

À 7h12, la première pièce sortie de la presse affiche 90,02°. À 15h40, même programme, même opérateur, même lot de matériau, nous corrigeons l’angle de +0,4° juste pour rester dans les tolérances.
Rien n’a “ cassé ”. La machine dispose toujours de 170 tonnes de puissance.
Alors pourquoi chasse-t-on les décimales ?
Sur le papier, une presse plieuse hydraulique moderne peut atteindre une précision de pliage de ±0,1° dans des conditions idéales. Je l’ai vu. Le cambrage dynamique (compensation automatique du lit pour la déflexion) et la mesure laser de l’angle (détection optique en temps réel) peuvent donner à une machine hydraulique un aspect chirurgical.
Mais ce n’est qu’un instantané.
La précision est la capacité à atteindre une cible une fois. La régularité est la capacité à l’atteindre de la même manière à chaque fois. Dans une production à haute diversité — petites séries, changements constants — la régularité paie les factures, pas le pli « héros » que vous montrez à l’équipe commerciale. Quand nous continuons à classer les machines selon la seule tonnage, nous mesurons les muscles en ignorant le système nerveux qui les coordonne.
Vérification de la réalité sur le plancher de production : Si votre presse réussit la première pièce mais dérive à la cinquantième, achetez-vous vraiment de la capacité — ou juste de la force ?

Parcourez n’importe quel atelier et écoutez la logique d’achat : “ C’est une 220 tonnes. ” Comme si nous étions encore en train de dimensionner des presses mécaniques à volant d’inertie (machines de poinçonnage entraînées par énergie rotative stockée) où plus de tonnage signifiait plus de travail physique réalisable.
À l’époque, la force était le facteur limitant. Aujourd’hui, pour la plupart des tôles de moins de six millimètres, la force est abondante. Le contrôle est rare.
Nous avons hérité d’un état d’esprit d’une époque où les machines étaient « bêtes » et les opérateurs constituaient la boucle de rétroaction. Nous disposons désormais de systèmes CNC (commande numérique par ordinateur) capables de positionner au micron (millième de millimètre), et pourtant nous continuons à parler des presses comme si c’étaient des marteaux hydrauliques.
C’est comme se vanter de la puissance d’un camion alors que le vrai défi consiste à le garer dans un quai de chargement avec cinq centimètres de marge de chaque côté.
Alors, qu’est-ce qui disparaît exactement de la conversation quand le tonnage domine ?
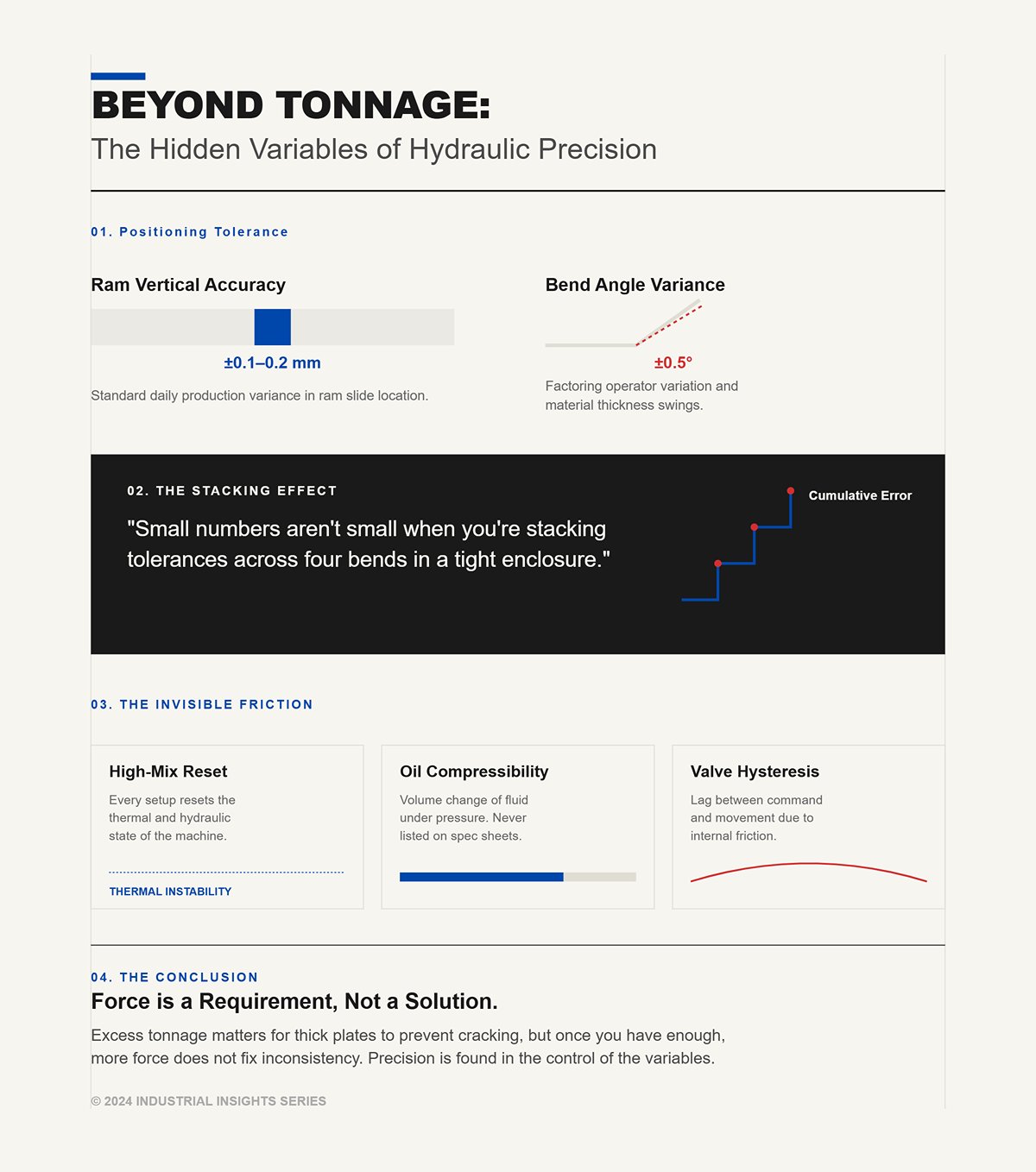
Commençons par la tolérance de positionnement. De nombreux systèmes hydrauliques, dans la production quotidienne, se trouvent autour de ±0,1–0,2 mm de précision de position du coulisseau (exactitude de la glissière verticale) et ±0,5° sur l’angle de pliage une fois les variations d’opérateur et d’épaisseur du matériau prises en compte.
Ces chiffres paraissent petits. Ils ne le sont pas quand on empile les tolérances sur quatre plis dans un carter serré.
Puis vient la répétabilité lors des changements de série. Une production à haute diversité signifie que vous pouvez fabriquer 40 supports, puis 25 capots, puis 60 rails de châssis. Chaque configuration réinitialise l’état thermique et hydraulique de la machine. La compressibilité de l’huile (la légère variation de volume du fluide hydraulique sous pression) et l’hystérésis des valves (décalage entre la commande et le mouvement réel dû au frottement interne et à la dynamique des fluides) ne figurent pas sur la fiche technique, mais elles apparaissent dans la benne à déchets.
Le tonnage excédentaire compte absolument pour les tôles épaisses ou les alliages aérospatiaux où une sous-pliage provoque des fissures. Je ne suis pas contre la force. Je soutiens qu’une fois que vous en avez suffisamment, en ajouter davantage ne corrige pas l’inconstance.
Ce qui nous amène à la partie que la plupart des ateliers ignorent jusqu’à ce que les ajustements en cours de poste commencent à apparaître.

Imaginez une production de 10 heures en inox de calibre 12. Au bout de trois heures, l’huile hydraulique s’est considérablement réchauffée. À mesure que la température augmente, la viscosité (résistance du fluide à l’écoulement) diminue. Une viscosité plus faible modifie la vitesse à laquelle la pression se construit et la souplesse de réponse des valves.
Cela se traduit par des différences subtiles de profondeur du vérin pour la même position programmée.
Vous ne le verrez pas au premier cycle. Vous le verrez lorsque votre opérateur ajoutera une correction de 0,2°. Puis une autre. En fin d’après-midi, votre “ programme à 90° ” n’est plus le même que celui avec lequel vous avez commencé.
Oui, on peut le gérer — refroidisseurs, procédures d’échauffement, maintenance rigoureuse. J’ai utilisé des systèmes hydrauliques pendant des années ; ils sont fiables. Mais ce sont des systèmes vivants. Ils respirent, chauffent et dérivent.
Dans les productions à forte diversité, où vous ne pouvez pas vous permettre une courbe d’apprentissage de 20 pièces à chaque changement de matériau, cette dérive devient l’impôt caché sur la productivité.
Donc, même si la machine peut physiquement se déplacer rapidement, peut-elle réagir instantanément et de manière identique à chaque commande ?
Dans une presse plieuse hydraulique, les valves proportionnelles (dispositifs qui régulent l’écoulement du fluide selon un signal électrique) dosent l’huile pour contrôler la vitesse et la position du vérin. Il y a toujours un délai — de quelques millisecondes — entre la commande et la modification réelle de la pression. C’est le temps de réponse de la valve.
Pendant des décennies, “ suffisamment rapide ” convenait. Les opérateurs compensaient. Les temps de cycle étaient plus longs. Les tolérances étaient plus larges.
Imaginez maintenant une cellule de production à grand volume fabriquant des milliers de pièces à rebord court. Vous comptez sur une décélération précise pendant le pliage pour éviter le dépassement. Chaque micro-retard oblige le système de commande à anticiper et à corriger. C’est faisable — mais c’est une danse entre le logiciel et l’inertie du fluide (résistance de l’huile en mouvement aux changements brusques).
Lorsqu’on généralise cela sur des milliers de cycles, des différences minimes de synchronisation deviennent des variations mesurables.
La force n’est plus le goulet d’étranglement. C’est la latence du contrôle.
Et une fois que vous voyez cela, la question passe de “ Combien de tonnes ? ” à une interrogation bien plus inconfortable pour les traditionalistes : que se passe-t-il lorsque nous remplaçons la force fluide par un mouvement synchronisé numériquement qui ne dérive pas, ne se comprime pas, et n’hésite pas ?
Sur une presse plieuse servo-électrique que j’ai mise en service l’année dernière, la première pièce sortie de la machine affiche 90,00°. Huit heures plus tard, après 300 pièces variées et trois changements de matériau, elle affiche toujours 90,00° — sans ajustement en cours de poste, sans pouce d’opérateur sur la molette de correction.
Rien de magique ne s’est produit. Nous avons simplement supprimé l’huile.
Au lieu d’une pompe poussant du fluide à travers des valves proportionnelles (dispositifs électriques qui dosent le flux hydraulique), le vérin est entraîné par des moteurs servo synchronisés (moteurs électriques contrôlés par des boucles de rétroaction corrigeant constamment la position) reliés à des vis à billes (arbres filetés de précision qui convertissent le mouvement rotatif en déplacement linéaire). Le système de commande ne “ prévoit ” pas le comportement du fluide. Il ordonne directement la position et la vérifie par retour via des encodeurs (capteurs qui mesurent le mouvement en fines incréments, souvent en microns).
C’est le passage du muscle au système nerveux. Les systèmes hydrauliques gèrent la pression et espèrent que la position suivra. Les systèmes servo-électriques commandent la position et laissent le couple suivre selon les besoins.
Lorsque vous éliminez la compressibilité de l’huile, l’hystérésis des valves et la viscosité dépendante de la température de la chaîne de mouvement, vous supprimez trois variables qui exigeaient auparavant une compensation de l’opérateur. Le vérin se moque qu’il soit 8 h du matin ou 16 h. Il va là où on lui dit, à quelques microns près, à chaque fois.
Mais la précision n’est que la moitié de l’histoire. Vous n’achetez pas des machines pour admirer la constance des angles — vous les achetez pour gagner de l’argent.
Alors, qu’est-ce qui change économiquement au moment où la pompe hydraulique disparaît ?
Tenez-vous à côté d’une presse plieuse hydraulique de 220 tonnes pendant la pause déjeuner. Vous l’entendrez toujours bourdonner.
Ce bourdonnement, c’est la pompe hydraulique qui maintient la pression du système, tirant généralement 30 à 40 ampères même lorsque le vérin ne bouge pas. La plupart des ateliers à grande variété de pièces passent 60 à 70 % du poste en configuration, manipulation de pièces, inspection ou en attente d’opérations en amont. La machine est “ en marche ”, mais ne plie pas.
Une presse plieuse servo-électrique consomme presque zéro énergie au ralenti car il n’y a pas de pompe maintenant la pression. Les moteurs ne consomment de l’énergie que lorsqu’ils bougent. Une comparaison récente que j’ai examinée montrait environ 60 kWh sur un poste de 8 heures pour une unité hydraulique contre environ 12 kWh pour une machine électrique comparable sous une charge de travail similaire. Mais ce n’est qu’un instantané.
Le changement plus profond est comportemental. Dans les environnements à grande variété, le temps d’inactivité n’est pas un gaspillage — c’est le coût de la flexibilité. Les systèmes hydrauliques vous pénalisent pour cette flexibilité en brûlant de l’énergie à chaque pause. Les systèmes électriques ne le font pas.
Il y a aussi la maintenance. Pas d’huile hydraulique signifie pas de fuites, pas de changements de filtre, pas d’élimination d’huile, pas de circuits de refroidissement. L’huile n’est pas seulement un consommable ; c’est une variable. Chaque motif d’usure de joint modifie légèrement la réponse. Chaque variation de température change la viscosité. Supprimez le fluide, et vous supprimez tout un écosystème de maintenance qui grignotait auparavant la répétabilité.
Mais ne vous reposez pas sur vos lauriers. Les économies d’énergie sur le papier ne signifient rien si la demande de pointe ruine votre infrastructure électrique.
Vérification de la réalité sur le plancher de production : Si votre presse plieuse reste inactive 65 % de la journée, pourquoi payez-vous encore pour faire circuler 40 ampères dans une huile que personne n’utilise ?
Voici le piège dans lequel tombent les jeunes ingénieurs : ils comparent l’ampérage moyen.
Les systèmes hydrauliques tirent un courant constant toute la journée. Les servo-électriques montent en flèche pendant le pliage. Lorsqu’un moteur servo effectue une opération de butée (forçant le poinçon profondément dans la matrice pour former complètement l’angle), il peut tirer un courant instantané massif. Dans les anciens bâtiments à alimentation faible, cette poussée peut provoquer des baisses de tension qui se répercutent dans l’atelier.
Alors, lequel coûte plus cher ?
Si vous travaillez en production longue et continue — arrêts minimaux, utilisation élevée — la consommation constante de l’hydraulique commence à paraître moins inefficace. L’énergie est utilisée pour un réel pliage la plupart du temps. Dans ce scénario étroit, l’écart se réduit.
Imaginez maintenant une cellule à grand volume produisant des milliers de pièces à court rebord. Cycle court. Manipulation fréquente. Opérateur en attente d’un robot ou d’un contrôle de gabarit. La machine électrique consomme de l’énergie en rafales uniquement lorsque le vérin accélère, ralentit et applique une force. Le reste du temps, elle est silencieuse électriquement.
Le coût annuel devient fonction du taux d’utilisation, et non de la tonnage nominale. Les ateliers à grande variété avec 50 à 70 % de temps d’inactivité voient des économies disproportionnées. Les opérations à faible variété, en mode « lights-out » voient des écarts moins marqués.
Et vous devez prévoir le budget pour l’infrastructure. Certaines installations nécessitent des transformateurs ou un conditionnement de puissance améliorés pour gérer la demande de pointe des servos. Ignorez cela, et votre calcul de ROI est fantaisiste.
L’économie de l’énergie ne concerne pas la consommation moyenne. Elle dépend du cycle de service (pourcentage de temps passé à plier activement) et de la robustesse du réseau électrique.
Ce qui nous amène à la question embarrassante que les anciens me posent à chaque fois.
| Sujet | Détails |
|---|---|
| Question centrale | Quelle machine coûte réellement plus cher à faire fonctionner chaque année : hydraulique ou servo-électrique ? |
| Erreur courante | Les ingénieurs débutants comparent l’intensité moyenne en ampères plutôt que le comportement réel en fonctionnement. |
| Consommation d’énergie hydraulique | Tire un courant constant tout au long de la journée, que le pliage soit en cours ou non. |
| Consommation d’énergie servo-électrique | Utilise de l’énergie en impulsions nettes pendant le pliage, en particulier lors des opérations de matage où le courant instantané peut fortement augmenter. |
| Risque pour l’infrastructure | Les pics de courant élevés des servomoteurs peuvent provoquer des chutes de tension dans les installations anciennes dont le service électrique est faible. |
| Scénario de production continue | Lors de longues séries ininterrompues à forte utilisation, les machines hydrauliques semblent moins inefficaces, car la plupart de l’énergie consommée sert réellement au pliage. L’écart d’efficacité se réduit. |
| Scénario à grand volume et cycles courts | Dans les opérations à cycles courts, avec une manutention fréquente et des temps d’arrêt, les servo-électriques utilisent l’énergie uniquement pendant le mouvement du vérin et l’application de la force, restant silencieuses électriquement le reste du temps. |
| Facteur de coût annuel | Le coût énergétique annuel dépend davantage du taux d’utilisation (cycle de service) que du tonnage nominal. |
| Ateliers à forte diversité de production | Les ateliers affichant 50–70 % de temps d’inactivité constatent des économies d’énergie disproportionnées avec les machines servo-électriques. |
| Opérations à faible diversité, en production automatisée | Les environnements de production continue présentent de plus faibles différences de coût entre les systèmes hydrauliques et électriques. |
| Budgétisation de l’infrastructure | Certaines installations nécessitent des transformateurs améliorés ou un conditionnement de puissance pour gérer la demande de pointe des servomoteurs ; ignorer cela fausse les calculs de ROI. |
| Facteurs économiques clés | L’économie de l’énergie dépend du cycle de service (pourcentage du temps de pliage actif) et de la robustesse du réseau — pas de la consommation moyenne de courant. |
| Point de transition | Mène à une question courante soulevée par des opérateurs expérimentés concernant la performance et la praticité des machines à long terme. |
Je l’ai entendu sur le terrain : “ Les électriques, c’est bien pour les trucs fins. Essayez le bottoming sur une plaque d’un demi-pouce. ”
Ils n’ont pas tort — jusqu’à un certain point.
La plupart des presses purement servo-électriques plafonnent autour de 300 tonnes. Les plaques épaisses, les lits longs, les opérations de matriçage extrême (pliage à haute force qui déforme plastiquement le matériau complètement dans la matrice) favorisent encore l’hydraulique. La puissance fluide s’adapte plus facilement à des tonnages très élevés, car la pression peut être multipliée sur de grands cylindres sans surdimensionner les moteurs à des niveaux absurdes.
Les systèmes électriques produisent la force grâce au couple (force de rotation) multiplié par l’avantage mécanique dans la vis à billes. Pour doubler la force disponible, vous devez soit augmenter le couple du moteur, soit modifier les rapports mécaniques — les deux ayant des limites en taille, coût et dissipation thermique.
Donc oui, pour les plaques de construction navale ou les poutres structurelles, l’hydraulique reste le bon outil.
Mais examinez honnêtement le mélange de vos travaux. La plupart des fabrications de moins d’un quart de pouce n’ont pas besoin de 400 tonnes. Elles nécessitent 100 à 200 tonnes appliquées de façon précise et répétable. Acheter 400 tonnes “ juste au cas où ” revient à installer un compresseur de 200 chevaux pour faire fonctionner une meuleuse pneumatique.
La prise de contrôle n’est pas universelle. Elle est dictée par l’application. Lorsque vous éliminez les 10 % de travaux extrêmes, les électriques couvrent une énorme part du travail moderne à forte diversité avec un contrôle plus précis et moins de variabilité.
Donc, si la force n’est plus le goulot d’étranglement universel, qu’est-ce qui pilote réellement la rentabilité dans le monde réel — la vitesse brute de cycle, ou autre chose ?
Les presses hydrauliques affichent souvent des vitesses d’approche et de retrait plus rapides. Sur le papier, leur coulisseau se déplace plus vite entre les pliages.
Mais la rentabilité dans un environnement à forte diversité ne se décide pas dans la course à vide. Elle se décide dans la rapidité avec laquelle vous pouvez changer de travail et atteindre la précision dès la première pièce sans ajustement.
Les servo-électriques accélèrent et ralentissent avec une précision extrême, car la commande ordonne directement la position, et non via la dynamique des fluides. Cela signifie moins de dépassements, moins de corrections, et moins de pièces d’essai lors du changement de matériaux ou d’épaisseurs. Le temps de réglage se réduit car le premier pliage est déjà dans la tolérance.
Dans une production dédiée à une seule pièce, la vitesse hydraulique peut surpasser les électriques. Dans un atelier changeant 15 fois par jour, chaque cycle de correction évité s’accumule. Deux pliages d’essai en moins par travail sur 15 travaux, c’est 30 pièces que vous n’avez pas mises au rebut ou reprises.
Le temps de cycle compte lorsque la pièce est stable. Le temps de réglage domine lorsque le planning ne l’est pas.
Les ateliers à grande variété ne perdent pas d’argent parce que leur vérin se déplace 50 millisecondes plus lentement. Ils perdent de l’argent parce que la variabilité impose une intervention humaine.
Voici donc la question à laquelle vous devez répondre honnêtement avant de spécifier votre prochaine machine : optimisez-vous pour la force brute dans des scénarios rares, ou pour la précision répétable sur les 90% de travaux qui maintiennent réellement les lumières allumées ?
L’année dernière, nous avons proposé deux machines pour le même atelier : une hydraulique pure de 250 tonnes avec une pompe à vitesse variable, et une servo-hybride de 220 tonnes (moteur électrique entraînant une pompe hydraulique uniquement à la demande). Le prix du modèle hybride était environ 50% plus élevé. Le propriétaire n’a pas demandé en premier la capacité en tonnes. Il a glissé son planning sur mon bureau—des supports en tôle fine toute la semaine, puis un lot de plaques de 3/8 po le vendredi. “ Je ne veux pas deux presses plieuses ”, a-t-il dit. “ Je veux une machine qui ne me pénalise pas dans un cas comme dans l’autre. ”
Voilà la vraie question du retour sur investissement. Pas la puissance. Pas les tonnes nominales. Le mix des travaux par rapport à l’utilisation.
Les hybrides existent parce que l’électrique pur couvre la plupart du travail à grande variété magnifiquement—mais pas tout—et l’hydraulique conventionnelle couvre le segment lourd de manière fiable—mais gaspille la précision et l’énergie au milieu. La promesse de l’hybride est simple : contrôle électrique pour la précision et l’efficacité à vide, cylindres hydrauliques pour une force évolutive.
Simple sur la brochure.
Dans la cellule, c’est une négociation entre deux systèmes physiques qui ne pensent pas naturellement de la même façon.
Vous essayez de greffer un système nerveux sur un corps musculaire sans réintroduire la mollesse dont vous vous échappiez. Vérification de la réalité sur le plancher de production : Achetez-vous un hybride parce que votre planning l’exige, ou parce que vous n’êtes pas à l’aise de vous engager d’un côté ou de l’autre ?
J’ai vu un vis à billes (un arbre fileté de précision qui convertit la rotation du moteur en force linéaire) sortir d’une presse plieuse électrique de 300 tonnes après un régime régulier de pièces structurelles épaisses. Filets polis. Décoloration par la chaleur près de l’écrou. Rien de catastrophique—juste le stress mécanique qui fait ce que le stress fait au fil du temps.
Les presses plieuses électriques génèrent une force par le couple (force de rotation) multiplié par cette vis. Pour doubler la force, il faut soit augmenter le couple du moteur, soit changer l’avantage mécanique. Les deux impliquent des moteurs plus gros, des vis plus épaisses, plus de chaleur. La chaleur est ici le tueur silencieux ; elle modifie les jeux, affecte la lubrification, accélère l’usure.
Imaginez maintenant une plaque de 1/2 po sur un banc de 10 pieds. La demande de force augmente fortement au moment du matage (forcer le poinçon complètement dans la matrice pour fixer l’angle par déformation plastique). Les systèmes hydrauliques ne multiplient pas la force par des filets ; ils utilisent la pression du fluide (force distribuée uniformément dans l’huile des cylindres). L’augmentation d’échelle est simple : cylindres plus grands, pressions nominales plus élevées. La charge se répartit sur la surface du piston au lieu de se concentrer sur les filets de la vis.
C’est pourquoi les machines électriques atteignent souvent leur limite en dessous de la plage de tonnage extrême dans laquelle vit l’industrie lourde.
Mais voici la nuance que vous devez garder en tête : à quelle fréquence êtes-vous vraiment dans cette plage d’épaisseur ? Si 80% de votre travail est inférieur à 1/4 po et que 20% flirte avec 3/8 po, l’électrique gère la majorité avec une précision positionnelle de ±0,01 mm, et l’hydraulique prend en charge l’extrême avec une stabilité de charge calme.
Le conflit n’est pas idéologique. Il est mécanique.
Et cela laisse un vide juste au milieu—les ateliers qui manipulent du matériau lourd juste assez souvent pour être nerveux à l’idée de travailler en électrique pur, mais pas assez souvent pour justifier les pénalités d’énergie et de variabilité d’un hydraulique à plein temps. Vérification de la réalité sur le plancher de production : Vos “ travaux lourds ” sont-ils des moteurs de revenus quotidiens, ou des couvertures de sécurité émotionnelle ?
Sur le papier, oui. En pratique, seulement dans une fenêtre de fonctionnement étroite.
Un frein servo-hydraulique utilise un servomoteur (un moteur commandé numériquement avec un retour de position précis) pour faire tourner une pompe hydraulique uniquement lorsque le mouvement ou la pression sont nécessaires. L’huile circule à la demande. La position du vérin ferme la boucle à travers des codeurs (capteurs mesurant la position exacte). Vous obtenez un contrôle de type électrique superposé à la force hydraulique.
Lors de séries à fort volume, pour des épaisseurs inférieures à environ 3 mm et des angles de pliage inférieurs à 45 degrés, j’ai constaté des améliorations de temps de cycle de 15 à 25 %. Pourquoi ? Parce que la pompe ne tourne pas à plein régime entre les courses, et le système de commande anticipe la décélération au lieu de réagir au décalage du fluide.
Mais ce n’est qu’un instantané.
Lorsque la même machine fonctionne à moins de 40 % de la capacité nominale — des pièces légères sur un grand bâti —, le servo peut finir par pousser contre la soupape de décharge de pression (un dispositif de sécurité qui s’ouvre pour éviter la surpression). Le moteur essaie de moduler le débit avec précision ; le circuit hydraulique évacue l’excès de pression. C’est une perte parasite (énergie consommée sans travail productif). Le système nerveux et le muscle se disputent le contrôle.
L’efficacité énergétique baisse. L’avantage se réduit.
Et si votre mix varie fortement — pièces fines le matin, goussets épais après le déjeuner —, la bande d’optimisation de l’hybride ne correspondra peut-être qu’à une partie de votre journée.
Alors, offre-t-il vraiment les deux mondes ?
Il le peut. Si votre profil de production se situe principalement dans cette zone intermédiaire : épaisseur modérée, séries répétitives, volume suffisant pour exploiter les gains de cycle, demande de force suffisante pour justifier l’hydraulique.
En dehors de cette zone, vous risquez de payer une prime d’investissement de 40 à 60 % pour une machine qui se comporte comme une hydraulique légèrement raffinée ou une électrique légèrement alourdie.
Ce n’est pas un échec. C’est de la spécificité.
L’hybride n’est pas un point idéal universel. C’est un ajustement sur mesure. Vérification de la réalité sur le plancher de production : Votre registre de pliage se situe-t-il réellement dans la zone de confort de l’hybride, ou bien achetez-vous une flexibilité théorique que vous rentabiliserez rarement ?
Un de mes techniciens a dit un jour : “ C’est comme ajouter un automate programmable à un frein à embrayage mécanique — maintenant on dépanne avec un ordinateur portable et une clé. ” Voilà, un hybride résumé en une phrase.
Vous avez toujours des vérins hydrauliques, des joints, des groupes de valves (ensembles dirigeant le flux d’huile) et du fluide à surveiller. Il faut maintenant ajouter des variateurs servo (électronique de puissance contrôlant la vitesse du moteur), des codeurs et un logiciel de commande en boucle fermée (systèmes comparant en permanence la position demandée à la position réelle et corrigeant les écarts).
Les servomoteurs sans balais éliminent l’usure des balais en carbone. Bien. Les pompes à vitesse variable réduisent la chaleur constante. Bien aussi.
Mais lorsqu’un écart se produit, le diagnostic ne se résume plus à vérifier un raccord fuyard. Il faut vérifier l’étalonnage des capteurs, les paramètres des variateurs, les courbes de pression hydraulique. Les composants de remplacement sont des pièces de précision avec des tolérances plus strictes et un coût plus élevé.
J’ai vu des hybrides fonctionner plus en douceur et mieux se protéger contre les surcharges, car la couche de contrôle intervient avant qu’un abus mécanique ne se produise. Cela peut réduire les pannes catastrophiques.
J’ai aussi vu des ateliers sans techniciens formés traquer des pannes fantômes pendant des jours, parce que les couches électrique et hydraulique interagissaient d’une manière que l’équipe ne comprenait pas entièrement.
La complexité ne disparaît pas. Elle change de forme.
Si votre culture de maintenance est disciplinée — analyse des fluides, sauvegardes logicielles, documentation des paramètres — un système hybride peut réduire l’usure brute tout en préservant la capacité de force. Si votre atelier considère encore la maintenance préventive comme une suggestion, vous venez simplement de doubler les façons dont une machine peut vous déconcerter.
Et c’est là que l’argument général s’affine : les catégories de matériel comptent moins que la qualité du contrôle et la discipline opérationnelle. Le système nerveux devient le vrai facteur différenciateur, pas la masse musculaire.
Ce qui signifie que la prochaine décision n’est pas “ hydraulique, électrique ou hybride ? ”
C’est “ Quelle précision de contrôle exploitons-nous réellement — et sommes-nous structurés pour la soutenir ? ” Vérification de la réalité sur le plancher de production : Êtes-vous prêt à entretenir un système coordonné, ou espérez-vous que le logiciel pardonne les vieilles habitudes de l’atelier ?
Le trimestre dernier, nous avons établi un devis pour une famille de supports à 42 pièces — acier doux 3 mm, cinq plis chacun, tailles de lots de 12 à 80. L’estimateur a d’abord consulté le tonnage. J’ai consulté les journaux de configuration de l’année dernière. Temps moyen de mise en place par nouvelle pièce : 38 minutes. Durée moyenne de production par lot : 14 minutes. Nous passions presque trois fois plus de temps à préparer le pliage qu’à plier réellement.
Ce n’est pas un problème de vérin. C’est un problème de cerveau.
Quand vos données de production montrent que le temps de mise en place domine le temps de la broche — ou, dans notre cas, du vérin — l’architecture gagnante est celle qui prédit, séquence et compense avant le premier coup. L’avantage concurrentiel ne réside pas dans la force du vérin, mais dans la façon dont le CNC (commande numérique par ordinateur, système digital qui dirige le mouvement de la machine à partir d’un code) anticipe chaque mouvement.
Vous n’achetez plus de la force. Vous achetez de la prévoyance.
Et si la prévoyance est l’atout, alors la vraie question change : votre goulot d’étranglement est-il encore la résistance du métal — ou le flux d’informations ?
Vérification de la réalité sur le plancher de production : Choisissez-vous vos machines en fonction des courbes de tonnage maximal, ou selon l’endroit où vos heures réelles s’évaporent ?
Nous avons exécuté un travail en acier inoxydable calibre 12 pendant 10 heures il y a plusieurs années. La première pièce est sortie à 90,02 degrés. À mi-quart, nous poursuivions le retour élastique (récupération du métal après pliage) avec des micro-ajustements tous les 30 pièces. L’opérateur se tenait devant la commande, ajustant la profondeur au centième de millimètre, protégeant ce savoir tacite comme une recette de famille.
Imaginez maintenant cette même pièce programmée hors ligne dans un logiciel 3D (un environnement de simulation qui génère les séquences de pliage et le code CN avant que le travail n’arrive à la machine). La séquence de pliage est construite au bureau tandis que la presse plieuse exécute encore le travail précédent. La vérification des collisions est automatique. La sélection des outils est simulée. Le code CN est prêt à être exécuté.
La machine n’attend pas que l’on pense.
Voici le changement que la plupart des ateliers manquent : lorsque la programmation hors ligne externalise les connaissances de mise en place, le goulot d’étranglement se déplace en amont. L’opérateur n’a plus besoin de 15 ans de “sensation”. La contrainte devient la qualité de la simulation. Le programmeur a-t-il pris en compte la variation du matériau ? A-t-il modélisé la déflexion de l’outil ? A-t-il capturé l’ouverture réelle du V-matrice, pas la théorique ?
Nous avons échangé une contrainte d’atelier contre une contrainte de bureau.
C’est puissant — et dangereux. J’ai vu des ateliers acheter des suites hors ligne complètes et effectuer malgré tout des ajustements sur la machine parce que les données de pliage étaient conservées dans le carnet de quelqu’un au lieu de la base de données. Le logiciel ne résout pas le désordre. Il le révèle.
L’atelier, dans ce cas, c’est comme déplacer un gabarit de soudage d’une table branlante vers une plaque de granit — si vous n’alignez pas les pièces avant le bridage, la précision ne fait que révéler votre négligence.
Ainsi, lorsque vous évaluez les architectures, ne demandez pas quel vérin est le plus puissant. Demandez quel écosystème de contrôle capture et réutilise le savoir entre les machines — et si votre équipe est assez disciplinée pour lui fournir des données propres.
Vérification de la réalité sur le plancher de production : Si votre meilleur opérateur quittait l’entreprise demain, la qualité de vos pliages partirait-elle avec lui — ou resterait-elle intégrée à vos programmes ?
Prenez un banc de 3 mètres, une tôle de 6 mm d’épaisseur, 200 tonnes sur toute la longueur. Le vérin pousse vers le bas ; le banc se courbe vers le haut au centre. Cette déformation s’appelle l’erreur de compensation (le cintrage naturel de la machine sous charge qui modifie l’angle de pliage sur la longueur).
La solution à l’ancienne ? Caler. Faire un essai de pliage. Recaler.
La solution moderne ? Compensation dynamique (un système de compensation ajusté automatiquement qui modifie le profil du banc ou du vérin pendant le pliage sur la base de la charge calculée ou mesurée).
C’est là que le logiciel prend le pas sur le matériel. Le CNC connaît déjà l’épaisseur du matériau, la résistance à la traction (résistance à être tiré ou rompu), la largeur de la matrice, la longueur de pliage. À partir de ces données, il calcule la déflexion prévue avant la fin de la course. Certains systèmes ajoutent des capteurs de mesure d’angle (appareils qui lisent l’angle de pliage réel en temps réel à l’aide de lasers ou de sondes) et ferment la boucle en cours de pliage.
La machine corrige avant que votre œil ne voie l’erreur.
Ce n’est pas seulement de la précision. C’est du contrôle prédictif.
Les bâtis hydrauliques peuvent être rigides. Les bâtis électriques peuvent être rigides. Mais sans une couche de commande qui modélise la charge et ajuste le mouvement en temps réel, la rigidité seule ne garantit pas un angle uniforme sur 3 mètres. L’intelligence réside dans l’algorithme qui anticipe la courbure et la compense dynamiquement.
Pensez-y comme à la précontrainte d’un gabarit avant qu’une distorsion de soudage ne le déforme — si vous savez où il va bouger, vous contrebalancez d’avance.
Maintenant, demandez-vous : dans un environnement à forte variété où les lots de matériaux changent chaque semaine, la rigidité mécanique statique suffit-elle — ou la détection adaptative devient-elle la véritable garantie contre les rebuts ?
Vérification de la réalité sur le plancher de production : Comptez-vous sur la masse d’acier pour lutter contre la déformation, ou sur un logiciel qui la prédit et l’annule ?
Imaginez une cellule à haute mixité produisant des milliers de pièces à rebords courts. Cinq changements d’outils par poste. Chaque changement manuel : 6 à 10 minutes si l’opérateur est efficace, plus long si des segments sont à chercher.
Cela représente 30 à 50 minutes sans pliage par jour.
Un ATC (Automatic Tool Changer, système qui charge et décharge automatiquement les poinçons et matrices depuis le stockage vers la presse plieuse) échange les outils en environ une minute. Plus important encore, il élimine le temps de décision. Plus de débat sur la séquence. Plus de recherche d’un segment de 30 mm caché derrière un 50.
Les gains sur les temps de cycle sont évidents. Le changement plus profond, c’est la constance. La bibliothèque d’outils vit dans la commande. Les programmes appellent les outils par leur identifiant. La configuration devient déterministe (prévisible et reproductible), non dépendante de la personne en poste.
Mais voilà le hic : les ATC brillent lorsqu’ils sont associés à des systèmes électriques ou à servocommande à haute réactivité. Pourquoi ? Parce qu’une accélération et une décélération rapides entre des pliages courts amplifient le gain de temps des changements d’outil. Un retour hydraulique lent grignote ce bénéfice.
L’architecture compte.
Un ATC sur une plateforme lente, c’est comme fixer un étau à changement rapide sur une fraiseuse manuelle usée — on gagne des minutes sur le bridage, mais on les perd à tourner les manivelles.
Alors, est-ce un luxe ? Pour les travaux à faible variété et longues séries, oui. Dans des environnements à forte variété où la mise en place domine, c’est souvent la différence entre une équipe qui atteint son objectif et une autre qui le rate.
Ce qui soulève une question plus difficile sur le travail lui-même.
Nous avons testé une cellule semi-automatisée : un opérateur supervisant deux presses plieuses, chacune avec des programmes hors ligne et une correction automatique d’angle. Le rôle de l’opérateur est passé du pliage à la manutention de matériau et à la gestion des exceptions (intervenir uniquement lorsque le système signale une anomalie).
La production par heure de travail a presque doublé sur des lots mixtes de moins de 50 pièces.
Mais cela n’a fonctionné que parce que les machines pouvaient tourner de manière prévisible, sans ajustements constants. Cette prévisibilité vient du contrôle en boucle fermée (un système de rétroaction qui compare en continu la position commandée et la position réelle et corrige les erreurs) et d’une réponse servo stable — pas de la puissance brute.
La logique traditionnelle du travail suppose un opérateur qualifié par machine. Les systèmes pilotés par logiciel brisent cette hypothèse. Lorsque la complexité glisse vers la programmation et la détection, le travail sur le terrain devient de la supervision plutôt que de l’artisanat.
La contrainte se déplace à nouveau.
Vous n’évaluez plus “ Cette machine peut-elle plier une plaque de 1/2 pouce ? ”, mais “ Cette architecture peut-elle fonctionner sans surveillance pendant 20 minutes sans correction humaine ? ” C’est une question de contrôle, pas de force.
À mes débuts avec les presses mécaniques à volant d’inertie, c’était la force physique qui dominait. Aujourd’hui, c’est la coordination. La presse plieuse est moins un marteau qu’un système nerveux qui gère la force précisément là où et quand elle est nécessaire.
Et si l’efficacité du travail dépend désormais de la stabilité logicielle et de l’intégrité des données, votre calcul de ROI ne peut pas s’arrêter à la puissance ou même au temps de cycle. Il doit correspondre à l’endroit où se trouve réellement votre goulet d’étranglement — la mise en place, la détection, la supervision ou la force brute.
Alors, avant d’approuver une fiche technique, répondez à la seule question qui protège réellement la marge : dans votre modèle d’exploitation à long terme, votre facteur limitant est-il l’épaisseur du métal — ou la latence de décision ?
On ne choisit pas une presse plieuse en demandant ce qu’elle peut faire les bons jours, mais ce qui vous ralentit les mauvais.
C’est le changement. Une fois que le contrôle prédictif et la détection en boucle fermée (un système de rétroaction qui mesure la position ou l’angle réels et les corrige en temps réel) deviennent la norme, la machine cesse d’être un générateur de force pour devenir un éliminateur de contraintes. Le ROI (retour sur investissement — le temps et la marge gagnés par rapport au coût d’achat) cesse de se mesurer dans les graphiques de tonnage et se mesure dans votre mix de production, votre modèle de travail et votre temps d’inactivité.
Dans mon premier atelier, nous achetions la capacité comme une assurance — surdimensionnée et lourde. Aujourd’hui, quand je spécifie une presse plieuse, je la compare à trois éléments : la volatilité du mix, la plage de matériaux et l’emplacement du goulet d’étranglement. Cette triade me dit si l’architecture électrique pilotée par logiciel mérite son coût ou si elle ne fait que briller en démonstration.
C’est comme choisir entre une masse et une clé dynamométrique — on ne demande pas laquelle est la plus puissante, mais laquelle supprime la contrainte précise devant soi.
Vérification de la réalité de l’atelier : achetez-vous de la force de pliage — ou rachetez-vous les minutes perdues et la stabilité du travail ?
Imaginez maintenant une cellule à haut volume produisant des milliers de pièces à brides courtes. Si elles sont identiques et tournent pendant des semaines, la vitesse brute de course et la durabilité comptent. La flexibilité devient du bruit. Dans ce créneau étroit, un système hydraulique bien entretenu peut tourner toute la journée et justifier son huile et l’entretien de ses joints.
Mais ce n’est qu’un instantané.
Passez à une production à forte variété et faible volume — 20 pièces ici, 35 là, changement de matériau tous les deux jours. Le coût dominant n’est pas le temps de pliage ; c’est la volatilité de mise en place. Les systèmes électriques et hybrides dotés de bibliothèques d’outils intégrées et de programmation hors ligne réduisent la mise en place parce que la répétabilité de position (la capacité de la machine à revenir exactement aux mêmes coordonnées à chaque cycle) est plus stricte et sans dérive. Vous ne chassez pas les angles avec des coupons de test chaque matin.
La flexibilité l’emporte sur la vitesse brute lorsque le temps de configuration dépasse le temps d’exécution.
Voici le mécanisme : dans les travaux à forte variété, chaque minute supplémentaire de mise en place est multipliée par le nombre de changements par équipe. Les entraînements électriques maintiennent un positionnement constant car ils ne dépendent pas de la stabilité de la température du fluide. Les systèmes hydrauliques perdent en efficacité à mesure que l’huile chauffe — une petite dégradation horaire qui s’accumule sur un poste de 8 heures. Lors de séries continues, cette dégradation se cache dans de longs cycles. Dans les courtes séries, elle se traduit par du temps d’ajustement et de vérification.
Ainsi, la vraie question n’est pas laquelle machine cycle plus vite en charge, mais laquelle redémarre avec précision après le cinquième changement de la journée.
Vérification de la réalité sur le terrain : Dans votre planning actuel, pliez-vous des pièces — ou revalidez-vous constamment vos configurations ?
Soumettons la thèse à un test de résistance.
Si vous travaillez sur du demi-pouce et plus, acier haute résistance, longues longueurs de lit, tonnage proche du maximum quotidien — la force brute et la rigidité du bâti restent dominantes. Les systèmes hydrauliques excellent ici car un tonnage élevé soutenu sur de grandes surfaces sollicite les vis à billes (arbres filetés de précision qui convertissent la rotation du moteur en mouvement linéaire) et les composants d’entraînement électriques de manière parfois non prévue à l’origine.
C’est réel.
Mais la micro-précision (contrôle au niveau du millième de millimètre) reste importante de deux façons. Premièrement, le rebut à forte épaisseur est coûteux. Une erreur d’angle de 0,5° sur une plaque épaisse implique une reprise avec un pont roulant, pas un simple coup de poignet. La mesure d’angle en boucle fermée réduit ce risque. Deuxièmement, même les ateliers lourds travaillent rarement exclusivement sur de gros jobs. Il y a toujours des travaux secondaires — supports, renforts, plus petits assemblages — où l’efficacité électrique et l’accélération rapide entre les plis font gagner du temps.
Le piège, c’est la pensée binaire : “ Nous plions de la plaque épaisse, donc les systèmes de précision ne nous concernent pas. ”
Le meilleur filtre, c’est le ratio d’utilisation. Si 80 % de votre chiffre d’affaires provient vraiment de pliages lourds soutenus proches de la capacité nominale, l’hydraulique reste rationnelle. Si les travaux épais sont sporadiques mais dictent votre décision d’achat, vous risquez de dimensionner excessivement la solution pour une charge de travail minoritaire.
Comme spécifier un service à 400 ampères parce qu’une machine monte en pointe deux fois par semaine.
Vérification de la réalité sur le terrain : Votre travail le plus épais est-il votre principal moteur de revenus — ou simplement celui qui fait le plus de bruit ?
Le tonnage est la capacité. Le goulot d’étranglement est la contrainte.
Ils ne sont pas identiques.
Un goulot d’étranglement est l’étape de votre processus qui limite la production totale — que ce soit le temps de configuration, la disponibilité de l’opérateur, le retard de programmation ou la force rééllement nécessaire pour le formage. Si votre presse plieuse reste inactive en attendant des programmes, ajouter du tonnage ne change rien. Si votre opérateur passe 40 minutes par équipe à ajuster les angles, la force brute ne résout pas non plus le problème.
Cartographiez une journée typique. Où se situe le travail ? Si le WIP (travail en cours, pièces partiellement finies en attente de l’étape suivante) s’accumule devant la presse plieuse, vous avez peut-être besoin de vitesse ou d’une capacité parallèle. S’il s’accumule après, votre presse plieuse n’est pas du tout la contrainte.
Lorsque nous avons fait fonctionner une cellule à deux presses plieuses avec un seul opérateur supervisant les deux, la production a augmenté non pas parce que le tonnage a augmenté, mais parce que la stabilité a permis d’étirer la main-d’œuvre. C’est une victoire logicielle. Le goulot d’étranglement est passé du pliage au flux de matériaux.
Pensez à votre atelier comme à un convoyeur avec un rouleau lent. Renforcer les autres rouleaux n’augmente pas le débit.
Ainsi, lors de l’évaluation des systèmes, demandez aux fournisseurs de démontrer non pas le tonnage maximal, mais le temps de récupération après un changement de série, la durée de fonctionnement stable sans surveillance, et l’intégration avec votre flux de programmation. Ces mesures révèlent la contrainte réelle.
Le prix initial effraie encore les gens. Les systèmes électriques affichent souvent une prime d’environ 20 à 30 %. Sur le papier, cela ressemble à de l’indulgence.
Faites tourner la chronologie à la place.
L’efficacité énergétique des systèmes entièrement électriques reste au-dessus d’environ 88 % sur un poste complet, car la consommation d’énergie se produit principalement pendant le mouvement, pas à l’arrêt. Les systèmes hydrauliques consomment de l’énergie en continu pour maintenir la pression, et leur efficacité diminue à mesure que la température de l’huile augmente. Au fil des mois, cette différence s’accumule en coût d’exploitation mesurable, et non en économies théoriques.
Ajoutez la maintenance : pas de vidanges d’huile, moins de joints, moins d’arrêts liés aux fuites. Exemple hypothétique — si un atelier économise quelques dizaines de milliers d’euros par an en énergie et en maintenance combinées, la prime de prix peut être amortie en deux à trois ans environ. Après cela, la machine n’est pas seulement payée — elle est structurellement moins coûteuse à faire fonctionner.
Mais le ROI ne se limite pas aux factures de services publics.
Si une répétabilité plus élevée permet à un opérateur de superviser deux machines, l’efficacité de la main-d’œuvre change durablement. Si des réglages plus rapides et déterministes libèrent 45 minutes supplémentaires par quart, c’est de la capacité que vous n’avez pas eu besoin d’embaucher. Sur cinq ans, ces minutes dépassent largement la différence de prix d’achat.
L’erreur consiste à calculer le ROI uniquement sur le coût d’acquisition. La véritable courbe se plie lorsque la stabilité opérationnelle modifie votre modèle de dotation et votre plafond de débit.
Et voici la perspective que je veux que vous gardiez à l’esprit : la bonne presse plieuse est celle qui élimine votre contrainte la plus restrictive le plus tôt possible dans son cycle de vie. Pas celle avec le badge de tonnage le plus élevé. Pas celle avec le devis le plus bas. Celle qui s’attaque à votre friction réelle — réglage, dérive, supervision ou charge lourde soutenue.
C’est ainsi que vous alignez la technologie sur le terrain.
Alors, avant de signer un bon de commande, esquissez votre carte des contraintes et projetez-la sur trois ans. Si votre mix tend vers des séries plus courtes et des tolérances plus serrées, la puissance brute ne vous sauvera pas. Si vous misez davantage sur le travail structurel lourd, la précision sans la force ne suffira pas non plus.
La machine n’est plus simplement une presse. Elle fait partie du système nerveux de votre atelier.
Quelle contrainte voulez-vous qu’elle élimine en premier ?


















