

شاهدتُ مشترياً شاباً يلمس جانب مكبح مستعمل بسعة 100 طن كما لو كان ثوراً فائزاً بالجائزة. شارة كبيرة. طلاء جديد. قال: “لن نتجاوز هذا الحجم أبداً.”.
بعد ثلاثة أشهر اتصل بي لأن المكبح لم يكن قادراً على الحفاظ على الزاوية عبر انحناءة بطول ستة أقدام دون أن يضع حشوات تحت القوالب مثل رزمة أوراق اللعب.
حينها أدركت أنه اشترى الرقم، لا الآلة. القدرة الحقيقية ليست شارة على الإطار الجانبي—بل هي سلامة هيكلية، وتحكم CNC متّسق، وكيفية أداء النظام بأكمله تحت التحميل. لذلك فإن تقييم حل حديث يعتمد كلياً على الـ CNC مثل حل مكابح انحناء CNC من CN-HAWE—المصمم كجزء من منصة متكاملة لتشكيل الصفائح المعدنية بدلاً من مجرد رقم القدرة المعلن—يُعد أكثر منطقية بكثير من مطاردة رقم أكبر على لوحة اسم قديمة.
ترى عبارة “100 طن” فيقوم عقلك بالحساب البسيط: مزيد من الأطنان تعني مزيداً من القدرة. واضح. مريح. مثل قوة الأحصنة في شاحنة ديزل.
ولكن الحمولة في مكبح ضغط CNC مستعمل هي رقم مخبري. يفترض وجود أختام جديدة، أسطوانات مشدودة، إطارات مستقيمة، فولاذ معتدل الأساس، انحناء هوائي، وحمل كامل مطبق في المركز. غيّر أي عنصر من هذه وسترى أن ذلك الرقم الفخور 100 يتقلّص بسرعة.
وضعتُ مقياس ضغط على نظام هيدروليكي عمره 12 عاماً وكان “مصنّفاً” بسعة 100 طن. تحت التحميل انخفض إلى 18% قبل الوصول إلى النقطة السفلى الميتة. هذا لم يعد 100. هذا 82 في أفضل يوم—وقبل أن تبدأ حتى العمل الحقيقي عليه.
مكبح ضغط بسعة 100 طن لا يمكنه تقديم ضغط متّسق عبر السطح هو مجرد مشكلة بسعة 60 طن لها كبرياء 100 طن.
فما الذي يحدث فعلياً داخل النظام الهيدروليكي المتقادم عندما تضغط عليه بقوة؟

القوة الهيدروليكية بسيطة على الورق: الضغط مضروب في مساحة المكبس. إذا كان المضخّة تولد 3000 PSI ومساحة الأسطوانة 20 بوصة مربعة، فأنت تعرف القوة النظرية.
الآن لنمشِ في أرض الورشة.
تتآكل الأختام. يرقّ الزيت عند ارتفاع الحرارة. الخدوش الدقيقة داخل الأسطوانة تسمح بتسرب السائل تحت الحمل. لا ترى ذلك عند الخمول، تراه حين يتباطأ المكبس في منتصف الانحناء الثقيل ويبدأ مقياس الضغط بالاهتزاز بدلاً من الثبات.
افترض أن مكبحاً مستعملاً يحتاج إلى $4,800 لإعادة إحكام أختام الأسطوانة و$3,200 لإعادة بناء المضخة ليحافظ على الضغط الكامل من جديد. معظم البائعين لن يخبرك بذلك. تكتشفه بعد أن تبدأ بمطاردة زوايا انحناء غير متّسقة ويبدأ مشغلك بالمبالغة في الانحناء للتعويض.
وهنا النقطة التي يغفلها المشترون: تقييمات الحمولة عادةً تكون لانحناء هوائي لفولاذ معتدل بقوة شد 60,000 PSI. إذا انتقلت إلى الفولاذ المقاوم للصدأ فعليك مضاعفة القوة المطلوبة تقريباً بـ 1.5. تلك “الواقعية بسعة 82 طن” أصبحت الآن آلة بسعة 55 طن للعمل الذي تبيعه فعلاً.
تحذير عند الانسحاب: إذا لم يبرهن البائع على انحناءات بطول كامل وقريبة من السعة تحت التحميل مع مقياس ضغط ثابت، فافترض أنك تشتري آلة تحتاج لإعادة بناء، لا صفقة جيدة.
لكن حتى لو كانت الأنظمة الهيدروليكية سليمة، هل أنت متأكد أن الـ 100 طن تنطبق على الطريقة التي تنحني بها؟
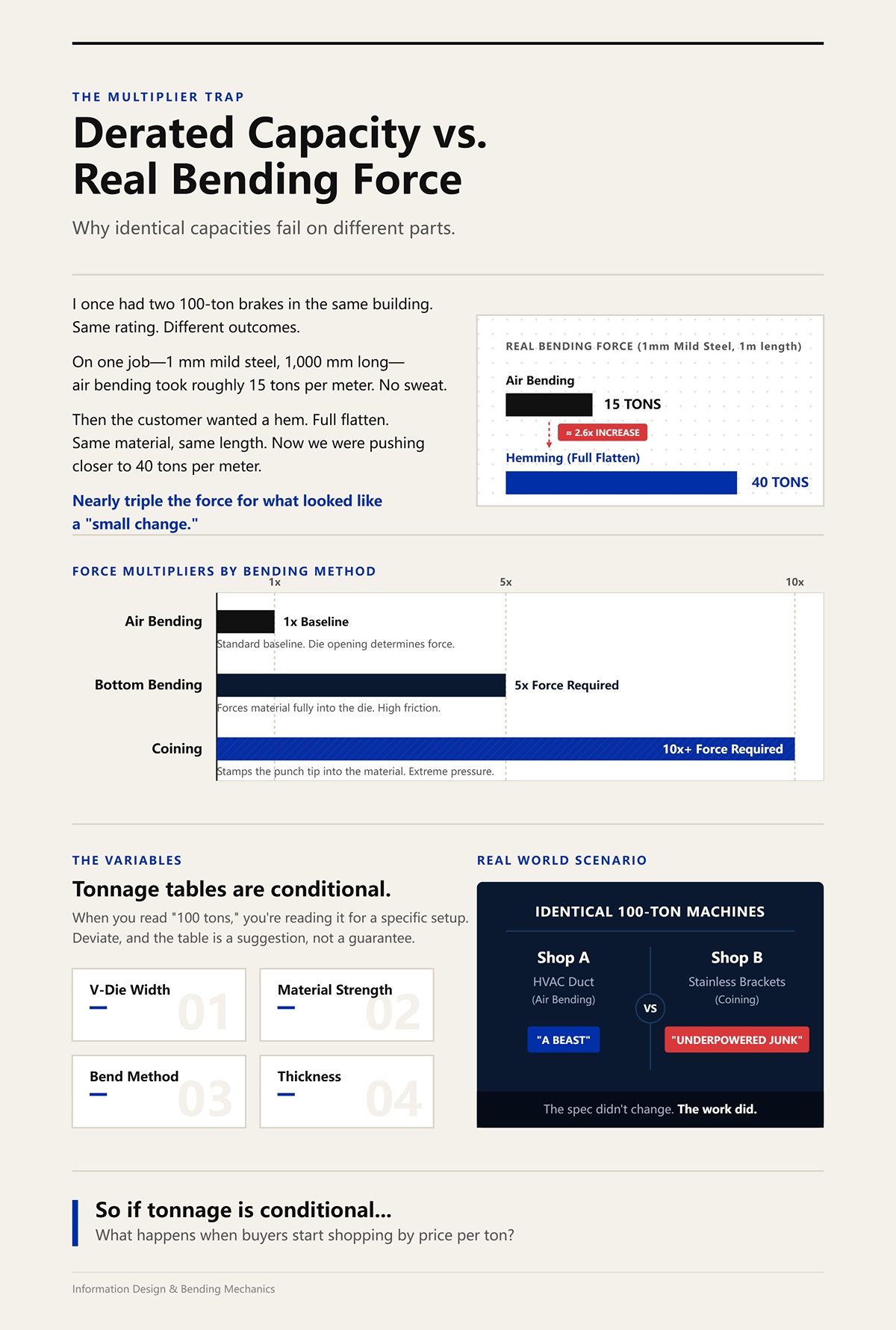
كان لديّ في أحد الأيام مكبسان بقدرة 100 طن في نفس المبنى. نفس التصنيف. لكن النتائج كانت مختلفة.
في إحدى المهام — فولاذ معتدل بسماكة 1 مم وطول 1000 مم — احتاج الثني بالهواء إلى حوالي 15 طنًا لكل متر. لا مشكلة. ثم أراد العميل طيّ الحافة بالكامل. نفس المادة، نفس الطول. والآن كنا نقترب من 40 طنًا لكل متر. ما يقارب ثلاثة أضعاف القوة لما بدا أنه “تغيير بسيط”.”
هذه هي فخ المضاعف.
الثني بالهواء هو خط الأساس لديك. الثني السفلي قد يتطلب قوة أكبر بخمس مرات. أما السحق (coining)؟ عشر مرات أو أكثر. لذا عندما تقرأ “100 طن”، فأنت تقرأ فعليًا “100 طن لطريقة محددة، ومادة محددة، وفتحة قالب معينة، وسماكة معينة”.”
نعم، هناك جداول للحمولات تجمع كل هذه المتغيرات معًا. وهي موثوقة — إذا كان إعدادك مطابقًا لها تمامًا. نفس عرض القالب على شكل V، نفس قوة المادة، نفس طريقة الثني. إذا انحرفت عنها، يصبح الجدول مجرد اقتراح وليس ضمانًا.
يمكن لورشتين أن تمتلكا ماكينات متطابقة بقدرة 100 طن. إحداهما تثني مجاري هواء HVAC طوال اليوم وتعتبرها آلة قوية. والأخرى تحاول سحق حوامل من الستانلس وتراها خردة ضعيفة.
المواصفة لم تتغير. العمل هو الذي تغيّر.
إذن إذا كانت الحمولة مشروطة، فماذا يحدث عندما يبدأ المشترون بالمقارنة حسب السعر لكل طن؟

لقد رأيت إعلانات تتفاخر: “$28,000 لـ 120 طنًا.” يبدو الأمر صفقة رابحة بسعر $233 لكل طن. المشترون يحبون هذه المعادلة.
إليك المعادلة التي لا يحسبونها.
إذا كان الإطار يعاني من انحناء طفيف بسبب سنوات من التحميل الزائد، فستبدأ بمطاردة ميول عبر السرير. ربما تضيف حشوات تعويض. ربما تُبطئ زمن الدورة لتجنب الضغط الأقصى. ربما تهدر 3 من كل 50 قطعة في المهام ذات السماحات الضيقة.
لنفترض أن كل قطعة مهدورة تكلف $18 موادًا وعمالة. ثلاث قطع في الدفعة، أربع دفعات يوميًا. هذا يعني $216 في اليوم تنزف من “الرخيص لكل طن”. خلال ستة أشهر، ستكون قد أحرقت بهدوء أكثر مما رفضت دفعه لماكينة أقوى وأكثر ثباتًا ذات قدرة أقل لكنها أكثر موثوقية.
هذا هو الوقت الذي يجب أن يحدث فيه التحول الذهني.
توقف عن السؤال: “كم طنًا أحصل عليه مقابل أموالي؟” وابدأ بالسؤال: “كم عدد القطع القابلة للبيع والمتسقة التي أحصل عليها في الساعة دون أن أستنزف هذه الآلة؟”
لأن اللوحة المثبتة على الجانب لا تجني لك المال.
الحيز العملي هو ما يفعل.
لقد أصلحت تفكيرك بشأن الحمولة. جيد. الآن دعني أريك أين تصاب معظم الورش بالصدمة التالية.
منذ بضع سنوات، أحضر إلينا أحد العملاء لوحًا بعرض 1.8 متر مع حواف جانبية مشكلة مسبقًا. على الورق، بدا مكبحه المستخدم مثاليًا: طول انحناء 3 أمتار، 130 طنًا، هيدروليكيات نظيفة. لقد أجرى حساب قوة الانحناء مرتين.
القطعة لم تكن حتى مستقرة بشكل مستوٍ على المنضدة.
كان الغلاف الخارجي يمنعها. عمق العنق—وهو المسافة من خط مركز الكباس إلى الإطار الخلفي—كان ضحلاً جدًا بحيث لا يسمح للحافة المشكلة مسبقًا بالمرور. كانت الآلة تمتلك القوة. لكنها لم تمتلك المساحة.
ذلك العمل انتقل مباشرة إلى منافسه.
وهنا تنهار فكرة الشراء بناءً على القوة تمامًا. لأن الهندسة لا تهتم بمدى قوة الأسطوانات. إذا كان الجزء لا يمكن إدخاله فعليًا داخل مساحة العمل، فالمشكلة ليست في الانحناء، بل في التسعير.
ومشكلات التسعير تتحول إلى مشكلات في الإيرادات.
عمق العنق هو أحد تلك المواصفات المدفونة في منتصف القائمة. 12 بوصة. 16 بوصة. 20 بوصة. معظم المشترين يلقون نظرة عليه ثم يتابعون.
إلى أن يحاولوا ثني لوحة عريضة ذات حواف مرتدة.
تخيل صفيحة بطول 2000 مم تحتاج إلى حافة بزاوية 90 درجة على بُعد 400 مم من الحافة. هذا يعني أن 400 مم من المادة يجب أن تمتد خلف الأدوات وعائدًا نحو الإطار أثناء عملية الانحناء. إذا كان عمق العنق لديك 300 مم، فإن الإطار يوقفك قبل أن يلمس الكباس الفولاذ.
لا يهم إن كانت الآلة بقدرة 200 طن.
وهنا يصبح الأمر أكثر دقة. طول الانحناء وعمق العنق مستقلان عن بعضهما. لقد رأيت آلات بطول 3 أمتار ذات أعناق ضحلة مصممة للإنتاج الخفيف السماكة. طول وافر. لكن مدى قصير. يفترض المشترون، “إذا كان طوله 3 أمتار، يمكنني ثني أجزاء كبيرة.”
فقط إذا كانت تلك الأجزاء لا تحتاج إلى الدوران داخل الإطار.
ولا تنس هامش العالم الواقعي. يُطلب منا زيادة القوة بنسبة 20–30% للتعامل مع تباين المادة. لكن المشترين يتعاملون مع طول الانحناء وعمق العنق كقيم مطلقة. في الممارسة العملية، التعامل مع المادة وأصابع المقياس الخلفي وفراغ تشغيل العامل تستهلك 10–15% من تلك المساحة. قد يمنحك الجهاز “بطول 2.5 متر” إنتاجًا مريحًا متكررًا بطول 2.2 متر فقط.
لن تشتري شاحنة مصنفة لسحب 10,000 رطل وتخطط لسحب 10,000 كل يوم. فلماذا تفعل ذلك مع الهندسة؟
تحذير عند الانسحاب: إذا لم يتجاوز عمق العنق أعمق حافة تخطط لتشكيلها بما لا يقل عن 20%—مقاسًا مع تركيب الأدوات—فلا تقنع نفسك بأنك “ستجعلها تعمل”. لن تفعل.
لكن حتى لو كان الجزء يناسب أفقيًا، هل يمكن للكباس أن يتحرك عموديًا بما يكفي لإجراء الانحناء الذي تبيعه؟
لقد فحصت مكبحًا عمره 20 عامًا بطول شوط يبلغ 12 بوصة. كان البائع يتفاخر به كما لو كان قوة حصانية إضافية.
يتيح الشوط الطويل تشكيل صناديق أعمق وأشكال مرتفعة. هذا صحيح. لكن ما يفوته معظم المشترين هو أن طول الشوط وسماكة المادة لا يتناسبان بخط مستقيم.
الشوط هو الحركة العمودية للكباس. فهو يحدد مدى إمكانية نزول المكبس في مساحة القالب. وهذا أمر مهم عند تشكيل القنوات العميقة أو الثنيات متعددة المراحل.
لكن القدرة المتعلقة بالسماكة تأتي من اختيار عرض قالب V. فإذا كنت تثني صفيحة بسماكة 10 مم، فقد تحتاج إلى فتحة V تعادل ثمانية أضعاف السماكة أو أكثر. تلك هندسة القالب هي التي تحدد الطلب على القوة بغض النظر عن الشوط. فالشوط الأطول لا يقلل القوة المطلوبة، بل يسمح لك فقط بالسفر لمسافة أكبر.
لذا يمكنك أن تنتهي بآلة لديها شوط كافٍ لتشكيل قناة عميقة—ولكن ليس لديها صلابة واقعية أو قوة كافية (خصوصاً بعد اهتراء النظام الهيدروليكي) لثني المادة التي خططت لها.
وإليك الحقيقة الميكانيكية التي لا يتحدث عنها أحد: كل بوصة إضافية من الشوط تعني حركة أسطوانة أطول. وفي الآلات القديمة، غالباً ما يعني ذلك مساحة أكبر لاستهلاك الأختام، وإجهاد أعمدة أكبر على مدى عقود، وفرصاً أكثر لحدوث خدوش داخل التجويف. فآلة شوطها 12 بوصة من عام 2005 قد تكون شهدت ملايين البوصات الإضافية من الحركة التراكمية مقارنة بوحدة شوطها 8 بوصات تعمل بأعمال أخف.
الشوط الأطول يمكن أن يكون ميزة.
أو يمكن أن يكون إرهاقاً متراكماً.
إذا كنت “تخطط للنمو” نحو ألواح أكثر سماكة، فلا تكتفِ بفحص الشوط والقوة. ارسم خريطة لمنتجاتك الفعلية: عمق الصندوق الأقصى، قوالب V المطلوبة، القوة الحقيقية لكل متر، وما إذا كان الإطار والنظام الهيدروليكي يمكنهما تحمل ذلك دون العمل عند حمولة 90% كل وردية.
تلك الآلة “متوسطة النطاق متعددة الاستخدامات”—لنقل بقدرة 140 طن، 3 أمتار—غالباً لا تلبي أعمال السرعة للألواح الخفيفة ولا الألواح الثقيلة فعلياً. لقد رأيت ورشاً تشتري ذلك الحل الوسط، وبعد ثلاث سنوات تموّل مكبحاً ثانياً لأن الأول لم يتمكن من التوسع إلى السوق الجديدة دون الاختناق.
تحذير عند الانسحاب: إذا كانت خطة نموك تتطلب من الآلة أن تعمل يومياً فوق 80% من شوطها وقوتها المصنفة، فأنت لا تشتري سعة إضافية. أنت تشتري اهتراءً متسارعاً.
والآن لنفترض أن الشوط كافٍ. والقطعة تناسب الحيز. لا يزال هناك فحص خلوص آخر يمكن أن يُفشل الصفقات بعد دفع ثمن الآلة.
اتصل بي أحد المشترين مرة في حالة هلع. كان مكبحه الجديد لديه ارتفاع مفتوح يبلغ 18 بوصة. على الورق، كافٍ تماماً.
ركّب حامل مكبس طويل ومجموعة قوالب مقسمة لتشكيل صندوق. فجأة أصبح لديه مساحة استعمال مقدارها 12 بوصة. لم يتمكن من إزالة القناة المشكلة دون إمالتها ومكافحتها لتجاوز الأدوات.
الارتفاع المفتوح هو المسافة بين الكباس والقاعدة عند النقطة العليا الميتة. وضوء النهار هو مصطلح مشابه، يُقاس أحياناً بطريقة مختلفة بحسب الشركة المصنعة. المهم هو الارتفاع المفتوح الصافي بعد تركيب الأدوات والمحوّلات والحوامل.
الأدوات تلتهم المساحة. بسرعة.
تشكيل الصناديق العميقة يتطلب خلوصاً عمودياً ليس فقط للثنية الأولى، بل أيضاً للإخراج. عندما يكون مكبح الضغط محمّلاً بالأدوات أو مُكوَّناً دون التفكير في مسار الإزالة، يمكنك أن تحبس القطعة فعلياً. لقد رأيت مشغلين يفكون الأدوات أثناء العمل فقط لإخراج القطعة المشكلة.
هذا ليس فشلاً في القوة. إنه فشل في الهندسة.
القوائم المستعملة نادراً ما تكشف عن الارتفاع المفتوح الصافي مع الأدوات المركبة. يذكر البائعون الرقم المصنَّع. لكن السعة الحقيقية هي الآلة ناقص الأدوات ناقص هامش الأمان.
وتذكر: الآلات الأطول تمنحك مساحة للدوران والتعامل مع القطع. هذا صحيح. المشترون المتمرسون يعلمون بالفعل أن طول الثني مهم. ما يفوتهم غالباً هو أن الخلوص العمودي والخلفي مهمان بنفس القدر للقطع متعددة الثنيات. مساحة الدوران، زاوية الإخراج، وتداخل المقياس الخلفي كلها تقع داخل نفس الصندوق الهندسي.
أنت لا تشتري قوة. أنت تشتري غلافاً ثلاثي الأبعاد يجب أن تعيش داخله قطعك.
تحذير عند الانسحاب: قبل إغلاق صفقة على مكبس فرامل مستخدم، اختبر فعليًا أطول وأعمق جزء لديك — أو نموذج خشبي من الخشب الرقائقي — باستخدام مجموعة الأدوات الدقيقة التي تخطط لتشغيلها. إذا كانت عملية الإزالة تتطلب “خدعة”، فهذه الخدعة ستكلفك وقت إنتاج كل يوم.
لقد كشفنا الآن زيف أسطورة الحمولة ووهم المساحة غير المحدودة.
قد تكون لدى الماكينة القوة. قد تمتلك مساحة. لكن ماذا يحدث عندما لا يمكن إصلاح الدماغ الذي يشغلها بعد الآن؟
ورشة في الطريق اشترت مكبس فرامل CNC من عام 2008 مقابل $62,000. اشتغل الجهاز. أضيأت الشاشة. تم توجيه المحاور. قال البائع: “يعمل جيدًا.”
بعد ثلاثة أشهر، بدأت وحدة التحكم في الوميض. تعلم المشغلون تركها تعمل طوال الليل لأنك إذا أعدت تشغيل الطاقة فلن تقلع دائمًا. ووجهوا مروحة صندوق نحو الخزانة كما لو كانت كلبًا محموماً في يوليو. تباطأ الإنتاج لأن لا أحد كان يثق بها بما يكفي لجدولة الأعمال سريعة التنفيذ.
ثم في صباح أحد الأيام، لم تعد تعمل.
لم يعد المصنع يدعم وحدة التحكم. بطاقات الحركة تم إيقافها. كانت اللوحات المستعملة في السوق الثانوية بسعر $3,800 لكل واحدة — بدون ضمان. انتهى بهم الأمر إلى إنفاق $28,500 على إعادة تجهيز فقط لإعادة الماكينة إلى ما كان ينبغي أن تكون عليه منذ اليوم الأول.
كانت تلك الفرامل “تعمل” عندما اشتروها.
لكن الحمولة في مكبس فرامل CNC مستخدم هي رقم مختبري. وصحة وحدة التحكم؟ هذا هو الفرق بين أصل إنتاجي ووزن ورقي يبلغ 20,000 رطل.
الهندسة تحدد ما يمكنك تسعيره. وحدة التحكم تحدد ما إذا كان بإمكانك فعلاً تسليمه. وإذا كان الدماغ يعيش على وقت مستعار، فكل مهمة تقوم بجدولتها هي مقامرة.
تحذير عند الانسحاب: إذا كانت وحدة التحكم أقدم من 12–15 سنة ولا تستطيع الشركة المصنعة الأصلية تأكيد دعم الأجزاء الحالي كتابيًا، فسعّر الماكينة كما لو أنك ستعيد تجهيزها خلال 24 شهرًا — أو لا تشترِها.
لقد فتحت خزائن في آلات “مُعتنى بها جيدًا” ووجدت نسخًا احتياطية على أقراص مرنة مربوطة بسلك داخلها. تلك هي حماية البرامج لديك. قرص بحجم 3.5 بوصة وقليل من الأمل.
أجهزة CNC القديمة وأجهزة التحكم القائمة على PLC غالبًا ما تعتمد على بطاقات حركة مملوكة ولوحات إدخال/إخراج مخصصة. عندما تصبح تلك قديمة، لن تتصل بمورد إلكترونيات عام. ستبحث عن مخزون فائض تم سحبه من آلة أخرى ميتة. وإذا لم يتم نسخ المنطق السلّمي — البرنامج الأساسي للتحكم — احتياطيًا مطلقًا، فلن ينقذك العتاد وحده.
لقد رأيت وضع الفشل هذا بالضبط: زيادة في الطاقة تمسح الذاكرة التالفة في PLC القديم. لا تزال اللوحة تعمل. لا تزال الماكينة تشتغل. لكن منطق البرنامج انتهى. بدون توثيق، تصبح صندوقًا أسود. لا تصلحه — بل تعيد هندسته من الصفر. هذا وقت هندسة قابل للفوترة بسعر $150 في الساعة، ويتراكم بسرعة.
والآن إليك الرد المقابل: في بعض الأحيان يكون التجديد خطوة أكثر ذكاءً. حزمة تحكم حديثة — CNC جديدة، محركات، تحديثات الأسلاك — يمكن أن تكلف من $25,000 إلى $40,000 اعتمادًا على عدد المحاور ومستوى التكامل. يبدو ذلك مؤلمًا حتى تقارنه بفرامل جديدة بستة محاور وبقوة 175 طن بسعر $180,000 إلى $240,000.
إذا كان الإطار مستقيمًا والهيدروليكيات سليمة، يمكن للتجديد أن يمنحك عقدًا إضافيًا من العمر مع برمجة حديثة، ومحاكاة خارجية، وتسهيل التشخيص.
الفخ ليس في الإلكترونيات القديمة بحد ذاتها.
الفخ هو شراء إلكترونيات قديمة بسعر يفترض أنها ستعيش للأبد.
تحتفظ الآلات متوسطة المدى غالباً بالدقة الميكانيكية لمدة تتراوح بين 12 إلى 18 سنة إذا تم صيانتها بشكل جيد. لقد رأيت هياكل ملحومة بالكامل تبقى ضمن المواصفات لفترة طويلة بعد أن بدأ نظام التحكم يتصرف مثل حاسوب محمول مرهق. وهذا يقلب معادلة المخاطر: ففي بعض الأحيان تكون الأجزاء الحديدية جيدة بينما تكون الإلكترونيات هي الحلقة الأضعف.
لذا عند تقييم مكبس مستعمل، لا تسأل فقط “هل يعمل عند التشغيل؟” بل اسأل:
لأنه عندما يتعطل أحد مكونات الحركة، لا يُقاس توقف العمل بالساعات، بل يُقاس بالمدة التي تستغرقها للاعتراف بأنك تقوم بترقية النظام.
تحذير عند الانسحاب: إذا كان البائع لا يستطيع توفير نسخ احتياطية حديثة للبرامج، وملفات المعلمات، وتأكيد توافر القطع، فاعتبر أن هناك تعرضاً أدنـى بقيمة $30,000، وتفاوض وفقاً لذلك—أو انسحب.
لقد شاهدت ذات مرة ورشة تنتظر تسعة أيام من أجل فني المصنع لفتح شاشة المعلمات. تسعة أيام. الماكينة متوقفة. والمشغلون يكنسون الأرضية.
بعض أنظمة التحكم القديمة هي أنظمة مغلقة. لا يمكنك الوصول إلى المعلمات العميقة بدون رموز المصنع. لا يمكنك استبدال المحركات بدون البرنامج الثابت الخاص بالعلامة. حتى المعايرة البسيطة قد تتطلب حاسوب خدمة مرتبط بالشركة المصنعة.
هذا ليس دعماً. بل اعتماداً.
أنظمة التحكم ذات البنية المفتوحة—تلك التي تستخدم وحدات PLC متاحة على نطاق واسع، ومحركات سيرفو قياسية، وهياكل معلمات يمكن الوصول إليها—تعيد السيطرة إليك. يمكن لمتكامل محلي كفء أن يستكشف الأعطال. تأتي المحركات البديلة من عدة موزعين. ولن تصبح رهينة لرقم هاتف واحد.
يظهر الفرق أولاً بطرق صغيرة. يتعطل حساس. في البنية المفتوحة، تقوم بشراء حساس صناعي $180 وتوصيله. أما في الأنظمة المملوكة، فقد يتطلب نفس الوظيفة وحدة تحمل علامة تجارية بـ$1,200—إذا كانت لا تزال متوفرة أصلاً.
والجانب السيئ هو أنه حتى لو بقيت الأجهزة تعمل، يمكن أن يجعل منطق الملكية غير الموثق أي تعديلات مستقبلية شبه مستحيلة. هل تريد إضافة ترقية التاج؟ تغيير إعدادات المحور؟ بدون منطق قابل للتحرير وتوثيق، ستظل عالقاً داخل قرارات تصميم اتخذها شخص ما قبل 15 عاماً.
شراء مكبس مستعمل بنظام تحكم مغلق ومتقادم يشبه شراء شاحنة ديزل عالية الأميال لا يستطيع أحد سوى وكالة البيع الأصلية الاتصال بكمبيوتر ناقل الحركة فيها. أنت لا تملكها. أنت تستأجر حق الوصول إليها.
تحذير عند الانسحاب: إذا كان الوصول إلى الخدمة أو تعديل المعلمات أو استبدال المكونات يتطلب تدخل المصنع فقط، احسب خطر توقف العمل بالأسابيع—لا بالأيام—وقرر ما إذا كان تدفقك النقدي يستطيع تحمل هذه الحقيقة.
المؤخرة ذات محورين (X و R) تضبط العمق والارتفاع. وهذا كافٍ للحواف البسيطة والانحناءات المستقيمة. وهي أيضاً حيث توجد العديد من “الصفقات الجيدة”.
ثم يسلمك الزبون قطعة ذات حواف غير متوازية وانحناءات غير متناظرة.
بدون Z1/Z2 (تحديد موضع مستقل لليمين واليسار) وربما X1/X2 لتعويض التدرج، يبدأ المشغل في استخدام شرائح دعم، أو قلب القطع، أو تعديل المواضع يدوياً بين كل انحناءة. يتضاعف وقت الدورة. تنحرف الدقة. ويزداد الفاقد تدريجياً.
قد تعمل وحدة التحكم من الناحية التقنية. قد تعمل الكبّاسة الهيدروليكية طوال اليوم. ولكن برمجة الأجزاء المعقدة تتحول إلى تمرين على إيجاد الحلول الالتفافية بدلاً من أن تكون عملية قابلة للتكرار.
أنظمة التراجع الخلفي متعددة المحاور الحديثة المقترنة ببرمجيات CNC الحديثة تتيح البرمجة خارج الخط، واكتشاف التصادم، وتسلسل الثني التلقائي. هذا ليس رفاهية. بل هو ثقة في التسعير. يمكنك النظر إلى الرسم ومعرفة أن الآلة يمكنها تنفيذ العمل دون الاعتماد على “المعرفة المتوارثة” في وردية المساء.
يمكن لجهاز أساسي بمحورين أن يكون مربحًا في سوق ضيقة — مثل الحوامل، القنوات البسيطة، أو الأعمال المتكررة. ولكن إذا كانت خطتك للنمو تشمل الحاويات، الخزائن المشكلة، أو المكونات الهيكلية متعددة الثنيات، فإن التحكم المحدود بالمحاور سيصبح عنق زجاجة في الإنتاج.
وتتضاعف قيود الأشكال الهندسية بسبب القيود البرمجية. تذكّر الحيّز ثلاثي الأبعاد الذي تحدثنا عنه؟ وحدة التحكم هي التي تحدد مدى ذكائك في التنقل داخله. عمق الحلق الضحل يمثل قيدًا واحدًا. أما نظام تحكم لا يمكنه ترتيب التسلسل لتجنب التداخل، فذلك قيد آخر.
مكبح ضغط بسعة 100 طن لا يمكنه تقديم ضغط متّسق عبر السطح هو مجرد مشكلة بسعة 60 طن لها كبرياء 100 طن.
آلة ثني “CNC” لا يمكنها إدارة القياس متعدد المحاور بذكاء هي في الحقيقة آلة يدوية بشاشة ملونة.
تحذير عند الانسحاب: إذا كان السوق المستهدف لديك يشمل أعمالًا متعددة الثنيات وضيقة التفاوتات، بينما تملك الآلة فقط قياسًا بمحورين وبرمجيات قديمة، فلا تقل لنفسك “سأقوم بالترقية لاحقًا.” احسب تكلفة الترقية الآن — أو انسحب.
لقد فحصت عمق الحلق. فحصت الشوط. وتحققت من الارتفاع المفتوح. الآن نظرت داخل لوحة التحكم وخلف الشاشة.
لكن حتى مع أنظمة التحكم الحديثة والإمكانيات الكاملة للمحاور، هناك طبقة أخرى يمكن أن تلتهم هوامش أرباحك بصمت.
ماذا لو كان الحديد نفسه قد أُنهك؟
تم استدعائي إلى آلة بقوة 150 طنًا “محكمة” كانت تخطئ الزاوية في القطع بطول 10 أقدام. البائع أقسم أن المشكلة في المعايرة. وضعنا مؤشر قياس على الكبّاس، وأنزلناه حتى 1 بوصة فوق النقطة السفلى، وكان الجانب الأيسر منخفضًا بمقدار 0.012 بوصة عن الجانب الأيمن. نفس القوة. نفس البرنامج. نفس المادة. هذه ليست مشكلة برمجيات. هذا حديد عمل لفترة طويلة دون أن يتحقق أحد من وضعه.
إليك الحقيقة المرة: تقادم وحدة التحكم قد يعزلك إلكترونيًا، لكن التعب الهيكلي سيستنزفك كل يوم تعمل فيه. الأُطر تتمدد. المكابس تلتوي. وممرات الانزلاق تتآكل بطريقة تعكس نمط عمل العقد الماضي. وكل ذلك لا يظهر في ورقة المواصفات أو أثناء عرض التشغيل.
لا يمكنك “فحص” هذه الأمور ببساطة. بل عليك إجراء تحليل ميكانيكي جنائي.
تحذير عند الانسحاب: إذا رفض البائع السماح لك بوضع مؤشرات على الكبّاس، أو إجراء اختبار ثني بطول كامل، أو فحص الممرات بعد إزالة الأغطية، فافترض أنهم يعرفون بالفعل ما ستجده. وإذا كنت ترغب برأي ثانٍ قبل الالتزام، فمن الجدير استدعاء فريق تقني مختص في أعمال الثني باستخدام CNC يوميًا—تواصل مع CN-HAWE لإجراء تقييم مستقل، أو مقارنة القدرات، أو للحصول على عرض لبديل CNC حديث مدعوم ببحث وتطوير مخصص وحلول كاملة لتشكيل الصفائح المعدنية.
خذ قضيب اختبار مصقول بطول 10 أقدام، وضعه في القالب السفلي، وأنزل الكبّاس ببطء حتى يلامسه على كامل الطول. دون ضغط. مجرد ملامسة. الآن حاول تمرير عدّاد سماكة بسمك 0.002 بوصة من طرف إلى آخر.
في آلة سليمة، يكون الإحساس بالمقاومة متجانسًا. أما في آلة منهكة، فستجد ما أسميه “المنطقة الميتة” — مقطعًا في المنتصف أو نحو أحد الأطراف حيث يعلو الكبّاس قليلًا، ثم ينطبق فجأة بإحكام. هذه ذاكرة انحناء الإطار. سنوات من التحميل في المنتصف، خصوصًا الثني السفلي عند قوى عالية، تتسبب في انحناء الأعمدة والسرير بشكل دائم.
“لكن القوة الاسمية على مكبس CNC مستعمل هي رقم مختبري فقط.” في الميدان، الانحناء ليس نظريًا. لقد قست انخفاض ضغط هيدروليكي مقداره 18% على جانب واحد من آلة توأم يُفترض أنها مطابقة في نفس الورشة. إحداهما كانت ضمن المواصفات. الأخرى كانت تكافح نفسها في كل دورة.
آلة ثني بقدرة 100 طن لا يمكنها تحقيق ضغط متسق عبر السرير ليست سوى مشكلة 60 طنًا بذات غرور 100 طن. ستطارد الزوايا باستخدام الحشوات، وتزيد الثني في أحد الجوانب لتصحيح الآخر، وتلوم المشغلين على ما قرره الإطار بالفعل.
إذا لم ينزل الكباس بشكلٍ متوازٍ بفارق بضع آلاف فقط عبر طول العمل، فأنت لا تشتري مكبس ثني الصفائح المعدنية – بل تشتري اشتراكًا مدى الحياة في رقائق التسوية وشكاوى العملاء.
فما الذي يُبقي ذلك الكباس مستقيماً في المقام الأول؟
انزع الأغطية الجانبية. لا يهمني مدى جمال “الطلاء الجديد” على الخارج. انظر إلى الموجّهات والطرق المنزلقة — الأسطح القابلة للضبط التي تُبقي الكباس يتحرك للأعلى والأسفل بشكلٍ مستقيم.
في آلة عملت على أجزاء ضيقة لسنوات، سترى مسارات مصقولة في المنتصف ومعدنًا باهتًا بالكاد تم لمسه نحو الحواف. هذا هو التحميل غير المتساوي. ومع مرور الوقت، لا يتحرك الكباس عموديًا فحسب؛ بل يهتز ميكروسكوبيًا، مثل باب مفصلته بها برغي مرتخٍ.
يمكنك شدّ الموجّهات لإزالة التخلخل. لقد فعلت ذلك. ولكن عندما يكون التآكل متناقصًا — 0.003 بوصة في أعلى الشوط و0.010 بوصة قرب الأسفل — فأنت تقوم بالضبط حول التلف لا بإصلاحه. الطحن وإعادة الكشط؟ الآن أنت تتحدث عن $12,000 إلى $25,000 حسب الحجم، وهذا قبل خسارة الإنتاج.
وهنا الجزء الذي يغفله المشترون: الأدوات المتآكلة تُضخّم نمط التآكل هذا. مجموعة القوالب التي تختلف ارتفاعاتها بمقدار 0.005 بوصة عبر الأقسام تُجبر الكباس على التعويض بشكلٍ غير متساوٍ في كل دورة. على مدى سنوات، ذلك التفاعل غير المتوازن ينخر الأدلة. وحين تتحقق من التوازي، يكون الضرر بنيويًا.
يمكنك استبدال الأدوات مقابل $8,000. لكنك لا تستطيع بسهولة إزالة التآكل من الإطار.
عندما تتعرض دقة توجيه الكباس للضرر، كيف تحاول الورش إخفاء ذلك؟
دخلت إلى ورشة تعمل بألواح من الستانلس الطويلة على مكبس مزوّد بتاج يدوي — نظام تدوير باليد يُقوّس السرير قليلاً لمعادلة الانحناء. كان المشغّل يضع علامة بقلم “شاربي” على قرص الضبط لموقع “يكاد يكون كافيًا”.”
على الورق، يحلّ نظام التاج مشكلة الانحناء. في الواقع، الأنظمة اليدوية تفترض أن الانحناء ثابت من عملٍ لآخر. لكنه ليس كذلك. تتغيّر صلابة المعدن من دفعة إلى أخرى. الستانلس عند 95 HRB لا يتصرف مثل الستانلس عند 88 HRB. تلك المقاومة الإضافية تُحمّل المركز بشكلٍ مختلف، خصوصًا في الثنيات الطويلة.
أنظمة التاج الديناميكية الحديثة تضبط توزيع الضغط تلقائيًا عبر أوتاد هيدروليكية أو ميكانيكية مرتبطة بجهاز التحكم CNC. مع المعايرة الصحيحة، يمكن للآلات المتطورة أن تحافظ على ±0.1–0.2 درجة. إهمال ذلك النظام — أو الاعتماد على الضبط اليدوي في ورشة ذات تسامحات دقيقة — يدفعك نحو ±0.5 درجة أو أسوأ. في لوح تجميلي طوله 10 أقدام، هذا الفرق بين التوافق التجميعي وبين خردة.
لن أرفض استخدام التاج اليدوي تمامًا. في أعمال الأقواس المنخفضة الدقة وقليلة التنوع، يمكنه أن يتفوّق على نظام “متقدم” ضعيف الصيانة، لأنه على الأقل يمكن التنبؤ بسلوكه. لكن إذا كانت عروض الأسعار لديك تعتمد على دقة متكررة متعددة الانحناءات على الطول الكامل، تصبح المعاوضة اليدوية معرفةً تقليدية. والمعرفة التقليدية لا تنتقل إلى نوبة العمل الثانية.
إذا كان التاج هو ضمادتك، فما الذي يحدث داخل الأسطوانات التي تقوم بالرفع؟
تحذير عند الانسحاب: إذا كانت آلة معدة للعمل الدقيق تعتمد فقط على التاج اليدوي وتظهر ثنيات اختبار غير متسقة عبر الطول الكامل، فضع ميزانية لإعادة التهيئة أو انسحب. الورش الدقيقة لا يمكنها أن تعمل بعلامات “شاربي” والأمل.
قف خلف الآلة وراقب الكباس أثناء الاقتراب. هل ينزل بسلاسة، أم يتردد قليلاً قبل أن يتراكم الضغط؟ الآن ثبّته عند ضغط التشكيل واستمع. صوت فحيح خافت من أختام الأسطوانة. انحدار بسيط للأسفل خلال 10 ثوانٍ.
اسحب مرشح الزيت الهيدروليكي واقطعه. هل ترى لمعانًا فضيًا في الثنيات؟ هذا خدش داخلي — أخاديد ميكروسكوبية داخل الأسطوانة أو على قضيب المكبس. بمجرد أن تتنقّر القضبان المطلية بالكروم، لا يمكن للأختام الصمود. تستبدل الأختام مقابل $2,500. بعد ستة أشهر، تتسرب مرة أخرى لأن القضيب يصبح كورق الصنفرة تحت الضغط.
إعادة بناء كاملة للأسطوانة في مكبس متوسط الحجم يمكن أن تكلف $9,000 إلى $18,000 لكل جانب. وإذا كان لابد من إعادة طلاء القضبان بالكروم أو استبدالها، أضف $6,000 إلى $10,000 لكلٍ منها. وهذا بافتراض أن ثقوب الإطار لم تصبح بيضاوية الشكل من سنوات التحميل غير المتساوي.
عدم اتساق المواد يعكر صفو التشخيص. الدُفعات الأصعب ترفع ضغط التشكيل، مما يجهد المضخات والصمامات. تلوم الورش “الهيدروليك الضعيف” بينما المشكلة الحقيقية هي المدخلات غير المضبوطة. لكن الأسطوانات المخدوشة والأعمدة المتنقطة حقائق مرئية. الزيت الذي يتساقط على المكبس ليس نظرية.
تدهور النظام الهيدروليكي عادة لا يفسد الصفقة بانهيار درامي واحد. بل يصبح بنداً دائماً — أختام، صمامات، توقف عن العمل، تنظيف، وخردة ناتجة عن ضغط غير ثابت.
بدأت هذا التقييم وأنت قلق بشأن ما إذا كان التحكم قد يتعطل. قلق مشروع. لكن نظام هيدروليكي مرهق مربوط بإطار متعب لن يعلقك مرة واحدة — بل سيستنزفك كل أسبوع تعمل فيه.
إذن بعد أن فحصت الإلكترونيات والهندسة، والآن الحديد والزيت، يتحول السؤال.
كم تبلغ الكلفة الحقيقية لكل هذا خلال خمس سنوات؟
ما هي الكلفة الحقيقية خلال خمس سنوات لامتلاك مكبس ثني متعب ميكانيكياً ومتدهور هيدروليكياً؟
سأعطيك مثالاً افتراضياً من العالم الواقعي يبدو بريئاً على الورق. سعر الماكينة: $42,000. البائع يقول إنها “كانت تعمل عند إيقافها”. طلاء جديد. نظام تحكم مقبول. تشعر وكأنك حصلت على صفقة العمر.
وبحلول الوقت الذي تكون فيه مُجهّزة بالأدوات، ومنقولة، ومربوطة كهربائياً، ومسوّاة، ومصحَّحة الأعطال، ستجد نفسك أمام $73,400 قبل أن تثني أول قطعة مدفوعة الأجر.
وذلك إن لم يظهر شيء مزعج.
معظم المشترين يركزون بجنون على ما إذا كانت الماكينة بقدرة 100 طن أم 150 طن. لكن الطنّاج على مكبس ثني CNC مستعمل هو رقم مختبري. في ورشتك، الأرقام التي تهم هي الشيكات التي ستكتبها خلال أول 90 يوماً — وتلك الهادئة التي ستواصل كتابتها كل ربع سنة بعد ذلك.
دعنا نُبطئ قليلاً ونحسب الخسائر.
أول سؤال أطرحه: ما نوع الأدوات التي تستخدمها؟
إذا كانت أدوات دقيقة مصقولة بنمط أمريكي قياسي أو أوروبي، فأنت في وضع جيد. يمكنك التسوق بحرّية. يمكنك استبدال الأجزاء. يمكنك توسيع مكتبتك مع الوقت.
إذا كانت خاصة — بشكل لسان غريب، أو نظام تثبيت متوقف عن الإنتاج، أو مقسّمة بأطوال غير معتادة — فأنت الآن مرتبط بما يدعمه ذلك المصنع، إن كان لا يزال موجوداً.
لقد رأيت مشترين يدفعون $38,000 مقابل مكبس، ثم يُنفقون $15,000 على حزمة أساسية من المثاقب والقوالب لتغطية فتحات V الشائعة من نصف بوصة إلى بوصتين. ليست تلك أدوات فاخرة، بل أدوات للبقاء.
وهنا يتسلل التآكل الميكانيكي مجدداً إلى الحسابات. الإطار المرهق وموجّهات الانزلاق البالية لا توزع الحمل على الأدوات بالتساوي. لذا بدلاً من استبدال جزء قالب بطول ثلاثة أقدام متشقق مقابل $1,200، ينتهي بك الأمر باستبدال أجزاء غير متطابقة عبر السرير لأن الضربات لم تعد متسقة. تصبح الأدوات مواد استهلاكية، لا أصولاً.
مكبح ضغط بسعة 100 طن لا يمكنه تقديم ضغط متّسق عبر السطح هو مجرد مشكلة بسعة 60 طن لها كبرياء 100 طن.
أضف الآن أخطاء الطنّاج لكل قدم. لنفترض أنك اشتريت ماكينة “رخيصة” بقدرة 90 طناً لتشغيل أجزاء فولاذية معتدلة بطول 10 أقدام لأن اللوحة تشير إلى 90 طناً. أنت على حافة الحمولة الموزعة. تبدأ الأدوات بالتشقق. تتورم رؤوس المثاقب. تُنفق $4,800 على أجزاء بديلة في السنة الأولى وتلوم مورد الأدوات.
لم يكن المورد هو السبب.
تحذير عند الانسحاب: إذا كانت الآلة تتطلب أدوات مملوكة تكلف أكثر من 35% من سعر الشراء لتكوين مجموعة عمل أساسية، فتوقّف. أنت لا تشتري صفقة — أنت تشتري تبعية.
إذن، تم شراء الآلة وتجهيزها بالأدوات. الآن تحتاج فقط إلى إدخالها إلى مبناك.
مكبح بطول 14 قدمًا ووزن 100 طن يزن ما بين 20,000 إلى 28,000 رطل حسب التصميم. هذا ليس عملاً يتم ببساطة بواسطة رافعة شوكية وست علب من الجعة.
التجهيز وحده يمكن أن يتكلف ما بين $6,000 إلى $8,000 حسب المسافة، ووقت الرافعة، وما إذا كان عليهم سحبها عبر أرضية ورشتك. إذا احتجت إلى رافعة في كلا الجانبين، أضف المزيد. وإذا لم يقم البائع بتحميلها، فستدفع أنت الفاتورة أيضًا.
ثم هناك الكهرباء. هل تمتلك ورشتك الجهد الكهربائي المناسب؟ إذا لم يكن كذلك، فقد يكلفك المحول والأعمال الكهربائية ما بين $3,500 إلى $7,000. لقد رأيت لوحات كهربائية تُطور فقط للتعامل مع تيار الاندفاع في المضخات الهيدروليكية القديمة.
تُعد الأساسات أكثر أهمية مما يعتقده الناس. الإطار المرهق يُضخّم الالتواء. إذا وضعت الآلة على أرضية غير مستوية بسُمك 6 بوصات ومشققة مسبقًا، فستصبح عملية التسوية طقسًا أسبوعيًا. في الحالات القصوى، تقوم الورش بقطع وصب قواعد جديدة. التكلفة تتراوح بين $4,000 إلى $12,000 حسب الحجم والتسليح.
“مصطلح ”كما هي" يعني أن مسؤولية البائع انتهت عند عتبة بابه.
تحذير عند الانسحاب: إذا لم تضع تكاليف التجهيز والكهرباء وتحضير الأرضية كتابةً قبل تحويل العربون، فأنت تخمّن — والتخمين هو الطريقة التي تجعل من آلة بقيمة $42,000 تتحول إلى مفاجأة بقيمة $60,000.
الآن أضف ذلك فوق تكلفة الأدوات.
لم تعد عند $42,000 بعد الآن. أصبحت أقرب إلى $70,000 قبل أن تثبت أن الكباس يحافظ على التوازي تحت الحمل لمدة ثماني ساعات متواصلة.
إذًا، متى يكون الدفع الأعلى في البداية أرخص في النهاية؟
دعنا نقارن بين آلتين افتراضيتين.
الآلة A: $42,000. نظام تحكم أقدم. تسرب هيدروليكي واضح. تسوية يدوية. معيار أدوات غير معروف. تنفق $15,000 على الأدوات، و$8,000 على التجهيز، و$5,000 على الكهرباء والإعداد. المجموع $70,000. على مدار خمس سنوات، تنفق في المتوسط $6,000 سنويًا على الأختام والصمامات ومشاكل المحاذاة. هذا يضيف $30,000 أخرى.
تكلفة خمس سنوات: تقريبًا $100,000. وهذا لا يشمل الأعمال الضائعة بسبب دقة الأداء غير المتسقة.
الآلة B: $68,000. هندسة أفضل. إعادة بناء أسطوانات موثقة. أدوات دقيقة قياسية مشمولة. نظام تحكم حديث مع حماية من التحميل الزائد. لا تزال تكاليف التجهيز والإعداد تصل إلى $12,000 إجمالًا.
ستكون التكلفة الإجمالية حوالي $80,000 مقدمًا. متوسط الصيانة $2,000 سنويًا لأن الإطار لا يقاوم نفسه والهيدروليكيات ليست محتكة من الداخل. خمس سنوات تضيف $10,000.
تكلفة خمس سنوات: حوالي $90,000.
بدت الآلة B مكلفة في اليوم الأول. لكنها أرخص بحلول السنة الخامسة.
هذه هي مشكلة شاحنة الديزل عالية المسافة المقطوعة. الأرخص منها تحمل شعار قوة حصانية أعلى وسعرًا أقل على الزجاج الأمامي. لكن الهيكل مرهق، ووحدة تحكم ناقل الحركة أصبحت قديمة، والمحور الخلفي تعرض للحمل الزائد على مدى عقد كامل. لن تشعر بذلك أثناء اختبار القيادة. ستشعر به عندما تسحب مقطورة صعودًا بعد ستة أشهر.
نفس الأمر ينطبق على مكبس الثني.
المشترون الذين ينجون في هذا المجال يتوقفون عن السؤال “كم طناً تبلغ سعتها؟” ويبدؤون بالسؤال، “كم ستكلفني هذه الماكينة سنويًا لامتلاكها، بما في ذلك الأجزاء التي لم أستبدلها بعد؟”
هذا هو التحول.
لأنه بمجرد أن ترى الرقم الخمسي السنوات بوضوح، يتوقف القرار عن أن يكون عاطفيًا ويبدأ بأن يكون ميكانيكيًا ـ شبه ممل في منطقه.
والرياضيات المملة هي ما يبقي ورشة التصنيع على قيد الحياة.
أنت لا تتسوق لشراء مكبس ثني مستعمل.
أنت تعيد هندسته انطلاقًا من أكثر قطعة قبيحة تصنعها — الأطول، والأكثر سماكة، والأعقد هندسةً، والتي تبقي المُقدّر في شركتك صادقًا — وتترك الحسابات تستبعد الآلات قبل أن تتدخل مشاعرك.
معظم المشترين يبدأون بالقوائم. أنا أبدأ بالمخطط. لأن التكلفة الإجمالية للملكية ليست رقمًا تحسبه بعد الشراء. إنها مرشح تطبقه قبل أن تغادر المكتب. عندما تبني الماكينة بعكس الاتجاه انطلاقًا من إنتاجك الحقيقي، تكشف الهندسة عن الهياكل الضعيفة، وتُظهر عدم تطابق أدوات التشكيل التزييف في الحمولة، وتتحول محدوديات وحدة التحكم إلى تكاليف عمل بدلًا من ميزات. هكذا تتجنب الفخاخ التي تستمر خمس سنوات والتي تحدثنا عنها.
فما الذي تتحقق منه أولاً؟
السؤال الأول: ما عمق الحلق، والارتفاع المفتوح، ومسافة الشوط — وهل ستسمح فعلياً بمرور أسوأ قطعة لديك؟
إذا كانت قطعتك تحتوي على شفة مرتجعة بطول 16 بوصة والمكبس لديه عمق حلق 12 بوصة، فلا يهم إن كانت سعته 150 طنًا. انتهى الأمر. شاهدت ورشة تشتري ماكينة بطول 2000 مم لتكتشف أن شفتهم البالغ طولها 400 مم تصطدم بالإطار. كانت لديهم القوة، لكنهم لم يملكوا المساحة. لم يكن الحل ميكانيكيًا، بل كان بشراء مكبس آخر.
السؤال الثاني: ما وحدة التحكم فيها، ومن لا يزال يقدم الدعم لها؟
إذا كانت وحدة التحكم من عام 2008 ولم يعد المصنع يحتفظ بلوحاتها الإلكترونية في المخزون، فأنت على بُعد موجة طاقة واحدة من كتلة معدنية تزن 20,000 رطل لا تفيد بشيء. رأيت عملية تحديث مكلفة $28,500 تُفرض على مشترٍ لأن بطاقة حركة واحدة تعطلت ولم يكن بالإمكان توفير بديل لها. كانت الماكينة “تعمل بشكل جيد” أثناء الفحص. بعد ستة أشهر، انطفأت مرة ولم تعد تعمل أبدًا.
السؤال الثالث: هل القدرة الكاملة مُقيّمة عبر ما لا يقل عن 60% من طول السرير — وكيف أجري عملية الثني فعليًا؟
هنا يخدع المشترون أنفسهم. لكن الحمولة في مكبس ثني CNC مستعمل هي رقم مختبري. فهي تفترض توزيع الحمل بالتساوي. إذا كنت تخطط للضغط بالقرب من الحد الأقصى على مقاطع قصيرة، فأنت تركز الإجهاد بطريقة تُنهك الإطار وتؤدي لانحناء الكباسة. لقد تخلصت ورش في الجنوب من إطارات جانبية لأن المشغلين أجروا ثنيات قصيرة ثقيلة بالحمولة الكاملة. لم تكن القائمة تكذب. الاستخدام هو الذي فعل.
الآن اسأل نفسك: إذا لم يتمكن البائع من الإجابة بوضوح على هذه الأسئلة الثلاثة، فماذا تتوقع أن يكشفه الفحص؟
تحذير عند الانسحاب: إذا كان عمق الحلق أو دعم وحدة التحكم أو تصنيف الحمولة لكل قدم غير واضح أو غير موثق أو يتم الرد عليه بـ “يجب أن يكون جيدًا”، فلا تحدد موعد الزيارة. فأنت لا تقوم بتقييم ماكينة، بل تختبر عبئًا مستقبليًا.
لكن استبعاد القوائم هو إجراء دفاعي. فكيف تُحدد إيجابيًا ما تحتاج إليه فعليًا؟
خذ الجزء الأصعب لديك واكتب خمس قيم: المادة، السُمك، طول الانحناء، نصف القطر الداخلي، وفتحة القالب.
الآن غيّر فتحة القالب.
نفس الـ A36 بسمك ربع بوصة. نفس الطول 10 أقدام. قد يتطلب قالب على شكل V قطره 3 بوصات تقريبًا 139 طنًا. اخفضه إلى 1.5 بوصة لأن المخطط يتطلب نصف قطر أصغر، وستقفز الحاجة إلى حوالي 300 طن. لم يتغير أي شيء آخر. تضاعف متطلب الماكينة لأن الأدوات تغيرت.
هكذا ينتهي الأمر بالمشترين بإلقاء اللوم على “الهيدروليك الضعيف” بينما المشكلة الحقيقية أن اختيارهم للأدوات جعل تصنيف الحمولة عديم الفاعلية.
ولا تتجاهل طريقة التشكيل. الانحناء بالهواء (التشكيل عبر إدخال جزئي في القالب) يستخدم قوة أقل من الانحناء السفلي، حيث يدفع المكبس المادة إلى تلامس كامل مع القالب. إذا كانت الأجزاء المعقدة لديك تتطلب الانحناء السفلي لضمان ثبات زاوية الانحناء، فإن الحمولة المطلوبة سترتفع مرة أخرى. الماكينة المصنفة على أنها “90 طن، بسعة 10 أقدام” وفق جداول الانحناء الهوائي قد تكون خيارًا غير مناسب لألواح الفولاذ المقاوم للصدأ التي تحتاج الانحناء السفلي.
هنا يظهر جدل النمو. بعض الورش تشتري “ما يكفي فقط” لاحتياجات اليوم وتخطط للتوسع لاحقًا. أخرى تبالغ في المواصفات وتربط رأس المال لخمس سنوات.
التوازن هو التالي: بالغ في مواصفات الشكل الهندسي، لا القوة فقط. عمق الحلق الإضافي والارتفاع المفتوح نادرًا ما يضرانك. الحمولة الزائدة بدون سلامة في الإطار ودعم من وحدة التحكم تؤدي فقط إلى تضخيم فاتورة الإصلاح عندما ينحني شيء لا ينبغي أن ينحني.
تحذير عند الانسحاب: إذا تجاوز الانحناء الأسوأ لديك، الذي تم تحديده بالعكس، نسبة 80% من الحمولة الواقعية المتوزعة للماكينة — مع اختيارك الفعلي للقالب — فأنت تشتري على الحافة الخطرة. الحافة الخطرة هي حيث تتعب الإطارات وتختفي الأرباح.
المواصفات على الورق شيء، والسلوك المتقطع شيء آخر.
أي شخص يمكنه تحريك المكبس صعودًا وهبوطًا لخمس دقائق.
أنا أريد أن أراه يحافظ على العمق لمدة ساعتين.
أخطاء الـ CNC المتقطعة لا تظهر كإنذارات. تظهر في شكل انحراف في الزاوية، أو تجاوز عشوائي، أو مسطرة خلفية تنحرف بمقدار 0.012 بوصة في كل ضربة خامسة. ليست مشكلة عامل. إنها مشكلة مضخم سيرفو يسخن، أو ميزان يفقد الإشارة، أو وحدة تحكم تعوض عن تذبذب هيدروليكي.
أحضر قطعة اختبار. شكّل عشرة أجزاء متطابقة بسرعة الإنتاج. قِس الأول والخامس والعاشر. إذا تغيّرت الزاوية تدريجيًا، فأنت تشاهد عدم استقرار في التحكم أو انحناء في الإطار بسبب الحرارة.
وراقب الشاشة. وميض. بطء. مدخلات مجمدة. مروحة ورشة تهب داخل خزانة مفتوحة ليست “تبريدًا إضافيًا”. إنها علامة أن أحدهم يحاول إبقاء إلكترونيات قديمة على قيد الحياة.
أنت لا تتحقق مما إذا كانت تعمل.
أنت تتحقق مما إذا كانت تكرر الأداء.
تحذير عند الانسحاب: إذا رأيت انحراف زاوية غير مبرر، أو تغيّر عمق عشوائي، أو وميض في التحكم تحت حمل ثابت، ضع في الحسبان تكلفة إعادة تأهيل كاملة لوحدة التحكم فورًا — أو انسحب. الأمل في أن “تبقى مستقرة” هو ما يحوّل $68,000 إلى $96,000.
حتى الماكينة المستقرة يمكن أن تخفي نوعًا مختلفًا من التكلفة.
افتح خزانة النظام الهيدروليكي. ابحث عن وجود قطع معدنية في حاويات الفلاتر. افحص قضبان الأسطوانات بحثاً عن خدوش. اطلب سجلات استبدال الأختام.
لا توجد سجلات؟ إذن افترض أنك التالي.
لا تنفجر المضخات الهيدروليكية في مواعيد محددة. إنها تفقد كفاءتها تدريجياً. انخفاض الضغط في 18% لن يوقف الإنتاج، لكنه سيدفع المشغلين إلى الانحناء الزائد، ومقاومة الارتداد، والعمل بالقرب من الإعدادات القصوى. وهذا يُسرّع التآكل في كل مكان آخر. تبدأ الآلة في الشعور بأنها “متعبة قليلاً”. وتبدأ فاتورة الأدوات لديك بالارتفاع.
ثم هناك مسألة المحاذاة. إذا أظهر الكباس علامات تماس غير متساوية عبر القالب، فقد تكون على وشك الدخول في سنوات من التعديلات باستخدام شرائح التسوية وضبط التاج. مكبس الانحناء بقوة 100 طن الذي لا يمكنه توفير ضغط متناسق عبر السرير هو في الواقع مشكلة 60 طن بغرور 100 طن.
الإنتاج القابل للتنبؤ يعني أن الإطار مستقيم، والنظام الهيدروليكي ثابت، ووحدة التحكم دقيقة في التكرار، ومنحنى الصيانة معروف. أما التراكم فيعني أنك أنت حدث الصيانة القادم.
إليك الأمر الوحيد الذي يجب أن تحمله معك:
توقف عن السؤال، “هل هذه صفقة جيدة؟”
ابدأ بالسؤال، “إذا كانت هذه المكابسة الوحيدة التي يمكنني امتلاكها لمدة خمس سنوات، والمبنية حول أسوأ قطعة لدي، فهل هندستها الهندسية، وهيكل تحكمها، وحالتها البنيوية ستجعل تكاليفي ثابتة — أم متقلبة؟”
هذا السؤال ليس واضحاً لأن الإعلان لا يذكر التقلب.
لكن هذا ما تشتريه فعلاً.


















