

الغطاء يهتز على أحد الزوايا.
ثلاث انحناءات بزاوية 90 درجة. كل واحدة منحرفة بمقدار نصف درجة. المخطط سمح بـ ±1 درجة، والورشة المحلية أقسمت أنها “ضمن المواصفات تمامًا”. على الورق، كانوا على حق. على طاولة التجميع، كان الصندوق يهتز مثل طاولة مطعم سيئة.
هذه هي الفجوة التي تقف فيها — المسافة بين “ضمن التفاوت” و“لن يتجمع معًا”. إذن أين تبدأ فعليًا؟
لقد وافقت على العرض لأن الانحناء بدا بسيطًا. تسعون درجة هي تسعون درجة. قال المورد إنهم يشغلون ذلك المكبس منذ 20 عامًا. كان السعر نصف سعر ورشة الـ CNC في الجهة الأخرى من المدينة.
ثم يمسك العامل بالمطرقة.
في الورشة نسمي ذلك “المُقنع” — مطرقة تُستخدم لإجبار الأجزاء على الانطباق. بلغة بسيطة: إعادة عمل لم تكن قد وضعتها في الميزانية. الانحناء كان مقبولًا تقنيًا. التجميع ليس كذلك. هذا الانفصال هو المكان الذي يختبئ فيه الاقتصاد الزائف.
إذن، هل المشكلة حقًا في المشغل؟
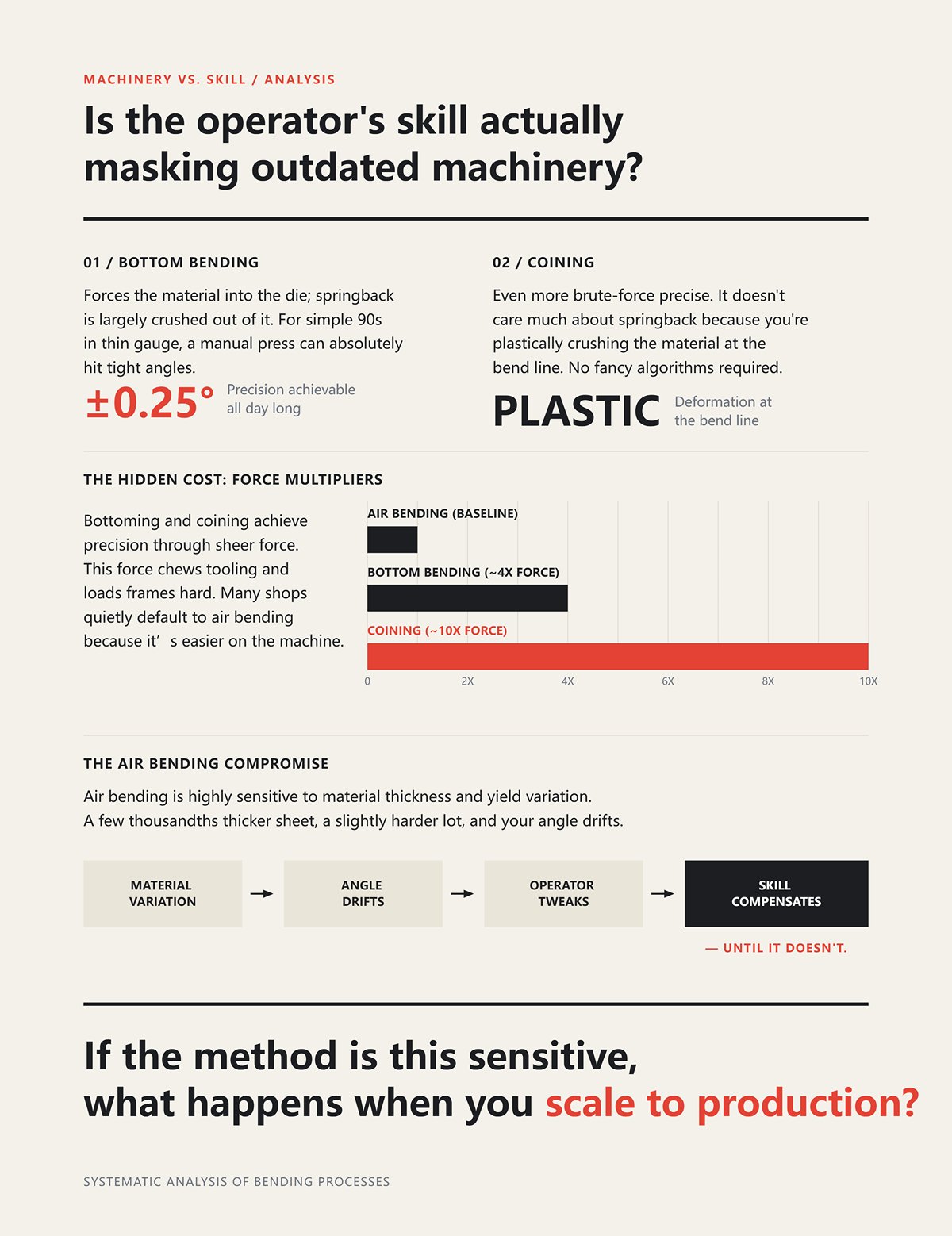
لقد رأيت العمال القدامى يقومون بانحناء سفلي للصفائح الرقيقة إلى ±0.25 درجة طوال اليوم. الانحناء السفلي يجبر المادة على الدخول في القالب؛ ويتم سحق الارتداد تقريبًا. بالنسبة للزوايا البسيطة 90 في السماكات الرقيقة، يمكن للمكبس اليدوي أن يحقق زوايا دقيقة جدًا.
والتشكيل بالسكّ؟ أكثر دقة بالقوة الغاشمة. لا يهتم كثيرًا بالارتداد لأنك تسحق المادة بشكل بلاستيكي عند خط الانحناء. لا حاجة لخوارزميات معقدة.
لكن انظر جيدًا إلى ما يجعل ذلك ممكنًا: القوة (التوناج). الانحناء السفلي قد يتطلب تقريبًا أربعة أضعاف قوة الانحناء الهوائي. التشكيل بالسكّ قد يطلب حتى عشرة أضعاف. هذه القوة تستهلك الأدوات وتضغط على إطارات المكبس بشدة. كثير من الورش “الرخيصة” تختار بهدوء الانحناء الهوائي لأنه أسهل على الآلة.
الانحناء الهوائي أكثر حساسية لسماكة المادة وتفاوت الإجهاد الناتج. لو كانت الورقة أكثر سماكة ببضعة آلاف، أو كانت الدفعة أكثر صلابة قليلًا، ستغير الزاوية. المشغل يعدّل. ثم يعدّل ثانية. المهارة تعوض — حتى تفشل.
إذا كانت الطريقة بهذه الحساسية، ماذا يحدث عند التوسع للإنتاج؟
توقف عن دفع ثمن الدقة مرتين.
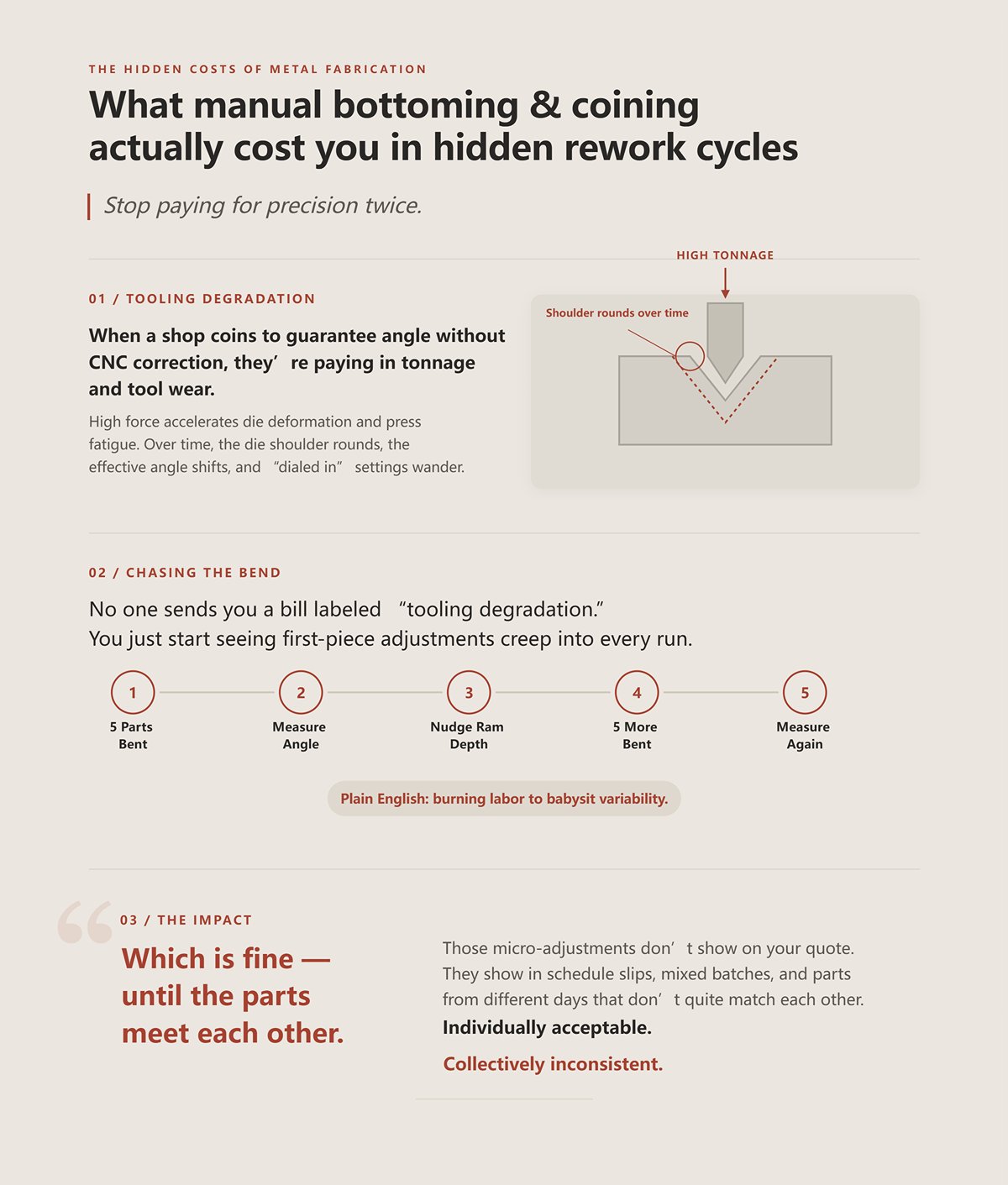
عندما تقوم ورشة بالتشكيل بالسكّ لضمان الزاوية دون تصحيح CNC، فإنها تدفع في التوناج وتآكل الأدوات. القوة العالية تُسرع تشوه القوالب وإرهاق المكبس. مع مرور الوقت، يتقوس كتف القالب، تتحول الزاوية الفعلية، وتبدأ الإعدادات “المضبوطة” في الانحراف.
لا أحد يرسل لك فاتورة بعنوان “تدهور الأدوات”. أنت فقط تبدأ بملاحظة تعديلات القطعة الأولى تتسلل إلى كل دفعة. خمسة أجزاء تُثنى. قياس. تعديل عمق المكبس. خمسة أخرى. قياس مرة ثانية.
هذا ما نسميه “مطاردة الانحناء” — تعديل متكرر لتحقيق الزاوية المطلوبة. بلغة بسيطة: حرق وقت العمل لمراقبة التفاوت.
هذه التعديلات الصغيرة لا تظهر في عرض السعر. لكنها تظهر في تأخيرات الجدول، والدفعات المختلطة، وأجزاء من أيام مختلفة لا تتطابق تمامًا مع بعضها البعض. مقبولة فرديًا. غير متسقة جماعيًا.
وكل ذلك على ما يرام — إلى أن تلتقي الأجزاء ببعضها البعض.

تخيل قوسًا على شكل حرف U مع ثلاث انحناءات. يُسمح لكل انحناءة بزاوية ±0.5 درجة. جميعها جاءت عند +0.5. كان النمط المسطح صحيحًا. والمشغل التزم بالمواصفات في كل مرة.
لكن علم الهندسة لا يهتم بتقرير الفحص الخاص بك.
تلك الأخطاء الثلاثة التي تبلغ نصف درجة تدير الحافة النهائية بما يكفي لتحريك ثقب ميليمتراً واحداً عن موضعه على مدى بضع مئات من المليمترات من الطول. الآن يصبح المثبت في صراع مع الثقب. الغطاء يهتز. والحشوة لا تنضغط بالتساوي.
هذا هو تراكم التسامح. ليست نظرية. إنه كالأُسس المعوجة في مبنى: تصبها مائلة قليلاً في البداية، فيتضخم الخطأ في كل طابق فوقها.
التحول الذي أحتاجك أن تقوم به هو التالي: توقف عن السؤال عمّا إذا كانت كل انحناءة “ضمن التسامح”، وابدأ بالسؤال عمّا إذا كان النظام يستطيع تكرار الزوايا بدقة كافية بحيث تبقى الانحناءات المتعددة مصطفّة من دون بطولات فردية من المشغل.
لأنك إن كنت تعتمد على البطولات الفردية، فماذا سيحدث عندما يتضاعف الإنتاج — أو عندما يتقاعد أفضل مشغل؟
غلاف بأربع انحناءات عمل بسلاسة لمدة ثلاثة أشهر. نفس البرنامج. نفس المشغل. ثم ظهرت دفعة جديدة من صفائح اللفائف. ارتفعت مقاومة الخضوع بدرجة كافية فقط لتضاعف مقدار الارتداد المرن عما تنبأت به النماذج. لا تزال كل انحناءة تقاس ضمن ±1 درجة من الرسومات.
وانسدّ خط التجميع.
وهنا نتابع: الانحناءات الفردية “جيدة”، أما التجميعات فسيئة. إذن، ما العملية التي تمنع ذلك فعلياً؟
تبدأ المسألة من بنية الآلة. ليست من لون الطلاء. ولا من شعار العلامة التجارية. بل من البنية نفسها. لأن صلابة الإطار، ونظام القيادة، وطريقة التغذية الراجعة، ومنطق التحكم، هي التي تحدد ما إذا كانت الزاوية تخميناً يصححه الإنسان — أم متغيراً مسيطراً عليه يُقاس في الوقت الحقيقي.
الأساس المعوج في مبنى لا يكشف عن نفسه في اليوم الأول. يظهر عندما تحاول تعليق الأبواب في الطابق الثالث. مكبس الكبح هو أساسك. تريد أن تصبه مستوياً من المرة الأولى.
ادخل إلى ورشة كبح هيدروليكية أساسية الساعة 7:30 صباحاً. أول قطعة في اليوم: ثني، قياس، ضبط عمق الكباس، ثم الثني مرة أخرى. الزيت لا يزال يسخن؛ تغير اللزوجة يؤثر على الاستجابة. ليست هذه عدم كفاءة من المشغل. هذه فيزياء.
تعتمد الأنظمة الهيدروليكية على ضغط السائل لتحديد موضع الكباس. درجة الحرارة تؤثر على اللزوجة. اللزوجة تؤثر على التدفق. التدفق يؤثر على موضع الكباس تحت التحميل. يمكنك التعويض — لكنك في نهاية المطاف تعوّض.
تختلف أنظمة السيرفو-الكهربائية. فالمسامير الكروية أو الأنظمة المدفوعة بالأحزمة تُحدد موضع الكباس ميكانيكياً، مع تغذية راجعة من المشفر تقيس الموضع مباشرة. لا يوجد انضغاط للسائل. ولا انحراف ناتج عن درجة الحرارة بالشكل نفسه. عندما تأمر بضربة مقدارها 12.384 ملم، تحصل عليها فعلاً.
لماذا يهمك ذلك؟
لأن كل تعديل على أول قطعة يعني وقتاً، وكل تعديل أثناء التشغيل يعني اختلافاً بين القطع المبكرة والمتأخرة. في دفعة من 200 قطعة، إن فقدت خمس قطع أثناء ضبط كل إعداد — وتُجري عشرة إعدادات في الأسبوع — فهذا خمسون قطعة بلا أي قيمة مضافة. اضرب ذلك على مدى الشهور. تلك هي “العرضية الرخيصة” التي تتبخر في الهدر والعمالة.
الاختبار الحقيقي يبدأ الآن.
الانحناء السفلي على مكبس هيدروليكي يمكنه التحكم جيداً في الارتداد المرن. فهو يُجبر المادة على الدخول في القالب، مما يقلل من تباين الزوايا. بالنسبة للعديد من الحوامل البسيطة، يعمل ذلك بنسبة 80% من الوقت. لقد صنعت الآلاف بهذه الطريقة.
لكن انظر عن كثب إلى ما يجعل ذلك ممكنًا: مقدار القوة (الطنّية).
قد يتطلب الانحناء السفلي ما يقارب أربعة أضعاف قوة الانحناء بالهواء، بينما يمكن أن يحتاج التشكيل بالضغط الكامل (السكّ) إلى قوة أكبر بخمس إلى عشر مرات. هذه القوة تُحمّل الإطار، تُحدث انحرافًا في السرير، وتسرّع من تآكل القالب. ومع تقوّس أكتاف الأدوات، يتغير زاوية الانحناء الفعلية. لن تلاحظ ذلك في قطعة واحدة، بل عبر أسابيع من الإنتاج.
نُسمي ذلك “طفو الإطار” — انحرافاً طفيفاً تحت الحمولة يغيّر الزاوية الفعلية. ببساطة: الآلة تنحني بطريقة مختلفة عند 20 طناً مقارنة بـ 60 طناً.
إذا كانت عائلة أجزائك تشمل ألمنيومًا رقيقًا في يوم، وفولاذًا عالي المقاومة في اليوم التالي، فإن هذا التفاوت يتراكم. لذا اسأل نفسك: هل آلة المورّد لديك تُصحّح الحمل والموقع في الزمن الحقيقي؟ أم أنهم يجبرون المادة على التشكيل ويأملون أن إعدادات الأمس ما زالت صالحة اليوم؟
| القسم | المحتوى |
|---|---|
| صباحٌ في ورشة هيدروليكية | في الساعة 7:30 صباحًا، تتطلب القطعة الأولى: الانحناء، ثم القياس، ثم ضبط عمق الكباس، ثم الانحناء مجددًا. تؤثر درجة حرارة الزيت على اللزوجة، مما يغيّر استجابة النظام. هذه فيزياء، لا قصور من العامل. |
| كيف تعمل الأنظمة الهيدروليكية | تعتمد الأنظمة الهيدروليكية على ضغط السائل لتحريك الكباس. تؤثر درجة الحرارة على اللزوجة، واللزوجة على التدفق، والتدفق على موضع الكباس تحت الحمل. لذلك يلزم التعويض للحفاظ على الدقة. |
| كيف تعمل الأنظمة الكهربائية المؤازرة | تستخدم المحركات الكهربائية المؤازرة مسامير كروية أو أحزمة مع تغذية راجعة من المشفر لتحديد موضع الكباس ميكانيكياً. لا يوجد انضغاط للسائل، والانجراف الحراري ضئيل. عند إصدار أمر بحركة مقدارها 12.384 مم، يتم تنفيذها بدقة تامة. |
| لماذا يهم الأمر | كل تعديل في القطعة الأولى يكلّف وقتًا. التعديلات أثناء الإنتاج تُحدث تباينًا بين القطع الأولى والمتأخرة. فقدان خمس قطع في كل إعداد عبر عشر إعدادات في الأسبوع ينتج خمسين قطعة مهدورة — مما يتراكم على شكل خسائر في الخردة والعمالة بمرور الوقت. |
| الانحناء السفلي على المكابس الهيدروليكية | يمكن للانحناء السفلي أن يتحكم في الارتداد المرن عن طريق إجبار المادة على الدخول في القالب، مما يقلل من تباين الزوايا. فعال في العديد من الحوامل البسيطة بنحو 80% من الوقت. |
| متطلبات القوة | قد يتطلب الانحناء السفلي أربعة أضعاف قوة الانحناء بالهواء. قد يحتاج التشكيل بالضغط الكامل إلى قوة أكبر بخمس إلى عشر مرات. تؤدي الزيادة في الطنّية إلى تحميل الإطار، وانحراف السرير، وتسريع تآكل القالب. |
| تأثير الأدوات والإطار | مع تآكل أكتاف الأدوات، يتغير زاوية الانحناء الفعلية تدريجياً. يؤدي انحراف الإطار تحت أحمال مختلفة (“طفو الإطار”) إلى تغير سلوك الانحناء — 20 طن مقابل 60 طن ينتج نتائج مختلفة. |
| تغير المواد | الانتقال بين الألومنيوم الرقيق والفولاذ عالي المقاومة يضاعف التغير. السؤال الرئيسي: هل تقوم الآلة بتصحيح الحمل والموقع في الوقت الفعلي، أم أنها تعتمد على القوة والإعدادات السابقة؟ |
أحد الموردين أعلن مرة عن تكرار ±0.1 مم. يبدو وكأنه جراحة دقيقة.
ثم قمنا بقياس الزاوية، وليس موضع الخلفية. انجرفت الزاوية ما يقرب من درجة كاملة عندما تغير سمك المادة بمقدار 0.003 بوصة بين دفعات اللفائف. ضرب الكباس نفس العمق في كل مرة. تغيرت الزاوية على أي حال.
تكرار الموضع ليس تكرار الزاوية.
أنظمة قياس الزاوية النشطة تستخدم أجهزة ليزر أو أجهزة استشعار تلامسية لقراءة زاوية الانحناء الفعلية أثناء التشكيل وضبط عمق الكباس بشكل ديناميكي. الآلة لا تفترض الارتداد المرن. بل تقيسه. على كل قطعة.
بدون ذلك، يشير “±0.1 مم” إلى مدى اتساق حركة الكباس—not سواء كان الحافة تصل إلى 90.0 درجة.
تذكر المثال السابق: ثلاثة انحناءات كل منها عند +0.5 درجة. الآن تخيل أربعة انحناءات تنحرف ب+0.7 لأن دفعة المواد تغيرت. الهندسة تضاعف الخطأ. بضع أعشار لكل انحناء تصبح مليمترًا على الحافة البعيدة. الثقوب تخطئ. الأغطية تتمايل.
سيقول البعض أن عملية الضغط (Coining) تلغي الارتداد المرن. صحيح. عن طريق سحق المادة بلاستيكيًا، تكاد تزيل الاسترجاع المرن. لكنك تدفع في الحمولة—غالبًا ما تصل إلى عشرة أضعاف الانحناء بالهواء—وهذا يقيد سمك المادة، يزيد خطر التشقق في السبائك عالية المقاومة، ويقصر عمر الأدوات. إنها دقة بالقوة الغاشمة.
قياس الزاوية النشط يعطيك الدقة بدون القوة الغاشمة.
لذلك عندما يدعي محل دقة شديدة، اسأل السؤال الصريح: هل تقيس الزاوية أثناء الانحناء، أم أنك تثق بعينة اختبار الأسبوع الماضي؟
إذا لم يغلقوا الحلقة، فهم لا يتحكمون في المتغير الذي هو في الواقع الأكثر أهمية.
يحصل الانحناء بالهواء على سمعة سيئة لأنه حساس. تغير السمك. تغير مقاومة الخضوع. تتغير الزاوية.
لكن الحساسية ليست العدو. الحساسية غير المضبوطة هي العدو.
أنظمة التحكم CNC الحديثة تخزن مكتبات المواد: السمك، قوة الشد، هندسة الأدوات، نصف قطر السنبة، فتحة القالب. يقوم التحكم بحساب عمق الاختراق المستهدف بناءً على الارتداد المرن المتوقع. ثم، مع ردود فعل قياس الزاوية، يقوم بتحسين هذا التوقع أثناء العمل.
هذا ليس تخمينًا. هذه سيطرة تكرارية.
تخيل دعامة على شكل حرف U بثلاثة انحناءات، ثم أضف حافة رابعة. إذا تم تصحيح الانحناء الأول تلقائيًا إلى 90.0 درجة في ظل ظروف المادة الفعلية، يبدأ الانحناء الثاني من هندسة معروفة. الخطأ لا يتسلسل. الأساس يبقى مستويًا.
قارن ذلك مع الثني الهوائي اليدوي على مكابح أساسية. يقوم المشغل بالثني، القياس، والتعديل. ربما تكون الأجزاء العشرة الأولى مثالية. ثم تتغير صلابة المادة في منتصف اللفة. بدون تصحيح في الوقت الحقيقي، يبدأ الانحراف بالتسلل. وبحلول الوقت الذي تكتشف فيه الفحص المشكلة، يكون لديك دفعة مختلطة.
في الورشة نسمي ذلك “دفعة منقسمة” — أجزاء من نفس التشغيل لا تتطابق مع بعضها. باللغة المبسطة: لعبة الحظ في التجميع.
الثني الهوائي الخوارزمي، مقرون بتغذية راجعة للزاوية، يمنع الدفعات المنقسمة عن طريق جعل كل جزء يصحح نفسه. لهذا يستطيع مزودو الـ CNC المتقدمون تشغيل مخزون أدوات أقل سمكاً، تبديل المواد بسرعة أكبر، ومع ذلك شحن هندسة متسقة.
وهنا نقطة التحول: بنية الآلة تحدد ما إذا كان التكرار مدمجاً في العملية أو يعتمد على يقظة المشغل.
إذا لم تستطع العتاد ضمان الزاوية تحت التفاوتات الواقعية، فلن ينقذ فحص كل انحناء فردي تجميعك.
لذا قبل أن تحكم على عرض السعر بناءً على تكلفة الانحناء الواحد، اسأل سؤالاً أصعب: ما الذي يتحكم بالزاوية بالضبط عندما لا يتصرف الفولاذ بالطريقة التي قال الكتيب إنه سيتصرف بها؟
هل تريد أن تعرف كيف تتحقق من التحكم الفوري واتساق التجميع لدى المورد؟
لا تبدأ بشاشة التحكم. ابدأ برف الأدوات.
لقد دخلت ورشاً تحتوي على مكابح CNC لامعة وحساسات زاوية ليزرية، ثم نظرت خلف الآلة لأجد ثلاث قوالب V مهترئة وقبضة من البنشات العامة. هذا يخبرني أكثر من أي كتيب. لأن التحكم المغلق في الزاوية يمكن أن يصحح ارتداد الزنبرك، لكنه لا يمكن أن يعوض عن أكتاف مهترئة، ارتفاعات أدوات غير متطابقة، أو هندسة لا تملكها الورشة فعلياً.
نسمي ذلك “التدبر” — إجبار الأدوات المتاحة على تقريب الوظيفة المطلوبة. بلغة مبسطة: ارتجال متنكر في هيئة قدرة.
انظر عن كثب إلى مكتبة أدواتهم. هل هي منظمة بحسب فتحة القالب، نصف قطر البنش، والتطبيق؟ هل الأدوات مصقولة بدقة على ارتفاعات موحدة، أم يتم تكديس الحشوات مثل رقائق البوكر لتسويتها؟ الارتفاع الموحد مهم لأن تحكم الـ CNC يفترض مرجعاً معروفاً. إذا كانت كل عملية إعداد تتطلب تعديل محور Z يدوياً لتغطية ارتفاعات أدوات مختلفة، فقد فقدت التكرار بالفعل قبل أول انحناء.
هنا تعيش أو تموت كفاءة الدفعة.
مكتبة أدوات عميقة ومصانة جيداً تسمح للورشة بتشغيل الثني الهوائي المصحح للزاوية كما صُمم: عمق متوقع، زاوية مقاسة، تعويض تلقائي. مكتبة ضعيفة تجبر على حلول بديلة تضاعف وقت الإعداد، تُدخل التفاوت، وتنقل التكاليف بهدوء إلى مرحلة التجميع. وهذه هي الاقتصاد الزائف الذي تحاول تجنبه.
إذن كيف تميز بين ورشة تملك الدقة وأخرى تستأجر مظهرها؟
تخيل غلافاً بسيطاً: أربعة جوانب وغطاء في الأعلى. غطاء يهتز على زاوية واحدة.
المخطط يقول 90 درجة ±0.5. التفتيش صادق. ومع ذلك يهتز الغطاء.
الآن قِس زوايا الانحناء الفعلية عبر الدفعة. ستجد غالباً تفاوتاً ليس من ضربة الآلة، بل من أكتاف القوالب. القوالب القياسية غير المصقولة على شكل V يمكن أن تختلف ببضعة آلاف من البوصة في الارتفاع من قسم لآخر. قد لا يبدو ذلك كثيراً. لكن في الثني الهوائي، الزاوية هي دالة لاختراق البنش لفتحة القالب. تغيير هندسة القالب الفعلية حتى بمقدار 0.002–0.003 بوصة يمكن أن يحول الزاوية بعُشر درجة.
راكم ذلك عبر أربعة انحناءات وسيصبح الغلاف لديك ملتويًا.
الأدوات المصنوعة بدقة تتم معالجتها وتشطيبها وفق حدود سماحية ضيقة سواء في الزاوية أو الارتفاع. الأقسام قابلة للتبديل. عند دمجها مع نظام تثبيت مقسم وسريع التغيير، لا يحتاج المشغل لإعادة الضبط أو وضع الفواصل في كل مرة. عمق التشغيل المبرمج في وحدة التحكم يتوافق مع الهندسة الحقيقية، وليس الهندسة التقريبية.
توقف عن دفع المال مقابل ادعاءات “±0.5 درجة” دون أن تسأل كيف يحافظون على اتساق القوالب بمرور الوقت. تآكل القالب يدوّر الحواف. الحواف المدورة توسع فعليًا فتحة الـV. فتحة V أوسع تعني مقاومة أقل، ارتداد أكبر، وزاوية أكبر. لن تلاحظ ذلك في قطعة واحدة، بل ستلاحظه كتغير تدريجي على مدى الأسابيع.
المزودون المتقدمون يتابعون عمر الأداة ويقومون بتدوير أو إعادة طحن القوالب قبل أن يصبح التآكل مصدرًا لتفاوت الزوايا. الورش العادية تُشغّلها حتى تبدأ القطع بالشكوى.
أي ورشة تعتقد أنها تحمي تجميعك بشكل أفضل؟
تخيل قطعة على شكل U بثلاثة انحناءات، ثم أضف شفة عودة تنثني مرة أخرى تحت القطعة. الآن تحتاج إلى لكمة عنق الإوز — هندسة مخففة تسمح بتجاوز الرجل المشكلة أثناء الانحناء الأخير.
إذا لم تمتلك الورشة تلك اللكمة، لديهم ثلاثة خيارات: إعادة تصميم القطعة، ترتيب الانحناءات في تسلسل تنازلي، أو محاولة الانحناء باستخدام لكمة مستقيمة وبعمق محدود.
لا أحد من هذه الخيارات يعد خيارًا حياديًا.
في أحد السيناريوهات الافتراضية ولكن الشائعة، يقوم المشغل بعكس ترتيب الانحناءات لتجنب التصادم. هذا يغير الطريقة التي تتجمع بها السماحية التراكمية. الشفة الأولى، التي تم تصحيحها سابقًا عبر ردود فعل زاوية، أصبحت الآن متأثرة بانحناءات سابقة لم تستقر بالكامل. يتغير البعد النهائي بمقدار مليمتر في الحافة البعيدة. قد ينجح الرسم في فحص كل ميزة على حدة. ولكن التجميع لن يتسامح مع ذلك.
نسمي ذلك “تجميع الأدوات” — ضغط القطعة في أقرب أداة متاحة. بالإنجليزية البسيطة: إجبار الهندسة على التوافق مع المخزون بدلًا من جعل المخزون يتوافق مع الهندسة.
مكتبات الأدوات العميقة ليست للتفاخر. إنها لإزالة أي تنازل. لكّمات خاصة، قوالب V ضيقة لدوائر داخلية صغيرة، أدوات للطي المزدوج، أدوات للإزاحة — كل منها يمنع حلًا مؤقتًا كان سيُدخل إما إعدادات إضافية أو تشويه في الهندسة.
إذا لم يمتلكوا اللكمة التي تتطلبها هندستك، فأنت تدفع ثمن الارتجال بدلًا من الدقة. والارتجال بطيء.
إذن السؤال التالي واضح: حتى لو امتلكوا الأدوات الصحيحة، كم يكلفك كل مرة يحتاجون فيها للمسها؟
قارنّت ذات مرة بين ورشتين عرضتا نفس مجموعة القطع الحاملة المكونة من 150 قطعة. ورشة A كانت تتقاضى أكثر بـ 20% في الساعة. ورشة B كانت “الصفقة المحلية”.”
ورشة B أجرت الإعداد على الآلة. تحميل الأدوات. ضبط الارتفاعات. ثني القطعة الأولى. قياس. تعديل. إتلاف اثنتين. المحاولة مرة أخرى. خمسة وأربعون دقيقة قبل بدء الإنتاج المستقر.
ورشة A أرسلت لي لقطات شاشة من نظامها البرمجي خارج الخط. تسلسل الانحناءات تم التحقق منه رقميًا. حساب قوة الانحناء مقابل قاعدة بيانات المواد. فحص التصادمات تم. قائمة الأدوات مطبوعة قبل أن يمشي المشغل نحو المكبس. باستخدام أدوات ذات ارتفاع موحد وسريعة التغيير موضوعة في عربة على ارتفاع الخصر، كان الإعداد أقل من خمس عشرة دقيقة. القطعة الأولى كانت ضمن نطاق التصحيح لمستشعرات الزاوية.
لكن انظر عن كثب إلى ما يجعل ذلك ممكنًا: مقدار القوة (الطنّية).
يحسب البرنامج خارج الخط القوة المطلوبة لكل انحناء بناءً على سمك المادة، قوة الشد، فتحة القالب، وطول الانحناء. إذا اقتربت قوة الانحناء المتوقعة من حدود الآلة، يتغير التسلسل قبل لمس المعدن. هذا يمنع انحناء الإطار وتعديلات منتصف التشغيل. كما يحمي الأدوات من الحمل الزائد الذي قد يسرّع التآكل ويعيد إدخال انحراف الزوايا.
معدل الساعة الأرخص تلاشى في عمل الإعداد وخمس قطع أولية تالفة لكل ضبط. على مدار عدة أرقام قطع، أنتج معدل ورشة A الأعلى تكلفة حقيقية أقل لكل قطعة لأنه لم يكن يتم إعادة تعلم العمل في كل مرة.
الأمر ليس متعلقًا بـ CNC مقابل هيدروليك. ورشة هيدروليك منضبطة مع أدوات موحدة وتخطيط خارج الخط يمكن أن تتفوق على ورشة CNC فوضوية. الخط الفاصل هو النضج التشغيلي — سواء كان المزود قد استثمر في عمق الأدوات، ارتفاعات موحدة، تحقق رقمي، وتجهيز منظم.
وهذا هو اختبارك العملي.
لا تسأل: “هل لديك قياس زاوية؟” بل اطلب رؤية مكتبة أدواتهم. اسأل كيف يجهزون الأدوات لكل وظيفة. اسأل ما إذا كان البرمجة تتم عند لوحة التحكم أو قبل بداية الوردية. اسأل كيف يتابعون تآكل القوالب.
الإجابات تفرز المزوّدين إلى مستويات بسرعة.
لأنه بمجرد أن ترى كيف يتعاملون مع الأدوات والإعداد، يمكنك التنبؤ بما إذا كانت دفعتك ستتصرف كعملية مُحكمة — أو كتجربة مكررة 150 مرة.
عرض عليّ مدير مشتريات مرة ثلاث عروض لنفس صندوق من الفولاذ المقاوم للصدأ بسماكة 3 مم. كان أحد الورش أرخص بـ 18%. على الورق، نفس المادة، نفس الانحناءات، نفس الكمية.
لكن انظر عن كثب لما يميزهم: ليس معدل الساعة، وليس علامة المكبس التجارية — بل نضج الأدوات خلف المكبس.
إذا أردت مقارنة المزوّدين منهجياً، توقف عن سؤالهم عن نوع الآلة التي يملكونها. اسأل بدلاً من ذلك ثلاث أمور. كم عدد اللكمات والقوالب ذات الطحن الدقيق المتوفرة لديهم وفق معيار الارتفاع؟ هل يبرمجون الانحناءات خارج الخط مسبقاً مع حساب قوة الضغط قبل الإعداد؟ هل يتابعون تآكل الأدوات ويبدلون القوالب وفق جدول بدلاً من انتظار انحراف الزاوية؟
هذه الإجابات ستفرز خياراتك إلى ثلاث مستويات بسرعة.
لنضعهم الآن وجهاً لوجه.
تصوّر تشغيل 50 قطعة من حامل زاوي بسيط. انحناء واحد. فولاذ معتدل. ±1 درجة من التسامح. لا متطلبات جمالية لاحقة.
مكبس يدوي أو أساسي بنظام NC بسعة 80–125 طن يمكنه ثني ذلك بأسلوب الانحناء السفلي طوال اليوم. الانحناء السفلي — دفع اللكمة في القالب حتى يلمس المعدن كتفي القالب — يمنحك تكرارية الزاوية ميكانيكياً دون الحاجة إلى مستشعرات متطورة. كما يتطلب نحو أربعة أضعاف قوة الانحناء الهوائي. على انحناء قصير بطول 200 مم في فولاذ 3 مم، هذا يمكن التحكم فيه على آلة متواضعة.
الإعداد سريع. الأدوات أساسية. لا يوجد عبء برمجة خارج الخط يجب توزيعه على حجم صغير.
هنا تفوز الورشة التقليدية.
كنا نسمي هذا سابقاً “ضربة واحدة مربحة” — انحناء بسيط يمكن تشغيله بكفاءة مع إعداد بسيط. بلغة واضحة: هندسة غير معقدة لا تبرر بنية تحتية متطورة.
لكن مدد نفس القطعة إلى طول 1200 مم وحافظ على ±0.5 درجة عبر الطول. الآن يصبح الانحراف مهماً. الآن يصبح اختلاف المواد مهماً. دون قياس زاوية أو تحكم بالتقويس، يلاحق العامل الزاوية باستخدام رقائق ومحاولات اختبار. تبدأ الخسارة بالتسلل. يرتفع عبء العمل.
أو تخيّل قطعة حامل من صفيحة سماكة 12 مم تتطلب 280 طن على انحناء طويل. العديد من مكابس السيرفو الكهربائية تتوقف هيكلياً عند حوالي 300 طن. مكبس هيدروليكي ثقيل في ورشة محلية قد يتعامل معها دون عناء. للأعمال ذات الصفائح السميكة والقوى العالية، يمكن أن يكون المزوّد “الأساسي” هو الخيار العقلاني الوحيد.
إذن نعم — الانحناء اليدوي السفلي منطقي مالياً عندما تكون الهندسة بسيطة، التسامح مرناً، عدد الانحناءات منخفض، وقوة الضغط معتدلة أو عالية جداً.
غيّر أيّ من هذه العوامل وستبدأ الحسابات بالتغير.
الآن تخيل دفعة من 500 قطعة من أجزاء ذات تعقيد متوسط. أربعة ثنيات. ألومنيوم بسماكة 2 مم. تسامح معتدل.
فرامل CNC بسيرفو كهربائي تعمل بدورات سريعة. التسارع والتباطؤ محكم. استهلاك الطاقة أقل. المقاييس الخلفية تعيد التموضع بسرعة. على المواد الرفيعة تحت 125 طن، هذه السرعة تتراكم على مدى مئات الدورات.
إذا كان الإعداد موحدًا — ارتفاعات أدوات شائعة، تثبيت سريع التغيير — فإن وقت القطعة الأولى ينكمش. هذا مال حقيقي عند الإنتاج بكميات.
لكن انظر عن كثب إلى ما يجعل ذلك ممكنًا: مقدار القوة (الطنّية).
أنظمة السيرفو الكهربائية تتألق في نطاقات القوة المنخفضة. دفعها نحو سقفها الهيكلي يعني فقدان الهامش. انحراف الإطار يزيد. تبطئ الدورة للبقاء في أمان. بعض المنصات ببساطة ليست مبنية للعمل المستمر بقدرة تفوق 300 طن. عندما يزداد سمك خليط الأجزاء لديك، يتقلص الفارق.
هناك سقف آخر يغفله المشترون.
كثير من مراكز CNC تستثمر في الماكينة ولكن تحتفظ بمكتبة أدوات سطحية. ما يكفي من المثاقب القياسية وقوالب V لتغطية 80% من الوظائف. عندما تكون هندستك بحاجة إلى قالب V ضيق لنصف قطر داخلي صغير أو قالب رقبة إوزة عميق للتفريغ، فإنهم يرتجلون.
كنا نسمي ذلك “التدبر بالمتاح” — مصطلح ورشة يعني الثني بما تملك بدلًا مما تحتاج. بعبارة بسيطة: إجبار تصميمك على التكيف مع أدوات محدودة.
في الأعمال البسيطة والمتوسطة الحجم، قد لا يظهر هذا التنازل. في التجميعات الدقيقة، يكون بداية خطأ متراكم.
لذا يفوز المركز الآلي عندما يكافئ الحجم السرعة، تكون التسامحات معقولة، وتكون القدرة ضمن نطاق الماكينة المثالي.
اخرج من هذا النطاق وستبدأ بدفع ثمن الفجوة.
تخيل دعامة على شكل حرف U بثلاث ثنيات، ثم أضف شفة مرتجعة تطوي تحت القطعة. المجموع خمس ثنيات. بعدتان أساسيتان ترتكزان على أرجل متقابلة.
على الورق، كل ثنية تحمل ±0.5 درجة.
الآن قم بتشغيل حساب تراكم التسامح. إذا انحرفت ثلاث ثنيات كل واحدة +0.5 درجة، تتحرك الرجل البعيدة بما يكفي ليجعل غطاءً يتمايل على أحد الزوايا. الطباعة قد تجتاز فحص كل ميزة على حدة. التجميع لن ينجح.
المصنع ذو الأولوية الهندسية يهاجم المشكلة من المصدر. قياس الزاوية النشط يقرأ زاوية الثني الفعلية أثناء التشكيل ويصحح عمق المكبس في الوقت الحقيقي. البرنامج خارج الخط يحسب القدرة المطلوبة لكل ثنية بناءً على السماكة، قوة الشد، فتحة القالب، وطول الثنية قبل تحميل المشغل للأدوات. أدوات ذات ارتفاع موحد ودقة طحن قوية تضمن أن العمق المبرمج يتطابق مع الهندسة الواقعية.
هذا ما كنا نسميه “تسويتها من الأساس” — إصلاح المحاذاة في الأساس. بعبارة بسيطة: التحكم في الثني حتى لا تستوعب الأجزاء التالية الخطأ.
نعم، معدلهم بالساعة أعلى. نعم، الماكينة تكلف أكثر — غالبًا من 50,000 إلى 150,000 وأكثر مقارنة بجزء من التكلفة للمعدات اليدوية.
لكن عند تطبيق ذلك على تشغيل 200 قطعة حيث كل حاوية تالفة تجبر على 20 دقيقة من إعادة العمل في التجميع بتكلفة عمالة شاملة، فإن إتلاف خمس وحدات نتيجة تراكم انحراف الزاوية يمحو التوفير من العرض الأرخص.
توقف عن دفع ثمن وهم أن وقت الفرملة لكل قطعة هو التكلفة السائدة. في الأجزاء متعددة الثنيات وضيقة التسامح، التكلفة السائدة هي انتشار الفشل — كيف يضاعف خطأ زاوي صغير عبر الميزات وحتى في عمالة التجميع.
يكون السعر الإضافي مبررًا عندما يكون عدد الانحناءات مرتفعًا، وتتداخل التفاوتات، وتكون المعايير الجمالية مهمة، وتكون عمليات التجميع اللاحقة مكلفة أو مؤتمتة.
وهذا يعني أن المقارنة الحقيقية لا تتعلق بالماكينات على الإطلاق.
بل تتعلق بمطابقة تعقيد الجزء، وتداخل التفاوتات، ومتطلبات القوة (الطنّية) مع عمق أدوات المزوّد وأنظمة التحكم لديه — ومعرفة كيفية التحقق من ذلك قبل إصدار أمر الشراء.
تريد أن تعرف كيفية التحقق من نضج الأدوات وقدرة التحكم قبل إصدار أمر الشراء.
جيد. لأن ورقة القدرات هي المكان الذي يُغرى فيه معظم المشترين.
تبدو كتيبات مكابس الثني الإعلانية مثل إعلانات شاحنات النقل الصغيرة: 100 طن، سرير بطول 10 أقدام، قياس خلفي مبرمج بالحاسوب، وحدة تحكم ذات علامة تجارية. أرقام براقة. ولا واحدة منها تخبرك ما إذا كانت تلك الورشة يمكنها الحفاظ على ±0.5 درجة عبر انحناء بطول 1200 مم، ثلاث مرات متتالية، على مادة يتفاوت تركيبها الحراري من دفعة إلى أخرى. وهذا هو الفرق بين قطعة تُجمع بسهولة وأخرى تحتاج إلى “تعديل” في موقعك.
عامل طلب عرض الأسعار كما لو كان تصويرًا بالأشعة، لا مجرد مصافحة. أنت لا تتحقق من مدى قوة دفعهم، بل من مدى دقة توقفهم.
عمّ يجب أن تبحث؟
توقف عن دفع المال مقابل إجمالي القوة كما لو كانت مؤشر دقة.
قد يبدو الجهاز ذو الـ100 طن بمسافة 10 أقدام بين الإطارات الجانبية مثيرًا للإعجاب حتى تتذكر قاعدة الـ60 بالمئة: تم تصميم القوة الكاملة لتُطبّق على نحو 60 بالمئة تقريبًا من طول السطح. أي حوالي 6 أقدام. تطبيق نفس الـ100 طن على طول قصير ومركّز لا يجعلك “أكثر قدرة”. بل يشوّه السطح والأداة.
لكن انظر عن كثب إلى ما يجعل ذلك ممكنًا: القوة لكل وحدة طول.
إذا أخبرك أحدهم أن ورشته “300 طن”، فسؤالك التالي بسيط: كم طن لكل قدم أو لكل متر، وما هو تصنيف الأداة لذلك؟ غالبًا ما تكون الأدوات النمطية الأوروبية محددة عند نحو 100 طن لكل متر من الحمل الخطي. إذا دفعت 30 طنًا على 200 مم فأنت عند نحو 150 طنًا لكل متر. هذا يعادل 50 بالمئة فوق نطاق الأداة الآمن. قد يبدو أول جزء جيدًا، لكن الجزء الرابع سيحمل الانبعاج.
المقياس الأول: الحد الأقصى المسموح به للحمل الخطي (طن لكل قدم أو متر) لكل من الماكينة والأداة.
المقياس الثاني: طريقة تعويض الانحراف الموثقة. ليس مجرد “متحكم بالحاسوب”. اسأل عمّا إذا كانوا يستخدمون التاج النشط (Active Crowning) وهل هو يدوي، أو قائم على الجدول، أم محسوب تلقائيًا من طول الانحناء والقوة. يمكن تصنيف الماكينة على انحراف 0.0015 بوصة لكل قدم ومع ذلك يتغير الزاوية عبر السطح إذا لم يتم التعويض في الوقت الحقيقي.
المقياس الثالث: طريقة التحكم بالزاوية. التحكم بموقع الكبّاس ليس تحكمًا بالزاوية. هل يستخدمون قياس زاوية ليزري أو ميكانيكي يقرأ الانحناء الفعلي ويصحح العمق أثناء الضربة؟ أم أن المشغّل يقوم بانحناءات اختبارية ويضبط الإزاحة يدويًا؟
كنا نسمي الورش التي تتجاهل الحمل الخطي “تشغيلها ساخنًا” — تعبيرًا يعني دفع القوة في مكان لا تتحمل فيه الماكينة أو الأداة ذلك. بعبارة بسيطة: استعارة الدقة من الغد لإخراج جزء اليوم.
والآن اسأل نفسك: إذا لم يُقدّموا هذه الأرقام طوعًا، فهل يقومون بتتبعها أصلًا؟
انظر عن كثب إلى كيفية وصفهم لقدرات المواد.
“يمكننا ثني الفولاذ المعتدل والفولاذ المقاوم للصدأ والألمنيوم” لا يخبرك بشيء. أي مكبس ثني يمكنه ثني شيء ما مرة واحدة. السؤال هو ما إذا كانوا قد ضبطوا سلوك الارتداد المرن للسماكة ونطاق القوة الذي تعمل فيه.
الارتداد المرن هو الاستعادة المرنة بعد التشكيل. لهذا السبب فإن زاوية 90 درجة على الشاشة لا تساوي 90 درجة في القطعة. التباين ليس عشوائيًا؛ بل يتبع قوة الشد، واتجاه الحبوب، وفتحة القالب. الورشة التي تعمل بانتظام على ألمنيوم 5052 بسماكة 2 مم ستحتفظ بعوامل تصحيح مخزنة، وفتحات V مفضلة، ونوافذ حمولة معروفة. الورشة التي تعمل به “من حين لآخر” ستكتشف تلك الأرقام أثناء تنفيذ طلبك.
اطلب نطاق السماكة والدرجة الذي يعملون عليه أسبوعيًا، وليس من حين لآخر.
إذا كانت قطعتك من الفولاذ المقاوم للصدأ بسماكة 4–6 مم وهم يثنون بشكل أساسي الألمنيوم الرفيع، فأنت لا تشتري قدرة. أنت تمول التجربة. وإذا كان عملك يتطلب 280 طنًا على طول الانحناء وأكبر مكبس لديهم هو 100 طن، فهذه ليست مشكلة تسعير. هذه فئة آلة خاطئة.
كنا نسمي ذلك “خيل لكل مضمار” — مصطلح للورش يعني مطابقة الآلة مع المهمة. بلغة بسيطة: لا تجلب مكبسًا خفيفًا لمعركة الصفائح الثقيلة.
القدرة ليست “هل يمكنك ثنيها”. بل هي “هل قمت بثني هذه الفئة من المواد بما يكفي لتوقعها”.”
فكيف تجعل هذا التوقع تعاقديًا بدلًا من أن يكون قائمًا على الأمل؟
أول انحناء سيء ليس أبداً مجرد أول انحناء.
إليك المشكلة الخفية: التحميل المركز أو التسوية السيئة لا يظهر دائمًا في القطعة الأولى. الأدوات يمكن أن تتعرض لصدمة وما زالت تنتج شيئًا في حدود السماح. بحلول القطعة الثالثة أو الرابعة، يصبح كتف القالب مُصابًا، والطاولة تحمل خطًا خفيفًا، وتبدأ الزوايا بالانحراف. الآن تصبح “العينة الأولى” المعتمدة بلا معنى.
توقف عن قبول بند العينة الأولى الذي ينتهي بتوقيع الموافقة الأبعادية.
حدد ذلك حول استقرار العملية. اشترط أن يشمل اعتماد العينة الأولى حساب الحمولة الموثق لكل انحناء، اختيار القالب، والتأكيد على أن الحمل الخطي يبقى ضمن تصنيف الأدوات. إذا لم يعرفوا تصنيف الحمولة للأدوات، فهذا هو جوابك.
ووضح مسؤولية إعادة العمل بعد القطعة الأولى. إذا انحرفت القطع من الثانية إلى العاشرة لأن العملية لم تكن تحت السيطرة، فمن يدفع؟ الورشة المنضبطة ستقبل هذا الخطر لأنها تعرف أن إدارة الحمل والتحكم في الزوايا محكومان. الورشة المغامرة ستقاوم.
كنا نسمي النهج المغامر بـ“قص وصلِّ” — مصطلح يعني شغّلها وأمل أن تجتاز الفحص. بلغة بسيطة: لا يوجد تحكم مغلق الحلقة، ولا شبكة أمان.
هذا ليس متعلقًا بالعدائية. بل يتعلق بكشف ما إذا كانت بنية التكلفة لديهم تعتمد على امتصاصك للتباين.
بمجرد أن تقوم بتصفية المزودين بهذه الطريقة، يتغير شيء ما.
يتوقف الحوار عن كونه “من الأرخص في الساعة؟” ويصبح “من نظامه يتطابق مع تفاعل السماحات لقطعتي، وعدد الانحناءات، ومتطلبات الحمولة؟”
وهنا تصبح المقارنة الحقيقية أخيرًا صادقة.
أنت لا تترجم فحوصات القدرة إلى حماية باستخدام الصفات. أنت تفعل ذلك باستخدام المشغلات.
إذا كانت القدرة الحقيقية هي أداء عملية مُتحكم بها وقابلة للتكرار، فإن طلب العرض الخاص بك يجب أن يطلب دليلًا على التحكم — وأن يحدد ما يحدث عند انحراف ذلك التحكم. ليس “آلة ضغط CNC، ±0.5°.” اكتب: قياس زاوية نشط مع تصحيح أثناء العملية؛ توثيق قوة الضغط لكل انحناء؛ تحميل الخط على الأدوات ضمن تصنيف الشركة المصنعة؛ إعادة العمل على نفقة المورد عند انحراف الزاوية بأكثر من X درجات بعد الموافقة على العينة الأولى. الآن أنت لا تشتري آلة. أنت تشتري عملية مُدارة.
الجزء غير الواضح؟ عندما تحدد التحكم بدلًا من العتاد، يتوقف المتجر الممتاز عن الظهور كمكلف. ويبدأ المتجر المغامر بالظهور مكشوفًا.
فأي فئة تتطابق فعليًا مع مشروعك؟
توقف عن طلب إنجاز خلال 48 ساعة إذا كنت ترسل هندسة زخرفية.
يمكن لمتاجر الـ CNC السريعة التحرك بسرعة لأن برامجها تحسب مسبقًا تسلسل الانحناء، وإزالة التصادم، وقوة الضغط قبل أن تصل أول ورقة إلى الطاولة. لكن هذا يعمل فقط إذا تضمن ملف CAD الخاص بك مواصفات المادة الحقيقية، اتجاه الحبوب، نصف القطر الداخلي، والتفاوتات الواقعية. ترك هذه الأمور غامضة يجبرهم على القيام بانحناءات اختبار والاعتماد على تقدير المشغل — وهي نفس التغيرات التي تحاول تجنبها.
تخيل حاملًا على شكل حرف U بثلاث انحناءات. إذا ذكرت طول الحافة ±0.2 مم ولم تحدد أن نصف القطر الداخلي يجب أن يكون 1.5× السماكة في فولاذ 304 المقاوم للصدأ، فعلى المتجر أن يختار فتحة القالب. هذا الاختيار يغير الارتداد. وهذا يغير طول الساق. الآن “السرعة” تعني ثلاث ضربات تجريبية وقطعة داعمة تحت مقياس الخلف.
اعتدنا أن نسمي الرسومات غير المكتملة “مطاردة الأشباح” — مصطلح الورشة للصيد وراء الأبعاد التي تتغير لأن المدخلات كانت خاطئة. بلغة بسيطة: بياناتك المفقودة تصبح تأخير إعداداتهم.
لذا، اكتب طلب عرضك ليتطلب إعلان طريقة خصم الانحناء والموافقة على المحاكاة قبل قطع المادة. السرعة من مزود CNC مُتحكم هي تفكير مُسبق، وليست ضغطًا frantic. هل تمنحهم ما تعتمد عليه تلك السرعة؟
انظر عن كثب إلى مكان انقلاب الحسابات.
قد يقدم متجر يدوي محلي عرضًا أقل بنسبة 18 بالمائة لـ 50 قطعة. لا قياس زاوية نشط. لا برمجة خارجية. مجرد مشغل ماهر وشريط قياس. بالنسبة لـ 50 قطعة، ربما لا تنفجر تلك المغامرة.
لكن شغّل الأرقام عند 500.
افترض سيناريو محافظًا: 5 انحناءات لكل قطعة، و30 ثانية لكل دورة انحناء على جهاز CNC مع برامج مخزنة وتصحيح زاوية. هذا يعني 2.5 دقيقة وقت انحناء. أضف تعديلات طفيفة لأن أول ثلاث ضربات تُصحح آليًا. الآن قارن ذلك بعملية يدوية تضيف حتى 20 ثانية لكل انحناء من أجل الفحص والتعديل. أنت عند 4 دقائق لكل قطعة قبل حساب إعادة العمل.
الوقت هو تكلفة. الانحراف هو تكلفة. مشاكل التجميع هي تكلفة حقيقية.
لكن انظر عن كثب لما يجعل الـ CNC مستقرًا عند الكميات: إدارة القوة وتغذية زاوية راجعة. بدون قياس نشط، فإن تغير الارتداد عبر دفعة جديدة من اللفائف يمكن أن يدفعك +0.5° لكل انحناء. تكديس خمسة انحناءات ويصبح الحافة الأخيرة منحرفة بما يكفي لتعارك أداة تجميع لحام. غطاء يتأرجح على زاوية واحدة.
اعتدنا أن نسمي ذلك “مطاردة الذيل” — مصطلح للورشة لضبط الانحناء الأخير لتعويض الأربعة الأولى. بلغة بسيطة: خطأ تراكمي يحرق العمالة لاحقًا.
شرط العقد هنا بسيط: تفاوت الزاوية يتم التحقق منه بقياس أثناء العملية، وليس بأخذ عينات بعد العملية. وأضف بندًا يربط الدفع بالتوافق على مستوى الدفعة، وليس فقط الموافقة على العينة الأولى. عند الكميات، غالبًا يصبح المتجر ذو التحكم المغلق هو أقل تكلفة حقيقية لكل قطعة — لأنه لا يفرض عليك ساعات التجميع المخفية.
فأين نقطة الدفعة الحقيقية لقطعتك — 200 قطعة، 2,000، 20,000؟
هنا يتعثر معظم الفرق.
تصنيع النموذج الأولي في ورشة محلية مرنة. الإنتاج لدى مورد آخر “أكثر آلية”. إعادة التأهيل. إعادة بناء برامج الثني. إعادة اكتشاف الارتداد. دفع تكلفة التعلم مرتين.
توقف عن دفع ثمن نفس الخطأ بسعرين مختلفين للساعة.
مزودو الـ CNC المتقدمون الذين لديهم مكتبات أدوات عميقة وبيانات ثني مخزنة لا يقومون فقط بصنع الأجزاء؛ بل يجمعون عوامل التصحيح حسب المادة والسماكة ومجموعة القوالب. عندما ينتقل نموذجك الأولي إلى 5000 قطعة، فهم لا يخمنون مرة أخرى، بل يوسعون نافذة عملية معروفة.
تقنية التشكيل المائي Hydroforming ستجذبك هنا — تشكيل في خطوة واحدة، أدوات عالمية، دورات لا تستغرق سوى ثوانٍ. لبعض الأشكال الهندسية، هي رائعة. لكن إذا تطور جزءك أو أصبحت التفاوتات أكثر دقة في الإنتاج، ستعود إلى التحقق من الأدوات وضبط العملية. مكابح Press Brake CNC المزودة بتحكم نشط في الزاوية تتيح لك ضبط العمق وتسلسل الثني دون أدوات صلبة جديدة في كل مرة تتغير فيها التصميمات.
كنا نسمي الورش التي تستطيع نقل البيانات من النموذج الأولي للإنتاج بـ “حافظي الذاكرة” — مصطلح عامي للعمليات التي تتعلم مرة واحدة وتفرض الرسوم مرة واحدة. بلغة بسيطة: معرفة عملية مؤسسية.
لغة طلب العرض الخاص بك يجب أن تطلب الاحتفاظ بالبرنامج، وتوثيق معايير الثني، وحماية السعر المرتبطة بعدم تغيير الهندسة أو مواصفات المواد. إذا لم يتغير شيء، لا يتغير السعر. إذا لم يتمكنوا من الموافقة على ذلك، فهم ليسوا واثقين من أن عمليتهم قابلة للنقل.
إليك مشكلة الأساس المائل: ثني غير دقيق قليلاً في النموذج الأولي يصبح انحرافًا هيكليًا عند إنتاجه على نطاق واسع. إصلاحه لاحقًا يكلف أكثر بكثير من ضبطه بشكل صحيح في المرة الأولى.
طابق التعقيد وتراكم التفاوتات مع مستوى التحكم. طابق حجم الإنتاج مع استقرار العملية. طابق خطط التوسع مع الاحتفاظ بالبيانات.
افعل ذلك، وسيتوقف متجر الـ CNC المسمى “المتميز” عن كونه رفاهية في بند الميزانية ويبدأ في الظهور كأنه تأمين لا تحتاج إلى تقديم مطالبة بشأنه.
الآن السؤال الوحيد المتبقي هو: هل تشتري عمليات ثني — أم أنك تشتري تجميعات يمكن التنبؤ بها؟


















