

At 7:12 a.m., the first part off the brake reads 90.02°. By 3:40 p.m., same program, same operator, same batch of material, we’re nudging the angle correction by +0.4° just to stay in spec.
Nothing “broke.” The machine still has 170 tons on tap.
So why are we chasing decimals?
On paper, a modern hydraulic press brake can hit ±0.1° bend accuracy under ideal conditions. I’ve seen it. Dynamic crowning (automatic bed compensation for deflection) and laser angle measurement (real-time optical angle sensing) can make a hydraulic machine look surgical.
But that’s a snapshot.
Accuracy is the ability to hit a target once. Precision is the ability to hit it the same way every time. In high-mix production—short runs, constant changeovers—precision pays the bills, not the hero bend you show the sales team. When we keep ranking machines by tonnage alone, we’re measuring muscle while ignoring the nervous system that coordinates it.
Shop Floor Reality Check: If your brake nails the first part but drifts by the fiftieth, are you really buying capability—or just force?

Walk through any shop and listen to the buying logic: “It’s a 220-ton.” Like we’re still sizing flywheel punch presses (mechanical stamping machines driven by stored rotational energy) where more tonnage meant more work you could physically do.
Back then, force was the limiting factor. Today, in most sheet metal under a quarter inch, force is abundant. Control is scarce.
We’ve inherited a mindset from an era when machines were dumb and operators were the feedback loop. Now we have CNC (computer numerical control) systems that can command position in microns (thousandths of a millimeter), yet we still talk about brakes like they’re hydraulic hammers.
It’s like bragging about the horsepower of a truck when the real job is threading it through a loading dock with two inches of clearance.
So what exactly disappears from the conversation when tonnage dominates it?
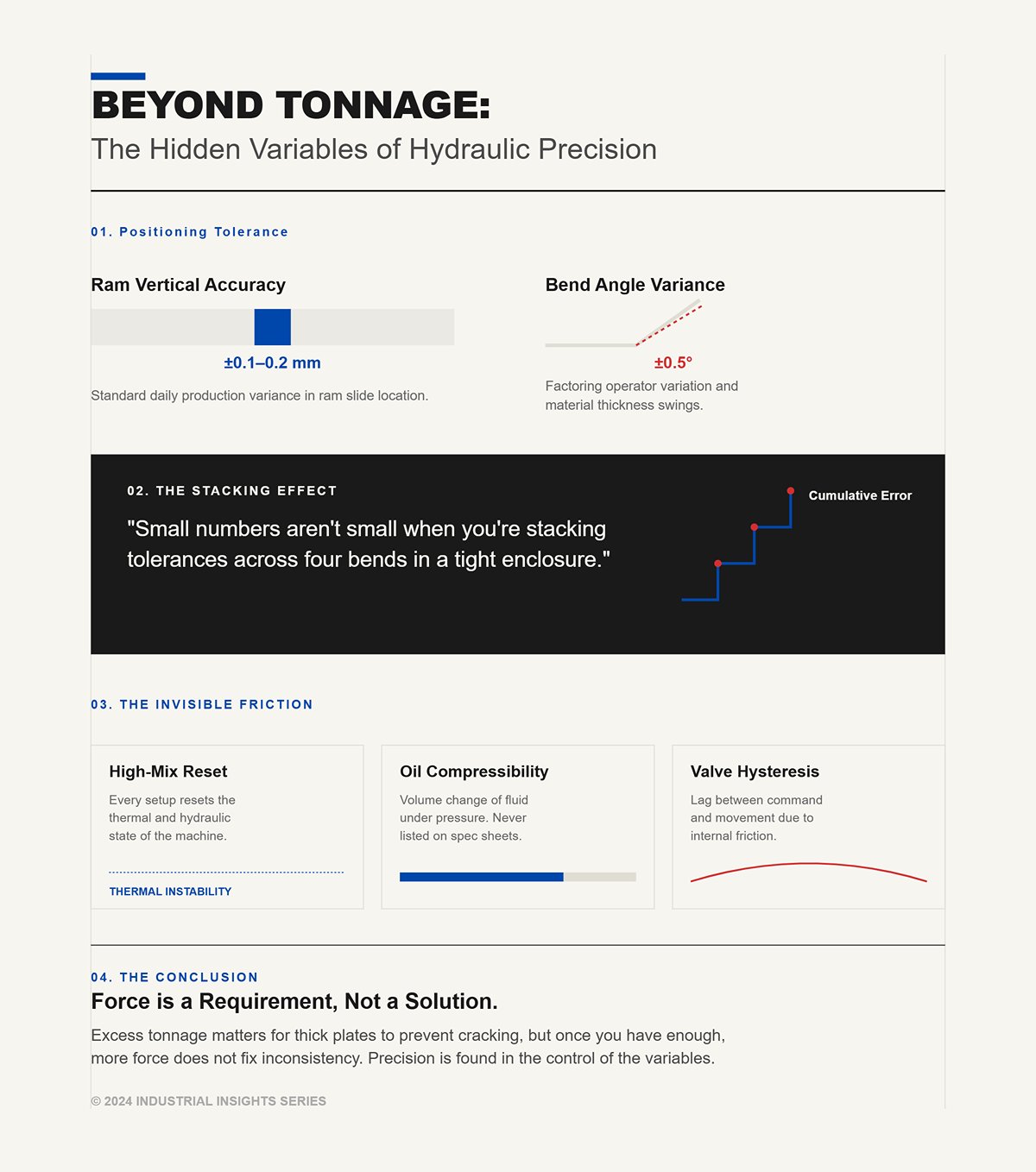
Start with positioning tolerance. Many hydraulic systems in day-to-day production live around ±0.1–0.2 mm in ram positioning (vertical slide location accuracy) and ±0.5° in bend angle once you factor in operator variation and material thickness swings.
Those numbers sound small. They’re not when you’re stacking tolerances across four bends in a tight enclosure.
Then there’s repeatability under changeover. High-mix means you might run 40 brackets, then 25 covers, then 60 chassis rails. Every setup resets the thermal and hydraulic state of the machine. Oil compressibility (the slight volume change of hydraulic fluid under pressure) and valve hysteresis (lag between command and actual movement due to internal friction and fluid dynamics) don’t show up on the spec sheet, but they show up in your scrap bin.
Excess tonnage absolutely matters for thick plate or aerospace alloys where under-bending causes cracking. I’m not arguing against force. I’m arguing that once you have enough, more doesn’t fix inconsistency.
Which brings us to the part most shops ignore until mid-shift adjustments start creeping in.

Picture a 10-hour run of 12-gauge stainless. By hour three, the hydraulic oil has warmed significantly. As temperature rises, viscosity (fluid resistance to flow) drops. Lower viscosity changes how quickly pressure builds and how smoothly valves respond.
That translates into subtle differences in ram depth for the same programmed position.
You won’t see it on the first cycle. You’ll see it when your operator adds a 0.2° correction. Then another. By late afternoon, your “90° program” isn’t the same program you started with.
Yes, you can manage it—coolers, warm-up routines, disciplined maintenance. I’ve run hydraulics for years; they’re dependable. But they are living systems. They breathe, they heat, they drift.
In high-mix work, where you can’t afford a 20-part learning curve every time you switch material, that drift becomes the hidden tax on productivity.
So even if the machine can physically move fast, can it respond instantly and identically every time you tell it to?
In a hydraulic brake, proportional valves (devices that regulate fluid flow based on electrical input) meter oil to control ram speed and position. There’s always a delay—milliseconds—between command and actual pressure change. That’s valve response time.
For decades, “fast enough” was fine. Operators compensated. Cycle times were longer. Tolerances were looser.
Now imagine a high-volume cell running thousands of short-flange parts. You’re relying on precise deceleration into the bend to avoid overshoot. Every micro-delay forces the control to anticipate and correct. It’s doable—but it’s a dance between software and fluid inertia (resistance of moving oil to sudden change).
When you scale that across thousands of cycles, small timing differences become measurable variation.
Force isn’t the bottleneck anymore. Control latency is.
And once you see that, the question shifts from “How many tons?” to something far more uncomfortable for traditionalists: what happens when we replace fluid muscle with digitally synchronized motion that doesn’t drift, compress, or hesitate?
On a servo-electric brake I commissioned last year, the first part off the brake reads 90.00°. Eight hours later, after 300 mixed parts and three material changes, it still reads 90.00°—no mid-shift angle nudges, no operator thumb on the correction wheel.
Nothing magical happened. We just removed the oil.
Instead of a pump pushing fluid through proportional valves (electrically controlled devices that meter hydraulic flow), the ram is driven by synchronized servo motors (electric motors controlled by feedback loops that constantly correct position) tied to ball screws (precision threaded shafts that convert rotary motion into linear travel). The control doesn’t “anticipate” fluid behavior. It commands position directly and reads back actual position through encoders (sensors that measure movement in fine increments, often microns).
That’s the shift from muscle to nervous system. Hydraulic systems manage pressure and hope position follows. Servo-electric systems command position and let torque follow as required.
When you eliminate oil compressibility, valve hysteresis, and temperature-dependent viscosity from the motion chain, you eliminate three variables that used to demand operator compensation. The ram doesn’t care if it’s 8 a.m. or 4 p.m. It goes where it’s told, within microns, every time.
But precision is only half the story. You don’t buy machines to admire angle consistency—you buy them to make money.
So what changes economically the moment the hydraulic pump disappears?
Stand next to a 220-ton hydraulic brake during lunch. You’ll still hear it humming.
That hum is the hydraulic pump maintaining system pressure, typically pulling 30–40 amps even when the ram isn’t moving. Most high-mix shops spend 60–70% of the shift in setup, part handling, inspection, or waiting on upstream operations. The machine is “on,” but not bending.
A servo-electric brake draws near zero power at idle because there’s no pump maintaining pressure. Motors consume energy only when moving. One recent comparison I reviewed showed roughly 60 kWh over an 8-hour shift for a hydraulic unit versus about 12 kWh for a comparable electric machine under similar workload. But that’s a snapshot.
The deeper shift is behavioral. In high-mix environments, idle time isn’t waste—it’s the cost of flexibility. Hydraulics punish you for that flexibility by burning energy during every pause. Electrics don’t.
There’s also maintenance. No hydraulic oil means no leaks, no filter changes, no oil disposal, no cooling circuits. Oil isn’t just a consumable; it’s a variable. Every seal wear pattern slightly changes response. Every temperature swing alters viscosity. Remove the fluid, and you remove a whole maintenance ecosystem that used to chip away at repeatability.
But don’t get comfortable. Energy savings on paper mean nothing if peak demand wrecks your electrical infrastructure.
Shop Floor Reality Check: If your brake sits idle 65% of the day, why are you still paying to keep 40 amps circulating oil no one is using?
Here’s the trap junior engineers fall into: they compare average amperage.
Hydraulics draw steady current all day. Servo-electrics spike hard during the bend. When a servo motor drives into a bottoming operation (forcing the punch deep into the die to fully form the angle), it can pull massive instantaneous current. In older buildings with weak service, that surge can cause voltage dips that ripple through the shop.
So which costs more?
If you run long, continuous production—minimal stops, high utilization—the hydraulic’s steady draw starts to look less inefficient. Energy is being used for actual bending most of the time. In that narrow scenario, the gap shrinks.
Now imagine a high-volume cell running thousands of short-flange parts. Short cycle. Frequent handling. Operator waiting on a robot or gauge check. The electric machine consumes energy in bursts only when the ram accelerates, decelerates, and applies force. The rest of the time, it’s electrically quiet.
Annual cost becomes a function of utilization rate, not nameplate tonnage. High-mix shops with 50–70% idle time see disproportionate savings. Low-mix, lights-out operations see less dramatic gaps.
And you must budget for infrastructure. Some facilities need upgraded transformers or power conditioning to handle peak servo demand. Ignore that, and your ROI math is fantasy.
Energy economics aren’t about average draw. They’re about duty cycle (percentage of time actively bending) and grid robustness.
Which brings us to the uncomfortable question the old-school guys throw at me every time.
| Topic | Details |
|---|---|
| Core Question | Which machine actually costs more to run annually: hydraulic or servo-electric? |
| Common Mistake | Junior engineers compare average amperage instead of real operating behavior. |
| Hydraulic Power Draw | Draws steady current throughout the day, regardless of whether bending is actively occurring. |
| Servo-Electric Power Draw | Consumes energy in sharp bursts during bending, especially during bottoming operations where instantaneous current can spike significantly. |
| Infrastructure Risk | High servo current spikes can cause voltage dips in older facilities with weak electrical service. |
| Continuous Production Scenario | In long, uninterrupted, high-utilization runs, hydraulic machines appear less inefficient because most energy consumed is used for actual bending. The efficiency gap narrows. |
| High-Volume, Short-Cycle Scenario | In operations with short cycles, frequent handling, and idle time, servo-electrics use energy only during ram movement and force application, remaining electrically quiet otherwise. |
| Annual Cost Driver | Annual energy cost depends more on utilization rate (duty cycle) than on nameplate tonnage. |
| High-Mix Shops | Shops with 50–70% idle time see disproportionate energy savings with servo-electric machines. |
| Low-Mix, Lights-Out Operations | Continuous production environments experience smaller cost differences between hydraulic and electric systems. |
| Infrastructure Budgeting | Some facilities require upgraded transformers or power conditioning to handle servo peak demand; ignoring this distorts ROI calculations. |
| Key Economic Factors | Energy economics depend on duty cycle (percentage of active bending time) and grid robustness—not average current draw. |
| Transition Point | Leads to a common question raised by experienced operators regarding long-term machine performance and practicality. |
I’ve heard it on the floor: “Electrics are fine for thin stuff. Try bottoming half-inch plate.”
They’re not wrong—up to a point.
Most pure servo-electric brakes cap around 300 tons. Thick plate, long beds, extreme coining operations (high-force bending that plastically deforms material fully into the die) still favor hydraulics. Fluid power scales more easily to very high tonnage because pressure can be multiplied across large cylinders without oversizing motors to absurd levels.
Electric systems produce force through torque (rotational force) multiplied by mechanical advantage in the ball screw. To double available force, you either increase motor torque or change mechanical ratios—both have limits in size, cost, and heat dissipation.
So yes, for shipbuilding plate or structural beams, hydraulics remain the right hammer.
But look at your job mix honestly. Most fabrication under a quarter inch doesn’t need 400 tons. It needs 100–200 tons applied precisely and repeatably. Buying 400 tons “just in case” is like installing a 200-horsepower compressor to run a die grinder.
The takeover isn’t universal. It’s application-driven. When you strip away the top 10% of extreme jobs, electrics cover a massive portion of modern high-mix work with tighter control and lower variability.
So if force isn’t the universal bottleneck anymore, what actually drives profitability in the real world—raw cycle speed, or something else?
Hydraulic brakes often boast faster approach and retract speeds. On paper, their ram moves quicker between bends.
But high-mix profitability isn’t decided in the air stroke. It’s decided in how fast you can change jobs and hit first-part accuracy without tweaking.
Servo-electrics accelerate and decelerate with extreme precision because the control commands position directly, not through fluid dynamics. That means less overshoot, less correction, and fewer trial parts when switching materials or thicknesses. Setup time shrinks because the first bend is already within tolerance.
In a dedicated, single-part production run, hydraulic speed can edge out electrics. In a shop changing over 15 times a day, every avoided correction cycle compounds. Two fewer test bends per job across 15 jobs is 30 parts you didn’t scrap or rework.
Cycle time matters when the part is stable. Setup time dominates when the schedule isn’t.
High-mix shops don’t lose money because their ram travels 50 milliseconds slower. They lose money because variability forces human intervention.
So here’s the question you need to answer honestly before spec’ing your next machine: are you optimizing for brute force in rare scenarios, or for repeatable precision across the 90% of jobs that actually keep the lights on?
Last year we quoted two machines for the same shop: a 250-ton pure hydraulic with a variable-speed pump, and a 220-ton servo-hybrid (electric motor driving a hydraulic pump only on demand). The hybrid came in roughly 50% higher in price. The owner didn’t ask about tonnage first. He slid his schedule across my desk—thin-gauge brackets all week, then a Friday batch of 3/8-inch plate. “I don’t want two brakes,” he said. “I want one that doesn’t punish me either way.”
That’s the real ROI question. Not horsepower. Not nameplate tons. Job mix versus utilization.
Hybrids exist because pure electric covers most high-mix work beautifully—but not all of it—and conventional hydraulics cover the heavy end reliably—but waste precision and energy in the middle. The hybrid promise is simple: electric control for accuracy and idle efficiency, hydraulic cylinders for scalable force.
Simple on the brochure.
In the cell, it’s a negotiation between two physics systems that don’t naturally think alike.
You’re trying to graft a nervous system onto a muscle body without reintroducing the sloppiness you were escaping. Shop Floor Reality Check: Are you buying a hybrid because your schedule demands it, or because you’re uncomfortable committing to one side of the fence?
I watched a ball screw (a precision threaded shaft that converts motor rotation into linear force) come out of a 300-ton electric brake after a steady diet of thick structural parts. Threads polished. Heat discoloration near the nut. Nothing catastrophic—just mechanical stress doing what stress does over time.
Electric brakes generate force through torque (rotational force) multiplied through that screw. To double force, you either increase motor torque or change mechanical advantage. Both mean bigger motors, thicker screws, more heat. Heat is the quiet killer here; it changes clearances, affects lubrication, accelerates wear.
Now picture 1/2-inch plate over a 10-foot bed. Force demand spikes hard at bottoming (forcing the punch fully into the die to set angle by plastic deformation). Hydraulics don’t multiply force through threads; they use fluid pressure (force distributed uniformly through oil inside cylinders). Scaling that up is straightforward: larger cylinders, higher pressure ratings. The load spreads across piston area instead of concentrating on screw threads.
That’s why electrics often top out below the extreme tonnage range heavy industry lives in.
But here’s the nuance you need to hold in your head: how often are you truly in that thickness band? If 80% of your work is under 1/4-inch and 20% flirts with 3/8-inch, electric handles the majority with ±0.01 mm positional precision, and hydraulics own the extreme end with calm load stability.
The conflict isn’t ideological. It’s mechanical.
And that leaves a gap right in the middle—shops that touch heavy material just often enough to be nervous about pure electric, but not often enough to justify a full-time hydraulic’s energy and variability penalties. Shop Floor Reality Check: Are your “heavy jobs” daily revenue drivers, or emotional security blankets?
On paper, yes. In practice, only in a narrow operating window.
A servo-hydraulic brake uses a servo motor (a digitally controlled motor with precise position feedback) to spin a hydraulic pump only when motion or pressure is required. Oil moves on demand. The ram position closes the loop through encoders (sensors measuring exact position). You get electric-style control layered over hydraulic force.
In high-volume runs under about 3 mm thickness and bend angles under 45 degrees, I’ve seen 15–25% cycle-time improvements compared to conventional hydraulics. Why? Because the pump isn’t idling at full speed between strokes, and the control system anticipates deceleration instead of reacting to fluid lag.
But that’s a snapshot.
When the same machine runs at under 40% of rated tonnage—light parts on a big frame—the servo can end up pushing against the pressure relief valve (a safety device that opens to prevent overpressure). The motor is trying to modulate flow precisely; the hydraulic circuit is bleeding off excess pressure. That’s parasitic loss (energy consumed without productive work). The nervous system and the muscle arguing about who’s in charge.
Energy efficiency drops. The advantage shrinks.
And if your mix swings wildly—thin brackets in the morning, thick gussets after lunch—the hybrid’s optimization band may only match part of your day.
So does it deliver both worlds?
It can. If your production profile lives mostly in that middle band: moderate thickness, repetitive runs, enough volume to exploit cycle gains, enough force demand to justify hydraulics.
Outside that band, you risk paying a 40–60% capital premium for a machine that behaves like a slightly refined hydraulic or a slightly burdened electric.
That’s not failure. It’s specificity.
The hybrid isn’t a universal sweet spot. It’s a tailored fit. Shop Floor Reality Check: Does your bend logbook actually cluster in the hybrid’s comfort zone, or are you buying theoretical flexibility you’ll rarely monetize?
One of my technicians once said, “It’s like adding a PLC to a mechanical clutch brake—now we troubleshoot with a laptop and a wrench.” That’s a hybrid in a sentence.
You still have hydraulic cylinders, seals, valve groups (assemblies directing oil flow), and fluid that needs monitoring. Now add servo drives (power electronics controlling motor speed), encoders, and closed-loop control software (systems that constantly compare commanded position to actual position and correct deviations).
Brushless servo motors eliminate carbon brush wear. Good. Variable-speed pumps reduce constant heat. Also good.
But when something drifts, diagnosis isn’t just checking a leaking fitting. It’s verifying sensor calibration, drive parameters, hydraulic pressure curves. Replacement components are precision parts with tighter tolerances and higher cost.
I’ve seen hybrids run smoother and protect themselves better against overload because the control layer intervenes before mechanical abuse occurs. That can reduce catastrophic failures.
I’ve also seen shops without trained technicians chase ghost faults for days because the electrical and hydraulic layers were interacting in ways the team didn’t fully understand.
Complexity doesn’t disappear. It changes shape.
If your maintenance culture is disciplined—fluid analysis, software backups, parameter documentation—a hybrid can reduce brute wear while preserving force capacity. If your shop still treats preventive maintenance like a suggestion, you just doubled the ways a machine can confuse you.
And this is where the larger argument sharpens: hardware categories matter less than control quality and operational discipline. The nervous system is becoming the real differentiator, not the muscle mass.
Which means the next decision isn’t “hydraulic, electric, or hybrid?”
It’s “How much precision control do we truly exploit—and are we structured to support it?” Shop Floor Reality Check: Are you prepared to maintain a coordinated system, or are you hoping software will forgive old shop-floor habits?
Last quarter, we quoted a 42-part bracket family—3 mm mild steel, five bends each, batch sizes from 12 to 80. The estimator pulled tonnage first. I pulled last year’s setup logs. Average setup per new part: 38 minutes. Average run time per batch: 14 minutes. We were spending nearly three times longer preparing to bend than actually bending.
That’s not a ram problem. That’s a brain problem.
When your production data shows setup dominating spindle—or in our case, ram—time, the architecture that wins is the one that predicts, sequences, and compensates before the first stroke. The competitive edge isn’t how hard the ram can hit; it’s how intelligently the CNC (computer numerical control, a digital system that directs machine motion based on code) anticipates every move.
You’re not buying force anymore. You’re buying foresight.
And if foresight is the asset, then the real question shifts: is your bottleneck still metal strength—or is it information flow?
Shop Floor Reality Check: Are you selecting machines based on peak tonnage charts, or on where your actual hours disappear?
We ran a 10-hour 12-gauge stainless job years ago. First part came off at 90.02 degrees. By mid-shift, we were chasing springback (elastic recovery of metal after bending) with micro-adjustments every 30 parts. The operator stood at the control, nudging depth by hundredths of a millimeter, guarding tribal knowledge like a family recipe.
Now imagine that same part programmed offline in 3D software (a simulation environment that generates bend sequences and NC code before the job reaches the machine). The bend sequence is built at a desk while the brake is still running the previous job. Collision checking is automatic. Tool selection is simulated. The NC code drops in ready to run.
The machine doesn’t wait for thinking.
Here’s the shift most shops miss: when offline programming externalizes setup knowledge, the bottleneck moves upstream. The operator no longer needs 15 years of “feel.” The constraint becomes simulation quality. Did the programmer account for material variance? Did they model tool deflection? Did they capture the real V-die opening, not the theoretical one?
We traded a floor constraint for an office constraint.
That’s powerful—and dangerous. I’ve seen shops buy full offline suites and still tweak at the machine because bend data lived in someone’s notebook instead of the database. Software doesn’t solve disorganization. It exposes it.
The shop floor, in this case, is like moving a welding fixture off a shaky table and onto a granite plate—if you don’t square the parts before clamping, the precision just reveals your sloppiness.
So when you evaluate architectures, don’t ask which ram is stronger. Ask which control ecosystem captures and reuses knowledge across machines—and whether your team is disciplined enough to feed it clean data.
Shop Floor Reality Check: If your best operator quit tomorrow, would your bend quality walk out with him—or stay embedded in your programs?
Take a 3-meter bed, 6 mm thick plate, 200 tons across the length. The ram pushes down; the bed deflects upward in the center. That deflection is called crowning error (the natural bowing of the machine under load that changes bend angle along the length).
Old-school fix? Shim it. Test bend. Shim again.
Modern fix? Dynamic crowning (an automatically adjusted compensation system that alters the bed or ram profile during the bend based on calculated or measured load).
Here’s where software eats hardware’s lunch. The CNC already knows material thickness, tensile strength (resistance to being pulled apart), die width, bend length. From those inputs, it calculates expected deflection before the stroke completes. Some systems add angle measurement sensors (devices that read the actual bend angle in real time using lasers or probes) and close the loop mid-bend.
The machine corrects before your eye sees the error.
That’s not just precision. That’s predictive control.
Hydraulic frames can be stiff. Electric frames can be stiff. But without a control layer that models load and adjusts in motion, stiffness alone doesn’t guarantee uniform angle across 3 meters. The intelligence sits in the algorithm that anticipates bowing and offsets it dynamically.
Think of it like preloading a fixture before welding distortion pulls it out—if you know where it will move, you counter-move first.
Now ask yourself: in high-mix work where material batches vary weekly, is static mechanical rigidity enough—or does adaptive sensing become the real safeguard against scrap?
Shop Floor Reality Check: Are you relying on steel mass to fight deflection, or on software that predicts and cancels it?
Picture a high-mix cell running thousands of short-flange parts. Five tool changes per shift. Each manual change: 6–10 minutes if the operator is sharp, longer if segments need hunting.
That’s 30–50 minutes of non-bending time per day.
An ATC (Automatic Tool Changer, a system that automatically loads and unloads punches and dies from storage into the press brake) swaps tools in about a minute. More important, it eliminates decision lag. No debating sequence. No searching for a 30 mm segment hiding behind a 50.
Cycle time improvements are obvious. The deeper shift is consistency. The tool library lives in the control. Programs call tools by ID. Setup becomes deterministic (predictable and repeatable), not dependent on who’s on shift.
But here’s the catch: ATCs shine when paired with electric or high-response servo systems. Why? Because rapid acceleration and deceleration between short bends compound the time saved in tool swaps. A slow hydraulic return stroke eats into that gain.
Architecture matters.
An ATC on a sluggish platform is like bolting a quick-change vise onto a worn manual mill—you save minutes on clamping but lose them cranking handles.
So is it luxury? In low-mix, long-run jobs, yes. In high-mix environments where setup dominates, it’s often the difference between one shift hitting target and missing it.
Which raises a harder question about labor itself.
We tested a semi-automated cell: one operator overseeing two brakes, each with offline-programmed jobs and automatic angle correction. The operator’s role shifted from bending to material handling and exception management (intervening only when the system flags an anomaly).
Output per labor hour nearly doubled on mixed batches under 50 pieces.
But that only worked because the machines could run predictably without constant micro-adjustment. That predictability comes from closed-loop control (a feedback system that continuously compares commanded and actual position and corrects errors) and stable servo response—not from raw tonnage.
Traditional labor math assumes one skilled operator per machine. Software-driven systems break that assumption. When complexity moves into programming and sensing, floor labor becomes supervisory rather than artisanal.
The constraint shifts again.
Now you’re evaluating not “Can this machine bend 1/2-inch plate?” but “Can this architecture run unattended for 20 minutes without human correction?” That’s a control question, not a force question.
In my early days wrestling mechanical flywheel brakes, muscle ruled. Today, coordination does. The press brake is less a hammer and more a nervous system managing force precisely where and when it’s needed.
And if labor efficiency now depends on software stability and data integrity, your ROI calculation can’t stop at tonnage or even cycle time. It has to map to where your true bottleneck lives—setup, sensing, supervision, or raw force.
So before you sign off on a spec sheet, answer the only question that actually protects margin: in your long-term operating model, is your limiting factor metal thickness—or decision latency?
You don’t choose a press brake by asking what it can do on its best day. You choose it by asking what’s slowing you down on your worst one.
That’s the shift. Once predictive control and closed-loop sensing (a feedback system that measures actual position or angle and corrects it in real time) become the baseline, the machine stops being a force generator and starts being a constraint remover. ROI (return on investment, the time and margin gained relative to purchase cost) stops living in tonnage charts and starts living in your production mix, your labor model, and your idle time.
In my first shop, we bought capacity like we bought insurance—oversized and heavy. Today, when I spec a brake, I map it against three things: mix volatility, material envelope, and bottleneck location. That triad tells me whether software-driven electric architecture earns its keep or just looks good in a demo.
It’s like choosing between a sledgehammer and a torque wrench—you don’t ask which is stronger, you ask which one removes the specific constraint in front of you.
Shop Floor Reality Check: Are you buying bending force—or buying back lost minutes and labor stability?
Now imagine a high-volume cell running thousands of short-flange parts. If they’re identical and run for weeks, raw stroke speed and durability matter. Flexibility is noise. In that narrow lane, a well-maintained hydraulic system can hum all day and justify its oil and seal overhead.
But that’s a snapshot.
Shift to high-mix, low-volume—20 parts here, 35 there, material changing every other day. The dominant cost isn’t bend time; it’s setup volatility. Electric and hybrid systems with integrated tool libraries and offline programming compress setup because position repeatability (the machine’s ability to return to the exact same coordinates every cycle) is tighter and drift-free. You’re not chasing angle with test coupons every morning.
Flexibility beats raw speed when setup time exceeds run time.
Here’s the mechanism: in high-mix work, each additional minute of setup is multiplied by the number of changeovers per shift. Electric drives maintain consistent positioning because they aren’t dependent on fluid temperature stability. Hydraulic systems lose efficiency as oil heats—small hourly decay that compounds across an 8-hour shift. In continuous runs, that decay hides inside long cycles. In short runs, it shows up as adjustment and verification time.
So the real question isn’t which machine cycles faster under load. It’s which one restarts accurately after the fifth changeover of the day.
Shop Floor Reality Check: In your current schedule, are you bending parts—or constantly re-proving setups?
Let’s stress-test the thesis.
If you live in half-inch and above, high-strength steel, long bed lengths, near-max tonnage daily—raw force and frame rigidity still dominate. Hydraulic systems shine there because sustained high tonnage over large surfaces stresses ball screws (precision threaded shafts that convert motor rotation into linear motion) and electric drive components in ways they weren’t always designed for.
That’s real.
But micro-precision (control at the level of thousandths of a millimeter) still matters in two ways. First, scrap at high thickness is expensive. A 0.5° angle error on thick plate means rework with a crane, not a wrist flick. Closed-loop angle measurement reduces that risk. Second, even heavy shops rarely run only heavy jobs. There’s always secondary work—brackets, gussets, smaller assemblies—where electric efficiency and fast acceleration between bends reclaim time.
The trap is binary thinking: “We bend thick plate, so precision systems don’t apply.”
The better filter is utilization ratio. If 80% of your revenue truly comes from sustained heavy bends near rated capacity, hydraulic remains rational. If thick work is episodic but dictates your purchase decision, you may be oversizing the solution for a minority workload.
Like speccing a 400-amp service because one machine spikes twice a week.
Shop Floor Reality Check: Is your thickest job your main revenue driver—or just your loudest one?
Tonnage is capacity. Bottleneck is constraint.
They are not the same.
A bottleneck is the step in your process that limits total output—whether that’s setup time, operator availability, programming lag, or actual forming force. If your brake sits idle waiting for programs, adding tonnage changes nothing. If your operator spends 40 minutes per shift tweaking angles, raw force doesn’t fix that either.
Map a typical day. Where does work stack up? If WIP (work in process, partially completed parts waiting for the next step) piles in front of the brake, you may need speed or parallel capacity. If it piles after, your brake isn’t the constraint at all.
When we ran a two-brake cell with one operator supervising both, output rose not because tonnage increased, but because stability allowed labor to stretch. That’s a software win. The bottleneck moved from bending to material flow.
Think of your shop like a conveyor with one slow roller. Making the other rollers stronger doesn’t increase throughput.
So when evaluating systems, ask vendors to demonstrate not peak tonnage, but recovery time after changeover, unattended stability duration, and integration with your programming workflow. Those metrics expose the real constraint.
Upfront price still scares people. Electric systems often carry roughly a 20–30% premium. On paper, that looks like indulgence.
Run the timeline instead.
Energy efficiency in all-electric systems stays above roughly 88% across a full shift because power draw occurs primarily during motion, not idle. Hydraulic systems consume power continuously to maintain pressure, and efficiency decays as oil temperature rises. Over months, that difference compounds into measurable operating cost, not theoretical savings.
Add maintenance: no oil changes, fewer seals, fewer leak-related shutdowns. Hypothetical example—if a shop saves low five figures annually in combined energy and maintenance, a price premium can close in roughly two to three years. After that, the machine is not just paid off—it’s structurally cheaper to run.
But ROI isn’t just utility bills.
If higher repeatability allows one operator to supervise two machines, labor efficiency shifts permanently. If faster, deterministic setups free an extra 45 minutes per shift, that’s capacity you didn’t hire for. Over five years, those minutes dwarf the purchase delta.
The mistake is calculating ROI on acquisition cost alone. The real curve bends when operating stability changes your staffing model and throughput ceiling.
And here’s the lens I want you to carry forward: the right press brake is the one that removes your binding constraint earliest in its life cycle. Not the one with the highest tonnage badge. Not the one with the lowest quote. The one that attacks your actual friction—setup, drift, supervision, or sustained heavy load.
That’s how you match the tech to the floor.
So before you sign a PO, sketch your constraint map and project it three years out. If your mix is trending toward shorter runs and tighter tolerances, muscle won’t save you. If you’re doubling down on heavy structural work, precision without force won’t either.
The machine is no longer just a press. It’s part of your shop’s nervous system.
What constraint do you want it to eliminate first?


















