

Um 7:12 Uhr zeigt das erste Teil aus der Abkantpresse 90,02°. Um 15:40 Uhr, mit demselben Programm, demselben Bediener und derselben Materialcharge, korrigieren wir den Winkel um +0,4°, nur um innerhalb der Spezifikation zu bleiben.
Nichts ist “kaputt”. Die Maschine hat immer noch 170 Tonnen Leistung.
Also warum jagen wir Nachkommastellen?
Auf dem Papier kann eine moderne hydraulische Abkantpresse unter idealen Bedingungen eine Biegegenauigkeit von ±0,1° erreichen. Ich habe es gesehen. Dynamisches Bombieren (automatische Bettkompensation für Durchbiegung) und Laserwinkelmessung (optische Echtzeiterfassung des Biegewinkels) können eine hydraulische Maschine chirurgisch präzise erscheinen lassen.
Aber das ist nur eine Momentaufnahme.
Genauigkeit ist die Fähigkeit, ein Ziel einmal zu treffen. Präzision ist die Fähigkeit, es jedes Mal auf die gleiche Weise zu treffen. In der High-Mix-Produktion – kurze Serien, ständige Umrüstungen – zahlt Präzision die Rechnungen, nicht der „Heldenbiegevorgang“, den man dem Vertriebsteam vorführt. Wenn wir Maschinen immer noch nach Tonnage einstufen, messen wir nur die Muskelkraft und ignorieren das Nervensystem, das sie koordiniert.
Realitätscheck auf dem Werkstattboden: Wenn deine Abkantpresse das erste Teil perfekt biegt, aber beim fünfzigsten driftet, kaufst du dann wirklich Leistungsfähigkeit – oder nur Kraft?

Gehe durch irgendeine Werkstatt und höre auf die Kaufargumente: “Das ist eine 220-Tonnen-Maschine.” Als würden wir immer noch Schwungrad-Stanzpressen ausdimensionieren (mechanische Stanzmaschinen, die durch gespeicherte Rotationsenergie angetrieben werden), bei denen mehr Tonnage bedeutete, dass man mehr Arbeit physisch erledigen konnte.
Damals war Kraft der begrenzende Faktor. Heute, bei den meisten Blechen unter einem Viertel Zoll, ist Kraft im Überfluss vorhanden. Steuerung ist knapp.
Wir haben eine Denkweise aus einer Ära übernommen, in der Maschinen dumm waren und Bediener die Rückkopplungsschleife bildeten. Jetzt haben wir CNC-Systeme (Computer Numerical Control), die Positionen im Mikrometerbereich (Tausendstel Millimeter) ansteuern können, und doch reden wir über Abkantpressen, als wären sie hydraulische Vorschlaghämmer.
Das ist, als würde man mit der PS-Zahl eines Lkw prahlen, wenn die eigentliche Aufgabe darin besteht, ihn durch eine Laderampe mit zwei Zoll Spielraum zu manövrieren.
Was genau verschwindet also aus dem Gespräch, wenn Tonnage es dominiert?
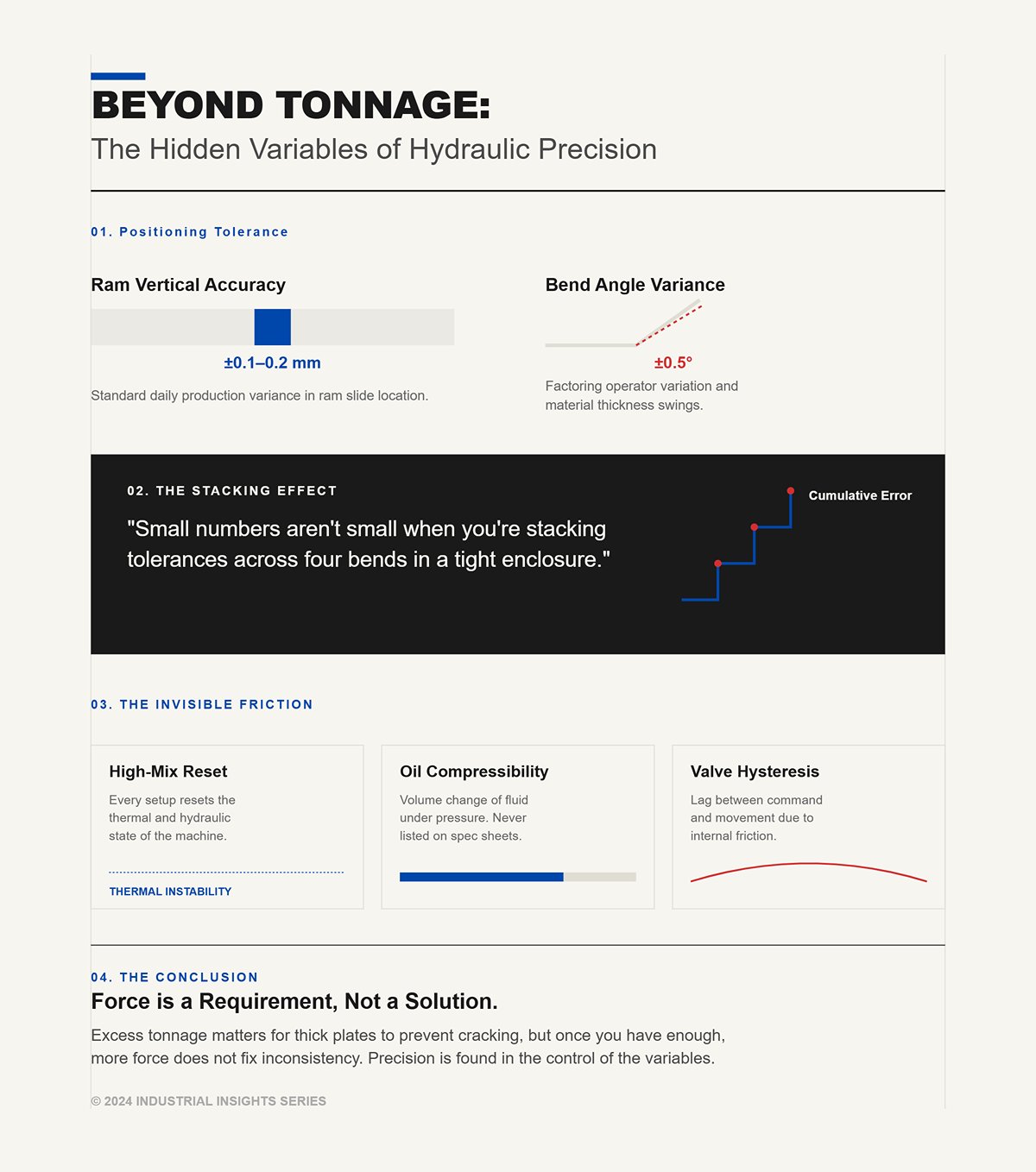
Beginnen wir mit Positionstoleranz. Viele hydraulische Systeme im täglichen Betrieb bewegen sich um ±0,1–0,2 mm bei der Stempelpositionierung (Genauigkeit der vertikalen Schlittenlage) und ±0,5° im Biegewinkel, wenn man Bedienervariationen und Materialdickenschwankungen berücksichtigt.
Diese Zahlen klingen klein. Das sind sie nicht, wenn man Toleranzen über vier Biegungen in einem engen Gehäuse aufaddiert.
Dann gibt es noch die Wiederholgenauigkeit bei Umrüstungen. High-Mix heißt: Vielleicht 40 Halterungen, dann 25 Abdeckungen, dann 60 Chassis-Schienen. Jeder Aufbau setzt den thermischen und hydraulischen Zustand der Maschine zurück. Ölkompressibilität (die geringe Volumenänderung hydraulischer Flüssigkeit unter Druck) und Ventilhysterese (Verzögerung zwischen Kommando und tatsächlicher Bewegung durch innere Reibung und Fluiddynamik) stehen nicht auf dem technischen Datenblatt – aber sie erscheinen im Ausschussbehälter.
Übermäßige Tonnage ist natürlich entscheidend bei dickem Blech oder Luftfahrtlegierungen, bei denen Unterbiegen zu Rissen führt. Ich argumentiere nicht gegen Kraft. Ich argumentiere dafür, dass, sobald man genug hat, mehr keine Inkonsistenz behebt.
Das bringt uns zu dem Teil, den die meisten Werkstätten ignorieren, bis während der Schicht Anpassungen nötig werden.

Stellen Sie sich einen 10-Stunden-Lauf mit Edelstahl der Stärke 12 vor. Nach drei Stunden hat sich das Hydrauliköl deutlich erwärmt. Mit steigender Temperatur sinkt die Viskosität (der Widerstand des Fluids gegenüber dem Fließen). Niedrigere Viskosität verändert, wie schnell sich Druck aufbaut und wie gleichmäßig die Ventile reagieren.
Das führt zu subtilen Unterschieden in der Kolbentiefe bei derselben programmierten Position.
Sie werden es im ersten Zyklus nicht sehen. Sie werden es sehen, wenn Ihr Bediener eine Korrektur von 0,2° hinzufügt. Dann noch eine. Am späten Nachmittag ist Ihr “90°-Programm” nicht mehr dasselbe Programm, mit dem Sie begonnen haben.
Ja, man kann es handhaben – Kühler, Aufwärmroutinen, disziplinierte Wartung. Ich habe jahrelang mit Hydraulik gearbeitet; sie ist zuverlässig. Aber sie sind lebende Systeme. Sie atmen, sie erhitzen sich, sie driften.
In Fertigungen mit hoher Variantenvielfalt, in denen Sie sich keine Lernkurve von 20 Teilen leisten können, jedes Mal, wenn Sie das Material wechseln, wird diese Drift zur versteckten Steuer auf die Produktivität.
Also selbst wenn sich die Maschine physisch schnell bewegen kann – kann sie jedes Mal sofort und identisch reagieren, wenn Sie ihr einen Befehl geben?
In einer hydraulischen Presse dosieren Proportionalventile (Vorrichtungen, die den Flüssigkeitsstrom basierend auf elektrischer Eingabe regeln) das Öl, um die Geschwindigkeit und Position des Kolbens zu steuern. Es gibt immer eine Verzögerung – Millisekunden – zwischen dem Befehl und der tatsächlichen Druckänderung. Das ist die Ventilreaktionszeit.
Jahrzehntelang war “schnell genug” ausreichend. Bediener haben kompensiert. Zykluszeiten waren länger. Toleranzen waren großzügiger.
Stellen Sie sich nun eine Hochvolumen-Zelle vor, die Tausende von Teilen mit kurzen Flanschen fertigt. Sie verlassen sich auf präzise Verzögerung beim Eintritt in die Biegung, um ein Überschwingen zu vermeiden. Jede Mikroverzögerung zwingt die Steuerung dazu, vorauszuberechnen und zu korrigieren. Es ist machbar – aber es ist ein Tanz zwischen Software und der Trägheit der Flüssigkeit (Widerstand des sich bewegenden Öls gegen plötzliche Änderungen).
Wenn man das über Tausende von Zyklen skaliert, werden kleine Zeitunterschiede zu messbaren Abweichungen.
Kraft ist nicht mehr der Engpass. Steuerungsverzögerung ist es.
Und sobald man das erkennt, verschiebt sich die Frage von “Wie viele Tonnen?” zu etwas viel Unangenehmerem für Traditionalisten: Was passiert, wenn wir die physische Kraft des Fluids durch digital synchronisierte Bewegung ersetzen, die weder driftet, komprimiert noch zögert?
Bei einer servo-elektrischen Presse, die ich letztes Jahr in Betrieb genommen habe, zeigt das erste Teil aus der Presse 90,00°. Acht Stunden später, nach 300 gemischten Teilen und drei Materialwechseln, zeigt es immer noch 90,00° – keine Winkelkorrekturen während der Schicht, kein Daumenkorrekturrad des Bedieners.
Nichts Magisches ist passiert. Wir haben einfach das Öl entfernt.
Anstatt dass eine Pumpe Fluid durch Proportionalventile (elektrisch gesteuerte Vorrichtungen, die den Hydraulikfluss dosieren) drückt, wird der Kolben durch synchronisierte Servomotoren (elektrische Motoren, die über Rückkopplungsschleifen gesteuert werden, welche die Position kontinuierlich korrigieren) an Kugelspindeln (präzise Gewindewellen, die Drehbewegung in lineare Bewegung umwandeln) angetrieben. Die Steuerung “antizipiert” kein Fluidverhalten. Sie befiehlt die Position direkt und liest die tatsächliche Position über Encoder (Sensoren, die Bewegung in feinen Schritten messen, oft in Mikrometern) zurück.
Das ist die Verschiebung vom Muskel zum Nervensystem. Hydraulische Systeme steuern den Druck und hoffen, dass die Position folgt. Servo-elektrische Systeme befehlen die Position und lassen das Drehmoment nach Bedarf folgen.
Wenn Sie die Ölkompressibilität, das Ventilhystereseverhalten und die temperaturabhängige Viskosität aus der Bewegungskette eliminieren, entfernen Sie drei Variablen, die zuvor eine Kompensation durch den Bediener erforderten. Der Stößel ist es egal, ob es 8 Uhr morgens oder 16 Uhr nachmittags ist. Er bewegt sich jedes Mal auf Mikrometer genau dorthin, wohin er gesteuert wird.
Aber Präzision ist nur die halbe Geschichte. Sie kaufen Maschinen nicht, um die Winkelkonstanz zu bewundern – Sie kaufen sie, um Geld zu verdienen.
Was ändert sich wirtschaftlich in dem Moment, in dem die Hydraulikpumpe verschwindet?
Stellen Sie sich während der Mittagspause neben eine 220-Tonnen-Hydraulikpresse. Sie werden sie immer noch summen hören.
Dieses Summen ist die Hydraulikpumpe, die den Systemdruck aufrechterhält und dabei typischerweise 30–40 Ampere zieht, selbst wenn sich der Stößel nicht bewegt. In den meisten High-Mix-Werkstätten verbringt man 60–70 % der Schicht mit Rüstarbeiten, Teilehandling, Inspektionen oder dem Warten auf vorgelagerte Prozesse. Die Maschine ist “an”, aber sie biegt nicht.
Eine servo-elektrische Presse verbraucht im Leerlauf nahezu keinen Strom, da keine Pumpe den Druck aufrechterhält. Motoren verbrauchen nur dann Energie, wenn sie sich bewegen. Ein kürzlich von mir geprüfter Vergleich zeigte über eine 8-Stunden-Schicht etwa 60 kWh bei einer Hydraulikmaschine gegenüber ungefähr 12 kWh bei einer vergleichbaren elektrischen Maschine unter ähnlicher Belastung. Aber das ist nur eine Momentaufnahme.
Die tiefere Veränderung ist verhaltensbedingt. In High-Mix-Umgebungen ist Leerlaufzeit kein Abfall – es ist der Preis der Flexibilität. Hydraulik bestraft Sie für diese Flexibilität, indem sie während jeder Pause Energie verbraucht. Elektrische Maschinen tun das nicht.
Es gibt auch Wartung. Kein Hydrauliköl bedeutet keine Lecks, keinen Filterwechsel, keine Ölentsorgung, keine Kühlkreisläufe. Öl ist nicht nur ein Verbrauchsmaterial – es ist eine Variable. Jedes Verschleißmuster einer Dichtung verändert die Reaktion ein wenig. Jede Temperaturschwankung verändert die Viskosität. Entfernen Sie die Flüssigkeit, und Sie entfernen ein ganzes Wartungsökosystem, das früher die Wiederholbarkeit beeinträchtigt hat.
Aber werden Sie nicht zu bequem. Energieeinsparungen auf dem Papier bedeuten nichts, wenn Spitzenlast Ihre elektrische Infrastruktur ruiniert.
Realitätscheck auf dem Werkstattboden: Wenn Ihre Presse 65 % des Tages im Leerlauf steht, warum bezahlen Sie immer noch dafür, dass 40 Ampere Öl zirkulieren, das niemand benutzt?
Hier ist die Falle, in die Nachwuchsingenieure tappen: Sie vergleichen den durchschnittlichen Stromverbrauch.
Hydraulikmaschinen ziehen den ganzen Tag über konstant Strom. Servo-elektrische Maschinen haben starke Leistungsspitzen während des Biegevorgangs. Wenn ein Servomotor in eine „Bottoming“-Operation fährt (den Stempel tief in die Matrize zwingt, um den Winkel vollständig zu formen), kann er massiven Instantan-Strom ziehen. In älteren Gebäuden mit schwacher Stromversorgung kann dieser Spitzenverbrauch Spannungseinbrüche verursachen, die sich durch die Werkstatt ausbreiten.
Also, welche kostet mehr?
Wenn Sie lange, kontinuierliche Produktion fahren – minimale Stopps, hohe Auslastung – wirkt der konstante Verbrauch der Hydraulik weniger ineffizient. Energie wird die meiste Zeit für tatsächliches Biegen genutzt. In diesem engen Szenario schrumpft die Lücke.
Stellen Sie sich nun eine Hochvolumen-Zelle vor, die Tausende kurze Flanschteile produziert. Kurzer Zyklus. Häufiges Handling. Bediener wartet auf Roboter oder Prüfgerät. Die elektrische Maschine verbraucht Energie in kurzen Schüben nur dann, wenn der Stößel beschleunigt, abbremst und Kraft ausübt. Den Rest der Zeit ist sie elektrisch still.
Die jährlichen Kosten werden zu einer Funktion der Auslastungsrate, nicht der Nenn-Tonnage. High-Mix-Werkstätten mit 50–70 % Leerlauf sehen überproportionale Einsparungen. Low-Mix-, Lights-Out-Betriebe sehen weniger dramatische Unterschiede.
Und Sie müssen für Infrastruktur budgetieren. Manche Einrichtungen benötigen aufgerüstete Transformatoren oder Stromkonditionierung, um Spitzenlast von Servos zu bewältigen. Ignorieren Sie das, und Ihre ROI-Berechnung ist Fantasie.
Energieökonomie dreht sich nicht um den durchschnittlichen Verbrauch. Sie dreht sich um den Arbeitstakt (Prozentsatz der aktiven Biegezeit) und die Robustheit des Stromnetzes.
Was uns zu der unangenehmen Frage bringt, die mir die Old-School-Leute jedes Mal stellen.
| Thema | Details |
|---|---|
| Kernfrage | Welche Maschine verursacht tatsächlich höhere jährliche Betriebskosten: hydraulisch oder servo-elektrisch? |
| Häufiger Fehler | Junge Ingenieure vergleichen den durchschnittlichen Stromverbrauch statt des tatsächlichen Betriebsverhaltens. |
| Hydraulischer Stromverbrauch | Zieht den ganzen Tag über einen konstanten Strom, unabhängig davon, ob gerade aktiv gebogen wird oder nicht. |
| Servo-elektrischer Stromverbrauch | Verbraucht Energie in scharfen Spitzen während des Biegens, insbesondere bei Pressvorgängen, bei denen der momentane Strom erheblich ansteigen kann. |
| Infrastrukturrisiko | Hohe Servostromspitzen können in älteren Anlagen mit schwacher Stromversorgung zu Spannungseinbrüchen führen. |
| Kontinuierliches Produktionsszenario | In langen, ununterbrochenen und hoch ausgelasteten Produktionsläufen erscheinen hydraulische Maschinen weniger ineffizient, da der größte Teil der verbrauchten Energie tatsächlich für das Biegen verwendet wird. Die Effizienzlücke verringert sich. |
| Hochvolumen-, Kurzzyklus-Szenario | Bei Anwendungen mit kurzen Zyklen, häufigem Handling und Leerlaufzeiten verbrauchen servo-elektrische Maschinen nur während der Bewegung des Stößels und der Kraftausübung Energie und bleiben sonst elektrisch still. |
| Jährlicher Kostentreiber | Die jährlichen Energiekosten hängen stärker von der Auslastungsrate (Arbeitszyklus) ab als von der Nennpresskraft. |
| High-Mix-Werkstätten | Werkstätten mit 50–70 % Leerlaufzeit erzielen mit servo-elektrischen Maschinen überproportionale Energieeinsparungen. |
| Low-Mix-, Lights-Out-Betriebe | Kontinuierliche Produktionsumgebungen verzeichnen geringere Kostendifferenzen zwischen hydraulischen und elektrischen Systemen. |
| Infrastrukturplanung | Einige Anlagen erfordern aufgerüstete Transformatoren oder Stromaufbereitung, um die Servo-Spitzenlast zu bewältigen; die Missachtung dessen verfälscht die ROI-Berechnungen. |
| Wichtige wirtschaftliche Faktoren | Die Energiewirtschaft hängt vom Arbeitstakt (Prozentsatz der aktiven Biegezeit) und der Netzstabilität ab – nicht vom durchschnittlichen Stromverbrauch. |
| Übergangspunkt | Führt zu einer häufig gestellten Frage erfahrener Bediener hinsichtlich der langfristigen Maschinenleistung und Praxistauglichkeit. |
Ich habe es in der Werkhalle gehört: “Elektrische sind gut für dünnes Material. Versuch mal, eine halbzollige Platte bis zum Anschlag zu biegen.”
Sie liegen nicht falsch – bis zu einem gewissen Punkt.
Die meisten reinen Servoundeierbremsen enden bei etwa 300 Tonnen. Dicke Bleche, lange Bänke und extreme Prägeoperationen (kraftvolles Biegen, das das Material vollständig plastisch in die Matrize formt) bevorzugen noch immer Hydraulik. Hydraulische Kraft lässt sich leichter auf sehr hohe Tonnagen skalieren, da der Druck über große Zylinder vervielfacht werden kann, ohne Motoren in absurde Größen überdimensionieren zu müssen.
Elektrische Systeme erzeugen Kraft durch Drehmoment (Rotationskraft), multipliziert mit dem mechanischen Vorteil der Kugelspindel. Um die verfügbare Kraft zu verdoppeln, erhöht man entweder das Motordrehmoment oder verändert die mechanischen Übersetzungen – beides hat Grenzen bei Größe, Kosten und Wärmeabfuhr.
Also ja, für Schiffbauplatten oder Strukturträger bleibt Hydraulik das richtige Werkzeug.
Aber betrachten Sie Ihren Auftragsmix ehrlich. Die meisten Fertigungen unter einem Viertelzoll benötigen keine 400 Tonnen. Sie benötigen 100–200 Tonnen, die präzise und wiederholbar angewendet werden. 400 Tonnen “für alle Fälle” zu kaufen, ist wie einen 200-PS-Kompressor zu installieren, um einen Druckluftschleifer zu betreiben.
Die Übernahme ist nicht universell. Sie ist anwendungsgetrieben. Wenn man die obersten 10 % extremer Aufgaben weglässt, decken elektrische Systeme einen riesigen Teil moderner, hochvariabler Arbeiten ab – mit engerer Kontrolle und geringerer Streuung.
Wenn also Kraft nicht mehr der universelle Engpass ist, was treibt dann im realen Betrieb tatsächlich die Rentabilität – reine Zyklusgeschwindigkeit oder etwas anderes?
Hydraulische Pressen rühmen sich oft höherer Anfahr- und Rückzugsgeschwindigkeiten. Auf dem Papier bewegt sich ihr Stempel schneller zwischen den Biegungen.
Aber die Rentabilität bei wechselnden Aufträgen wird nicht im Leerlaufhub entschieden. Sie hängt davon ab, wie schnell Sie Aufträge wechseln und beim ersten Teil Maßhaltigkeit ohne Nachjustieren erreichen.
Servoundeier beschleunigen und bremsen extrem präzise, weil die Steuerung die Position direkt vorgibt – nicht über Fluiddynamik. Das bedeutet weniger Überschwingen, weniger Korrekturen und weniger Testteile beim Wechsel von Material oder Dicke. Die Rüstzeit verkürzt sich, weil die erste Biegung bereits innerhalb der Toleranz liegt.
Bei einer dedizierten, einteiligen Produktionsserie kann die Hydraulikgeschwindigkeit der Elektrik überlegen sein. In einer Werkstatt mit 15 Umrüstungen pro Tag summiert sich jedoch jeder vermiedene Korrekturzyklus. Zwei weniger Testbiegungen pro Auftrag bei 15 Aufträgen ergeben 30 Teile, die Sie nicht verschrottet oder nachgearbeitet haben.
Die Zykluszeit zählt, wenn das Teil stabil ist. Die Rüstzeit dominiert, wenn der Plan es nicht ist.
High-Mix-Werkstätten verlieren kein Geld, weil ihr Stößel 50 Millisekunden langsamer verfährt. Sie verlieren Geld, weil Variabilität menschliches Eingreifen erzwingt.
Also hier ist die Frage, die Sie ehrlich beantworten müssen, bevor Sie Ihre nächste Maschine spezifizieren: Optimieren Sie für rohe Kraft in seltenen Szenarien oder für wiederholbare Präzision über die 90% Aufträge hinweg, die tatsächlich den Betrieb am Laufen halten?
Letztes Jahr haben wir für denselben Betrieb zwei Maschinen angeboten: eine 250-Tonnen reine Hydraulikpresse mit drehzahlgeregelter Pumpe und eine 220-Tonnen Servo-Hybridmaschine (Elektromotor treibt bei Bedarf eine Hydraulikpumpe an). Der Hybrid war etwa 50% teurer. Der Inhaber fragte nicht zuerst nach der Tonnage. Er schob mir seinen Arbeitsplan über den Tisch – die ganze Woche dünnwandige Halterungen, dann am Freitag eine Charge mit 3/8-Zoll-Platten. “Ich will keine zwei Abkantpressen”, sagte er. “Ich will eine, die mich in keinem Fall bestraft.”
Das ist die eigentliche ROI-Frage. Nicht die Pferdestärken. Nicht die Nenn-Tonnen. Auftragsmischung versus Auslastung.
Hybride existieren, weil reine Elektromaschinen die meisten High-Mix-Aufträge hervorragend abdecken – aber eben nicht alle – und konventionelle Hydraulikpressen den schweren Bereich zuverlässig abdecken – aber Präzision und Energie in der Mitte verschwenden. Das hybride Versprechen ist einfach: elektrische Steuerung für Genauigkeit und Leerlaufeffizienz, Hydraulikzylinder für skalierbare Kraft.
Einfach auf der Broschüre.
In der Zelle ist es eine Aushandlung zwischen zwei physikalischen Systemen, die von Natur aus nicht gleich denken.
Man versucht, einem Muskelkörper ein Nervensystem einzupflanzen, ohne die Nachlässigkeit wieder einzuführen, der man gerade entkommen war. Realitätscheck auf dem Werkstattboden: Kaufen Sie einen Hybrid, weil Ihr Zeitplan es verlangt, oder weil Sie sich unwohl fühlen, sich auf eine Seite des Zauns festzulegen?
Ich habe gesehen, wie eine Kugelgewindespindel (eine präzise Gewindestange, die Motorrotation in lineare Kraft umwandelt) aus einer 300-Tonnen-Elektro-Abkantpresse kam, nachdem sie lange Zeit dicke Strukturteile bearbeitet hatte. Gewinde poliert. Wärmeanlauf in der Nähe der Mutter. Nichts Katastrophales – nur mechanischer Stress, der im Laufe der Zeit seine Wirkung zeigt.
Elektrische Abkantpressen erzeugen Kraft durch Drehmoment (Rotationskraft), multipliziert über diese Spindel. Um die Kraft zu verdoppeln, muss man entweder das Motordrehmoment erhöhen oder das Übersetzungsverhältnis ändern. Beides bedeutet größere Motoren, dickere Spindeln, mehr Wärme. Wärme ist hier der leise Killer; sie verändert Passungen, beeinflusst die Schmierung und beschleunigt den Verschleiß.
Stellen Sie sich nun eine 1/2-Zoll-Platte über ein 10-Fuß-Bett vor. Die Kraftanforderung steigt beim Durchdrücken stark an (wenn der Stempel vollständig in die Matrize gepresst wird, um den Winkel durch plastische Verformung einzustellen). Hydrauliksysteme vervielfachen die Kraft nicht über Gewinde; sie nutzen Fluiddruck (Kraft, die gleichmäßig durch das Öl in den Zylindern verteilt wird). Diese Skalierung ist unkompliziert: größere Zylinder, höhere Druckstufen. Die Last verteilt sich über die Kolbenfläche, statt sich auf Gewindegänge zu konzentrieren.
Deshalb liegt die Obergrenze elektrischer Pressen oft unterhalb des extremen Tonnagebereichs, in dem die Schwerindustrie tätig ist.
Aber hier ist die Nuance, die Sie im Kopf behalten müssen: Wie oft befinden Sie sich wirklich in diesem Dickenbereich? Wenn 80% Ihrer Arbeit unter 1/4 Zoll liegen und 20% mit 3/8 Zoll flirten, bewältigt die Elektromaschine die Mehrheit mit ±0,01 mm Positionsgenauigkeit, und die Hydraulik deckt das Extrem mit ruhiger Laststabilität ab.
Der Konflikt ist nicht ideologisch. Er ist mechanisch.
Und das lässt eine Lücke genau in der Mitte – Betriebe, die schweres Material gerade oft genug bearbeiten, um bei reiner Elektrik nervös zu sein, aber nicht oft genug, um die Energie- und Variabilitätsnachteile einer vollwertigen Hydraulik zu rechtfertigen. Realitätscheck auf dem Werkstattboden: Sind Ihre “schweren Aufträge” tägliche Umsatztreiber oder emotionale Sicherheitsdecken?
Auf dem Papier ja. In der Praxis nur in einem engen Betriebsfenster.
Eine servo-hydraulische Bremse nutzt einen Servomotor (ein digital gesteuerter Motor mit präziser Positionsrückmeldung), um eine Hydraulikpumpe nur dann anzutreiben, wenn Bewegung oder Druck benötigt werden. Das Öl bewegt sich auf Abruf. Die Kolbenposition schließt den Regelkreis über Encoder (Sensoren, die die exakte Position messen). Sie erhalten eine elektrische Steuerungsebene, die über die hydraulische Kraft gelegt wird.
Bei Hochvolumenläufen mit einer Dicke von unter etwa 3 mm und Biegewinkeln unter 45 Grad habe ich eine Zykluszeitverbesserung von 15–25 % im Vergleich zu herkömmlicher Hydraulik gesehen. Warum? Weil die Pumpe nicht mit voller Geschwindigkeit im Leerlauf zwischen den Hüben läuft und das Steuerungssystem die Verzögerung antizipiert, anstatt auf den Fluidverzug zu reagieren.
Aber das ist nur eine Momentaufnahme.
Wenn dieselbe Maschine unter 40 % der Nennpresskraft läuft – leichte Teile auf einem großen Gestell – kann es passieren, dass der Servo gegen das Druckbegrenzungsventil drückt (ein Sicherheitsgerät, das öffnet, um Überdruck zu verhindern). Der Motor versucht, den Durchfluss präzise zu modulieren; der Hydraulikkreis lässt überschüssigen Druck ab. Das ist parasitärer Verlust (Energieverbrauch ohne produktive Arbeit). Das Nervensystem und der Muskel streiten darüber, wer das Sagen hat.
Die Energieeffizienz sinkt. Der Vorteil schrumpft.
Und wenn Ihre Mischung stark schwankt – morgens dünne Halterungen, nachmittags dicke Verstärkungen – kann das Optimierungsband des Hybrids nur einen Teil Ihres Tages abdecken.
Also liefert er beide Welten?
Er kann. Wenn Ihr Produktionsprofil sich hauptsächlich in diesem mittleren Band bewegt: moderate Dicke, sich wiederholende Läufe, genug Volumen für Zyklusvorteile, genug Kraftbedarf, um Hydraulik zu rechtfertigen.
Außerhalb dieses Bandes riskieren Sie, einen Kapitalaufschlag von 40–60 % zu zahlen für eine Maschine, die sich wie eine leicht verfeinerte Hydraulik oder ein leicht belasteter Elektrischer verhält.
Das ist kein Scheitern. Es ist Spezifität.
Der Hybrid ist kein universeller Sweet Spot. Er ist eine maßgeschneiderte Passform. Realitätscheck auf dem Werkstattboden: Liegt Ihr Biegeprotokoll tatsächlich im Wohlfühlbereich des Hybrids, oder kaufen Sie theoretische Flexibilität, die Sie selten monetarisieren werden?
Einer meiner Techniker sagte einmal: “Es ist wie das Hinzufügen einer SPS zu einer mechanischen Kupplungsbremse – jetzt suchen wir mit einem Laptop und einem Schraubenschlüssel nach Fehlern.” Das ist ein Hybrid in einem Satz.
Sie haben weiterhin Hydraulikzylinder, Dichtungen, Ventilgruppen (Baugruppen, die den Ölfluss steuern) und Fluid, das überwacht werden muss. Jetzt kommen Servoantriebe (Leistungselektronik zur Steuerung der Motordrehzahl), Encoder und Closed-Loop-Steuerungssoftware (Systeme, die ständig die Sollposition mit der Istposition vergleichen und Abweichungen korrigieren) hinzu.
Bürstenlose Servomotoren eliminieren den Kohlebürstenverschleiß. Gut. Drehzahlvariable Pumpen reduzieren die konstante Wärme. Auch gut.
Aber wenn etwas driftet, bedeutet die Diagnose nicht nur, eine undichte Verschraubung zu prüfen. Es geht darum, die Sensorkalibrierung, die Antriebsparameter und die hydraulischen Druckkurven zu verifizieren. Ersatzkomponenten sind Präzisionsteile mit engeren Toleranzen und höheren Kosten.
Ich habe gesehen, dass Hybride ruhiger laufen und sich besser gegen Überlastung schützen, weil die Steuerungsschicht eingreift, bevor mechanischer Missbrauch auftritt. Das kann katastrophale Ausfälle reduzieren.
Ich habe auch erlebt, dass Werkstätten ohne geschultes Personal tagelang Phantomfehler jagten, weil die elektrischen und hydraulischen Schichten in einer Weise interagierten, die das Team nicht vollständig verstand.
Komplexität verschwindet nicht. Sie verändert ihre Form.
Wenn Ihre Wartungskultur diszipliniert ist – Fluidanalysen, Software-Backups, Parameterdokumentation –, kann ein Hybrid die rohe Abnutzung verringern und gleichzeitig die Kraftkapazität erhalten. Wenn Ihre Werkstatt vorbeugende Wartung noch immer wie eine Empfehlung behandelt, haben Sie gerade die Möglichkeiten verdoppelt, wie eine Maschine Sie verwirren kann.
Und hier wird das übergeordnete Argument schärfer: Hardwarekategorien spielen eine geringere Rolle als Steuerungsqualität und betriebliche Disziplin. Das Nervensystem wird zum eigentlichen Unterscheidungsmerkmal, nicht die Muskelmasse.
Das bedeutet, die nächste Entscheidung lautet nicht “hydraulisch, elektrisch oder hybrid?”
Sondern: “Wie viel Präzisionssteuerung nutzen wir wirklich – und sind wir darauf strukturell vorbereitet?” Realitätscheck auf dem Werkstattboden: Sind Sie bereit, ein koordiniertes System zu warten, oder hoffen Sie, dass die Software alte Werkstattroutinen verzeiht?
Im letzten Quartal haben wir eine Familie von 42 Halterungen kalkuliert – 3 mm Baustahl, jeweils fünf Biegungen, Losgrößen zwischen 12 und 80. Der Kalkulator zog zuerst die Tonnage heran. Ich griff auf die Einrichtungsprotokolle des letzten Jahres zurück. Durchschnittliche Einrichtung je neuem Teil: 38 Minuten. Durchschnittliche Laufzeit pro Los: 14 Minuten. Wir verbrachten fast dreimal so viel Zeit mit der Vorbereitung des Biegens wie mit dem tatsächlichen Biegen.
Das ist kein Problem des Stößels. Das ist ein Problem des Gehirns.
Wenn Ihre Produktionsdaten zeigen, dass die Einrichtung die Spindel- oder in unserem Fall die Stößelzeit dominiert, gewinnt die Architektur, die vor dem ersten Hub vorhersagt, sequenziert und kompensiert. Der Wettbewerbsvorteil liegt nicht darin, wie stark der Stößel schlagen kann, sondern darin, wie intelligent die CNC (Computer Numerical Control, ein digitales System, das Maschinenbewegungen anhand von Code steuert) jeden Schritt antizipiert.
Sie kaufen keine Kraft mehr. Sie kaufen Weitsicht.
Und wenn Weitsicht der entscheidende Wert ist, verschiebt sich die eigentliche Frage: Liegt Ihr Engpass immer noch in der Metallfestigkeit – oder im Informationsfluss?
Realitätscheck auf dem Werkstattboden: Wählen Sie Maschinen nach Spitzenkraftdiagrammen aus oder danach, wo Ihre tatsächlichen Stunden verschwinden?
Vor Jahren führten wir einen 10-stündigen Auftrag mit 12-Gauge-Edelstahl aus. Das erste Teil kam mit 90,02 Grad heraus. Zur Schichtmitte jagten wir den Rückfederungseffekt (elastische Rückstellung des Metalls nach dem Biegen) mit Mikroeinstellungen alle 30 Teile. Der Bediener stand an der Steuerung, verschob die Tiefe um Hundertstelmillimeter und bewahrte Erfahrungswissen wie ein Familienrezept.
Stellen Sie sich nun dasselbe Teil vor, programmiert offline in einer 3D-Software (eine Simulationsumgebung, die Biegesequenzen und NC-Code erzeugt, bevor der Auftrag die Maschine erreicht). Die Biegesequenz wird am Schreibtisch erstellt, während die Abkantpresse noch den vorherigen Auftrag läuft. Kollisionsprüfung erfolgt automatisch. Werkzeugauswahl wird simuliert. Der NC-Code wird fertig zum Start geladen.
Die Maschine wartet nicht auf Denkprozesse.
Hier liegt der Wandel, den die meisten Werkstätten übersehen: Wenn die Offline-Programmierung Einrichtungswissen externalisiert, verlagert sich der Engpass nach oben. Der Bediener braucht keine 15 Jahre “Gefühl” mehr. Die Einschränkung wird zur Qualität der Simulation. Hat der Programmierer Materialschwankungen berücksichtigt? Hat er Werkzeugdurchbiegung modelliert? Hat er die tatsächliche V-Prisma-Öffnung erfasst, nicht die theoretische?
Wir haben eine Einschränkung auf dem Werkstattboden gegen eine im Büro eingetauscht.
Das ist kraftvoll – und gefährlich. Ich habe Werkstätten gesehen, die komplette Offline-Suites kaufen und trotzdem an der Maschine nachregeln, weil Biegedaten im Notizbuch eines Mitarbeiters statt in der Datenbank lagen. Software löst keine Unordnung. Sie legt sie offen.
Der Werkstattboden ist in diesem Fall wie eine Schweißvorrichtung, die von einem wackeligen Tisch auf eine Granitplatte gestellt wird – wenn Sie die Teile vor dem Einspannen nicht ausrichten, zeigt die Präzision lediglich Ihre Nachlässigkeit.
Wenn Sie Architekturen bewerten, fragen Sie nicht, welcher Stößel stärker ist. Fragen Sie, welches Steuerungssystem Wissen über mehrere Maschinen hinweg erfasst und wiederverwendet – und ob Ihr Team diszipliniert genug ist, ihm saubere Daten zu liefern.
Realitätscheck auf dem Werkstattboden: Wenn Ihr bester Bediener morgen kündigt, würde Ihre Biegequalität mit ihm gehen – oder in Ihren Programmen eingebettet bleiben?
Nehmen Sie ein 3-Meter-Bett, eine 6 mm dicke Platte, 200 Tonnen über die Länge. Der Stößel drückt nach unten; das Bett wölbt sich in der Mitte nach oben. Diese Durchbiegung wird als Aufkrönungsfehler bezeichnet (die natürliche Wölbung der Maschine unter Last, die den Biegewinkel entlang der Länge verändert).
Old-School-Lösung? Unterlegen. Probebiegung machen. Wieder unterlegen.
Moderne Lösung? Dynamisches Aufkrönen (ein automatisch angepasstes Kompensationssystem, das das Bett- oder Stößelprofil während der Biegung basierend auf berechneter oder gemessener Belastung verändert).
Hier schlägt Software die Hardware. Die CNC kennt bereits Materialstärke, Zugfestigkeit (Widerstand gegen das Auseinanderziehen), Matrizenbreite, Biegelänge. Aus diesen Eingaben berechnet sie die erwartete Durchbiegung, bevor der Hub abgeschlossen ist. Einige Systeme fügen Winkelsensoren hinzu (Geräte, die den tatsächlichen Biegewinkel in Echtzeit mit Lasern oder Sonden messen) und schließen den Regelkreis während der Biegung.
Die Maschine korrigiert, bevor Ihr Auge den Fehler sieht.
Das ist nicht nur Präzision. Das ist prädiktive Steuerung.
Hydraulische Rahmen können steif sein. Elektrische Rahmen können steif sein. Aber ohne eine Steuerungsebene, die Last modelliert und während der Bewegung anpasst, garantiert allein die Steifigkeit keinen gleichmäßigen Winkel über 3 Meter. Die Intelligenz steckt in dem Algorithmus, der das Durchbiegen voraussieht und es dynamisch ausgleicht.
Stellen Sie sich das wie das Vorspannen einer Vorrichtung vor, bevor die Schweißverformung sie herauszieht – wenn Sie wissen, wohin sie sich bewegt, bewegen Sie sich vorher dagegen.
Fragen Sie sich nun: In Arbeit mit hoher Variantenvielfalt, bei der sich Materialchargen wöchentlich ändern, reicht statische mechanische Steifigkeit aus – oder wird adaptives Sensorik zum eigentlichen Schutz vor Ausschuss?
Realitätscheck auf dem Werkstattboden: Verlassen Sie sich auf die Masse des Stahls, um die Durchbiegung zu bekämpfen, oder auf Software, die sie vorhersagt und aufhebt?
Stellen Sie sich eine High-Mix-Zelle vor, die Tausende von Kleinteilen mit kurzem Flansch fertigt. Fünf Werkzeugwechsel pro Schicht. Jeder manuelle Wechsel: 6–10 Minuten, wenn der Bediener geübt ist, länger, wenn Segmente gesucht werden müssen.
Das sind 30–50 Minuten Nicht-Biegezeit pro Tag.
Ein ATC (Automatischer Werkzeugwechsler, ein System, das automatisch Stempel und Matrizen aus dem Lager in die Abkantpresse lädt und entlädt) tauscht Werkzeuge in etwa einer Minute. Wichtiger ist, dass er Entscheidungsverzögerungen eliminiert. Keine Diskussion über die Reihenfolge. Kein Suchen nach einem 30-mm-Segment, das hinter einem 50er versteckt ist.
Die Verbesserungen der Zykluszeit sind offensichtlich. Die tiefere Veränderung ist Konsistenz. Die Werkzeugbibliothek lebt in der Steuerung. Programme rufen Werkzeuge per ID ab. Die Einrichtung wird deterministisch (vorhersehbar und wiederholbar), nicht abhängig davon, wer gerade Schicht hat.
Aber hier der Haken: ATCs glänzen in Kombination mit elektrischen oder hochreaktiven Servosystemen. Warum? Weil sich die Zeitersparnis beim Werkzeugwechsel durch schnelle Beschleunigung und Abbremsung zwischen kurzen Biegungen vervielfacht. Ein langsamer hydraulischer Rückhub frisst diesen Gewinn auf.
Architektur ist entscheidend.
Ein ATC auf einer trägen Plattform ist, als würde man einen Schnellwechsel-Schraubstock auf eine abgenutzte manuelle Fräsmaschine schrauben – man spart Minuten beim Spannen, verliert sie aber beim Kurbeln der Handgriffe.
Also ist es Luxus? Bei Jobs mit geringer Variantenvielfalt und langen Laufzeiten, ja. In Umgebungen mit hoher Variantenvielfalt, in denen die Rüstzeit dominiert, ist es oft der Unterschied zwischen dem Erreichen und Verfehlen des Schichtziels.
Das wirft eine schwierigere Frage zur Arbeit selbst auf.
Wir haben eine halbautomatisierte Zelle getestet: ein Bediener überwacht zwei Abkantpressen, jede mit offline programmierten Aufträgen und automatischer Winkelkorrektur. Die Rolle des Bedieners verlagerte sich vom Biegen hin zum Materialhandling und zur Ausnahmesteuerung (eingreifen nur, wenn das System eine Anomalie meldet).
Die Leistung pro Arbeitsstunde hat sich bei gemischten Losgrößen unter 50 Teilen nahezu verdoppelt.
Aber das funktionierte nur, weil die Maschinen vorhersehbar ohne ständige Feinjustierung laufen konnten. Diese Vorhersagbarkeit stammt aus der geschlossenen Regelung (ein Feedback-System, das kontinuierlich Soll- und Ist-Position vergleicht und Fehler korrigiert) und einer stabilen Servoreaktion – nicht aus der reinen Tonnage.
Die traditionelle Arbeitsrechnung geht von einem qualifizierten Bediener pro Maschine aus. Softwaregesteuerte Systeme durchbrechen diese Annahme. Wenn die Komplexität in Programmierung und Sensorik wandert, wird die Arbeit auf dem Hallenboden eher überwachend als handwerklich.
Die Einschränkung verschiebt sich erneut.
Jetzt bewertest du nicht mehr “Kann diese Maschine 1/2-Zoll-Platten biegen?”, sondern “Kann diese Architektur 20 Minuten unbeaufsichtigt laufen, ohne menschliche Korrektur?” Das ist eine Regelungsfrage, keine Kraftfrage.
In meinen frühen Tagen mit mechanischen Schwungradpressen herrschten Muskelkraft und Ausdauer. Heute regiert Koordination. Die Abkantpresse ist weniger ein Hammer und mehr ein Nervensystem, das Kraft genau dort und dann einsetzt, wo und wann sie gebraucht wird.
Und wenn die Arbeitseffizienz nun von Softwarestabilität und Datenintegrität abhängt, darf deine ROI-Kalkulation (Return on Investment) nicht bei Tonnage oder Zykluszeit enden. Sie muss sich darauf abbilden, wo deine eigentliche Engstelle liegt – bei der Einrichtung, der Sensorik, der Überwachung oder der reinen Kraft.
Also bevor du eine Spezifikation abzeichnest, beantworte die einzige Frage, die wirklich die Marge schützt: In deinem langfristigen Betriebsmodell – ist dein begrenzender Faktor die Metallstärke oder die Entscheidungsverzögerung?
Man wählt eine Abkantpresse nicht nach dem, was sie an ihrem besten Tag leisten kann. Man wählt sie nach dem, was einen an seinem schlechtesten Tag ausbremst.
Das ist der Wandel. Sobald prädiktive Regelung und geschlossene Rückkopplung (ein Feedback-System, das tatsächliche Position oder Winkel misst und in Echtzeit korrigiert) zur Grundlage werden, hört die Maschine auf, nur eine Kraftquelle zu sein, und wird zum Engpasslöser. Der ROI (Return on Investment, die Zeit- und Margensteigerung relativ zu den Anschaffungskosten) lebt nicht mehr in Tonnagediagrammen, sondern in deiner Produktionsmischung, deinem Arbeitsmodell und deiner Leerlaufzeit.
In meiner ersten Werkstatt kauften wir Kapazität wie Versicherungen – überdimensioniert und schwer. Heute, wenn ich eine Presse spezifiziere, vergleiche ich sie mit drei Dingen: Mischvolatilität, Materialbereich und Engpassort. Diese Triade zeigt mir, ob eine softwaregesteuerte elektrische Architektur ihren Wert verdient oder nur in der Demo gut aussieht.
Es ist, als würde man zwischen einem Vorschlaghammer und einem Drehmomentschlüssel wählen – man fragt nicht, welcher stärker ist, sondern welcher die spezifische Einschränkung vor einem beseitigt.
Realitätscheck auf dem Hallenboden: Kaufst du Biegekraft – oder kaufst du verlorene Minuten und Arbeitsstabilität zurück?
Stellen Sie sich nun eine Hochleistungszelle vor, die Tausende von Kurzflansch-Teilen produziert. Wenn sie identisch sind und wochenlang laufen, zählen rohe Hubgeschwindigkeit und Haltbarkeit. Flexibilität ist dabei störend. In diesem engen Bereich kann ein gut gewartetes Hydrauliksystem den ganzen Tag leise arbeiten und den Aufwand für Öl und Dichtungen rechtfertigen.
Aber das ist nur eine Momentaufnahme.
Wechseln Sie zu High-Mix, Low-Volume – 20 Teile hier, 35 dort, Materialwechsel jeden zweiten Tag. Die dominanten Kosten sind nicht die Biegezeit, sondern die Setup-Volatilität. Elektrische und hybride Systeme mit integrierten Werkzeugbibliotheken und Offline-Programmierung verkürzen die Rüstzeit, weil die Positionswiederholgenauigkeit (die Fähigkeit der Maschine, jedes Mal exakt dieselben Koordinaten zu erreichen) höher und driftfrei ist. Sie jagen nicht jeden Morgen dem Winkel mit Teststücken hinterher.
Flexibilität schlägt rohe Geschwindigkeit, wenn die Rüstzeit länger ist als die Laufzeit.
Hier ist der Mechanismus: Bei High-Mix-Arbeiten wird jede zusätzliche Minute Rüstzeit mit der Anzahl der Umrüstungen pro Schicht multipliziert. Elektrische Antriebe halten eine konstante Positionierung, da sie nicht von der Stabilität der Fluidtemperatur abhängen. Hydrauliksysteme verlieren an Effizienz, wenn das Öl heiß wird – ein kleiner stündlicher Abfall, der sich über eine 8-Stunden-Schicht summiert. Bei kontinuierlichen Läufen versteckt sich dieser Abfall in langen Zyklen. Bei kurzen Läufen zeigt er sich als Anpassungs- und Überprüfungszeit.
Die eigentliche Frage ist also nicht, welche Maschine unter Last schneller arbeitet. Sondern welche nach dem fünften Wechsel des Tages präziser neu anläuft.
Realitäts-Check auf dem Shopfloor: In Ihrem aktuellen Zeitplan – biegen Sie Teile oder beweisen Sie ständig Ihre Setups aufs Neue?
Lassen Sie uns die These einem Belastungstest unterziehen.
Wenn Sie täglich mit Halbzoll und darüber, hochfestem Stahl, langen Betten und nahezu maximaler Tonnage arbeiten – dominieren rohe Kraft und Rahmensteifigkeit weiterhin. Hydrauliksysteme glänzen hier, da eine dauerhaft hohe Tonnage über große Flächen Kugelgewindetriebe (präzise Gewindespindeln, die die Drehung des Motors in lineare Bewegung umwandeln) und elektrische Antriebskomponenten auf eine Weise beansprucht, für die sie nicht immer ausgelegt waren.
Das ist real.
Aber Mikropräzision (Kontrolle im Bereich von Tausendstelmillimetern) spielt immer noch in zwei Fällen eine Rolle. Erstens: Ausschuss bei großen Materialstärken ist teuer. Ein Winkelabweichung von 0,5° bei dicken Platten bedeutet Nacharbeit mit einem Kran, nicht mit einem Handgelenkschwung. Geschlossene Winkelerfassungen reduzieren dieses Risiko. Zweitens: Selbst schwere Werkstätten bearbeiten selten nur schwere Arbeiten. Es gibt immer Sekundärarbeiten – Halterungen, Verstärkungen, kleinere Baugruppen –, bei denen elektrische Effizienz und schnelle Beschleunigung zwischen den Biegungen Zeit zurückgewinnen.
Die Falle ist binäres Denken: “Wir biegen dicke Platten, also gelten Präzisionssysteme nicht.”
Das bessere Entscheidungskriterium ist die Auslastungsquote. Wenn 80% Ihres Umsatzes tatsächlich aus dauerhaften schweren Biegungen nahe der Nennkapazität stammt, bleibt Hydraulik logisch. Wenn dickes Material nur gelegentlich verarbeitet wird, aber Ihre Kaufentscheidung bestimmt, überdimensionieren Sie möglicherweise die Lösung für eine Minderheitslast.
Wie eine 400-Ampere-Versorgung zu spezifizieren, nur weil eine Maschine zweimal pro Woche Spitzenwerte erreicht.
Realitäts-Check auf dem Shopfloor: Ist Ihr dickstes Werkstück Ihr Hauptertragsbringer – oder nur das lauteste?
Tonnage ist Kapazität. Engpass ist Einschränkung.
Sie sind nicht dasselbe.
Ein Engpass ist der Schritt in Ihrem Prozess, der den Gesamtausstoß begrenzt – sei es Rüstzeit, Verfügbarkeit des Bedieners, Programmverzögerung oder tatsächliche Umformkraft. Wenn Ihre Presse untätig auf Programme wartet, bringt zusätzliche Tonnage nichts. Wenn Ihr Bediener 40 Minuten pro Schicht damit verbringt, Winkel nachzujustieren, löst rohe Kraft das auch nicht.
Erstellen Sie eine typische Tageskarte. Wo stapelt sich die Arbeit? Wenn WIP (Work in Process, teilweise fertiggestellte Teile, die auf den nächsten Schritt warten) sich vor der Presse ansammelt, brauchen Sie möglicherweise Geschwindigkeit oder parallele Kapazität. Wenn sich der Stapel danach bildet, ist Ihre Presse überhaupt nicht der Engpass.
Als wir eine Zwei-Biegepresse mit einem Bediener betrieben, der beide überwachte, stieg die Ausbringung nicht, weil die Tonnage zunahm, sondern weil die Stabilität es ermöglichte, die Arbeitskraft zu strecken. Das ist ein Softwareerfolg. Der Engpass verlagerte sich vom Biegen auf den Materialfluss.
Stellen Sie sich Ihre Werkstatt wie ein Förderband mit einer langsamen Walze vor. Wenn Sie die anderen Walzen stärker machen, erhöht das den Durchsatz nicht.
Wenn Sie also Systeme bewerten, bitten Sie die Anbieter, nicht die Spitzenleistung zu demonstrieren, sondern die Wiederherstellungszeit nach einem Wechsel, die Dauer der unbeaufsichtigten Stabilität und die Integration in Ihren Programmier-Workflow. Diese Kennzahlen zeigen die eigentliche Einschränkung auf.
Der Anschaffungspreis schreckt nach wie vor viele ab. Elektrische Systeme haben oft einen Aufpreis von rund 20–30 %. Auf dem Papier sieht das nach Luxus aus.
Betrachten Sie stattdessen den Zeitverlauf.
Die Energieeffizienz von vollelektrischen Systemen bleibt über eine gesamte Schicht hinweg bei etwa 88 %, da der Energieverbrauch hauptsächlich während der Bewegung auftritt, nicht im Leerlauf. Hydraulische Systeme verbrauchen kontinuierlich Energie, um den Druck aufrechtzuerhalten, und die Effizienz nimmt ab, wenn die Öltemperatur steigt. Über Monate addiert sich dieser Unterschied zu messbaren Betriebskosten, nicht zu theoretischen Einsparungen.
Fügen Sie die Wartung hinzu: kein Ölwechsel, weniger Dichtungen, weniger stillstandsbedingte Leckagen. Ein hypothetisches Beispiel – wenn eine Werkstatt jährlich im unteren fünfstelligen Bereich bei Energie und Wartung spart, kann sich der Preisaufschlag in etwa zwei bis drei Jahren ausgleichen. Danach ist die Maschine nicht nur abbezahlt – sie ist strukturell günstiger im Betrieb.
Aber ROI bedeutet mehr als nur Nebenkosten.
Wenn höhere Wiederholgenauigkeit es ermöglicht, dass ein Bediener zwei Maschinen überwacht, verändert sich die Arbeitseffizienz dauerhaft. Wenn schnellere, deterministische Rüstvorgänge pro Schicht 45 Minuten zusätzlich freisetzen, ist das Kapazität, für die Sie keinen Mitarbeiter eingestellt haben. Über fünf Jahre übersteigen diese Minuten die Anschaffungskosten bei weitem.
Der Fehler liegt darin, ROI nur auf die Anschaffungskosten zu berechnen. Die tatsächliche Kurve verändert sich, wenn die Betriebsstabilität Ihr Personalmodell und Ihr Durchsatzlimit verändert.
Und das ist die Perspektive, die Sie mitnehmen sollten: Die richtige Abkantpresse ist diejenige, die Ihre bindende Einschränkung am frühesten in ihrem Lebenszyklus beseitigt. Nicht die mit dem höchsten Tonnage-Schild. Nicht die mit dem niedrigsten Angebot. Sondern die, die Ihre tatsächliche Reibung angreift – Rüstung, Drift, Überwachung oder langfristige Schwerlast.
So stimmen Sie die Technologie auf die Werkstatt ab.
Bevor Sie also einen Bestellauftrag unterschreiben, entwerfen Sie Ihre Engpasskarte und projizieren Sie sie über drei Jahre hinaus. Wenn sich Ihr Mix in Richtung kürzere Serien und engere Toleranzen entwickelt, wird Muskelkraft Sie nicht retten. Wenn Sie auf schwere Strukturteile setzen, wird Präzision ohne Kraft Sie ebenfalls nicht retten.
Die Maschine ist nicht mehr nur eine Presse. Sie ist Teil des Nervensystems Ihrer Werkstatt.
Welche Einschränkung möchten Sie, dass sie zuerst beseitigt?


















