

午前7時12分、最初のブレーキの角度は90.02°を示している。午後3時40分、同じプログラム、同じオペレーター、同じ材料のバッチで、規格を維持するために角度補正を+0.4°調整している。.
「壊れた」わけではない。機械はまだ170トンの能力を持っている。.
では、なぜ小数点を追いかけているのか?
理論上、最新の油圧プレスブレーキは理想的な条件下で±0.1°の曲げ精度に到達できる。私はその現場を見た。動的クラウニング(たわみに対する自動ベッド補償)やレーザー角度測定(リアルタイムの光学的角度センシング)によって、油圧機械は外科的な精度を持っているように見えることがある。.
しかし、それはスナップショットに過ぎない。.
精度とは一度だけ目標に当てる能力であり、再現性とは毎回同じ方法で当てる能力である。多品種・少量生産では—短いロット、頻繁な段取り替え—再現性こそが利益を生む。営業チームに見せる「英雄的な一発の曲げ」ではない。機械をトン数だけでランク付けし続ける限り、筋肉ばかりを測定して、それを調整する神経システムを無視していることになる。.
現場の現実チェック: 最初の部品は完璧に曲げられるのに、50個目ではズレているとしたら、あなたが買っているのは本当に「性能」なのか、それとも「力」だけなのか?

どの工場を歩いても聞こえる購買論理はこうだ。「これは220トンの機械だ」。まるでフライホイールパンチプレス(回転エネルギーを蓄えて駆動する機械式プレス)を選定しているかのように、トン数が多ければ多いほど、物理的にできる仕事量が増えると考えている。.
当時は、力こそが制限要因だった。しかし現在のほとんどの板厚4分の1インチ以下の板金では、力は十分すぎるほどある。足りないのは「制御」だ。.
私たちは、機械が愚かで、オペレーターが唯一のフィードバックループだった時代の考え方を受け継いでいる。今やCNC(コンピュータ数値制御)システムはミクロン(1ミリの千分の一)単位で位置を指示できるにもかかわらず、依然としてプレスブレーキを油圧ハンマーのように語っている。.
それは、実際の仕事が2インチの隙間しかない荷積みドックにトラックを通すことなのに、トラックの馬力を自慢しているようなものだ。.
では、トン数の話が主導するとき、議論から何が消えているのだろうか?
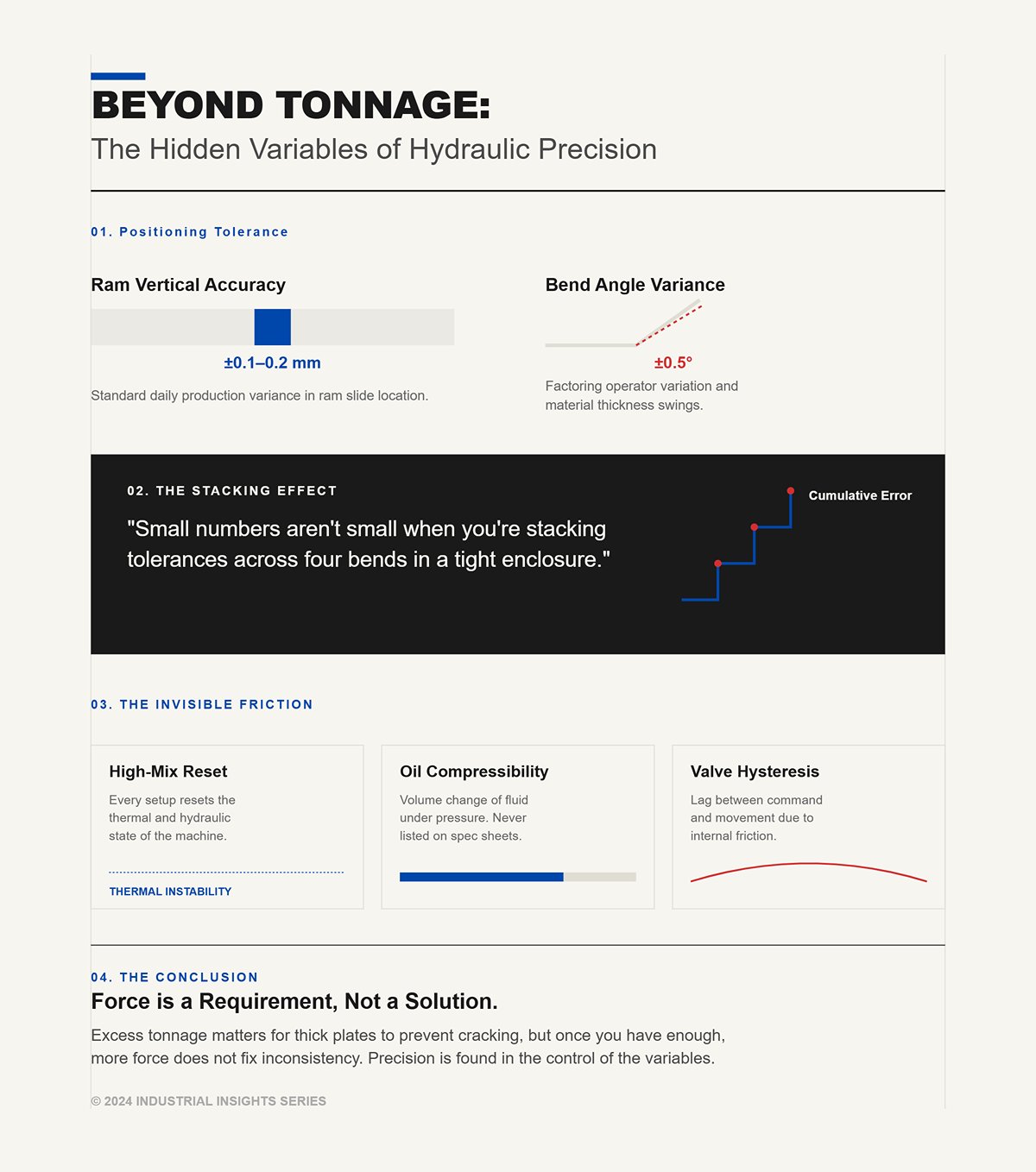
まず、位置精度公差から始めよう。多くの油圧システムは、日常的な生産でラムの位置決め(垂直スライドの位置精度)に±0.1〜0.2mm、曲げ角度はオペレーターのばらつきや材料厚みの変動を考慮すると±0.5°程度で動作している。.
それらの数値は小さく聞こえるが、タイトな外装内で4つの曲げを重ねるとき、それは決して小さくない。.
次に、段取り替え時の再現性がある。多品種生産では、40個のブラケット、25個のカバー、60個のシャーシレールを走らせるかもしれない。各セットアップで機械の熱的・油圧的状態がリセットされる。油の圧縮性(圧力下でわずかに体積が変化する性質)やバルブヒステリシス(内部摩擦と流体力学による、指令と実際の動作の遅れ)は仕様書には載っていないが、スクラップ箱には現れる。.
厚板や航空宇宙用合金のような、曲げ不足が割れを引き起こす場合には過剰トン数は確かに重要だ。私は「力」に反対しているわけではない。十分な力を得た後では、さらに増やしても一貫性の欠如は解決しない、という話だ。.
これが、多くの工場が中間シフトでの調整が入り始めるまで無視する部分です。.

12ゲージステンレスの10時間連続加工を思い描いてください。3時間目には、油圧オイルがかなり温まっています。温度が上がると、粘度(流れに対する流体の抵抗)が低下します。粘度が低くなると、圧力の立ち上がりやバルブの反応速度が変わります。.
それは、同じプログラム位置でもラムの深さに微妙な差異を生みます。.
最初のサイクルでは見えません。それが分かるのは、オペレーターが0.2°の補正を加えたときです。そしてさらにもう一度。午後遅くには、あなたの「90°プログラム」は朝のそれとは違うプログラムになっています。.
もちろん対策は可能です—クーラー、ウォームアップ手順、規律あるメンテナンス。私は何年も油圧を扱ってきましたし、それらは信頼できます。しかし、それらは生きたシステムです。呼吸し、熱を持ち、ドリフトします。.
材料を切り替えるたびに20個分の試行錯誤をする余裕がない多品種作業において、このドリフトは生産性への隠れた税金となります。.
だから、機械が物理的に速く動けても、あなたが指示を出すたびに即座に同じように反応できるでしょうか?
油圧ブレーキでは、比例弁(電気信号入力に基づき油流量を制御する装置)が油を測りながらラムの速度と位置を制御します。命令と実際の圧力変化の間には必ずミリ秒単位の遅れがあります。これがバルブの応答時間です。.
何十年もの間、「十分速い」で問題ありませんでした。オペレーターが補正し、サイクルタイムは長く、許容差も緩やかでした。.
では、短いフランジ部品を何千個も扱う大量生産セルを想像してください。オーバーシュートを避けるために曲げ動作で正確に減速する必要があります。ほんのわずかな遅延も制御装置に予測と補正を強いてしまいます。可能ですが、それはソフトウェアと流体慣性(動いている油が急な変化に抵抗する特性)との間のダンスです。.
それを何千サイクルにもわたって繰り返すと、小さなタイミングの違いが計測可能なばらつきになります。.
もはや力がボトルネックではありません。制御の遅延が問題です。.
その事実を認識すると、質問は「何トン出せるか」から、保守派にとってずっと不快な問いに変わります。それは—油圧の筋肉を、ドリフトも圧縮も遅延もしないデジタル同期動作に置き換えたら何が起きるのか、ということです。
昨年私が導入したサーボ電動ブレーキでは、最初の製品が90.00°を示しました。8時間後、300個の異種部品と3回の材料変更を経ても、依然として90.00°—シフト中の角度微調整も、オペレーターによる補正ダイヤルの操作もありません。.
魔法が起きたわけではありません。ただ油を取り除いただけです。.
比例弁(電気制御で油圧流量を調整する装置)を通して流体を押すポンプの代わりに、ラムはボールねじ(回転運動を直線運動に変換する高精度ねじ軸)に接続された同期サーボモーター(位置を常時修正するフィードバックループで制御される電動モーター)によって駆動されます。制御は流体の挙動を「予測」するのではなく、位置を直接命令し、エンコーダ(ミクロン単位で動きを測定するセンサー)を通じて実際の位置を読み取ります。.
それは筋肉から神経系への移行です。油圧システムは圧力を管理し、位置がついてくることを期待します。サーボ電動システムは位置を命令し、必要に応じてトルクを追従させます。.
油の圧縮性、バルブのヒステリシス、温度依存性の粘度を動作チェーンから取り除けば、従来オペレーターが補正を必要としていた三つの変数が消えることになります。ラムは午前8時でも午後4時でも気にしません。毎回ミクロン単位で指示された位置に行きます。.
しかし精度は物語の半分に過ぎません。角度の一貫性を眺めるために機械を買うわけではなく、利益を得るために機械を買うのです。.
では、油圧ポンプが消える瞬間に経済的に何が変わるのでしょうか?
昼休みに220トンの油圧プレスブレーキの横に立ってみてください。それでもまだ唸り音が聞こえます。.
その唸り音は、ラムが動いていない時でもシステム圧力を維持する油圧ポンプが出しているものです。通常30〜40アンペアを消費します。多品種生産の工場では、シフトの60〜70%をセットアップ、部品の取り扱い、検査、または前工程の作業待ちに費やしています。機械は「稼働中」ですが曲げてはいません。.
サーボ電動ブレーキは、圧力を維持するポンプがないためアイドル時の消費電力はほぼゼロです。モーターは動く時だけエネルギーを消費します。ある比較では、8時間シフトで油圧機は約60kWh、同等の電動機は約12kWhという結果が示されました。ただし、それは一瞬の写真のようなものです。.
より深い変化は行動の変化です。多品種環境ではアイドル時間は浪費ではなく柔軟性のコストです。油圧はその柔軟性に対して休止のたびにエネルギーを燃やすことで罰を与えます。電動はそうしません。.
メンテナンスもあります。油圧オイルがなければ、漏れもフィルター交換も油廃棄も冷却回路もありません。オイルは単なる消耗品ではなく変数です。シール摩耗パターンはわずかに応答を変え、温度変動は粘度を変えます。液体を取り除けば、繰り返し精度を損なってきたメンテナンスの生態系も丸ごと排除できます。.
しかし安心してはいけません。書面上のエネルギー節約は、ピーク需要が電力インフラを破壊すれば意味がありません。.
現場の現実チェック: ブレーキが一日の65%をアイドルで過ごすなら、使っていない油を循環させるために40アンペアを維持する電気料金をなぜ払い続けるのでしょうか?
新人エンジニアが陥る罠は平均アンペアを比較することです。.
油圧は一日中一定電流を消費します。サーボ電動は曲げの際に大きくスパイクします。サーボモーターがボトミング操作(パンチをダイに深く押し込んで角度を完全に成形する)を行うと、瞬間的に巨大な電流を引くことがあります。古い建物で電力サービスが弱いと、その急増が電圧低下を引き起こし工場全体に波及することがあります。.
ではどちらがコスト高でしょうか?
長時間、連続生産を行い停止が少なく、高稼働率の場合、油圧の一定消費はそれほど非効率に見えなくなります。ほとんどの時間が実際に曲げ作業に使われるためです。この限られたシナリオでは、差は縮まります。.
では数千個の短フランジ部品を製造する大規模セルを想像してください。短いサイクル。頻繁な取り扱い。ロボットやゲージチェックを待つオペレーター。電動機はラムが加速、減速、力を加える時だけエネルギーを消費します。それ以外の時間は電気的に静かです。.
年間のコストは定格トン数ではなく稼働率に比例します。アイドル時間が50〜70%の多品種工場では大幅な節約が見られます。少品種、自動稼働の工場では差はそれほど劇的ではありません。.
そしてインフラへの予算も必要です。施設によってはピーク時のサーボ需要に対応するために変圧器や電力調整をアップグレードする必要があります。それを無視すればROIの計算は幻想です。.
エネルギー経済は平均消費量ではなく、稼働率(実際に曲げ作業を行う時間の割合)と電力網の強度に関するものです。.
それが毎回、昔ながらの人たちが私に投げかけてくる、不都合な質問につながります。.
| トピック | 詳細 |
|---|---|
| 核心の質問 | 年間の運転コストが実際に高いのはどちらの機械でしょうか:油圧式か、それともサーボ電動式か? |
| よくある間違い | 若手エンジニアは、実際の運転挙動ではなく平均電流値を比較しがちです。. |
| 油圧式の消費電力 | 曲げ加工が実際に行われているかどうかに関わらず、一日中安定した電流を消費します。. |
| サーボ電動式の消費電力 | 曲げ加工時に急激に電力を消費し、特に下死点保持の際には瞬間的な電流が大きく跳ね上がることがあります。. |
| インフラ面でのリスク | サーボの高い電流スパイクは、電源設備の弱い古い工場において電圧低下を引き起こす可能性があります。. |
| 連続生産シナリオ | 長時間途切れず、高稼働率での生産では、油圧式は消費エネルギーのほとんどが実際の曲げ加工に使われるため、効率の悪さが目立ちにくくなります。効率差は縮まります。. |
| 大量生産・短サイクルシナリオ | 短いサイクル、頻繁なハンドリングやアイドル時間が多い作業では、サーボ電動式はラムの動作と加圧時だけ電力を使用し、それ以外の時間は電力消費がほとんどありません。. |
| 年間コストの要因 | 年間の電気代は、定格トン数よりも稼働率(デューティサイクル)の方が大きく影響します。. |
| 多品種生産の工場 | アイドル時間が50〜70%の工場では、サーボ電動式による電力削減効果が特に大きくなります。. |
| 少品種・無人運転の工場 | 連続生産環境では、油圧式と電動式のコスト差は小さくなります。. |
| インフラ費用の予算策定 | 一部の設備では、サーボのピーク需要に対応するために変圧器や電源調整装置のアップグレードが必要になる場合があります。これを無視するとROI(投資利益率)の計算が歪みます。. |
| 主要な経済要因 | エネルギー経済性は、デューティサイクル(実際に曲げ動作をしている時間の割合)や電力網の堅牢性に依存し、平均電流値には依存しません。. |
| 転換点 | これは、経験豊富なオペレーターが長期的な機械性能や実用性についてよく持つ共通の疑問につながります。. |
現場でこんな声を聞いたことがあります。「電動は薄物にはいいよ。1/2インチの板をボトミングしてみな。」“
ある程度までは彼らの言い分は正しいのです。.
純粋なサーボ電動プレスブレーキはおよそ300トン程度で上限になります。厚板や長いベッド、極端なコイニング作業(材料を完全に金型に押し込む高圧の曲げ)では、依然として油圧の方に分があります。流体パワーは、大型シリンダーにわたって圧力を乗算できるため、モーターを非現実的な大きさにせずとも非常に高いトン数にスケールしやすいのです。.
電動システムは、トルク(回転力)をボールねじの機械的優位性で増幅して力を生み出します。利用可能な力を倍増するには、モーターのトルクを増やすか、機械的比率を変える必要がありますが、どちらもサイズ、コスト、放熱に限界があります。.
したがって、造船用の厚板や構造用ビームでは、油圧が依然として適任です。.
しかし、実際の作業内容を正直に見てください。1/4インチ以下の材料加工のほとんどには400トンは不要です。必要なのは100〜200トンを正確かつ繰り返し適用することです。「念のため」に400トンを買うのは、ダイグラインダーを動かすために200馬力のコンプレッサーを設置するようなものです。.
電動への移行は普遍的ではありません。用途主導です。最上位の極端な作業のわずか数%を除けば、電動は現代の多品種生産の大部分を、より厳密な制御と低いばらつきでカバーします。.
では、もし力がもはや普遍的なボトルネックではないとすれば、現実世界での収益性を左右するのは何でしょうか—サイクルスピードの速さ、それとも別の要因でしょうか?
油圧式ブレーキは、接近速度や戻り速度が速いことをうたうことが多いです。仕様上では、ラムの移動は曲げ間でより早くなります。.
しかし、多品種生産の収益性はエアストローク中には決まりません。仕事を切り替えて、調整なしに初回から寸法精度を出せる速さで決まります。.
サーボ電動は、位置を直接制御コマンドするため、加速・減速を極めて精密に行えます。流体力学を介さないため、行き過ぎや補正が少なく、材料や板厚を切り替えた際の試作部品も減ります。これによりセットアップ時間は短縮され、初回の曲げから許容範囲内になります。.
1つの部品を専用で大量生産する場合、油圧のスピードが電動を上回る場合があります。しかし、1日に15回も段取り替えを行う工場では、毎回の補正サイクルの回避効果が積み重なります。各ジョブで試し曲げが2回少なくなれば、15ジョブで30個の不良や手直し品を減らせます。.
部品が安定している場合はサイクル時間が重要です。スケジュールが不安定な場合はセットアップ時間が支配的になります。.
多品種少量生産の工場は、ラムの移動が50ミリ秒遅いからといって損をするわけではない。損をするのは、ばらつきが人の介入を必要とするからだ。.
だから次の機械を仕様決めする前に、正直に答えなければならない質問がある。あなたは、まれに起こるシナリオに対して brute force(力技)を最適化しているのか、それとも実際に工場を稼働させ続けている90%のジョブ全体にわたる再現性のある精度を最適化しているのか。
昨年、同じ工場向けに2台の機械を見積もった。可変速ポンプ付きの250トン純油圧機と、要求時にのみ油圧ポンプを駆動するサーボハイブリッド(電動モーター駆動)の220トン機だ。ハイブリッドの方が価格でおよそ50%高かった。オーナーはまずトン数の質問をしなかった。彼はスケジュールを私のデスクに滑らせた──週は薄板ブラケット、金曜日は3/8インチ厚プレートのバッチ。「2台のプレスブレーキは欲しくない」と彼は言った。「どちらにしても不利にならない1台が欲しいんだ」。“
それこそが本当のROI(投資利益率)の問題だ。馬力でも、名板トン数でもない。作業構成と稼働率の関係だ。.
ハイブリッドが存在するのは、純電動機が多品種少量の仕事の大部分を見事にこなすがすべてではなく、従来の油圧機が重作業を確実にカバーするが、中間領域では精度とエネルギーを浪費するからだ。ハイブリッドの約束はシンプルだ。正確さとアイドル効率のための電動制御、拡張可能な力のための油圧シリンダー。.
パンフレット上ではシンプルに聞こえる。.
しかし実際のセル内では、自然に調和しない2つの物理システムの間の交渉になる。.
逃れようとしていた緩さを再導入することなく、筋肉の体に神経系を移植しようとしているのだ。. 現場の現実チェック: スケジュールがハイブリッドを必要としているのか、それともどちらか一方に決断することに不安を感じているだけなのか。
ある日、構造用厚板ばかりを加工していた300トンの電動ブレーキから、ボールねじ(モーターの回転を直線力に変換する精密なねじ軸)が取り外されるのを見た。スレッドは磨耗し、ナット付近に熱変色が見られた。致命的ではない──ただ、機械的応力が時間をかけて本来の影響を与えていただけだ。.
電動ブレーキは、トルク(回転力)をねじで増幅して力を生む。力を倍増するには、モーターのトルクを上げるか、機械的優位を変えるしかない。どちらも大型モーター、太いねじ、そしてより多くの熱を意味する。熱こそが静かな敵であり、クリアランスを変化させ、潤滑に影響し、摩耗を加速させる。.
次に、10フィートのベッドに1/2インチのプレートを想像してほしい。底当たり(パンチを完全にダイに押し込み、塑性変形で角度を決める)時に力の要求は急激に増える。油圧はねじで力を増すことはせず、シリンダー内部のオイルに均等に分散した流体圧力を使用する。それをスケールアップするのは簡単だ──より大きなシリンダー、より高い圧力定格。荷重はねじ山ではなくピストン面積全体に分散される。.
そのため、電動機は重工業が必要とする極端なトン数領域ではしばしば限界に達する。.
だが、頭に留めておくべき微妙な点がある。実際にその厚み帯にいることが、どれほど頻繁にあるのか? もしあなたの作業の80%が1/4インチ以下で、20%が3/8インチ近辺なら、電動機は±0.01 mmの位置精度で大半をこなし、油圧は安定した荷重で極端な領域を担う。.
その対立は思想的なものではない。機械的な問題なのだ。.
その結果、丁度その中間にギャップが生まれる──重い素材に触れる頻度が多電動機だけでは不安になるほどあるが、常時稼働する油圧機を正当化できるほどではない工場だ。. 現場の現実チェック: あなたの「重作業」は、毎日の収益を生む仕事か、それとも安心感を得るための保険なのか?
理論上ではそうです。実際には、狭い運転領域でのみそうなります。.
サーボ油圧ブレーキは、サーボモーター(正確な位置フィードバックを備えたデジタル制御モーター)を使用して、動きや圧力が必要な時だけ油圧ポンプを回転させます。油は要求に応じて動きます。ラムの位置はエンコーダー(正確な位置を測定するセンサー)を介してループを閉じます。つまり、油圧の力の上に電気的な制御を重ね合わせることができるのです。.
板厚約3mm以下、曲げ角度45度未満の高生産ランでは、従来型油圧機に比べて15〜25%のサイクルタイム改善を見てきました。なぜか?ポンプがストローク間で全速でアイドリングしないからです。また、制御システムは流体遅れに反応する代わりに減速を事前に予測します。.
しかし、それはスナップショットに過ぎない。.
同じ機械が定格トン数の40%以下で稼働するとき—大きなフレーム上の軽量部品の場合—サーボは圧力逃し弁(過圧を防ぐために開く安全装置)に抵抗することになります。モーターは流量を正確に調整しようとしていますが、油圧回路は過剰な圧力を逃しています。これは寄生的損失(生産的な仕事なしで消費されるエネルギー)です。神経系と筋肉がどちらが主導権を握るかで争っているようなものです。.
エネルギー効率が下がります。利点は縮小します。.
そして、製品構成が激しく変動する場合—午前中は薄いブラケット、午後は厚いガセット—ハイブリッドの最適化範囲が一日の一部にしか合わないかもしれません。.
それで両方の世界の恩恵を受けられるのでしょうか?
可能です。もしあなたの生産プロファイルが主に中間帯にあるなら。中程度の板厚、繰り返し生産、サイクル改善を活かせる十分な数量、油圧を採用するだけの十分な力の要求。.
その範囲外では、わずかに洗練された油圧機か、やや負担の大きい電動機のように動作する機械に対して、40〜60%の設備費上乗せを支払うリスクがあります。.
それは失敗ではありません。特化です。.
ハイブリッドは万能の最適点ではありません。それは合わせ仕立てのようなものです。. 現場の現実チェック: あなたの曲げ作業記録は実際にハイブリッドの快適ゾーンに集中していますか?それとも滅多に収益化されない理論上の柔軟性を買っているだけですか?
私の技術者の一人がかつてこう言いました。「メカニカルクラッチブレーキにPLCを追加したようなものだ。今ではノートパソコンとレンチでトラブルシューティングする。」それがハイブリッドを一言で表しています。.
油圧シリンダー、シール、バルブ群(油の流れを指示するアセンブリ)、監視が必要な作動油は依然として存在します。そこにサーボドライブ(モーター速度を制御するパワーエレクトロニクス)、エンコーダー、閉ループ制御ソフトウェア(指令された位置と実際の位置を絶えず比較して偏差を修正するシステム)が加わります。.
ブラシレスサーボモーターはカーボンブラシの摩耗を排除します。良いことです。可変速度ポンプは一定の発熱を減らします。これも良いことです。.
しかし何かがずれたとき、診断は単に漏れた継手を確認するだけではありません。センサーの校正、ドライブのパラメータ、油圧圧力曲線の確認が必要です。交換部品は公差が厳しい高精度部品であり、コストも高くなります。.
制御層が機械的な乱用が起こる前に介入するため、ハイブリッド機がよりスムーズに動作し、過負荷から自らを守る様子を見たことがあります。それによって壊滅的故障が減る可能性があります。.
一方で、訓練を受けていない技術者が、電気層と油圧層の相互作用を十分に理解していないために、数日間ゴーストフォルトを追いかけていた工場も見たことがあります。.
複雑さは消えません。形を変えるだけです。.
もしあなたのメンテナンス文化が規律正しく―流体分析、ソフトウェアのバックアップ、パラメータの文書化ができているなら、ハイブリッドは力の伝達能力を保ちながら物理的な摩耗を減らすことができます。 しかし、もしあなたの工場がいまだに予防保全を「提案」程度に扱っているなら、機械があなたを混乱させる手段を倍増させてしまうだけです。.
ここでより大きな議論が鮮明になります。ハードウェアのカテゴリよりも、制御の質と運用の規律のほうが重要なのです。 差を生む要素はもはや「筋肉(出力量)」ではなく、「神経系(制御システム)」になりつつあります。.
つまり次の決断は「油圧式、電動式、それともハイブリッド式?」ではないということです。“
それは「私たちはどれほど精密な制御を実際に活用できているか、そしてそれを支える構造が整っているか?」という問いになります。“ 現場の現実チェック: あなたは調整されたシステムを維持する覚悟がありますか? それともソフトウェアが古い現場の習慣を許してくれると期待していますか?
先四半期、私たちは42種類のブラケット(板厚3 mmの軟鋼、各部品に5つの曲げ加工、ロットサイズ12〜80)を見積もりました。 見積担当者はまず必要トン数を計算しました。私は前年のセットアップログを確認しました。 新規部品ごとの平均セットアップ時間は38分。バッチあたりの平均加工時間は14分。 つまり実際の曲げ加工時間の約3倍の時間を準備に費やしていたのです。.
それはラムの問題ではありません。ブレイン(頭脳)の問題です。.
生産データでセットアップ時間がスピンドル(または今回の場合ラム)時間を支配しているのが見えたとき、勝つアーキテクチャは「最初の一打ちの前に」予測し、順序を組み、補正できる構造です。 競争優位はラムの打撃力ではなく、CNC(コンピュータ数値制御:コードに基づいて機械の動きを指示するデジタルシステム)がどれだけ賢く動きを予測できるかにあります。.
あなたが今買っているのは「力」ではありません。「先見性」です。.
そして、先見性こそ資産であるなら、本当の問いは変わります。ボトルネックはまだ金属の強度なのか―それとも情報の流れなのか?
現場の現実チェック: あなたは依然として最大トン数チャートに基づいて機械を選んでいますか? それとも「実際にどこで時間が消えているのか」を基にしていますか?
数年前、12ゲージのステンレスを使った10時間の作業を行いました。 最初の部品の曲げ角は90.02度。中盤には、スプリングバック(金属が曲げ後に弾性回復する現象)を追いかけながら、30部品ごとに微調整を行う状態になっていました。 作業者は制御盤の前に立ち、0.01 mm単位で深さを微調整し、まるで家伝のレシピを守るかのように現場の勘を頼みにしていました。.
では同じ部品を、作業前に3Dソフトウェア(ジョブが機械に届く前に曲げシーケンスとNCコードを生成するシミュレーション環境)でオフラインプログラムしたと想像してください。 曲げシーケンスはデスク上で構築され、ブレーキプレスは前の仕事をまだ走らせています。干渉チェックは自動。ツール選定もシミュレーションされます。NCコードは実行可能な状態で投入されます。.
つまり、機械は「考えるのを待たない」ということです。.
多くの工場が見落としている転換点があります。オフラインプログラミングによってセットアップ知識が外部化されると、ボトルネックは上流に移動します。 作業者はもはや15年の「感覚」を必要としません。制約はシミュレーションの質です。 プログラマは材料ばらつきを考慮しましたか? ツールのたわみをモデル化しましたか? 理論値ではなく実際のVダイ開口を反映しましたか?
私たちは「現場での制約」を「オフィスでの制約」に置き換えたのです。.
それは強力でありながら、危険でもあります。 私は、フル機能のオフラインスイートを購入したにもかかわらず、曲げデータがノートにしかなくデータベースに登録されていなかったため、結局現場で微調整していた工場を見たことがあります。 ソフトウェアは「整理されていない状況」を解決してはくれません。それを「さらけ出す」のです。.
この場合の工場の現場は、ぐらつく作業台から溶接治具を花崗岩製の定盤に移すようなものです。部品をクランプする前に直角出しをしていなければ、精密さは「ずさんさ」をより鮮明に露わにするだけです。.
だからアーキテクチャを評価するときは、どのラムが強いかを問うのではなく、どの制御エコシステムが機械間で知識を取り込み再利用できるか、そしてあなたのチームがそれに対してクリーンなデータを供給するための規律を持っているかどうかを問うべきです。.
現場の現実チェック: もしあなたの最良のオペレーターが明日辞めたら、曲げ品質も一緒に去ってしまうでしょうか――それともあなたのプログラム内にしっかり組み込まれて残るでしょうか?
3メートルのベッド、6 mm厚のプレート、全長にわたり200トン。ラムが下へ押し込むと、ベッドの中央部が上方にたわみます。このたわみが「クラウニング誤差」と呼ばれるものです(荷重がかかったとき機械が自然にたわむことで、全長にわたって曲げ角度が変化してしまう現象)。.
昔ながらの対処法?シムを入れる。テスト曲げ。もう一度シムを調整。.
現代的な対処法?ダイナミック・クラウニング(計算または計測された荷重に基づいて、曲げ中にベッドまたはラムのプロファイルを自動調整する補償システム)。.
ここでソフトウェアがハードウェアを凌駕します。CNCはすでに素材の厚み、引張強度(引き裂かれにくさ)、ダイ幅、曲げ長を知っています。これらの入力から、ストローク完了前に予測されるたわみを計算します。システムによっては角度測定センサー(レーザーやプローブで実際の曲げ角をリアルタイムに読み取る装置)を追加し、曲げ途中で閉ループ制御を行うものもあります。.
機械はあなたの目が誤差を見つける前に補正します。.
それは単なる精度ではありません。それは「予測制御」です。.
油圧フレームは剛性が高いことがあります。電動フレームも同様に剛性が高いことがあります。しかし、荷重をモデル化し動作中に補正を行う制御層がなければ、剛性だけでは3メートル全体で均一な角度は保証されません。知能は、たわみを予測して動的に打ち消すアルゴリズムの中にあります。.
それは、溶接による歪みで治具が引っ張られる前に荷重を与える「プリロード」のようなものだと考えてください――動く方向がわかっていれば、先に逆方向に動かしておくのです。.
さて、自問してみましょう。材料ロットが週ごとに変わる多品種少量の仕事において、静的な機械的剛性だけで十分でしょうか――それとも適応的なセンシングこそが、スクラップ防止の真の保険になるのでしょうか?
現場の現実チェック: たわみに対抗するために鋼の質量に頼っていますか?それとも、それを予測して打ち消すソフトウェアに頼っていますか?
何千もの短辺部品を処理する多品種セルを想像してみてください。1シフトにつき5回の工具交換。各手動交換にかかる時間:熟練者で6~10分、セグメント探しが必要ならさらに長くなります。.
つまり、1日あたり30~50分が「曲げない時間」に費やされます。.
ATC(自動工具交換機。保管庫からプレスブレーキへパンチやダイを自動で出し入れするシステム)は、工具の交換を約1分で行います。さらに重要なのは、判断の遅れをなくすことです。順序を議論する必要も、50 mmの陰に隠れた30 mmセグメントを探す必要もありません。.
サイクルタイムの短縮は明らかです。より大きな変化は「一貫性」です。工具ライブラリは制御装置内に存在します。プログラムはIDで工具を呼び出します。セットアップは決定論的(予測可能かつ再現可能)になり、シフト担当者に依存しなくなります。.
ただし注意点があります:ATCが真価を発揮するのは、電動または高応答サーボシステムと組み合わせた場合です。なぜでしょうか?短い曲げ間の急加速・急減速が、工具交換で節約した時間をさらに増幅するからです。油圧の遅い戻りストロークではその利点を食ってしまいます。.
アーキテクチャが重要なのです。.
鈍いプラットフォーム上のATCは、摩耗した手動フライス盤にクイックチェンジバイスを取り付けるようなものだ――クランプでは数分節約できても、ハンドルを回す時間で結局それを失う。.
それは贅沢だろうか? 低品種・長期ロットの仕事ではそうだ。しかし、段取りが支配的な多品種環境では、生産目標を達成するか逃すかの違いになることが多い。.
そこで労働そのものに関する、より難しい問いが生じる。.
我々は半自動化セルをテストした。1人のオペレーターが2台のベンダーを監督し、それぞれがオフラインでプログラムされたジョブと自動角度補正機能を持つ構成だ。オペレーターの役割は「曲げる」作業から、材料搬送と例外管理(システムが異常を検出した際のみ介入する)へと移行した。.
50個未満の混合バッチでは、労働時間当たりの出力がほぼ倍増した。.
しかしそれが機能したのは、機械が常時微調整なしで予測可能に動作できたからだ。その予測可能性は閉ループ制御(指令値と実際の位置を継続的に比較し誤差を修正するフィードバックシステム)と安定したサーボ応答によって生まれるものであり、生のトン数によるものではない。.
従来の労働計算は「技能あるオペレーター1人=機械1台」を前提としている。ソフトウェア駆動のシステムはその前提を崩す。複雑さがプログラミングやセンシングに移行すると、現場労働は職人的作業から監督的作業へと変わる。.
制約は再び移動する。.
今や評価すべきなのは「この機械は1/2インチの板を曲げられるか」ではなく「このアーキテクチャは人の介入なしで20分間安定稼働できるか」だ。これは力の問題ではなく、制御の問題である。.
私の初期の頃、機械的フライホイール式ベンダーと格闘していた時代は筋力が支配した。今では協調性が支配する。プレスブレーキはもはやハンマーではなく、必要な場所と時に力を正確に管理する神経系のような存在だ。.
そして労働効率がソフトウェアの安定性とデータの整合性に依存する現代では、ROI計算はトン数やサイクルタイムで止めるべきではない。真のボトルネックがどこにあるか――段取り、センシング、監督、または純粋な力――を把握しなければならない。.
だから仕様書にサインする前に、利益率を守る唯一の問いに答えよう。長期的な運用モデルにおいて、あなたの制限要因は金属の厚さなのか、それとも意思決定の遅延なのか?
プレスブレーキを選ぶときは、「最高の状態で何ができるか」ではなく、「最悪の状態で何があなたを遅らせているか」で判断するべきだ。.
それが転換点だ。予測制御と閉ループセンシング(実際の位置や角度を測定し、リアルタイムで補正するフィードバックシステム)が標準となると、機械は力を生む装置ではなく、制約を取り除く装置となる。ROI(投資利益率、購入コストに対して得られる時間と利益率)はトン数チャートの中ではなく、あなたの生産ミックス、労働モデル、そして遊休時間の中に生きるようになる。.
私の最初の工場では、設備を保険のように買っていた――過剰で重いものを。今日、私がブレーキを仕様検討する際には、三つの要素に照らしてマッピングする。品種変動性、材料範囲、ボトルネックの位置。この三点が、ソフトウェア駆動の電動アーキテクチャが価値を生むか、単にデモで見栄えが良いだけかを教えてくれる。.
それは、大ハンマーとトルクレンチのどちらを選ぶかに似ている――どちらが強いかではなく、目の前の特定の制約を取り除くのにどちらが適切かを問うのだ。.
現場の現実チェック:あなたが購入しているのは曲げる力か、それとも失われた時間と労働の安定性を買い戻すことなのか?
では、短いフランジ部品を数千個生産する高稼働セルを想像してください。もしそれらが同一で数週間続く場合、重要なのはストローク速度と耐久性です。柔軟性は雑音に過ぎません。その狭い領域では、きちんと整備された油圧システムが一日中安定して稼働し、オイルやシールの維持コストを正当化できます。.
しかし、それはスナップショットに過ぎない。.
高種少量生産に切り替えましょう—こちらで20個、あちらで35個、材料は隔日で変わる。主要なコストは曲げ時間ではなく、セットアップの変動性です。ツールライブラリやオフラインプログラミングを統合した電動およびハイブリッドシステムは、位置の再現性(機械が毎サイクル同じ座標に正確に戻る能力)が高く、ドリフトしないため、セットアップ時間を短縮します。毎朝テストクーポンで角度を調整する必要はありません。.
セットアップ時間が稼働時間を超える場合、柔軟性は生の速度に勝ります。.
仕組みはこうです:高種少量作業では、セットアップの追加1分が、シフト内の段取り替え数によって掛け算されます。電動駆動は液温の安定性に依存しないため、一貫した位置決めを維持します。油圧システムはオイルが加熱すると効率を失い—毎時わずかな低下が8時間シフトで積み重なります。連続稼働では、その低下は長いサイクルの中に隠れますが、短期稼働では調整・確認時間として表面化します。.
だから本当の質問は、負荷下でどちらの機械が速くサイクルするかではなく、その日の5回目の段取り替え後にどちらが正確に再始動できるかです。.
工場現場の現実確認:あなたの現在のスケジュールでは、部品を曲げていますか—それともセットアップを再確認し続けていますか?
この仮説をストレステストしましょう。.
もしあなたが半インチ以上、高強度鋼、長いベッド長、定格トン数近くを日常的に扱うなら—生の力とフレーム剛性が依然として支配的です。油圧システムは、大面積にわたる高トン数の持続負荷がボールねじ(モーター回転を直線運動に変換する精密ねじ軸)や電動駆動部品に、設計通りではない形でストレスを与えるため、こうした条件下で輝きます。.
それは事実です。.
しかし、マイクロ精度(ミリの千分のオーダーでの制御)は依然として2つの理由で重要です。第一に、高厚板での不良は高価です。厚板での0.5°角度誤差は手首のひねりではなくクレーンによる再作業を意味します。クローズドループ角度計測はそのリスクを減らします。第二に、重作業専門の工場でも、重作業だけを連続で行うことはほとんどありません。必ず二次作業—ブラケット、ガセット、小組立品—があり、電動効率や曲げ間の高速加速が時間を取り戻します。.
落とし穴は二元思考です:「厚板を曲げるから、精密システムは関係ない」。“
より良いフィルターは稼働利用率です。もし80%の売上が本当に定格容量近くの持続的な重曲げから生まれるなら、油圧が合理的です。厚作業が断続的であるにもかかわらず購入判断に影響しているなら、少数の作業量に対し過剰な設備を選んでいる可能性があります。.
週に2回だけピークする機械のために400アンペアの電源を仕様に入れるようなものです。.
工場現場の現実確認:あなたの最も厚い仕事は主な収益源ですか—それとも単に最も目立つだけですか?
トン数は能力。ボトルネックは制約です。.
それは同じではありません。.
ボトルネックはプロセス全体の出力を制限する工程です—セットアップ時間、作業者の稼働可能時間、プログラミング遅延、または実際の成形力など。ブレーキがプログラム待ちで遊んでいる場合、トン数を増やしても何も変わりません。作業者がシフトごとに40分角度調整に費やすなら、生の力でもそれは解決できません。.
典型的な一日をマッピングしてください。どこで作業が滞るか?もしWIP(作業中、次工程待ちの部分加工品)がブレーキ前に積み上がるなら、速度や並列処理能力が必要かもしれません。後に積み上がるなら、ブレーキは制約ではないのです。.
二つのブレーキセルを一人のオペレーターで監督した場合、出力が増えたのは、トン数が増えたからではなく、安定性によって労働力を拡張できたからです。それはソフトウェアの勝利です。ボトルネックは曲げ加工から材料の流れへと移りました。.
工場を一つの遅いローラーを持つコンベヤーとして考えてみてください。他のローラーを強化しても、スループットは増えません。.
だからシステムを評価する際には、ベンダーに頼むべきはピークトン数のデモではなく、段取り替え後の回復時間、無人で安定して稼働できる時間、そしてプログラミングワークフローとの統合です。これらの指標が本当の制約を明らかにします。.
初期価格は依然として人々を怖がらせます。電動システムはおおよそ20~30%のプレミアムがかかることが多いです。紙の上では、それは贅沢に見えます。.
タイムラインを実行してみてください。.
オールエレクトリックシステムのエネルギー効率は、動作中にのみ電力を消費するため、1シフト全体でおおよそ88%以上を維持します。油圧システムは、圧力を維持するために常時電力を消費し、油温が上昇するにつれて効率が低下します。数か月の間に、その差は理論上の節約ではなく、測定可能な運用コストの差として積み重なっていきます。.
メンテナンスも加えてください:オイル交換なし、シールの数も少なく、漏れによる停止も減ります。仮の例ですが、エネルギーとメンテナンスを合わせて年間数万ドル節約できるとすれば、価格差はおおよそ2~3年で埋まります。その後は、機械は単に支払いが終わるだけでなく、構造的に運用コストが安いものになります。.
しかしROIは光熱費だけではありません。.
高い再現性が一人のオペレーターで二台の機械を監督できるようにすれば、労働効率は永続的に変わります。より速く、決定的な段取り替えで1シフトあたり45分の余剰時間が生まれれば、それは新たに雇わずに得た能力です。5年間で、その分の時間は購入時の価格差をはるかに上回ります。.
取得価格だけでROIを計算するのは間違いです。運用の安定性がスタッフ構成とスループットの上限を変えるとき、本当の曲線は曲がります。.
そして私が今後携えてほしい視点はこれです:正しいプレスブレーキは、そのライフサイクルの早い段階であなたの束縛条件を取り除くものです。最も高いトン数のバッジを持つものでも、最も安い見積もりのものでもありません。あなたの本当の摩擦—段取り、ドリフト、監督、または持続的な重負荷—に挑むものです。.
それが技術をフロアと一致させる方法です。.
なので注文書に署名する前に、制約マップを描き、それを3年間先まで予測してください。もしあなたの製品構成が短い生産ランや厳しい公差に向かっているなら、筋力では救われません。もし重構造物に倍賭けするなら、力のない精度もまた役に立ちません。.
その機械はもはや単なるプレスではなく、工場の神経系の一部です。.
最初にどの制約を取り除きたいですか?


















