

Às 7:12 da manhã, a primeira peça saída da prensa mostra 90,02°. Às 15:40, com o mesmo programa, o mesmo operador e o mesmo lote de material, ajustamos a correção do ângulo em +0,4° apenas para manter as especificações.
Nada “avariou”. A máquina ainda tem 170 toneladas disponíveis.
Então por que andamos atrás das casas decimais?
No papel, uma prensa dobradeira hidráulica moderna pode atingir uma precisão de dobra de ±0,1° em condições ideais. Eu já vi isso. O encurvamento dinâmico (compensação automática da deflexão da mesa) e a medição a laser do ângulo (detecção ótica em tempo real) podem fazer uma máquina hidráulica parecer cirúrgica.
Mas isso é apenas um instantâneo.
Precisão é a capacidade de acertar o alvo uma vez. Repetibilidade é a capacidade de acertá-lo da mesma forma todas as vezes. Na produção de alta variedade — séries curtas, mudanças constantes — a repetibilidade é o que paga as contas, não a dobra perfeita que mostras à equipa de vendas. Quando continuamos a classificar as máquinas apenas pela tonelagem, estamos a medir o músculo enquanto ignoramos o sistema nervoso que o coordena.
Verificação da Realidade no Chão de Fábrica: Se a tua prensa acerta a primeira peça, mas se desvia na quinquagésima, estás realmente a comprar capacidade — ou apenas força?

Percorre qualquer fábrica e ouve a lógica de compra: “É de 220 toneladas.” Como se ainda estivéssemos a dimensionar prensas de volante (máquinas de estampagem mecânica impulsionadas por energia rotacional acumulada), onde mais tonelagem significava mais trabalho físico que se podia realizar.
Naquela altura, a força era o fator limitante. Hoje, para a maioria das chapas metálicas com menos de um quarto de polegada, força é o que não falta. O que falta é controlo.
Herdámos uma mentalidade de uma era em que as máquinas eram burras e os operadores eram o ciclo de feedback. Agora temos sistemas CNC (controlo numérico por computador) que podem comandar posições ao nível dos micrómetros (milésimos de milímetro), e mesmo assim continuamos a falar das prensas como se fossem martelos hidráulicos.
É como gabar-nos da potência de um camião quando o verdadeiro trabalho é manobrá-lo num cais de carga com dois polegares de folga.
Então o que é que exatamente desaparece da conversa quando a tonelagem domina?
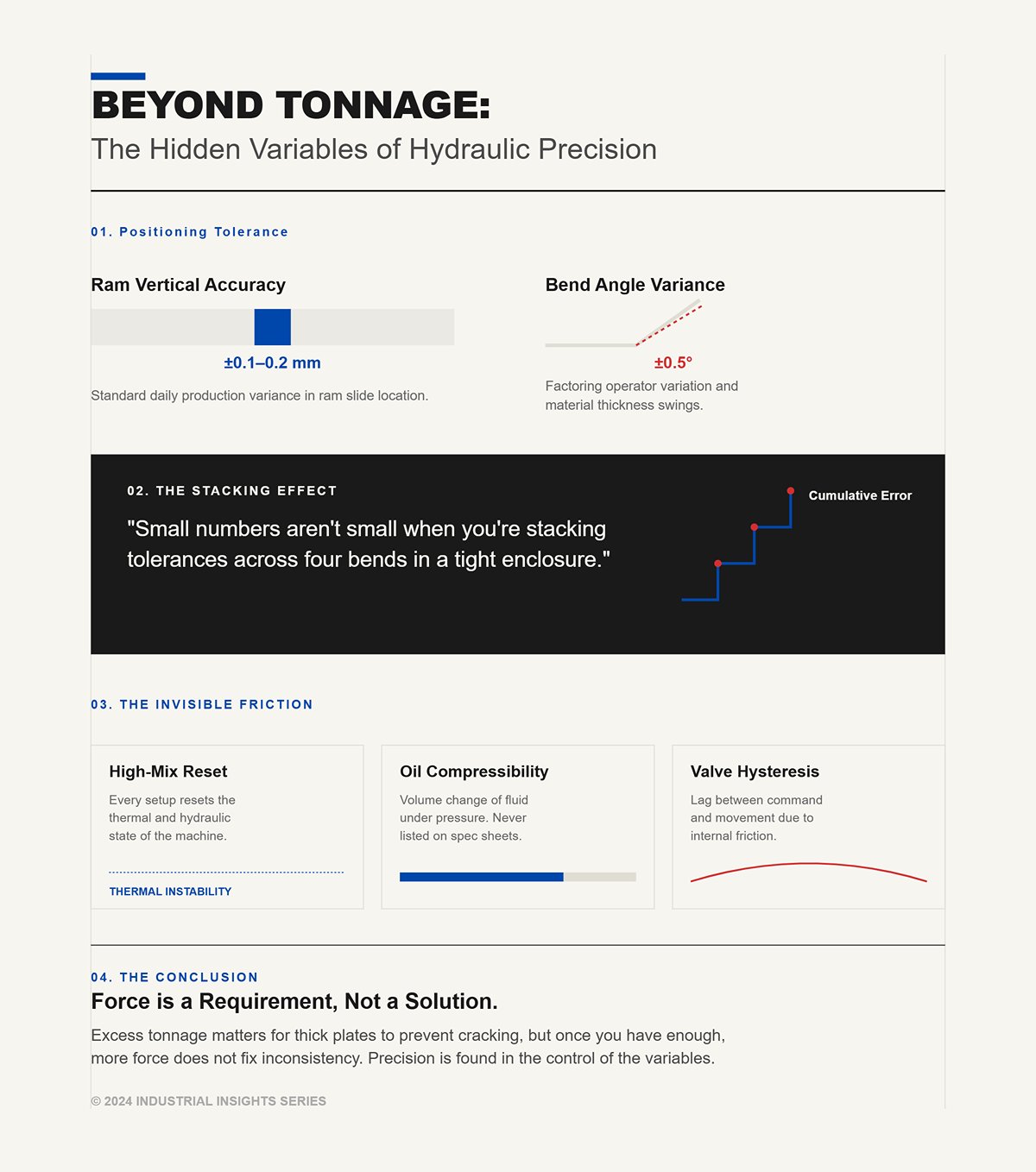
Começa pela tolerância de posicionamento. Muitos sistemas hidráulicos em produção diária trabalham com cerca de ±0,1–0,2 mm no posicionamento do êmbolo (precisão de localização vertical) e ±0,5° no ângulo de dobra, quando se consideram variações do operador e da espessura do material.
Esses números parecem pequenos. Não são, quando acumulas tolerâncias ao longo de quatro dobras num invólucro apertado.
Depois há a repetibilidade durante as trocas de produção. Numa operação de alta variedade, podes fabricar 40 suportes, depois 25 tampas e depois 60 longarinas. Cada configuração reinicia o estado térmico e hidráulico da máquina. A compressibilidade do óleo (a ligeira variação de volume do fluido hidráulico sob pressão) e a histerese das válvulas (atraso entre o comando e o movimento real devido ao atrito interno e à dinâmica do fluido) não aparecem na ficha técnica, mas aparecem no teu contentor de refugos.
Tonelagem em excesso é absolutamente importante para chapa grossa ou ligas aeroespaciais onde uma dobra insuficiente provoca fissuração. Não estou a argumentar contra a força. Estou a argumentar que, uma vez que tenhas o suficiente, mais não corrige a inconsistência.
O que nos leva à parte que a maioria das oficinas ignora até que os ajustes a meio do turno comecem a aparecer.

Imagine uma execução de 10 horas com aço inoxidável de 12 calibres. À terceira hora, o óleo hidráulico já aqueceu significativamente. À medida que a temperatura sobe, a viscosidade (resistência do fluido ao escoamento) diminui. Menor viscosidade altera a rapidez com que a pressão se estabelece e a suavidade da resposta das válvulas.
Isso traduz-se em diferenças subtis na profundidade do êmbolo para a mesma posição programada.
Não se nota no primeiro ciclo. Nota-se quando o operador adiciona uma correção de 0,2°. Depois outra. Ao final da tarde, o seu “programa de 90°” já não é o mesmo com que começou.
Sim, é possível gerir a situação — refrigeradores, rotinas de aquecimento, manutenção disciplinada. Trabalhei com hidráulica durante anos; são fiáveis. Mas são sistemas “vivos”. Respiram, aquecem, variam.
Em trabalhos de alta variedade, onde não se pode dar ao luxo de uma curva de aprendizagem de 20 peças sempre que se muda de material, essa variação torna-se o imposto oculto sobre a produtividade.
Portanto, mesmo que a máquina consiga mover-se fisicamente depressa, consegue ela responder instantânea e idênticamente sempre que lhe dá uma ordem?
Num travão hidráulico, as válvulas proporcionais (dispositivos que regulam o fluxo de fluido com base num sinal elétrico) dosam o óleo para controlar a velocidade e posição do êmbolo. Há sempre um atraso — milissegundos — entre o comando e a mudança real de pressão. Esse é o tempo de resposta da válvula.
Durante décadas, “rápido o suficiente” era aceitável. Os operadores compensavam. Os tempos de ciclo eram mais longos. As tolerâncias eram mais amplas.
Agora imagine uma célula de alta produção a fabricar milhares de peças com abas curtas. Depende-se de uma desaceleração precisa na dobra para evitar ultrapassagem. Cada microatraso obriga o controlo a antecipar e corrigir. É possível — mas é uma dança entre o software e a inércia do fluido (resistência do óleo em movimento à mudança súbita).
Quando se escala isso a milhares de ciclos, pequenas diferenças de tempo tornam-se variações mensuráveis.
A força já não é o gargalo. A latência do controlo é.
E quando se percebe isso, a questão deixa de ser “Quantas toneladas?” para algo bem mais desconfortável para os tradicionalistas: o que acontece quando substituímos a força fluida por movimento digitalmente sincronizado que não varia, não se comprime nem hesita?
Num travão servo-elétrico que comissionei no ano passado, a primeira peça saída do travão acusa 90,00°. Oito horas depois, após 300 peças variadas e três mudanças de material, continua a acusar 90,00° — sem ajustes de ângulo a meio do turno, sem o polegar do operador na roda de correção.
Nada de mágico aconteceu. Simplesmente eliminámos o óleo.
Em vez de uma bomba a empurrar fluido através de válvulas proporcionais (dispositivos controlados eletronicamente que regulam o fluxo hidráulico), o êmbolo é acionado por motores servo sincronizados (motores elétricos controlados por circuitos de feedback que corrigem constantemente a posição) ligados a fusos de esferas (veios roscados de precisão que convertem o movimento rotativo em deslocamento linear). O controlo não “antecipa” o comportamento do fluido. Comanda diretamente a posição e lê a posição real através de codificadores (sensores que medem o movimento em incrementos finos, frequentemente em micrómetros).
Essa é a transição do músculo para o sistema nervoso. Os sistemas hidráulicos gerem pressão e esperam que a posição se ajuste. Os sistemas servo-elétricos comandam a posição e deixam o binário seguir conforme necessário.
Quando se elimina a compressibilidade do óleo, a histerese das válvulas e a viscosidade dependente da temperatura da cadeia de movimento, eliminam-se três variáveis que antes exigiam compensação do operador. O êmbolo não se importa se são 8h ou 16h. Vai para onde lhe mandam, dentro de micrómetros, todas as vezes.
Mas a precisão é apenas metade da história. Não se compram máquinas para admirar a consistência dos ângulos — compram-se para ganhar dinheiro.
Então, o que muda economicamente no momento em que a bomba hidráulica desaparece?
Fique ao lado de uma prensa hidráulica de 220 toneladas durante o almoço. Ainda a ouvirá a zumbir.
Esse zumbido é a bomba hidráulica a manter a pressão do sistema, normalmente puxando 30–40 amperes mesmo quando o êmbolo não se move. A maioria das oficinas de alta variedade passa 60–70% do turno em configuração, manuseamento de peças, inspeção ou à espera de operações a montante. A máquina está “ligada”, mas não está a dobrar.
Um travão servoelétrico consome quase zero energia em repouso, porque não há bomba a manter pressão. Os motores consomem energia apenas quando se movem. Uma comparação recente que analisei mostrou cerca de 60 kWh durante um turno de 8 horas para uma unidade hidráulica, contra aproximadamente 12 kWh para uma máquina elétrica comparável sob carga semelhante. Mas isso é apenas um instantâneo.
A mudança mais profunda é comportamental. Em ambientes de alta variedade, o tempo de inatividade não é desperdício — é o custo da flexibilidade. Os sistemas hidráulicos penalizam essa flexibilidade ao consumir energia em cada pausa. Os elétricos não.
Há também a manutenção. Sem óleo hidráulico, não há fugas, nem substituição de filtros, nem eliminação de óleo, nem circuitos de arrefecimento. O óleo não é apenas um consumível; é uma variável. Cada padrão de desgaste de vedação altera ligeiramente a resposta. Cada variação de temperatura modifica a viscosidade. Retire o fluido e elimina todo um ecossistema de manutenção que antes comprometia a repetibilidade.
Mas não relaxe. Poupanças de energia no papel não significam nada se o consumo de pico destruir a sua infraestrutura elétrica.
Verificação da Realidade no Chão de Fábrica: Se o seu travão fica parado 65% do dia, porque continua a pagar para manter 40 amperes a circular óleo que ninguém está a usar?
Aqui está a armadilha em que os engenheiros juniores caem: comparam a amperagem média.
Os sistemas hidráulicos consomem corrente constante durante todo o dia. Os servoelétricos têm picos elevados durante a dobra. Quando um motor servo entra numa operação de bottoming (forçando o punção profundamente na matriz para formar totalmente o ângulo), pode puxar uma corrente instantânea massiva. Em edifícios antigos com serviço fraco, esse pico pode causar quedas de tensão que se propagam por toda a oficina.
Então, qual custa mais?
Se executar produção longa e contínua — paragens mínimas, elevada utilização — o consumo constante do hidráulico começa a parecer menos ineficiente. A energia é usada efetivamente para dobrar na maior parte do tempo. Nesse cenário restrito, a diferença diminui.
Agora imagine uma célula de alto volume a produzir milhares de peças com abas curtas. Ciclo curto. Manuseamentos frequentes. Operador à espera de um robô ou verificação de calibre. A máquina elétrica consome energia em rajadas apenas quando o êmbolo acelera, desacelera e aplica força. O resto do tempo, está eletricamente silenciosa.
O custo anual torna-se uma função da taxa de utilização, não da tonelagem nominal. Oficinas de alta variedade com 50–70% de tempo de inatividade veem poupanças desproporcionais. Operações de baixa variedade e funcionamento contínuo (“lights-out”) veem diferenças menos dramáticas.
E é preciso orçamentar para a infraestrutura. Algumas instalações necessitam de transformadores melhorados ou de condicionamento de energia para lidar com o pico de procura dos servos. Ignorar isso torna o cálculo do retorno do investimento uma fantasia.
A economia de energia não depende do consumo médio. Depende do ciclo de trabalho (percentagem de tempo ativa em dobra) e da robustez da rede elétrica.
O que nos leva à pergunta desconfortável que os veteranos me fazem todas as vezes.
| Tópico | Detalhes |
|---|---|
| Questão Central | Qual máquina tem realmente um custo anual de funcionamento mais elevado: hidráulica ou servoelétrica? |
| Erro Comum | Os engenheiros juniores comparam a amperagem média em vez do comportamento real de operação. |
| Consumo de Energia Hidráulico | Consome corrente de forma constante ao longo do dia, independentemente de estar a ocorrer dobragem ativa ou não. |
| Consumo de Energia Servoelétrico | Consome energia em picos acentuados durante a dobragem, especialmente nas operações de prensagem final, onde a corrente instantânea pode aumentar significativamente. |
| Risco na Infraestrutura | Picos de corrente elevados em máquinas servo podem causar quedas de tensão em instalações antigas com serviço elétrico fraco. |
| Cenário de Produção Contínua | Em séries longas, ininterruptas e de alta utilização, as máquinas hidráulicas parecem menos ineficientes porque a maior parte da energia consumida é usada na dobragem real. A diferença de eficiência reduz-se. |
| Cenário de Alto Volume e Ciclo Curto | Em operações com ciclos curtos, manuseamento frequente e períodos de inatividade, as servoelétricas utilizam energia apenas durante o movimento do êmbolo e a aplicação da força, permanecendo eletricamente silenciosas de outra forma. |
| Fator de Custo Anual | O custo anual de energia depende mais da taxa de utilização (ciclo de trabalho) do que da tonelagem nominal. |
| Oficinas de Alta Variedade | Oficinas com 50–70 % de tempo inativo observam poupanças de energia desproporcionais com máquinas servoelétricas. |
| Operações de Baixa Variedade e Produção Contínua (“lights-out”) | Ambientes de produção contínua registam diferenças menores de custo entre sistemas hidráulicos e elétricos. |
| Orçamentação da Infraestrutura | Algumas instalações requerem transformadores atualizados ou condicionamento de energia para lidar com o pico de consumo dos servomotores; ignorar isso distorce os cálculos de ROI. |
| Fatores Económicos-Chave | A economia de energia depende do ciclo de trabalho (percentagem de tempo de dobragem ativa) e da robustez da rede — não da corrente média consumida. |
| Ponto de Transição | Conduz a uma questão comum levantada por operadores experientes sobre o desempenho e a praticabilidade da máquina a longo prazo. |
Já ouvi no chão de fábrica: “Os elétricos são bons para material fino. Experimenta fazer bottoming numa chapa de meia polegada.”
Não estão errados — até certo ponto.
A maioria das prensas servoelétricas puras limita-se a cerca de 300 toneladas. Chapas espessas, camas longas e operações extremas de cunhagem (dobragem de alta força que deforma plasticamente o material completamente dentro da matriz) continuam a favorecer os sistemas hidráulicos. A potência fluídica escala mais facilmente para tonelagens muito elevadas porque a pressão pode ser multiplicada em grandes cilindros sem dimensionar motores até níveis absurdos.
Os sistemas elétricos produzem força através do torque (força rotacional) multiplicado pela vantagem mecânica do fuso de esferas. Para duplicar a força disponível, é necessário aumentar o torque do motor ou alterar as relações mecânicas — ambos têm limites em tamanho, custo e dissipação de calor.
Portanto, sim, para chapas navais ou vigas estruturais, os hidráulicos continuam a ser o martelo certo.
Mas observa honestamente a mistura de trabalhos. A maioria das fabricações com menos de um quarto de polegada não precisa de 400 toneladas. Precisa de 100–200 toneladas aplicadas com precisão e repetibilidade. Comprar 400 toneladas “por precaução” é como instalar um compressor de 200 cavalos para acionar uma retificadora.
A substituição não é universal. É orientada pela aplicação. Quando se elimina o topo dos trabalhos extremos dos 10%, os sistemas elétricos abrangem uma enorme parte do trabalho moderno de elevada variedade, com controlo mais apertado e menor variabilidade.
Se a força já não é o gargalo universal, o que realmente impulsiona a rentabilidade no mundo real — velocidade de ciclo bruto ou outro fator?
As prensas hidráulicas costumam vangloriar-se de velocidades de aproximação e recuo mais rápidas. No papel, o êmbolo move-se mais rapidamente entre as dobras.
Mas a rentabilidade em ambientes de alta variedade não é decidida no curso de ar. É decidida pela rapidez com que se consegue mudar de trabalho e obter precisão na primeira peça sem ajustes.
Os servoelétricos aceleram e desaceleram com extrema precisão porque o controlo comanda diretamente a posição, e não através da dinâmica do fluido. Isso significa menos ultrapassagem, menos correção e menos peças de teste ao mudar de material ou espessura. O tempo de preparação reduz-se porque a primeira dobra já está dentro da tolerância.
Numa produção dedicada de peça única, a velocidade hidráulica pode superar a elétrica. Numa oficina que muda 15 vezes por dia, cada ciclo de correção evitado acumula-se. Duas dobras de teste a menos por trabalho em 15 trabalhos são 30 peças que não se desperdiçaram nem retrabalharam.
O tempo de ciclo importa quando a peça é estável. O tempo de preparação domina quando a programação não é.
As oficinas de alta variedade não perdem dinheiro porque o seu êmbolo se move 50 milissegundos mais devagar. Perdem dinheiro porque a variabilidade obriga à intervenção humana.
Eis a pergunta que tens de responder com honestidade antes de especificares a tua próxima máquina: estás a otimizar para força bruta em cenários raros, ou para precisão repetível nos 90% de trabalhos que realmente mantêm as luzes acesas?
No ano passado cotámos duas máquinas para a mesma oficina: uma hidráulica pura de 250 toneladas com bomba de velocidade variável, e uma servo-híbrida de 220 toneladas (motor elétrico que aciona uma bomba hidráulica apenas quando necessário). A híbrida ficou aproximadamente 50% mais cara. O proprietário não perguntou primeiro sobre a tonelagem. Empurrou o seu calendário pela secretária — suportes de chapa fina toda a semana, e um lote de chapas de 3/8 de polegada na sexta-feira. “Não quero dois travões”, disse ele. “Quero um que não me castigue em nenhum dos casos.”
Essa é a verdadeira questão do retorno de investimento. Não a potência. Nem as toneladas da placa de identificação. Mistura de trabalhos versus utilização.
Os híbridos existem porque a elétrica pura cobre a maioria dos trabalhos de alta variedade de forma excelente — mas não todos — e a hidráulica convencional cobre o extremo pesado de forma fiável — mas desperdiça precisão e energia no meio. A promessa do híbrido é simples: controlo elétrico para precisão e eficiência em vazio, cilindros hidráulicos para força escalável.
Simples no folheto.
Na célula, é uma negociação entre dois sistemas físicos que não pensam naturalmente da mesma maneira.
Estás a tentar enxertar um sistema nervoso num corpo musculoso sem voltar a introduzir a imprecisão de que estavas a fugir. Verificação da Realidade no Chão de Fábrica: Estás a comprar um híbrido porque o teu calendário o exige, ou porque te sentes desconfortável em comprometer-te com um dos lados da cerca?
Vi um fuso de esferas (um veio roscado de precisão que converte a rotação do motor em força linear) sair de um travão elétrico de 300 toneladas depois de uma dieta constante de peças estruturais espessas. Roscas polidas. Descoloração devido ao calor junto à porca. Nada catastrófico — apenas o desgaste mecânico a fazer o que o desgaste faz ao longo do tempo.
Os travões elétricos geram força através do binário (força de rotação) multiplicado por esse fuso. Para duplicar a força, ou se aumenta o binário do motor ou se altera a vantagem mecânica. Ambos significam motores maiores, fusos mais espessos, mais calor. O calor é o assassino silencioso aqui; altera folgas, afeta a lubrificação, acelera o desgaste.
Agora imagina uma chapa de 1/2 polegada sobre uma cama de 10 pés. A necessidade de força dispara no encosto final (forçando o punção completamente na matriz para definir o ângulo por deformação plástica). As hidráulicas não multiplicam força através de roscas; usam pressão de fluido (força distribuída uniformemente através do óleo dentro dos cilindros). Escalar isso é direto: cilindros maiores, classificações de pressão mais altas. A carga distribui-se pela área do êmbolo em vez de se concentrar nas roscas do fuso.
É por isso que as elétricas frequentemente ficam abaixo da faixa extrema de tonelagem em que vive a indústria pesada.
Mas aqui está a nuance que precisas de manter na cabeça: com que frequência realmente estás nessa faixa de espessura? Se 80% do teu trabalho é inferior a 1/4 de polegada e 20% roça nas 3/8 de polegada, a elétrica lida com a maioria com precisão posicional de ±0,01 mm, e a hidráulica domina o extremo com estabilidade de carga tranquila.
O conflito não é ideológico. É mecânico.
E isso deixa uma lacuna bem no meio — oficinas que lidam com material pesado apenas o suficiente para ficarem nervosas com a elétrica pura, mas não o suficiente para justificar as penalidades de energia e variabilidade de uma hidráulica a tempo inteiro. Verificação da Realidade no Chão de Fábrica: Os teus “trabalhos pesados” são geradores de receita diários ou cobertores de segurança emocional?
No papel, sim. Na prática, apenas numa janela de funcionamento estreita.
Um travão servo-hidráulico utiliza um motor servo (um motor controlado digitalmente com feedback preciso de posição) para accionar uma bomba hidráulica apenas quando é necessário movimento ou pressão. O óleo move-se sob demanda. A posição do êmbolo fecha o circuito através de encoders (sensores que medem a posição exacta). Obtém-se controlo estilo elétrico sobreposto à força hidráulica.
Em produções de grande volume com espessuras abaixo de cerca de 3 mm e ângulos de dobra inferiores a 45 graus, já vi melhorias no tempo de ciclo de 15–25% em comparação com hidráulicos convencionais. Porquê? Porque a bomba não está em funcionamento à velocidade máxima entre ciclos e o sistema de controlo antecipa a desaceleração em vez de reagir à inércia do fluido.
Mas isso é apenas um instantâneo.
Quando a mesma máquina opera abaixo de 40% da força nominal — peças leves numa estrutura de grande dimensão — o servo pode acabar por empurrar contra a válvula de alívio de pressão (um dispositivo de segurança que se abre para evitar sobrepressão). O motor tenta modular o fluxo com precisão; o circuito hidráulico liberta o excesso de pressão. Isso é perda parasitária (energia consumida sem trabalho produtivo). O sistema nervoso e o músculo a discutirem sobre quem manda.
A eficiência energética cai. A vantagem diminui.
E se o seu mix variar muito — suportes finos de manhã, reforços grossos à tarde — a faixa de otimização do híbrido pode coincidir apenas com parte do seu dia.
Então, oferece o melhor dos dois mundos?
Pode. Se o seu perfil de produção estiver na maior parte no intervalo médio: espessura moderada, ciclos repetitivos, volume suficiente para aproveitar ganhos de tempo, e necessidade de força suficiente para justificar hidráulicos.
Fora dessa faixa, corre o risco de pagar um prémio de capital de 40–60% por uma máquina que se comporta como um hidráulico ligeiramente refinado ou um elétrico ligeiramente sobrecarregado.
Isso não é falha. É especificidade.
O híbrido não é um ponto ótimo universal. É um ajuste à medida. Verificação da Realidade no Chão de Fábrica: O seu registo de dobras concentra-se realmente na zona de conforto do híbrido ou está a comprar flexibilidade teórica que raramente vai rentabilizar?
Um dos meus técnicos disse uma vez: “É como adicionar um PLC a uma embraiagem-travão mecânico — agora fazemos diagnóstico com um portátil e uma chave inglesa.” Isso é um híbrido numa frase.
Continua a ter cilindros hidráulicos, vedantes, grupos de válvulas (conjuntos que direcionam o fluxo de óleo) e fluido que precisa de ser monitorizado. Agora adicione servo drives (eletrónica de potência que controla a velocidade do motor), encoders e software de controlo em malha fechada (sistemas que comparam constantemente a posição comandada com a posição real e corrigem desvios).
Motores servo sem escovas eliminam o desgaste das escovas de carbono. Bom. Bombas de velocidade variável reduzem o calor constante. Também bom.
Mas quando algo se desvia, o diagnóstico não é apenas verificar uma ligação com fuga. É confirmar a calibração do sensor, parâmetros do drive, curvas de pressão hidráulica. Os componentes de substituição são peças de precisão com tolerâncias mais apertadas e custo mais elevado.
Já vi híbridos funcionar de forma mais suave e protegerem-se melhor contra sobrecargas, porque a camada de controlo intervém antes de ocorrer abuso mecânico. Isso pode reduzir falhas catastróficas.
Também já vi oficinas sem técnicos treinados perseguirem falhas fantasmas durante dias porque as camadas elétrica e hidráulica interagiam de formas que a equipa não compreendia totalmente.
A complexidade não desaparece. Muda de forma.
Se a sua cultura de manutenção for disciplinada — análise de fluidos, cópias de segurança de software, documentação de parâmetros — um híbrido pode reduzir o desgaste bruto enquanto preserva a capacidade de força. Se a sua oficina ainda tratar a manutenção preventiva como uma sugestão, acabou de duplicar as formas de uma máquina o confundir.
E é aqui que o argumento mais amplo se aguça: as categorias de hardware importam menos do que a qualidade do controlo e a disciplina operacional. O sistema nervoso está a tornar-se o verdadeiro diferenciador, não a massa muscular.
O que significa que a próxima decisão não é “hidráulico, elétrico ou híbrido?”
É “Até que ponto exploramos realmente o controlo de precisão — e estamos estruturados para o apoiar?” Verificação da Realidade no Chão de Fábrica: Está preparado para manter um sistema coordenado, ou está a esperar que o software perdoe hábitos antigos da oficina?
No último trimestre, orçámos uma família de suportes de 42 peças — aço macio de 3 mm, cinco dobras cada, tamanhos de lote de 12 a 80. O estimador analisou primeiro a tonelagem. Eu consultei os registos de configuração do ano passado. Configuração média por peça nova: 38 minutos. Tempo médio de execução por lote: 14 minutos. Estávamos a gastar quase três vezes mais tempo a preparar para dobrar do que efetivamente a dobrar.
Isso não é um problema do carro. É um problema do cérebro.
Quando os seus dados de produção mostram que a configuração domina o tempo do fuso — ou, no nosso caso, do carro —, a arquitetura que vence é aquela que prevê, sequencia e compensa antes do primeiro golpe. A vantagem competitiva não está em quão forte o carro pode bater; está em quão inteligentemente o CNC (controlo numérico computorizado, um sistema digital que dirige o movimento da máquina com base em código) antecipa cada movimento.
Já não está a comprar força. Está a comprar previsão.
E se a previsão é o ativo, então a verdadeira questão muda: o seu gargalo ainda é a resistência do metal — ou é o fluxo de informação?
Verificação da Realidade no Chão de Fábrica: Está a selecionar máquinas com base em gráficos de tonelagem máxima, ou em onde desaparecem realmente as suas horas?
Executámos um trabalho de aço inoxidável, calibre 12, de 10 horas, há anos. A primeira peça saiu a 90,02 graus. A meio do turno, estávamos a perseguir o retorno elástico do metal após a dobra com microajustes a cada 30 peças. O operador mantinha-se no controlo, ajustando a profundidade por centésimos de milímetro, guardando o conhecimento tácito como uma receita de família.
Agora imagine essa mesma peça programada offline num software 3D (um ambiente de simulação que gera sequências de dobra e código NC antes de o trabalho chegar à máquina). A sequência de dobra é construída numa secretária enquanto a prensa ainda executa o trabalho anterior. A verificação de colisões é automática. A seleção de ferramentas é simulada. O código NC é entregue pronto a executar.
A máquina não espera pelo pensamento.
Eis a mudança que a maioria das oficinas não percebe: quando a programação offline externaliza o conhecimento de configuração, o gargalo move-se para montante. O operador já não precisa de 15 anos de “sensibilidade”. A restrição passa a ser a qualidade da simulação. O programador considerou a variação do material? Modelou a deflexão da ferramenta? Capturou a abertura real da matriz em V, e não a teórica?
Trocámos uma restrição na oficina por uma restrição no escritório.
Isso é poderoso — e perigoso. Já vi oficinas comprar suites offline completas e ainda fazer ajustes na máquina porque os dados de dobra estavam no caderno de alguém e não na base de dados. O software não resolve a desorganização. Ele expõe-na.
O chão de fábrica, neste caso, é como mover uma fixação de soldadura de uma mesa instável para uma placa de granito — se não alinhar as peças antes de prender, a precisão apenas revelará a sua desleixe.
Portanto, quando avalia arquiteturas, não pergunte qual é o ram mais forte. Pergunte qual ecossistema de controlo capta e reutiliza conhecimento entre máquinas — e se a sua equipa é suficientemente disciplinada para lhe fornecer dados limpos.
Verificação da Realidade no Chão de Fábrica: Se o seu melhor operador se demitisse amanhã, a qualidade das suas dobras sairia com ele — ou permaneceria incorporada nos seus programas?
Imagine uma mesa de 3 metros, chapa de 6 mm de espessura, 200 toneladas ao longo do comprimento. O ram pressiona para baixo; a mesa flete para cima no centro. Essa deflexão chama-se erro de crowning (a curvatura natural da máquina sob carga que altera o ângulo da dobra ao longo do comprimento).
Solução à moda antiga? Calçar. Testar a dobra. Calçar de novo.
Solução moderna? Crowning dinâmico (um sistema de compensação ajustado automaticamente que altera o perfil da mesa ou do ram durante a dobra com base na carga calculada ou medida).
É aqui que o software supera o hardware. O CNC já sabe a espessura do material, a resistência à tracção (resistência a ser puxado até se partir), a largura da matriz, o comprimento da dobra. Com esses dados, calcula a deflexão esperada antes de o curso terminar. Alguns sistemas adicionam sensores de medição de ângulo (dispositivos que leem o ângulo real da dobra em tempo real usando lasers ou sondas) e fecham o ciclo em plena dobra.
A máquina corrige antes de o seu olho ver o erro.
Isso não é apenas precisão. É controlo preditivo.
Os quadros hidráulicos podem ser rígidos. Os quadros eléctricos podem ser rígidos. Mas sem uma camada de controlo que modele a carga e ajuste em movimento, a rigidez por si só não garante ângulo uniforme ao longo de 3 metros. A inteligência reside no algoritmo que prevê a curvatura e a compensa dinamicamente.
Pense nisso como pré-carregar um dispositivo de fixação antes de a distorção da soldadura o puxar — se souber para onde vai mover, contra-move primeiro.
Agora pergunte a si próprio: num trabalho de alta variedade, onde os lotes de material variam semanalmente, será que a rigidez mecânica estática é suficiente — ou será que a deteção adaptativa se torna o verdadeiro garante contra desperdício?
Verificação da Realidade no Chão de Fábrica: Está a confiar na massa de aço para combater a deflexão, ou no software que a prevê e cancela?
Imagine uma célula de alta variedade a produzir milhares de peças com flanges curtas. Cinco trocas de ferramentas por turno. Cada troca manual: 6–10 minutos se o operador for experiente, mais tempo se houver necessidade de procurar segmentos.
São 30–50 minutos por dia sem dobragem.
Um ATC (Troca Automática de Ferramentas, um sistema que carrega e descarrega automaticamente punções e matrizes do armazenamento para a prensa dobradeira) muda ferramentas em cerca de um minuto. Mais importante ainda, elimina a hesitação na tomada de decisão. Sem debates sobre sequência. Sem procurar um segmento de 30 mm escondido atrás de um de 50.
As melhorias no tempo de ciclo são óbvias. A mudança mais profunda é a consistência. A biblioteca de ferramentas reside no controlo. Os programas chamam ferramentas pelo ID. A configuração torna-se determinista (previsível e repetível), não dependente de quem está de turno.
Mas aqui está o problema: os ATCs brilham quando combinados com sistemas eléctricos ou servo de alta resposta. Porquê? Porque a aceleração e desaceleração rápidas entre dobras curtas amplificam o tempo ganho nas trocas de ferramentas. Um curso de retorno hidráulico lento come esse ganho.
A arquitetura importa.
Um ATC numa plataforma lenta é como colocar um torno de aperto rápido numa fresadora manual desgastada — poupas minutos no aperto mas perdes-os a rodar manivelas.
Então é luxo? Em trabalhos de baixa variedade e longa duração, sim. Em ambientes de alta variedade onde a configuração domina, é muitas vezes a diferença entre uma equipa atingir a meta ou falhar.
O que levanta uma questão mais difícil sobre o próprio trabalho.
Testámos uma célula semi-automatizada: um operador a supervisionar duas quinadoras, cada uma com trabalhos programados offline e correção automática de ângulo. O papel do operador passou de dobrar para manuseio de material e gestão de exceções (intervindo apenas quando o sistema sinaliza uma anomalia).
A produção por hora de trabalho quase duplicou em lotes mistos de menos de 50 peças.
Mas isso só funcionou porque as máquinas podiam operar de forma previsível sem constante microajuste. Essa previsibilidade vem do controlo de circuito fechado (um sistema de feedback que compara continuamente a posição comandada e a real e corrige erros) e de uma resposta estável do servo — não da força bruta.
A matemática tradicional do trabalho assume um operador qualificado por máquina. Sistemas orientados por software quebram essa premissa. Quando a complexidade se desloca para programação e deteção, o trabalho no chão passa a ser de supervisão e não artesanal.
A restrição muda novamente.
Agora estás a avaliar não “Esta máquina consegue dobrar chapa de 1/2 polegada?” mas “Esta arquitetura consegue funcionar sem assistência durante 20 minutos sem correção humana?” Isso é uma questão de controlo, não de força.
Nos meus primeiros dias a lidar com quinadoras mecânicas de volante de inércia, o músculo reinava. Hoje, é a coordenação. A quinadora é menos um martelo e mais um sistema nervoso que gere a força precisamente onde e quando é necessária.
E se a eficiência de trabalho agora depende da estabilidade do software e da integridade dos dados, o cálculo de ROI não pode parar na força ou mesmo no tempo de ciclo. Tem de estar alinhado com o local onde vive o teu verdadeiro gargalo — configuração, deteção, supervisão ou força bruta.
Por isso, antes de aprovares uma ficha técnica, responde à única questão que realmente protege a margem: no teu modelo operacional a longo prazo, o teu fator limitante é a espessura do metal — ou a latência de decisão?
Não escolhes uma quinadora perguntando o que ela consegue fazer no seu melhor dia. Escolhes perguntando o que te está a atrasar no pior dia.
Essa é a mudança. Quando o controlo preditivo e a deteção de circuito fechado (um sistema de feedback que mede a posição ou ângulo real e corrige em tempo real) se tornam a base, a máquina deixa de ser um gerador de força e passa a ser um removedor de restrições. O ROI (retorno sobre o investimento, o tempo e margem ganhos relativamente ao custo de compra) deixa de estar em gráficos de força e passa a estar no teu mix de produção, no teu modelo de trabalho e no teu tempo parado.
Na minha primeira oficina, comprávamos capacidade como comprávamos seguro — sobredimensionada e pesada. Hoje, quando especifico uma quinadora, comparo-a com três coisas: volatilidade do mix, envelope de material e localização do gargalo. Esse trio diz-me se a arquitetura elétrica orientada por software justifica ou apenas impressiona numa demonstração.
É como escolher entre um martelo de ferro e uma chave de torque — não perguntas qual é mais forte, perguntas qual remove a restrição específica que tens pela frente.
Verificação de Realidade no Chão de Fábrica: Estás a comprar força de dobra — ou a recuperar minutos perdidos e estabilidade laboral?
Agora imagine uma célula de alto volume a produzir milhares de peças de flange curto. Se forem idênticas e se produzirem durante semanas, a velocidade pura de curso e a durabilidade importam. A flexibilidade é ruído. Nesse contexto estreito, um sistema hidráulico bem mantido pode funcionar suavemente o dia inteiro e justificar o custo do óleo e das juntas.
Mas isso é apenas um instantâneo.
Passe para alta variedade e baixo volume — 20 peças aqui, 35 ali, material a mudar dia sim dia não. O custo dominante não é o tempo de dobra; é a volatilidade na preparação. Sistemas elétricos e híbridos com bibliotecas de ferramentas integradas e programação offline reduzem a preparação porque a repetibilidade de posição (a capacidade da máquina de voltar exatamente às mesmas coordenadas a cada ciclo) é mais apertada e sem deriva. Não está a perseguir o ângulo com peças de teste todas as manhãs.
A flexibilidade vence a velocidade bruta quando o tempo de preparação excede o tempo de produção.
Eis o mecanismo: em trabalho de alta variedade, cada minuto adicional de preparação é multiplicado pelo número de mudanças por turno. A tração elétrica mantém um posicionamento consistente porque não depende da estabilidade da temperatura do fluído. Sistemas hidráulicos perdem eficiência à medida que o óleo aquece — uma pequena perda horária que se compõe ao longo de um turno de 8 horas. Em produções contínuas, essa perda fica escondida dentro de ciclos longos. Em produções curtas, manifesta-se como tempo de ajuste e verificação.
Portanto, a verdadeira questão não é qual máquina ciclos mais rápido sob carga. É qual reinicia com precisão após a quinta mudança do dia.
Verificação da Realidade no Chão de Fábrica: No seu calendário atual, está a dobrar peças — ou constantemente a voltar a provar as preparações?
Vamos colocar a tese à prova.
Se trabalha com meia polegada ou mais, aço de alta resistência, comprimentos de cama longos, quase a tonelagem máxima diariamente — força bruta e rigidez da estrutura ainda dominam. Sistemas hidráulicos destacam-se aí porque a tonelagem elevada e sustentada sobre grandes superfícies desgasta fusos de esferas (veios roscados de precisão que convertem a rotação do motor em movimento linear) e componentes de acionamento elétrico de formas para as quais nem sempre foram concebidos.
Isto é real.
Mas a micro-precisão (controlo ao nível de milésimos de milímetro) ainda importa de duas maneiras. Primeiro, o desperdício em grandes espessuras é caro. Um erro de 0,5° em chapa grossa significa retrabalho com uma grua, não um movimento de pulso. A medição de ângulo em circuito fechado reduz esse risco. Segundo, mesmo oficinas pesadas raramente fazem apenas trabalhos pesados. Há sempre trabalho secundário — suportes, reforços, conjuntos mais pequenos — onde a eficiência elétrica e a rápida aceleração entre dobras recuperam tempo.
A armadilha é pensar de forma binária: “Dobramos chapa grossa, por isso sistemas de precisão não se aplicam.”
O melhor filtro é a taxa de utilização. Se 80% do seu volume de receitas realmente vem de dobras pesadas sustentadas perto da capacidade nominal, o hidráulico continua a ser racional. Se o trabalho grosso é episódico mas dita a sua decisão de compra, pode estar a sobredimensionar a solução para um volume de trabalho minoritário.
Como especificar um serviço de 400 amperes porque uma máquina atinge picos duas vezes por semana.
Verificação da Realidade no Chão de Fábrica: O seu trabalho mais grosso é o seu principal gerador de receitas — ou apenas o mais barulhento?
Tonelagem é capacidade. Gargalo é restrição.
Não são a mesma coisa.
Um gargalo é o passo no seu processo que limita o output total — seja tempo de preparação, disponibilidade de operador, atraso na programação ou força real de conformação. Se o seu equipamento de dobra fica parado à espera de programas, adicionar tonelagem não muda nada. Se o operador passa 40 minutos por turno a ajustar ângulos, a força bruta também não resolve.
Mapeie um dia típico. Onde é que o trabalho se acumula? Se o WIP (trabalho em processo, peças parcialmente completadas à espera do próximo passo) se acumula antes da prensa de dobra, pode precisar de velocidade ou capacidade paralela. Se se acumula depois, a sua prensa não é de todo a restrição.
Quando executámos uma célula com dois travões e um operador a supervisionar ambos, a produção aumentou não porque a tonelagem tivesse subido, mas porque a estabilidade permitiu que o trabalho se estendesse. Isso é uma vitória do software. O gargalo passou da operação de dobragem para o fluxo de material.
Pense na sua oficina como um transportador com um rolo lento. Tornar os outros rolos mais fortes não aumenta o débito.
Portanto, ao avaliar sistemas, peça aos fornecedores que demonstrem não a tonelagem máxima, mas o tempo de recuperação após a mudança de ferramenta, a duração da estabilidade sem supervisão e a integração com o seu fluxo de programação. Essas métricas revelam a verdadeira restrição.
O preço inicial ainda assusta as pessoas. Os sistemas elétricos carregam frequentemente um prémio de cerca de 20–30 %. No papel, isso parece um luxo.
Em vez disso, execute o cronograma.
A eficiência energética nos sistemas totalmente elétricos mantém-se acima de aproximadamente 88 % ao longo de um turno completo porque o consumo de energia ocorre principalmente durante o movimento, não em repouso. Os sistemas hidráulicos consomem energia continuamente para manter a pressão, e a eficiência decai à medida que a temperatura do óleo sobe. Ao longo de meses, essa diferença acumula-se num custo operativo mensurável, não em poupanças teóricas.
Adicione a manutenção: sem mudanças de óleo, menos vedantes, menos paragens relacionadas com fugas. Exemplo hipotético — se uma oficina poupar uma quantia modesta anual combinando energia e manutenção, o prémio de preço pode compensar-se em cerca de dois a três anos. Depois disso, a máquina não está apenas paga — é estruturalmente mais barata de operar.
Mas o ROI não se resume a contas de serviços.
Se uma maior repetibilidade permitir que um operador supervisione duas máquinas, a eficiência laboral muda de forma permanente. Se configurações mais rápidas e determinísticas libertarem mais 45 minutos por turno, é capacidade que não contratou. Ao longo de cinco anos, esses minutos ultrapassam largamente a diferença de preço inicial.
O erro é calcular o ROI apenas com base no custo de aquisição. A verdadeira curva muda quando a estabilidade operacional altera o seu modelo de pessoal e o limite de produção.
E aqui está a perspetiva que quero que leve consigo: a prensa dobradora certa é aquela que elimina a sua restrição principal mais cedo no ciclo de vida. Não a que tem o emblema de maior tonelagem. Nem a que apresenta o orçamento mais baixo. Aquela que ataca o seu atrito real — configuração, deriva, supervisão ou carga pesada sustentada.
É assim que faz corresponder a tecnologia ao chão de fábrica.
Por isso, antes de assinar uma nota de encomenda, desenhe o seu mapa de restrições e projete‑o três anos para a frente. Se o seu mix estiver a evoluir para séries mais curtas e tolerâncias mais apertadas, a força bruta não o salvará. Se estiver a duplicar o trabalho estrutural pesado, a precisão sem força também não servirá.
A máquina já não é apenas uma prensa. É parte do sistema nervoso da sua oficina.
Que restrição quer eliminar primeiro?


















