

В 7:12 утра первый изгиб на прессе показывает 90,02°. К 3:40 вечера, при той же программе, том же операторе и той же партии материала, мы прибавляем к углу +0,4°, просто чтобы оставаться в допуске.
Ничего “не сломалось”. У станка по‑прежнему есть 170 тонн мощности.
Так зачем же мы гоняемся за десятыми долями градуса?
На бумаге современный гидравлический листогиб может обеспечивать точность гиба ±0,1° при идеальных условиях. Я это видел. Динамическая компенсация прогиба (автоматическая компенсация деформации станины) и лазерное измерение угла (оптическое определение угла в реальном времени) могут заставить гидравлический станок выглядеть почти хирургически точным.
Но это лишь мгновенный снимок.
Точность — это способность один раз попасть в цель. Повторяемость — это способность попадать одинаково каждый раз. В производстве с большим разнообразием — короткие серии, постоянные переналадки — именно повторяемость приносит прибыль, а не тот «героический» изгиб, который показывают команде продаж. Когда мы продолжаем оценивать станки только по тоннажу, мы измеряем мускулы, игнорируя нервную систему, которая ими управляет.
Реальность цеха: Если ваш пресс идеально делает первую деталь, но «уплывает» к пятидесятой, вы действительно покупаете возможности — или просто силу?

Пройдитесь по любому цеху и послушайте логику покупок: “Он на 220 тонн”. Как будто мы всё ещё подбираем маховиковые пуансоны (механические штамповочные машины, приводимые накопленной вращательной энергией), где больше тоннаж — значит, больше работы можно физически выполнить.
Тогда ограничивающим фактором была сила. Сегодня, при работе с большинством листов толщиной менее четверти дюйма, силы в избытке. А вот управляемости — в дефиците.
Мы унаследовали мышление эпохи, когда станки были «глупыми», а оператор служил контуром обратной связи. Теперь у нас есть системы ЧПУ (числового программного управления), которые могут задавать положение с точностью до микрон (тысячных долей миллиметра), но мы всё ещё говорим о листогибах, как будто это гидравлические молоты.
Это как хвастаться мощностью грузовика, когда настоящая задача — провести его в док погрузки, оставляя по два дюйма зазора по бокам.
Так что же именно исчезает из разговора, когда им доминирует тоннаж?
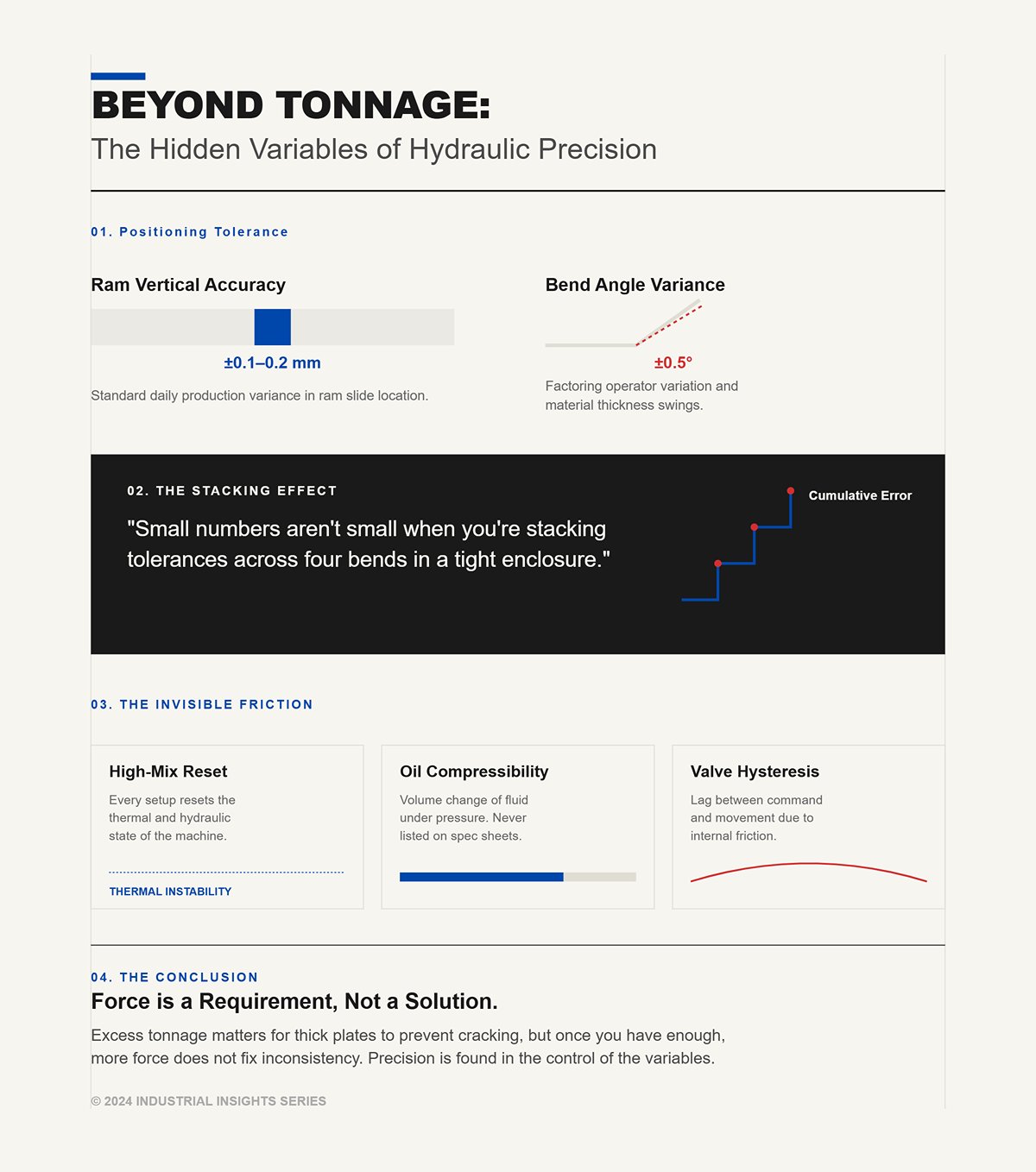
Начнём с допуска на позиционирование. Многие гидравлические системы в повседневном производстве имеют разброс около ±0,1–0,2 мм по оси хода ползуна (точность вертикального положения) и ±0,5° по углу гиба, если учесть влияние оператора и перепады толщины материала.
Эти цифры кажутся маленькими. Но это не так, когда вы суммируете допуски по четырём гибам в компактном корпусе.
Далее идёт повторяемость при переналадке. При большом разнообразии заказов вы можете гнуть 40 кронштейнов, потом 25 крышек, потом 60 направляющих шасси. Каждая переналадка сбрасывает термическое и гидравлическое состояние станка. Сжимаемость масла (незначительное изменение объёма гидравлической жидкости под давлением) и гистерезис клапанов (задержка между командой и фактическим движением из‑за внутреннего трения и гидродинамики) не отражаются в паспорте оборудования, но прекрасно видны в контейнере с браком.
Избыточный тоннаж, безусловно, имеет значение при работе с толстой плитой или авиационными сплавами, где недогиб вызывает растрескивание. Я не против силы. Я говорю о том, что когда её уже достаточно, большее её количество не решает проблему нестабильности.
Что подводит нас к той части, которую большинство цехов игнорируют, пока корректировки в середине смены не начинают постепенно появляться.

Представьте себе 10-часовой прогон из нержавеющей стали толщиной 12-gauge. К третьему часу гидравлическое масло заметно нагрелось. С ростом температуры вязкость (сопротивление жидкости потоку) падает. Более низкая вязкость меняет, насколько быстро нарастает давление и насколько плавно реагируют клапаны.
Это приводит к едва заметным различиям в глубине хода пресса при одной и той же запрограммированной позиции.
Вы не заметите это на первом цикле. Вы увидите это тогда, когда оператор внесет коррекцию на 0,2°. Потом еще одну. К концу дня ваша “90° программа” уже не та, с которой вы начали.
Да, это можно контролировать — охладители, разогрев перед стартом, дисциплинированное обслуживание. Я работаю с гидравликой много лет; она надежна. Но это живые системы. Они «дышат», нагреваются, дрейфуют.
В работе с большим ассортиментом, когда нельзя позволить себе кривую обучения в 20 деталей каждый раз при смене материала, этот дрейф становится скрытым налогом на производительность.
Так что даже если машина физически может двигаться быстро, может ли она реагировать мгновенно и одинаково каждый раз, когда вы ей отдаете команду?
В гидравлическом прессе пропорциональные клапаны (устройства, регулирующие поток жидкости на основе электрического сигнала) дозируют масло для управления скоростью и положением хода. Всегда есть задержка — миллисекунды — между командой и фактическим изменением давления. Это время отклика клапана.
Десятилетиями “достаточно быстро” было приемлемо. Операторы компенсировали. Циклы были длиннее. Допуски — более широкие.
А теперь представьте высокопроизводительную ячейку, выпускающую тысячи деталей с коротким фланцем. Вы полагаетесь на точное замедление в момент гиба, чтобы избежать пересечения. Каждая микрозадержка заставляет систему управления предугадывать и корректировать. Это возможно — но это танец между программным обеспечением и инерцией жидкости (сопротивлением движущегося масла внезапным изменениям).
Когда масштабируете это на тысячи циклов, небольшие различия в тайминге превращаются в измеримую вариацию.
Сила больше не является узким местом. Теперь узкое место — задержка управления.
И когда вы это осознаете, вопрос меняется с “Сколько тонн?” на гораздо более неприятный для традиционалистов: что произойдет, если мы заменим «мышечную» силу жидкости на цифрово синхронизированное движение, которое не дрейфует, не сжимается и не колеблется?
На сервoэлектрическом прессе, который я ввел в эксплуатацию в прошлом году, первая деталь с пресса показывает 90,00°. Через восемь часов, после 300 разнотипных деталей и трех смен материалов, она по-прежнему показывает 90,00° — без корректировок угла в середине смены, без пальца оператора на колесе коррекции.
Ничего магического не произошло. Мы просто убрали масло.
Вместо насоса, подающего жидкость через пропорциональные клапаны (электрически управляемые устройства, дозирующие гидравлический поток), ход пресса приводится синхронизированными сервомоторами (электродвигателями, управляемыми через петли обратной связи, которые постоянно корректируют положение), соединенными с шариковыми винтами (точными резьбовыми валами, преобразующими вращательное движение в линейное перемещение). Управление не “предугадывает” поведение жидкости. Оно напрямую задает положение и считывает фактическое положение через энкодеры (датчики, измеряющие движение в очень мелких шагах, часто в микронах).
Это переход от мышц к нервной системе. Гидравлические системы управляют давлением и надеются, что положение последует. Сервоэлектрические системы задают положение и позволяют моменту следовать по мере необходимости.
Когда вы устраняете сжатие масла, гистерезис клапанов и зависящую от температуры вязкость из кинематической цепи, вы исключаете три переменные, которые раньше требовали коррекции со стороны оператора. Шток не заботится, утро это или день. Он движется туда, куда ему приказано — с точностью до микрон — каждый раз.
Но точность — это лишь половина истории. Вы покупаете станки не для того, чтобы любоваться стабильностью углов — вы покупаете их, чтобы зарабатывать деньги.
Так что же меняется с экономической точки зрения в тот момент, когда гидравлический насос исчезает?
Встаньте рядом с гидравлическим прессом на 220 тонн во время обеда. Вы всё ещё услышите гул.
Этот гул — это работа гидравлического насоса, поддерживающего давление в системе, который обычно потребляет 30–40 ампер, даже когда шток не движется. Большинство заводов с разнообразной продукцией тратят 60–70% смены на настройку, обработку деталей, контроль или ожидание предыдущих операций. Машина “включена”, но не гнёт.
Сервоэлектрический пресс практически не потребляет электроэнергию на холостом ходу, потому что нет насоса, поддерживающего давление. Двигатели расходуют энергию только при движении. В одном недавнем сравнении, которое я изучал, гидравлическая машина потребляла около 60 кВт⋅ч за восьмичасовую смену против примерно 12 кВт⋅ч для сопоставимой электрической машины при аналогичной нагрузке. Но это лишь моментальный снимок.
Более глубокие изменения — поведенческие. В производстве с частой сменой изделий простои — не потеря, это цена гибкости. Гидравлика «наказывает» за такую гибкость, сжигая энергию при каждой паузе. Электрические системы — нет.
Есть и вопрос обслуживания. Отсутствие гидравлического масла означает отсутствие утечек, отсутствия замены фильтров, утилизации масла, охлаждающих контуров. Масло — это не просто расходник, это переменная. Каждый рисунок износа уплотнений немного изменяет реакцию системы. Каждое колебание температуры меняет вязкость. Уберите жидкость — и вы уберёте целую экосистему обслуживания, которая раньше подтачивала повторяемость.
Но не расслабляйтесь. Экономия энергии на бумаге ничего не значит, если пиковая нагрузка разрушит вашу электрическую инфраструктуру.
Реальность цеха: Если ваш пресс простаивает 65% дня, зачем вы всё ещё платите за циркуляцию 40 ампер через масло, которое никому не нужно?
Вот ловушка, в которую попадают молодые инженеры: они сравнивают средний ток.
Гидравлика потребляет стабильный ток весь день. Сервоэлектрика резко повышает его во время гиба. Когда серводвигатель приводит шток в операцию осадки (вдавливание пуансона глубоко в матрицу для полного формирования угла), он может потреблять огромный мгновенный ток. В старых зданиях со слабым электроснабжением этот скачок может вызвать падение напряжения, которое отражается на всём цехе.
Так что же дороже?
Если вы ведёте длительное, непрерывное производство — минимальные остановки, высокая загрузка — постоянное потребление гидравлики начинает выглядеть менее неэффективным. Энергия используется для реального гиба большую часть времени. В этом узком сценарии разрыв сокращается.
А теперь представьте ячейку массового производства тысяч деталей с короткими отбортовками. Короткий цикл. Частое манипулирование деталями. Оператор ждёт робота или проверку шаблона. Электрическая машина расходует энергию импульсами — только когда шток ускоряется, замедляется и прикладывает усилие. Всё остальное время она электрически «тиха».
Годовая стоимость становится функцией коэффициента использования, а не паспортного тоннажа. Заводы с разнообразной продукцией и 50–70% временем простоя видят непропорциональную экономию. Низкосерийные, полностью автоматизированные операции видят менее заметные различия.
И нужно закладывать бюджет на инфраструктуру. Некоторым предприятиям требуются модернизированные трансформаторы или системы стабилизации питания, чтобы справляться с пиковыми нагрузками серводвигателей. Игнорируйте это — и ваши расчёты ROI превратятся в фантазию.
Энергетическая экономика — это не среднее потребление. Это рабочий цикл (доля времени активного гиба) и надёжность электросети.
Что подводит нас к неудобному вопросу, который старомодные ребята задают мне каждый раз.
| Тема | Подробности |
|---|---|
| Основной вопрос | Какая машина на самом деле дороже в эксплуатации за год: гидравлическая или сервоэлектрическая? |
| Распространённая ошибка | Младшие инженеры сравнивают средний ампераж вместо реального рабочего поведения. |
| Потребление гидравлической мощности | Потребляет стабильный ток в течение дня, независимо от того, происходит ли активное гибкое формование. |
| Потребление сервоэлектрической мощности | Потребляет энергию резкими всплесками во время гибки, особенно при операциях полного опускания, где мгновенный ток может значительно возрасти. |
| Инфраструктурный риск | Высокие всплески тока у сервоэлектрических машин могут вызывать просадки напряжения в старых объектах со слабым электроснабжением. |
| Сценарий непрерывного производства | В долгих, непрерывных, высоконагруженных циклах гидравлические машины кажутся менее неэффективными, потому что большая часть потребляемой энергии используется для фактической гибки. Разрыв в эффективности сокращается. |
| Сценарий больших объёмов с коротким циклом | В операциях с короткими циклами, частыми манипуляциями и временем простоя сервоэлектрические машины используют энергию только во время движения ползуна и приложения усилия, оставаясь в остальное время электрически «тихими». |
| Фактор годовой стоимости | Годовая стоимость энергии зависит больше от уровня использования (рабочего цикла), чем от паспортного тоннажа. |
| Мастерские с высокой вариативностью | Мастерские, у которых 50–70% времени простаивают, получают непропорциональную экономию энергии при использовании сервоэлектрических машин. |
| Мастерские с низкой вариативностью, автоматизированные | Среды непрерывного производства испытывают меньшие различия в стоимости между гидравлическими и электрическими системами. |
| Планирование инфраструктурного бюджета | Некоторым предприятиям требуются модернизированные трансформаторы или системы кондиционирования электроэнергии, чтобы справляться с пиковым потреблением сервоприводов; игнорирование этого искажает расчёты ROI. |
| Ключевые экономические факторы | Экономика энергопотребления зависит от рабочего цикла (процент активного времени гибки) и надёжности электросети — а не от среднего значения тока. |
| Точка перехода | Это приводит к распространённому вопросу, который опытные операторы задают по поводу долгосрочной работы машины и её практической ценности. |
Я слышал это на производстве: “Электрика хороша для тонких материалов. Попробуй осадить полдюймовую плиту”.”
Они правы — до определённого момента.
Большинство чисто серво-электрических прессов ограничены примерно 300 тоннами. Толстые плиты, длинные столы, экстремальные операции по чеканке (гибка с высокой силой, полностью пластически деформирующая материал в матрице) по-прежнему лучше выполнять гидравликой. Гидравлическая мощность легче масштабируется до очень больших усилий, поскольку давление можно умножать на больших цилиндрах без необходимости абсурдно увеличивать размеры двигателей.
Электрические системы создают усилие через крутящий момент (вращательное усилие), умноженный на механическое преимущество шарикового винта. Чтобы удвоить доступную силу, нужно либо увеличить крутящий момент двигателя, либо изменить механические передаточные числа — оба варианта имеют ограничения по размеру, стоимости и отводу тепла.
Так что да, для судостроительных плит или строительных балок гидравлика остаётся правильным инструментом.
Но посмотрите честно на свою номенклатуру заказов. Большинство операций с толщиной менее четверти дюйма не требует 400 тонн. Нужно 100–200 тонн, приложенных точно и повторяемо. Покупка пресса на 400 тонн “на всякий случай” — это как установка компрессора на 200 л.с., чтобы работать с гравёром.
Захват рынка не является всеобщим. Он обусловлен применением. Если убрать верхние 10 % экстремальных задач, электрика покрывает огромную часть современного высокоразнообразного производства с более точным управлением и меньшим разбросом параметров.
Так что если сила больше не является универсальным узким местом, что на самом деле определяет прибыльность в реальном мире — чистая скорость цикла или что-то другое?
Гидравлические прессы часто имеют более высокие скорости подхода и возврата. На бумаге их ползун движется быстрее между гибками.
Но прибыльность при высокоразнообразных заказах решается не в холостом ходе. Она решается в том, насколько быстро вы можете сменить задание и добиться точности первой детали без подгонки.
Серво-электрика разгоняется и замедляется с исключительной точностью, потому что управление задаёт позицию напрямую, а не через динамику жидкости. Это означает меньше перерасхода, меньше исправлений и меньше пробных деталей при смене материала или толщины. Время наладки сокращается, потому что первый изгиб уже в пределах допуска.
В целенаправленном, однотипном производственном цикле гидравлическая скорость может немного обогнать электрику. В мастерской, где смена заказов происходит 15 раз в день, каждое избегание цикла коррекции даёт кумулятивный эффект. Два меньших тестовых изгиба на заказ при 15 заказах — это 30 деталей, которые вы не перепрофилировали или не отправили в отходы.
Время цикла имеет значение, когда деталь стабильна. Время наладки доминирует, когда график нестабилен.
Магазины с высоким ассортиментом не теряют деньги из-за того, что их ползун движется на 50 миллисекунд медленнее. Они теряют деньги, потому что изменчивость заставляет вмешиваться человека.
И вот вопрос, на который нужно честно ответить перед тем, как заказывать следующую машину: вы оптимизируете под грубую силу в редких сценариях или под стабильную точность для тех 90% работ, которые действительно обеспечивают работу и доход?
В прошлом году мы предложили две машины для одного и того же цеха: гидравлический пресс на 250 тонн с насосом переменной скорости и 220-тонный сервогибрид (электродвигатель, приводящий в действие гидравлический насос только по необходимости). Гибрид оказался примерно на 50% дороже. Владелец не стал сначала спрашивать о тоннаже. Он положил на мой стол свое расписание — тонкостенные кронштейны всю неделю, затем в пятницу партия пластины толщиной 3/8 дюйма. “Я не хочу два пресса”, — сказал он. “Я хочу один, который не будет меня наказывать в любом случае”.”
Вот это и есть настоящий вопрос про окупаемость. Не лошадиные силы. Не паспортный тоннаж. Ассортимент задач против коэффициента использования.
Гибриды существуют, потому что чистая электрика прекрасно справляется с большинством задач высокого ассортимента — но не со всеми, — а традиционная гидравлика надежно покрывает тяжелые задачи, но теряет точность и энергию в среднем диапазоне. Обещание гибрида простое: электрическое управление для точности и энергоэффективности на холостом ходу, гидравлические цилиндры для масштабируемой силы.
Просто на буклете.
В рабочей ячейке это переговоры между двумя физическими системами, которые изначально думают по-разному.
Вы пытаетесь привить нервную систему на мышечное тело, не возвращая ту небрежность, от которой хотели уйти. Реальность цеха: Вы покупаете гибрид потому, что ваше расписание требует этого, или потому, что вам сложно выбрать одну сторону?
Я видел, как шариковый винт (точно нарезанный вал, который преобразует вращение двигателя в линейную силу) вышел из строя на 300-тонном электрическом прессе после постоянной работы с толстыми конструкционными деталями. Нарезка отполирована. Окрашивание от нагрева рядом с гайкой. Ничего катастрофического — просто механическое напряжение делает то, что делает со временем.
Электрические прессы создают силу через крутящий момент (вращательная сила), умноженный через этот винт. Чтобы удвоить силу, нужно либо увеличить крутящий момент двигателя, либо изменить механическое преимущество. Оба варианта означают более крупные двигатели, более толстые винты, больше тепла. Тепло — тихий убийца здесь; оно изменяет зазоры, влияет на смазку, ускоряет износ.
Теперь представьте пластину толщиной 1/2 дюйма на 10-футовом столе. Потребность в силе резко возрастает при осадке (полном вводе пуансона в матрицу для установки угла методом пластической деформации). Гидравлика не умножает силу через резьбу; она использует давление жидкости (сила распределяется равномерно через масло внутри цилиндров). Масштабировать это просто: большие цилиндры, более высокие допускаемые давления. Нагрузка распределяется по площади поршня, а не концентрируется на резьбе винта.
Вот почему электрические машины часто имеют верхний предел ниже экстремального диапазона тоннажа, в котором работает тяжелая промышленность.
Но вот нюанс, который нужно держать в голове: как часто вы действительно работаете в этом диапазоне толщин? Если 80% вашей работы — это менее 1/4 дюйма, а 20% приближается к 3/8 дюйма, электрическая машина справляется с большинством задач с точностью ±0,01 мм, а гидравлика уверенно берет крайние случаи с устойчивой нагрузкой.
Конфликт не идеологический. Он механический.
И это оставляет пробел прямо посередине — цеха, которые работают с тяжелым материалом достаточно часто, чтобы нервничать из-за чисто электрической машины, но недостаточно часто, чтобы оправдать постоянное использование гидравлики с ее штрафами по энергии и изменчивости. Реальность цеха: Являются ли ваши “тяжелые работы” ежедневными драйверами дохода или эмоциональными страховочными подушками?
На бумаге — да. На практике — только в узком рабочем диапазоне.
Сервогидравлический тормоз использует сервомотор (цифровой двигатель с точной обратной связью по положению), чтобы вращать гидравлический насос только тогда, когда требуется движение или давление. Масло движется по требованию. Положение штока замыкает контур через энкодеры (датчики, измеряющие точное положение). В результате вы получаете электрический стиль управления, наложенный на гидравлическую силу.
При массовом производстве деталей толщиной до 3 мм и углах гиба до 45 градусов я наблюдал улучшения цикла на 15–25 % по сравнению с обычной гидравликой. Почему? Потому что насос не работает на полной скорости между циклами, а система управления предвосхищает замедление вместо того, чтобы реагировать на запаздывание жидкости.
Но это лишь мгновенный снимок.
Когда та же машина работает при нагрузке менее 40 % от номинального усилия — лёгкие детали на крупной раме — сервопривод может начать давить на предохранительный клапан (устройство, которое открывается, чтобы предотвратить избыточное давление). Мотор старается точно регулировать поток, а гидравлический контур сбрасывает излишнее давление. Это паразитные потери (энергия, потребляемая без полезной работы). Нервная система и мышцы спорят, кто главный.
Энергоэффективность падает. Преимущество уменьшается.
И если ваш производственный ассортимент сильно меняется — тонкие кронштейны утром, толстые косынки после обеда — зона оптимизации гибридной системы может покрывать лишь часть вашего рабочего дня.
Так обеспечивает ли она лучшее из обоих миров?
Может. Если ваш производственный профиль в основном находится в среднем диапазоне: умеренная толщина, повторяющиеся циклы, достаточный объём, чтобы использовать выигрыш по времени, и достаточно высокая сила, чтобы оправдать гидравлику.
За пределами этого диапазона вы рискуете заплатить на 40–60 % больше за машину, которая ведёт себя либо как чуть усовершенствованная гидравлика, либо как немного перегруженный «электрик».
Это не провал. Это специализация.
Гибрид — не универсальное решение. Это индивидуальная подгонка. Реальность цеха: Ваш журнал операций по гибке действительно сосредоточен в зоне комфорта гибрида, или вы покупаете теоретическую гибкость, которая редко принесёт прибыль?
Один из моих техников однажды сказал: “Это как добавить ПЛК к механическому фрикционному тормозу — теперь мы ищем неисправность с ноутбуком и гаечным ключом”. В этом вся суть гибридов.
У вас по‑прежнему есть гидроцилиндры, уплотнения, группы клапанов (узлы, направляющие поток масла) и рабочая жидкость, требующая контроля. Теперь добавьте серводрайвы (силовую электронику, управляющую скоростью двигателя), энкодеры и программное обеспечение замкнутого контура (системы, постоянно сравнивающие заданное положение с фактическим и корректирующие отклонения).
Бесщёточные сервомоторы устраняют износ угольных щёток. Хорошо. Насосы с регулируемой скоростью снижают постоянное тепло. Тоже хорошо.
Но когда что-то сбивается, диагностика — это не просто проверка протекающей муфты. Это проверка калибровки датчиков, параметров драйва, графиков гидравлического давления. Запасные компоненты — это высокоточные детали с меньшими допусками и более высокой стоимостью.
Я видел, как гибриды работают плавнее и лучше защищают себя от перегрузки, потому что слой управления вмешивается до возникновения механического повреждения. Это может снизить риск катастрофических поломок.
Я также наблюдал, как мастерские без обученных техников сутками ищут «призрачные» неисправности, потому что электрическая и гидравлическая части взаимодействовали непредсказуемым образом, не до конца понятым командой.
Сложность никуда не исчезает. Она просто меняет форму.
Если у вас дисциплинированная культура технического обслуживания — анализ жидкостей, резервное копирование программного обеспечения, документирование параметров — гибридная система может снизить грубый износ, сохранив при этом мощность. Если же в вашей мастерской профилактическое обслуживание всё ещё воспринимается как рекомендация, вы просто удвоили количество способов, которыми машина может вас запутать.
И вот здесь основной аргумент становится острее: категории оборудования менее важны, чем качество управления и операционная дисциплина. Нервная система становится настоящим фактором отличия, а не масса мышц.
А значит, следующий выбор — это не “гидравлика, электрика или гибрид?”
А “насколько точно мы реально используем управление — и готовы ли мы его поддерживать?” Реальность цеха: Готовы ли вы обслуживать скоординированную систему или надеетесь, что программное обеспечение простит старые привычки цеха?
В прошлом квартале мы сделали расчёт для семейства из 42 кронштейнов — сталь 3 мм, по пять гибов каждый, размер партий от 12 до 80. Сметчик первым делом посмотрел усилие пресса. Я — журналы наладок за прошлый год. Среднее время наладки новой детали: 38 минут. Среднее время цикла на партию: 14 минут. Мы тратили почти втрое больше времени на подготовку к гибке, чем на саму гибку.
Это не проблема пресса. Это проблема мозга.
Когда ваши производственные данные показывают, что наладка доминирует над временем шпинделя — или, в нашем случае, штока — выигрывает архитектура, которая предсказывает, выстраивает последовательность и компенсирует до первого хода. Конкурентное преимущество заключается не в том, насколько сильно может ударить шток, а в том, насколько умно ЧПУ (числовое программное управление — цифровая система, направляющая движение машины по коду) предугадывает каждый шаг.
Вы больше не покупаете силу. Вы покупаете предвидение.
И если предвидение — это актив, то настоящий вопрос меняется: ваше узкое место до сих пор прочность металла — или поток информации?
Реальность цеха: Вы выбираете машины по графикам пиковой силы, или по тому, где на самом деле исчезают ваши часы?
Несколько лет назад мы выполняли 10‑часовую работу с нержавейкой толщиной 12 калибра. Первый элемент вышел под углом 90,02 °. К середине смены мы компенсировали упругий возврат (эластичное восстановление металла после гибки), внося микро‑корректировки каждые 30 деталей. Оператор стоял у пульта, подправляя глубину на сотые миллиметра, оберегая цеховое знание, как семейный рецепт.
А теперь представьте ту же деталь, запрограммированную офлайн в 3D‑ПО (среде моделирования, которая создаёт последовательность гибов и код ЧПУ ещё до того, как задание попадёт на станок). Последовательность гибов создаётся за рабочим столом, пока пресс‑гиб по‑прежнему выполняет предыдущую партию. Проверка на столкновения выполняется автоматически. Подбор инструмента моделируется. Код ЧПУ загружается готовым к запуску.
Машина не ждёт, пока кто‑то подумает.
Вот сдвиг, который большинство цехов упускает: когда офлайн‑программирование выносит знания о наладке наружу, бутылочное горлышко смещается вверх по течению. Оператору больше не нужно 15 лет опыта “чутья”. Ограничением становится качество моделирования. Учёл ли программист разброс характеристик материала? Смоделировал ли он прогиб инструмента? Учёл ли фактическое раскрытие V‑матрицы, а не теоретическое?
Мы обменяли ограничение пола цеха на ограничение офиса.
Это мощно — и опасно. Я видел цеха, покупавшие полный пакет офлайн‑ПО и всё равно делающие корректировки у станка, потому что данные по гибке хранились в чьей‑то тетради, а не в базе. Программное обеспечение не решает проблему неорганизованности. Оно её вскрывает.
В этом случае производственный участок похож на перенос сварочного приспособления с шаткого столика на гранитную плиту — если не выставить детали перед зажимом, точность лишь выявит вашу небрежность.
Поэтому, когда вы оцениваете архитектуры, не спрашивайте, какой прессовый ползун (ram) сильнее. Спрашивайте, какая система управления способна собирать и повторно использовать знания между машинами — и достаточно ли ваша команда дисциплинирована, чтобы обеспечивать её чистыми данными.
Реальность цеха: Если бы ваш лучший оператор уволился завтра, ушло бы вместе с ним качество гибки — или оно осталось бы встроенным в ваши программы?
Возьмём стол длиной 3 метра, лист толщиной 6 мм и усилие 200 тонн по всей длине. Ползун давит вниз, а середина станины прогибается вверх. Этот прогиб называется ошибкой коронации (естественный изгиб машины под нагрузкой, который изменяет угол гиба вдоль длины).
Старомодное решение? Подложить прокладки. Сделать пробный гиб. Подложить снова.
Современное решение? Динамическая компенсация прогиба (автоматически регулируемая система, которая изменяет профиль станины или ползуна во время гибки на основе рассчитанной или измеренной нагрузки).
Вот где программное обеспечение «съедает» аппаратную часть. ЧПУ уже знает толщину материала, предел прочности на растяжение (сопротивление разрыву), ширину матрицы, длину гиба. Из этих данных оно рассчитывает ожидаемый прогиб ещё до завершения хода. Некоторые системы добавляют датчики измерения угла (устройства, которые считывают фактический угол гиба в реальном времени с помощью лазеров или щупов) и замыкают контур прямо в процессе гибки.
Машина корректирует до того, как ваш глаз заметит ошибку.
Это не просто точность. Это предиктивное управление.
Гидравлические рамы могут быть жёсткими. Электрические — тоже. Но без управляющего слоя, который моделирует нагрузку и корректирует движение на лету, одна жёсткость не гарантирует одинаковый угол вдоль трёх метров. Интеллект находится в алгоритме, который предсказывает изгиб и динамически его компенсирует.
Подумайте об этом как о предварительном натяжении приспособления перед сваркой — если вы знаете, куда его потянет, вы заранее создаёте противодействие.
Теперь спросите себя: в производстве со смешанной номенклатурой, где партии материала меняются каждую неделю, достаточно ли статической механической жёсткости — или именно адаптивное сенсорное управление становится настоящей защитой от брака?
Реальность цеха: Вы полагаетесь на массу стали, чтобы бороться с прогибом, или на программное обеспечение, которое предсказывает и устраняет его?
Представьте себе гибочный участок с широкой номенклатурой, обрабатывающий тысячи коротких деталей. Пять смен инструментов за смену. Каждая ручная смена: 6–10 минут, если оператор опытен, дольше, если приходится искать нужные сегменты.
Это 30–50 минут времени без гибки в день.
ATC (Automatic Tool Changer — система, автоматически загружающая и выгружающая пуансоны и матрицы из хранилища в листогиб) меняет инструмент примерно за минуту. Более важно то, что он устраняет задержку в принятии решений. Никаких споров о порядке. Никаких поисков 30-миллиметрового сегмента, спрятанного за 50-миллиметровым.
Улучшение времени цикла очевидно. Более глубокое изменение — в стабильности. Библиотека инструментов хранится в системе управления. Программы вызывают инструменты по идентификатору. Настройка становится детерминированной (предсказуемой и повторяемой), а не зависимой от того, кто на смене.
Но вот в чём нюанс: ATC раскрывает своё преимущество в сочетании с электрическими или высокоотзывчивыми серво-системами. Почему? Потому что быстрое ускорение и замедление между короткими гибами усиливает выигрыш от быстрой смены инструмента. Медленный возврат гидравлики снижает этот эффект.
Архитектура имеет значение.
ATC на вялой платформе — это как прикрутить быстросменные тиски к изношенному ручному станку: минуты экономишь на зажимах, но теряешь их, крутя рукоятки.
Так что это роскошь? Для задач с низким разнообразием и длинными сериями — да. В условиях высокой вариативности, где доминирует переналадка, это часто разница между достижением плановых показателей за смену и их провалом.
А это поднимает более сложный вопрос — о самом труде.
Мы испытали полуавтоматизированную ячейку: один оператор контролировал два пресса, каждый с заранее запрограммированными заданиями и автоматической коррекцией угла. Роль оператора сместилась от гибки к перемещению материала и управлению исключениями (вмешательство только при сигнале системы об аномалии).
Производительность на трудовой час почти удвоилась на смешанных партиях до 50 деталей.
Но это сработало лишь потому, что машины могли работать предсказуемо без постоянных микроподстроек. Эта предсказуемость достигается за счёт замкнутого контура управления (системы обратной связи, которая непрерывно сравнивает заданное и фактическое положение и корректирует ошибки) и стабильной работы сервоприводов — а не за счёт грубой силы.
Традиционная трудовая модель предполагает одного квалифицированного оператора на одну машину. Программно-управляемые системы нарушают это предположение. Когда сложность переносится в область программирования и сенсорики, труд на производстве становится скорее надзорным, чем ремесленным.
Ограничение снова смещается.
Теперь вы оцениваете не “может ли этот пресс гнуть плиту толщиной 1/2 дюйма?”, а “может ли эта система работать без вмешательства человека 20 минут?”. Это вопрос управления, а не силы.
В мои ранние годы борьбы с механическими тормозами на маховиках решала мускульная сила. Сегодня решает координация. Пресс теперь меньше похож на молот, а больше — на нервную систему, точно управляющую усилием там и тогда, где оно нужно.
И если эффективность труда теперь зависит от стабильности программного обеспечения и целостности данных, ваш расчёт окупаемости не может останавливаться на тоннаже или даже времени цикла. Он должен отражать, где находится ваш настоящий узкий участок — в наладке, в измерении, в надзоре или в сырой силе.
Так что, прежде чем подписывать спецификацию, ответьте на единственный вопрос, который действительно защищает маржу: в вашей долгосрочной производственной модели ограничивающим фактором является толщина металла — или задержка в принятии решения?
Вы не выбираете пресс-брейк, спрашивая, что он может сделать в лучший день. Вы выбираете его, спрашивая, что вас замедляет в худший.
Вот суть сдвига. Когда предиктивное управление и замкнутая система датчиков (обратная связь, измеряющая фактическое положение или угол и корректирующая их в реальном времени) становятся базовым стандартом, машина перестаёт быть генератором силы и становится инструментом устранения ограничений. ROI (окупаемость инвестиций — время и прибыль, полученные относительно стоимости покупки) перестаёт жить в графиках тоннажа и начинает жить в вашем производственном ассортименте, трудовой модели и времени простоя.
В моей первой мастерской мы покупали мощность, как страховку — с запасом и тяжело. Сегодня, когда я выбираю пресс, я сопоставляю его с тремя параметрами: изменчивостью ассортимента, диапазоном материалов и расположением узкого места. Эта триада показывает, оправдывает ли программно-управляемая электрическая архитектура своё существование или просто эффектно выглядит на демонстрации.
Это как выбирать между кувалдой и динамометрическим ключом — вы не спрашиваете, какой сильнее, вы спрашиваете, какой устранит конкретное ограничение перед вами.
Проверка реальности на производстве: вы покупаете усилие гибки — или возвращаете потерянные минуты и стабильность труда?
Теперь представьте себе участок с высоким объёмом производства, где выпускаются тысячи деталей с коротким фланцем. Если они идентичны и идут в работу неделями, то важны чистая скорость хода и долговечность. Гибкость становится помехой. В этой узкой нише хорошо обслуживаемая гидравлическая система может работать весь день и оправдывать расходы на масло и уплотнения.
Но это лишь мгновенный снимок.
Перейдём к производству с широким ассортиментом и малыми партиями — 20 деталей здесь, 35 там, материал меняется через день. Основная стоимость — не время гибки, а нестабильность наладки. Электрические и гибридные системы с интегрированными библиотеками инструментов и офлайн-программированием сокращают время наладки, потому что повторяемость позиции (способность машины возвращаться к точно тем же координатам в каждом цикле) выше и не подвержена дрейфу. Вам не нужно каждое утро охотиться за углом с контрольными образцами.
Гибкость побеждает чистую скорость, когда время наладки превышает время работы.
Вот механизм: при работе с большим разнообразием каждая дополнительная минута наладки умножается на количество переналадок за смену. Электроприводы поддерживают стабильное позиционирование, потому что не зависят от стабильности температуры жидкости. Гидравлические системы теряют эффективность по мере нагрева масла — небольшое почасовое ухудшение, которое накапливается за 8‑часовую смену. При непрерывной работе этот спад скрыт внутри длинных циклов. При коротких сериях он проявляется как дополнительное время на корректировку и проверку.
Так что настоящий вопрос — не какая машина быстрее циклирует под нагрузкой, а какая точнее перезапускается после пятой переналадки за день.
Проверка реальности на производстве: в вашем текущем графике вы действительно гнёте детали — или постоянно заново доказываете наладки?
Давайте подвергнем тезис испытанию нагрузкой.
Если вы работаете с металлом толщиной полдюйма и более, высокопрочной сталью, длинными станинами, почти максимальной нагрузкой ежедневно — тогда доминируют чистое усилие и жёсткость рамы. Здесь гидравлические системы проявляют себя лучше, потому что длительные большие усилия на больших площадях нагружают шариковые винты (точно нарезанные валы, преобразующие вращение двигателя в поступательное движение) и элементы электропривода так, как они не всегда были рассчитаны.
Это реальность.
Но микропрецизионность (контроль на уровне тысячных миллиметра) всё же важна в двух отношениях. Во-первых, отходы при большой толщине стоят дорого. Ошибка в 0,5° на толстой пластине означает переделку с краном, а не лёгким движением руки. Система измерения угла с обратной связью снижает этот риск. Во-вторых, даже тяжёлые цеха редко выполняют только тяжёлые заказы. Всегда есть второстепенные работы — кронштейны, косынки, мелкие сборки — где электрическая эффективность и быстрое ускорение между гибами возвращают потраченное время.
Ловушка — в бинарном мышлении: “Мы гнём толстый лист, значит точные системы нам не нужны”.”
Лучший критерий — коэффициент использования. Если 80 % вашего дохода действительно идёт от постоянных тяжёлых гибов близко к номинальной мощности, гидравлика остаётся рациональным выбором. Если же тяжёлые работы случаются эпизодически, но именно они определяют решение о покупке, вы, возможно, завышаете характеристики оборудования ради меньшей части загрузки.
Это всё равно что ставить электросеть на 400 А, потому что одна машина даёт всплеск дважды в неделю.
Проверка реальности на производстве: самая толстая деталь — это ваш основной источник дохода или просто самый шумный?
Тоннаж — это мощность. Узкое место — это ограничение.
Это не одно и то же.
Узкое место — это этап вашего процесса, который ограничивает общий выпуск, будь то время наладки, доступность оператора, задержка программирования или фактическое усилие гибки. Если ваш пресс стоит без дела, ожидая программ, добавление тоннажа ничего не меняет. Если оператор тратит 40 минут за смену на подгонку углов, чистая сила тоже не решит проблему.
Составьте карту типичного дня. Где накапливается работа? Если WIP (незавершённое производство — детали, ожидающие следующего шага) скапливается перед прессом, вам может потребоваться скорость или параллельная мощность. Если после — ваш пресс вовсе не является ограничением.
Когда мы запускали двухтормозную ячейку с одним оператором, контролирующим обе, выпуск продукции вырос не из-за увеличения тоннажа, а потому что стабильность позволила удлинить рабочее время. Это победа программного обеспечения. Узкое место переместилось от гибки к потоку материала.
Представьте ваш цех как конвейер с одним медленным роликом. Усиление остальных роликов не увеличивает пропускную способность.
Поэтому при оценке систем попросите поставщиков продемонстрировать не пиковый тоннаж, а время восстановления после переналадки, продолжительность стабильной работы без оператора и интеграцию с вашим рабочим процессом программирования. Эти показатели выявляют реальное ограничение.
Высокая начальная цена всё ещё пугает людей. Электрические системы часто имеют примерно на 20–30 % выше стоимость. На бумаге это выглядит как излишество.
Вместо этого просчитайте временную шкалу.
Энергоэффективность полностью электрических систем остаётся выше примерно 88 % на протяжении всей смены, потому что потребление энергии происходит преимущественно во время движения, а не на холостом ходу. Гидравлические системы непрерывно потребляют энергию для поддержания давления, и их эффективность снижается по мере повышения температуры масла. За месяцы эта разница превращается в измеримые эксплуатационные расходы, а не в теоретическую экономию.
Добавьте обслуживание: нет замены масла, меньше уплотнителей, меньше остановок из-за протечек. Гипотетический пример — если цех экономит низкие пятизначные суммы в год на энергопотреблении и обслуживании вместе, ценовая надбавка может окупиться примерно за два-три года. После этого станок не просто окупается — его эксплуатация становится структурно дешевле.
Но ROI — это не только счета за коммунальные услуги.
Если более высокая повторяемость позволяет одному оператору контролировать два станка, эффективность труда меняется навсегда. Если более быстрые и детерминированные наладки освобождают дополнительные 45 минут за смену — это мощность, которую вы не нанимали. За пять лет эти минуты многократно превышают разницу в стоимости покупки.
Ошибка — рассчитывать ROI только по цене покупки. Настоящая кривая изменяется, когда стабильность работы меняет вашу модель штатного расписания и потолок пропускной способности.
И вот подход, который я хочу, чтобы вы запомнили: правильный листогиб — это тот, который удаляет ваше основное ограничение на раннем этапе его жизненного цикла. Не тот, у которого самая высокая маркировка тоннажа. Не тот, у которого самый низкий ценник. Тот, который атакует ваше реальное трение — наладку, дрейф, надзор или длительную тяжёлую нагрузку.
Вот так вы согласуете технологию с вашим производственным цехом.
Поэтому, прежде чем подписать заказ, составьте карту ограничений и спроецируйте её на три года вперёд. Если ваша номенклатура движется в сторону более коротких партий и более строгих допусков, сила не спасёт вас. Если вы удваиваете объём тяжёлых конструкций, то точность без мощи тоже не спасёт.
Станок больше не просто пресс. Он — часть нервной системы вашего цеха.
Какое ограничение вы хотите устранить первым?


















