

Alle 7:12, il primo pezzo uscito dalla pressa segna 90,02°. Alle 15:40, stesso programma, stesso operatore, stesso lotto di materiale, incrementiamo la correzione dell’angolo di +0,4° solo per restare entro le specifiche.
Non si è “rotto” nulla. La macchina ha ancora 170 tonnellate disponibili.
Quindi, perché stiamo inseguendo i decimali?
Sulla carta, una moderna pressa piegatrice idraulica può raggiungere una precisione di piega di ±0,1° in condizioni ideali. L’ho visto. Il compensamento dinamico della deformazione (compensazione automatica del banco per la flessione) e la misurazione laser dell’angolo (rilevamento ottico in tempo reale dell’angolo) possono far sembrare una macchina idraulica chirurgica.
Ma quello è un’istantanea.
L’accuratezza è la capacità di colpire un bersaglio una volta. La precisione è la capacità di colpirlo allo stesso modo ogni volta. Nella produzione ad alto mix—lotti brevi, cambi continui—è la precisione che paga le bollette, non la piega “eroica” che si mostra al team vendite. Quando continuiamo a classificare le macchine solo in base alla tonnellaggio, stiamo misurando il muscolo ignorando il sistema nervoso che lo coordina.
Verifica della realtà sul pavimento officina: Se la tua pressa piegatrice centra il primo pezzo ma devia al cinquantesimo, stai davvero acquistando capacità—o solo forza?

Passeggia in qualsiasi officina e ascolta la logica d’acquisto: “È da 220 tonnellate.” Come se stessimo ancora dimensionando le punzonatrici a volano (macchine di stampaggio meccanico azionate dall’energia rotazionale immagazzinata) dove più tonnellaggio significava più lavoro che si poteva fare fisicamente.
All’epoca, la forza era il fattore limitante. Oggi, nella maggior parte delle lamiere sotto un quarto di pollice, la forza è abbondante. Il controllo è scarso.
Abbiamo ereditato una mentalità da un’epoca in cui le macchine erano stupide e gli operatori costituivano l’anello di retroazione. Ora abbiamo sistemi CNC (controllo numerico computerizzato) che possono comandare la posizione al micron (millesimi di millimetro), eppure parliamo ancora delle piegatrici come se fossero martelli idraulici.
È come vantarsi dei cavalli di un camion quando il vero lavoro è farlo passare attraverso un dock di carico con due pollici di margine.
Quindi cosa scompare esattamente dalla conversazione quando la tonnellaggio la domina?
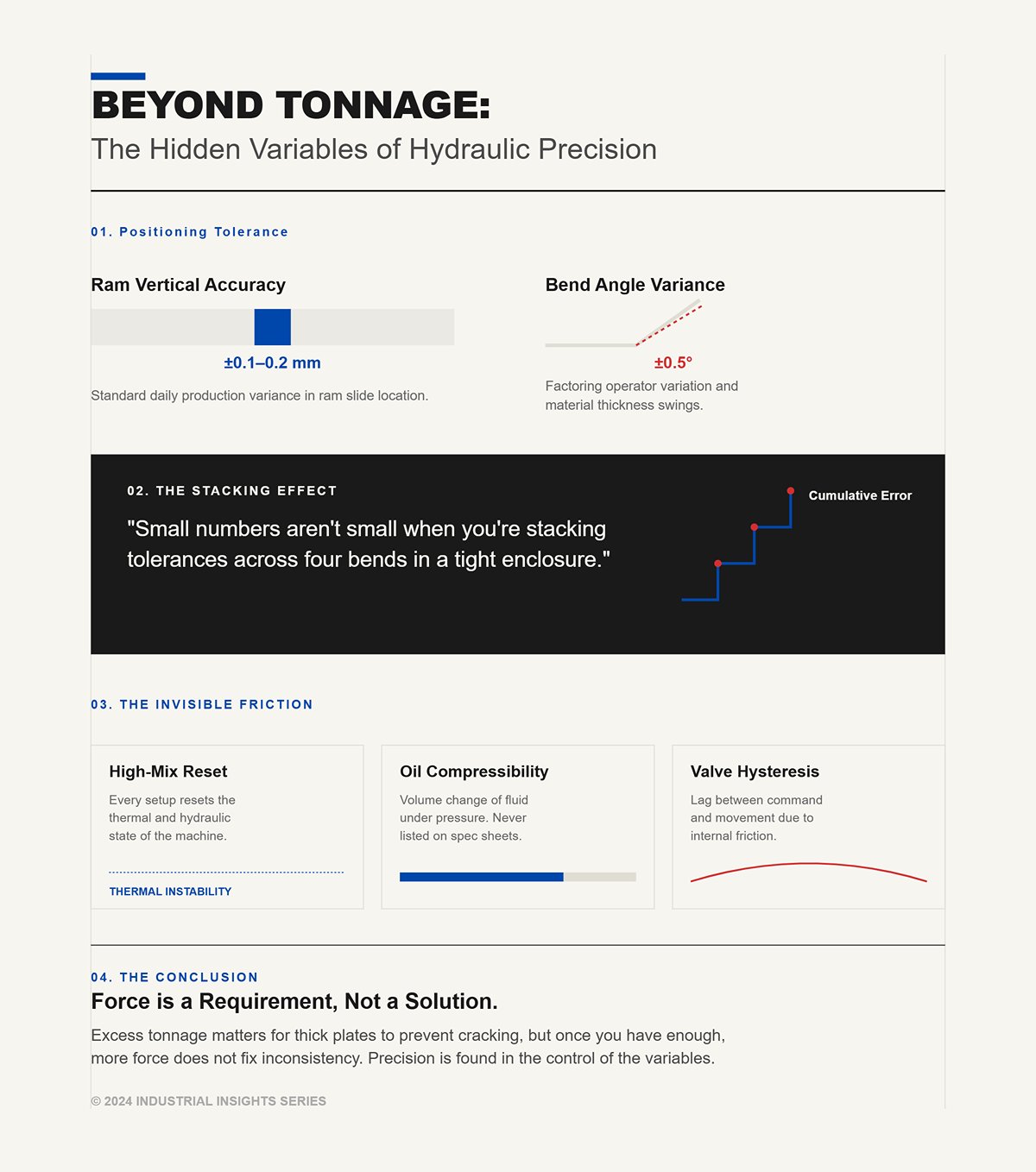
Partiamo dalla tolleranza di posizionamento. Molti sistemi idraulici nella produzione quotidiana operano intorno a ±0,1–0,2 mm di posizionamento del punzone (precisione nella posizione verticale) e ±0,5° nell’angolo di piega, una volta considerata la variazione dell’operatore e le fluttuazioni dello spessore del materiale.
Quei numeri sembrano piccoli. Non lo sono quando si accumulano tolleranze su quattro pieghe in un involucro stretto.
Poi c’è la ripetibilità nei cambi di produzione. Alto mix significa che potresti eseguire 40 staffe, poi 25 coperture, poi 60 longheroni di telaio. Ogni set-up azzera lo stato termico e idraulico della macchina. La comprimibilità dell’olio (il leggero cambiamento di volume del fluido idraulico sotto pressione) e l’isteresi delle valvole (ritardo tra comando e movimento effettivo dovuto a frizione interna e dinamica dei fluidi) non compaiono sulla scheda tecnica, ma compaiono nel tuo bidone degli scarti.
Il tonnellaggio in eccesso conta assolutamente per le lamiere spesse o le leghe aerospaziali dove la piegatura insufficiente provoca crepe. Non sto discutendo contro la forza. Sto sostenendo che, una volta che ne hai abbastanza, di più non risolve l’inconsistenza.
Il che ci porta alla parte che la maggior parte delle officine ignora fino a quando le regolazioni di metà turno iniziano a farsi sentire.

Immagina una lavorazione di 10 ore di acciaio inox calibro 12. Dopo tre ore, l’olio idraulico si è riscaldato significativamente. All’aumentare della temperatura, la viscosità (resistenza del fluido al flusso) diminuisce. Una viscosità più bassa cambia la velocità con cui la pressione si accumula e la fluidità con cui le valvole rispondono.
Questo si traduce in sottili differenze nella profondità della corsa per la stessa posizione programmata.
Non lo noterai al primo ciclo. Lo noterai quando il tuo operatore aggiunge una correzione di 0,2°. Poi un’altra. Nel tardo pomeriggio, il tuo “programma a 90°” non è più lo stesso programma con cui avevi iniziato.
Sì, è possibile gestirlo—raffreddatori, routine di riscaldamento, manutenzione disciplinata. Ho lavorato con idraulica per anni; sono affidabili. Ma sono sistemi viventi. Respirano, si riscaldano, derivano.
In lavorazioni ad alta variabilità, dove non puoi permetterti una curva di apprendimento di 20 pezzi ogni volta che cambi materiale, quella deriva diventa la tassa nascosta sulla produttività.
Quindi, anche se la macchina può muoversi fisicamente veloce, può rispondere istantaneamente e in modo identico ogni volta che glielo chiedi?
In una pressa piegatrice idraulica, le valvole proporzionali (dispositivi che regolano il flusso del fluido in base a un input elettrico) dosano l'olio per controllare la velocità e la posizione della corsa. C’è sempre un ritardo—millisecondi—tra il comando e il cambiamento effettivo di pressione. Questo è il tempo di risposta della valvola.
Per decenni, “abbastanza veloce” era sufficiente. Gli operatori compensavano. I tempi di ciclo erano più lunghi. Le tolleranze più larghe.
Ora immagina una cella ad alto volume che produce migliaia di pezzi con bordi corti. Ti affidi ad una decelerazione precisa nella piega per evitare il superamento dell'angolo. Ogni micro-ritardo costringe il controllo ad anticipare e correggere. È fattibile—ma è una danza tra software e inerzia del fluido (resistenza dell’olio in movimento a cambiamenti improvvisi).
Quando ampli questo scenario su migliaia di cicli, piccole differenze di tempo diventano variazioni misurabili.
La forza non è più il collo di bottiglia. La latenza di controllo lo è.
E una volta che lo capisci, la domanda cambia da “Quante tonnellate?” a qualcosa di molto più scomodo per i tradizionalisti: cosa succede quando sostituiamo la forza fluida con un movimento sincronizzato digitalmente che non deriva, non si comprime e non esita?
Su una pressa piegatrice servo-elettrica che ho messo in servizio l’anno scorso, il primo pezzo esce dalla macchina a 90,00°. Otto ore dopo, dopo 300 pezzi misti e tre cambi di materiale, è ancora a 90,00°—nessuna regolazione dell’angolo a metà turno, nessun operatore con il pollice sulla rotella di correzione.
Non è successo nulla di magico. Abbiamo semplicemente tolto l’olio.
Invece di una pompa che spinge fluido attraverso valvole proporzionali (dispositivi elettricamente controllati che dosano il flusso idraulico), la corsa è azionata da motori servo sincronizzati (motori elettrici controllati da circuiti di feedback che correggono costantemente la posizione) collegati a viti a ricircolo di sfere (aste a filettatura di precisione che convertono il movimento rotatorio in movimento lineare). Il controllo non “anticipa” il comportamento del fluido. Comanda la posizione direttamente e legge la posizione effettiva tramite encoder (sensori che misurano il movimento in incrementi molto piccoli, spesso micron).
Questo è il passaggio dalla forza muscolare al sistema nervoso. I sistemi idraulici gestiscono la pressione e sperano che la posizione segua. I sistemi servo-elettrici comandano la posizione e lasciano che la coppia segua secondo necessità.
Quando elimini la comprimibilità dell’olio, l’isteresi delle valvole e la viscosità dipendente dalla temperatura dalla catena di movimento, elimini tre variabili che richiedevano compensazione da parte dell’operatore. Il pistone non importa se sono le 8 del mattino o le 4 del pomeriggio. Va dove gli viene detto, entro micron, ogni volta.
Ma la precisione è solo metà della storia. Non compri macchine per ammirare la costanza dell’angolo — le compri per fare soldi.
Quindi cosa cambia economicamente nel momento in cui la pompa idraulica scompare?
Stai accanto a una pressa piegatrice idraulica da 220 tonnellate durante la pausa pranzo. La sentirai ancora ronzare.
Quel ronzio è la pompa idraulica che mantiene la pressione del sistema, tipicamente assorbendo 30–40 ampere anche quando il pistone non si muove. La maggior parte dei reparti ad alta varietà trascorre il 60–70 % del turno in setup, movimentazione pezzi, ispezione o in attesa di operazioni a monte. La macchina è “accesa”, ma non piega.
Una pressa piegatrice servo-elettrica consuma quasi zero energia in inattività perché non c’è pompa che mantenga la pressione. I motori consumano energia solo quando si muovono. Un confronto recente che ho esaminato ha mostrato circa 60 kWh in un turno di 8 ore per un’unità idraulica contro circa 12 kWh per una macchina elettrica comparabile con un carico di lavoro simile. Ma questo è solo un’istantanea.
Il cambiamento più profondo è comportamentale. In ambienti ad alta varietà, il tempo morto non è spreco — è il costo della flessibilità. Gli idraulici ti penalizzano per quella flessibilità bruciando energia ad ogni pausa. Gli elettrici no.
C’è anche la manutenzione. Niente olio idraulico significa niente perdite, niente cambi filtri, niente smaltimento dell’olio, niente circuiti di raffreddamento. L’olio non è solo un consumabile; è una variabile. Ogni schema di usura delle guarnizioni modifica leggermente la risposta. Ogni variazione di temperatura altera la viscosità. Rimuovi il fluido, e rimuovi un intero ecosistema di manutenzione che erodeva la ripetibilità.
Ma non rilassarti. I risparmi energetici sulla carta non significano nulla se la domanda di picco rovina la tua infrastruttura elettrica.
Verifica della realtà sul pavimento officina: Se la tua pressa rimane inattiva per il 65 % della giornata, perché stai ancora pagando per mantenere 40 ampere che fanno circolare olio che nessuno usa?
Ecco la trappola in cui cadono i giovani ingegneri: confrontano l’amperaggio medio.
Gli idraulici assorbono corrente costante tutto il giorno. Le servo-elettriche hanno picchi elevati durante la piegatura. Quando un motore servo entra in un’operazione di bottoming (forzare il punzone in profondità nello stampo per formare completamente l’angolo), può assorbire un’enorme corrente istantanea. In edifici più vecchi con servizio elettrico debole, quella scarica può causare cali di tensione che si propagano nel reparto.
Quindi quale costa di più?
Se produci in modo lungo e continuo — minime pause, alta utilizzazione — l’assorbimento costante dell’idraulica inizia a sembrare meno inefficiente. L’energia viene usata per la piegatura effettiva la maggior parte del tempo. In quello scenario ristretto, il divario si riduce.
Ora immagina una cella ad alto volume che produce migliaia di pezzi con flange corte. Ciclo breve. Movimentazione frequente. Operatore in attesa di un robot o di un controllo di misura. La macchina elettrica consuma energia a intermittenza solo quando il pistone accelera, decelera e applica forza. Il resto del tempo è elettricamente silenziosa.
Il costo annuale diventa una funzione del tasso di utilizzo, non della tonnellatura nominale. I reparti ad alta varietà con un 50–70 % di tempo morto vedono risparmi sproporzionati. Le operazioni a bassa varietà e senza interruzioni vedono gap meno drammatici.
E devi prevedere il budget per l’infrastruttura. Alcuni stabilimenti necessitano di trasformatori potenziati o di condizionamento della potenza per gestire la domanda di picco del servo. Ignoralo, e la tua matematica sul ROI sarà fantasia.
L’economia energetica non riguarda l’assorbimento medio. Riguarda il ciclo operativo (percentuale di tempo di piegatura attiva) e la robustezza della rete.
Il che ci porta alla scomoda domanda che i veterani mi pongono ogni volta.
| Argomento | Dettagli |
|---|---|
| Domanda centrale | Quale macchina costa effettivamente di più da far funzionare annualmente: idraulica o servo-elettrica? |
| Errore comune | Gli ingegneri junior confrontano l’amperaggio medio invece del reale comportamento operativo. |
| Consumo di Potenza Idraulico | Assorbe corrente costante per tutta la giornata, indipendentemente dal fatto che la piegatura sia attivamente in corso. |
| Consumo di Potenza Servo-Elettrico | Consuma energia in rapidi picchi durante la piegatura, specialmente durante operazioni di bottoming dove la corrente istantanea può aumentare significativamente. |
| Rischio per l’Infrastruttura | Alti picchi di corrente del servo possono causare cali di tensione in strutture più vecchie con servizio elettrico debole. |
| Scenario di Produzione Continua | In lunghe produzioni ininterrotte ad alto utilizzo, le macchine idrauliche sembrano meno inefficienti perché la maggior parte dell’energia consumata viene usata per la piegatura reale. Il divario di efficienza si riduce. |
| Scenario ad Alto Volume e Cicli Brevi | In operazioni con cicli brevi, manipolazione frequente e tempi di inattività, i servo-elettrici utilizzano energia solo durante il movimento del pistone e l’applicazione della forza, rimanendo elettricamente silenziosi per il resto. |
| Fattore Determinante del Costo Annuale | Il costo annuale dell’energia dipende più dal tasso di utilizzo (ciclo di lavoro) che dalla tonnellaggio nominale. |
| Officine ad Alto Mix | Officine con il 50–70% di tempo inattivo vedono un risparmio energetico sproporzionato con le macchine servo-elettriche. |
| Operazioni a Basso Mix e Non Presenziate | Gli ambienti di produzione continua registrano differenze di costo più ridotte tra sistemi idraulici ed elettrici. |
| Budget per l’Infrastruttura | Alcuni impianti richiedono trasformatori aggiornati o un condizionamento dell’alimentazione per gestire i picchi di richiesta del servo; ignorare questo aspetto distorce i calcoli del ROI. |
| Fattori Economici Chiave | L’economia energetica dipende dal ciclo di lavoro (percentuale di tempo di piegatura attiva) e dalla robustezza della rete—non dal consumo medio di corrente. |
| Punto di Transizione | Porta a una domanda comune posta da operatori esperti riguardo alle prestazioni e alla praticità della macchina nel lungo periodo. |
L’ho sentito in officina: “Gli elettrici vanno bene per le lamiere sottili. Prova a piegare a fondo una lastra da mezzo pollice.”
Non hanno torto—fino a un certo punto.
La maggior parte delle presse piegatrici servo-elettriche pure si ferma intorno alle 300 tonnellate. Le lamiere spesse, i banchi lunghi e le operazioni di coniatura estrema (piegatura ad alta forza che deforma plasticamente il materiale fino in fondo alla matrice) favoriscono ancora l’idraulica. La potenza fluida si scala più facilmente a tonnellaggi molto elevati, poiché la pressione può essere moltiplicata su grandi cilindri senza dover sovradimensionare i motori in modo esagerato.
I sistemi elettrici producono forza attraverso la coppia (forza rotazionale) moltiplicata per il vantaggio meccanico nella vite a ricircolo di sfere. Per raddoppiare la forza disponibile, occorre aumentare la coppia del motore o modificare i rapporti meccanici—entrambi con limiti di dimensione, costo e dissipazione del calore.
Quindi sì, per le lamiere navali o le travi strutturali, l’idraulica rimane lo strumento giusto.
Ma osserva con onestà la tua tipologia di lavori. La maggior parte delle lavorazioni sotto un quarto di pollice non richiede 400 tonnellate. Ne bastano 100–200 applicate in modo preciso e ripetibile. Comprare una macchina da 400 tonnellate “per sicurezza” è come installare un compressore da 200 cavalli per far funzionare una smerigliatrice pneumatica.
Il predominio non è universale. È guidato dall’applicazione. Se si eliminano il 10–15 % dei lavori estremi, gli elettrici coprono una parte enorme delle lavorazioni moderne ad alta varietà, con un controllo più preciso e minore variabilità.
Quindi, se la forza non è più il collo di bottiglia universale, cosa determina realmente la redditività nel mondo reale—la velocità di ciclo o qualcos’altro?
Le presse idrauliche spesso vantano velocità di avvicinamento e ritorno più elevate. Sulla carta, il loro pistone si muove più rapidamente tra una piegatura e l’altra.
Ma la redditività in un ambiente ad alta varietà non si decide nella corsa a vuoto. Si decide da quanto velocemente puoi cambiare lavoro e ottenere la precisione del primo pezzo senza aggiustamenti.
Le servo-elettriche accelerano e decelerano con estrema precisione perché il controllo comanda direttamente la posizione, non attraverso la dinamica dei fluidi. Ciò significa meno overshoot, meno correzioni e meno pezzi di prova quando si cambia materiale o spessore. Il tempo di setup si riduce perché la prima piegatura è già entro le tolleranze.
In una produzione dedicata a un singolo pezzo, la velocità idraulica può superare quella elettrica. In un’officina che cambia lavoro 15 volte al giorno, ogni ciclo di correzione evitato si somma. Due piegature di prova in meno per lavoro su 15 lavori equivalgono a 30 pezzi che non hai scartato né rilavorato.
Il tempo di ciclo conta quando il pezzo è stabile. Il tempo di setup domina quando la programmazione non lo è.
I negozi ad alta varietà non perdono denaro perché il loro ariete si muove 50 millisecondi più lentamente. Perdono denaro perché la variabilità richiede l’intervento umano.
Ecco la domanda a cui devi rispondere onestamente prima di specificare la tua prossima macchina: stai ottimizzando per la forza bruta in scenari rari, o per una precisione ripetibile nella percentuale 90% di lavori che realmente tengono accese le luci?
L’anno scorso abbiamo fatto un preventivo per due macchine nello stesso negozio: una idraulica pura da 250 tonnellate con pompa a velocità variabile e una servo-ibrida da 220 tonnellate (motore elettrico che aziona una pompa idraulica solo su richiesta). L’ibrida aveva un prezzo circa del 50% più alto. Il proprietario non ha chiesto prima della tonnellata. Ha fatto scorrere il suo programma sulla mia scrivania—staffe a lamiera sottile tutta la settimana, poi un lotto il venerdì di lamiera spessa 3/8 di pollice. “Non voglio due presse piegatrici,” ha detto. “Ne voglio una che non mi penalizzi in nessun caso.”
Questa è la vera domanda sul ROI. Non cavalli vapore. Non tonnellate nominali. Mix di lavori contro utilizzo.
Gli ibridi esistono perché l’elettrico puro copre la maggior parte del lavoro ad alta varietà in modo eccellente — ma non tutto — e l’idraulico convenzionale copre l’estremo pesante in modo affidabile — ma spreca precisione ed energia nella fascia intermedia. La promessa dell’ibrido è semplice: controllo elettrico per la precisione e l’efficienza a vuoto, cilindri idraulici per la forza scalabile.
Semplice sulla brochure.
Nella cella, è una negoziazione tra due sistemi fisici che naturalmente non ragionano allo stesso modo.
Stai cercando di innestare un sistema nervoso su un corpo muscolare senza reintrodurre la sciatteria dalla quale volevi scappare. Verifica della realtà sul pavimento officina: Stai comprando un ibrido perché il tuo programma lo richiede o perché non ti senti a tuo agio nel impegnarti a una sola parte della barricata?
Ho visto una vite a ricircolo di sfere (un albero filettato di precisione che converte la rotazione del motore in forza lineare) uscire da una pressa elettrica da 300 tonnellate dopo una dieta costante di pezzi strutturali spessi. Filettature lucide. Discolorazione da calore vicino alla chiocciola. Nulla di catastrofico — solo lo stress meccanico che fa ciò che lo stress fa col tempo.
Le presse elettriche generano forza attraverso la coppia (forza rotazionale) moltiplicata tramite quella vite. Per raddoppiare la forza, o si aumenta la coppia del motore o si cambia il vantaggio meccanico. Entrambi significano motori più grandi, viti più spesse, più calore. Il calore è il killer silenzioso qui; cambia le tolleranze, influisce sulla lubrificazione, accelera l’usura.
Ora immagina una lamiera da 1/2 pollice su un banco da 10 piedi. La richiesta di forza sale bruscamente durante la messa a fondo (forzare il punzone completamente nella matrice per impostare l’angolo attraverso la deformazione plastica). Gli idraulici non moltiplicano la forza attraverso le filettature; usano la pressione del fluido (forza distribuita uniformemente attraverso l’olio nei cilindri). Scalarlo è semplice: cilindri più grandi, pressioni di esercizio più alte. Il carico si distribuisce sulla superficie del pistone invece di concentrarsi sulle filettature della vite.
Ecco perché le macchine elettriche spesso si fermano al di sotto della gamma di tonnellaggio estremo in cui vive l’industria pesante.
Ma ecco la sfumatura che devi tenere a mente: quanto spesso ti trovi davvero in quella fascia di spessore? Se l’80% del tuo lavoro è sotto 1/4 di pollice e il 20% sfiora i 3/8 di pollice, l’elettrico gestisce la maggior parte con ±0,01 mm di precisione posizionale, e l’idraulico governa l’estremo con stabilità di carico calma.
Il conflitto non è ideologico. È meccanico.
E questo lascia un vuoto proprio nel mezzo — negozi che trattano materiale pesante solo abbastanza spesso da essere nervosi riguardo all’elettrico puro, ma non abbastanza da giustificare le penalizzazioni energetiche e in termini di variabilità di un idraulico a tempo pieno. Verifica della realtà sul pavimento officina: I tuoi “lavori pesanti” sono generatori di entrate quotidiane o coperte di sicurezza emotive?
Sulla carta, sì. In pratica, solo in una ristretta finestra operativa.
Un freno servo-idraulico utilizza un motore servo (un motore controllato digitalmente con un preciso feedback di posizione) per far girare una pompa idraulica solo quando è richiesto movimento o pressione. L’olio si muove su richiesta. La posizione del pistone chiude il ciclo attraverso encoder (sensori che misurano la posizione esatta). Si ottiene un controllo in stile elettrico sovrapposto alla forza idraulica.
In produzioni ad alto volume con spessore inferiore a circa 3 mm e angoli di piega sotto i 45 gradi, ho visto miglioramenti del tempo ciclo del 15–25% rispetto all’idraulico convenzionale. Perché? Perché la pompa non rimane inattiva a piena velocità tra le corse e il sistema di controllo anticipa la decelerazione invece di reagire al ritardo del fluido.
Ma quello è un’istantanea.
Quando la stessa macchina funziona a meno del 40% della tonnellaggio nominale—pezzi leggeri su un grande telaio—il servo può finire per spingersi contro la valvola di sfogo della pressione (un dispositivo di sicurezza che si apre per evitare sovrapressione). Il motore cerca di modulare il flusso con precisione; il circuito idraulico scarica la pressione in eccesso. Questa è perdita parassita (energia consumata senza lavoro produttivo). Il sistema nervoso e il muscolo che discutono su chi comanda.
L’efficienza energetica cala. Il vantaggio si riduce.
E se il tuo mix varia molto—staffe sottili al mattino, rinforzi spessi dopo pranzo—la banda di ottimizzazione dell’ibrido potrebbe corrispondere solo a parte della tua giornata.
Quindi offre davvero il meglio di entrambi i mondi?
Può farlo. Se il tuo profilo produttivo si trova principalmente in quella fascia intermedia: spessore moderato, produzioni ripetitive, abbastanza volume per sfruttare i guadagni nel ciclo, abbastanza domanda di forza da giustificare l’idraulica.
Fuori da quella fascia, rischi di pagare un sovrapprezzo in capitale del 40–60% per una macchina che si comporta come un idraulico leggermente raffinato o come un elettrico leggermente appesantito.
Non è un fallimento. È specificità.
L’ibrido non è un punto dolce universale. È una vestibilità su misura. Verifica della realtà sul pavimento officina: Il tuo registro di piegature si concentra davvero nella zona di comfort dell’ibrido, o stai acquistando una flessibilità teorica che monetizzerai raramente?
Uno dei miei tecnici una volta disse: “È come aggiungere un PLC a una frizione freno meccanica—ora facciamo il troubleshooting con un laptop e una chiave inglese.” Questo è un ibrido in una frase.
Hai ancora cilindri idraulici, guarnizioni, gruppi valvole (assiemi che dirigono il flusso dell’olio) e fluido da monitorare. Ora aggiungi servo drive (elettronica di potenza che controlla la velocità del motore), encoder e software di controllo a ciclo chiuso (sistemi che confrontano costantemente la posizione comandata con quella reale e correggono le deviazioni).
I motori servo brushless eliminano l’usura delle spazzole in carbonio. Bene. Le pompe a velocità variabile riducono il calore costante. Bene anche quello.
Ma quando qualcosa si scosta, la diagnosi non è semplicemente verificare un raccordo che perde. È controllare la calibrazione dei sensori, i parametri del drive, le curve di pressione idraulica. I componenti di ricambio sono pezzi di precisione con tolleranze più strette e costo più elevato.
Ho visto ibridi funzionare più fluidamente e proteggersi meglio dal sovraccarico perché lo strato di controllo interviene prima che si verifichi un abuso meccanico. Questo può ridurre i guasti catastrofici.
Ho anche visto officine senza tecnici formati inseguire guasti fantasma per giorni perché gli strati elettrico e idraulico interagivano in modi che il team non capiva pienamente.
La complessità non scompare. Cambia forma.
Se la tua cultura di manutenzione è disciplinata—analisi dei fluidi, backup del software, documentazione dei parametri—un ibrido può ridurre l’usura meccanica pur preservando la capacità di forza. Se nella tua officina la manutenzione preventiva è ancora trattata come un suggerimento, hai appena raddoppiato i modi in cui una macchina può confonderti.
Ed è qui che l’argomento più ampio si affina: le categorie hardware contano meno della qualità del controllo e della disciplina operativa. Il sistema nervoso sta diventando il vero elemento di differenziazione, non la massa muscolare.
Il che significa che la prossima decisione non è “idraulico, elettrico o ibrido?”
È “Quanta precisione di controllo sfruttiamo davvero—e siamo strutturati per sostenerla?” Verifica della realtà sul pavimento officina: Sei pronto a mantenere un sistema coordinato, o stai sperando che il software perdoni le vecchie abitudini da officina?
Lo scorso trimestre abbiamo fatto un preventivo per una famiglia di 42 staffe—acciaio dolce da 3 mm, cinque piegature ciascuna, lotti da 12 a 80 pezzi. Il preventivista ha calcolato per prima cosa la tonnellata. Io ho consultato i registri di set-up dell’anno precedente. Tempo medio di set-up per ogni nuovo pezzo: 38 minuti. Tempo medio di lavorazione per lotto: 14 minuti. Stavamo impiegando quasi tre volte più tempo a prepararci per piegare che a piegare effettivamente.
Non è un problema del martinetto. È un problema del cervello.
Quando i tuoi dati di produzione mostrano che il set-up domina il tempo del mandrino—o nel nostro caso, del martinetto—l’architettura vincente è quella che prevede, sequenzia e compensa prima del primo colpo. Il vantaggio competitivo non sta in quanto forte può colpire il martinetto; sta in quanto intelligentemente il CNC (controllo numerico computerizzato, un sistema digitale che dirige il movimento della macchina in base al codice) anticipa ogni mossa.
Non stai più comprando forza. Stai comprando lungimiranza.
E se la lungimiranza è l’asset, allora la vera domanda cambia: il tuo collo di bottiglia è ancora la resistenza del metallo—o il flusso delle informazioni?
Verifica della realtà sul pavimento officina: Stai scegliendo le macchine in base ai grafici di tonnellaggio di picco, o in base a dove scompaiono davvero le tue ore?
Anni fa abbiamo eseguito un lavoro di acciaio inox calibro 12 per 10 ore. Il primo pezzo è uscito a 90,02 gradi. A metà turno, inseguivamo il ritorno elastico (il recupero elastico del metallo dopo la piegatura) con micro-regolazioni ogni 30 pezzi. L’operatore stava al controllo, regolando la profondità di centesimi di millimetro, custodendo la conoscenza tribale come una ricetta di famiglia.
Ora immagina quello stesso pezzo programmato offline in software 3D (un ambiente di simulazione che genera sequenze di piegatura e codice NC prima che il lavoro arrivi alla macchina). La sequenza di piegatura viene costruita alla scrivania mentre la pressa piega ancora il lavoro precedente. Il controllo delle collisioni è automatico. La selezione degli utensili è simulata. Il codice NC arriva pronto per essere eseguito.
La macchina non aspetta di pensare.
Ecco il cambiamento che la maggior parte delle officine non vede: quando la programmazione offline esternalizza la conoscenza del set-up, il collo di bottiglia si sposta a monte. L’operatore non ha più bisogno di 15 anni di “sensibilità”. Il vincolo diventa la qualità della simulazione. Il programmatore ha tenuto conto della variazione del materiale? Ha modellato la flessione dell’utensile? Ha registrato l’apertura reale della matrice a V, non quella teorica?
Abbiamo scambiato un vincolo di officina per un vincolo d’ufficio.
Questo è potente—e pericoloso. Ho visto officine acquistare suite offline complete e continuare a fare regolazioni in macchina perché i dati di piegatura vivevano nel quaderno di qualcuno invece che nel database. Il software non risolve la disorganizzazione. La espone.
Il pavimento dell’officina, in questo caso, è come spostare un fissaggio per saldatura da un tavolo instabile a una piastra di granito—se non squadri i pezzi prima di fissarli, la precisione rivela semplicemente la tua sciatteria.
Quindi, quando valuti le architetture, non chiedere quale martinetto è più potente. Chiedi quale ecosistema di controllo cattura e riutilizza la conoscenza tra le macchine — e se il tuo team è abbastanza disciplinato da fornire dati puliti.
Verifica della realtà sul pavimento officina: Se il tuo miglior operatore si licenziasse domani, la qualità delle piegature se ne andrebbe con lui — o resterebbe incorporata nei tuoi programmi?
Prendi un banco di 3 metri, lastra spessa 6 mm, 200 tonnellate lungo tutta la lunghezza. Il martinetto spinge verso il basso; il banco si flette verso l’alto al centro. Quella flessione si chiama errore di crowning (l’incurvatura naturale della macchina sotto carico che cambia l’angolo di piegatura lungo la lunghezza).
Soluzione vecchio stile? Spessorare. Provare la piega. Spessorare di nuovo.
Soluzione moderna? Crowning dinamico (un sistema di compensazione regolato automaticamente che altera il profilo del banco o del martinetto durante la piega in base al carico calcolato o misurato).
Ecco dove il software “mangia il pranzo” all’hardware. La CNC già conosce lo spessore del materiale, la resistenza a trazione (resistenza a essere tirato fino a rompersi), la larghezza della matrice, la lunghezza della piega. Da questi input calcola la deflessione prevista prima che la corsa sia completata. Alcuni sistemi aggiungono sensori di misurazione dell’angolo (dispositivi che leggono l’angolo reale di piegatura in tempo reale usando laser o sonde) e chiudono il ciclo a metà piega.
La macchina corregge prima che il tuo occhio noti l’errore.
Non è solo precisione. È controllo predittivo.
I telai idraulici possono essere rigidi. I telai elettrici possono essere rigidi. Ma senza uno strato di controllo che modelli il carico e si regoli in movimento, la sola rigidità non garantisce un angolo uniforme su 3 metri. L’intelligenza risiede nell’algoritmo che anticipa l’incurvatura e la compensa dinamicamente.
Pensalo come precaricare un attrezzo prima che la distorsione da saldatura lo deformi — se sai dove si muoverà, ti muovi in senso opposto prima.
Ora chiediti: in lavori ad alta variabilità dove i lotti di materiale cambiano settimanalmente, la rigidità meccanica statica è sufficiente — o il rilevamento adattivo diventa la vera protezione contro lo scarto?
Verifica della realtà sul pavimento officina: Ti stai affidando alla massa d’acciaio per combattere la deflessione, o al software che la predice e la annulla?
Immagina una cella ad alta variabilità che produce migliaia di pezzi con flange corte. Cinque cambi utensile per turno. Ogni cambio manuale: 6–10 minuti se l’operatore è rapido, di più se bisogna cercare i segmenti.
Sono 30–50 minuti di tempo non dedicato alla piegatura al giorno.
Un ATC (Cambia Utensile Automatico, un sistema che carica e scarica automaticamente punzoni e matrici dallo stoccaggio alla pressa piegatrice) cambia utensili in circa un minuto. Ancora più importante, elimina il ritardo decisionale. Nessuna discussione sulla sequenza. Nessuna ricerca di un segmento da 30 mm nascosto dietro un 50.
I miglioramenti sui tempi di ciclo sono ovvi. Il cambiamento più profondo è la coerenza. La libreria degli utensili è nel controllo. I programmi richiedono utensili tramite ID. Il setup diventa deterministico (prevedibile e ripetibile), non dipendente da chi è di turno.
Ma ecco il punto: gli ATC brillano quando abbinati a sistemi elettrici o servo ad alta risposta. Perché? Perché la rapida accelerazione e decelerazione tra pieghe corte amplifica il tempo risparmiato nei cambi utensile. Una lenta corsa di ritorno idraulica riduce quel guadagno.
L’architettura conta.
Un ATC su una piattaforma lenta è come fissare una morsa a cambio rapido su una fresa manuale usurata: risparmi minuti nel serraggio ma li perdi girando le manovelle.
Allora è un lusso? Nei lavori a bassa varietà e lunga durata, sì. Negli ambienti ad alta varietà dove il setup domina, è spesso la differenza tra raggiungere l’obiettivo in un turno e mancarlo.
Il che solleva una domanda più difficile sulla manodopera stessa.
Abbiamo testato una cella semi-automatizzata: un operatore supervisionava due presse piegatrici, ciascuna con lavori programmati offline e correzione automatica dell’angolo. Il ruolo dell’operatore è passato dalla piegatura alla gestione del materiale e alla gestione delle eccezioni (intervenendo solo quando il sistema segnala un’anomalia).
La produzione per ora di lavoro è quasi raddoppiata su lotti misti sotto i 50 pezzi.
Ma ha funzionato solo perché le macchine potevano operare in modo prevedibile senza continue micro-regolazioni. Questa prevedibilità deriva dal controllo ad anello chiuso (un sistema di feedback che confronta continuamente la posizione richiesta e quella reale e corregge gli errori) e dalla risposta stabile dei servo—not dalla potenza grezza.
La matematica tradizionale della manodopera presume un operatore qualificato per macchina. I sistemi guidati dal software infrangono questa supposizione. Quando la complessità si sposta sulla programmazione e sulla rilevazione, la manodopera sul pavimento diventa più di supervisione che artigianale.
Il vincolo si sposta di nuovo.
Ora non stai valutando “Può questa macchina piegare una lamiera da 1/2 pollice?” ma “Può questa architettura funzionare senza supervisione per 20 minuti senza correzione umana?” Questa è una domanda di controllo, non di forza.
Nei miei primi anni alle prese con presse piegatrici meccaniche a volano, comandava il muscolo. Oggi comanda la coordinazione. La pressa piegatrice è meno un martello e più un sistema nervoso che gestisce la forza esattamente dove e quando serve.
E se l’efficienza della manodopera ora dipende dalla stabilità del software e dall’integrità dei dati, il calcolo del ROI non può fermarsi alla potenza o persino al tempo ciclo. Deve essere mappato su dove vive davvero il tuo collo di bottiglia—setup, rilevazione, supervisione o forza grezza.
Quindi, prima di approvare una scheda tecnica, rispondi alla sola domanda che protegge davvero il margine: nel tuo modello operativo a lungo termine, il fattore limitante è lo spessore del metallo o la latenza decisionale?
Non scegli una pressa piegatrice chiedendo cosa può fare nel suo giorno migliore. La scegli chiedendo cosa ti rallenta nel suo peggiore.
Questo è il cambiamento. Una volta che il controllo predittivo e la rilevazione ad anello chiuso (un sistema di feedback che misura la posizione o l’angolo reale e lo corregge in tempo reale) diventano la base, la macchina smette di essere un generatore di forza e inizia a essere un eliminatore di vincoli. Il ROI (ritorno sull’investimento, il tempo e il margine guadagnati rispetto al costo d’acquisto) smette di vivere nei grafici di tonnellaggio e inizia a vivere nel tuo mix produttivo, nel tuo modello di manodopera e nel tuo tempo morto.
Nella mia prima officina, compravamo capacità come compravamo l’assicurazione—sovradimensionata e pesante. Oggi, quando specifico una pressa piegatrice, la confronto con tre elementi: volatilità del mix, gamma di materiali e posizione del collo di bottiglia. Questo triade mi dice se l’architettura elettrica guidata dal software si ripaga o è solo bella in una dimostrazione.
È come scegliere tra una mazza e una chiave dinamometrica—non chiedi quale è più forte, chiedi quale rimuove il vincolo specifico davanti a te.
Verifica della realtà in officina: stai comprando forza di piegatura—o comprando indietro minuti persi e stabilità della manodopera?
Ora immagina una cella ad alto volume che produce migliaia di pezzi a flangia corta. Se sono identici e funzionano per settimane, la velocità pura della corsa e la durevolezza contano. La flessibilità è solo rumore. In quel contesto ristretto, un sistema idraulico ben mantenuto può lavorare ininterrottamente tutto il giorno e giustificare i costi di olio e guarnizioni.
Ma quello è un’istantanea.
Passa a un ambiente ad alta varietà e basso volume—20 pezzi qui, 35 lì, materiale che cambia un giorno sì e uno no. Il costo dominante non è il tempo di piegatura; è l’instabilità dei setup. I sistemi elettrici e ibridi, con librerie utensili integrate e programmazione offline, riducono i tempi di setup perché la ripetibilità di posizione (la capacità della macchina di tornare esattamente alle stesse coordinate a ogni ciclo) è più precisa e stabile. Non stai inseguendo l’angolo con provini di test ogni mattina.
La flessibilità batte la velocità pura quando il tempo di setup supera il tempo di produzione.
Ecco il meccanismo: nei lavori ad alta varietà, ogni minuto aggiuntivo di setup si moltiplica per il numero di cambi turno. Gli azionamenti elettrici mantengono un posizionamento costante perché non dipendono dalla stabilità della temperatura del fluido. I sistemi idraulici perdono efficienza con il riscaldamento dell’olio—un piccolo decadimento orario che si somma per tutta la durata di un turno di 8 ore. Nei cicli continui, quel decadimento si nasconde all’interno dei tempi lunghi. Nei cicli brevi, si manifesta come tempo di regolazione e verifica.
Quindi la vera domanda non è quale macchina cicla più velocemente sotto carico, ma quale riparte con precisione dopo il quinto cambio della giornata.
Verifica della realtà in officina: nel tuo programma attuale, stai piegando pezzi o stai continuamente riconvalidando i setup?
Mettiamo alla prova la tesi.
Se lavori con spessori da mezzo pollice in su, acciai ad alta resistenza, lunghe tavole e tonnellaggi quasi massimi ogni giorno—la forza pura e la rigidità del telaio rimangono i fattori dominanti. I sistemi idraulici eccellono lì perché il tonnellaggio elevato e costante su ampie superfici sollecita le viti a ricircolo di sfere (alberi filettati di precisione che convertono la rotazione del motore in movimento lineare) e i componenti dell’azionamento elettrico in modi per cui non sempre sono stati progettati.
Questo è un dato di fatto.
Ma la micro-precisione (controllo al livello di millesimi di millimetro) conta ancora per due motivi. Primo, lo scarto con spessori elevati è costoso. Un errore d’angolo di 0,5° su una lamiera spessa significa un rilavoro con la gru, non un colpo di polso. La misurazione dell’angolo in anello chiuso riduce quel rischio. Secondo, anche le officine pesanti raramente eseguono solo lavori pesanti. C’è sempre lavoro secondario—staffe, piastre di rinforzo, piccoli assiemi—dove l’efficienza elettrica e la rapida accelerazione tra le pieghe fanno risparmiare tempo.
La trappola è il pensiero binario: “Pieghiamo lamiera spessa, quindi i sistemi di precisione non ci riguardano.”
Il miglior criterio è il rapporto di utilizzo. Se l’80 % del tuo fatturato proviene davvero da piegature pesanti e continuative vicino alla capacità nominale, l’idraulico rimane razionale. Se il lavoro pesante è episodico ma detta la decisione d’acquisto, potresti sovradimensionare la soluzione per una parte minoritaria dell’attività.
Come dimensionare un impianto da 400 ampere solo perché una macchina ha due picchi a settimana.
Verifica della realtà in officina: il tuo lavoro più spesso è il principale generatore di ricavi o solo il più rumoroso?
Il tonnellaggio è capacità. Il collo di bottiglia è vincolo.
Non sono la stessa cosa.
Un collo di bottiglia è la fase del tuo processo che limita la produzione totale—che si tratti di tempo di setup, disponibilità dell’operatore, ritardo di programmazione o effettiva forza di formatura. Se la pressa piegatrice resta ferma in attesa dei programmi, aggiungere tonnellaggio non cambia nulla. Se l’operatore passa 40 minuti per turno a regolare gli angoli, nemmeno la forza pura risolve il problema.
Mappa una giornata tipica. Dove si accumula il lavoro? Se il WIP (work in process, pezzi parzialmente completati in attesa della fase successiva) si accumula davanti alla pressa, potresti aver bisogno di velocità o capacità parallela. Se si accumula dopo, la tua pressa piegatrice non è affatto il collo di bottiglia.
Quando abbiamo fatto funzionare una cella con due presse piegatrici e un solo operatore che supervisionava entrambe, la produzione è aumentata non perché il tonnellaggio fosse cresciuto, ma perché la stabilità ha permesso di estendere la forza lavoro. È un successo del software. Il collo di bottiglia si è spostato dalla piegatura al flusso dei materiali.
Pensa alla tua officina come a un trasportatore con un rullo lento. Rendere gli altri rulli più forti non aumenta la produttività.
Quindi, quando valuti i sistemi, chiedi ai fornitori di dimostrare non il tonnellaggio massimo, ma il tempo di recupero dopo il cambio di lavorazione, la durata della stabilità senza supervisione e l’integrazione con il tuo flusso di programmazione. Queste metriche rivelano il vero vincolo.
Il prezzo iniziale continua a spaventare. I sistemi elettrici comportano spesso un sovrapprezzo di circa il 20–30 %. Sulla carta, sembra un lusso.
Analizza invece la linea temporale.
L’efficienza energetica nei sistemi completamente elettrici rimane sopra circa l’88 % durante un intero turno, perché il consumo di energia avviene principalmente durante il movimento, non in fase di inattività. I sistemi idraulici consumano energia costantemente per mantenere la pressione e l’efficienza decresce man mano che la temperatura dell’olio aumenta. Nel corso dei mesi, questa differenza si accumula in costi operativi misurabili, non in risparmi teorici.
Aggiungi la manutenzione: niente cambi d’olio, meno guarnizioni, meno fermate dovute a perdite. Esempio ipotetico: se un’officina risparmia annualmente una cifra di poche decine di migliaia di euro tra energia e manutenzione, il sovrapprezzo può essere ammortizzato in circa due o tre anni. Dopo di che, la macchina non è solo pagata – è strutturalmente più economica da gestire.
Ma il ROI non riguarda solo le bollette.
Se una maggiore ripetibilità permette a un operatore di supervisionare due macchine, l’efficienza della manodopera cambia in modo permanente. Se tempi di setup più rapidi e deterministici liberano 45 minuti extra per turno, è capacità produttiva che non hai dovuto assumere. In cinque anni, quei minuti superano di molto la differenza di costo d’acquisto.
L’errore è calcolare il ROI solo sul costo di acquisizione. La vera curva si piega quando la stabilità operativa cambia il tuo modello di personale e la soglia di produttività.
Ecco la prospettiva che voglio che porti avanti: la pressa piegatrice giusta è quella che rimuove il tuo vincolo principale il prima possibile nel suo ciclo di vita. Non quella con il simbolo di tonnellaggio più alto. Non quella con il preventivo più basso. Quella che affronta la tua frizione reale – setup, deriva, supervisione o carico pesante prolungato.
È così che si abbina la tecnologia al piano di lavoro.
Quindi, prima di firmare un ordine d’acquisto, disegna la tua mappa dei vincoli e proiettala a tre anni. Se il tuo mix sta andando verso lotti più brevi e tolleranze più strette, la potenza non ti salverà. Se stai puntando su lavori strutturali pesanti, la precisione senza forza nemmeno.
La macchina non è più solo una pressa. È parte del sistema nervoso della tua officina.
Quale vincolo vuoi che elimini per primo?


















