

Pada pukul 7:12 pagi, bagian pertama dari pengereman menunjukkan 90,02°. Pada pukul 3:40 sore, program yang sama, operator yang sama, batch material yang sama, kami menyesuaikan koreksi sudut sebesar +0,4° hanya untuk tetap sesuai spesifikasi.
Tidak ada yang “rusak.” Mesin itu masih memiliki tenaga 170 ton siap digunakan.
Jadi mengapa kita memburu angka desimal?
Secara teori, mesin press brake hidrolik modern dapat mencapai akurasi lipatan ±0,1° dalam kondisi ideal. Saya sudah pernah melihatnya. Dynamic crowning (kompensasi otomatis pada meja untuk pembengkokan) dan pengukuran sudut dengan laser (penginderaan sudut optik secara real-time) dapat membuat mesin hidrolik terlihat seperti peralatan bedah.
Namun itu hanyalah sebuah cuplikan.
Akurasi adalah kemampuan untuk mencapai target sekali. Presisi adalah kemampuan untuk melakukannya dengan cara yang sama setiap kali. Dalam produksi dengan variasi tinggi—lot kecil, pergantian produk yang konstan—presisi yang menghasilkan keuntungan, bukan lipatan sempurna yang ditunjukkan ke tim penjualan. Ketika kita terus menilai mesin hanya berdasarkan tonnase, kita sedang mengukur otot sambil mengabaikan sistem saraf yang mengendalikannya.
Pemeriksaan Realitas Lantai Toko: Jika mesin press brake Anda menghasilkan bagian pertama dengan sempurna tetapi melenceng pada bagian ke-50, apakah Anda benar-benar membeli kemampuan—atau sekadar tenaga?

Berjalanlah di bengkel mana pun dan dengarkan logika pembeliannya: “Ini 220 ton.” Seolah-olah kita masih menilai mesin press flywheel (mesin stamping mekanis yang digerakkan oleh energi rotasi tersimpan) di mana semakin besar tonnase berarti semakin banyak pekerjaan yang bisa dilakukan secara fisik.
Dulu, gaya tekan adalah faktor pembatas. Saat ini, pada kebanyakan lembaran logam dengan ketebalan kurang dari seperempat inci, gaya tekan berlimpah. Kendali yang justru langka.
Kita mewarisi pola pikir dari era ketika mesin masih bodoh dan operator menjadi sistem umpan baliknya. Sekarang kita memiliki sistem CNC (computer numerical control) yang dapat mengendalikan posisi hingga mikron (seperseribu milimeter), namun kita masih berbicara tentang mesin press brake seolah-olah mereka palu hidrolik.
Itu seperti membanggakan tenaga kuda dari sebuah truk padahal pekerjaannya sebenarnya adalah memarkirkannya di dermaga bongkar-muat dengan jarak bebas dua inci.
Jadi, apa sebenarnya yang hilang dari pembicaraan ketika tonnase mendominasi?
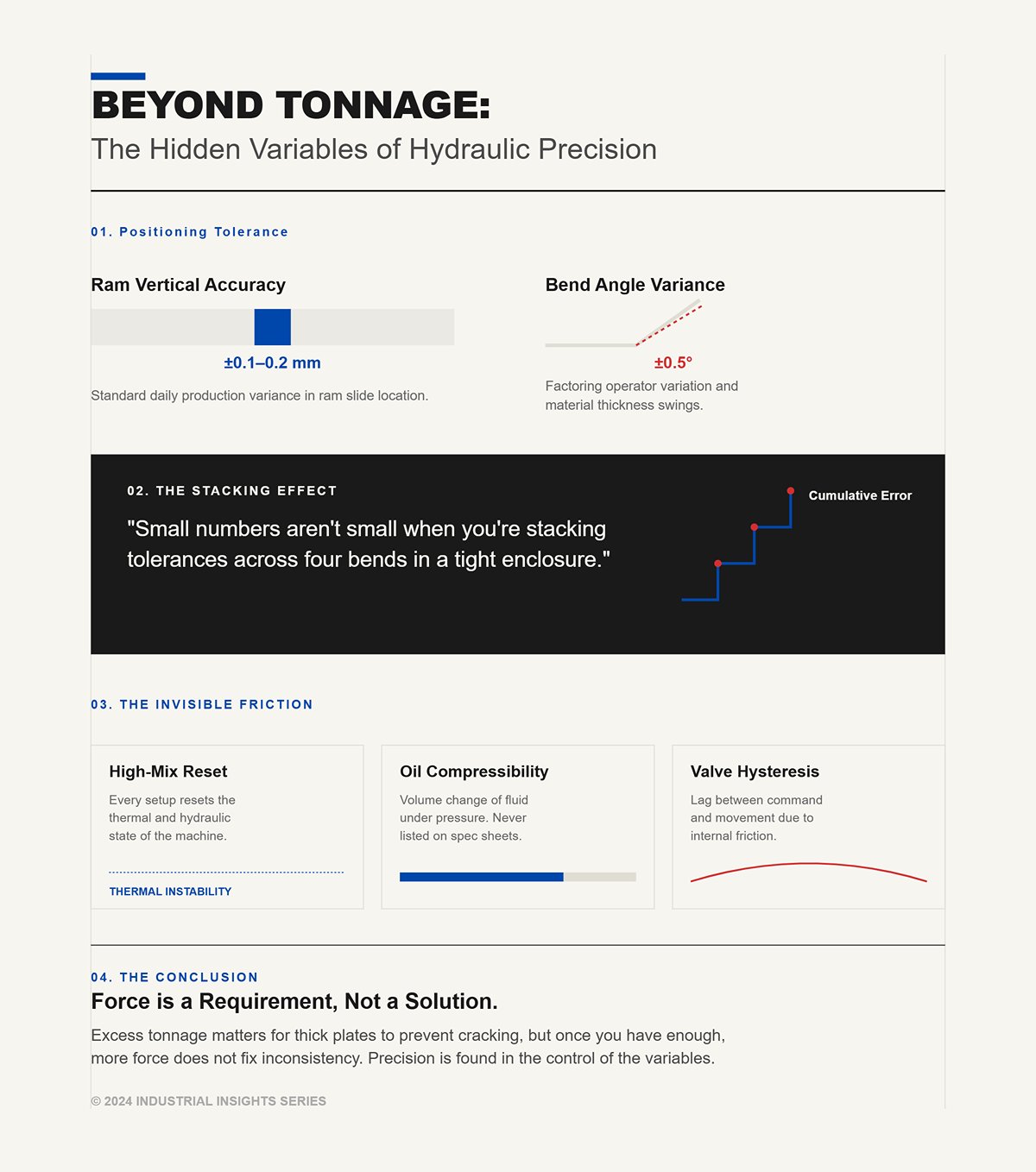
Mulailah dengan toleransi posisi. Banyak sistem hidrolik dalam produksi sehari-hari bekerja sekitar ±0,1–0,2 mm dalam posisi ram (akurasi posisi vertikal) dan ±0,5° dalam sudut lipatan setelah memperhitungkan variasi operator dan fluktuasi ketebalan material.
Angka-angka itu terdengar kecil. Tapi tidak, jika Anda menumpuk toleransi di empat lipatan dalam sebuah rangka yang sempit.
Lalu ada faktor repeatability saat pergantian pekerjaan. Produksi beragam berarti Anda mungkin menjalankan 40 bracket, lalu 25 cover, lalu 60 rel sasis. Setiap setup mengatur ulang kondisi termal dan hidrolik mesin. Kompresibilitas oli (perubahan volume kecil pada fluida hidrolik di bawah tekanan) dan histeresis katup (keterlambatan antara perintah dan gerakan aktual akibat gesekan internal dan dinamika fluida) tidak muncul di lembar spesifikasi, tetapi muncul di tempat sampah limbah Anda.
Tonnase berlebih tentu penting untuk pelat tebal atau paduan aerospace di mana under-bending dapat menyebabkan retakan. Saya tidak menentang tenaga. Saya berpendapat bahwa setelah Anda memiliki cukup, tambahan tenaga tidak memperbaiki inkonsistensi.
Dan hal inilah yang biasanya diabaikan sebagian besar bengkel hingga penyesuaian tengah shift mulai bermunculan.

Bayangkan menjalankan baja tahan karat 12-gauge selama 10 jam. Pada jam ketiga, minyak hidrolik telah menghangat secara signifikan. Saat suhu naik, viskositas (hambatan fluida terhadap aliran) menurun. Viskositas yang lebih rendah mengubah seberapa cepat tekanan terbentuk dan seberapa halus katup merespons.
Hal itu menghasilkan perbedaan halus pada kedalaman ram untuk posisi terprogram yang sama.
Anda tidak akan melihatnya pada siklus pertama. Anda akan melihatnya saat operator Anda menambahkan koreksi 0,2°. Lalu satu koreksi lagi. Menjelang sore, “program 90°” Anda bukan lagi program yang sama seperti saat Anda memulai.
Ya, Anda bisa mengelolanya—pendingin, rutinitas pemanasan, pemeliharaan disiplin. Saya telah mengoperasikan hidrolik selama bertahun-tahun; mereka dapat diandalkan. Namun mereka adalah sistem yang hidup. Mereka bernapas, mereka menghangat, mereka menyimpang.
Dalam pekerjaan dengan variasi tinggi, di mana Anda tidak mampu menghadapi kurva pembelajaran 20 bagian setiap kali mengganti material, penyimpangan itu menjadi pajak tersembunyi pada produktivitas.
Jadi bahkan jika mesin secara fisik dapat bergerak cepat, apakah ia dapat merespons secara instan dan identik setiap kali Anda memintanya?
Dalam rem hidrolik, katup proporsional (perangkat yang mengatur aliran fluida berdasarkan input listrik) mengukur minyak untuk mengontrol kecepatan dan posisi ram. Selalu ada jeda—dalam milidetik—antara perintah dan perubahan tekanan aktual. Itulah waktu respons katup.
Selama puluhan tahun, “cukup cepat” sudah memadai. Operator mengkompensasi. Waktu siklus lebih lama. Toleransi lebih longgar.
Sekarang bayangkan sel volume tinggi yang memproduksi ribuan bagian flensa pendek. Anda mengandalkan perlambatan yang tepat saat membentuk untuk menghindari overshoot. Setiap keterlambatan mikro memaksa kontrol untuk mengantisipasi dan mengoreksi. Ini bisa dilakukan—tetapi ini adalah tarian antara perangkat lunak dan inersia fluida (hambatan minyak bergerak terhadap perubahan mendadak).
Saat Anda menggandakannya pada ribuan siklus, perbedaan waktu kecil menjadi variasi yang dapat diukur.
Gaya bukan lagi hambatan. Latensi kontrol adalah hambatan.
Dan ketika Anda melihat itu, pertanyaannya bergeser dari “Berapa ton?” menjadi sesuatu yang jauh lebih tidak nyaman bagi kaum tradisionalis: apa yang terjadi ketika kita mengganti otot fluida dengan gerakan sinkron digital yang tidak menyimpang, memampat, atau ragu?
Pada rem servo-electric yang saya pasang tahun lalu, bagian pertama dari rem terbaca 90,00°. Delapan jam kemudian, setelah 300 bagian campuran dan tiga pergantian material, tetap terbaca 90,00°—tanpa penyesuaian sudut tengah shift, tanpa ibu jari operator pada roda koreksi.
Tidak ada yang ajaib. Kami hanya menghilangkan minyaknya.
Alih-alih pompa mendorong fluida melalui katup proporsional (perangkat yang dikontrol secara elektrik untuk mengatur aliran hidrolik), ram digerakkan oleh motor servo sinkron (motor listrik yang dikontrol oleh loop umpan balik yang terus-menerus mengoreksi posisi) yang dihubungkan ke ball screw (poros berulir presisi yang mengubah gerakan rotasi menjadi gerakan linear). Kontrol tidak “mengantisipasi” perilaku fluida. Ia memerintahkan posisi secara langsung dan membaca kembali posisi aktual melalui encoder (sensor yang mengukur pergerakan dalam ukuran sangat kecil, seringkali mikron).
Itulah pergeseran dari otot ke sistem saraf. Sistem hidrolik mengelola tekanan dan berharap posisi mengikuti. Sistem servo-electric memerintahkan posisi dan membiarkan torsi mengikuti sesuai kebutuhan.
Saat Anda menghilangkan kompresibilitas minyak, histeresis katup, dan viskositas yang tergantung suhu dari rantai gerak, Anda menghilangkan tiga variabel yang dulu membutuhkan kompensasi operator. Ram tidak peduli apakah itu pukul 8 pagi atau 4 sore. Ia menuju ke tempat yang ditentukan, dalam hitungan mikron, setiap saat.
Tapi presisi hanyalah setengah dari ceritanya. Anda tidak membeli mesin untuk mengagumi konsistensi sudut—Anda membelinya untuk menghasilkan uang.
Jadi apa yang berubah secara ekonomi begitu pompa hidrolik menghilang?
Berdirilah di samping rem hidrolik 220 ton saat jam makan siang. Anda masih akan mendengarnya berdengung.
Dengungan itu adalah pompa hidrolik yang mempertahankan tekanan sistem, biasanya menarik 30–40 amp bahkan ketika ram tidak bergerak. Sebagian besar bengkel dengan variasi produksi tinggi menghabiskan 60–70% shift untuk pengaturan, penanganan suku cadang, inspeksi, atau menunggu operasi sebelumnya. Mesinnya “menyala,” tapi tidak melakukan pembengkokan.
Rem servo-elektrik hampir tidak menarik daya saat idle karena tidak ada pompa yang mempertahankan tekanan. Motor hanya mengkonsumsi energi ketika bergerak. Perbandingan terbaru yang saya tinjau menunjukkan sekitar 60 kWh selama shift 8 jam untuk unit hidrolik dibandingkan sekitar 12 kWh untuk mesin listrik sebanding dengan beban kerja serupa. Tapi itu hanyalah gambaran sesaat.
Perubahan yang lebih mendasar adalah perilaku. Di lingkungan dengan variasi tinggi, waktu idle bukanlah pemborosan—itu adalah harga fleksibilitas. Hidrolik menghukum fleksibilitas tersebut dengan membakar energi setiap kali jeda. Elektrik tidak.
Ada juga masalah perawatan. Tidak ada oli hidrolik berarti tidak ada kebocoran, tidak ada penggantian filter, tidak ada pembuangan oli, tidak ada sirkuit pendingin. Oli bukan hanya barang habis pakai; itu adalah variabel. Setiap pola keausan seal sedikit mengubah respons. Setiap perubahan suhu mempengaruhi viskositas. Hilangkan cairan tersebut, dan Anda menghilangkan seluruh ekosistem perawatan yang sebelumnya menggerogoti konsistensi.
Tapi jangan merasa terlalu nyaman. Penghematan energi di atas kertas tidak berarti apa-apa jika permintaan puncak merusak infrastruktur listrik Anda.
Pemeriksaan Realitas Lantai Toko: Jika rem Anda menganggur 65% waktu dalam sehari, mengapa Anda masih membayar untuk mempertahankan 40 amp yang mengalirkan oli yang tidak digunakan siapa pun?
Inilah jebakan yang sering dialami insinyur junior: mereka membandingkan rata-rata amperase.
Hidrolik menarik arus stabil sepanjang hari. Servo-elektrik melonjak keras saat proses pembengkokan. Ketika motor servo mendorong ke dalam operasi bottoming (memaksa punch masuk jauh ke dalam cetakan untuk membentuk sudut sepenuhnya), ia dapat menarik arus sesaat yang sangat besar. Di gedung-gedung lama dengan layanan listrik lemah, lonjakan itu dapat menyebabkan penurunan tegangan yang beriak ke seluruh bengkel.
Jadi mana yang lebih mahal?
Jika Anda menjalankan produksi panjang dan berkelanjutan—berhenti minimal, pemanfaatan tinggi—tarikan stabil hidrolik mulai terlihat kurang boros. Energi digunakan untuk pembengkokan sebenarnya hampir sepanjang waktu. Dalam skenario sempit itu, selisihnya menyusut.
Sekarang bayangkan sel volume tinggi yang menjalankan ribuan komponen flensa pendek. Siklus pendek. Penanganan sering. Operator menunggu robot atau pemeriksaan pengukur. Mesin listrik mengonsumsi energi secara singkat hanya ketika ram berakselerasi, melambat, dan memberikan gaya. Selebihnya, mesin ini senyap secara listrik.
Biaya tahunan menjadi fungsi dari tingkat pemanfaatan, bukan tonase pada papan nama. Bengkel dengan variasi tinggi dan waktu idle 50–70% melihat penghematan yang tidak proporsional. Operasi volume rendah dan tanpa henti melihat selisih yang kurang dramatis.
Dan Anda harus menganggarkan untuk infrastruktur. Beberapa fasilitas memerlukan peningkatan transformator atau pengkondisian daya untuk menangani permintaan puncak servo. Abaikan itu, dan perhitungan ROI Anda hanyalah fantasi.
Ekonomi energi bukan tentang rata-rata tarikan daya. Itu tentang siklus tugas (persentase waktu pembengkokan aktif) dan kekuatan jaringan listrik.
Yang membawa kita pada pertanyaan tidak nyaman yang selalu diajukan para veteran kepada saya setiap saat.
| Topik | Detail |
|---|---|
| Pertanyaan Inti | Mesin mana yang sebenarnya lebih mahal untuk dijalankan secara tahunan: hidraulik atau servo-elektrik? |
| Kesalahan Umum | Insinyur junior membandingkan arus rata-rata daripada perilaku operasi yang sebenarnya. |
| Daya Hidraulik | Menarik arus secara konstan sepanjang hari, terlepas dari apakah proses penekukan sedang berlangsung atau tidak. |
| Daya Servo-Elektrik | Mengonsumsi energi dalam lonjakan tajam selama penekukan, terutama saat operasi penekanan bawah di mana arus sesaat dapat melonjak cukup tinggi. |
| Risiko Infrastruktur | Lonjakan arus servo yang tinggi dapat menyebabkan penurunan tegangan di fasilitas lama dengan layanan listrik yang lemah. |
| Skenario Produksi Berkelanjutan | Dalam operasi jangka panjang yang terus-menerus dengan tingkat pemanfaatan tinggi, mesin hidraulik tampak kurang tidak efisien karena sebagian besar energi yang dikonsumsi digunakan untuk penekukan aktual. Celah efisiensi menjadi lebih kecil. |
| Skenario Siklus Pendek Volume Tinggi | Dalam operasi dengan siklus pendek, penanganan yang sering, dan waktu menganggur, servo-elektrik hanya menggunakan energi selama gerakan ram dan penerapan gaya, tetap tenang secara listrik pada waktu lainnya. |
| Penggerak Biaya Tahunan | Biaya energi tahunan lebih bergantung pada tingkat pemanfaatan (siklus kerja) daripada pada tonase yang tercantum pada nameplate. |
| Bengkel dengan Campuran Tinggi | Bengkel dengan waktu menganggur 50–70% melihat penghematan energi yang tidak proporsional dengan mesin servo-elektrik. |
| Operasi Campuran Rendah, Tanpa Operator | Lingkungan produksi berkelanjutan mengalami perbedaan biaya yang lebih kecil antara sistem hidraulik dan elektrik. |
| Penganggaran Infrastruktur | Beberapa fasilitas memerlukan peningkatan trafo atau pengkondisian daya untuk menangani permintaan puncak servo; mengabaikan hal ini dapat mendistorsi perhitungan ROI. |
| Faktor Ekonomi Utama | Ekonomi energi bergantung pada siklus kerja (persentase waktu pembengkokan aktif) dan kekuatan jaringan listrik—bukan pada rata-rata konsumsi arus. |
| Titik Transisi | Mengarah pada pertanyaan umum yang sering diajukan oleh operator berpengalaman mengenai kinerja jangka panjang mesin dan sifat praktisnya. |
Saya pernah mendengarnya di lantai produksi: “Listrik bagus untuk bahan tipis. Coba bottoming pelat setengah inci.”
Mereka tidak salah—sampai batas tertentu.
Sebagian besar rem servo-listrik murni dibatasi sekitar 300 ton. Pelat tebal, meja panjang, operasi coining ekstrem (pembengkokan dengan gaya tinggi yang mendefor masi bahan sepenuhnya ke dalam cetakan) masih lebih unggul menggunakan hidrolik. Tenaga fluida lebih mudah ditingkatkan ke tonase sangat tinggi karena tekanan dapat dilipat gandakan di seluruh silinder besar tanpa harus memperbesar motor secara berlebihan.
Sistem listrik menghasilkan gaya melalui torsi (gaya rotasi) yang dikalikan dengan keuntungan mekanis pada ball screw. Untuk menggandakan gaya yang tersedia, Anda harus meningkatkan torsi motor atau mengubah rasio mekanis—keduanya memiliki batas dalam ukuran, biaya, dan pembuangan panas.
Jadi ya, untuk pelat kapal atau balok struktural, hidrolik tetap menjadi alat yang tepat.
Namun, lihatlah campuran pekerjaan Anda dengan jujur. Sebagian besar fabrikasi dengan ketebalan di bawah seperempat inci tidak membutuhkan 400 ton. Yang dibutuhkan adalah 100–200 ton yang diterapkan dengan presisi dan pengulangan yang konsisten. Membeli 400 ton “untuk berjaga-jaga” sama seperti memasang kompresor 200 tenaga kuda untuk mengoperasikan die grinder.
Pengambilalihan tidak bersifat universal. Ini tergantung pada aplikasi. Ketika Anda menghapus 10% pekerjaan ekstrem, listrik mencakup sebagian besar pekerjaan modern dengan campuran tinggi, kendali yang lebih ketat, dan variabilitas yang lebih rendah.
Jadi jika gaya bukan lagi hambatan universal, apa sebenarnya yang mendorong profitabilitas di dunia nyata—kecepatan siklus mentah, atau hal lain?
Rem hidrolik sering membanggakan kecepatan pendekatan dan penarikan yang lebih cepat. Secara teoritis, ram mereka bergerak lebih cepat di antara pembengkokan.
Namun profitabilitas campuran tinggi tidak ditentukan oleh gerakan udara. Ini ditentukan oleh seberapa cepat Anda dapat mengganti pekerjaan dan mencapai akurasi bagian pertama tanpa penyesuaian.
Servo-listrik berakselerasi dan melambat dengan presisi ekstrem karena kontrol memerintahkan posisi secara langsung, bukan melalui dinamika fluida. Itu berarti lebih sedikit overshoot, lebih sedikit koreksi, dan lebih sedikit bagian percobaan ketika berganti bahan atau ketebalan. Waktu setup menyusut karena pembengkokan pertama sudah berada dalam toleransi.
Dalam produksi khusus dengan satu jenis bagian, kecepatan hidrolik dapat sedikit mengungguli listrik. Di bengkel yang berganti pekerjaan 15 kali sehari, setiap siklus koreksi yang dihindari memberikan dampak. Menghindari dua pembengkokan uji per pekerjaan di 15 pekerjaan berarti 30 bagian yang tidak Anda buang atau kerjakan ulang.
Waktu siklus penting ketika bagian stabil. Waktu setup mendominasi ketika jadwal tidak stabil.
Bengkel dengan campuran tinggi tidak kehilangan uang karena ram mereka bergerak 50 milidetik lebih lambat. Mereka kehilangan uang karena variabilitas memaksa campur tangan manusia.
Jadi inilah pertanyaan yang harus Anda jawab dengan jujur sebelum menentukan spesifikasi mesin berikutnya: apakah Anda mengoptimalkan untuk kekuatan brute force dalam skenario yang jarang terjadi, atau untuk presisi yang dapat diulang pada 90% pekerjaan yang sebenarnya menjaga bisnis tetap berjalan?
Tahun lalu kami memberi penawaran dua mesin untuk toko yang sama: sebuah hidraulik murni 250 ton dengan pompa kecepatan variabel, dan sebuah servo-hybrid 220 ton (motor listrik yang menggerakkan pompa hidraulik hanya saat diperlukan). Hybrid harganya sekitar 50% lebih tinggi. Pemilik tidak bertanya tentang tonase terlebih dahulu. Ia menyodorkan jadwalnya di meja saya—braket dengan ketebalan tipis sepanjang minggu, lalu batch pelat 3/8 inci pada hari Jumat. “Saya tidak mau dua mesin press brake,” katanya. “Saya mau satu yang tidak menghukum saya dalam kedua situasi.”
Itulah pertanyaan ROI yang sebenarnya. Bukan horsepower. Bukan ton pada nameplate. Campuran pekerjaan versus pemanfaatan.
Hybrid ada karena mesin listrik murni menangani sebagian besar pekerjaan dengan campuran tinggi secara luar biasa—tapi tidak semuanya—dan hidraulik konvensional menangani bagian berat dengan andal—tetapi mengorbankan presisi dan energi pada pekerjaan di tengah-tengah. Janji hybrid sederhana: kontrol listrik untuk akurasi dan efisiensi saat idle, silinder hidraulik untuk kekuatan yang dapat diskalakan.
Sederhana di brosur.
Di lantai produksi, ini adalah negosiasi antara dua sistem fisika yang secara alami tidak berpikir sama.
Anda mencoba menanamkan sistem saraf ke tubuh berotot tanpa mengembalikan kelonggaran yang ingin Anda hindari. Pemeriksaan Realitas Lantai Toko: Apakah Anda membeli hybrid karena jadwal Anda menuntutnya, atau karena Anda tidak nyaman berkomitmen pada satu pihak?
Saya melihat sebuah ball screw (poros ulir presisi yang mengubah rotasi motor menjadi gaya linear) keluar dari mesin press brake listrik 300 ton setelah diet tetap berupa bagian struktural tebal. Ulirnya mengkilap. Diskolorasi panas dekat mur. Tidak ada yang katastrofik—hanya tekanan mekanis melakukan apa yang dilakukan tekanan seiring waktu.
Mesin press brake listrik menghasilkan gaya melalui torsi (gaya rotasi) yang dilipatkan melalui ulir tersebut. Untuk menggandakan gaya, Anda bisa meningkatkan torsi motor atau mengubah keuntungan mekanis. Keduanya berarti motor lebih besar, ulir lebih tebal, lebih banyak panas. Panas adalah pembunuh diam-diam di sini; ia mengubah kelonggaran, mempengaruhi pelumasan, mempercepat keausan.
Sekarang bayangkan pelat 1/2 inci di atas meja 10 kaki. Permintaan gaya melonjak tajam saat bottoming (mendorong punch sepenuhnya ke dalam die untuk menetapkan sudut melalui deformasi plastik). Hidraulik tidak melipatgandakan gaya melalui ulir; mereka menggunakan tekanan fluida (gaya yang didistribusikan secara merata melalui oli di dalam silinder). Skala ke atasnya sederhana: silinder lebih besar, rating tekanan lebih tinggi. Beban tersebar di area piston alih-alih terkonsentrasi pada ulir.
Itulah mengapa mesin listrik sering berhenti di bawah rentang tonase ekstrem yang dijalani industri berat.
Namun inilah nuansa yang harus Anda ingat: seberapa sering Anda benar-benar berada di kisaran ketebalan tersebut? Jika 80% dari pekerjaan Anda di bawah 1/4 inci dan 20% menyentuh 3/8 inci, mesin listrik menangani mayoritas dengan presisi posisi ±0,01 mm, dan hidraulik menguasai ujung ekstrem dengan stabilitas beban yang tenang.
Konfliknya bukan ideologis. Ini mekanis.
Dan itu meninggalkan celah tepat di tengah—toko yang menangani material berat cukup sering untuk khawatir tentang listrik murni, tetapi tidak cukup sering untuk membenarkan penalti energi dan variabilitas hidraulik full-time. Pemeriksaan Realitas Lantai Toko: Apakah “pekerjaan berat” Anda adalah penghasil pendapatan harian, atau hanya selimut keamanan emosional?
Di atas kertas, ya. Dalam praktiknya, hanya dalam jendela operasi yang sempit.
Rem servo-hidrolik menggunakan motor servo (motor yang dikontrol secara digital dengan umpan balik posisi yang presisi) untuk memutar pompa hidrolik hanya ketika gerakan atau tekanan diperlukan. Minyak bergerak sesuai permintaan. Posisi ram menutup loop melalui encoder (sensor yang mengukur posisi secara tepat). Anda mendapatkan kontrol ala listrik yang dilapis di atas gaya hidrolik.
Dalam produksi volume tinggi dengan ketebalan sekitar di bawah 3 mm dan sudut tekuk di bawah 45 derajat, saya pernah melihat peningkatan waktu siklus sebesar 15–25% dibandingkan hidrolik konvensional. Kenapa? Karena pompa tidak menganggur pada kecepatan penuh di antara langkah, dan sistem kontrol mengantisipasi perlambatan alih-alih bereaksi terhadap keterlambatan fluida.
Namun itu hanyalah sebuah cuplikan.
Ketika mesin yang sama berjalan di bawah 40% dari tonase terukur—bagian ringan pada rangka besar—servo bisa saja mendorong melawan katup pelepas tekanan (perangkat pengaman yang terbuka untuk mencegah tekanan berlebih). Motor mencoba memodulasi aliran dengan presisi; sirkuit hidrolik mengalirkan tekanan berlebih. Itu adalah kerugian parasit (energi yang dikonsumsi tanpa pekerjaan produktif). Sistem saraf dan otot berdebat tentang siapa yang memimpin.
Efisiensi energi menurun. Keuntungannya menyusut.
Dan jika campuran pekerjaan Anda berubah drastis—braket tipis di pagi hari, gusset tebal setelah makan siang—jalur optimisasi hybrid mungkin hanya cocok untuk sebagian hari Anda.
Jadi apakah ini memberikan kedua dunia?
Bisa. Jika profil produksi Anda sebagian besar berada di jalur tengah itu: ketebalan sedang, produksi repetitif, volume cukup untuk memanfaatkan keuntungan waktu siklus, permintaan gaya yang cukup untuk membenarkan hidrolik.
Di luar jalur itu, Anda berisiko membayar premi modal 40–60% untuk mesin yang berperilaku seperti hidrolik yang sedikit disempurnakan atau elektrik yang sedikit terbebani.
Itu bukan kegagalan. Itu spesifisitas.
Hybrid bukanlah titik manis universal. Ini adalah kecocokan yang disesuaikan. Pemeriksaan Realitas Lantai Toko: Apakah buku catatan tekukan Anda benar-benar berada dalam zona nyaman hybrid, atau Anda membeli fleksibilitas teoritis yang jarang akan Anda manfaatkan?
Salah satu teknisi saya pernah berkata, “Ini seperti menambahkan PLC ke rem kopling mekanis—sekarang kita memecahkan masalah dengan laptop dan kunci inggris.” Itulah hybrid dalam satu kalimat.
Anda tetap memiliki silinder hidrolik, seal, kelompok katup (rangkaian yang mengarahkan aliran minyak), dan fluida yang perlu dipantau. Sekarang tambahkan penggerak servo (perangkat elektronik daya yang mengontrol kecepatan motor), encoder, dan perangkat lunak kontrol loop tertutup (sistem yang terus membandingkan posisi yang diperintahkan dengan posisi aktual dan memperbaiki penyimpangan).
Motor servo tanpa sikat menghilangkan keausan sikat karbon. Bagus. Pompa dengan kecepatan variabel mengurangi panas konstan. Juga bagus.
Namun ketika ada penyimpangan, diagnosis bukan sekadar memeriksa fitting yang bocor. Ini memverifikasi kalibrasi sensor, parameter penggerak, kurva tekanan hidrolik. Komponen pengganti adalah bagian presisi dengan toleransi lebih ketat dan biaya lebih tinggi.
Saya pernah melihat hybrid berjalan lebih halus dan melindungi diri lebih baik terhadap beban berlebih karena lapisan kontrol ikut campur sebelum terjadi penyalahgunaan mekanis. Itu dapat mengurangi kegagalan besar.
Saya juga pernah melihat bengkel tanpa teknisi terlatih memburu kesalahan hantu selama berhari-hari karena lapisan listrik dan hidrolik berinteraksi dengan cara yang tidak sepenuhnya dipahami oleh tim.
Kompleksitas tidak hilang. Bentuknya berubah.
Jika budaya perawatan Anda disiplin—analisis cairan, pencadangan perangkat lunak, dokumentasi parameter—hybrid dapat mengurangi keausan kasar sambil mempertahankan kapasitas gaya. Jika bengkel Anda masih memperlakukan perawatan pencegahan seperti saran, Anda baru saja menggandakan cara mesin bisa membingungkan Anda.
Dan di sinilah argumen yang lebih besar menjadi semakin tajam: kategori perangkat keras kurang penting dibandingkan kualitas kontrol dan disiplin operasional. Sistem saraflah yang kini menjadi pembeda sejati, bukan massa otot.
Yang berarti keputusan berikutnya bukanlah “hidrolik, listrik, atau hibrida?”
Melainkan “Seberapa banyak kendali presisi yang benar-benar kita manfaatkan—dan apakah kita terstruktur untuk mendukungnya?” Pemeriksaan Realitas Lantai Toko: Apakah Anda siap menjaga sistem yang terkoordinasi, atau apakah Anda berharap perangkat lunak akan memaafkan kebiasaan lama di lantai produksi?
Kuartal lalu, kami mengajukan penawaran untuk keluarga braket 42 bagian—baja lunak 3 mm, lima tekukan tiap bagian, ukuran batch antara 12 hingga 80. Estimator mengambil data tonase terlebih dahulu. Saya mengambil log penyiapan tahun lalu. Rata-rata waktu setup per bagian baru: 38 menit. Waktu produksi rata-rata per batch: 14 menit. Kami menghabiskan hampir tiga kali lebih lama untuk mempersiapkan tekukan daripada benar-benar menekuk.
Itu bukan masalah ram. Itu masalah otak.
Ketika data produksi Anda menunjukkan bahwa waktu setup mendominasi waktu spindle—atau dalam kasus kami, waktu ram—arsitektur yang menang adalah yang dapat memprediksi, mengurutkan, dan mengoreksi sebelum pukulan pertama. Keunggulan kompetitif bukan terletak pada seberapa keras ram dapat memukul; tetapi pada seberapa cerdas CNC (computer numerical control, sistem digital yang mengarahkan gerakan mesin berdasarkan kode) mengantisipasi setiap gerakan.
Anda tidak lagi membeli kekuatan. Anda membeli pandangan ke depan.
Dan jika pandangan ke depan adalah asetnya, maka pertanyaan nyata bergeser: apakah hambatan Anda masih pada kekuatan logam—atau pada aliran informasi?
Pemeriksaan Realitas Lantai Toko: Apakah Anda memilih mesin berdasarkan grafik tonase puncak, atau berdasarkan di mana jam kerja Anda sebenarnya hilang?
Kami menjalankan pekerjaan baja tahan karat tebal 12-gauge selama 10 jam beberapa tahun lalu. Bagian pertama keluar pada 90,02 derajat. Di tengah shift, kami mengejar springback (pemulihan elastis logam setelah pembengkokan) dengan penyesuaian mikro setiap 30 bagian. Operator berdiri di depan kendali, menyesuaikan kedalaman per seperseratus milimeter, menjaga pengetahuan turun-temurun seperti resep keluarga.
Sekarang bayangkan bagian yang sama diprogram secara offline di perangkat lunak 3D (lingkungan simulasi yang menghasilkan urutan tekukan dan kode NC sebelum pekerjaan mencapai mesin). Urutan tekukan dibuat di meja kerja sementara mesin press brake masih menjalankan pekerjaan sebelumnya. Pemeriksaan tabrakan dilakukan otomatis. Pemilihan alat disimulasikan. Kode NC siap dijalankan saat dikirim ke mesin.
Mesin tidak menunggu untuk berpikir.
Inilah pergeseran yang paling sering terlewat oleh bengkel: ketika pemrograman offline mengeksternalisasi pengetahuan setup, bottleneck berpindah ke hulu. Operator tidak lagi membutuhkan 15 tahun “rasa.” Kini batasannya adalah kualitas simulasi. Apakah programmer sudah mempertimbangkan variasi material? Apakah mereka memodelkan defleksi alat? Apakah mereka menangkap pembukaan V-die yang sebenarnya, bukan yang teoretis?
Kita menukar kendala di lantai produksi dengan kendala di kantor.
Itu kuat—dan berbahaya. Saya telah melihat bengkel membeli paket offline lengkap namun tetap melakukan penyesuaian di mesin karena data tekukan tersimpan di buku catatan seseorang, bukan di basis data. Perangkat lunak tidak menyelesaikan ketidakteraturan. Ia justru menyingkapnya.
Lantai produksi, dalam hal ini, seperti memindahkan perlengkapan pengelasan dari meja goyah ke pelat granit—jika Anda tidak menyamakan bagian sebelum menjepitnya, presisi hanya akan memperlihatkan ketidakteraturan Anda.
Jadi ketika Anda mengevaluasi arsitektur, jangan tanyakan ram mana yang lebih kuat. Tanyakan ekosistem kendali mana yang menangkap dan menggunakan kembali pengetahuan di berbagai mesin—dan apakah tim Anda cukup disiplin untuk memberinya data yang bersih.
Pemeriksaan Realitas Lantai Toko: Jika operator terbaik Anda berhenti besok, apakah kualitas tekukan akan ikut pergi bersamanya—atau tetap tertanam di dalam program Anda?
Ambil tempat tidur sepanjang 3 meter, pelat setebal 6 mm, 200 ton di sepanjang panjangnya. Ram menekan ke bawah; tempat tidur melengkung ke atas di bagian tengah. Lengkungan ini disebut kesalahan crowning (pelengkungan alami mesin di bawah beban yang mengubah sudut tekukan sepanjang panjangnya).
Cara lama? Shim. Uji tekukan. Shim lagi.
Cara modern? Crowning dinamis (sistem kompensasi yang disesuaikan secara otomatis yang mengubah profil tempat tidur atau ram selama proses tekukan berdasarkan beban yang dihitung atau diukur).
Inilah saat perangkat lunak mengalahkan perangkat keras. CNC sudah mengetahui ketebalan material, kekuatan tarik (resistensi terhadap tarikan hingga terpisah), lebar die, panjang tekukan. Dari input tersebut, ia menghitung defleksi yang diharapkan sebelum stroke selesai. Beberapa sistem menambahkan sensor pengukur sudut (perangkat yang membaca sudut tekukan sebenarnya secara real-time menggunakan laser atau probe) dan menutup loop di tengah tekukan.
Mesin mengoreksi sebelum mata Anda melihat kesalahannya.
Itu bukan hanya presisi. Itu adalah kontrol prediktif.
Rangka hidraulik bisa kaku. Rangka elektrik bisa kaku. Tetapi tanpa lapisan kontrol yang memodelkan beban dan menyesuaikan saat bergerak, kekakuan saja tidak menjamin sudut yang seragam di seluruh 3 meter. Kecerdasan ada pada algoritme yang mengantisipasi pelengkungan dan mengimbanginya secara dinamis.
Pikirkan seperti memberi beban awal pada fixture sebelum distorsi pengelasan menariknya keluar—jika Anda tahu ke mana ia akan bergerak, Anda melakukan gerakan lawan terlebih dahulu.
Sekarang tanyakan pada diri Anda: dalam pekerjaan dengan variasi tinggi di mana batch material berubah setiap minggu, apakah kekakuan mekanis statis cukup—atau apakah sensor adaptif menjadi pelindung nyata terhadap scrap?
Pemeriksaan Realitas Lantai Toko: Apakah Anda mengandalkan massa baja untuk melawan defleksi, atau pada perangkat lunak yang memprediksi dan menghapusnya?
Bayangkan sebuah sel produksi variatif tinggi menjalankan ribuan bagian dengan flange pendek. Lima pergantian alat per shift. Setiap pergantian manual: 6–10 menit jika operator terampil, lebih lama jika segmen perlu dicari.
Itu berarti 30–50 menit waktu tanpa tekukan per hari.
Sebuah ATC (Automatic Tool Changer, sistem yang secara otomatis memuat dan membongkar punch dan die dari penyimpanan ke press brake) mengganti alat dalam waktu sekitar satu menit. Yang lebih penting, ia menghilangkan jeda pengambilan keputusan. Tidak ada debat urutan. Tidak mencari segmen 30 mm yang tersembunyi di balik segmen 50 mm.
Peningkatan waktu siklus sudah jelas. Perubahan yang lebih dalam adalah konsistensi. Perpustakaan alat berada di kontrol. Program memanggil alat berdasarkan ID. Setup menjadi deterministik (terprediksi dan dapat diulang), bukan bergantung pada siapa yang sedang shift.
Namun, inilah tangkapannya: ATC bersinar saat dipasangkan dengan sistem elektrik atau servo dengan respons tinggi. Mengapa? Karena percepatan dan perlambatan cepat antara tekukan pendek menambah waktu yang dihemat dalam pergantian alat. Stroke balik hidraulik yang lambat mengurangi keuntungan tersebut.
Arsitektur penting.
Sebuah ATC pada platform yang lamban seperti memasang vise quick-change pada mesin milling manual yang aus—Anda menghemat menit saat menjepit tetapi kehilangannya saat memutar handle.
Jadi apakah ini kemewahan? Dalam pekerjaan low-mix, long-run, ya. Dalam lingkungan high-mix di mana setup yang mendominasi, ini sering menjadi perbedaan antara satu shift mencapai target atau meleset.
Yang memunculkan pertanyaan yang lebih sulit tentang tenaga kerja itu sendiri.
Kami menguji sebuah sel semi-otomatis: satu operator mengawasi dua brake, masing-masing dengan pekerjaan yang diprogram offline dan koreksi sudut otomatis. Peran operator beralih dari membengkokkan menjadi menangani material dan mengelola pengecualian (hanya ikut campur ketika sistem memberi tanda ada anomali).
Output per jam tenaga kerja hampir dua kali lipat pada batch campuran di bawah 50 unit.
Namun itu hanya berhasil karena mesin dapat berjalan secara prediktif tanpa penyesuaian mikro yang konstan. Prediktabilitas itu berasal dari kontrol loop tertutup (sistem umpan balik yang secara terus-menerus membandingkan posisi yang diperintahkan dan posisi aktual dan mengoreksi kesalahan) dan respons servo yang stabil—bukan dari tenaga mentah.
Perhitungan tenaga kerja tradisional mengasumsikan satu operator terampil per mesin. Sistem berbasis perangkat lunak mematahkan asumsi itu. Ketika kompleksitas beralih ke pemrograman dan sensor, tenaga kerja di lantai produksi menjadi lebih bersifat pengawasan daripada keterampilan tangan.
Keterbatasan berpindah lagi.
Sekarang Anda mengevaluasi bukan “Dapatkah mesin ini membengkokkan pelat setebal 1/2 inci?” tetapi “Dapatkah arsitektur ini berjalan tanpa pengawasan selama 20 menit tanpa koreksi manusia?” Itu adalah pertanyaan kendali, bukan pertanyaan tenaga.
Pada masa awal saya bergelut dengan brake mekanis flywheel, otot yang berkuasa. Sekarang, koordinasi yang memimpin. Press brake kini lebih mirip sistem saraf yang mengatur gaya secara presisi di tempat dan waktu yang dibutuhkan, bukan sekadar palu.
Dan jika efisiensi tenaga kerja kini bergantung pada stabilitas perangkat lunak dan integritas data, perhitungan ROI Anda tidak bisa berhenti pada tonase atau bahkan waktu siklus. Itu harus dipetakan ke lokasi hambatan sebenarnya—setup, sensor, pengawasan, atau tenaga mentah.
Jadi sebelum Anda menyetujui lembar spesifikasi, jawab satu-satunya pertanyaan yang benar-benar melindungi margin: dalam model operasi jangka panjang Anda, apakah faktor pembatas Anda adalah ketebalan logam—atau latensi pengambilan keputusan?
Anda tidak memilih press brake dengan menanyakan apa yang dapat dilakukannya pada hari terbaiknya. Anda memilihnya dengan menanyakan apa yang memperlambat Anda pada hari terburuk Anda.
Itulah pergeserannya. Setelah kontrol prediktif dan sensor loop tertutup (sistem umpan balik yang mengukur posisi atau sudut aktual dan mengoreksinya secara real time) menjadi standar, mesin berhenti menjadi penghasil tenaga dan mulai menjadi penghapus hambatan. ROI (return on investment, waktu dan margin yang diperoleh relatif terhadap biaya pembelian) berhenti hidup dalam grafik tonase dan mulai hidup dalam campuran produksi Anda, model tenaga kerja Anda, dan waktu menganggur Anda.
Di bengkel pertama saya, kami membeli kapasitas seperti membeli asuransi—terlalu besar dan berat. Saat ini, ketika saya menentukan spesifikasi brake, saya memetakannya terhadap tiga hal: volatilitas campuran, cakupan material, dan lokasi hambatan. Triad itu memberi tahu saya apakah arsitektur elektrik berbasis perangkat lunak layak digunakan atau hanya terlihat bagus saat demo.
Ini seperti memilih antara palu godam dan kunci momen—Anda tidak bertanya mana yang lebih kuat, Anda bertanya mana yang menghilangkan hambatan spesifik di depan Anda.
Realitas Lantai Produksi: Apakah Anda membeli gaya tekuk—atau membeli kembali menit yang hilang dan stabilitas tenaga kerja?
Sekarang bayangkan sebuah sel volume tinggi yang memproduksi ribuan bagian flange pendek. Jika semuanya identik dan berjalan selama berminggu-minggu, kecepatan stroke mentah dan daya tahan sangat penting. Fleksibilitas menjadi gangguan. Dalam jalur sempit itu, sistem hidrolik yang dirawat dengan baik dapat bekerja mulus sepanjang hari dan membenarkan biaya oli dan seal-nya.
Namun itu hanyalah sebuah cuplikan.
Beralih ke campuran tinggi, volume rendah—20 komponen di sini, 35 di sana, bahan berganti setiap dua hari sekali. Biaya dominan bukan waktu tekuk; melainkan volatilitas setup. Sistem listrik dan hibrida dengan pustaka alat terintegrasi serta pemrograman offline mempercepat setup karena pengulangan posisi (kemampuan mesin untuk kembali ke koordinat yang sama setiap siklus) lebih ketat dan bebas drift. Anda tidak perlu lagi mengejar sudut dengan kupon uji setiap pagi.
Fleksibilitas mengalahkan kecepatan mentah ketika waktu setup melebihi waktu produksi.
Inilah mekanismenya: dalam pekerjaan campuran tinggi, setiap menit tambahan pada setup dikalikan dengan jumlah pergantian per shift. Penggerak listrik menjaga posisi tetap konsisten karena tidak bergantung pada stabilitas suhu fluida. Sistem hidrolik kehilangan efisiensi saat oli memanas—penurunan kecil setiap jam yang terakumulasi sepanjang shift 8 jam. Pada produksi kontinu, penurunan itu tersembunyi di dalam siklus panjang. Pada produksi pendek, penurunan itu muncul sebagai waktu penyesuaian dan verifikasi.
Jadi pertanyaan sebenarnya bukan mesin mana yang berputar lebih cepat di bawah beban. Melainkan mana yang dapat memulai ulang dengan akurat setelah pergantian kelima dalam sehari.
Realitas Lantai Produksi: Dalam jadwal kerja Anda saat ini, apakah Anda menekuk komponen—atau terus-menerus memverifikasi ulang setup?
Mari uji tesis ini.
Jika Anda bekerja dengan baja berkekuatan tinggi setengah inci ke atas, panjang meja besar, dan tonase mendekati maksimum setiap hari—gaya mentah dan kekakuan rangka tetap mendominasi. Sistem hidrolik unggul di situ karena tonase tinggi yang berkelanjutan di permukaan besar menekan ball screw (poros berulir presisi yang mengubah rotasi motor menjadi gerakan linear) dan komponen penggerak listrik dengan cara yang tidak selalu sesuai rancangan awalnya.
Itu nyata.
Namun presisi mikro (kendali pada tingkat seperseribu milimeter) tetap penting dalam dua hal. Pertama, limbah pada ketebalan tinggi mahal. Kesalahan sudut 0,5° pada pelat tebal berarti pengerjaan ulang dengan crane, bukan gerakan pergelangan tangan. Pengukuran sudut loop tertutup mengurangi risiko itu. Kedua, bahkan bengkel berat jarang mengerjakan hanya pekerjaan berat. Selalu ada pekerjaan sekunder—braket, gusset, rakitan kecil—di mana efisiensi listrik dan percepatan cepat antar tekukan menghemat waktu.
Jebakannya adalah pola pikir biner: “Kami menekuk pelat tebal, jadi sistem presisi tidak berlaku.”
Penyaring yang lebih baik adalah rasio pemanfaatan. Jika 80% dari pendapatan Anda benar-benar berasal dari tekukan berat berkelanjutan mendekati kapasitas terukur, hidrolik tetap pilihan rasional. Jika pekerjaan tebal bersifat episodik tetapi menentukan keputusan pembelian, Anda mungkin memperbesar solusi untuk beban kerja minoritas.
Seperti menentukan layanan 400 amp karena satu mesin melonjak dua kali seminggu.
Realitas Lantai Produksi: Apakah pekerjaan paling tebal Anda adalah penggerak pendapatan utama—atau hanya yang paling bising?
Tonase adalah kapasitas. Hambatan adalah batasan.
Mereka bukan hal yang sama.
Hambatan adalah langkah dalam proses Anda yang membatasi output total—apakah itu waktu setup, ketersediaan operator, keterlambatan pemrograman, atau gaya pembentukan aktual. Jika mesin tekuk Anda diam menunggu program, menambah tonase tidak mengubah apa pun. Jika operator Anda menghabiskan 40 menit per shift untuk menyesuaikan sudut, gaya mentah juga tidak memperbaikinya.
Petakan satu hari kerja biasa. Di mana pekerjaan menumpuk? Jika WIP (work in process, bagian yang setengah selesai menunggu langkah berikutnya) menumpuk di depan mesin tekuk, Anda mungkin perlu kecepatan atau kapasitas paralel. Jika menumpuk setelahnya, maka mesin tekuk Anda bukan hambatan sama sekali.
Ketika kami mengoperasikan sel dua mesin tekuk dengan satu operator mengawasi keduanya, keluaran meningkat bukan karena tonase bertambah, melainkan karena stabilitas memungkinkan tenaga kerja diperluas. Itu kemenangan perangkat lunak. Hambatannya berpindah dari penekukan ke aliran material.
Bayangkan bengkel Anda seperti konveyor dengan satu roller yang lambat. Membuat roller lainnya lebih kuat tidak akan meningkatkan throughput.
Jadi ketika mengevaluasi sistem, mintalah vendor untuk menunjukkan bukan tonase puncak, melainkan waktu pemulihan setelah pergantian, durasi stabilitas tanpa pengawasan, dan integrasi dengan alur kerja pemrograman Anda. Metrik-metrik itulah yang mengungkap kendala sebenarnya.
Harga di awal masih membuat orang khawatir. Sistem listrik sering kali memiliki premi sekitar 20–30 %. Di atas kertas, itu terlihat sebagai kemewahan.
Sebaliknya, jalankan garis waktunya.
Efisiensi energi pada sistem listrik sepenuhnya tetap di atas sekitar 88 % selama satu shift penuh karena daya terutama digunakan saat bergerak, bukan saat diam. Sistem hidrolik mengonsumsi daya terus-menerus untuk mempertahankan tekanan, dan efisiensinya menurun ketika suhu oli meningkat. Selama berbulan-bulan, perbedaan itu bertambah menjadi biaya operasional yang terukur, bukan penghematan teoretis.
Tambahkan perawatan: tidak ada penggantian oli, lebih sedikit seal, lebih sedikit penghentian produksi akibat kebocoran. Contoh hipotetis—jika sebuah bengkel menghemat puluhan juta rupiah per tahun dari gabungan energi dan perawatan, harga premium dapat tertutup dalam sekitar dua hingga tiga tahun. Setelah itu, mesin tersebut tidak hanya lunas—tetapi secara struktural lebih murah untuk dijalankan.
Namun ROI bukan hanya tagihan utilitas.
Jika pengulangan yang lebih tinggi memungkinkan satu operator mengawasi dua mesin, efisiensi tenaga kerja akan berubah secara permanen. Jika penyiapan yang lebih cepat dan deterministik membebaskan tambahan 45 menit per shift, itu adalah kapasitas yang tidak Anda rekrut. Dalam lima tahun, menit-menit itu jauh melampaui selisih harga pembelian.
Kesalahan yang sering terjadi adalah menghitung ROI hanya berdasarkan biaya akuisisi. Kurva yang sebenarnya berubah ketika stabilitas operasional mengubah model ketenagakerjaan dan batas throughput Anda.
Dan inilah sudut pandang yang ingin saya Anda pegang: mesin press brake yang tepat adalah yang menghilangkan kendala utama Anda paling awal dalam siklus hidupnya. Bukan yang memiliki lencana tonase tertinggi. Bukan yang berharga paling murah. Yang menyerang gesekan nyata Anda—penyiapan, penyimpangan, pengawasan, atau beban berat yang berkelanjutan.
Begitulah cara Anda mencocokkan teknologi dengan lantai produksi.
Jadi sebelum Anda menandatangani PO, buatlah peta kendala dan proyeksikan hingga tiga tahun ke depan. Jika campuran produksi Anda cenderung ke arah volume yang lebih pendek dan toleransi yang lebih ketat, tenaga saja tidak akan menyelamatkan Anda. Jika Anda menggandakan pekerjaan struktural berat, presisi tanpa kekuatan juga tidak akan membantu.
Mesin itu bukan lagi sekadar alat press. Ia adalah bagian dari sistem saraf bengkel Anda.
Kendala apa yang ingin Anda singkirkan terlebih dahulu?


















