

Sabah 7:12’de, pres freninden çıkan ilk parça 90.02° ölçüsünde. Saat 15:40’ta, aynı program, aynı operatör, aynı malzeme grubuyla, spesifikasyon içinde kalmak için açı düzeltmesini +0.4° kadar ayarlıyoruz.
Hiçbir şey “bozulmadı.” Makine hâlâ 170 ton kapasiteye sahip.
Peki neden ondalıkların peşindeyiz?
Kâğıt üzerinde, modern bir hidrolik pres freni ideal koşullarda ±0.1° bükme hassasiyetine ulaşabilir. Bunu gördüm. Dinamik taçlama (sapma için otomatik yatak telafisi) ve lazerle açı ölçümü (gerçek zamanlı optik açı algılama) bir hidrolik makineyi cerrahi hassasiyette gösterebilir.
Ama bu sadece bir anda çekilmiş fotoğraftır.
Hassasiyet bir hedefi bir kez tutturma becerisidir. Kesinlik ise o hedefi her seferinde aynı şekilde tutturma becerisidir. Yüksek çeşitlilikte üretimde — kısa seriler, sürekli kalıp değişimleri — kesinlik faturayı öder, satış ekibine gösterdiğiniz “kahraman bükme” değil. Makineleri yalnızca tonaj üzerinden sıralamaya devam ettiğimizde, sinir sistemini yok sayarak sadece kasları ölçüyoruz.
Atölye Gerçeklik Kontrolü: Freniniz ilk parçayı mükemmel yapıyor ama ellinciye kadar sapma gösteriyorsa, aslında kapasite mi satın alıyorsunuz — yoksa sadece kuvvet mi?

Herhangi bir atölyede dolaşın ve satın alma mantığını dinleyin: “Bu 220 tonluk.” Sanki hâlâ volanlı delme preslerini (dönme enerjisiyle çalışan mekanik sac presleri) değerlendiriyoruz, ki o dönem daha fazla tonaj fiziksel olarak daha fazla iş yapabilmek demekti.
O zamanlar kuvvet sınırlayıcı faktördü. Bugün, çoğu çeyrek inçin altı sac metalde kuvvet bol, kontrol ise kıt.
Makinaların aptal, operatörlerin geri bildirim döngüsü olduğu bir dönemden kalma bir düşünce yapısını miras aldık. Artık CNC (bilgisayar sayısal kontrol) sistemleri mikron mertebesinde (milimetrenin binde biri) konum komutu verebiliyor, fakat hâlâ frenlerden hidrolik çekiçler gibi bahsediyoruz.
Bu, iki inçlik boşlukla yükleme rampasından geçmesi gereken bir kamyonun beygir gücüyle övünmek gibi bir şey.
Peki tonaj konuşmayı ele geçirdiğinde, tam olarak hangi konular masadan kalkıyor?
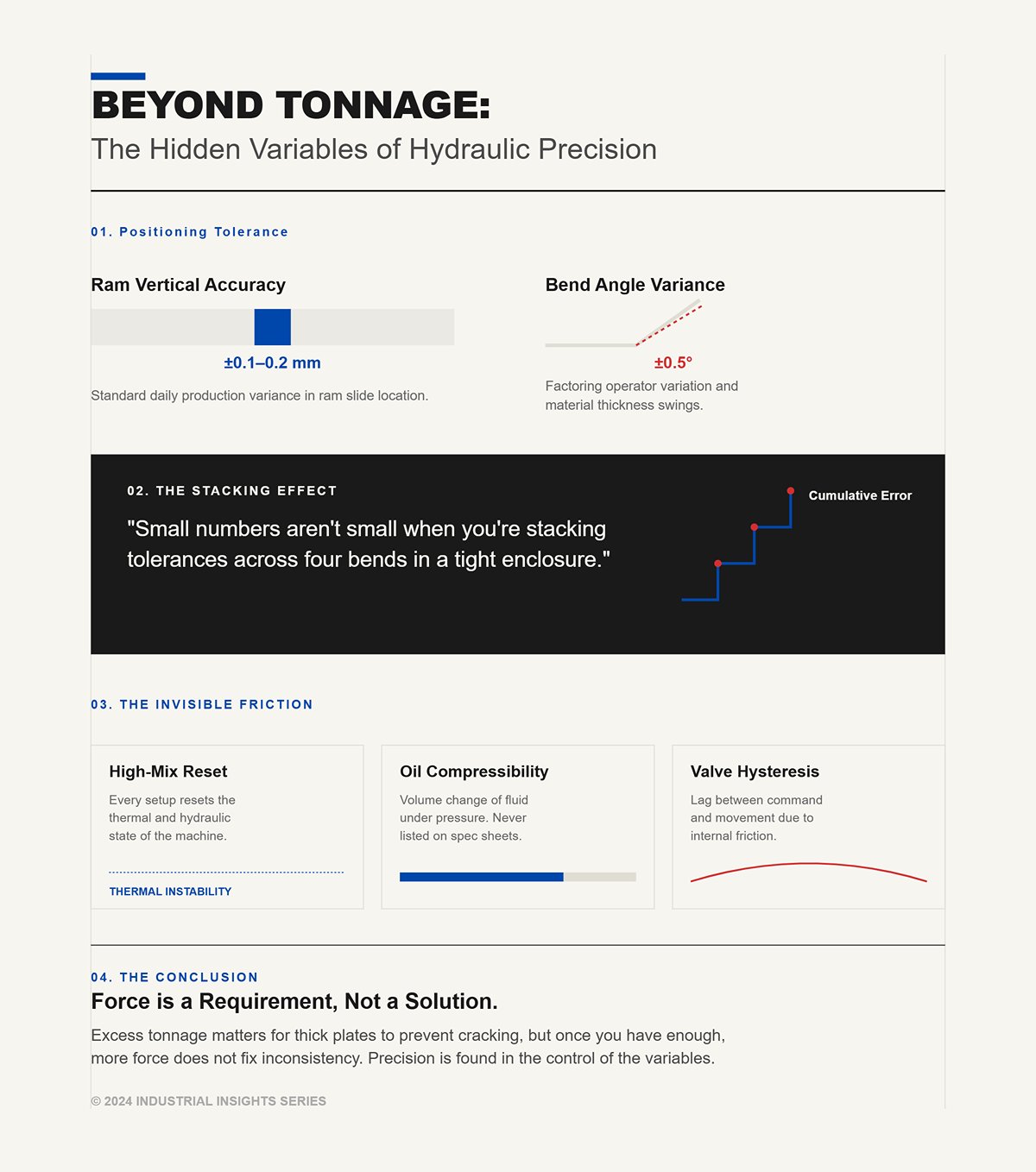
Pozisyon toleransından başlayın. Günlük üretimdeki birçok hidrolik sistem, koç konumlandırmasında (dikey kızak konumu hassasiyeti) ±0.1–0.2 mm ve operatör farkı ile malzeme kalınlık dalgalanmaları hesaba katıldığında bükme açısında ±0.5° civarlarında çalışır.
Bu rakamlar küçük gibi görünür. Dört bükmeli sıkı bir muhafazada toleransları üst üste koyduğunuzda öyle değildir.
Sonra, kalıp değişimi sırasındaki tekrarlanabilirlik gelir. Yüksek çeşitlilik demek; önce 40 braket, sonra 25 kapak, sonra 60 şasi rayı çalıştırmak demektir. Her kurulum, makinenin termal ve hidrolik durumunu sıfırlar. Yağ sıkıştırılabilirliği (basınç altında hidrolik sıvının hacimsel olarak hafif değişimi) ve valf histeresisi (iç sürtünme ve sıvı dinamiğinden kaynaklanan, komut ile gerçek hareket arasındaki gecikme) teknik özellik listesinde yer almaz, ama hurda kutusunda kendini gösterir.
Aşırı tonaj kalın plakalar veya bükme eksikliği çatlamaya yol açan havacılık alaşımları için kesinlikle önemlidir. Kuvvete karşı değilim. Söylediğim şu: Yeterince kuvvetiniz olduğunda, fazlası tutarsızlığı çözmez.
Bu da bizi, çoğu atölyenin vardiya ortasındaki ayarlamalar başlamadan önce göz ardı ettiği kısma getiriyor.

12 numara paslanmaz çeliğin 10 saatlik bir çalışmasını gözünüzde canlandırın. Üçüncü saate gelindiğinde hidrolik yağ önemli ölçüde ısınmıştır. Sıcaklık arttıkça viskozite (akışa karşı sıvı direnci) düşer. Daha düşük viskozite, basıncın ne kadar hızlı oluştuğunu ve valflerin ne kadar akıcı tepki verdiğini değiştirir.
Bu da aynı programlanmış konum için piston derinliğinde ince farklılıklara dönüşür.
İlk çevrimde bunu fark etmezsiniz. Operatörünüz 0,2°“lik bir düzeltme eklediğinde fark edersiniz. Sonra bir tane daha. Öğleden sonra olduğunda, ”90° programınız” başladığınız programla aynı değildir.
Evet, bunu yönetebilirsiniz—soğutucular, ısınma rutinleri, disiplinli bakım. Yıllarca hidrolik kullandım; güvenilir sistemlerdir. Ancak onlar yaşayan sistemlerdir. Nefes alırlar, ısınırlar, kayarlar.
Malzeme değiştirirken her defasında 20 parçalık bir öğrenme eğrisini karşılayamayacağınız yüksek çeşitlilikteki işlerde, bu kayma üretkenlik üzerindeki gizli vergi haline gelir.
Yani makine fiziksel olarak hızlı hareket edebilse bile, her seferinde size anında ve aynı şekilde tepki verebilir mi?
Bir hidrolik baskı freninde, orantılı valfler (elektrik girişine bağlı olarak sıvı akışını düzenleyen cihazlar) piston hızını ve konumunu kontrol etmek için yağı ölçerek yönlendirir. Komut ve gerçek basınç değişimi arasında her zaman milisaniyeler düzeyinde bir gecikme vardır. Buna valf tepki süresi denir.
On yıllar boyunca “yeterince hızlı” iyiydi. Operatörler telafi ederdi. Çevrim süreleri uzundu. Toleranslar daha gevşekti.
Şimdi binlerce kısa flanşlı parçanın üretildiği yüksek hacimli bir hücre hayal edin. Taşmayı önlemek için bükülme anında hassas bir yavaşlama hareketine güvenirsiniz. Her mikro gecikme, kontrolün önceden tahminde bulunup düzeltme yapmasını zorunlu kılar. Bu yapılabilir—ama bu, yazılım ile sıvı ataletinin (hareket eden yağın ani değişime direnci) dansıdır.
Bunu binlerce çevrim boyunca ölçeklendirdiğinizde, küçük zamanlama farkları ölçülebilir varyasyonlara dönüşür.
Artık kısıt faktörü kuvvet değildir. Kontrol gecikmesidir.
Ve bunu fark ettiğinizde, soru “Kaç ton?”dan, gelenekseller için çok daha rahatsız edici bir şeye dönüşür: sıvı kas yerine sapma, sıkışma veya tereddüt etmeyen dijital olarak senkronize hareketi koyarsak ne olur?
Geçen yıl devreye aldığım bir servo-elektrik frenede, ilk çıkan parça 90,00° okunuyor. Sekiz saat sonra, 300 karışık parça ve üç malzeme değişiminden sonra hâlâ 90,00° okunuyor—vardiya ortasında açı düzeltmeleri yok, operatör düzeltme tekerinde başparmak gezdirmiyor.
Hiçbir sihirli şey olmadı. Sadece yağı ortadan kaldırdık.
Orantılı valflerden (hidrolik akışı ölçen elektrikle kontrol edilen cihazlar) sıvı pompalayan bir pompa yerine, piston bilyalı vidalara (dönme hareketini doğrusal harekete dönüştüren hassas dişli miller) bağlı senkronize servo motorlar (konumu sürekli olarak düzelten geri besleme döngüleriyle kontrol edilen elektrik motorları) tarafından tahrik edilir. Kontrol, sıvı davranışını “tahmin etmez”. Konumu doğrudan komuta eder ve gerçek konumu kodlayıcılar (hareketi genellikle mikron düzeyinde ölçen sensörler) aracılığıyla geri okur.
Bu, kas sisteminden sinir sistemine geçiştir. Hidrolik sistemler basıncı yönetir ve konumun onu takip etmesini umar. Servo-elektrik sistemler konumu komuta eder ve torkun gerektiği şekilde onu takip etmesine izin verir.
Yağ sıkıştırılabilirliğini, valf histerezisini ve sıcaklığa bağlı viskoziteyi hareket zincirinden çıkardığınızda, operatörün telafi etmesini gerektiren üç değişkeni ortadan kaldırmış olursunuz. Koçun saat sabah 8 veya öğleden sonra 4 olmasının bir önemi yoktur. Her seferinde mikron hassasiyetinde, kendisine söyleneni yapar.
Ancak hassasiyet hikâyenin sadece yarısıdır. Siz açı tutarlılığını hayranlıkla izlemek için makine satın almazsınız—para kazanmak için alırsınız.
Hidrolik pompa ortadan kaybolduğu anda ekonomik olarak ne değişir?
Öğle yemeğinde 220 tonluk hidrolik bir prese yakın durun. Hâlâ uğultusunu duyarsınız.
Bu uğultu, sistem basıncını koruyan hidrolik pompadır; koç hareket etmese bile genellikle 30–40 amper çeker. Çeşitli üretim yapan atölyelerde vardiyanın –70“ini kurulum, parça elleçleme, denetim veya yukarı akış operasyonlarını bekleme oluşturur. Makine ”açık”tır ama eğme işlemi yapmaz.
Bir servo-elektrikli pres, basıncı koruyan pompa olmadığı için boşta neredeyse sıfır güç çeker. Motorlar yalnızca hareket ederken enerji tüketir. İncelediğim bir karşılaştırmada, benzer iş yükü altında hidrolik bir ünitenin 8 saatlik vardiyada yaklaşık 60 kWh, buna karşılık benzer bir elektrikli makinenin yaklaşık 12 kWh tükettiği görülmüştü. Ancak bu sadece bir anlık görüntüdür.
Asıl değişim davranışsaldır. Çeşitli üretim ortamlarında boşta kalma bir israf değildir—esnekliğin maliyetidir. Hidrolik sistemler, her duraklama sırasında enerji yakarak sizi bu esneklik için cezalandırır. Elektrik sistemleri bunu yapmaz.
Bakım konusu da vardır. Hidrolik yağın olmaması demek sızıntı yok, filtre değişimi yok, yağ bertarafı yok, soğutma devresi yok demektir. Yağ sadece bir sarf malzemesi değil; aynı zamanda bir değişkendir. Her conta aşınma deseni yanıtları biraz değiştirir. Her sıcaklık dalgalanması viskoziteyi değiştirir. Sıvıyı ortadan kaldırdığınızda, tekrarlanabilirliği aşındıran tüm bir bakım ekosistemini de kaldırmış olursunuz.
Ama rahatlamayın. Kâğıt üzerindeki enerji tasarrufu hiçbir anlam ifade etmez, eğer tepe talebi elektrik altyapınızı mahvediyorsa.
Atölye Gerçeklik Kontrolü: Presiniz günün ’inde boşta duruyorsa, neden kimsenin kullanmadığı yağı dolaştırmak için hâlâ 40 amper ödüyorsunuz?
İşte genç mühendislerin düştüğü tuzak: Ortalama akımı karşılaştırmak.
Hidrolikler gün boyu sabit akım çeker. Servo-elektrikler ise eğme sırasında sert şekilde yükselir. Bir servo motor, kalıp içine tam açı oluşturmak için zımbayı derine bastıran bir altlama operasyonuna girdiğinde, anlık olarak devasa bir akım çekebilir. Eski binalarda zayıf servis hattı varsa, bu yükselme atölye boyunca dalgalanan voltaj düşüşlerine neden olabilir.
Peki hangisi daha pahalıya gelir?
Eğer uzun, kesintisiz üretim yapıyorsanız—minimum duraklama, yüksek kullanım—hidroliklerin sabit akımı daha az verimsiz görünmeye başlar. Enerji çoğu zaman gerçekten eğme için kullanılır. Bu dar senaryoda fark azalır.
Şimdi binlerce kısa flanşlı parça üreten yüksek hacimli bir hücreyi hayal edin. Kısa çevrim. Sık elleçleme. Operatör robotu veya ölçüm cihazını bekliyor. Elektrikli makine, yalnızca koç hızlanırken, yavaşlarken ve kuvvet uygularken enerji tüketir. Geri kalan zamanda elektriksel olarak sessizdir.
Yıllık maliyet, isim plakasındaki tonajdan değil, kullanım oranından kaynaklanır. –70 boşta kalma süresine sahip çeşitli üretim yapan atölyeler orantısız tasarruf görür. Az çeşit, kesintisiz (lights-out) operasyonlarda fark daha az dramatiktir.
Ve altyapı için bütçe ayırmanız gerekir. Bazı tesislerde tepe servo talebini karşılamak için yükseltilmiş transformatörler veya güç kondisyonlama gerekebilir. Bunu yok sayarsanız, yatırımın geri dönüşü hesabınız hayal olur.
Enerji ekonomisi ortalama çekişle ilgili değildir. Görev döngüsüyle (aktif eğme süresinin yüzdesi) ve şebeke dayanıklılığıyla ilgilidir.
Bu da beni eski usul ustaların her defasında bana yönelttiği rahatsız edici soruya getiriyor.
| Konu | Detaylar |
|---|---|
| Temel Soru | Yıllık işletme maliyeti daha yüksek olan makine hangisi: hidrolik mi yoksa servo-elektrik mi? |
| Yaygın Hata | Yeni mühendisler, gerçek çalışma davranışı yerine ortalama amperajı karşılaştırıyor. |
| Hidrolik Güç Tüketimi | Gün boyunca, bükme işlemi aktif olsa da olmasa da, sabit akım çeker. |
| Servo-Elektrik Güç Tüketimi | Bükme sırasında, özellikle ani akımın önemli ölçüde yükselebileceği tabanlama işlemlerinde, enerjiyi keskin patlamalar halinde tüketir. |
| Altyapı Riski | Yüksek servo akım sıçramaları, zayıf elektrik hizmetine sahip eski tesislerde voltaj düşüşlerine neden olabilir. |
| Sürekli Üretim Senaryosu | Uzun, kesintisiz, yüksek kullanım oranlı çalışmalarda, hidrolik makineler daha az verimsiz görünür çünkü tüketilen enerjinin çoğu fiilen bükme için kullanılır. Verimlilik farkı azalır. |
| Yüksek Hacimli, Kısa Çevrim Senaryosu | Kısa çevrimlerin, sık sık malzeme taşımanın ve bekleme sürelerinin olduğu işletmelerde, servo-elektrikler yalnızca koç hareketi ve kuvvet uygulaması sırasında enerji kullanır, diğer zamanlarda elektriksel olarak sessiz kalır. |
| Yıllık Maliyet Belirleyicisi | Yıllık enerji maliyeti, etiket üzerindeki tonajdan çok kullanım oranına (çalışma çevrimine) bağlıdır. |
| Yüksek Çeşitlilikte Üretim Yapan Atölyeler | –70 bekleme süresi olan atölyeler, servo-elektrik makinelerle orantısız enerji tasarrufu sağlar. |
| Düşük Çeşitlilikte, Işıklar Kapalı Operasyonlar | Sürekli üretim ortamlarında hidrolik ve elektrik sistemleri arasındaki maliyet farkı daha küçüktür. |
| Altyapı Bütçelemesi | Bazı tesisler, servo pik talebini karşılamak için yükseltilmiş transformatörler veya güç koşullandırıcıları gerektirir; bunu göz ardı etmek ROI (yatırım getirisini) hesaplamalarını bozar. |
| Temel Ekonomik Faktörler | Enerji ekonomisi görev döngüsüne (aktif bükme süresinin yüzdesi) ve şebekenin sağlamlığına bağlıdır—ortalama akım çekişine değil. |
| Geçiş Noktası | Uzun vadeli makine performansı ve pratikliği ile ilgili olarak deneyimli operatörler tarafından sıkça sorulan ortak bir soruya yol açar. |
Atölyede duydum: “Elektrikler ince işler için iyi. Yarım inçlik sacı tabana oturtmayı dene.”
Bir noktaya kadar haksız sayılmazlar.
Saf servo-elektrikli pres frenlerin çoğu yaklaşık 300 ton kapasiteyle sınırlıdır. Kalın sac, uzun yataklar, aşırı kalıplama operasyonları (malzemeyi kalıp içine tamamen plastik olarak deforme edecek kadar yüksek kuvvetli bükme) hâlâ hidroliklerin alanıdır. Akışkan gücü, motorları aşırı seviyelerde büyütmeden, büyük silindirlerde basıncı katlayarak çok yüksek tonajlara daha kolay ölçeklenebilir.
Elektrik sistemleri kuvveti, bilyalı vida içindeki mekanik avantaj ile çarpılan tork (dönme kuvveti) yoluyla üretir. Kullanılabilir kuvveti iki katına çıkarmak için ya motor torkunu artırmanız ya da mekanik oranları değiştirmeniz gerekir—her ikisi de boyut, maliyet ve ısı dağılımı açısından sınırlara sahiptir.
Yani evet, gemi yapım sacı veya yapısal kirişler için hidrolikler hâlâ doğru çekiçtir.
Ancak iş karmasına dürüstçe bakın. Çeyrek inçten daha ince olan çoğu imalat 400 ton gerektirmez. 100–200 tonun hassas ve tekrarlanabilir şekilde uygulanmasına ihtiyaç vardır. “Olur da lazım olur” diye 400 ton almak, bir taşlama makinesini çalıştırmak için 200 beygirlik kompresör kurmak gibidir.
Devir her yerde aynı değil. Uygulamaya bağlı. En uçtaki işlerin üst ’unu çıkardığınızda, elektrikliler modern yüksek çeşitlilikteki işlerin büyük bir kısmını daha sıkı kontrol ve daha düşük değişkenlikle kapsar.
O hâlde, kuvvet artık evrensel darboğaz değilse, gerçek dünyada kârlılığı ne belirliyor—ham çevrim hızı mı, yoksa başka bir şey mi?
Hidrolik pres frenler genellikle daha hızlı yaklaşma ve geri çekme hızlarıyla övünür. Kâğıt üzerinde, koç bükümler arasında daha hızlı hareket eder.
Ancak yüksek çeşitlilikte kârlılık, hava strokunda değil, işlerin ne kadar hızlı değiştirilebildiğinde ve ayar yapmadan ilk parça hassasiyetine ulaşılabildiğinde belirlenir.
Servo-elektrikler, pozisyonu doğrudan kontrol komutu ile belirlediğinden, sıvı dinamikleri üzerinden değil, aşırı hassas hızlanma ve yavaşlama sağlar. Bu da malzeme veya kalınlık değişiminde daha az aşım, daha az düzeltme ve daha az deneme parçası demektir. Kurulum süresi kısalır çünkü ilk bükme zaten tolerans içindedir.
Tek tip, tek parça üretiminde hidrolik hız, elektriklileri geride bırakabilir. Günde 15 kez iş değiştiren bir atölyede ise, her önlenen düzeltme çevrimi katlanarak fayda sağlar. İş başına iki daha az deneme büküm, 15 işte 30 parçayı hurdaya çıkarmamak veya yeniden işlememek demektir.
Parça sabitse çevrim süresi önemlidir. Program sabit değilse kurulum süresi baskındır.
Yüksek çeşitlilikte üretim yapan atölyeler, pistonlarının 50 milisaniye daha yavaş hareket etmesinden dolayı para kaybetmezler. Para kaybederler çünkü değişkenlik insan müdahalesini zorunlu kılar.
Bu yüzden bir sonraki makinenizi belirlemeden önce dürüstçe cevaplamanız gereken soru şu: nadir durumlarda kaba güç için mi optimize ediyorsunuz, yoksa ışıkları açık tutan 90% iş içerisindeki tekrarlanabilir hassasiyet için mi?
Geçen yıl aynı atölye için iki makine teklif ettik: değişken hızlı pompaya sahip 250 tonluk saf hidrolik ve talep üzerine yalnızca hidrolik pompayı çalıştıran elektrik motoruyla çalışan 220 tonluk servo-hibrit. Hibritin fiyatı yaklaşık 50% daha yüksekti. Sahip, önce tonajı sormadı. Programını masama kaydırdı—hafta boyunca ince sac braketler, ardından cuma günü 3/8 inç plaka partisi. “İki pres istemiyorum,” dedi. “İkisini de cezalandırmayan bir tane istiyorum.”
Gerçek yatırım getirisi (ROI) sorusu bu. Beygir gücü değil. Etiket tonları değil. İş çeşitliliği ile kullanım oranı arasındaki fark.
Hibritler var çünkü saf elektrikli sistemler yüksek çeşitlilikteki işlerin çoğunu mükemmel biçimde karşılar—ama hepsini değil—ve geleneksel hidrolikler ağır işleri güvenilir şekilde karşılar—ama orta alanda hassasiyet ve enerji israf eder. Hibritin vaadi basittir: doğruluk ve rölanti verimliliği için elektrik kontrolü, ölçeklenebilir güç için hidrolik silindirler.
Broşürde basit.
Üretim hücresinde ise, doğal olarak aynı şekilde düşünmeyen iki fizik sisteminin müzakeresidir.
Kaçmaya çalıştığınız gevşekliği yeniden getirmeden, sinir sistemini kas yapısına aşılamaya çalışıyorsunuz. Atölye Gerçeklik Kontrolü: Bir hibriti, programınız bunu gerektirdiği için mi satın alıyorsunuz, yoksa bir tarafa tamamen bağlanmaktan rahatsız olduğunuz için mi?
Kalın yapısal parçaları sürekli bükmekten sonra 300 tonluk elektrikli bir presin içinden çıkan bir bilyalı vida milini (motor dönüşünü doğrusal kuvvete dönüştüren hassas dişli mil) izledim. Dişler parlamıştı. Somun çevresinde ısı kaynaklı renk değişimi vardı. Felaket değil—sadece zamanla stresin doğal mekanik etkisi.
Elektrikli presler kuvveti tork (dönme kuvveti) aracılığıyla, bu vida ile çarparak üretir. Kuvveti iki katına çıkarmak için ya motor torkunu artırırsınız ya da mekanik avantajı değiştirirsiniz. Her ikisi de daha büyük motorlar, daha kalın vidalar, daha fazla ısı demektir. Isı burada sessiz katildir; boşlukları değiştirir, yağlamayı etkiler, aşınmayı hızlandırır.
Şimdi 10 metrelik bir yatak üzerinde 1/2 inçlik plakayı hayal edin. Kuvvet talebi, açı ayarını plastik deformasyonla oluşturan zımba tamamen kalıba girdiğinde (bottoming) ani yükselme gösterir. Hidrolikler kuvveti dişler üzerinden çarpmaz; silindirlerin içindeki yağda eşit şekilde dağılan sıvı basıncını kullanırlar. Bunu ölçeklendirmek basittir: daha büyük silindirler, daha yüksek basınç değerleri. Yük, vida dişleri üzerinde yoğunlaşmak yerine piston yüzeyine yayılır.
Bu yüzden elektrikli sistemler genellikle ağır sanayinin ekstrem tonaj aralığının altında kalır.
Ama aklınızda tutmanız gereken incelik şu: o kalınlık aralığında gerçekten ne sıklıkla çalışıyorsunuz? İşinizin 80%’si 1/4 inçin altında ve 20%’si 3/8 inç civarındaysa, elektrik çoğunluğu ±0,01 mm konum hassasiyetiyle idare eder, hidrolikler ise aşırı uçta sakin yük dengesiyle üstünlüğü korur.
Çatışma ideolojik değildir. Mekanik bir meseledir.
Ve bu, orta noktada bir boşluk bırakır—saf elektrikli sistemlerden, zaman zaman ağır malzemeye dokunan ancak tam anlamıyla hidrolik sistemlerin enerji ve değişkenlik cezalarını haklı çıkarmayacak kadar az dokunan atölyeler için. Atölye Gerçeklik Kontrolü: “Ağır işleriniz” günlük gelir getirici mi, yoksa duygusal güvence mi?
Kağıt üzerinde evet. Pratikte ise yalnızca dar bir çalışma aralığında.
Servo-hidrolik bir fren, yalnızca hareket veya basınç gerektiğinde hidrolik pompayı döndüren bir servo motor (tam konum geri bildirimi olan dijital kontrollü motor) kullanır. Yağ ihtiyaç halinde hareket eder. Piston konumu, enkoderler (tam konumu ölçen sensörler) aracılığıyla döngüyü kapatır. Böylece hidrolik kuvvetin üzerine elektrik tarzı kontrol katmanı elde edersiniz.
Yaklaşık 3 mm’den daha az kalınlık ve 45 derecenin altında bükme açılarıyla yüksek hacimli çalışmalarda, geleneksel hidroliklere kıyasla –25 döngü süresi iyileştirmeleri gördüm. Neden? Çünkü pompa vuruşlar arasında tam hızda boşta çalışmıyor ve kontrol sistemi, sıvı gecikmesine tepki vermek yerine yavaşlamayı önceden tahmin ediyor.
Ama bu sadece bir anda çekilmiş fotoğraftır.
Aynı makine, nominal tonajın ’ının altında çalıştığında—büyük bir gövdede hafif parçalar—servo, basınç tahliye valfine (fazla basıncı önlemek için açılan bir güvenlik cihazı) karşı ittirme yapabilir. Motor akışı hassas şekilde modüle etmeye çalışırken hidrolik devre fazla basıncı boşaltır. Bu, parazitik kayıp demektir (üretken iş olmadan enerji tüketimi). Sinir sistemi ile kasın kimin yönettiği konusunda tartışması gibi.
Enerji verimliliği düşer. Avantaj küçülür.
Ve eğer üretim karması çok değişkense—sabah ince braketler, öğleden sonra kalın takviye parçaları—hibri̇din optimizasyon bandı gününüzün yalnızca bir kısmına uyabilir.
Peki iki dünyayı da sunuyor mu?
Sunabilir. Eğer üretim profiliniz çoğunlukla orta bantta yer alıyorsa: orta kalınlık, tekrarlayan üretimler, döngü kazançlarını değerlendirecek kadar hacim, hidrolik gerekçelendirecek kadar kuvvet talebi.
Bu bandın dışında, –60 sermaye primi ödeyip hafifçe geliştirilmiş bir hidrolik veya hafifçe yüklenmiş bir elektrikli makine gibi davranan bir cihaz riski vardır.
Bu bir başarısızlık değil. Bu özgüllüktür.
Hibrit evrensel bir tatlı nokta değildir. O, özel bir uyumdur. Atölye Gerçeklik Kontrolü: Bükme kayıt defteriniz gerçekten hibritin konfor alanında mı kümeleniyor, yoksa nadiren nakde çevireceğiniz teorik esnekliği mi satın alıyorsunuz?
Teknisyenlerimden biri bir kez şöyle demişti: “Mekanik bir kavrama freni̇ni̇n üzerine bir PLC eklemek gibi—artık hem dizüstü hem anahtar ile arıza gideriyoruz.” Bu, tek cümlede hibritin tanımıdır.
Hâlâ hidrolik silindirler, contalar, valf grupları (yağ akışını yönlendiren montajlar) ve izlenmesi gereken sıvıya sahipsiniz. Şimdi servo sürücüler (motor hızını kontrol eden güç elektroniği), enkoderler ve kapalı döngü kontrol yazılımı (komut verilen konumu gerçek konumla sürekli karşılaştırıp sapmaları düzelten sistemler) ekleyin.
Fırçasız servo motorlar karbon fırça aşınmasını ortadan kaldırır. Güzel. Değişken hızlı pompalar sürekli ısıyı azaltır. Bu da güzel.
Ama bir şey sapma gösterdiğinde teşhis, yalnızca sızdıran bir bağlantıyı kontrol etmekten ibaret değildir. Bu, sensör kalibrasyonunu, sürücü parametrelerini, hidrolik basınç eğrilerini doğrulamaktır. Yedek bileşenler daha hassas toleranslara ve daha yüksek maliyete sahip hassas parçalardır.
Kontrol katmanı mekanik kötüye kullanım gerçekleşmeden önce müdahale ettiği için hibritlerin daha düzgün çalıştığını ve aşırı yüklenmeye karşı kendilerini daha iyi koruduklarını gördüm. Bu, felaket niteliğindeki arızaları azaltabilir.
Ayrıca teknik açıdan eğitimsiz ekiplere sahip atölyelerin, elektrik ve hidrolik katmanların ekip tarafından tam olarak anlaşılmayan şekillerde etkileşimde bulunması nedeniyle hayali arızaların peşinden günlerce koştuğunu gördüm.
Karmaşıklık ortadan kalkmaz. Şekil değiştirir.
Bakım kültürünüz disiplinliyse—sıvı analizi, yazılım yedekleri, parametre dokümantasyonu—bir hibrit sistem, kaba aşınmayı azaltırken kuvvet kapasitesini koruyabilir. Ancak atölyeniz hâlâ önleyici bakımı bir öneri gibi görüyorsa, bir makinenin sizi şaşırtma ihtimalini iki katına çıkardınız demektir.
Ve işte tartışmanın özü burada keskinleşiyor: donanım kategorileri, kontrol kalitesi ve operasyonel disiplin kadar önemli değil. Gerçek farkı yaratan artık kas gücü değil, sinir sisteminin kendisi oluyor.
Bu da sıradaki kararın “hidrolik, elektrikli ya da hibrit mi?” olmadığı anlamına geliyor.”
Asıl soru şu: “Gerçekten ne kadar hassas kontrol yeteneğinden faydalanıyoruz—ve bunu destekleyecek şekilde yapılandık mı?” Atölye Gerçeklik Kontrolü: Koordine bir sistemi sürdürmeye hazır mısınız, yoksa yazılımın eski atölye alışkanlıklarınızı affedeceğini mi umuyorsunuz?
Geçen çeyrekte 42 parçalık bir braket ailesi için teklif verdik—3 mm yumuşak çelik, her birinde beş büküm, 12 ila 80 arasında değişen parti boyutları. Tahminci önce tonajı hesapladı. Ben de geçen yılın kurulum kayıtlarına baktım. Yeni parça başına ortalama kurulum süresi: 38 dakika. Parti başına ortalama çalışma süresi: 14 dakika. Büküm işinin kendisine göre hazırlığa neredeyse üç kat fazla zaman harcıyorduk.
Bu bir ram (maça) sorunu değil. Bu bir beyin sorunu.
Üretim veriniz, kurulum süresinin iş milinin—ya da bizim durumumuzda, ram süresinin—önüne geçtiğini gösteriyorsa, kazanan mimari; ilk vuruştan önce tahmin eden, sıralayan ve telafi eden sistemdir. Rekabet avantajı, ram’in ne kadar sert vurabildiğinde değil; CNC’nin (bilgisayar sayısal kontrolü, makine hareketini koda dayalı olarak yönlendiren dijital sistem) her hareketi ne kadar akıllıca öngörebildiğinde yatar.
Artık güç satın almıyorsunuz. Öngörü satın alıyorsunuz.
Ve eğer öngörü asıl varlıksa, gerçek soru şu şekilde değişir: darboğaz hâlâ metal dayanımı mı—yoksa bilgi akışı mı?
Atölye Gerçeklik Kontrolü: Makineleri azami tonaj tablolarına bakarak mı seçiyorsunuz, yoksa gerçek çalışma saatlerinizin nereye kaybolduğuna göre mi?
Yıllar önce 10 saatlik bir 12-gauge paslanmaz çelik işi yaptık. İlk parça 90,02 derecede çıktı. Vardiyanın ortalarına doğru, her 30 parçada mikro ayarlarla yaylanma (bükümden sonra metalin kısmen geri dönmesi) problemiyle uğraşıyorduk. Operatör kontrol panelinin başında durup, derinliği yüzde milimetreler seviyesinde ayarlıyor, usta bilgisini aile sırrı gibi koruyordu.
Şimdi aynı parçanın, iş makineye ulaşmadan önce büküm sıralarını ve NC kodunu üreten 3D yazılımda (simülasyon ortamında) çevrimdışı olarak programlandığını hayal edin. Büküm sırası masa başında oluşturulurken, pres fren hâlâ önceki işi çalıştırıyor. Çarpışma kontrolü otomatik. Kalıp seçimi simüle ediliyor. NC kodu çalışmaya hazır şekilde sisteme yükleniyor.
Makine düşünmeyi beklemez.
Çoğu atölyenin kaçırdığı dönüşüm şudur: çevrimdışı programlama kurulum bilgisini dışsallaştırdığında, darboğaz yukarıya taşınır. Operatörün artık 15 yıllık “hissiyat” tecrübesine ihtiyacı yoktur. Kısıt artık simülasyon kalitesi haline gelir. Programcı malzeme değişkenliğini hesaba kattı mı? Takım esnemesini modelledi mi? Gerçek V-kalıp açıklığını, teorik olandan farklı olarak, doğru yakaladı mı?
Zemin üzerindeki bir kısıtı, ofis içi bir kısıtla değiştirdik.
Bu güçlü—ama tehlikeli. Bazı atölyelerin tam çevrimdışı yazılım paketleri satın alıp yine de makinede ayar yapmaya devam ettiğini gördüm; çünkü büküm verisi birinin defterinde, değil veritabanında yaşıyordu. Yazılım düzensizliği çözmez. Onu açığa çıkarır.
Bu durumda atölye, sallanan bir masa üzerindeki kaynak fikstürünü granit bir plaka üzerine taşımaya benzer—parçaları bağlamadan önce hizalamazsanız, hassasiyet sadece dikkatsizliğinizi ortaya çıkarır.
Yani mimarileri değerlendirirken, hangi ram’in daha güçlü olduğunu sormayın. Hangi kontrol ekosisteminin bilgi topladığını ve makineler arasında yeniden kullandığını—ve ekibinizin ona temiz veri besleme konusunda yeterince disiplinli olup olmadığını—sorun.
Atölye Gerçeklik Kontrolü: En iyi operatörünüz yarın işi bıraksaydı, büküm kaliteniz onunla birlikte mi giderdi—yoksa programlarınızın içinde mi kalırdı?
3 metrelik bir tabla, 6 mm kalınlığında bir plaka, uzunluk boyunca 200 ton. Ram aşağı bastırır; tabla ortada yukarı doğru esner. Bu esnemeye taçlama hatası denir (yük altında makinenin doğal olarak eğilmesi ve bu eğilmenin uzunluk boyunca büküm açısını değiştirmesi).
Eski tarz çözüm mü? Takoz koy. Deneme bükümü yap. Tekrar takoz koy.
Modern çözüm mü? Dinamik taçlama (yük hesaplamasına veya ölçümüne dayalı olarak, büküm sırasında tabla veya ram profilini otomatik olarak ayarlayan bir telafi sistemi).
İşte burada yazılım donanımı geride bırakıyor. CNC zaten malzeme kalınlığını, çekme direncini (kopmaya karşı direnç), kalıp genişliğini, büküm uzunluğunu bilir. Bu girdilerden, strok tamamlanmadan önce beklenen esnemeyi hesaplar. Bazı sistemler açı ölçüm sensörleri (lazer veya problar kullanarak gerçek zamanlı büküm açısını okuyan cihazlar) ekleyerek büküm ortasında döngüyü kapatır.
Makine, siz hatayı görmeden önce düzeltmeyi yapar.
Bu sadece hassasiyet değildir. Bu öngörülü kontroldür.
Hidrolik çerçeveler rijit olabilir. Elektrikli çerçeveler de rijit olabilir. Ama yükü modelleyen ve hareket sırasında ayarlama yapan bir kontrol katmanı olmadan, tek başına rijitlik 3 metrelik uzunlukta tekdüze açı garantilemez. Zeka, kavislenmeyi öngören ve onu dinamik olarak dengeleyen algoritmadadır.
Bunu, kaynak distorsiyonu onu çekmeden önce bir fikstürü ön yüklemeye benzetin—eğer nereye hareket edeceğini biliyorsanız, karşı hareketi önceden yaparsınız.
Şimdi kendinize şunu sorun: malzeme partilerinin haftalık olarak değiştiği karma üretimde, statik mekanik sağlamlık yeterli mi—yoksa adaptif algılama hurdaya karşı gerçek koruma mı oluyor?
Atölye Gerçeklik Kontrolü: Eğilime karşı direnci çelik kütleyle mi sağlıyorsunuz, yoksa onu öngörüp iptal eden yazılımla mı?
Binlerce kısa flanşlı parçayı işleyen bir karma hücreyi hayal edin. Vardiya başına beş takım değişimi. Her manuel değişim: operatör yetenekliyse 6–10 dakika, segmentler aranıyorsa daha uzun.
Günde 30–50 dakikalık bükümsüz zaman demek bu.
Bir ATC (Otomatik Takım Değiştirici, zımba ve kalıpları pres frene depodan otomatik olarak yükleyip boşaltan sistem) takımları yaklaşık bir dakikada değiştirir. Daha da önemlisi, karar gecikmesini ortadan kaldırır. Sıra tartışması yoktur. 50’nin arkasına saklanmış 30 mm’lik segmenti aramak yoktur.
Çevrim süresi iyileştirmeleri barizdir. Daha derin değişim ise tutarlılıktır. Takım kütüphanesi kontrolde yaşar. Programlar takımları kimlik numaralarıyla çağırır. Kurulum deterministik (öngörülebilir ve tekrarlanabilir) hale gelir, vardiyada kimin olduğuna bağlı olmaz.
Ama işte mesele şu: ATC’ler, elektrikli veya yüksek tepkili servo sistemlerle eşleştirildiğinde parıldar. Neden? Çünkü kısa bükümler arasındaki hızlı ivmelenme ve yavaşlama, takım değişimlerinde kazanılan zamanı katlar. Yavaş bir hidrolik dönüş vuruşu bu kazancı azaltır.
Mimari önemlidir.
Yavaş bir platformda ATC kullanmak, yıpranmış bir manuel frezeye hızlı değişim mengenesi takmaya benzer—bağlama süresinden dakikalar kazanırsınız ama onları kol çevirmeye harcarsınız.
Peki bu bir lüks mü? Düşük çeşitlilik, uzun seri işlerde evet. Kurulumun baskın olduğu yüksek çeşitlilik ortamlarında ise genellikle hedefe ulaşmakla ıskalamak arasındaki farkı yaratır.
Bu da işi, emeğin kendisi hakkında daha zor bir soruya getiriyor.
Yarı otomatik bir hücreyi test ettik: çevrimdışı programlanmış işler ve otomatik açı düzeltmesi olan iki abkantı bir operatör gözetiyordu. Operatörün rolü, bükme işinden malzeme taşımaya ve istisna yönetimine kaydı (sistem bir anormallik işaretlediğinde müdahale etmek).
50 parçanın altında karma partilerde, iş gücü saati başına çıktı neredeyse ikiye katlandı.
Ama bu sadece makineler sürekli mikro ayar gerektirmeden öngörülebilir şekilde çalışabildiği için işe yaradı. Bu öngörülebilirlik, kapalı çevrim kontrolden (komut edilen ve gerçek konumu sürekli karşılaştırıp hataları düzelten bir geri besleme sistemi) ve kararlı servo tepkisinden gelir—ham tonajdan değil.
Geleneksel iş gücü hesabı, makine başına bir vasıflı operatör varsayar. Yazılım güdümlü sistemler bu varsayımı bozuyor. Karmaşıklık programlama ve algılamaya taşındığında, saha iş gücü zanaatkârlıktan daha çok denetleyici hâline geliyor.
Kısıt bir kez daha değişiyor.
Artık “Bu makine 1/2 inç sacı büker mi?” değil, “Bu mimari 20 dakika insan müdahalesi olmadan çalışabilir mi?” sorusunu değerlendiriyorsunuz. Bu bir kuvvet sorusu değil, kontrol sorusu.
Mekanik volanlı frenlerle güreştiğim ilk zamanlarımda kas gücü hakimdi. Bugün ise koordinasyon belirleyici. Abkant pres, bir çekiçten çok, gücü tam ihtiyaç duyulan yer ve zamanda yöneten bir sinir sistemi gibi.
Ve eğer iş gücü verimliliği artık yazılım istikrarına ve veri bütünlüğüne bağlıysa, yatırım geri dönüşü hesaplamanız tonajda veya çevrim süresinde bitmemeli. Gerçek darboğazınız nerede yaşıyorsa—kurulumda, algılamada, gözetimde veya ham kuvvette—ona göre haritalanmalı.
O yüzden teknik şartnameyi onaylamadan önce, marjı gerçekten koruyan tek soruyu yanıtlayın: uzun vadeli işletme modelinizde sınırlayıcı faktör metal kalınlığı mı—yoksa karar verme gecikmesi mi?
Bir abkantı en iyi gününde ne yapabileceğini sorarak seçmezsiniz. Onu en kötü gününüzde sizi yavaşlatan şeyin ne olduğuna bakarak seçersiniz.
İşte değişim bu. Tahminci kontrol ve kapalı çevrim algılama (gerçek konumu veya açıyı ölçüp anında düzelten bir geri besleme sistemi) temel hâle geldiğinde, makine bir kuvvet üreticisinden çok bir kısıt kaldırıcıya dönüşür. ROI (yatırımın geri dönüşü, satın alma maliyetine kıyasla kazanılan zaman ve marj) tonaj tablolarında değil, üretim karışımınızda, iş gücü modelinizde ve atıl zamanınızda yaşamaya başlar.
İlk atölyemde kapasiteyi sigorta alır gibi alırdık—büyük ve ağır. Bugün bir abkantı teknik olarak belirlerken üç şeye göre eşleştiriyorum: karışım oynaklığı, malzeme aralığı ve darboğaz konumu. Bu üçlü bana yazılım güdümlü elektrikli mimarinin hakkını verip vermediğini yoksa sadece demoda iyi görünüp görünmediğini söylüyor.
Bu, balyozla tork anahtarı arasında seçim yapmaya benzer—hangisinin daha güçlü olduğunu değil, önünüzdeki spesifik kısıtı hangisinin kaldırdığını sorarsınız.
Atölye Gerçeklik Kontrolü: Bükme kuvveti mi alıyorsunuz—yoksa kaybolan dakika ve iş gücü istikrarını mı geri alıyorsunuz?
Şimdi binlerce kısa flanşlı parçanın çalıştığı yüksek hacimli bir hücre hayal edin. Eğer bunlar özdeş ve haftalarca çalışıyorsanız, ham stroklu hız ve dayanıklılık önemlidir. Esneklik ise gürültüdür. O dar alanda, iyi bakılmış bir hidrolik sistem gün boyu pürüzsüz çalışabilir ve yağ ile conta maliyetini haklı çıkarabilir.
Ama bu sadece bir anda çekilmiş fotoğraftır.
Yüksek çeşitlilik, düşük hacme geçelim—bir yerde 20 parça, başka yerde 35 parça, her iki günde bir değişen malzeme. Baskın maliyet bükme süresi değil; kurulum değişkenliğidir. Entegre takım kütüphaneleri ve çevrimdışı programlama ile elektrikli ve hibrit sistemler, pozisyon tekrarlanabilirliği (makinenin her çevrimde tam olarak aynı koordinatlara dönme yeteneği) daha sıkı ve sapmasız olduğu için kurulumu sıkıştırır. Her sabah test kuponları ile açı kovalamıyorsunuz.
Kurulum süresi çalışma süresini aştığında esneklik ham hıza üstün gelir.
Mekanizma şu: yüksek çeşitlilikteki işlerde, kurulumdaki her ek dakika bir vardiyadaki değişim sayısıyla çarpılır. Elektrik tahrikler, akışkanın sıcaklık stabilitesine bağlı olmadıkları için tutarlı konumlandırmayı korur. Hidrolik sistemler ise yağ ısındıkça verimlilik kaybeder—8 saatlik vardiya boyunca biriken küçük saatlik düşüşler. Kesintisiz çalışmalarda bu düşüş uzun çevrimlerde gizlenir. Kısa çalışmalarda ise ayar ve doğrulama süresi olarak ortaya çıkar.
Yani asıl soru, yük altında hangi makinenin daha hızlı çevrim yaptığı değil; günün beşinci değişiminden sonra hangisinin daha doğru yeniden başladığıdır.
Atölye Gerçeklik Kontrolü: Mevcut programınızda parça mı büküyorsunuz—yoksa sürekli olarak kurulumları mı yeniden kanıtlıyorsunuz?
Tezi stres testine tabi tutalım.
Eğer yarım inç ve üzeri yüksek mukavemetli çelik, uzun tabla boyları, neredeyse maksimum tonajla günlük çalışıyorsanız—ham güç ve gövde rijitliği hâlâ baskındır. Hidrolik sistemler burada parlar çünkü geniş yüzeylerde sürekli yüksek tonaj, bilyalı milleri (motor dönüşünü doğrusal harekete çeviren hassas dişli miller) ve elektrikli tahrik bileşenlerini her zaman tasarlanmadıkları şekillerde zorlar.
Bu gerçek.
Ancak mikro hassasiyet (milimetrenin binde biri seviyesinde kontrol) hâlâ iki yönden önemlidir. Birincisi, yüksek kalınlıkta hurda pahalıdır. Kalın plakada 0,5° açı hatası, bilekle düzeltemeyeceğiniz, vinçle tekrar işleme anlamına gelir. Kapalı devre açı ölçümü bu riski azaltır. İkincisi, ağır iş yapan atölyeler bile nadiren sadece ağır iş yapar. Her zaman ikinci derecede işler—braketler, takviyeler, küçük montajlar—vardır; burada elektrikli verimlilik ve bükümler arası hızlı hızlanma zamanı geri kazandırır.
Tuzak ikili düşüncedir: “Biz kalın plaka büküyoruz, bu yüzden hassasiyet sistemleri bize uymaz.”
Daha iyi filtre kullanım oranıdır. Gelirinizin ’inden fazlası gerçekten kapasiteye yakın ağır bükmelerden geliyorsa, hidrolik mantıklıdır. Eğer kalın işler ara sıra yapılıyor ama satın alma kararınızı yönlendiriyorsa, azınlık iş yüküne göre çözümü fazla boyutlandırıyor olabilirsiniz.
Haftada iki kez pik yapan bir makine için 400 amperlik hizmet belirtmek gibi.
Atölye Gerçeklik Kontrolü: En kalın işiniz ana gelir kaynağınız mı—yoksa sadece en gürültülüsü mü?
Tonaj kapasitedir. Darboğaz ise kısıttır.
Aynı şey değiller.
Darboğaz, toplam çıktıyı sınırlayan süreç adımıdır—bu kurulum süresi, operatör mevcudiyeti, programlama gecikmesi veya gerçek biçimlendirme kuvveti olabilir. Eğer pres bükücünüz programları bekleyerek boşta oturuyorsa, tonaj eklemek hiçbir şeyi değiştirmez. Eğer operatörünüz her vardiyada 40 dakika açıları düzeltmekle harcıyorsa, ham güç de bunu çözmez.
Tipik bir günü haritalandırın. İş nerede yığılmaya başlıyor? Yarı mamuller (sonraki adımı bekleyen kısmen tamamlanmış parçalar) pres bükücünün önünde birikiyorsa, hıza veya paralel kapasiteye ihtiyacınız olabilir. Arkasında birikiyorsa, bükücünüz aslında kısıtlayıcı unsur değildir.
İki fren hücresini tek bir operatörün ikisini birden denetlediği şekilde çalıştırdığımızda, çıktı tonaj arttığı için değil, istikrar işgücünü esnetmeye izin verdiği için yükseldi. Bu bir yazılım zaferidir. Darboğaz, bükmeden malzeme akışına kaydı.
Atölyenizi, içinde bir yavaş silindir olan bir konveyör bandı gibi düşünün. Diğer silindirleri güçlendirmek, çıktı miktarını artırmaz.
Bu nedenle sistemleri değerlendirirken, satıcılardan zirve tonajı değil, değişim sonrasındaki toparlanma süresini, gözetimsiz çalışabilme süresindeki istikrarı ve programlama iş akışınızla entegrasyonu göstermelerini isteyin. Bu metrikler asıl kısıtlamayı ortaya çıkarır.
Başlangıç fiyatı hâlâ insanları korkutuyor. Elektrikli sistemler genellikle yaklaşık –30'luk bir prim taşır. Kâğıt üzerinde bu, lüks gibi görünür.
Bunun yerine zaman çizelgesini çalıştırın.
Tamamen elektrikli sistemlerde enerji verimliliği, güç çekimi esas olarak hareket sırasında ve boşta değilken gerçekleştiği için tam vardiya boyunca yaklaşık ’in üzerinde kalır. Hidrolik sistemler ise basıncı korumak için sürekli güç tüketir ve yağ sıcaklığı yükseldikçe verimlilik düşer. Aylar içinde bu fark, teorik değil ölçülebilir işletme maliyetine dönüşür.
Bakımı ekleyin: yağ değişimi yok, daha az conta, sızıntı kaynaklı daha az duruş. Varsayımsal bir örnek—bir atölye enerji ve bakımda yılda düşük beş haneli tasarruf sağlarsa, fiyat farkı yaklaşık iki ila üç yılda kapanabilir. Bundan sonra, makine yalnızca kendini amorti etmekle kalmaz—yapısal olarak daha ucuz çalışır.
Ama ROI sadece fatura edilen enerjiyle ilgili değil.
Daha yüksek tekrarlanabilirlik bir operatörün iki makineyi birden denetlemesine izin verirse, işgücü verimliliği kalıcı olarak değişir. Daha hızlı, öngörülebilir kurulumlar vardiya başına fazladan 45 dakika kazandırırsa, bu istihdam etmediğiniz kapasitedir. Beş yıl içinde bu dakikalar, satın alma farkını kat kat aşar.
Hata, ROI’yi yalnızca satın alma maliyeti üzerinden hesaplamaktır. Gerçek eğri, işletme istikrarınız personel modelinizi ve çıktı tavanınızı değiştirdiğinde bükülür.
Ve size taşımak istediğim bakış açısı şu: doğru abkant pres, yaşam döngüsü boyunca bağlayıcı kısıtlamanızı en erken ortadan kaldırandır. En yüksek tonaj etiketine sahip olan değil. En düşük teklifi veren de değil. Gerçek sürtünmenizi hedef alan—kurulum, sapma, gözetim veya sürekli ağır yük—makinedir.
İşte teknolojiyi üretim alanına böyle uyumlu hale getirirsiniz.
Bu yüzden bir satın alma siparişi imzalamadan önce kısıt haritanızı çizin ve üç yıl sonrasına projekte edin. Karışımınız daha kısa serilere ve daha sıkı toleranslara doğru ilerliyorsa, güç sizi kurtarmaz. Ağır yapısal işlere yoğunlaşıyorsanız, güç olmadan hassasiyet de kurtarmaz.
Makine artık sadece bir pres değil. Atölyenizin sinir sisteminin bir parçası.
İlk olarak hangi kısıtlamayı ortadan kaldırmasını istiyorsunuz?


















