

A las 7:12 a. m., la primera pieza fuera de la prensa muestra 90,02°. Para las 3:40 p. m., mismo programa, mismo operador, mismo lote de material, estamos ajustando la corrección de ángulo en +0,4° solo para mantener la especificación.
Nada “se rompió”. La máquina todavía tiene 170 toneladas disponibles.
Entonces, ¿por qué estamos persiguiendo decimales?
Sobre el papel, una prensa hidráulica moderna puede alcanzar ±0,1° de exactitud en la curva bajo condiciones ideales. Lo he visto. El coronado dinámico (compensación automática de la cama por deflexión) y la medición de ángulo por láser (detección óptica del ángulo en tiempo real) pueden hacer que una máquina hidráulica parezca quirúrgica.
Pero eso es una instantánea.
Exactitud es la capacidad de dar en el blanco una vez. Precisión es la capacidad de hacerlo de la misma manera cada vez. En producción de alta mezcla—tandas cortas, cambios constantes—la precisión es la que paga las cuentas, no la curva heroica que muestras al equipo de ventas. Cuando seguimos clasificando las máquinas solo por tonelaje, estamos midiendo músculo mientras ignoramos el sistema nervioso que lo coordina.
Comprobación de la realidad en el taller: Si tu prensa acierta la primera pieza pero se desvía para la número cincuenta, ¿realmente estás comprando capacidad—o solo fuerza?

Camina por cualquier taller y escucha la lógica de compra: “Es de 220 toneladas”. Como si aún estuviéramos dimensionando punzonadoras de volante (máquinas mecánicas de estampado impulsadas por energía rotacional almacenada) donde más tonelaje significaba más trabajo que podías realizar físicamente.
En aquel entonces, la fuerza era el factor limitante. Hoy, en la mayoría de las chapas metálicas de menos de un cuarto de pulgada, la fuerza abunda. El control es escaso.
Hemos heredado una mentalidad de una era en la que las máquinas eran tontas y los operadores eran el bucle de retroalimentación. Ahora tenemos sistemas CNC (control numérico por computadora) que pueden comandar la posición en micras (milésimas de milímetro), y aun así seguimos hablando de las prensas como si fueran martillos hidráulicos.
Es como presumir de la potencia de un camión cuando el trabajo real consiste en maniobrarlo por un muelle de carga con dos pulgadas de holgura.
Entonces, ¿qué desaparece exactamente de la conversación cuando el tonelaje la domina?
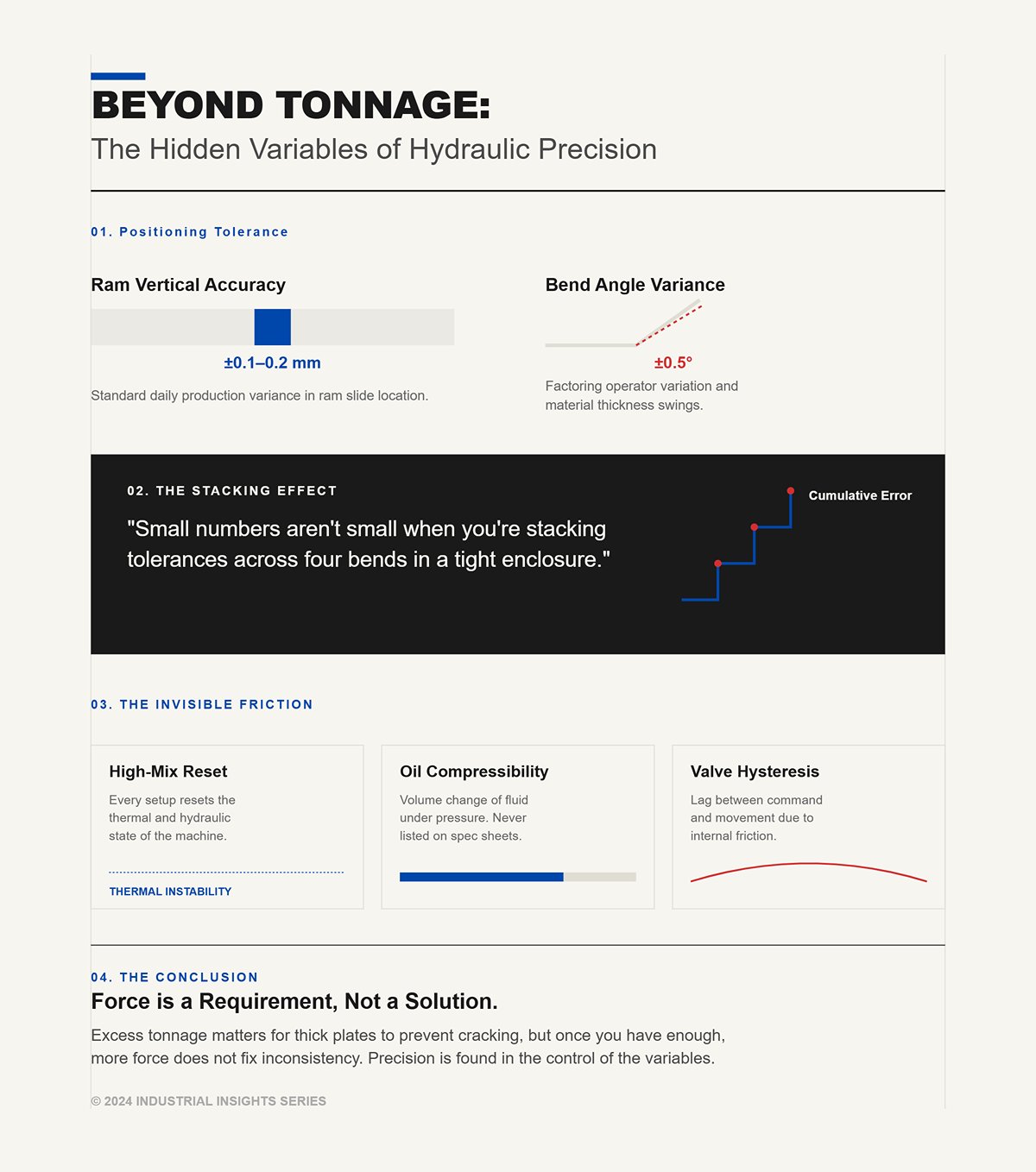
Comienza con la tolerancia de posicionamiento. Muchos sistemas hidráulicos en la producción diaria trabajan alrededor de ±0,1–0,2 mm en el posicionamiento del carro (exactitud de la ubicación de la corredera vertical) y ±0,5° en el ángulo de la curva una vez que se considera la variabilidad del operador y las fluctuaciones en el espesor del material.
Esos números parecen pequeños. No lo son cuando acumulas tolerancias a lo largo de cuatro curvas en un recinto ajustado.
Luego está la repetibilidad bajo cambio. Alta mezcla significa que puedes ejecutar 40 soportes, luego 25 cubiertas, luego 60 rieles de chasis. Cada configuración restablece el estado térmico e hidráulico de la máquina. La compresibilidad del aceite (el ligero cambio de volumen del fluido hidráulico bajo presión) y la histéresis de las válvulas (retardo entre el comando y el movimiento real debido a la fricción interna y la dinámica de fluidos) no aparecen en la hoja de especificaciones, pero sí en tu contenedor de chatarra.
El tonelaje excedente importa absolutamente para placas gruesas o aleaciones aeroespaciales donde una curva insuficiente provoca grietas. No estoy argumentando en contra de la fuerza. Estoy argumentando que, una vez que tienes la suficiente, más no soluciona la inconsistencia.
Lo que nos lleva a la parte que la mayoría de los talleres ignora hasta que los ajustes de mitad de turno comienzan a aparecer.

Imagina una ejecución de 10 horas con acero inoxidable calibre 12. Para la tercera hora, el aceite hidráulico se ha calentado significativamente. A medida que la temperatura aumenta, la viscosidad (resistencia del fluido al flujo) disminuye. Una viscosidad más baja cambia la rapidez con la que se acumula la presión y la suavidad con la que responden las válvulas.
Eso se traduce en diferencias sutiles en la profundidad del pistón para la misma posición programada.
No lo verás en el primer ciclo. Lo verás cuando tu operador agregue una corrección de 0,2°. Luego otra. Para última hora de la tarde, tu “programa de 90°” ya no es el mismo con el que comenzaste.
Sí, puedes manejarlo—enfriadores, rutinas de calentamiento, mantenimiento disciplinado. He manejado hidráulicos durante años; son confiables. Pero son sistemas vivos. Respiran, se calientan, derivan.
En trabajos de alta mezcla, donde no puedes permitirte una curva de aprendizaje de 20 piezas cada vez que cambias de material, esa deriva se convierte en el impuesto oculto sobre la productividad.
Así que, incluso si la máquina puede moverse físicamente rápido, ¿puede responder instantáneamente e idénticamente cada vez que se lo ordenas?
En un freno hidráulico, las válvulas proporcionales (dispositivos que regulan el flujo de fluido según la entrada eléctrica) dosifican el aceite para controlar la velocidad y la posición del pistón. Siempre hay un retraso—de milisegundos—entre la orden y el cambio real de presión. Eso es el tiempo de respuesta de la válvula.
Durante décadas, “suficientemente rápido” era aceptable. Los operadores compensaban. Los tiempos de ciclo eran más largos. Las tolerancias eran más amplias.
Ahora imagina una célula de alto volumen que fabrica miles de piezas con bridas cortas. Dependemos de una deceleración precisa al entrar en el doblez para evitar el sobrepaso. Cada micro-retardo obliga al control a anticipar y corregir. Es posible, pero es una danza entre el software y la inercia del fluido (resistencia del aceite en movimiento a un cambio repentino).
Cuando se escala eso a miles de ciclos, pequeñas diferencias de tiempo se convierten en variaciones medibles.
La fuerza ya no es el cuello de botella. La latencia de control lo es.
Y una vez que ves eso, la pregunta deja de ser “¿Cuántas toneladas?” y pasa a algo mucho más incómodo para los tradicionalistas: ¿qué sucede cuando reemplazamos el músculo fluido con un movimiento digitalmente sincronizado que no deriva, no se comprime, ni vacila?
En un freno servoeléctrico que puse en marcha el año pasado, la primera pieza que salió del freno marcó 90,00°. Ocho horas después, tras 300 piezas mixtas y tres cambios de material, aún marcaba 90,00°—sin ajustes angulares a mitad de turno, sin el pulgar del operador en la rueda de corrección.
No ocurrió nada mágico. Simplemente eliminamos el aceite.
En lugar de una bomba que empuja fluido a través de válvulas proporcionales (dispositivos controlados eléctricamente que dosifican el flujo hidráulico), el pistón es accionado por servomotores sincronizados (motores eléctricos controlados por bucles de retroalimentación que corrigen constantemente la posición) conectados a husillos de bolas (ejes roscados de precisión que convierten el movimiento rotatorio en desplazamiento lineal). El control no “anticipa” el comportamiento del fluido. Ordena la posición directamente y lee la posición real mediante codificadores (sensores que miden el movimiento en incrementos muy finos, a menudo micrones).
Ese es el cambio del músculo al sistema nervioso. Los sistemas hidráulicos gestionan la presión y esperan que la posición la siga. Los sistemas servoeléctricos ordenan la posición y permiten que el par se ajuste según sea necesario.
Cuando eliminas la compresibilidad del aceite, la histéresis de la válvula y la viscosidad dependiente de la temperatura de la cadena de movimiento, eliminas tres variables que antes exigían compensación por parte del operador. Al émbolo no le importa si son las 8 a.m. o las 4 p.m. Va adonde se le indica, dentro de micras, cada vez.
Pero la precisión es solo la mitad de la historia. No compras máquinas para admirar la consistencia del ángulo: las compras para ganar dinero.
Entonces, ¿qué cambia económicamente en el momento en que desaparece la bomba hidráulica?
Párate junto a una prensa hidráulica de 220 toneladas durante el almuerzo. Aún la oirás zumbando.
Ese zumbido es la bomba hidráulica manteniendo la presión del sistema, normalmente consumiendo 30–40 amperios incluso cuando el émbolo no se mueve. La mayoría de los talleres de alta mezcla pasan del 60 al 70 % del turno en configuración, manipulación de piezas, inspección o esperando operaciones anteriores. La máquina está “encendida”, pero no doblando.
Un freno servoeléctrico consume casi cero energía en reposo porque no hay bomba manteniendo la presión. Los motores consumen energía solo cuando se mueven. En una comparación reciente que revisé, una unidad hidráulica utilizó alrededor de 60 kWh durante un turno de 8 horas frente a unos 12 kWh de una máquina eléctrica comparable bajo una carga de trabajo similar. Pero eso es solo una instantánea.
El cambio más profundo es de comportamiento. En entornos de alta mezcla, el tiempo inactivo no es desperdicio: es el costo de la flexibilidad. Los sistemas hidráulicos te castigan por esa flexibilidad quemando energía en cada pausa. Los eléctricos no.
También está el mantenimiento. Sin aceite hidráulico no hay fugas, ni cambios de filtro, ni eliminación de aceite, ni circuitos de enfriamiento. El aceite no es solo un consumible; es una variable. Cada patrón de desgaste de sellos cambia ligeramente la respuesta. Cada variación de temperatura altera la viscosidad. Elimina el fluido y eliminas todo un ecosistema de mantenimiento que antes erosionaba la repetibilidad.
Pero no te relajes. Los ahorros energéticos sobre el papel no significan nada si la demanda máxima arruina tu infraestructura eléctrica.
Comprobación de la realidad en el taller: Si tu prensa permanece inactiva el 65 % del día, ¿por qué sigues pagando para mantener 40 amperios circulando aceite que nadie usa?
Aquí está la trampa en la que caen los ingenieros novatos: comparan el amperaje promedio.
Los sistemas hidráulicos consumen corriente constante todo el día. Los servoeléctricos tienen picos fuertes durante el doblado. Cuando un servomotor impulsa una operación de fondo (forzando el punzón profundamente en la matriz para formar completamente el ángulo), puede requerir una corriente instantánea masiva. En edificios antiguos con suministro débil, esa subida puede causar caídas de voltaje que se propagan por el taller.
Entonces, ¿cuál cuesta más?
Si ejecutas producción larga y continua—mínimas paradas, alta utilización—el consumo constante del sistema hidráulico empieza a parecer menos ineficiente. La energía se está utilizando para doblado real la mayor parte del tiempo. En ese escenario limitado, la diferencia se reduce.
Ahora imagina una celda de alto volumen produciendo miles de piezas de pestaña corta. Ciclo corto. Manipulación frecuente. Operador esperando al robot o al control de calibre. La máquina eléctrica consume energía en ráfagas solo cuando el émbolo acelera, desacelera y aplica fuerza. El resto del tiempo, está eléctricamente silenciosa.
El costo anual se convierte en una función de la tasa de utilización, no del tonelaje nominal. Los talleres de alta mezcla con un 50–70 % de tiempo inactivo ven ahorros desproporcionados. Las operaciones de baja mezcla y sin intervención humana ven brechas menos dramáticas.
Y debes presupuestar para la infraestructura. Algunas instalaciones necesitan transformadores mejorados o acondicionamiento de energía para manejar la demanda máxima de los servos. Ignora eso, y tus cálculos de retorno de inversión serán fantasía.
La economía energética no trata del consumo promedio. Se trata del ciclo de trabajo (porcentaje del tiempo doblando activamente) y la robustez de la red eléctrica.
Lo que nos lleva a la incómoda pregunta que los veteranos me lanzan cada vez.
| Tema | Detalles |
|---|---|
| Pregunta central | ¿Qué máquina realmente cuesta más operar anualmente: hidráulica o servoeléctrica? |
| Error común | Los ingenieros junior comparan el amperaje promedio en lugar del comportamiento real de operación. |
| Consumo de energía hidráulico | Consume corriente de forma constante durante todo el día, independientemente de si el doblado se está realizando activamente. |
| Consumo de energía servoeléctrico | Consume energía en ráfagas pronunciadas durante el doblado, especialmente en operaciones de fondo donde la corriente instantánea puede aumentar significativamente. |
| Riesgo de infraestructura | Las altas ráfagas de corriente de los servos pueden causar caídas de voltaje en instalaciones antiguas con servicio eléctrico débil. |
| Escenario de producción continua | En corridas largas, ininterrumpidas y de alta utilización, las máquinas hidráulicas aparentan ser menos ineficientes porque la mayor parte de la energía consumida se usa para el doblado real. La brecha de eficiencia se reduce. |
| Escenario de alto volumen y ciclo corto | En operaciones con ciclos cortos, manipulación frecuente y tiempo de inactividad, los servoeléctricos usan energía solo durante el movimiento del ariete y la aplicación de fuerza, permaneciendo eléctricamente silenciosos en otros momentos. |
| Factor de coste anual | El coste anual de energía depende más de la tasa de utilización (ciclo de trabajo) que del tonelaje nominal. |
| Talleres de alta variedad | Los talleres con 50–70 % de tiempo inactivo obtienen ahorros de energía desproporcionados con máquinas servoeléctricas. |
| Operaciones de baja variedad y sin supervisión | Los entornos de producción continua experimentan diferencias de coste menores entre sistemas hidráulicos y eléctricos. |
| Presupuesto de infraestructura | Algunas instalaciones requieren transformadores mejorados o acondicionamiento de energía para manejar la demanda máxima de los servos; ignorar esto distorsiona los cálculos de ROI. |
| Factores Económicos Clave | La economía energética depende del ciclo de trabajo (porcentaje de tiempo de doblado activo) y de la robustez de la red, no del consumo promedio de corriente. |
| Punto de Transición | Conduce a una pregunta común planteada por operadores experimentados sobre el rendimiento y la practicidad a largo plazo de la máquina. |
Lo he escuchado en el taller: “Los eléctricos están bien para material delgado. Intenta acuñar una placa de media pulgada.”
No están equivocados, hasta cierto punto.
La mayoría de las prensas plegadoras servoeléctricas puras alcanzan un límite de alrededor de 300 toneladas. Las placas gruesas, las camas largas y las operaciones de acuñado extremo (doblado de alta fuerza que deforma plásticamente el material completamente en la matriz) aún favorecen la hidráulica. La potencia fluida se escala más fácilmente a tonelajes muy altos porque la presión puede multiplicarse a través de cilindros grandes sin sobredimensionar los motores a niveles absurdos.
Los sistemas eléctricos producen fuerza mediante el par motor (fuerza rotacional) multiplicado por la ventaja mecánica en el husillo de bolas. Para duplicar la fuerza disponible, se debe aumentar el par del motor o cambiar las relaciones mecánicas; ambos tienen límites en tamaño, costo y disipación de calor.
Así que sí, para placas de construcción naval o vigas estructurales, la hidráulica sigue siendo la herramienta adecuada.
Pero analiza sinceramente tu mezcla de trabajos. La mayoría de la fabricación de menos de un cuarto de pulgada no necesita 400 toneladas. Necesita entre 100 y 200 toneladas aplicadas de manera precisa y repetible. Comprar una máquina de 400 toneladas “por si acaso” es como instalar un compresor de 200 caballos de fuerza para usar una esmeriladora neumática.
La adopción no es universal. Depende de la aplicación. Cuando eliminas el nivel superior del 10 % de trabajos extremos, los sistemas eléctricos cubren una gran parte del trabajo moderno de alta variedad con un control más preciso y menor variabilidad.
Entonces, si la fuerza ya no es el cuello de botella universal, ¿qué impulsa realmente la rentabilidad en el mundo real: la velocidad de ciclo bruto o algo más?
Las prensas hidráulicas a menudo presumen de mayores velocidades de aproximación y retracción. En teoría, su émbolo se mueve más rápido entre pliegues.
Pero la rentabilidad de trabajos de alta variedad no se decide en el recorrido del aire. Se decide en qué tan rápido se pueden cambiar los trabajos y lograr precisión en la primera pieza sin ajustes.
Los servoeléctricos aceleran y desaceleran con extrema precisión porque el control ordena la posición directamente, no a través de la dinámica de fluidos. Eso significa menos sobreimpulso, menos corrección y menos piezas de prueba al cambiar materiales o espesores. El tiempo de preparación se reduce porque el primer pliegue ya está dentro de la tolerancia.
En una producción dedicada de una sola pieza, la velocidad hidráulica puede superar a la eléctrica. En un taller que cambia 15 veces al día, cada ciclo de corrección evitado se acumula. Dos pliegues de prueba menos por trabajo en 15 trabajos son 30 piezas que no desechaste ni retrabajaste.
El tiempo de ciclo importa cuando la pieza es estable. El tiempo de preparación domina cuando el programa no lo es.
Los talleres de alta mezcla no pierden dinero porque su ariete se desplace 50 milisegundos más lento. Pierden dinero porque la variabilidad obliga a la intervención humana.
Así que aquí está la pregunta que debes responder honestamente antes de especificar tu próxima máquina: ¿estás optimizando para fuerza bruta en escenarios raros, o para precisión repetible en el 90% de trabajos que realmente mantienen las luces encendidas?
El año pasado cotizamos dos máquinas para el mismo taller: una hidráulica pura de 250 toneladas con bomba de velocidad variable, y una servo-híbrida de 220 toneladas (motor eléctrico que acciona una bomba hidráulica solo bajo demanda). La híbrida resultó aproximadamente 50% más cara. El dueño no preguntó primero por la tonelada. Deslizó su calendario sobre mi escritorio—soportes de calibre fino toda la semana, luego un lote el viernes de placas de 3/8 de pulgada. “No quiero dos prensas,” dijo. “Quiero una que no me castigue de ninguna manera.”
Esa es la verdadera pregunta de ROI. No caballos de fuerza. No toneladas de placa de nombre. Mezcla de trabajos versus utilización.
Los híbridos existen porque las eléctricas puras cubren la mayoría del trabajo de alta mezcla de manera excelente—pero no todo—y las hidráulicas convencionales cubren el extremo pesado de forma confiable—pero desperdician precisión y energía en el medio. La promesa híbrida es simple: control eléctrico para precisión y eficiencia en reposo, cilindros hidráulicos para fuerza escalable.
Simple en el folleto.
En la celda, es una negociación entre dos sistemas físicos que no piensan naturalmente igual.
Estás intentando injertar un sistema nervioso en un cuerpo musculoso sin reintroducir la falta de precisión que intentabas evitar. Comprobación de la realidad en el taller: ¿Estás comprando un híbrido porque tu calendario lo exige, o porque no te sientes cómodo comprometiéndote con un solo lado?
Vi un husillo de bolas (un eje roscado de precisión que convierte la rotación del motor en fuerza lineal) salir de una prensa eléctrica de 300 toneladas tras una dieta constante de piezas estructurales gruesas. Roscas pulidas. Decoloración por calor cerca de la tuerca. Nada catastrófico—solo el estrés mecánico haciendo lo que hace el estrés con el tiempo.
Las prensas eléctricas generan fuerza mediante torque (fuerza rotacional) multiplicado a través de ese husillo. Para duplicar la fuerza, aumentas el torque del motor o cambias la ventaja mecánica. Ambos significan motores más grandes, husillos más gruesos, más calor. El calor es el asesino silencioso aquí; cambia las tolerancias, afecta la lubricación, acelera el desgaste.
Ahora imagina una placa de 1/2 pulgada sobre una cama de 10 pies. La demanda de fuerza aumenta bruscamente al fondo (forzando completamente el punzón dentro del troquel para fijar el ángulo mediante deformación plástica). Los hidráulicos no multiplican la fuerza a través de roscas; usan presión de fluido (fuerza distribuida uniformemente a través del aceite dentro de los cilindros). Escalar eso es sencillo: cilindros más grandes, clasificaciones de presión más altas. La carga se distribuye sobre el área del pistón en lugar de concentrarse en las roscas del husillo.
Por eso las eléctricas a menudo alcanzan su límite por debajo del rango extremo de tonelaje en el que vive la industria pesada.
Pero aquí está el matiz que debes mantener en la cabeza: ¿con qué frecuencia estás realmente en ese rango de grosor? Si el 80% de tu trabajo es inferior a 1/4 de pulgada y el 20% coquetea con 3/8 de pulgada, la eléctrica maneja la mayoría con una precisión posicional de ±0,01 mm, y la hidráulica domina el extremo extremo con estabilidad de carga calmada.
El conflicto no es ideológico. Es mecánico.
Y eso deja un hueco justo en el medio—talleres que tocan material pesado lo suficiente como para estar nerviosos con la eléctrica pura, pero no lo suficiente como para justificar las penalizaciones de energía y variabilidad de una hidráulica a tiempo completo. Comprobación de la realidad en el taller: ¿Tus “trabajos pesados” son verdaderos generadores de ingresos diarios, o mantas de seguridad emocionales?
En teoría, sí. En la práctica, solo en una ventana de funcionamiento estrecha.
Un freno servo-hidráulico utiliza un servomotor (un motor controlado digitalmente con retroalimentación precisa de posición) para hacer girar una bomba hidráulica solo cuando se requiere movimiento o presión. El aceite se mueve bajo demanda. La posición del émbolo cierra el ciclo a través de codificadores (sensores que miden la posición exacta). Se obtiene un control estilo eléctrico superpuesto a la fuerza hidráulica.
En trabajos de gran volumen con espesores de menos de aproximadamente 3 mm y ángulos de doblado inferiores a 45 grados, he visto mejoras de tiempo de ciclo de 15–25 % en comparación con hidráulicos convencionales. ¿Por qué? Porque la bomba no está en ralentí a velocidad máxima entre carreras y el sistema de control anticipa la desaceleración en lugar de reaccionar al retraso del fluido.
Pero eso es una instantánea.
Cuando la misma máquina funciona por debajo del 40 % de la tonelada nominal —piezas ligeras en un bastidor grande—, el servo puede terminar empujando contra la válvula de alivio de presión (un dispositivo de seguridad que se abre para evitar la sobrepresión). El motor intenta modular el flujo con precisión; el circuito hidráulico purga el exceso de presión. Eso es pérdida parasitaria (energía consumida sin trabajo productivo). El sistema nervioso y el músculo discutiendo sobre quién manda.
La eficiencia energética cae. La ventaja se reduce.
Y si tu mezcla varía drásticamente —soportes delgados por la mañana, refuerzos gruesos después del almuerzo—, la banda de optimización del híbrido puede coincidir solo con parte de tu jornada.
Entonces, ¿ofrece lo mejor de ambos mundos?
Puede hacerlo. Si tu perfil de producción se ubica principalmente en esa banda media: espesor moderado, trabajos repetitivos, suficiente volumen para aprovechar las ganancias de ciclo, suficiente demanda de fuerza para justificar el uso de hidráulicos.
Fuera de esa banda, corres el riesgo de pagar un sobreprecio de capital del 40–60 % por una máquina que se comporta como un hidráulico ligeramente refinado o un eléctrico ligeramente cargado.
Eso no es un fracaso. Es especificidad.
El híbrido no es un punto óptimo universal. Es un ajuste personalizado. Comprobación de la realidad en el taller: ¿Tu registro de doblado realmente se agrupa en la zona de confort del híbrido o estás comprando flexibilidad teórica que rara vez monetizarás?
Uno de mis técnicos dijo una vez: “Es como añadir un PLC a un freno de embrague mecánico: ahora solucionamos problemas con un portátil y una llave inglesa.” Eso es un híbrido en una frase.
Todavía tienes cilindros hidráulicos, sellos, grupos de válvulas (conjuntos que dirigen el flujo de aceite) y fluido que requiere monitoreo. Ahora agrega accionamientos servo (electrónica de potencia que controla la velocidad del motor), codificadores y software de control de bucle cerrado (sistemas que comparan constantemente la posición ordenada con la posición real y corrigen desviaciones).
Los motores servo sin escobillas eliminan el desgaste de las escobillas de carbono. Bien. Las bombas de velocidad variable reducen el calor constante. También bien.
Pero cuando algo se desvía, el diagnóstico no es solo revisar un accesorio con fuga. Es verificar la calibración de los sensores, los parámetros de los accionamientos, las curvas de presión hidráulica. Los componentes de reemplazo son piezas de precisión con tolerancias más estrictas y mayor costo.
He visto híbridos funcionar más suavemente y protegerse mejor contra sobrecargas porque la capa de control interviene antes de que ocurra el abuso mecánico. Eso puede reducir fallos catastróficos.
También he visto talleres sin técnicos capacitados perseguir fallos fantasma durante días porque las capas eléctrica e hidráulica interactuaban de maneras que el equipo no entendía completamente.
La complejidad no desaparece. Cambia de forma.
Si tu cultura de mantenimiento es disciplinada—análisis de fluidos, copias de seguridad de software, documentación de parámetros—un sistema híbrido puede reducir el desgaste bruto mientras preserva la capacidad de fuerza. Si en tu taller aún tratan el mantenimiento preventivo como una sugerencia, acabas de duplicar las maneras en que una máquina puede confundirte.
Y aquí es donde el argumento más amplio se afila: las categorías de hardware importan menos que la calidad del control y la disciplina operativa. El sistema nervioso se está convirtiendo en el verdadero diferenciador, no la masa muscular.
Lo que significa que la próxima decisión no es “¿hidráulico, eléctrico o híbrido?”
Es “¿Cuánto control de precisión aprovechamos realmente—y estamos estructurados para soportarlo?” Comprobación de la realidad en el taller: ¿Estás preparado para mantener un sistema coordinado, o estás esperando que el software perdone viejos hábitos de taller?
El trimestre pasado cotizamos una familia de soportes de 42 piezas—acero dulce de 3 mm, cinco dobleces cada uno, tamaños de lote de 12 a 80. El estimador consultó antes la tonelada. Yo revisé los registros de montaje del año pasado. Configuración promedio por pieza nueva: 38 minutos. Tiempo promedio de ejecución por lote: 14 minutos. Pasábamos casi tres veces más tiempo preparando para doblar que doblando realmente.
Eso no es un problema del carnero. Es un problema del cerebro.
Cuando tus datos de producción muestran que la configuración domina el tiempo del husillo—o en nuestro caso, del carnero—la arquitectura que gana es la que predice, secuencia y compensa antes del primer golpe. La ventaja competitiva no es cuán fuerte puede golpear el carnero; es cuán inteligentemente el CNC (control numérico por computadora, un sistema digital que dirige el movimiento de la máquina basado en código) anticipa cada movimiento.
Ya no estás comprando fuerza. Estás comprando previsión.
Y si la previsión es el activo, entonces la verdadera pregunta cambia: ¿tu cuello de botella sigue siendo la resistencia del metal—o el flujo de información?
Comprobación de la realidad en el taller: ¿Estás seleccionando máquinas basándote en gráficos de tonelaje máximo, o en dónde desaparecen realmente tus horas?
Hace años realizamos un trabajo de acero inoxidable calibre 12 de 10 horas. La primera pieza salió a 90,02 grados. A mitad de turno, estábamos persiguiendo el retroceso elástico (recuperación del metal después de doblar) con microajustes cada 30 piezas. El operador se mantenía en el control, modificando la profundidad por centésimas de milímetro, protegiendo el conocimiento de oficio como una receta familiar.
Ahora imagina esa misma pieza programada offline en software 3D (un entorno de simulación que genera secuencias de doblado y código NC antes de que el trabajo llegue a la máquina). La secuencia de doblado se construye en un escritorio mientras la prensa sigue ejecutando el trabajo previo. La comprobación de colisiones es automática. La selección de herramientas se simula. El código NC llega listo para ejecutarse.
La máquina no espera a que se piense.
Aquí está el cambio que la mayoría de los talleres no ven: cuando la programación offline externaliza el conocimiento de configuración, el cuello de botella se mueve hacia arriba. El operador ya no necesita 15 años de “sensibilidad”. La restricción pasa a ser la calidad de la simulación. ¿El programador tuvo en cuenta la variación del material? ¿Modeló la deflexión de la herramienta? ¿Capturó la apertura real del troquel en V, no la teórica?
Cambiamos una restricción de piso por una restricción de oficina.
Eso es poderoso—y peligroso. He visto talleres comprar suites completas offline y aún ajustar en la máquina porque los datos de doblado vivían en el cuaderno de alguien en lugar de en la base de datos. El software no resuelve la desorganización. La expone.
El taller, en este caso, es como mover un útil de soldadura de una mesa tambaleante a una placa de granito—si no alineas las piezas antes de sujetarlas, la precisión solo revela tu descuido.
Así que cuando evalúe arquitecturas, no pregunte cuál prensa es más fuerte. Pregunte qué ecosistema de control captura y reutiliza el conocimiento entre máquinas—y si su equipo es lo suficientemente disciplinado como para alimentarlo con datos limpios.
Comprobación de la realidad en el taller: Si su mejor operador renunciara mañana, ¿la calidad de sus doblados se iría con él—o permanecería integrada en sus programas?
Tome una cama de 3 metros, placa de 6 mm de espesor, 200 toneladas a lo largo. El ariete empuja hacia abajo; la cama se deflecta hacia arriba en el centro. Esa deflexión se llama error de coronación (el arqueo natural de la máquina bajo carga que cambia el ángulo de doblado a lo largo de la longitud).
¿Solución tradicional? Calce. Pruebe el doblado. Calce de nuevo.
¿Solución moderna? Corona dinámica (un sistema de compensación ajustado automáticamente que altera el perfil de la cama o del ariete durante el doblado según la carga calculada o medida).
Aquí es donde el software se come el almuerzo del hardware. El CNC ya conoce el espesor del material, la resistencia a la tracción (resistencia a ser separado), el ancho de la matriz, la longitud del doblado. A partir de esos datos, calcula la deflexión esperada antes de que el golpe se complete. Algunos sistemas añaden sensores de medición de ángulo (dispositivos que leen el ángulo de doblado real en tiempo real usando láseres o sondas) y cierran el ciclo en mitad del doblado.
La máquina corrige antes de que su ojo vea el error.
Eso no es solo precisión. Eso es control predictivo.
Los bastidores hidráulicos pueden ser rígidos. Los bastidores eléctricos pueden ser rígidos. Pero sin una capa de control que modele la carga y se ajuste en movimiento, la rigidez por sí sola no garantiza un ángulo uniforme a lo largo de 3 metros. La inteligencia está en el algoritmo que anticipa el arqueo y lo compensa dinámicamente.
Piense en ello como precargar un dispositivo de sujeción antes de que la distorsión de la soldadura lo desplace—si sabe dónde se moverá, contra-mueve primero.
Ahora pregúntese: en trabajos de alta mezcla donde los lotes de material varían semanalmente, ¿es suficiente la rigidez mecánica estática—o la detección adaptativa se convierte en la verdadera salvaguarda contra el desperdicio?
Comprobación de la realidad en el taller: ¿Está confiando en la masa de acero para combatir la deflexión, o en el software que la predice y la cancela?
Imagine una celda de alta mezcla produciendo miles de piezas de ala corta. Cinco cambios de herramientas por turno. Cada cambio manual: 6–10 minutos si el operador es hábil, más tiempo si hay que buscar segmentos.
Eso son 30–50 minutos sin doblar por día.
Un ATC (Cambiador Automático de Herramientas, un sistema que carga y descarga automáticamente punzones y matrices desde almacenamiento a la plegadora) cambia herramientas en aproximadamente un minuto. Más importante, elimina la indecisión. No hay debate sobre la secuencia. No hay búsqueda de un segmento de 30 mm escondido detrás de uno de 50.
Las mejoras en el tiempo de ciclo son obvias. El cambio más profundo es la consistencia. La biblioteca de herramientas vive en el control. Los programas llaman a las herramientas por ID. La configuración se vuelve determinista (predecible y repetible), no dependiente de quién esté en turno.
Pero aquí está el truco: los ATC brillan cuando se combinan con sistemas eléctricos o servo de alta respuesta. ¿Por qué? Porque la rápida aceleración y desaceleración entre doblados cortos multiplica el tiempo ahorrado en cambios de herramientas. Un lento golpe de retorno hidráulico reduce esa ganancia.
La arquitectura importa.
Un ATC en una plataforma lenta es como atornillar un tornillo de cambio rápido a una fresadora manual desgastada: ahorras minutos en sujeción, pero los pierdes girando manivelas.
¿Entonces es un lujo? En trabajos de baja variedad y larga duración, sí. En entornos de alta variedad donde el tiempo de preparación domina, a menudo es la diferencia entre que un turno logre el objetivo o lo pierda.
Lo que plantea una pregunta más difícil sobre la propia mano de obra.
Probamos una célula semiautomatizada: un operador supervisando dos prensas plegadoras, cada una con trabajos programados fuera de línea y corrección automática de ángulo. El rol del operador pasó de doblar a manipular materiales y gestionar excepciones (interviniendo solo cuando el sistema señalaba una anomalía).
La producción por hora de trabajo casi se duplicó en lotes mixtos de menos de 50 piezas.
Pero eso solo funcionó porque las máquinas podían operar de manera predecible sin ajustes constantes. Esa previsibilidad proviene del control en bucle cerrado (un sistema de retroalimentación que compara continuamente la posición ordenada con la posición real y corrige errores) y de una respuesta estable del servomotor, no de la fuerza bruta.
La matemática laboral tradicional asume un operador calificado por máquina. Los sistemas controlados por software rompen esa suposición. Cuando la complejidad se traslada a la programación y a la detección, el trabajo en planta se vuelve más de supervisión que artesanal.
La restricción cambia de nuevo.
Ahora no estás evaluando “¿Puede esta máquina doblar una placa de 1/2 pulgada?”, sino “¿Puede esta arquitectura funcionar sin supervisión durante 20 minutos sin corrección humana?” Esa es una pregunta de control, no de fuerza.
En mis primeros días lidiando con frenos mecánicos de volante, mandaban los músculos. Hoy, manda la coordinación. La prensa plegadora es menos un martillo y más un sistema nervioso que gestiona la fuerza con precisión donde y cuando se necesita.
Y si la eficiencia laboral ahora depende de la estabilidad del software y de la integridad de los datos, el cálculo del ROI no puede detenerse en la fuerza ni siquiera en el tiempo de ciclo. Debe reflejar dónde vive realmente tu cuello de botella: configuración, detección, supervisión o fuerza bruta.
Así que antes de aprobar una hoja de especificaciones, responde la única pregunta que realmente protege el margen: en tu modelo operativo a largo plazo, ¿tu factor limitante es el grosor del metal o la latencia en la toma de decisiones?
No eliges una prensa plegadora preguntando qué puede hacer en su mejor día. La eliges preguntando qué te frena en el peor.
Ese es el cambio. Una vez que el control predictivo y la detección en bucle cerrado (un sistema de retroalimentación que mide la posición o el ángulo reales y los corrige en tiempo real) se convierten en la base, la máquina deja de ser un generador de fuerza y pasa a ser un eliminador de limitaciones. El ROI (retorno de la inversión, el tiempo y margen obtenidos en relación con el costo de adquisición) deja de residir en gráficos de tonelaje y pasa a estar en tu mezcla de producción, tu modelo laboral y tu tiempo muerto.
En mi primer taller, comprábamos capacidad como comprábamos seguros: sobredimensionada y pesada. Hoy, cuando especifico una prensa, la comparo según tres cosas: volatilidad de la variedad, rango de materiales y ubicación del cuello de botella. Esa tríada me dice si una arquitectura eléctrica controlada por software justifica su costo o solo se ve bien en una demostración.
Es como elegir entre un mazo y una llave dinamométrica: no preguntas cuál es más fuerte, preguntas cuál elimina la restricción específica frente a ti.
Verificación de la realidad en el taller: ¿estás comprando fuerza de doblado o recuperando minutos perdidos y estabilidad laboral?
Ahora imagina una célula de alto volumen que produce miles de piezas con bridas cortas. Si son idénticas y se ejecutan durante semanas, la velocidad del recorrido y la durabilidad son lo que importa. La flexibilidad es ruido. En ese estrecho margen, un sistema hidráulico bien mantenido puede funcionar con suavidad todo el día y justificar su consumo de aceite y el mantenimiento de sellos.
Pero eso es una instantánea.
Cambia a una producción de alta mezcla y bajo volumen: 20 piezas aquí, 35 allá, con el material cambiando día por medio. El costo dominante no es el tiempo del doblado, sino la volatilidad de la configuración. Los sistemas eléctricos e híbridos con bibliotecas de herramientas integradas y programación fuera de línea reducen el tiempo de configuración porque la repetibilidad de posición (la capacidad de la máquina para volver a las mismas coordenadas en cada ciclo) es más precisa y sin desviaciones. No necesitas perseguir el ángulo con cupones de prueba cada mañana.
La flexibilidad supera a la velocidad bruta cuando el tiempo de configuración excede el tiempo de ejecución.
Aquí está el mecanismo: en el trabajo de alta mezcla, cada minuto adicional de configuración se multiplica por el número de cambios por turno. Los accionamientos eléctricos mantienen una posición constante porque no dependen de la estabilidad de la temperatura del fluido. Los sistemas hidráulicos pierden eficiencia a medida que el aceite se calienta: una pequeña degradación por hora que se acumula durante un turno de 8 horas. En trabajos continuos, esa degradación se oculta dentro de los ciclos largos. En trabajos cortos, aparece como tiempo de ajuste y verificación.
Así que la pregunta real no es qué máquina cicla más rápido bajo carga, sino cuál reinicia con mayor precisión después del quinto cambio del día.
Chequeo de realidad en el taller: en tu horario actual, ¿estás doblando piezas o constantemente volviendo a probar configuraciones?
Pongamos a prueba la tesis.
Si trabajas con aceros de alta resistencia de media pulgada o más, longitudes de cama largas y casi la máxima tonelada diaria, la fuerza bruta y la rigidez del marco siguen dominando. Los sistemas hidráulicos sobresalen allí porque la alta tonelada sostenida sobre grandes superficies somete a los husillos de bolas (ejes roscados de precisión que convierten la rotación del motor en movimiento lineal) y a los componentes de accionamiento eléctrico a esfuerzos para los que no siempre fueron diseñados.
Eso es real.
Pero la microprecisión (control al nivel de milésimas de milímetro) sigue importando de dos maneras. Primero, el desperdicio en espesores altos es costoso. Un error de 0,5° en una placa gruesa implica retrabajo con una grúa, no con un simple movimiento de muñeca. La medición de ángulo en bucle cerrado reduce ese riesgo. Segundo, incluso los talleres pesados rara vez trabajan solo con piezas pesadas. Siempre hay trabajos secundarios: soportes, refuerzos, ensamblajes pequeños, donde la eficiencia eléctrica y la rápida aceleración entre dobleces recuperan tiempo.
La trampa es el pensamiento binario: “Doblamos placa gruesa, así que los sistemas de precisión no aplican”.”
El mejor filtro es la proporción de utilización. Si el 80 % de tus ingresos realmente proviene de dobleces pesados sostenidos cercanos a la capacidad nominal, el sistema hidráulico sigue siendo racional. Si el trabajo pesado es esporádico pero dicta tu decisión de compra, es posible que estés sobredimensionando la solución para una carga de trabajo minoritaria.
Como especificar un servicio de 400 amperios porque una máquina tiene picos dos veces por semana.
Chequeo de realidad en el taller: ¿tu trabajo más grueso es tu principal generador de ingresos o solo el que hace más ruido?
La tonelada es capacidad. El cuello de botella es la restricción.
No son lo mismo.
Un cuello de botella es el paso del proceso que limita la producción total, ya sea el tiempo de configuración, la disponibilidad del operador, el retraso en la programación o la fuerza real de conformado. Si tu prensa está inactiva esperando programas, agregar tonelada no cambia nada. Si tu operador pasa 40 minutos por turno ajustando ángulos, la fuerza bruta tampoco lo soluciona.
Mapea un día típico. ¿Dónde se acumula el trabajo? Si el WIP (trabajo en proceso, piezas parcialmente completadas que esperan el siguiente paso) se amontona frente a la prensa, quizá necesites velocidad o capacidad paralela. Si se amontona después, tu prensa no es en absoluto la restricción.
Cuando ejecutamos una celda de dos prensas con un solo operador supervisando ambas, la producción aumentó no porque se incrementara la tonelada, sino porque la estabilidad permitió que el trabajo se extendiera. Eso es una ganancia de software. El cuello de botella se desplazó del doblado al flujo de material.
Piensa en tu taller como una cinta transportadora con un rodillo lento. Hacer más fuertes los otros rodillos no aumenta el rendimiento.
Así que, al evaluar sistemas, pide a los proveedores que demuestren no la tonelada máxima, sino el tiempo de recuperación tras el cambio, la duración de la estabilidad sin supervisión y la integración con tu flujo de programación. Esas métricas revelan la verdadera limitación.
El precio inicial todavía asusta a la gente. Los sistemas eléctricos suelen tener una prima de aproximadamente 20–30 %. Sobre el papel, parece un lujo.
Ejecuta la línea temporal en su lugar.
La eficiencia energética en los sistemas totalmente eléctricos se mantiene por encima de aproximadamente el 88 % durante todo el turno porque el consumo de energía ocurre principalmente durante el movimiento, no en reposo. Los sistemas hidráulicos consumen energía continuamente para mantener la presión, y la eficiencia decae a medida que la temperatura del aceite aumenta. Con el paso de los meses, esa diferencia se acumula en un costo operativo medible, no en un ahorro teórico.
Agrega el mantenimiento: sin cambios de aceite, menos sellos, menos paradas por fugas. Ejemplo hipotético: si un taller ahorra cifras bajas de cinco dígitos anualmente en energía y mantenimiento combinados, la prima de precio puede cerrarse en aproximadamente dos a tres años. Después de eso, la máquina no solo está pagada: es estructuralmente más barata de operar.
Pero el ROI no son solo las facturas de servicios públicos.
Si una mayor repetibilidad permite que un operador supervise dos máquinas, la eficiencia laboral cambia de manera permanente. Si configuraciones más rápidas y deterministas liberan 45 minutos adicionales por turno, esa es capacidad que no contrataste. En cinco años, esos minutos superan con creces la diferencia de compra.
El error es calcular el ROI solo con el costo de adquisición. La curva real cambia cuando la estabilidad operativa transforma tu modelo de personal y el techo de producción.
Y aquí está la perspectiva que quiero que mantengas: la prensa plegadora correcta es la que elimina tu restricción principal antes en su ciclo de vida. No la que tiene la mayor etiqueta de tonelaje. No la que tiene la cotización más baja. La que ataca tu fricción real—configuración, desviación, supervisión o carga pesada sostenida.
Así es como se ajusta la tecnología al piso.
Entonces, antes de firmar una orden de compra, dibuja tu mapa de restricciones y proyéctalo a tres años. Si tu mezcla tiende hacia tiradas más cortas y tolerancias más estrictas, la fuerza no te salvará. Si estás apostando por trabajo estructural pesado, la precisión sin fuerza tampoco.
La máquina ya no es solo una prensa. Es parte del sistema nervioso de tu taller.
¿Qué restricción quieres que elimine primero?


















