

في الساعة 10:40 صباحًا، عربة الرفع الشوكية لديك خرجت مجددًا بالفعل.
للمرة الثالثة قبل الغداء. نفس مجموعة البانش والقالب أحادي الكتلة بطول 3 أمتار، حوالي 200 رطل من الفولاذ المصقول بدقة، تُزال لأن العمل التالي يستخدم فولاذًا مقاومًا للصدأ بسماكة 14‑عيار مع فتحة V مختلفة. الكباس لم يتحرك منذ 22 دقيقة. ولوحة الجدول الزمني لا تزال تقول إنك “على المسار الصحيح”.”
لقد اشتريت تلك الأدوات من أجل الموثوقية. فلماذا يبدو الأمر وكأنها هي التي تدير يومك بدلًا من العكس؟
القطعة أحادية الكتلة بطول كامل جميلة في السياق المناسب. مصقولة بدقة، وتناسق الزاوية ضمن ±0.1° على مدى آلاف الضربات، خاصة في التشغيلات التي تتجاوز 500 قطعة. لقد استخدمتها. وأهدرت ما يكفي من المعدن لأعرف أنه عندما تثني نفس الحامل طوال الأسبوع، فإن تلك الصلابة تعوّضك.
لكن الإنتاج عالي التنوع ليس 500 قطعة. إنه 25 من هذا النوع، و40 من ذاك، ثم 12 نموذجًا أوليًا تحتاجها الهندسة “بحلول الساعة الثانية”.”
تتحول أداة الثلاثة أمتار الصلبة إلى مرساة. في كل مرة تغيّرها، لا تكتفي باستبدال الفولاذ — بل توقف زخم الماكينة. وفي الإنتاج عالي التنوع، الزخم هو الشيء الوحيد الذي يُبقي هوامش الربح على قيد الحياة. هنا يجب على ماكينة الثني نفسها أن تتحمل العبء الأكبر: المنصات الحديثة المُدارة بالكامل بواسطة CNC مثل حلول مكابس الثني من CN‑HAWE تم تصميمها لدعم سيناريوهات الثني المتقدمة وأتمتة صفائح المعادن، مما يقلل التدخل اليدوي ويحافظ على الدقة القابلة للتكرار أثناء التبديلات المستمرة. عندما تعمل الماكينة واستراتيجية الأدوات ونظام التحكم ككيان واحد، يتوقف الزخم عن كونه هشًا — ويصبح جزءًا مُهندَسًا من العملية.

تخيل يومًا نموذجيًا: 12 رقم قطعة، ومتوسط حجم تشغيل 35 قطعة. حتى لو كنت سريعًا، فإن تبديل أداة بطول كامل — باستخدام رافعة أو شخصين، تنظيف السرير، تركيب القالب، المعايرة، التثبيت، تجربة الثني — يستغرق من 15 إلى 25 دقيقة إذا لم يواجهك شيء.
لنسميها 20 دقيقة.
اثنا عشر عملًا تعني أحد عشر تبديلًا. هذا يساوي 220 دقيقة. ثلاث ساعات وأربعون دقيقة لا يتحرك فيها الكباس. تقريبًا نصف وردية ضائعة قبل أن تُشكل أي حافة عمل لفترة بعد الظهر.
الآن قارن ذلك بنظام مقطّع حيث تسحب أقسام 100 مم مثل المقابس من صينية. يحب المورّدون الإعلان عن “70% تبديلات أسرع”. الخيال التسويقي صاخب. لكن حتى لو كانت فقط "50%"، فقد استرجعت تقريبًا ساعتين من الوقت.
ساعتان تعنيان عملًا إضافيًا آخر. أو الفرق بين الشحن يوم الجمعة والاعتذار يوم الاثنين.
فما قيمة هذا الوقت فعليًا؟

لنبقِ الأمر بسيطًا. افتراضي لكنه واقعي.
معدل التحميل لماكينة الثني — العمالة، الكهرباء، النفقات العامة — هو $120 في الساعة. ليس رقمًا مبالغًا فيه لماكينة CNC حديثة مع مشغل متمرّس. عشرون دقيقة من التبديل تكلف $40 في وقت الماكينة فقط.
أحد عشر تبديلًا؟ $440 في اليوم.
خمسة أيام في الأسبوع؟ $2,200.
خمسون أسبوعاً في السنة؟ $110,000.
وذلك قبل أن نتحدث عن تكلفة الفرصة البديلة — الوظائف التي رفضتها لأن القدرة الإنتاجية كانت “ضيقة”.”
الآن أضف واقع الحمولة. لنفترض أنك تقوم بثني هوائي لصلب معتدل بسماكة 1/4 بوصة فوق فتحة على شكل حرف V بقطر 2 بوصة. القاعدة العامة حوالي 20 طن لكل قدم (حوالي 240 طن على طول 12 قدماً). عندما تكون بهذا القدر من استغلال القدرة، فلن تقوم بتبديل الأدوات بشكل عشوائي؛ ستخطط للرفع، وتوازن الحمولة، وتتحقق من المحاذاة مرتين. الأدوات الصلبة لا تستهلك الوقت فقط — بل تتطلب طقوساً.
الطقوس تقتل الانسيابية.
لقد دفعت 15–20% أكثر مسبقاً مقابل ذلك القالب الصلب لأنه وعد بالاتساق خلال التشغيل الطويل. منصف. ولكن في الإنتاج العالي التنوع، أنت لا تقسط تلك الدقة على 1,000 انحناءة. بل تعيد ضبطها 11 مرة في اليوم.
إذن إليك السؤال غير المريح: هل تلك الصلابة تحميك — أم تحاسبك؟
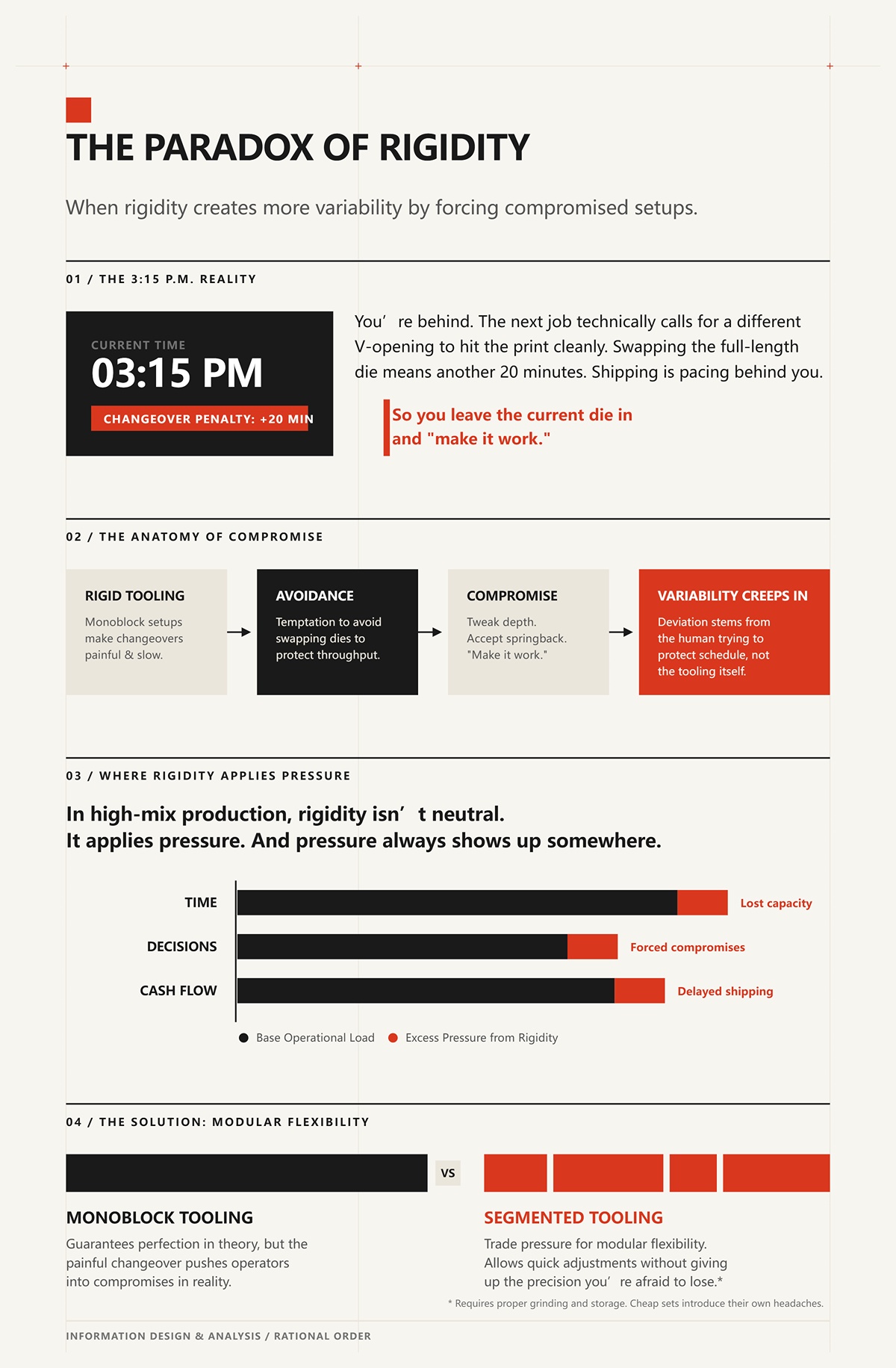
راقب ما يحدث في الساعة 3:15 مساءً.
أنت متأخر. العمل التالي يتطلب من الناحية التقنية فتحة V مختلفة للوصول إلى الطباعة بدقة. تبديل القالب كامل الطول يعني 20 دقيقة إضافية. قسم الشحن بالفعل يلاحقك.
لذا تترك القالب الحالي وتقول “سيعمل”.”
تعدل العمق. تقبل قليلاً من الارتداد المرن. وربما تتعايش مع درجة من التباين لأنها ضمن حدود تحمل الزبون. القالب الصلب الذي كان من المفترض أن يضمن الكمال دفعك نحو حل وسط.
تلك هي المفارقة. كلما كان التبديل أكثر إيلاماً، زادت رغبتك في تجنبه. وتجنبه هو المكان الذي يتسلل فيه التباين — ليس من قدرة الأداة، بل من الإنسان الذي يحاول حماية الإنتاجية.
الأدوات المقسمة ليست سحراً. المجموعات الرخيصة يمكن أن تخلق مشكلاتها الخاصة إذا لم تُطحن القطع بشكل جيد أو خُزنت بشكل فوضوي. ولكن التحول الإدراكي الذي تحتاجه هو هذا:
في الإنتاج عالي التنوع، الصلابة ليست محايدة. إنها تمارس ضغطاً — على الوقت، وعلى القرارات، وعلى التدفق النقدي. والضغط يظهر دائماً في مكان ما.
السؤال الحقيقي هو ما إذا كنت مستعداً لمبادلة ذلك الضغط مقابل المرونة المعيارية — دون أن تتخلى عن الدقة التي تخشى فقدانها.
لقد سمعتها على أرض المصنع: “القطع المعيارية جيدة للعمل الخشن، ولكن إذا كنت تريد خط انحناء مستقيم، استخدم قالباً كاملاً.”
في الشهر الماضي، وقفت خلف مكبس بطول 10 أقدام يعمل على صلب معتدل سماكة 11‑قياس، بثني هوائي فوق فتحة V بقياس 1.5 بوصة عند حوالي 12 طن لكل قدم (120 طن على طول 10 أقدام). استبدل المشغل القالب الصلب بمجموعة مقسمة مع سكة مصقولة بدقة وتثبيت هيدروليكي. خرجت القطعة التجريبية الأولى بانحراف ±0.5° من طرف إلى طرف. نفس النتيجة التي أعطاها القالب الصلب الذي تم استبداله.
المعدن لم يكن يعلم عدد الأجزاء التي صُنع منها القالب. لقد شعر بشيئين فقط: المحاذاة والحمولة.
هذا هو الجزء الذي تتجاوزه معظم الورش عندما تجادل حول “الصلب مقابل المجزأ”. ما يناقشونه حقًا هو ما إذا كانت الأنظمة المعيارية يمكن أن تضمن محاذاة أقل من 0.1 مم وقوة ثابتة عبر الوصلات. لأنه بمجرد أن تتجاوز عدم المحاذاة 0.1 مم بين المكبس والقالب، تبدأ في رؤية انزياح الحافة وانحراف الزاوية بأكثر أو أقل من ±1°. في الإنتاج الكمي، مثل هذا الانحراف يتسبب في ربع عيوب الثني.
لذا إذا لم تستطع التجزئة التحكم في ذلك، فإن حجة المرونة بأكملها تنهار.
تخيل مجموعة مكابس مجزأة تم إسقاطها في مشبك غير محكم: كل قطعة تلتصق بالأخرى، فجوات صغيرة بالكاد تراها. تلك الصورة هي ما يجعل الناس لا يثقون بها.
الآن غيّر تفصيلاً واحداً. بدلاً من أن يُرجع كل جزء إلى جاره، يُرجع كل جزء إلى سكة صلبة مصقولة بدقة مدمجة في المشبك. الوجه الخلفي لكل مكبس يستقر على ذلك السطح المرجعي المشترك. عند التثبيت، تدفع القوة الهيدروليكية أو قوة الوتد كل جزء إلى نفس المستوى العمودي والأفقي.
تلك السكة تصبح الهندسة. وليس الوصلات.
إذا كانت السكة مستقيمة ضمن، لنقل، 0.02 مم لكل متر، وكان وجه استقرار كل جزء مصقولاً بشكل مربع، فلن تتراكم أخطاء التجميع عبر عشر قطع. كل جزء يعيد الضبط إلى الصفر مقابل نفس المرجع. إنها الفرق بين محاذاة عربات القطار بالعين المجردة وبين تركيب مقابس على مفتاح عزم – الأولى تُرجع إلى القطعة السابقة، والأخرى إلى الأداة.
لقد أهدرت ما يكفي من المعدن لأعرف أنه عندما يلتوي خط الثني، نادراً ما يكون السبب أن المكبس به وصلات. السبب غالباً أن شيئاً لم يُثبت جيداً، أو لم يكن نظيفاً، أو أن الماكينة نفسها منحرفة بأكثر من 0.2 مم لكل متر ولم يتحقق منها أحد.
القطعة الواحدة لا تُصلح سريراً معوجاً. إنها فقط تُخفي افتراض أن كل شيء آخر مثالي.
لذا السؤال الحقيقي ليس “هل هناك وصلات؟” بل “ما هو السطح المرجعي، ومدى قابلية تكراره؟”
دعنا نتحدث عن مصدر العيوب فعلاً.
أكثر من 30٪ من حالات فشل المكبس تعود إلى أخطاء تشغيلية — خلط في الارتفاعات، قوة غير متساوية، تثبيت غير صحيح. عدم المحاذاة وحده يمكن أن يسبب من 25 إلى 30٪ من عيوب الثني. ليست فيزياء غريبة. إنها اختصارات بشرية.
الإعدادات المجزأة القديمة زادت الأمر سوءاً. دبابيس تموضع رخوة. شد يدوي. يمكنك بسهولة إدخال فراغ قدره 0.05 مم أثناء التثبيت — وهذا كافٍ لتجاوز ±1° في ثني هوائي دقيق.
الأنظمة الحديثة تعالج ذلك مباشرة. المشابك الهيدروليكية تطبق قوة تثبيت موحدة على طول العارضة. آليات التثبيت الذاتي المحملة بنابض أو بأسلوب الوتد تدفع المكبس للأعلى والخلف إلى السكة عند تفعيل المشبك. أنت لا “تحاذيه”. النظام هو من يفعل ذلك.
هذا ليس خيالاً تسويقيًا. بل تصميم تقييدي أساسي: إزالة درجات الحرية بحيث لا يمكن للمشغل إدخال خطأ حتى لو كان مستعجلاً ويفكر في المهمة التالية.
وذلك مهم في الإنتاج عالي التنوع لأنك لا تقوم بإعداد دقيق واحد في الأسبوع. أنت تقوم بأحد عشر إعداداً يومياً. الدقة التي تعتمد على الطقوس البشرية المثالية تتدهور بسرعة. الدقة المضمنة في هندسة التثبيت تتكيف مع الفوضى.
إذا كانت الأدوات المعيارية ستبرر قيمتها، فعليها أن تكون أكثر مقاومة للخطأ من طقس القطعة الواحدة الذي تحلّ محله.
الآن نصل إلى الجزء الذي يُبقي المهندسين مستيقظين ليلاً: ارتفاع الأحمال عند الوصلات.
افترض أنك تقوم بثني فولاذ بسماكة 3 مم بالقرب من قدرة الماكينة 80%. القوالب الرقيقة — ذات رؤوس 2 مم — تحت مثل هذا الحمل يمكن أن تشهد ارتفاعاً كبيراً في خطر التشوه، خصوصاً إذا لم يكن توزيع القوة متساوياً. إذا لم تكن المقاطع تنقل الحمل بسلاسة عبر أسطح التلامس بينها، يمكنك أن تتوقع تركيز الإجهاد عند الوصلات مباشرة.
لكن انظر إلى كيفية انتقال القوة فعلياً.
أثناء عملية ثني هواء بقوة 6 أطنان لكل قدم (60 طنًا على امتداد 10 أقدام)، يقوم المكبس بتوزيع الحمل على طول القالب. يتم تثبيت كل مقطع في شعاع مستمر بواسطة الحامل. نظام التثبيت والسكك يحولان القطع المفصولة فعلياً إلى مجموعة مترابطة ميكانيكياً. القوى الانضغاطية عبر أسطح التلامس بين المقاطع تكون أعلى بكثير من أي قص جانبي يحاول فصلها.
بعبارات بسيطة: تحت الحمل، تُضغط المقاطع معاً وتُدفع نحو نفس الأسطح المرجعية. ليس لديها مجال “لتتصرف بشكل مستقل” إلا إذا كان القيد مصممًا بشكل سيئ أو مهترئاً.
المكان الذي تفشل فيه الأنظمة المعيارية هو عندما تخلط الورش بين ارتفاعات مختلفة، وتتجاهل مبادئ “توليف القوالب ذات الارتفاع المتساوي”، أو تتجاوز الحمولة المصنفة معتقدة أن التقسيم يجعل الأدوات أقوى. هذا غير صحيح. الفيزياء هي من تنتصر دائماً. إذا كنت تضغط 20 طناً لكل قدم (240 طنًا على مدى 12 قدمًا) باستخدام إعداد مصنف بأقل من ذلك، فالمفاصل ليست مشكلتك — بل تخطيطك هو المشكلة.
النظام المقسم المصمم جيداً يتصرف مثل شعاع مستمر لأن قوى التثبيت والإحكام تجعله وحدة واحدة أثناء دورة الثني. المعدن لا يرى سوى حافة مستقيمة محملة.
وبمجرد أن تدرك أن الدقة هي وظيفة الهندسة المرجعية وإدارة الحمل — لا طول الأداة — يبدأ الخوف من أن التقسيم يعني عدم الاتساق في الظهور كقصة قديمة من الورش بقيت أطول مما تستحق.
وهذا يفتح سؤالاً أصعب.
إذا كانت الأدوات المعيارية يمكن أن تطابق دقة الكتلة الواحدة تحت حمولة فعلية وتحمّل فعلي، فلماذا لا نزال نقيّد أنفسنا بأدوات كاملة الطول لا يمكنها من الناحية الفيزيائية التعامل مع الانحناءات المعقدة والرجوع الضيق التي يفرضها العمل عالي التنوع؟
إذا كانت الأدوات المقسمة يمكنها تحقيق نفس الحدود المسموحة، فلماذا لا تزال الورش تثبت قوالب كاملة الطول كما لو أننا في عام 1998؟
لأن الفولاذ أرخص من عدم اليقين.
قالب الكتلة الواحدة هو فاتورة واحدة، وقطعة واحدة من الفولاذ المصقول، وشيء واحد يمكنك إلقاء اللوم عليه عندما يحصل خطأ في الثني. الأنظمة المعيارية تبدو كأنها متغيرات — قطع أكثر، قرارات أكثر، فرص أكثر للخطأ حين يكون الوقت ضاغطاً ورافعتك خارج الخدمة مجدداً. وعندما تقوم بتشغيل أجزاء طويلة وبسيطة عبر السرير الكامل، يظل القالب الأحادي متفوقاً. إنه بسيط. ثابت. مألوف.
لكن العمل عالي التنوع ليس 500 قطعة مكررة.
العمل عالي التنوع هو صناديق بها شُفّات رجوع، حواف متداخلة، زوايا غير متناظرة — هندسة لا تهتم بمدى تعلقك العاطفي بقضيب صلب طوله 10 أقدام. بمجرد أن نقبل أن الأدوات المقسمة يمكن أن تحقق دقة الكتلة الواحدة، يتحول النقاش من “هل يمكنها الثني بشكل مستقيم؟” إلى “هل يمكنها تنفيذ الجزء فعلياً دون حركات بهلوانية؟” وهنا يتحول ما يسمى موثوقية الكتلة الواحدة إلى عبء ثقيل عديم الجدوى.
لأن المشكلة أحياناً ليست في الدقة.
بل في المساحة.
تخيل صندوقاً بعمق 4 بوصات مع شفّة رجوع داخلية بعمق 1 بوصة. لقد قمت بالفعل بثني ثلاثة جوانب. الآن تحتاج إلى إغلاق تلك الشفّة.
حاول إدخال قالب كامل الطول في تلك الهندسة في مخيلتك.
لا يمكنك ذلك.
الشريط الصلب الذي كان يمنح شعورًا مريحًا على الملفات المفتوحة يصطدم الآن بجدران الجوانب التي شكّلتها بالفعل. لا يمكن للفولاذ أن يشغل نفس المساحة مرتين. لا مقدار من ضغط المشبك أو الولاء للعلامة التجارية يمكنه تغيير ذلك. لقد أهدرت ما يكفي من المعادن لأعرف أنه عندما تسمع ذلك الصوت المروع “طنك” الناتج عن اصطدام المثقاب بجدار مُشكل، تكون الفيزياء قد أصدرت لك فاتورة.
يحاول المشغلون خدع التسلسل. الانحناءات البعيدة إلى القريبة أولًا. وصلات دقيقة تُترك في الزوايا لإبقاء الملف مفتوحًا لفترة أطول قليلاً. أحيانًا تنجح. وغالبًا ما تتحول من إعداد واحد نظيف إلى ثلاثة إعدادات دقيقة، لكل منها خطر انحراف الزاوية وظهور العلامات. انحناؤك الهوائي بقدرة 6 أطنان لكل قدم (60 طنًا على مدى 10 أقدام) لم يتغير — لكن تعرضك للخطأ تضاعف ثلاث مرات.
هذا هو مفارقة ثني الصندوق: كلما اكتمل الجزء أكثر، قلت إمكانية وصول أداتك الكاملة الطول جسديًا لإنهائه.
يصبح طول الأداة عدو العمق.
ومتى أدركت ذلك، لن يكون السؤال عمّا إذا كانت الأدوات المجزأة دقيقة بما فيه الكفاية، بل عن كيفية إنشاء فراغ في مكان لا يوجد فيه أي فراغ.
هنا تبرهن القرون على قيمتها.
مِثقَب القرن هو في الأساس أنف ضيق بارز يصل إلى داخل الصندوق بينما يظل الجزء الأكبر من الأداة بعيدًا عن جدران الجوانب. بدلًا من سطح تصادم بعرض 10 أقدام، لديك نقطة ثني محلية تتناسب مع الهندسة التي أنشأتها بالفعل. نفس الآلة. نفس الحمولة. لكن البصمة المكانية مختلفة.
الآن فكّر بمصطلح الشرائح، وليس المفردات.
يمكنك تشغيل قرن مركزي من أجل الشفة المرتجعة، وتحيطه بشرائح قياسية حيثما يسمح الفراغ، وتترك مساحة فارغة حيث يجب أن تمر الجدران المشكّلة. يحافظ سكة المشبك على كل شيء في مستوى واحد؛ التكوين هو ما يخلق مساحة التنفس. تحت الحمل، لا يزال ذلك التجميع يتصرف مثل العارضة المستمرة لأنه مقيّد إلى مرجع واحد — لكنه هندسيًا لم يعد قضيب سجن.
هذا ليس خيال الموردين. تلك إدارة تداخل أساسية.
نعم، المثاقب الضيقة تركّز الحمولة. إذا كنت تثني فولاذًا بسماكة 3 مم وتحسب تقريبًا 8 أطنان لكل قدم لفتح الـ V، فعليك احترام الإجهاد الموضعي على جزء القرن. هذا يعني التحقق من التقييمات، مراقبة الانحراف، وعدم التظاهر بأن رأسًا بسماكة 2 مم لا يُدمّر. التقسيم لا يلغي الفيزياء، بل يسمح لك فقط بتوجيهها.
العائد قاسٍ في بساطته: تغلق الصندوق في عملية واحدة محكومة بدلًا من سحب الجزء، قلبه لعملية ثانوية، أو الأسوأ، إعادة تصميمه لأن أداتك لا تستطيع الوصول إليه.
العمليات الثانوية هي المكان الذي تموت فيه الأرباح.
الصناديق ليست سوى البداية.
العمل ذو التنوع المرتفع يعشق اللا تماثل — شفة طويلة، وأخرى قصيرة؛ شق على اليسار، ولسان على اليمين؛ ارتداد في زاوية واحدة فقط. الكتلة الأحادية الكاملة الطول تفترض التماثل عبر السرير. إنها ترغب في أن يكون العالم مستقيمًا ومحملًا بالتساوي من طرف إلى آخر.
الأجزاء الواقعية لا تهتم بذلك.
مع الشرائح، تبني فقط ما يتطلبه الجزء. قطعة بطول 300 مم هنا، وقطعة طرفية بطول 50 مم هناك، وفجوة مفتوحة في المنتصف حتى يمر الإزاحة. لست مجبرًا على ملء امتداد 10 أقدام بالكامل بالفولاذ لمجرد أنه موجود. أنت تكوّن خلية ثني حول الهندسة بدلًا من إجبار الهندسة على الاعتذار لأداتك.
وهنا الزاوية المالية الهادئة.
في كل مرة يُجبرك فيها القالب الأحادي على عملية ثانوية — لحام زاوية لم تتمكن من إغلاقها، أو جَلد منطقة لا ينبغي أن تحتاجها — فإنك تضيف عملاً وتعاملاً ومخاطرة. خدش واحد على لوحة مرئية ويختفي هامشك. تلك هي ضريبة الصلابة. لا تُدفع نظرياً. تُدفع في إعادة العمل.
القالب الأحادي هو مرساة عندما لا يتوافق العمل مع شكله.
الإعداد المكوّن من أجزاء هو مثل مجموعة المقابس — تلتقط ما يناسب، وتترك ما لا يناسب، وتدير البرغي دون أن تفسده. الآلة لا تتغير. القُدرة هي التي تتغير.
لذلك عندما تقول ورشة، “نحن نلتزم بالقوالب الأحادية لأنها موثوقة”، أسمع شيئاً آخر: إنها قابلة للتنبؤ في نطاق ضيق من الأجزاء. إذا خرجت خارج ذلك النطاق، فإما أنك تقوم بعمل إضافي أو تتخلى عن وظائف كان يمكنك إنجازها.
وهذا يثير سؤالاً أكثر صعوبة وأقل راحة.
إذا كانت التجزئة تتيح لك إلغاء العمليات الثانوية وثني ما لا يمكن للعمود الصلب الوصول إليه فعلياً، فما قيمة ذلك في الخردة المتجنبة، وتقليل الإعدادات، والوظائف التي لم تعد مضطراً لرفضها؟
في الشتاء الماضي شاهدت ورشة تُهدر لكمة بطول 3 أمتار بسبب شريحة بطول 15 مم على الأنف. ليست مثنية. ليست ملتوية. مجرد حفرة في المكان الذي أخطأ فيه عامل جديد المقاس الخلفي ولامس القالب. الجزء كان من الستانلس الجمالي. كل ثنية تركت ذلك العيب وكأنه توقيع.
كانت تكلفة تلك اللكمة أكثر من الدفعة الشهرية لمكبح الثني.
الآن فلنضع الأرقام. الثني الهوائي للصلب الخفيف 3 مم يبلغ حوالي 8 أطنان لكل قدم. على مدى 10 أقدام، هذا يعادل 80 طناً تضغط الأنف في فتحة على شكل V طوال اليوم. لا تُتلف 3 أمتار من الأداة دفعة واحدة. تُتلف بضع بوصات في منطقة التلامس. ولكن مع القالب الأحادي، الأصل غير قابل للتقسيم. عيب واحد، شريط كامل مُعرّض للخطر.
أما المكوّنات؟ تسحب قطعة بطول 200 مم، تستبدلها، وتواصل العمل. الباقي من الشعاع يبقى في الخدمة. هذا ليس مجرد راحة. هذا عزل للمخاطر.
أنت لا تشتري فولاذاً. أنت تشتري تعرّضاً للمخاطر.
في الأعمال متعددة الأنواع، يتضاعف هذا التعرض. عشرة أنواع مختلفة من الأجزاء هذا الشهر. ثلاثة مواد جديدة. ثنية واحدة مبرمجة بشكل خاطئ في شريط مقسى، ويتحوّل شريطك “الصلب والموثوق” إلى خردة معدنية. لقد أهدرت ما يكفي من المعدن لأعرف أن الألم ليس في الخطأ — بل في إدراك أن الخطأ أزال أصل رأس المال بالكامل بدلاً من جزء صغير منه.
لذا عندما تسأل عن العائد على الاستثمار — الوقت، الخردة، السعة — ابدأ هنا: ما هو نصف قطر الانفجار المالي لخطأ واحد في ورشتك؟
تخيل سيناريوهين.
السيناريو أ: تقوم بثني لوحة مدهونة مسبقاً بسماكة 2.5 مم. ينحرف المشغل بمقدار 0.5 مم عن المركز، ويخدش رأس اللكمة. يظهر العيب على الوجه الخارجي. تقوم بتلميعه. لكنه لا يزال مرئياً. باستخدام القالب الأحادي، لديك الآن ثلاثة خيارات سيئة: إما أن تتعايش مع العلامة في الوظائف المستقبلية، أو ترسل الأداة كاملة بطول 3 أمتار لإعادة الجَلْخ (توقف بالإضافة إلى التكلفة)، أو تستبدلها بالكامل.
السيناريو ب: نفس الخطأ. أدوات مجزأة. تعزل القطعة 100 أو 200 مم التي قامت بالعمل، تسحبها من المشبك، وتضع قطعة احتياطية. خمس دقائق. إعدادك المتبقي لا يتحرك لأن سكة التثبيت تبقي مستوى المرجع ثابتاً.
الآلية مهمة. الأنظمة الدقيقة على الطراز الأوروبي تُحاذي خط مركز الكباس مع خط مركز اللكمة. عندما يتم صقل الأجزاء وتثبيتها ضد مرجع مشترك، فإنها تتصرف كشعاع واحد تحت الحمل. تلك فيزياء، وليست دعاية من المورد. المخاطرة ليست “هل تنحني القطع أكثر؟” بل “ماذا يحدث عندما يحدث فشل محلي؟”
فشل الكتلة الواحدة هو فشل شامل. الفشل المجزأ هو فشل محلي.
تعمل التأمين بنفس الطريقة. أنت لا تؤمن حياتك بأكملها ضد نافذة مكسورة. أنت تعزل الخسارة. فلماذا ستبني الأدوات بطريقة مختلفة؟
لكن التأمين يدفع فقط إذا تمكنت الأجزاء فعلاً من الحفاظ على التفاوت أثناء التحميل.
ادخل إلى أغلب الورش ذات التشكيلة العالية وستجد رفاً كالمقبرة: لكمة خاصة بزاوية 88 درجة لعقد واحد، لكمة حادة عالية لعمل انتهى في عام 2022، عنق إوزة بطول كامل تم شراؤه لأن “نا كنا بحاجة إلى خلوص تلك المرة الواحدة”.”
كل واحد منها رهان مجمد.
مع الكتل الأحادية، تميل كل هندسة جديدة إلى المطالبة بملف بطول كامل جديد. صندوق عميق؟ اشترِ لكمة طويلة المدى. إزاحة ضيقة؟ قضيب متخصص آخر. خلال خمس سنوات، أنت لا تبني المرونة. أنت تبني وزناً ميتاً مقيداً بمكبح الضغط.
أنظمة التقسيم تقلب ذلك. تستثمر في مكتبة أساسية: مستقيمات، قرون، أعناق إوزة، ارتفاعات مختلفة — بطول قصير. تجمعها مثل مجموعة مقابس. قطعة بطول 50 مم بجانب مستقيم بطول 300 مم بجانب فراغ. عندما يتغير مزيج الأعمال، تعيد ترتيب المخزون بدلاً من شراء إجابة بطول 3 أمتار لمشكلة بطول 300 مم.
إليك تأثير المدى الطويل: المزيج العالي يعني تكرار منخفض. لكن التكرار المنخفض عبر العديد من الهندسيات يعني أن أدواتك تحتاج إلى اتساع، لا كتلة. شراء قضبان بطول كامل لتطبيقات ضيقة يركز رأس المال في أدوات قد تُستخدم 20 ساعة في السنة.
هذا ليس موثوقية. هذا فولاذ خامل.
سيشير المصنعون — وبحق — إلى أن العديد من المكابح الحديثة تقبل الأدوات المجزأة والصلبة بشكل قابل للتبديل. وسيعرضون أنظمة الكتلة الواحدة بطحن جميل ومتانة عالية. جيد. إذا كنت تشغل نفس القوس طوال الأسبوع عند 6 أطنان لكل قدم (60 طناً على مدى 10 أقدام)، فإن القضيب الصلب العامل بثبات يعد متعة. لقد أهدرت ما يكفي من المعدن لأعرف أن عند ثني نفس القوس طوال الأسبوع، تلك الصلابة تعود عليك بالفائدة.
لكن العمل عالي التنوع ليس 500 قطعة مكررة.
إنه 50 قطعة من عشرة أشياء مختلفة. العائد على الاستثمار ليس في مدة بقاء قضيب واحد، بل في عدد عائلات الأجزاء التي يمكن لمكتبتك الحالية استيعابها دون أمر شراء جديد.
وهذا يعيدنا إلى الشهر الذي يتعرض فيه أداة للتلف فعلاً.
افترض أن لكمة بطول 3 أمتار مصقولة بدقة تكلف X. قطعة بطول 200 مم من نفس الملف الشخصي تكلف تقريباً X مقسومة على خمسة عشر، أكثر أو أقل اعتماداً على النظام. لا تحتاج إلى جدول بيانات لترى عدم التماثل.
احتمالية التلف محلية. الأثر المالي في الكتلة الواحدة عالمي.
الآن أضف طبقة إعادة الطحن. كل عملية طحن تقلل من ارتفاع الأداة. في القضيب الكامل الطول، تعيد طحن الأمتار الثلاثة كلها لإصلاح عيب بطول 100 مم. لقد قللت العمر القابل للاستخدام عبر الأصل بأكمله لحل مشكلة محلية. مع الأجزاء المجزأة، تتقاعد القطعة القصيرة عند انتهاء عمرها. وتبقى بقية المكتبة بارتفاعها الأصلي، مما يحافظ على اتساق ارتفاع الإغلاق وتصنيفات الحمولة.
ونعم، الدقة مهمة. الأجزاء الرخيصة المصقولة على البارد والمكدسة بلا عناية يمكن أن تضخم خطأ المحاذاة. هذا حقيقي. إذا كنت تخلط بين قطع من صناديق منخفضة الجودة وتأمل أن المشبك سيصلح كل شيء، ستطارد اختلاف الزوايا طوال الأسبوع. لكن تلك مشكلة انضباط شراء، وليست مشكلة التقسيم. الأجزاء المصقولة بدقة في نظام سكة مناسب تحافظ على قابلية التكرار المكافئة للكتل الواحدة لأن المرجعية مشتركة.
وهكذا يتغير النموذج المالي. بدلاً من تحديد الميزانية لاستبدال الأداة النادر لكنه كارثي، تقوم بتحديد الميزانية للتآكل التدريجي. يمكن التنبؤ به. محدود. ممل.
الممل جيد.
لأنّه عندما لا يشكّل أنف مكسور واحد تهديدًا لأصل مالي بقيمة خمس أرقام، يتغيّر ملف المخاطرة المالية لديك. مكبح الضغط يتوقف عن كونه مرساة تجرّ رأس المال وراءها ويبدأ بالتصرف كخلية معيارية يمكنك تكييفها وإصلاحها وتوسيعها دون أن تراهن على هامش الشهر في خطأ واحد.
السؤال الصادق الوحيد المتبقي هو أين ما زالت الصلابة تستحق مكانها.
فمتى تفوز الكتلة الأحادية الصلبة فعلاً؟
عندما تتوقف الحمولة عن كونها نظرية وتصبح وحشية.
توجد نقطة لا تعود فيها الوصلات مجرد تجريد مالي — بل تصبح مركزًا للإجهاد. عندما تدفع 12–15 طنًا لكل قدم عبر انثناء هيكلي كامل الطول (أي 120–150 طنًا على مكبح بطول 10 أقدام)، فإن الأداة لا تشكّل المعدن فحسب، بل تتصرّف كعارضة تحت حمل جدّي. عند هذه العتبة، تهم الاستمرارية بطريقة مختلفة. ليس من أجل تغيير الأداة، ولا من أجل مرونة المكتبة، بل من أجل سلامة مسار الحمل الخام.
هذا هو خط الحمولة.
فيما دونه، يكون التقسيم بمثابة تأمين. وفوقه، قد تكون الاستمرارية ضرورة هيكلية.
وإذا لم تكن تعرف في أي جانب من هذا الخط تقع، فأنت تخمّن مستخدمًا فولاذًا باهظ الثمن.
إذا كنت بحاجة إلى وضوح بشأن متطلبات الحمولة الفعلية لديك، وتكوين الأدوات، وما إذا كانت الكتل المقسّمة أو الكتل الأحادية منطقية هيكليًا لنطاق عملك، فإن مراجعة الأرقام تستحق العناء. تدعم CN-HAWE تطبيقات مكابح الضغط والمعدات الذكية بموارد بحث وتطوير مخصصة وتغطية خدمة عالمية، مما يجعلها شريكًا عمليًا لتقييم مسارات الأحمال، واستراتيجيات الأدوات، وقابلية التوسع على المدى الطويل. يمكنك بدء المناقشة هنا: تواصل مع CN-HAWE.
في أغلب الأحيان، تكون وصلات التقسيم غير مرئية.
أنت تثني أقواس بطول 300 مم، حواف قصيرة، أشكال متقطعة. المفصل بين قطعة 200 و300 مم يوجد في الهواء الطلق. المشبك يبقي كل شيء مضبوطًا. الحياة جيدة.
مدّد ذلك الانثناء إلى أكثر من متر.
الآن تجلس الوصلة مباشرة تحت المادة أثناء ضربة مستمرة، وقد تنخفض اختلافات صغيرة جدًا في الارتفاع — نتحدث عن بضعة أعشار — لتطبع آثارًا على المادة اللينة أو تظهر كتفاوت طفيف في الزاوية على طول الجزء. إذا كانت قطعك مصقولة بدقة وكان الانحناء مضبوطًا، فربما لن تلاحظ شيئًا. أمّا إذا كانت القطع رخيصة مكدّسة كأنها حطب، فستلاحظ بالتأكيد.
الروابط لا تهتم بجدول إنتاجك.
الكتلة الأحادية بطول كامل تُزيل هذا العامل تمامًا. مستوى طحن واحد. عارضة واحدة. لا واجهة. في الألواح المعمارية، والستانلس التجميلي، والحواف الطويلة الظاهرة — يمكن لتلك البساطة أن تجنبك مطاردة علامات الأشباح في الرابعة والنصف من يوم الجمعة.
لكن لاحظ ما حدث للتو. لقد ضيّقنا النطاق.
ليس “الإنتاج المتنوع بشكل عام”. بل الانحناءات الطويلة المستمرة الحساسة للمظهر.
هذه شريحة أصغر بكثير مما تعترف به معظم المتاجر.
الصفائح السميكة تغيّر المعادلة.
قم بتشغيل مادة بسماكة 1/2 بوصة في فتحة على شكل V واسعة وقد تكون في نطاق 15–20 طنًا لكل قدم حسب الفتحة (على سبيل المثال، 16 طنًا/قدم على طول 8 أقدام تساوي 128 طنًا إجمالاً). عند هذا الحمل، تصبح الأداة العلوية عضوًا هيكليًا. أي انقطاع بين القطع المنفصلة يمكن أن يتحول إلى مفصل دقيق محتمل عند الإجهاد الأقصى.
وهنا لن أبيعك قصة خيالية.
الأنظمة الدقيقة المجزأة، عند تثبيتها بشكل صحيح في مكبس محاذى على الطراز الأوروبي، يمكن أن تتصرف كعارضة واحدة تحت الحمل. هذه فيزياء، وليست دعاية من الموردين. ولكن عندما تتجاوز تقريبًا 200 طن لكل متر في التطبيقات القصوى، تصبح حدود المحاذاة غير متسامحة. أي انحراف طفيف لم يعد مجرد عيب تجميلي — بل توزيع غير متساوٍ للقوى. وهذا يظهر على شكل اختلاف زاوي في المواد السميكة.
الكتل الأحادية تتألق هنا لأن مسار التحميل فيها مستمر. لا يوجد مفصل. لا يوجد تراكم هوامش. فقط كتلة صلبة.
لقد أتلفت ما يكفي من المعادن لأعرف أنه عندما تعمل على صفائح هيكلية طوال الأسبوع، فإن مطاردة نصف درجة عبر 2.5 متر ستجعلك تشك في كل قرار اتخذته في حياتك أوصلك إلى هذه النقطة.
هذه ليست منطقة تنوع عالٍ.
هذه أعمال ثقيلة، متكررة، مرهقة، حيث لا تكون الصلابة تكلفة – بل درعًا.
ثم يأتي العامل الآخر، وهو الحجم.
ليس 200 قطعة. وليس 800.
فكر في 5000 وحدة من نفس الشكل الهندسي للقطعة، شهرًا بعد شهر.
إذا كان إعداد الكتلة الأحادية يوفر حتى 10 دقائق من إعادة الإعداد لكل دفعة لأن شيئًا لا يُعاد ترتيبه — وعلى مدار عام كامل يتجمع ذلك ليصبح عددًا كبيرًا من عمليات التبديل التي تم تجنبها — تصبح الاستقرارية مرادفًا للإنتاجية. تُظهر بعض وثائق الأنظمة تقليصًا في أوقات التبديل بمقدار يقارب 40% عندما تتوقف عن تفكيك وإعادة تجميع المجموعات المجزأة لنفس العمل المتكرر. في خلية تشغيل مخصصة، هذا وقت فعلي محفوظ.
لكن العمل عالي التنوع ليس 500 قطعة مكررة.
إنه 50 قطعة من عشرة أنواع مختلفة. وفي هذا العالم، الوقت الذي توفره بعدم إعادة ترتيب القطع هذا الأسبوع، ستخسره الأسبوع القادم عندما تتغير الأشكال الهندسية.
إليك إذًا نقطة التحول بلغة بسيطة:
خارج تلك الحواف؟
ذلك القضيب الصلب المربوط بالمكبس يبدأ بالتصرف كمرساة مرة أخرى.
الطريقة الوحيدة لحسم الأمر في ورشتك هي أن تتوقف عن مناقشة الفلسفة وتبدأ بحساب قوة الضغط الخاصة بك لكل قدم، وأطوال التشغيل الخاصة بك، وعائلات الأجزاء السنوية — مما يعني أننا بحاجة إلى وضع الأرقام جنبًا إلى جنب وإيجاد نقطة التحول الفعلية لديك.
هل تريد معرفة نقطة التحول؟
ابدأ بساعة توقيت، وليس بكتيب دعائي.
إذا كانت مكابسك تقف ساكنة لمدة 20 دقيقة في كل عملية تغيير، وتبدّل خمس مرات في الوردية، فهذا يعني 100 دقيقة ضائعة في اليوم. في وردية واحدة مدتها 8 ساعات، يتجاوز ذلك 20% من وقت دوران العمود المتاح قبل حتى أن تتحدث عن الفاقد أو إعادة التشغيل. لا مقدار من “المتانة الفولاذية الصلبة” يمكنه إصلاح مكبس لا يتحرك.
هذه هي العدسة الأولى: الحركة مقابل الكتلة.
الفكر القديم يقول إن القطعة الواحدة تعني الثبات تعني الإنتاجية. لكن الإنتاجية ليست بمدى صلابة الأداة حين تضربها، بل كم عدد الأجزاء الجيدة التي تخرج من الخلية في كل وردية. إذا قللت التقسيمات متوسط وقت التبديل من 20 دقيقة إلى 8—حتى لو استهلكت المحاذاة 3 من تلك الدقائق—فقد استعدت 12 دقيقة في كل تبديل. اضرب ذلك في خمس تبديلات، تحصل على ساعة إضافية في اليوم. على مدى 240 يوم عمل، هذا يعني 240 ساعة تشغيل إضافية.
الآن قارِن ذلك بالأسابيع القليلة التي تتجاوز فيها 12–15 طنًا لكل قدم (لنقل 16 طنًا/قدم على مدى 8 أقدام = 128 طنًا إجمالًا) حيث تبرر القطعة الواحدة وجودها من الناحية الهيكلية.
كم عدد الأسابيع مثل تلك التي تعمل فيها فعليًا؟
إذا كانت 40 من أصل 240، فإن نقطة التحول لديك ليست فلسفية. إنها حسابية: (ساعات العمل السنوية الموفرة بفضل سرعة التبديل) ناقص (الساعات التي تمنع فيها القطعة الواحدة الفشل الهيكلي أو التجميلي). عندما يتجاوز الرقم الأول الثاني بمقدار كبير، فأنت تدفع ضريبة الصلابة.
ومعظم الورش يفعلون ذلك.
لا تستخدم السعر المقتبس للماكينة. هذا مجرد طعام مريح للمحاسبة.
استخدم هامش المساهمة لكل ساعة تشغيل للماكينة. ما الذي تولده ساعة إنتاجية واحدة على تلك المكابح بعد خصم المواد والعمالة؟ افتراضياً: إذا كانت مكابسك تحقق هامش مساهمة قدره 150 دولارًا لكل ساعة إنتاجية والتقسيم يعيد 240 ساعة في السنة، فهذا يعني 36,000 دولار من الطاقة الإنتاجية المستعادة.
الآن اطرح ضريبة المحاذاة.
الأدوات المقسمة تتطلب انضباطًا في الإشارة المرجعية. إذا أخطأ فريقك في المحاذاة وأضاع 3 دقائق إضافية في كل إعداد، فاحسبها بصدق. خمس تبديلات × 3 دقائق × 240 يومًا = 3,600 دقيقة. أي 60 ساعة في السنة.
حتى بعد تلك العقوبة، لا تزال تحقق صافي ربح مقداره 180 ساعة في مثالنا.
هنا يتسلل الوهم التسويقي للموردين. الأنظمة العالية الثمن للتبديل السريع تعدك بـ“ثوانٍ” فقط للتبديل، ولكن إذا أجبرك حامل تالف على استبدال كامل بدلاً من قطعة بطول 150 ملم، فإن هيكل التكلفة لديك يعود نحو الصلابة مرة أخرى — إنما في حُلّة أكثر بريقًا. المرونة الاختيارية تعمل فقط إذا لم يكن نظام تثبيت الأدوات لديك فخًا لك.
إذن تصبح معادلتك لتوقف التشغيل:
(الزمن الموفر في تبديل القوالب − عقوبة المحاذاة) × عدد عمليات التبديل السنوية × المساهمة في الساعة − التكلفة الإضافية لنظام الأدوات
عندما يبقى هذا الرقم موجبًا بعد افتراضات متحفظة، فإن نقطة التعادل تكون قد حدثت بالفعل.
مما يثير نقطة الضغط التالية: رأس المال المجمد في الفولاذ.
تعني استراتيجية القطعة الواحدة (المونوبلوك) أطوالاً كاملة لكل مقطع. عشرة مقاطع، عشر استثمارات بطول كامل. هذا نقد مجمّد على الرفوف.
تقلب الاستراتيجية المجزأة المعادلة. أنت تملك مكتبة: قطع بطول 10 مم، 20 مم، 50 مم، 100 مم. تجمع الأشكال مثل مجموعة مفاتيح البراغي، لا مثل سكة الحديد. المقاطع الأساسية نفسها تُستخدم لبناء إعدادات متعددة.
لقد أهدرت ما يكفي من المعدن لأعرف أنه عندما تثني نفس الحامل طوال الأسبوع، فإن الصلابة تعود عليك بالنفع. ولكن الإنتاج المتنوع ليس 500 قطعة متطابقة. إنه 40 قطعة اليوم، و60 قطعة مختلفة الأسبوع القادم. في هذا السياق، امتلاك خمس قطع مونوبلوك كاملة لخمسة أعمال “شائعة” يبدو آمنًا—إلى أن يقوم قسم الهندسة بتعديل طول الحافة بمقدار 12 مم، وعندها لا يناسب أيٌّ منها بعد ذلك.
الخيارات المرنة تقلل من مدى الضرر.
تضررت قطعة؟ استبدل 100 مم فقط. تضرر مونوبلوك كامل؟ إما أن تطحن الطول بالكامل أو توقفه عن العمل. في ورشة عملتُ معها، تسبب رقاقة واحدة في تعطيل لكمة بطول 3 أمتار. لم تكن مشكلة تكلفة إصلاح فحسب، بل فوضى في الجدول أيضًا.
المخزون ليس مجرد سعر شراء. إنه إلى أي مدى من مستقبلك محجوز في هندسة الأمس.
لذا فإن نقطة التعادل الآن تشمل التعرض الرأسمالي: التكلفة الإجمالية للمجموعات الكاملة اللازمة لتغطية 80٪ من أعمالك مقابل تكلفة مكتبة مجزأة تغطي النسبة نفسها مع إمكانية إعادة التركيب.
عندما يدعم الرقم الثاني مزيدًا من عائلات الأجزاء مع فولاذ مكرر أقل، تتوقف الصلابة عن أن تبدو كأمان، وتبدأ في أن تبدو كوزنٍ ميت مقيد بالمكبس.
وذلك قبل أن نتحدث عما يتحول إليه عملاؤك.
لقد تغيّر السوق بهدوء.
أصبحت الطلبات أصغر. أصبحت المراجعات أسرع. تقلصت فترات التنفيذ بينما انفجرت أعداد الأكواد (SKU). مكبحك لم يعد آلة إنتاج مخصصة. إنه خلية لحل المشكلات.
الآلة الصلبة تفترض أن الغد سيشبه الأمس.
الخلية المرنة تفترض أن الغد سيكون غريبًا.
عندما تتجه الأعمال نحو دفعات أقصر وتنوع أعلى، يصبح معدل الإنتاج دالة لمدى سرعة إعادة التهيئة، لا لمدى صلابة أدواتك. المكبح الذي يبدّل الإعدادات كما يبدّل مفتاح العزم رؤوسه سيجني أرباحًا أكثر من ذاك الذي يجر مرساة من الفولاذ بطول كامل—ما لم تكن تعمل دائمًا فوق خط البنية الهيكلية عند 200 طن لكل متر.
هذه هي العدسة الجديدة:
نقطة التحول لديك ليست “أي أداة أقوى؟”، بل هي “عند أي مستوى من تقلب المزيج تولد المرونة مساهمة سنوية أكبر من تلك التي تمنعها الاستمرارية الهيكلية بسبب الخسارة؟”
احسب ساعات التبديل الحقيقية لديك. احسب عدد الأسابيع التي تعيشها فعليًا في الإنتاج عالي الحمولة أو في التشغيلات التجميلية الطويلة. قم بتسعير رأس المال المحجوز في النسخ الكاملة الطول.
عندما ترى تلك الأرقام الثلاثة جنبًا إلى جنب، عادةً لا يكون الجواب عاطفيًا.
إنه يعمل.


















