

في الساعة 7:12 صباحًا، كانت أول قطعة من المكبس تحقق زاوية 90.02°. بحلول الساعة 3:40 مساءً، نفس البرنامج ونفس المشغل ونفس دفعة المواد، نقوم بتعديل زاوية الانحناء بمقدار +0.4° فقط للبقاء ضمن المواصفات.
لم يحدث أي “عطل”. لا يزال الجهاز يوفر قوة 170 طنًا جاهزة للاستخدام.
فلماذا نطارد الأرقام العشرية؟
على الورق، يمكن للمكبس الهيدروليكي الحديث تحقيق دقة انحناء ±0.1° تحت ظروف مثالية. لقد رأيت ذلك. التعويض الديناميكي (تعويض تلقائي للسرير عن الانحراف) وقياس زاوية بالليزر (استشعار زاوية بصري بالوقت الفعلي) يمكن أن يجعل المكبس الهيدروليكي يبدو وكأنه أداة جراحية.
لكن هذا مجرد لقطة لحظية.
الدقة هي القدرة على إصابة الهدف مرة واحدة. أما التكرار فهو القدرة على إصابته بنفس الطريقة كل مرة. في الإنتاج المتنوع عالي التغيير—دفعات قصيرة، تبديلات مستمرة—التكرار هو ما يحقق الأرباح، وليس الانحناء المثالي الذي تعرضه لفريق المبيعات. عندما نستمر في تصنيف الآلات على أساس القوة وحدها، فإننا نقيس العضلات بينما نتجاهل الجهاز العصبي الذي ينسق عملها.
تحقق واقعي من أرض المصنع: إذا كانت مكبسك تصيب الهدف في القطعة الأولى لكنها تنحرف بحلول القطعة الخمسين، هل أنت حقًا تشتري قدرة—أم مجرد قوة؟

تجول في أي ورشة واستمع لمنطق الشراء: “إنها 220 طنًا.” وكأننا ما زلنا نقيس مكابس الثقب ذات العجلة الطائرة (آلات ختم ميكانيكية تعمل بطاقة دورانية مخزنة) حيث كانت القوة الأكبر تعني العمل الأكثر الذي يمكنك القيام به فعليًا.
في ذلك الوقت، كانت القوة هي العامل المحدد. اليوم، في معظم صفائح المعدن التي تقل سماكتها عن ربع بوصة، القوة وفيرة. التحكم هو النادر.
لقد ورثنا عقلية من عصر كانت فيه الآلات غبية وكان المشغل هو حلقة التغذية الراجعة. الآن لدينا أنظمة CNC (التحكم الرقمي بالحاسوب) التي يمكنها تحديد الموقع بدقة الميكرون (ألف جزء من المليمتر)، ومع ذلك ما زلنا نتحدث عن المكابس كما لو كانت مطارق هيدروليكية.
إنه مثل التفاخر بقوة حصان شاحنة بينما المهمة الحقيقية هي إدخالها في منصة تحميل مع فسحة قدرها بوصتان فقط.
فما الذي يختفي تحديدًا من محادثتنا عندما تهيمن القوة على النقاش؟
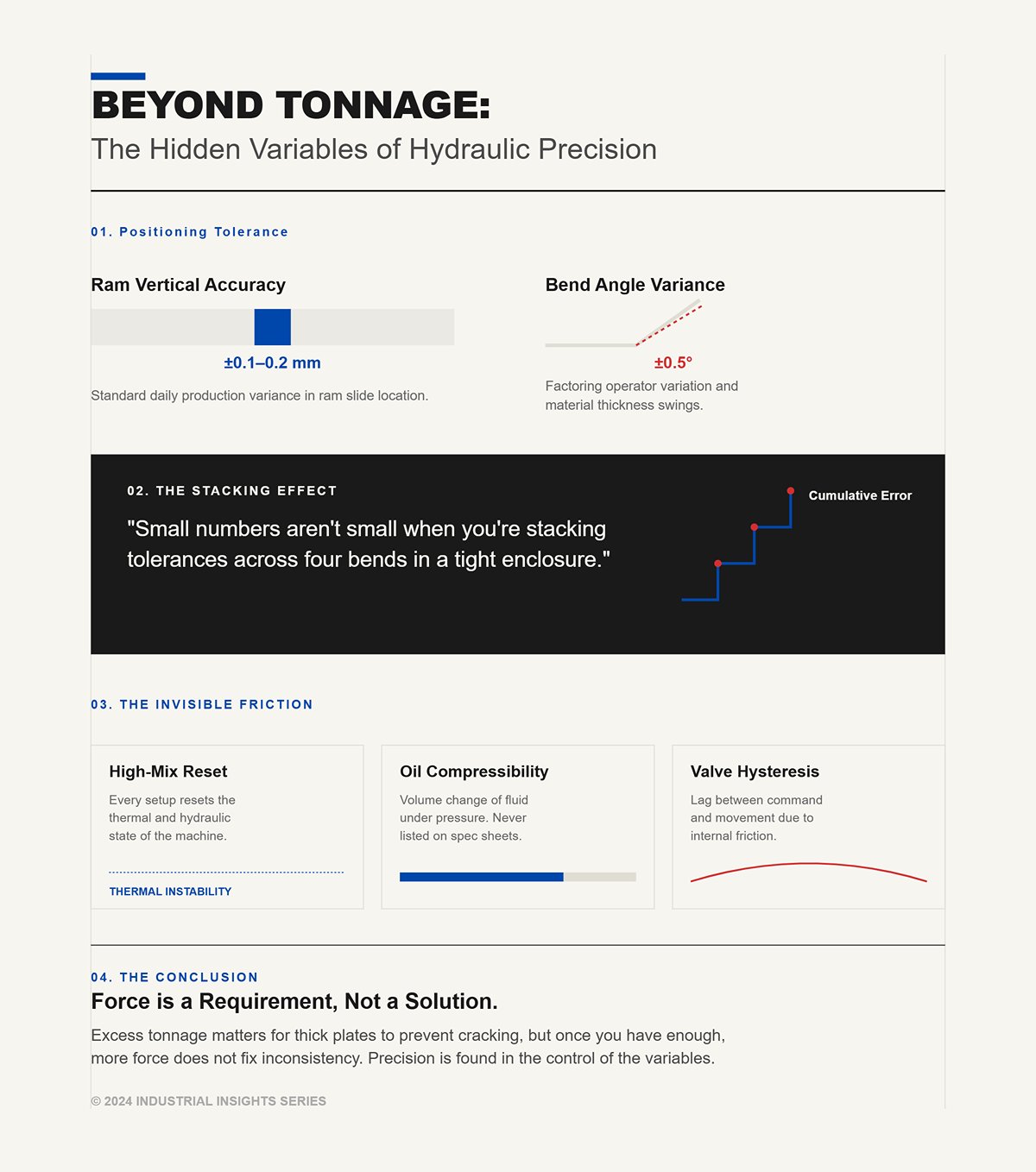
ابدأ بهامش التسامح في التموضع. كثير من الأنظمة الهيدروليكية في الإنتاج اليومي تعمل ضمن ±0.1–0.2 مم في تحديد موقع الكباس (دقة موقع الانزلاق العمودي) و±0.5° في زاوية الانحناء بمجرد أخذ تباين المشغل وتغير سماكة المادة في الاعتبار.
قد تبدو هذه الأرقام صغيرة، لكنها ليست كذلك عندما تقوم بتجميع تباينات عبر أربعة انحناءات في غلاف ضيق.
ثم هناك إمكانية التكرار عند التبديل. الإنتاج المتنوع يعني أنك قد تشغل 40 قطعة تعليق، ثم 25 غطاء، ثم 60 حافة هيكل. كل إعداد يعيد ضبط الحالة الحرارية والهيدروليكية للجهاز. انضغاطية الزيت (التغير الطفيف في حجم السائل الهيدروليكي تحت الضغط) وتباطؤ الصمام (التأخر بين الأمر والحركة الفعلية بسبب الاحتكاك الداخلي والديناميكا المائية) لا تظهر في ورقة المواصفات، لكنها تظهر في صندوق الخردة لديك.
القوة الزائدة مهمة جدًا للصفائح السميكة أو سبائك الطيران حيث يؤدي الانحناء الناقص إلى التصدع. أنا لا أجادل ضد القوة. أنا أجادل أنه بمجرد أن تحصل على ما يكفي منها، فإن المزيد لا يعالج عدم الاتساق.
وهذا يقودنا إلى الجزء الذي تتجاهله معظم الورش حتى تبدأ تعديلات منتصف الوردية في التسلل.

تخيل تشغيلًا لمدة 10 ساعات لقطع من الستانلس ستيل بسمك 12 محورًا. بحلول الساعة الثالثة، يكون زيت الهيدروليك قد ارتفعت حرارته بشكل ملحوظ. مع ارتفاع درجة الحرارة، تنخفض اللزوجة (مقاومة السائل للتدفق). انخفاض اللزوجة يغير سرعة تراكم الضغط وسلاسة استجابة الصمامات.
يترجم ذلك إلى فروق طفيفة في عمق حركة المكبس لنفس الوضع المبرمج.
لن تلاحظ ذلك في الدورة الأولى. ستراه عندما يضيف المشغل تصحيحًا بمقدار 0.2 درجة. ثم آخر. وبحلول فترة ما بعد الظهر، يصبح برنامجك البالغ “90°” مختلفًا عن البرنامج الذي بدأت به.
نعم، يمكنك إدارة الأمر — باستخدام المبردات، أو إجراءات الإحماء، أو الصيانة المنهجية. لقد عملت على الأنظمة الهيدروليكية لسنوات؛ فهي موثوقة. لكنها أنظمة حية. تتنفس، وتسخن، وتنحرف.
في بيئة العمل ذات التنوع العالي، حيث لا يمكنك تحمل منحنى تعلم يمتد إلى 20 قطعة كلما بدّلت المادة، يصبح ذلك الانحراف ضريبة خفية على الإنتاجية.
إذن حتى إذا كان بإمكان الماكينة أن تتحرك بسرعة من الناحية الفيزيائية، فهل يمكنها الاستجابة فورًا وبنفس الدقة في كل مرة تعطيها أمرًا؟
في مكبح هيدروليكي، تقوم الصمامات التناسبية (أجهزة تتحكم في تدفق السائل بناءً على مدخل كهربائي) بقياس تدفق الزيت للتحكم في سرعة ووضع المكبس. هناك دائمًا تأخير — مللي ثانية — بين الأمر وتغير الضغط الفعلي. هذا هو زمن استجابة الصمام.
على مدى عقود، كان “بالسرعة الكافية” جيدًا. كان المشغلون يعوضون ذلك. كانت أوقات الدورات أطول. وكانت التفاوتات أوسع.
تخيل الآن خط إنتاج عالي الكمية يصنع آلاف القطع ذات الحواف القصيرة. أنت تعتمد على إبطاء دقيق عند الانحناء لتجنب التجاوز. كل تأخير صغير يجبر وحدة التحكم على التنبؤ والتصحيح. الأمر ممكن — لكنه رقصة بين البرمجيات وقصور الزيت الحركي (مقاومة الزيت المتحرك للتغير المفاجئ).
عند تكرار ذلك عبر آلاف الدورات، تصبح الفروقات الزمنية الصغيرة انحرافات ملموسة.
القوة لم تعد هي عنق الزجاجة بعد الآن. التأخير في التحكم هو المشكلة.
وبمجرد أن تدرك ذلك، ينتقل السؤال من “كم عدد الأطنان؟” إلى أمر أكثر إزعاجًا بالنسبة للتقليديين: ماذا يحدث عندما نستبدل القوة السائلة بحركة متزامنة رقميًا لا تنحرف، أو تنضغط، أو تتردد؟
في مكبح سيرفو كهربائي قمت بتركيبه العام الماضي، كانت القطعة الأولى الخارجة من المكبح تقرأ 90.00°. بعد ثماني ساعات، وبعد 300 قطعة متنوعة وثلاث تغييرات للمواد، ما زالت القراءة 90.00° — بدون أي تعديلات نصف وردية في الزاوية، وبدون تدخل المشغل على قرص التصحيح.
لم يحدث أي شيء سحري. لقد أزلنا الزيت فقط.
بدلاً من مضخة تدفع السائل عبر صمامات تناسبية (أجهزة تتحكم كهربائيًا في تدفق السائل الهيدروليكي)، يتم دفع المكبس بواسطة محركات سيرفو متزامنة (محركات كهربائية تتحكم بها حلقات تغذية راجعة تصحح الوضع باستمرار) متصلة بمسامير كروية (محاور ملولبة دقيقة تحول الحركة الدورانية إلى حركة خطية). لا “يتنبأ” التحكم بسلوك السائل، بل يأمر الموقع مباشرة ويقرأ الموقع الفعلي عبر المشفرات (حساسات تقيس الحركة بفواصل دقيقة، غالبًا بالميكرونات).
هذا هو الانتقال من العضلات إلى الجهاز العصبي. الأنظمة الهيدروليكية تدير الضغط وتأمل أن يتبع الموقع. الأنظمة الكهربائية بالسيرفو تأمر بالموقع وتسمح لعزم الدوران بمتابعته حسب الحاجة.
عندما تقوم بإزالة قابلية ضغط الزيت، والتخلف في الصمام، ولزوجة الزيت المعتمدة على درجة الحرارة من سلسلة الحركة، فإنك تقضي على ثلاثة متغيرات كانت تتطلب تعويضًا من المشغل. الكباس لا يهتم إن كان الوقت الثامنة صباحًا أو الرابعة مساءً. فهو يذهب إلى المكان الذي يُؤمر به، ضمن ميكرونات، في كل مرة.
لكن الدقة ليست سوى نصف القصة. أنت لا تشتري آلات لتُعجب بتناسق الزوايا—بل تشتريها لكسب المال.
إذًا، ما الذي يتغير اقتصاديًا في اللحظة التي يختفي فيها المضخة الهيدروليكية؟
قف بجانب مكبس كابح هيدروليكي بقدرة 220 طنًا أثناء الغداء. ستظل تسمعه يهمهم.
تلك الهمهمة هي صوت المضخة الهيدروليكية التي تحافظ على ضغط النظام، وغالبًا ما تسحب 30–40 أمبير حتى عندما لا يتحرك الكباس. معظم ورش العمل ذات الإنتاج المتنوع تقضي 60–70% من وقت الورديات في الإعداد، أو مناولة الأجزاء، أو الفحص، أو الانتظار لعمليات سابقة. الآلة “تعمل”، لكنها لا تُثني.
الفرامل المؤازرة الكهربائية تستهلك طاقة شبه معدومة أثناء الخمول لأنها لا تحتوي على مضخة تحافظ على الضغط. المحركات تستهلك الطاقة فقط أثناء الحركة. إحدى المقارنات الحديثة التي راجعتها أظهرت نحو 60 كيلوواط ساعي على مدار وردية عمل مدتها 8 ساعات لوحدة هيدروليكية مقابل حوالي 12 كيلوواط ساعي لآلة كهربائية مماثلة تحت نفس عبء العمل. لكن تلك مجرد لقطة.
التحول الأعمق هو سلوكي. في بيئات الإنتاج المتنوع، وقت الخمول ليس هدرًا—بل هو تكلفة المرونة. الأنظمة الهيدروليكية تعاقبك على تلك المرونة بحرق الطاقة أثناء كل توقف. أما الأنظمة الكهربائية فلا تفعل.
وهناك أيضًا الصيانة. عدم وجود زيت هيدروليكي يعني عدم وجود تسريبات، ولا تبديل فلاتر، ولا التخلص من الزيت، ولا دوائر تبريد. الزيت ليس مجرد مادة مستهلكة؛ إنه متغير. كل نمط تآكل في الأختام يغير الاستجابة قليلًا. وكل تغير في درجة الحرارة يغير اللزوجة. عندما تزيل السائل، تزيل نظام صيانة كامل كان يؤثر على التكرارية.
لكن لا تشعر بالراحة. وفورات الطاقة على الورق لا تعني شيئًا إذا كان الطلب الأقصى يدمر بنيتك التحتية الكهربائية.
تحقق واقعي من أرض المصنع: إذا كان مكبسك في حالة خمول 65% من اليوم، فلماذا ما زلت تدفع لتبقى 40 أمبيرًا تدور في زيت لا يستخدمه أحد؟
إليك الفخ الذي يقع فيه المهندسون المبتدئون: يقارنون متوسط التيار الكهربائي.
الأنظمة الهيدروليكية تسحب تيارًا ثابتًا طوال اليوم. الأنظمة الكهربائية المؤازرة ترتفع بشدة أثناء الانحناء. عندما يدفع المحرك المؤازر في عملية تلامس نهائي (إجبار الأداة على الدخول عميقًا في القالب لتشكيل الزاوية بالكامل)، يمكنه سحب تيارًا كبيرًا جدًا آنيًا. في المباني القديمة ذات الخدمة الضعيفة، يمكن لتلك الزيادة أن تسبب انخفاضًا في الجهد ينتشر في كامل الورشة.
فأيها يكلف أكثر؟
إذا كنت تعمل بإنتاج طويل ومستمر—توقفات قليلة، واستغلال عالٍ—يبدأ السحب المستمر للهيدروليك في الظهور أقل عدم كفاءة. الطاقة تُستخدم للانحناء الفعلي معظم الوقت. في ذلك السيناريو المحدود، الفجوة تتقلص.
الآن تخيل خلية إنتاج كبيرة تُشغل آلاف الأجزاء القصيرة الحافة. دورة قصيرة. مناولة متكررة. المشغل ينتظر روبوتًا أو فحص جهاز قياس. الآلة الكهربائية تستهلك الطاقة على شكل دفعات فقط عند تسارع الكباس، تباطؤه، وتطبيق القوة. باقي الوقت تكون صامتة كهربائيًا.
تصبح التكلفة السنوية وظيفة لمعدل الاستخدام، لا لقدرة الضغط الاسمية. ورش العمل ذات التنوع العالي ووقت خمول بنسبة 50–70% تشهد وفورات كبيرة نسبيًا. أما العمليات أحادية النمط التي تعمل دون توقف فترى فجوات أقل وضوحًا.
ويجب أن تضع ميزانية للبنية التحتية. فبعض المنشآت تحتاج إلى محولات أو ضبط للطاقة للتعامل مع ذروة طلب المحركات المؤازرة. تجاهل ذلك، وستصبح حسابات العائد على الاستثمار مجرد وهم.
اقتصاديات الطاقة لا تتعلق بمتوسط السحب الكهربائي. بل تتعلق بدورة العمل (نسبة الوقت الفعلي للانحناء) وصلابة شبكة الكهرباء.
وهذا يقودنا إلى السؤال غير المريح الذي يطرحه عليّ أصحاب المدرسة القديمة في كل مرة.
| الموضوع | التفاصيل |
|---|---|
| السؤال الأساسي | أي آلة تكلف أكثر في التشغيل السنوي: الهيدروليكية أم الكهربائية المزودة بسيرفو؟ |
| خطأ شائع | المهندسون المبتدئون يقارنون متوسط التيار بدلاً من السلوك التشغيلي الحقيقي. |
| سحب الطاقة الهيدروليكي | يسحب تيارًا ثابتًا طوال اليوم، بغض النظر عما إذا كانت عملية الثني تتم بشكل نشط أم لا. |
| سحب الطاقة الكهربائية المزودة بسيرفو | تستهلك الطاقة على شكل دفعات حادة أثناء الثني، خاصة خلال عمليات القاع حيث يمكن أن يرتفع التيار اللحظي بشكل كبير. |
| مخاطر البنية التحتية | ارتفاعات التيار الحادة في السيرفو يمكن أن تتسبب في انخفاض الجهد الكهربائي في المنشآت القديمة ذات الخدمة الكهربائية الضعيفة. |
| سيناريو الإنتاج المستمر | في التشغيل الطويل غير المنقطع والاستخدام العالي، تبدو الآلات الهيدروليكية أقل عدم كفاءة لأن معظم الطاقة المستهلكة تُستخدم في الثني الفعلي. يتقلص فجوة الكفاءة. |
| سيناريو الإنتاج عالي الحجم قصير الدورة | في العمليات ذات الدورات القصيرة والمعالجة المتكررة وأوقات الخمول، تستخدم الآلات الكهربائية المزودة بسيرفو الطاقة فقط أثناء حركة المكبس وتطبيق القوة، وتظل هادئة كهربائيًا فيما عدا ذلك. |
| العامل المحدد للتكلفة السنوية | تعتمد تكلفة الطاقة السنوية أكثر على معدل الاستعمال (دورة العمل) من قدرة التحميل المذكورة على لوحة البيانات. |
| ورش الإنتاج العالي التشكيلة | الورش التي تشهد 50–70٪ من وقت الخمول تحقق وفورات طاقة كبيرة بشكل غير متناسب باستخدام الآلات الكهربائية المزودة بسيرفو. |
| عمليات الإنتاج منخفضة التشكيلة، التشغيل دون توقف | بيئات الإنتاج المستمر تشهد فروق تكلفة أصغر بين الأنظمة الهيدروليكية والكهربائية. |
| ميزانية البنية التحتية | بعض المنشآت تحتاج إلى محولات مطورة أو معالجة للطاقة للتعامل مع ذروة الطلب في السيرفو؛ تجاهل هذا يشوه حسابات العائد على الاستثمار. |
| العوامل الاقتصادية الرئيسية | اقتصاديات الطاقة تعتمد على دورة التشغيل (نسبة وقت الثني النشط) وقوة الشبكة—not على متوسط السحب الحالي. |
| نقطة الانتقال | يؤدي إلى سؤال شائع يطرحه المشغلون المتمرسون حول أداء الآلة على المدى الطويل والعملية العملية. |
لقد سمعت ذلك في أرض العمل: “المحركات الكهربائية جيدة للأشياء الرقيقة. جرب الضغط على لوح نصف بوصة.”
هم ليسوا مخطئين—إلى حد ما.
معظم مكابح السيرفو الكهربائية البحتة تتوقف عند حوالي 300 طن. الصفائح السميكة، الأسرة الطويلة، عمليات الصك القصوى (الثني بالقوة العالية التي تشوه المادة بشكل كامل داخل القالب) ما زالت تفضل الأنظمة الهيدروليكية. الطاقة السائلة تتوسع بسهولة أكبر إلى قدرات عالية جدًا لأن الضغط يمكن مضاعفته عبر أسطوانات كبيرة دون الحاجة إلى تكبير المحركات إلى مستويات غير معقولة.
الأنظمة الكهربائية تنتج القوة عبر العزم (القوة الدورانية) مضروبًا بالميزة الميكانيكية في برغي الكرة. لمضاعفة القوة المتاحة، إما أن تزيد عزم المحرك أو تغير النسب الميكانيكية—وكلاهما له حدود في الحجم والتكلفة وتبديد الحرارة.
إذن نعم، بالنسبة لألواح بناء السفن أو العوارض الهيكلية، تظل الهيدروليك الأداة الصحيحة.
لكن انظر إلى مزيج وظائفك بصدق. معظم التصنيع تحت ربع بوصة لا يحتاج إلى 400 طن. يحتاج إلى 100–200 طن تطبق بدقة وتكرار. شراء 400 طن “تحسبًا” يشبه تركيب ضاغط بقوة 200 حصان لتشغيل مطحنة صغيرة.
الهيمنة ليست شاملة. إنها مدفوعة بالتطبيق. عندما تزيل أعلى 10% من المهام القصوى، تغطي الكهرباء جزءًا كبيرًا من أعمال الخلط الحديثة مع تحكم أشد وتفاوت أقل.
إذن إذا لم تعد القوة هي عنق الزجاجة العالمي، ما الذي يقود الربحية في الواقع—سرعة الدورة الخام أم شيء آخر؟
غالبًا ما تتفاخر المكابح الهيدروليكية بسرعات اقتراب وانسحاب أسرع. على الورق، يتحرك الكباس بسرعة أكبر بين الثنيات.
لكن الربحية في الخلط العالي لا تحدد في ضربة الهواء. تحدد في سرعة تغيير المهام وتحقيق دقة القطعة الأولى دون تعديل.
سيرفو الكهربائية تتسارع وتتباطأ بدقة شديدة لأن التحكم يأمر بالمكان مباشرة، وليس عبر الديناميكا السائلة. يعني ذلك أقل تجاوز، وأقل تصحيح، وعدد أقل من القطع التجريبية عند تبديل المواد أو السماكات. ينخفض وقت الإعداد لأن أول ثني يكون بالفعل ضمن الهامش.
في إنتاج مخصص لقطعة واحدة، يمكن لسرعة الهيدروليك التفوق على الكهرباء. في ورشة تغير العمل 15 مرة يوميًا، كل دورة تصحيح متجنبة تتضاعف. تقليل ثنيتين تجريبيتين لكل مهمة عبر 15 مهمة يعني 30 قطعة لم تتلف أو تتطلب إعادة العمل.
وقت الدورة مهم عندما تكون القطعة مستقرة. وقت الإعداد يهيمن عندما لا يكون الجدول كذلك.
متاجر الإنتاج المتنوعة لا تخسر المال لأن حركة المكبس لديها أبطأ بـ50 مللي ثانية. إنها تخسر المال لأن التفاوت في العمليات يجبر على التدخل البشري.
إليك السؤال الذي يجب أن تجيب عنه بصدق قبل أن تحدد مواصفات الماكينة التالية: هل تقوم بالتحسين من أجل القوة الغاشمة في حالات نادرة، أم من أجل الدقة القابلة للتكرار عبر 90% من الوظائف التي تبقي الأنوار مضاءة فعلياً؟
في العام الماضي قدمنا عرضين لماكينتين لنفس الورشة: مكبس هيدروليكي نقي بقدرة 250 طن مع مضخة متغيرة السرعة، وهجين سيرفو بقدرة 220 طن (محرك كهربائي يقود مضخة هيدروليكية فقط عند الطلب). كان سعر الهجين أعلى بحوالي 50% تقريباً. لم يسأل المالك عن الحمولة أولاً. بل وضع جدول إنتاجه على مكتبي—حوامل نحيفة طوال الأسبوع، ثم دفعة من صفائح بسماكة 3/8 بوصة يوم الجمعة. قال: “لا أريد مكبسين، أريد واحداً لا يعاقبني في أي من الحالتين.”
هذا هو السؤال الحقيقي حول العائد على الاستثمار. ليس عن قوة الحصان. وليس عن أطنان لوحة الاسم. بل عن مزيج الوظائف مقابل معدل الاستخدام.
الهجينة موجودة لأن النظام الكهربائي الخالص يغطي معظم أعمال الإنتاج المتنوع بشكل ممتاز—لكن ليس كلها—والأنظمة الهيدروليكية التقليدية تغطي الأعمال الثقيلة بثقة—لكنها تهدر الدقة والطاقة في المجال المتوسط. الوعد في النظام الهجين بسيط: تحكم كهربائي للدقة والكفاءة في وضع الخمول، وأسطوانات هيدروليكية للقوة القابلة للتوسع.
بسيط على الكتيب.
لكن في خلية الإنتاج، إنه تفاوض بين نظامين فيزيائيين لا يفكران بالطريقة نفسها بطبيعتهما.
تحاول تطعيم جسم عضلي بجهاز عصبي دون أن تعيد الفوضى التي كنت تهرب منها. تحقق واقعي من أرض المصنع: هل تشتري نظاماً هجينا لأن جدول إنتاجك يفرض ذلك، أم لأنك غير مرتاح للالتزام بجانب واحد؟
رأيت لولب كروي (عمود ملولب دقيق يحول دوران المحرك إلى قوة خطية) يتم إخراجه من مكبس كهربائي بقدرة 300 طن بعد تشغيل مستمر لأجزاء إنشائية سميكة. كانت الخيوط مصقولة، مع تغير لون بسبب الحرارة قرب الصامولة. لا شيء كارثي—فقط الإجهاد الميكانيكي يقوم بدوره مع مرور الوقت.
تولد المكابح الكهربائية القوة من خلال العزم (القوة الدورانية) المتضاعف عبر ذلك اللولب. لمضاعفة القوة، عليك إما زيادة عزم المحرك أو تغيير ميزة العتلة الميكانيكية. كلا الخيارين يعني محركات أكبر، مسامير أكثر سماكة، وحرارة أكبر. الحرارة هي القاتل الصامت هنا؛ فهي تغيّر الفجوات، وتؤثر على التزييت، وتسرّع التآكل.
الآن تخيل صفيحة بسماكة 1/2 بوصة على سرير بطول 10 أقدام. يرتفع الطلب على القوة بشكل حاد عند مرحلة الإغلاق الكامل (إجبار الأداة على الدخول بالكامل في القالب لتحديد الزاوية من خلال التشوه البلاستيكي). الأنظمة الهيدروليكية لا تضاعف القوة عبر المسامير؛ بل تستخدم الضغط الهيدروليكي (قوة موزعة بالتساوي من خلال الزيت داخل الأسطوانات). زيادة ذلك بسيطة: أسطوانات أكبر، تصنيفات ضغط أعلى. ينتشر الحمل عبر مساحة المكبس بدلاً من تركيزه على خيوط اللولب.
لهذا السبب غالباً ما تصل الآلات الكهربائية إلى حد أدنى دون الوصول إلى نطاق الأحمال القصوى الذي تعمل فيه الصناعات الثقيلة.
لكن هناك تفصيلة دقيقة يجب أن تحتفظ بها ذهنياً: كم مرة تعمل فعلاً في نطاق السماكات هذا؟ إذا كانت 80% من أعمالك أقل من 1/4 بوصة و20% تقترب من 3/8 بوصة، فإن النظام الكهربائي يتعامل مع الغالبية بدقة تموضع ±0.01 مم، بينما يتعامل النظام الهيدروليكي مع النطاق الأقصى بثبات حمولة مريح.
الصراع ليس أيديولوجياً. إنه ميكانيكي.
وذلك يترك فجوة في المنتصف—ورش تعمل على مواد ثقيلة بما يكفي لتقلق بشأن النظام الكهربائي الخالص، ولكن ليس بما يكفي لتبرير تكلفة نظام هيدروليكي دائم باستهلاكه الكبير للطاقة وتفاوت أدائه. تحقق واقعي من أرض المصنع: هل أعمالك “الثقيلة” هي محركات الإيرادات اليومية، أم مجرد بطانيات أمان عاطفية؟
على الورق، نعم. في الممارسة، فقط ضمن نطاق تشغيل ضيق.
يستخدم مكبح هيدروليكي مؤازر محرك سيرفو (محرك يتم التحكم فيه رقمياً مع تغذية راجعة دقيقة للموقع) لتشغيل مضخة هيدروليكية فقط عند الحاجة للحركة أو الضغط. يتحرك الزيت عند الطلب. موقع الكباس يُغلق الحلقة عبر المشفّرات (حساسات تقيس الموقع بدقة). تحصل على تحكم بأسلوب كهربائي مضاف إلى القوة الهيدروليكية.
في دورات الإنتاج عالية الكثافة بسمك أقل من حوالي 3 مم وزوايا ثني أقل من 45 درجة، رأيت تحسينات في زمن الدورة بنسبة 15–25٪ مقارنة بالهيدروليك التقليدي. لماذا؟ لأن المضخة لا تكون في حالة خمول بأقصى سرعة بين الأشواط، ونظام التحكم يتنبأ بالتباطؤ بدلاً من الرد على تأخر السائل.
لكن هذا مجرد لقطة لحظية.
عندما تعمل نفس الآلة بأقل من 40٪ من القدرة الاسمية—أجزاء خفيفة على هيكل كبير—قد ينتهي الأمر بالمؤازر بالضغط ضد صمام تنفيس الضغط (وهو جهاز أمان يفتح لمنع الضغط الزائد). يحاول المحرك تعديل التدفق بدقة؛ بينما يقوم الدائرة الهيدروليكية بتصريف الضغط الزائد. هذه خسارة طفيلية (طاقة مستهلكة دون عمل منتِج). إنه أشبه بالجهاز العصبي والعضلات يتجادلان حول من يتحكم.
تنخفض كفاءة الطاقة. ويقلّ تميز الأداء.
وإذا كان مزيج إنتاجك متقلبًا بشكل كبير—أقواس رقيقة في الصباح، ودعامات سميكة بعد الظهر—فقد يتوافق نطاق تحسين الهجين فقط مع جزء من يومك.
فهل يقدم لك ميزات العالمين معاً؟
يمكنه ذلك. إذا كان ملف إنتاجك يقع في الغالب ضمن ذلك النطاق المتوسط: سمك متوسط، تشغيل متكرر، حجم إنتاج يكفي للاستفادة من مكاسب زمن الدورة، وطلب قوة يكفي لتبرير النظام الهيدروليكي.
خارج ذلك النطاق، تخاطر بدفع زيادة في رأس المال بنسبة 40–60٪ مقابل آلة تتصرف مثل هيدروليكية مصقولة قليلاً أو كهربائية مثقلة قليلاً.
هذا ليس فشلاً. إنه تخصص.
الهجين ليس نقطة التقاء مثالية عالمية. إنه ملاءمة مصممة خصيصاً. تحقق واقعي من أرض المصنع: هل يسجل سجل الثني لديك في الواقع في نطاق راحة الهجين، أم أنك تشتري مرونة نظرية لن تحقق منها عائداً إلا نادراً؟
قال أحد فنيّيّ ذات مرة: “إنها مثل إضافة وحدة تحكم PLC إلى مكبح قَابِض ميكانيكي—الآن نحن نستكشف الأعطال باستخدام كمبيوتر محمول ومفتاح ربط.” هذا هو الهجين في جملة.
لا يزال لديك أسطوانات هيدروليكية، وحشوات، ومجموعات صمامات (تجميعات تتحكم في تدفق الزيت)، وسائل يحتاج إلى مراقبة. أضف الآن مشغّلات سيرفو (إلكترونيات طاقة تتحكم في سرعة المحرك)، ومشفّرات، وبرامج تحكم مغلقة الحلقة (أنظمة تقارن باستمرار الموضع المطلوب مع الموضع الفعلي وتصحح الانحرافات).
محركات السيرفو بدون فراشي تقضي على تآكل الفُرش الكربونية. جيد. المضخات ذات السرعة المتغيرة تقلل الحرارة المستمرة. جيد أيضاً.
لكن عندما يحدث انحراف ما، لا يقتصر التشخيص على التحقق من وصلة تسريب. بل يتضمن التحقق من معايرة الحساسات، ومعلمات المشغل، ومنحنيات ضغط الهيدروليك. قطع الغيار هي أجزاء دقيقة ذات تسامحات أكثر صرامة وتكلفة أعلى.
لقد رأيت الهجينة تعمل بسلاسة أكبر وتحمي نفسها بشكل أفضل من الحمل الزائد لأن طبقة التحكم تتدخل قبل حدوث إساءة ميكانيكية. يمكن أن يقلل ذلك من الأعطال الكارثية.
كما رأيت ورشاً بدون فنيين مدربين يطاردون أعطالاً وهمية لأيام لأن الطبقات الكهربائية والهيدروليكية كانت تتفاعل بطرق لم يفهمها الفريق بالكامل.
التعقيد لا يختفي. بل يتغير شكله.
إذا كانت ثقافة الصيانة لديك منضبطة — تحليل السوائل، نسخ احتياطية للبرامج، توثيق المعلمات — يمكن للهجين تقليل التآكل القاسي مع الحفاظ على قدرة القوة. إذا كان متجرُك لا يزال يتعامل مع الصيانة الوقائية كاقتراح، فقد ضاعفت للتو عدد الطرق التي يمكن أن تربكك بها الآلة.
وهنا تتضح الحجة الأكبر: فئات الأجهزة أقل أهمية من جودة التحكم والانضباط التشغيلي. الجهاز العصبي أصبح هو العامل الفارق الحقيقي، وليس كتلة العضلات.
وهذا يعني أن القرار التالي ليس “هيدروليكي، كهربائي، أم هجين؟”
بل هو “كم من التحكم الدقيق نستغل فعلاً — وهل نحن مهيكلون لدعمه؟” تحقق واقعي من أرض المصنع: هل أنت مستعد لصيانة نظام منسق، أم أنك تأمل أن يغفر لك البرنامج عادات أرضية الورشة القديمة؟
في الربع الأخير، قدمنا عرضًا لعائلة من الحوامل مكونة من 42 جزءًا — فولاذ معتدل بسماكة 3 ملم، خمس انحناءات لكل قطعة، أحجام دفعات من 12 إلى 80. بدأ المُقدر بسحب بيانات قدرة الضغط أولاً. أنا بدأت بسحب سجلات الإعداد للعام الماضي. متوسط الإعداد لكل جزء جديد: 38 دقيقة. متوسط زمن التشغيل لكل دفعة: 14 دقيقة. كنا نقضي وقتًا أطول يقارب ثلاثة أضعاف في التحضير للانحناء مقارنة بالانحناء الفعلي.
هذه ليست مشكلة مكبس. هذه مشكلة دماغ.
عندما تُظهر بيانات الإنتاج أن الإعداد يهيمن على زمن المغزل — أو في حالتنا زمن المكبس — فإن الهيكل الذي يفوز هو الذي يتنبأ، ويسلسل، ويعوض قبل أول ضربة. الميزة التنافسية ليست بمدى قوة ضرب المكبس، بل بمدى ذكاء الـ CNC (التحكم الرقمي بالحاسوب، وهو نظام رقمي يوجه حركة الآلة بناءً على كود) في توقع كل حركة.
أنت لا تشتري القوة بعد الآن. أنت تشتري البصيرة.
وإذا كانت البصيرة هي الأصل، فإن السؤال الحقيقي يتحول: هل عنق الزجاجة لا يزال قوة المعدن — أم تدفق المعلومات؟
تحقق واقعي من أرض المصنع: هل تختار الآلات بناءً على مخططات القدرة القصوى، أم على المكان الذي تختفي فيه ساعاتك الفعلية؟
أجرينا وظيفة من الفولاذ المقاوم للصدأ بسماكة 12 غيج لمدة 10 ساعات قبل سنوات. أول قطعة خرجت عند زاوية 90.02 درجة. في منتصف الوردية، كنا نلاحق الارتداد المرن (الاستعادة المرنة للمعدن بعد الانحناء) بتعديلات دقيقة كل 30 قطعة. كان المشغل يقف عند وحدة التحكم، يعدّل العمق بمقدار أجزاء من المليمتر، ويحرس المعرفة التقليدية مثل وصفة عائلية.
تخيل الآن نفس القطعة مبرمجة خارج الخط في برنامج ثلاثي الأبعاد (بيئة محاكاة تولد تسلسل الانحناءات وكود NC قبل وصول العمل إلى الآلة). يُبنى تسلسل الانحناء على المكتب بينما المكابح ما تزال تُشغل العمل السابق. فحص الاصطدام تلقائي. اختيار الأدوات مُحاكَى. ينزل كود الـ NC جاهزًا للتشغيل.
الآلة لا تنتظر التفكير.
إليك التحول الذي تفوته معظم الورش: عندما تقوم البرمجة خارج الخط بإخراج معرفة الإعداد إلى الخارج، يتحرك عنق الزجاجة إلى أعلى السلسلة. لم يعد المشغل يحتاج إلى 15 عامًا من “الإحساس”. يصبح القيد هو جودة المحاكاة. هل أخذ المبرمج في الاعتبار تفاوت المواد؟ هل نمذج انحراف الأداة؟ هل حصل على فتحة الـ V-die الحقيقية، لا النظرية؟
استبدلنا قيد الأرضية بقيد مكتبي.
هذا قوي — وخطير. لقد رأيت ورشًا تشتري مجموعات كاملة للبرمجة خارج الخط ولا تزال تعدّل عند الآلة لأن بيانات الانحناء كانت موجودة في دفتر أحدهم بدلاً من قاعدة البيانات. البرنامج لا يحل الفوضى. إنه يكشفها.
أرضية الورشة، في هذه الحالة، مثل نقل جهاز تثبيت اللحام من طاولة مهتزة إلى لوح غرانيت — إذا لم تقم بتربيع القطع قبل التثبيت، فإن الدقة ستكشف فقط عن فوضويتك.
لذا عندما تُقيِّم الهياكل (المعماريات)، لا تسأل أي كباس (رام) أقوى. اسأل أي نظام تحكم بيئي يلتقط ويُعيد استخدام المعرفة عبر الآلات — وهل فريقك منضبط بما يكفي لتزويده ببيانات نظيفة.
تحقق واقعي من أرض المصنع: إذا استقال أفضل مشغّلك غدًا، فهل ستغادر جودة الثني معه — أم ستبقى مُضمَّنة في برامجك؟
خذ سريرًا بطول 3 أمتار، وصفيحة بسماكة 6 مم، و200 طن موزعة على الطول. يدفع الكباس للأسفل، فينحرف السرير إلى الأعلى في المنتصف. يُسمّى ذلك الانحراف "خطأ التوّج" (الانحناء الطبيعي للآلة تحت الحمولة الذي يغيّر زاوية الثني على طول القطعة).
الحل القديم؟ ضع حشوة. اختبر الثني. وأضف حشوة ثانية.
الحل الحديث؟ التعويض الديناميكي للتقوّس (نظام تعويض يُضبط تلقائيًا يُغيّر شكل السرير أو الكباس أثناء الثني بناءً على الحمل المحسوب أو المقاس فعليًا).
هنا تتفوّق البرمجيات على العتاد. الـCNC يعرف بالفعل سماكة المادة، مقاومة الشد (مقاومة الانفصال)، عرض القالب، وطول الثني. من هذه المعطيات يحسب الانحراف المتوقع قبل أن يكتمل الشوط. بعض الأنظمة تضيف مستشعرات قياس الزاوية (أجهزة تقرأ زاوية الثني الفعلية في الوقت الحقيقي باستخدام الليزر أو المجسات) وتغلق الحلقة أثناء الثني.
الآلة تُصحّح قبل أن تلاحظ عينك الخطأ.
هذا ليس مجرد دقّة. إنه تحكم تنبؤي.
الإطارات الهيدروليكية يمكن أن تكون صلبة. والإطارات الكهربائية يمكن أن تكون صلبة. لكن من دون طبقة تحكم تُنمذج الحمولة وتُعدّل أثناء الحركة، فإن الصلابة وحدها لا تضمن زاوية موحدة عبر 3 أمتار. الذكاء يكمن في الخوارزمية التي تتنبأ بالانحناء وتعوّضه ديناميكيًا.
فكّر في الأمر كأنك تجهّز المُثبت مسبقًا قبل أن يشوّه اللحام موقعه — إذا كنت تعرف إلى أين سيتحرّك، تتحرّك مُسبقًا في الاتجاه المعاكس.
الآن اسأل نفسك: في أعمال عالية التنوع حيث تتغير دفعات المواد أسبوعيًا، هل تكفي الصلابة الميكانيكية الثابتة — أم أن الاستشعار التكيفي يصبح الدرع الحقيقي ضد الهدر؟
تحقق واقعي من أرض المصنع: هل تعتمد على كتلة الفولاذ لمقاومة الانحراف، أم على البرمجيات التي تتنبأ به وتلغيه؟
تخيّل خلية إنتاج عالية التنوع تعمل على آلاف الأجزاء القصيرة الحواف. خمس تغييرات أدوات لكل وردية. كل تغيير يدوي يستغرق من 6 إلى 10 دقائق إذا كان المشغّل بارعًا، وأكثر إذا احتاج إلى البحث عن القطع المناسبة.
هذا يعني 30 إلى 50 دقيقة من وقت غير فعلي للثني يوميًا.
نظام ATC (مبدل الأدوات التلقائي، وهو نظام يقوم تلقائيًا بتحميل وتفريغ المكابس والقوالب من التخزين إلى مكبس الثني) يبدل الأدوات في نحو دقيقة. والأهم أنه يزيل تأخير القرار. لا جدال حول التسلسل. لا بحث عن قطعة 30 مم مختبئة خلف أخرى بطول 50.
تحسينات زمن الدورة واضحة. لكن التغيير الأعمق هو في الاتساق. مكتبة الأدوات موجودة داخل نظام التحكم. البرامج تستدعي الأدوات عبر رقم التعريف. يصبح الإعداد حتميًا (متوقعًا ومكررًا)، لا يعتمد على مَن في الوردية.
لكن هناك نقطة مهمة: تتألق أنظمة ATC عند إقرانها بأنظمة كهربائية أو مؤازرة عالية الاستجابة. لماذا؟ لأن التسارع والتباطؤ السريعين بين الثنيات القصيرة يُضاعفان الوقت الموفر في تبديل الأدوات. الشوط العكسي البطيء للنظام الهيدروليكي يستهلك هذا المكسب.
فالهندسة المعمارية مهمة.
تثبيت مبدّل أدوات أوتوماتيكي (ATC) على منصة بطيئة يشبه تركيب مِطْبَق سريع التبديل على ماكينة يدوية بالية—توفر دقائق في التثبيت ولكنك تضيعها في تدوير المقابض.
إذن، هل هو نوع من الرفاهية؟ في الأعمال ذات التنوع المنخفض والتشغيل الطويل، نعم. أما في البيئات ذات التنوع العالي حيث يهيمن الإعداد، فهو غالبًا الفارق بين تحقيق الهدف في المناوبة أو الإخفاق فيه.
وهذا يطرح سؤالًا أصعب حول العمل البشري نفسه.
اختبرنا خلية شبه مؤتمتة: مشغّل واحد يشرف على مكبسين، لكلٍ منهما مهام مبرمجة مسبقًا وبرنامج تصحيح تلقائي للزاوية. تحول دور المشغّل من عملية الثني إلى مناولة المواد وإدارة الاستثناءات (التدخل فقط عندما يشير النظام إلى وجود خلل).
تقريبًا تضاعف الإنتاج لكل ساعة عمل في الدُفعات المختلطة التي تقل عن 50 قطعة.
لكن ذلك لم ينجح إلا لأن الآلات كانت قادرة على العمل بثبات من دون تعديلات دقيقة مستمرة. ويأتي هذا الثبات من التحكم المغلق الدائرة (نظام تغذية راجعة يقارن باستمرار بين الموضع المطلوب والفعلي ويصحح الأخطاء) والاستجابة المستقرة للمحركات المؤازرة—not من القوة الخام.
المنطق التقليدي لقوة العمل يفترض وجود مشغّل ماهر لكل آلة. أما الأنظمة المعتمدة على البرمجيات فتهدم هذا الافتراض. فعندما تنتقل درجة التعقيد إلى البرمجة والاستشعار، يصبح العمل على أرض الورشة إشرافيًا أكثر منه حرفيًا.
يتحوّل القيد مرة أخرى.
الآن لم تعد تسأل “هل يمكن لهذه الآلة ثني صفيحة بسماكة 1/2 بوصة؟” بل “هل يمكن لهذه البنية أن تعمل دون إشراف بشري لمدة 20 دقيقة؟” هذا سؤال تحكم، لا سؤال قوة.
في أيامي الأولى مع مكابح الذبذبة الميكانيكية، كانت العضلات هي العنصر الحاسم. اليوم، التنسيق هو الأساس. مكبس الثني أصبح أقل شبهًا بالمطرقة وأكثر شبهًا بالجهاز العصبي الذي يدير القوة بدقة في المكان والزمان المطلوبين.
وإذا كانت كفاءة العمل تعتمد الآن على استقرار البرمجيات وسلامة البيانات، فلا يمكن أن يتوقف حساب العائد على الاستثمار عند القوة أو حتى زمن الدورة. بل يجب أن يرتبط بالمكان الذي يوجد فيه عنق الزجاجة الحقيقي—الإعداد، الاستشعار، الإشراف، أو القوة الخام.
لذا قبل أن توافق على ورقة المواصفات، أجب عن السؤال الوحيد الذي يحمي هامش الربح فعليًا: في نموذجك التشغيلي طويل الأمد، هل العامل المحدد لديك هو سُمك المعدن—أم بطء اتخاذ القرار؟
لا تختار مكبس الثني بسؤالك عما يمكنه فعله في أفضل أيامه، بل تسأله عما يبطئك في أسوأها.
هذا هو التحول. فبمجرد أن يصبح التحكم التنبؤي والاستشعار المغلق الدائرة (نظام تغذية راجعة يقيس الموضع أو الزاوية الفعلية ويصححها في الوقت الحقيقي) هو المعيار الأساسي، تتوقف الآلة عن كونها مولّد قوة وتبدأ في إزالة القيود. عائد الاستثمار (الوقت والهامش المكتسبان مقابل تكلفة الشراء) لا يعيش بعد الآن في جداول القوة، بل في مزيج الإنتاج، ونموذج العمل، ووقت التوقف.
في مصنعي الأول، كنا نشتري السعة كما نشتري التأمين—كبيرة وثقيلة. أما اليوم، عندما أحدد مواصفات مكبس، فأقارنه بثلاثة أشياء: تقلب المزيج، نطاق المواد، وموقع عنق الزجاجة. هذا الثلاثي يخبرني ما إذا كانت البنية الكهربائية المعتمدة على البرمجيات تستحق الاستثمار أم أنها مجرد شكل جميل في العرض التجريبي.
يشبه الأمر الاختيار بين مطرقة ثقيلة ومفتاح عزم دوران—لا تسأل أيهما أقوى، بل أيهما يزيل القيد المحدد أمامك.
واقع أرض المصنع: هل تشتري قوة الثني—أم تشتري استرداد الدقائق المفقودة واستقرار العمل؟
تخيل الآن خلية إنتاج عالية الحجم تعمل على آلاف الأجزاء ذات الحافة القصيرة. إذا كانت متطابقة ويتم تشغيلها لأسابيع، فإن سرعة الضربة الخام والمتانة هي التي تهم. المرونة تصبح ضوضاء. في هذا النطاق الضيق، يمكن لنظام هيدروليكي مُصان جيدًا أن يعمل بسلاسة طوال اليوم ويبرر تكاليف الزيت والأختام.
لكن هذا مجرد لقطة لحظية.
انتقل إلى إنتاج عالي التنوع، منخفض الحجم — 20 جزءًا هنا، 35 هناك، وتغيير المواد كل يومين. التكلفة المسيطرة ليست وقت الثني؛ بل تقلب الإعداد. الأنظمة الكهربائية والهجينة المزودة بمكتبات أدوات مدمجة وبرمجة خارجية تقلل وقت الإعداد لأن تكرار الموقع (قدرة الماكينة على العودة إلى نفس الإحداثيات في كل دورة) يكون أكثر إحكامًا وخاليًا من الانحراف. لن تضطر لمطاردة الزاوية باستخدام عينات اختبار كل صباح.
المرونة تغلب السرعة الخام عندما يتجاوز وقت الإعداد وقت التشغيل.
إليك الآلية: في العمل عالي التنوع، كل دقيقة إضافية من الإعداد يتم ضربها في عدد مرات التبديل لكل وردية. المشغلات الكهربائية تحافظ على موضع ثابت لأنها لا تعتمد على استقرار درجة حرارة السائل. الأنظمة الهيدروليكية تفقد الكفاءة مع ارتفاع حرارة الزيت — تدهور صغير كل ساعة يتراكم على مدى وردية مدتها 8 ساعات. في التشغيل المستمر، يختبئ هذا التدهور داخل الدورات الطويلة. في التشغيل القصير، يظهر على شكل وقت تعديل وتحقق.
إذن السؤال الحقيقي ليس أي ماكينة تدور بشكل أسرع تحت الحمل. بل أي ماكينة تستأنف العمل بدقة بعد خامس تبديل في اليوم.
فحص واقعي لورشة العمل: هل أنت في جدولك الحالي تقوم بثني الأجزاء — أم أنك دائمًا تعيد إثبات الإعدادات؟
دعنا نختبر الفرضية تحت الضغط.
إذا كنت تعمل في نصف بوصة وما فوق، فولاذ عالي القوة، أطوال سرير طويلة، قدرة ضغط شبه قصوى يوميًا — فإن القوة الخام وصلابة الإطار ما زالت تهيمن. الأنظمة الهيدروليكية تتألق هنا لأن الضغط العالي المستمر على أسطح كبيرة يجهد البراغي الكروية (أعمدة ملولبة بدقة تحول دوران المحرك إلى حركة خطية) ومكونات الدفع الكهربائية بطرق لم يتم تصميمها دائمًا لتحملها.
هذا أمر واقعي.
لكن الدقة المتناهية (التحكم على مستوى أجزاء من الألف من المليمتر) لا تزال مهمة بطريقتين. أولاً، النفايات في السماكات العالية مكلفة. خطأ زاوية بمقدار 0.5° في اللوح السميك يعني إعادة العمل باستخدام رافعة، وليس بلف المعصم. قياس الزاوية بنظام الدائرة المغلقة يقلل من هذا الخطر. ثانيًا، حتى الورش الثقيلة نادرًا ما تقوم فقط بأعمال ثقيلة. هناك دائمًا عمل ثانوي — دعامات، تقويات، تجميعات أصغر — حيث تستعيد الكفاءة الكهربائية والتسارع السريع بين الثنيات الوقت.
الفخ هو التفكير الثنائي: “نحن نثني الصفائح السميكة، إذن الأنظمة الدقيقة لا تنطبق”.”
المرشح الأفضل هو نسبة الاستغلال. إذا كان 80% من إيراداتك حقًا يأتي من ثنيات ثقيلة مستمرة بالقرب من القدرة المحددة، فإن الهيدروليك يظل منطقيًا. إذا كان العمل الثقيل عرضيًا لكنه يحدد قرار الشراء، فقد تقوم بتضخيم الحل لجزء صغير من عبء العمل.
مثل تحديد خدمة 400 أمبير لأن ماكينة واحدة ترتفع ذروتها مرتين في الأسبوع.
فحص واقعي لورشة العمل: هل أكثر أعمالك سماكة هو المحرك الرئيسي لإيراداتك — أم مجرد أكثرها ضوضاءً؟
الطن هو القدرة. الاختناق هو القيد.
هما ليسا الشيء نفسه.
الاختناق هو الخطوة في عمليتك التي تحد من إجمالي الإنتاج — سواء كان ذلك وقت الإعداد، توفر المشغل، تأخر البرمجة، أو قوة التشكيل الفعلية. إذا كانت المكابح لديك جالسة بدون عمل في انتظار البرامج، فإن إضافة القدرة لا يغير شيئًا. إذا كان مشغلك يقضي 40 دقيقة لكل وردية في تعديل الزوايا، فإن القوة الخام لا تحل ذلك أيضًا.
ضع خريطة ليوم نموذجي. أين تتكدس الأعمال؟ إذا تراكم العمل الجاري (الأجزاء المكتملة جزئيًا في انتظار الخطوة التالية) أمام المكابح، فقد تحتاج إلى سرعة أو قدرة موازية. إذا تراكم بعده، فإن مكابحك ليست القيد على الإطلاق.
عندما قمنا بتشغيل خلية مكابسين بوجود مشغل واحد يشرف عليهما معًا، ارتفع الإنتاج ليس لأن الحمولة بالطن زادت، بل لأن الاستقرار سمح بتمديد العمل البشري. هذا انتصار من جانب البرمجيات. عنق الزجاجة انتقل من الثني إلى تدفق المواد.
فكر في ورشتك مثل ناقل حركة به أسطوانة بطيئة واحدة. تقوية الأسطوانات الأخرى لا يزيد من معدل التدفق.
عند تقييم الأنظمة، اطلب من المزودين عرض ليس أعلى حمولة، بل زمن التعافي بعد تبديل الإعدادات، مدة الاستقرار أثناء التشغيل غير المراقَب، ودرجة الاندماج مع سير عمل البرمجة لديك. هذه المقاييس تكشف القيد الحقيقي.
السعر المبدئي ما زال يخيف الناس. غالبًا ما تحمل الأنظمة الكهربائية زيادة سعرية تقارب 20–30%. على الورق، يبدو ذلك ترفًا.
بدلًا من ذلك، شغّل الجدول الزمني.
كفاءة الطاقة في الأنظمة الكهربائية الكاملة تبقى أعلى من حوالي 88% على مدار الوردية الكاملة لأن سحب الطاقة يحدث بشكل أساسي أثناء الحركة، وليس أثناء الخمول. تستهلك الأنظمة الهيدروليكية الطاقة باستمرار للحفاظ على الضغط، وتتناقص الكفاءة مع ارتفاع درجة حرارة الزيت. على مدى أشهر، يتراكم هذا الفرق ليصبح تكلفة تشغيل قابلة للقياس، وليس توفيرًا نظريًا.
أضف الصيانة: لا تغييرات زيت، عدد أقل من الحشوات، وعدد أقل من التوقفات الناتجة عن التسربات. مثال افتراضي — إذا وفرت ورشة مبلغًا في حدود خمسة أرقام صغيرة سنويًا من الطاقة والصيانة المجتمعة، يمكن سد فارق السعر في نحو سنتين إلى ثلاث سنوات. بعد ذلك، لا تكون الماكينة مسددة الثمن فحسب — بل تصبح أرخص في التشغيل من الأساس.
لكن العائد على الاستثمار لا يقتصر على فواتير المرافق.
إذا سمح التكرار الأعلى لمشغل واحد بالإشراف على ماكينتين، فإن كفاءة العمل تتحول بشكل دائم. إذا حررت الإعدادات الأسرع والحتمية 45 دقيقة إضافية لكل وردية، فهذه طاقة إنتاجية لم توظف من أجلها. على مدى خمس سنوات، تتفوق هذه الدقائق على فارق سعر الشراء.
الخطأ هو حساب العائد على الاستثمار بناءً على تكلفة الشراء فقط. المنحنى الحقيقي يتغير عندما يبدل الاستقرار التشغيلي نموذج التوظيف لديك وسقف الإنتاجية.
وهذه هي العدسة التي أريدك أن تستخدمها مستقبلاً: المكبس المناسب هو الذي يزيل القيد الرئيسي لديك في وقت مبكر من دورة حياته. ليس الذي يحمل أعلى شارة حمولة بالطن. وليس الذي يحمل أقل عرض سعر. بل الذي يهاجم الاحتكاك الفعلي لديك — الإعداد، الانحراف، الإشراف، أو الحمل الثقيل المستمر.
هكذا تطابق التقنية مع أرضية الورشة.
لذا قبل أن توقع أمر شراء، ارسم خريطة القيود لديك وتوقعها لثلاث سنوات قادمة. إذا كان مزيج الإنتاج لديك يتجه نحو دفعات أقصر وتفاوتات أدق، فلن ينقذك القوة وحدها. إذا كنت تضاعف الاستثمار في العمل الإنشائي الثقيل، فلن تنفع الدقة دون قوة أيضًا.
لم تعد الماكينة مجرد مكبس. بل أصبحت جزءًا من الجهاز العصبي لورشتك.
ما هو القيد الذي تريد القضاء عليه أولاً؟


















