザーが架空のものを切らされるからです—全く異なる挙動をする曲げに同じ曲げ減算を適用しているのです。.
工場の現場では、すべての曲げは局所的な出来事です。リターンフランジをクリアするためにダイ開口を変更したり、スプリングバックを制御するために内側半径を小さくしたり、単発でエアベンディングからボトミングに切り替えたりすると、その曲げの減算は互換性を失います。図面やネスはしばしばそうではないと仮定します。その結果、ミリ単位の誤差による死—曲げごとに1〜2 mmの誤差が蓄積し、フランジのずれ、スロット穴の位置ずれ、レーザーオペレーターが途中で部品を再ネスせざるを得なくなります。.
3 mmの軟鋼で単純な2曲げ部品を考えてみましょう。一つの曲げはクリアランスのために狭いVで成形され、もう一つはマーキングを避けるために広いダイを使用します。内側半径が異なるため、曲げ減算も異なる必要があります—BD1とBD2です。これらが等しいと仮定すると、名目上90 mm + 65 mmのフランジは84.5 mmの展開図に縮み、1.2 mm短くなります。この間違いはブレーキでは明らかにならず、レーザーで発覚します。そこでネスが合わなくなり、20%分の板材が廃棄されます。.
レーザーオペレーターは数学を嫌っているのではなく、平均化された数学を嫌っているのです。. 修正は手順です:各フランジ脚から曲げ減算の半分を引き、共有ベースからは全減算を引き、すべての曲げを個別に計算します。2つの曲げがある6インチのベースは「1つのBDを失う」のではなく、2つの半BDを失います。これを見落とすと、最初の切断前にブランクが間違ってしまいます。.
中立軸は板の中心ではありません。. それは、曲げの際に外側で伸びず、内側で縮まない板厚内の線です。その位置が曲げ許容(BA)を決定し、ひいては曲げ減算(BD)を決定します。これを間違えると、どんな角度補正をしても展開図は正しくなりません。.
エアベンディングでは、中立軸は通常、内側面から0.33T〜0.5Tの間に位置し、Kファクターとして表されます。鋭い曲げは中立軸を内側に引き込み、大きな内側半径は外側に押し出します。材料の強度や繊維方向も同じくらい重要です。高降伏強度の鋼材は、中立軸を10〜15%外側に移動させ、同じ工具条件下で軟鋼よりも外側繊維をより伸ばします。.
計算には一切の甘さがありません。90°曲げの場合、曲げ補正量(BA)は BA = A(π/180)(R + K·T) です。2 mmの1018鋼、内側半径2 mm、K = 0.40とすると、BAは3.53 mmになります。Kをわずか0.1間違えるだけで、100 mmの脚がほぼ101.8 mmに伸びます。これは単なる四捨五入の問題ではなく、部品ごとに現れる体系的な不一致です。.
多くの工場は、設計上誤ったソフトウェアのデフォルト値に依存しています。. CAD/CAMシステムは、実際の材料ロット、繊維方向、またはエアベンディングの強さを把握できません。5分の工場テストはどんなデータベースよりも優れています。マーキングしたテストストリップを曲げ、断面を切り、伸びていない線が内側面からどこにあるかを測定します。その距離を板厚で割れば、それが真のKファクターです。エッチングなしでも、曲げ後の脚の伸びを計算値と比較すれば、Kを±0.02以内で特定できます。この小さな補正で、混合材料生産におけるほとんどの「謎の」展開誤差がなくなります。.
デフォルトは平均値です。生産には具体性が必要です。. Kファクター0.42は軟鋼に広く「許容」されるかもしれませんが、製鋼所、板厚、成形方法が変わると同じくらい間違っていることもあります。そのコストはソフトウェア警告として現れるのではなく、初品の廃棄やレーザー再加工として現れます。.
自分でKファクターを導くのは単一曲げの作業です。矩形のブランクを切り、既知の角度と既知の工具でプログラムし、曲げ後の実際の脚長を測定します。曲げ補正量の式に実寸を入れてKを求めます。材料、板厚範囲、曲げ方法を変えるたびにテストを繰り返します。エアベンディング、ボトミング、コイニングではKファクターは共有されません。特にコイニングでは、板厚方向の圧縮により曲げ減量が約20%減少することがあります。.
実測データがこれを裏付けています。軟鋼1018はエアベンディングで通常K = 0.40程度、ボトミングでは約0.35、コイニングでは0.30程度に下がります。ステンレス鋼はより高く、エアベンディングでしばしば0.45近くになり、スプリングバックが大きく追加の角度補正が必要です。高強度HRPOは0.48を超えることがあり、これが汎用表が6 mm材で0.5 mmも誤差を出す理由です。.
予想外のひねり: 多くの記事はKファクターを材料特性として扱っていますが、そうではありません。それはプロセスの署名であり、材料、工具、方法の組み合わせの結果です。工場がロットとプロセスごとにKをテストして固定すると、曲げ減量は経験則ではなく標準になります。ある製造業者は、ネスティング前にKを導き出し、その値をCNCプログラムにフィードバックするだけで、初品廃棄を15%から2%に削減しました。レーザーは同じ、ブランクも変わりませんでした。.
多くのプレスブレーキの故障は、計算ミスが原因ではありません。工場が平均トン数が曲げ全体に均一に適用されると仮定することが原因です。そうではありません。トン数は局所的で、方法依存であり、集中すると容赦なく機械を痛めます。ここが、工場が設備を守るか、密かに寿命を削るかの分かれ目です。.
理論を取り除けば、エアベンディングのトン数ルールは単純です:力は板厚の二乗に比例し、V開口が広くなると減少します。その他はすべて修正要素です。.
実用的で工場向けのエアベンディング式は次のようになります:
必要トン数 ∝ (材料係数) × 板厚² × 曲げ長 ÷ V開口
だから板厚を倍にすると、力は単に倍になるのではなく、4倍になります。そして、ダイの開口を広げることが、部品形状を変えずにトン数を減らす最速の方法です。.
軟鋼を基準にしてください。引張強度が上がると、それに応じて掛け算します。ステンレスや高強度鋼はトン数を急速に増加させ、アルミニウムは減少させます。計算は完璧である必要はありませんが、規模について正直である必要があります。.
方法の選択はすべてを倍増させます。. エアベンディングが基準です。ボトミングは通常、エアベンドのトン数の3~5倍を必要とします。コイニングは8~10倍の力を要することがあります。角度の一貫性を「修正」するために、エアベンディングからボトミングへ切り替える際にトン数を再確認しないことは、プレスブレーキを過負荷にする最も速い方法の一つです。.
実用的な生産ルールとして、計算されたトン数より少なくとも20%の容量余裕を確保することが重要です。もし作業が機械の限界でしか安全に稼働できない場合、それは安全ではなく、単に一時的に成功しているだけです。.
簡単な例: 4mmの軟鋼を、材料厚さの約10倍のV開口で1m曲げる場合、エアベンディングの範囲内に十分収まります。同じセットアップをボトミングに切り替えると、トン数は数倍に跳ね上がります。コイニングにすると、必要な力が機械の定格を超える可能性があります—部品について何も変わっていないのに。 見た目が 重くなったわけではありません。材料は変わっていません。変わったのは方法です。.
ほとんどの記事が見落としている故障モードがこちらです: 沈み込みトン数. 。これは、短いまたは狭いフランジが非常に小さい接触面に力を集中させ、局所的な荷重がフレームや工具の許容範囲を超える場合に発生します—全体の曲げに対する計算上のトン数が完全に安全に見える場合でも。.
ほとんどのトン数計算機は、荷重が適度に長い曲げに分散されることを前提としています。単位長さあたりの力を計算し、それを曲げ全長に掛けます。この論理は、 有効 接触長が短い場合—タブ、狭い脚、小さなリターンフランジ、またはダイ全幅を使用しない部分曲げ—には成り立ちません。.
機械は「平均トン数」を感じるわけではありません。パンチが実際に材料に触れている部分だけに力を感じます。.
このトラップが閉じる前に捕まえるには、2つの簡単なチェックを行います:
もしその局所的な力が工具の定格や機械のポイントごとの限界に近づき始めたら、総トン数の数値がまだ許容範囲に見えていても、すでに危険ゾーンに入っています。.
修正は数学的ではなく、機械的なものです。. Vダイを開いて力を減らす。ボトミングからエアベンディングに戻す。荷重を分散させるためにサポートやバックアップ工具を追加する。または、作業を分割して一度の打撃で応力が集中しないようにする。決して効果がないのは、銘板のトン数が「限界内」と書かれているからといってリスクを無視することです。“
銘板のトン数は許可ではなく、見出しです。細かい条件は荷重限界曲線に記されています。.
すべてのプレスブレーキには、V開口や曲げ長さに対する許容トン数を示す曲線があります。これはフレームの応力が線形ではないために存在します。狭いダイ、短い曲げ、またはオフセンターの荷重は、総トン数が定格最大値以下であっても、機械が安全に扱える能力を減少させます。.
高額な損害につながる二つの誤りがあります。. 第一に, 、定格容量がすべてのセットアップに適用されると仮定すること。ほとんどの定格は、特定のV開口で全長に均等に荷重を分布させることを前提にしています。セットアップを変えると許容トン数は下がります。. 第二に, 、フレーム容量だけに注目すること。工具、クランプシステム、パンチホルダーは、フレームよりずっと早く故障することが多いです。.
計算したトン数が選択したV開口の荷重曲線の上限にかすった場合、それは青信号ではなく警告です。Vを大きくする、曲げを分割する、または成形方法を変える。より大きな馬力では、設計されていない応力からフレームを救うことはできません。.
工具の限界も同じくらい重要です。ダイは単位長さあたりの最大トン数で定格されており、それを超えるとダイは永久に広がったり亀裂が入ったりします。小さなノーズ半径を持つパンチは応力を強め、高トン数下では変形や欠けが発生します。最小パンチ半径のガイドラインは理由があって存在します—メーカーの限界に従い、感覚に頼らないでください。.
予想外の展開: 多くの工場は、トン数の問題はアラーム、故障コード、またはラムの停止で知らせてくれると考えています。実際には、損傷は徐々に静かに進行します—微妙なフレームの伸び、ダイの徐々の開き、パンチの刃先の劣化。精度が揺らぎ始めた時には、機械はすでに代償を払っています。トン数限界を理解することは、今日の曲げを成形するためではなく、次の1万個の部品を後悔なく生産するためなのです。.
トン数が機械の生存を左右するなら、素材の現実は部品の正しさを左右します。降伏強度は、鋼が弾性的な挙動をやめ、永久的な曲げを保持し始める閾値であり、その閾値は一定ではありません。ミル試験報告書(MTR)は、鋼が実際に何であるかを示し、発注書が想定したものではありません。.
冷間圧延1018は通常約370 N/mm²で認証されますが、実際のヒートでは圧延減少や加工硬化により10〜20%高くなることがよくあります。この差は単なる学術的なものではなく、完璧な90°エアベンドをスプリングバック後に88°の部品に変えてしまうほどです。作業者は工具を責めますが、実際には鋼が変数だったのです。.
粒方向はその効果を増幅します。鋼板は圧延され、圧延方向に沿って粒が伸びます。その方向に平行に曲げると、伸びた粒が不均一に圧縮を抵抗し、横粒曲げより15〜25%多くスプリングバックを生じます。粒に垂直に曲げると、構造がより均一に崩れ、角度をはるかに安定して保持します。.
これは理論ではなく、廃棄計算です。不一致な曲げの約4分の3は、無視されたミル証明書と粒方向に起因します。高引張強度の予期せぬ材料は最悪の犯人です。「軟鋼」の仕事にDP980のバッチが紛れ込むと、同じ最終角度を得るためにA36の約2.5倍のオーバーベンドが必要になることがあります。.
実用的な現実: ブレーキにシートが届く前に、必ず繊維方向をマーキングしてください。表面に軽くヤスリで傷をつければすぐに判別できます。パレットに証明書がない場合は、ばらつきがあると仮定し、試し曲げを計画し、生産に入る前にセットアップを確認してください。.
スプリングバックとは単に弾性回復のことです。材料を降伏点を超えるまで押し込み、荷重を解放すると、金属は開く方向にリラックスします。目標はスプリングバックを完全に排除することではありません—それは非現実的です—正確に予測して、完成した角度が必要な位置にぴったり収まるようにすることです。.
工場の現場では、スプリングバックは材料強度、厚さ、そして内側曲げ半径の三つによって決まります。便利な経験則としてスプリングバック係数(Ks)があります。軟鋼の典型的なエアベンド—厚さ約2 mmで内側半径がほぼ厚さと同じ—では、Ksは通常1.05から1.20の間に収まります。ステンレスや高強度鋼は急速に上昇します。304ステンレスは一般的に約1.18、高度な高強度鋼は1.25を超えることもあります。.
実際には、304ステンレスで公称90°ストップまでパンチを押し込むと、部品を取り出して測定すると86°に近い値になることが多いです。そこに謎はありません—単に考慮されなかった弾性回復です。.
ソフトウェアなしで簡単に見積もる必要がある場合、半径と厚さでほとんど予測できます。内側半径が材料厚さに対して大きくなるほど、スプリングバックも増加します。例えば、2 mmの冷間圧延鋼に4 mmの内側半径を持たせると、解放後に通常約2°開きます。これは普遍的な定数ではありませんが、最初の曲げを賢く設定するには十分近い値です。.
隠れた落とし穴: スプリングバックは累積します。4曲げの箱は小さな誤差を魔法のように平均化することはなく、それらを積み重ねます。各曲げを2°ずつ外すと、最後のフランジを閉じる頃には平行度が8°失われます。これが「規格内」の単一曲げ部品が組立段階でスクラップになる理由です。.
ロットごとのばらつきは避けられません。同じ供給元の材料でも、ヒートごとに挙動が異なり、スプリングバックが5〜15%変動することがあります。最も信頼できる管理方法は試験片です。100 mmのサンプルを目標角度に曲げ、解放して差を測定し、その補正値を全体の生産に適用します。.
| 材質 | 厚さ (mm) | 典型的なKs (90° エアベンド) | 予測スプリングバック (°) |
|---|---|---|---|
| 軟鋼 (A36) | 2 | 1.08 | 2.5–3 |
| 冷間圧延1018 | 3 | 1.12 | 4–5 |
| 304ステンレス | 1.5 | 1.18 | 5–7 |
| DP980 高強度 | 2 | 1.25+ | 8–12 |
オーバーベンドは代替策ではなく、核心的な修正方法です。予想されるスプリングバック量だけ目標角度を超えて曲げ、弾性回復によって部品を規格に戻します。.
Ks ≈ 1.08 の軟鋼で90°を狙う場合は、パンチを約87°まで押し込みます。解放して測定すると、通常はほぼ目標通りになります。この実践的な方法は、多くの現場でCNCのデフォルト補正より優れています。なぜならCNCは安定したK係数を前提としているからです。実際には、Kは材料証明書、繊維方向、曲げ半径によって0.28から0.42まで変動します。テストストリップで検証するオペレーターは、混合ロット作業でスクラップを40%削減することが日常的です。.
大きな曲げ半径や薄い材料では、スプリングバックが15〜20%に達することがあり、1回の強打で角度を狙うと誤差が拡大します。段階的なオーバーベンドの方がはるかに信頼性があります。2〜3回の打撃で1°ずつ目標に近づけると、材料が落ち着き、角度のばらつきが劇的に減少します。.
コイニングはスプリングバックをほぼ完全に排除できます(Ks ≈ 1.00)が、代償は大きく、必要トン数が最大10倍になり、工具摩耗も急速に進みます。±0.2°の公差で他の方法では検査に通らない場合にのみ使用してください。.
5ステップ・オーバーベンド手順(ソフト不要):
即効の成果: 現在の作業から1枚のシートを取り出し、繊維方向をマークして、次のバッチを始める前に1回の試験曲げを行います。最初の生産部品が角度ぴったりで出てくれば—角度調整の必要なし—この方法は数分で効果を証明します。理論ではなく、ぴったり合う部品です。.
カヌー効果は典型的な長尺曲げの失敗モードです。中央の角度が最も狭く、両端に向かって開き、浅い舟形のプロファイルになります。多くの説明は一つ間違えています—最初に材料を責めるのです。材料の変動は重要ですが、その前に曲げている梁を理解する必要があります。.
荷重下では、プレスブレーキは剛性がありません。ラムは弾性的に反り、ベッドもたわみます。これは重機でも同じです。このたわみは工具の長さに沿ったパンチとダイのクリアランスを変化させます。打撃中、両端は中央とは異なる実効ギャップを経験します。荷重が解放されると、スプリングバックは「平均化」せず、その差を部品に固定します。.
数千分の1インチのたわみは大したことないように聞こえますが、長尺曲げではそれがすべてです。わずかなクリアランス変化が直接角度誤差に変わり、±0.5°の公差を簡単に超えることがあります。トン数を増やすことで一時的に問題を隠せますが、工具や機械へのストレスが増え、摩耗が早まり、新たな変数を導入します。.
副次的要因が問題を拡大することもあります:部品の偏心荷重、工具の緩みや不一致、シリンダー間の油圧応答の不均一、またはシート全体の材料特性の変動。しかし、根本的な物理は変わりません—荷重下での弾性たわみと、解放後のスプリングバックです。.
簡易診断: 全長の試験片を曲げ、両端と中央の角度を測定します。その後、ブランクを端から端へ反転させて再度測定します。誤差が機械の中央に残る場合は、たわみが原因です。誤差が板材に沿って移動する場合は、材料の不均一性が問題を引き起こしています。.
実際には、弾性たわみを打ち消す方法は2つしかありません。受動的に工具を平行に戻すか、負荷がかかっている間に機械を能動的に再成形するかです。.
シム調整と手動アライメント は最も低コストの方法です。薄いシムをダイの下に置くことで—多くの場合端付近に—負荷時に機械が開く部分の実効ギャップを減らします。慎重に行えば、短い生産や時折発生する長尺部品の長さ方向の角度をまっすぐにできます。ストレートエッジと試験曲げで近づいているかを確認します。数千分の数インチのシムでも意味のある差を生むことがあります。.
シム調整は、中程度のトン数、限られた部品種類、安定したセットアップで最も効果的です。その限界はすぐに現れます。時間のかかる反復作業、材料の変動への敏感さ、そして板厚や曲げ長さの変更ごとに新しいシム戦略が必要になるという現実です。.
アクティブクラウニング は同じ問題を制御された再現可能な方法で解決します。機械式クラウニングは、ダイレール内のカムや調整可能な支持を使ってあらかじめ設定したクラウンを導入します。油圧式クラウニングは、ベッド下またはラム上に調整可能な圧力ポイントを適用します。CNCクラウニングはこの調整を制御に統合し、各プログラムに必要な補正を計算します。.
目的は、無負荷時に機械をまっすぐにすることではなく、曲げ負荷時にまっすぐにすることです。適切に校正された場合、アクティブクラウニングはトン数分布に関係なく、工具全長にわたって均一な実効閉鎖を実現します。.
成果は一貫性です。長尺部品、厳しい角度公差、混合材料厚、種類の多い生産はすべてアクティブクラウニングに有利です。欠点は初期費用と厳密な校正の必要性ですが、スクラップ削減、セットアップ時間短縮、オペレーターの推測減少による利益が通常それを上回ります。.
判断基準: シム調整の反復に費やすダウンタイムが、クラウニングシステムの寿命にわたる費用より高ければ、選択は明らかです。.
カヌー状曲げの議論ではバックゲージが見落とされがちですが、その見落としは高くつきます。不均一な曲げ角度は、不均一な負荷によってしばしば増幅されます。.
バックゲージは部品が工具に接触する位置と、曲げラインに対してどれだけ直角に座るかを決定します。長尺または非対称のブランクが一方のゲージフィンガーに強く押し付けられると、曲げ負荷が移動します。その不均衡は局所的なたわみを増加させ、完璧なクラウニングでも部品の一端がもう一端と異なる挙動を示す原因となります。.
バックゲージを単なるストップではなく、位置決めと直角度保持のシステムとして扱いましょう。多軸ゲージングは長いフランジを均等に支持し、曲げラインを工具に対して垂直に保ちます。大型部品では、ローラーやサイドアームなどの補助支持が、打ち込み時に力の分布を歪ませるたるみを防ぎます。.
校正は重要です。繰り返し精度の高いバックゲージでも直角でなければ、同じ間違いを繰り返すだけです。ゲージでのわずかな直角誤差は、長尺曲げの端に目に見える角度差としてすぐに現れます。.
多くの記事が間違える点: 角度の均一性を、より多くのトン数で追求し、より良い情報を使わないことです。.
制御された5ステップのカヌーテストを実施し、機械に実際に必要なものを知らせましょう。.
驚くべきことに、たわみ、補正、荷重が適切に整列すると、通常必要な補正は非常に少なくなります。カヌー効果が消えると、角度制御は推測ではなく、繰り返し可能で記録されたセットアップになります。.
初品は形式的なものではありません—それは推測が終わり、制御が始まるポイントです。正しく測定された一度のきれいな曲げが、良品を生産するのか、一定の不良品を生産するのかを教えてくれます。このチェックリストは、その一つの部品を希望ではなく判断のポイントに変えます。.
まだプレスブレーキの角度を分度器で確認しているなら、それは本当の測定ではなく解釈です。曲がったフランジ、ミルスケール、視差が、平らではない面を目で「平均化」することを強制します。その結果は予測可能です:工場では、6 mm未満の90°曲げで通常0.5〜1°の過大評価が見られ、高張力鋼では工具が開いた後もスプリングバックが続くため誤差が増大します。.
デジタル角度ゲージは測定を主観から物理的なものに変えます。磁気ベースをフランジに固定すると、視力ではなく重力を基準にします。高品質なユニットは表面全体の接触を平均化することで0.1°まで分解能を持ち、工場試験では分度器使用時の±1.2°程度のばらつきが、同一セットアップで10部品において±0.3°に低下することが一貫して示されています。.
取るべき行動: 次のセットアップで、100 mmのテストフランジを公称値に曲げます。分度器で一度測定し、その後30秒保持してからデジタルゲージで再測定します。もし読み値が0.5°以上異なる場合は、初品検査から分度器を引退させましょう。この変更を行った工場では、±0.5°許容の作業で角度関連のスクラップが約40%減少するのが一般的です。.
このイメージを覚えておいてください:分度器はあなたの目が信じたいことを報告し、デジタルゲージは鋼材が実際に行ったことを報告します。.
角度だけでは良品を定義できません。フランジ長は、多くの「承認された」初品が後で静かに失敗する箇所であり、その間違いはほとんどの場合、間違った側を測定することから始まります。.
曲げ接線から端までの内側測定は、半径の成長を隠します。エア曲げでは、半径が形成されるにつれて中立軸が移動し、予測値より10〜20%大きくなることがよくあります。16 mmのVダイで曲げた2 mm鋼部品では、この隠れた成長により内側フランジは完璧に見えても、外側寸法はすでに1〜2 mm短くなっています。.
外側測定—部品のベースからのフランジ高さ—は真実を明らかにします。これは角度、半径、曲げ控えの複合効果を捉えます。再加工記録は同じ話を繰り返します:内側寸法は合格し、組立は失敗します。これらのケースの半分以上では、根本原因はバックゲージではなく、材料に合わないパンチまたはダイの半径です。.
成果を生む規律: 最初の工程では、両側を測定します。必要であれば内側はキャリパーを使用しますが、外側は油の付いたフランジでジョーが滑るのを避けるため、深さマイクロメーターやハイトゲージを使用してください。外側のチェックは、内側測定だけでは見逃しやすい工具や曲げ減算の誤りを、おおよそ80%多く発見します。.
内側寸法が良好に見えても、外側フランジが短い場合は、バックゲージを追いかけ始めないでください。その症状は、位置決めの誤りではなく、スプリングバックや半径の不一致を示しています。.
多くのセットアップが脱線するのは、解決策が謎だからではなく、間違った制御を調整してしまうからです。.
ラム深さは角度のみの補正に使用します。4 mm未満の軟鋼をエアベンドする場合、深さを0.1 mm変えると角度が約0.5°変化します。これにより、最初の角度チェック後にスプリングバックを調整するのに深さが理想的です。角度が±1°以内で、フランジ長が±0.2 mm以内であれば、深さが正しい調整手段です。.
寸法や材料の挙動が根本的に間違っている場合は工具を交換します。フランジの変動が0.3 mmを超える場合、亀裂が入る場合、または半径が目に見えて潰れている場合は深さの問題ではありません。材料厚の約6倍未満のVダイは荷重を集中させ、中央の過曲げを引き起こします。材料厚の半分より大きいパンチ半径は外側繊維に亀裂を促します。ラムの微調整ではそれを修正できず、検査まで問題を隠すだけです。.
この手順を筋肉記憶に刻み込んでください:
この警告のイメージを忘れないでください:亀裂の入った部品に完璧な角度。ラム深さは悪い工具を隠すことができ、全ロットが失敗するまで気づかないことがあります。.
この記事の冒頭のオペレーターは、「図面と一致しない」長い曲げに苦戦していました。解決策はトン数を増やすことや終わりのない微調整ではなく、真実を明らかにする規律ある最初の部品検査でした。角度を正しく測定し、重要な箇所のフランジを確認し、正しい調整手段を選びましょう。そうすれば、最初の部品は推測ではなく判定になります。.


















