

Letzten Winter rollte ein Käufer stolz wie ein Pfau eine brandneue 10‑Fuß‑Abkantpresse auf meinen Boden. Zwei Wochen später fragte er, warum sie kein tiefes Elektrogehäuse formen konnte, ohne die Seitenwände einzudrücken. Er sagte immer wieder: “Aber sie hat Finger.”
Dieses Wort kostete ihn sechsstellige Beträge.
Geometrie lässt sich nicht mit Vokabeln reparieren. Man kann nur verstehen, welcher Teil der Maschine tatsächlich die Arbeit verrichtet.
Wenn Sie nach “Fingern” fragen, ohne zu klären, was sie tun sollen, sind Sie bereits auf halbem Weg zum Kauf der falschen Maschine.
Ich habe neben zu vielen Abkantpressen gestanden, bei denen ein Verkäufer den Hinteranschlag angetippt und die kleinen verstellbaren Stangen “Finger” genannt hat. Sie lassen sich hinein und heraus, nach links und rechts schieben, um die Fasenlänge einzustellen. Auf dem Bildschirm tippt man 2,000 Zoll ein, die Anschläge bewegen sich auf 2,000 Zoll, und das Blech trifft auf sie, bevor der Stempel herunterkommt. Das ist ihre einzige Aufgabe: das Werkstück positionieren. Wenn der Stempel in die Matrize hinabsteigt, sind die Anschläge bloße Zuschauer.
Wie wenn man einen Schraubenschlüssel greift, der fast passt – es fühlt sich nah genug an, bis die Schraube rundgedreht ist und man merkt, dass das Werkzeug nie dafür gedacht war, sie zu drehen.
Also, was genau führt die Biegung aus?
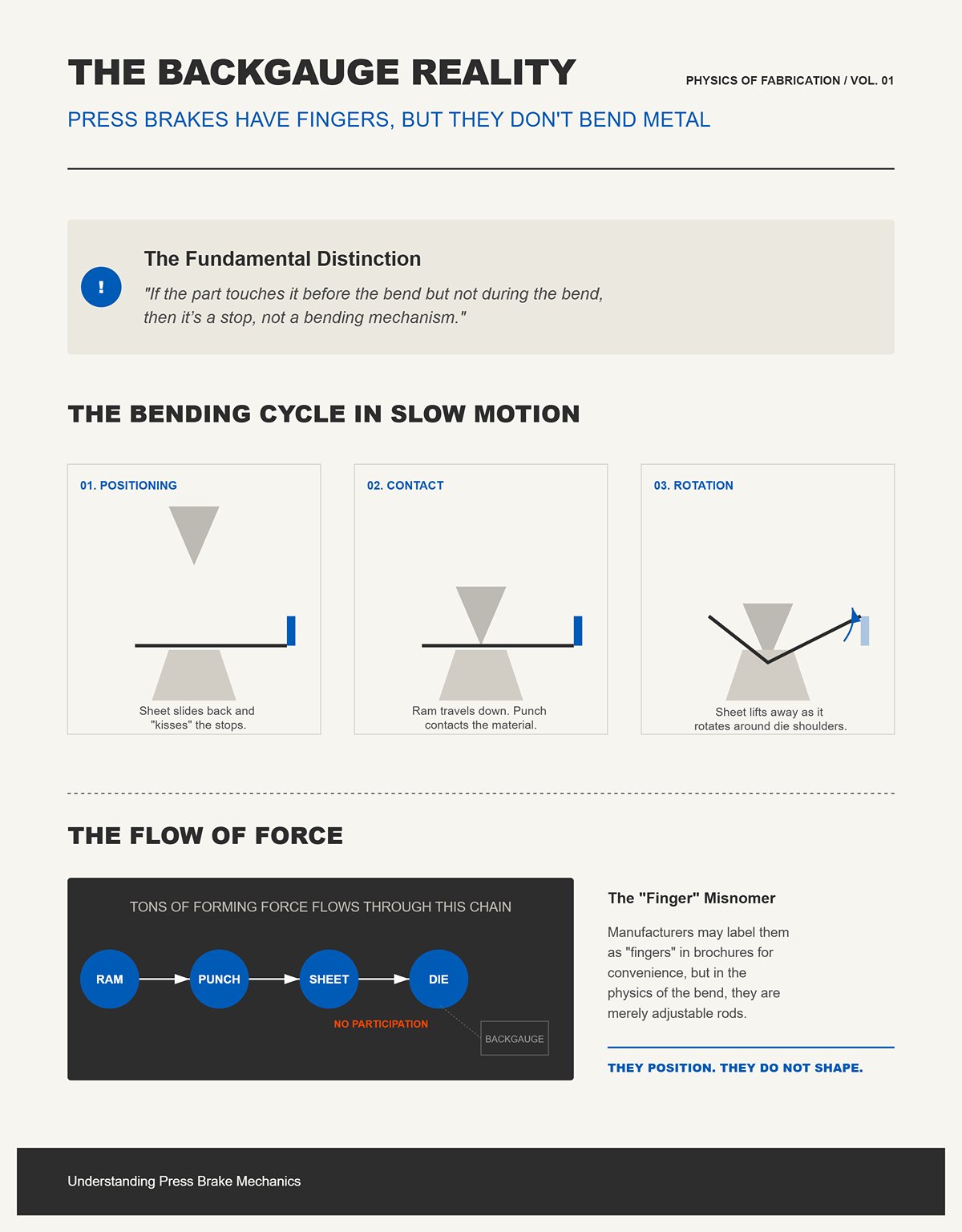
Wenn das Teil es vor der Biegung berührt, aber nicht während der Biegung, dann ist es ein Anschlag, kein Biegemechanismus.
Sehen Sie sich einen Pressenzyklus in Zeitlupe an. Das Blech wird zurückgeschoben, trifft auf die Anschläge, und der Stempel fährt nach unten. Sobald der Stempel das Material berührt, hebt sich das Blech von diesen Anschlägen ab, weil sich das Metall um die Schultern der Matrize dreht. Die Biegekraft – Tonnen davon – fließt vom Stempel zum Werkstück zur Matrize. Die Hinteranschlagseinheit sitzt einfach dort hinter dem Geschehen.
Ja, einige Hersteller bezeichnen diese verstellbaren Stangen beiläufig als “Finger”. Ich habe es gehört. Ich habe es korrigiert. Nennen Sie sie, wie Sie wollen, auf einer Broschüre; in der Physik der Biegung nehmen sie nicht teil.
Wenn sie das Metall nicht formen, warum schwören dann Leute, die Maschine “habe Finger”?
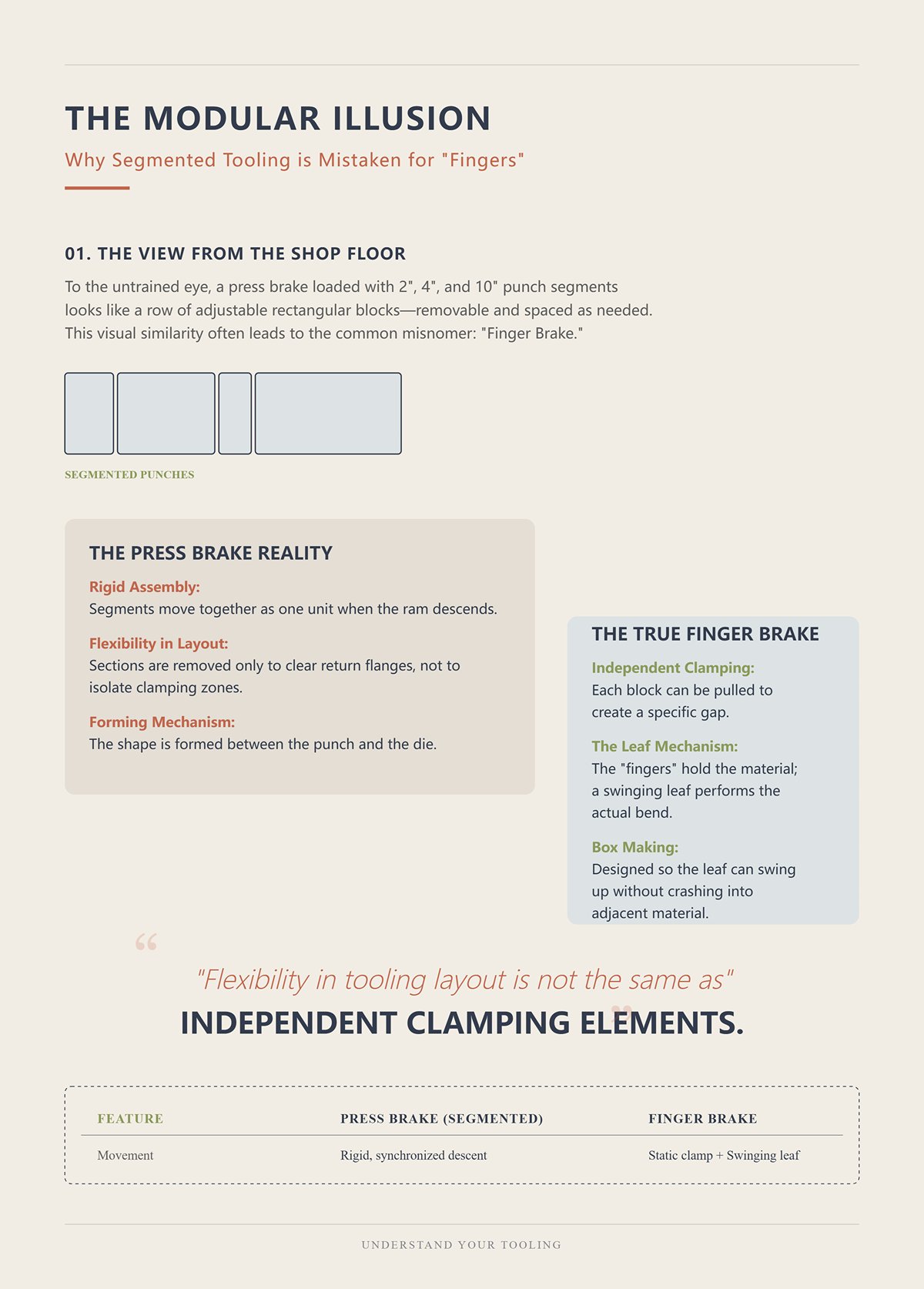
Wenn man sich segmentiertes Werkzeug aus der Ferne ansieht, versteht man, wie die Verwirrung beginnt.
Stellen Sie sich einen oberen Balken einer Abkantpresse vor, der mit 2‑Zoll‑, 4‑Zoll‑ und 10‑Zoll‑Stempelsegmenten bestückt ist, Seite an Seite. Für das ungeübte Auge sehen sie aus wie eine Reihe rechteckiger Blöcke – abnehmbar, verstellbar, nach Bedarf angeordnet. Ich hatte Kunden, die darauf zeigten und sagten: “Sehen Sie? Fingerbiegemaschine.”
Aber diese Segmente sind Stempel. Sie bewegen sich zusammen als eine starre Einheit, wenn der Stempel herabfährt. Man kann einen Abschnitt entfernen, um einen Rückfalz freizuhalten, sicher. Das ist Flexibilität im Werkzeuglayout, kein unabhängiger Klemmmechanismus. Bei einer echten Fingerbiegemaschine kann jeder Klemmblock entfernt werden, um eine Lücke zu schaffen, sodass der Biegebalken hochschwingen und eine Kastenseite formen kann, ohne ins angrenzende Material zu stoßen. Die Blöcke sind der Klemmmechanismus; der Biegebalken ist der Biegearm.
Bei einer Abkantpresse ist die Klemmung der Stempel, und das Formen erfolgt zwischen Stempel und Matrize. Die Segmente schwingen nicht. Sie isolieren keine Klemmzonen. Sie formen nur dort, wo der Stempel entlang des Balkens existiert.
Wenn Sie diesen Unterschied verschwimmen lassen, für welche Art von Fehler bereiten Sie sich vor?

Wenn Sie denken, dass segmentierte Stempel der Fingerbiegemaschine entsprechen, werden Sie versuchen, auf einer Abkantpresse ein tiefes, vierseitiges Gehäuse zu formen und sich wundern, warum die Wände mit dem Werkzeug kollidieren.
Ich habe gesehen, wie es passiert. Eine Werkstatt kauft eine schnelle CNC-Abkantpresse – 600 Biegungen pro Stunde, kein Problem – und nimmt an, die “Finger” würden bedeuten, dass sie enge Kastenarbeiten genauso ausführen kann wie eine Fingerbiegemaschine. Der erste Prototyp trifft auf die Matrize, der zweite Schenkel kommt hoch, und die zuvor geformte Wand kracht in den Stempel. Jetzt sprechen sie über maßgefertigte Schwanenhals-Werkzeuge, spezielle Matrizen, Umgehungslösungen. Teure.
Eine Fingerbiegemaschine tauscht Geschwindigkeit und Wiederholbarkeit gegen geometrische Freiheit. Eine Abkantpresse tauscht geometrische Freiheit gegen Kraft, Präzision und Durchsatz. Verwechseln Sie den Biegemechanismus mit dem Materialanschlag, und Sie verwechseln diese Kompromisse.
Und wenn die Blöcke, die sich beim Biegen tatsächlich bewegen, so wichtig sind, was passiert, wenn sie das Spannsystem selbst sind?
Sie haben gefragt, was passiert, wenn die Spannblöcke selbst die beweglichen Elemente beim Biegen sind.
Stellen Sie sich eine 48-Zoll-Kasten- und Schwenkbiegemaschine auf einer Baustelle vor. Das Blech gleitet unter eine segmentierte Spannleiste. Der Bediener zieht einen Hebel nach unten, und eine Reihe rechteckiger Stahlblöcke drückt das Material fest gegen das Bett. Dann schwingt das untere Blatt – eine lange, angeschlagene Platte – nach oben und wischt die freiliegende Kante des Blechs über 90 Grad hinaus. Die Spannleiste taucht nicht ein. Der Stempel fährt nicht herunter. Das Blatt rotiert.
Das ist der ganze Trick.
Wenn die Maschine durch Rotation statt durch Eindringen biegt, verändert sich der Kraftverlauf völlig. Bei einer Abkantpresse treibt der Stößel einen Stempel in eine Matrize, und das Material gibt in einer konzentrierten V-Form nach. Bei einer Kasten- und Schwenkbiegemaschine wird das Blech entlang der gesamten Biegelinie geklemmt, und das Blatt übt entlang derselben Linie Drehmoment aus. Es ist eine verteilte Belastung, keine lokalisierte. Das Metall wird um einen Drehpunkt gewischt, nicht in eine Höhlung gedrückt.
Und die Spannblöcke? Sie sind die Biegereferenz. Sie halten alles fest, was sich nicht bewegen darf, während das Blatt alles bewegt, was bewegt werden muss.
Wie das falsche Werkzeug vom Wagen zu greifen – eine Abkantpresse sieht ähnlich genug aus, bis Sie mitten im Biegen feststellen, dass sich nichts schwenkt – alles taucht ein.
Warum also die Spannleiste überhaupt in Stücke teilen?
Ein kleines HLK-Unternehmen brachte mir einmal einen fünfseitigen Kanal-Übergang – Boden, vier Wände, kein Deckel. Sie hatten drei Seiten gebogen und konnten nicht herausfinden, wie sie die vierte schließen sollten, ohne eine Kollision zu verursachen. Bei einer Abkantpresse kämpft man mit dieser Geometrie durch gestufte Werkzeuge und sorgfältige Reihenfolge. Bei einer Kasten- und Schwenkbiegemaschine entfernt man zwei Spannsegmente dort, wo die Seitenwände sitzen, schiebt das Teil unter die verbleibenden Blöcke, klemmt nur die Fläche, die man biegen will, und schwingt das Blatt. Die geformten Wände ragen in die leeren Räume.
Wenn Sie Platz für Rückfalze benötigen, müssen Sie physische Hohlräume in der Spannleiste schaffen. Deshalb existieren die Segmente. Nicht für Einstellbarkeit. Für Abwesenheit.
Jeder Block ist abnehmbar, damit vorgeformte Wände diesen Raum einnehmen können, während der nächste Schenkel hochgewischt wird. Die segmentierte Spannleiste ist der eigentliche Grund, warum die Maschine existiert. Ohne sie würde der erste Rückfalz, den Sie machen, den zweiten blockieren. Die Geometrie würde Sie aus Ihrem eigenen Teil aussperren.
Hier verdreht sich der Mythos. Ja, Sie können eine Abkantpresse mit 2‑Zoll‑ und 4‑Zoll‑Stempelsegmenten bestücken und Lücken dazwischen lassen. Werkstätten in Foren diskutieren darüber, 12‑Gauge über vier Fuß auf diese Weise zu biegen. Und für flache Formen können Sie mit sorgfältiger Reihenfolge etwas von dieser Flexibilität vortäuschen. Aber diese Stempelsegmente bewegen sich dennoch gemeinsam mit dem Stößel. Sie spannen nicht selektiv. Sie erzeugen keine unabhängigen Niederhaltezonen. Sie entfernen nur Stahl aus der Stempellinie.
Wenn das Spannsystem nicht einen Schenkel isolieren kann, während es einen anderen freigibt, haben Sie nicht dieselbe geometrische Freiheit – egal wie modular das Werkzeug von der anderen Seite der Werkstatt aussieht.
Diese Freiheit hat ihren Preis.
Stellen Sie sich vor eine manuelle Abkantbank mit 16-Gauge-Kapazität und versuchen Sie, 10-Gauge-Mildstahl in voller Breite zu biegen. Sie werden fühlen, wie der Griff auf halbem Weg zurückschlägt. Das Schwenkblatt biegt sich. Die Klemmleiste beginnt sich in der Mitte anzuheben. Die Biegekante wird rund, weil der Druck nicht hoch genug ist, um das Material fest an die Nase zu pressen.
Wenn die Maschine auf verteiltes Klemmen und menschliche Hebelkraft angewiesen ist, wird die Materialstärke schnell zum Feind.
Die Physik ist einfach: Um dickerem Stahl eine plastische Verformung zu geben, braucht man ein höheres Biegemoment. Bei einer Abkantpresse erhöht man die Presskraft – Hydraulik ermüdet nicht. Bei einer Kastenschwenkbiegemaschine kommt das Drehmoment über ein Scharnier und einen langen Hebel. Die Klemmleiste muss dieses Drehmoment über die gesamte Breite ableiten. Mit zunehmender Dicke steigt die erforderliche Klemmkraft, um ein Verrutschen zu verhindern. Der Rahmen biegt sich. Das Schwenkblatt biegt sich. Der Biegewinkel variiert über die Länge.
Die meisten manuellen Kastenschwenkbiegemaschinen erreichen bei voller Breite maximal 16-Gauge-Mildstahl; größere Materialstärken sind nur über kürzere Längen möglich. Das ist keine Marketingbeschränkung. Das ist Balkenbiegung und Hebelwirkung.
Zwei Wochen später fragte er, warum man damit keinen tiefen Elektroschaltkasten formen konnte, ohne die Seitenwände einzudrücken. Die Antwort stand nicht in einem Prospekt. Sie steckte im Mechanismus. Eine Kastenschwenkbiegemaschine bietet freien Raum, weil sie Kraft verteilt und abwischt. Eine Abkantpresse bietet Kraft, weil sie diese konzentriert und eintaucht.
Wenn Sie tiefes, mehrseitiges Geometrie in dünnem Material brauchen, zahlt sich die echte “Finger”-Maschine aus. Wenn Sie Stärke, Präzision und wiederholbare Presskraft benötigen, ist die Industrie aus gutem Grund zu Stempel und Matrize übergegangen.
Wenn die Klemmblöcke das System sind, das hält – und das Schwenkblatt das biegt – gewinnen Sie Freiraum und verlieren Kraft.
Und genau dieser Kompromiss ist der Grund, warum die beiden Maschinen nebeneinander existieren, statt dass eine die andere ersetzt.
Sie stehen vor einer Zeichnung für ein Chassis aus 14-Gauge-Mildstahl, 91 cm breit, mit vier Seiten jeweils 7,6 cm hoch. Eine Maschine in der Werkstatt schafft maximal 16-Gauge in voller Breite, hat aber segmentierte Klemmblöcke. Die andere ist eine 135-Tonnen-Hydraulik-Abkantpresse mit Standard-V-Matrize und programmierbaren Hinteranschlägen. Zu welcher rollen Sie den Wagen?
Wenn das Teil mehr Kraft erfordert, als ein Schwenkblatt und eine Klemmleiste physisch widerstehen können, war die Entscheidung bereits getroffen, als Sie die Materialstärke lasen.
Der Grund ist nicht die Marke. Es ist die Mechanik.
Der erste Prototyp trifft die Matrize, der zweite Flansch kommt hoch, und die zuvor geformte Wand schlägt gegen den Stempelkörper. Ich habe das öfter gesehen, als mir lieb ist. Der Bediener schwört, die Maschine habe “Finger”. Er meint segmentierte Stempel. Er verwechselt fehlenden Stahl mit fehlender Geometrie.
Eine Abkantpresse klemmt nicht entlang der Biegekante und wischt das Blech um einen Drehpunkt. Sie treibt einen Stempel in eine V-förmige Matrizenöffnung. Beim Luftbiegen – das heißt, der Stempel geht nie vollständig in der Matrize auf – berührt das Blech an drei Punkten: Stempelspitze und zwei Matrizenauflagen. Diese Dreipunktberührung erzeugt einen Hebel. Den Stempelweg um wenige Tausendstel verändern, und der Winkel ändert sich. Sie wickeln Metall nicht um eine Nase, sondern steuern die Eindringtiefe unter Last.
Deshalb kann das Luftbiegen 90 Grad mit weit weniger Presskraft erreichen als das Bottoming oder Prägebiegen. Sie zwingen das Material nicht, den Matrizenwinkel vollständig anzunehmen. Sie lassen den Rückfederungseffekt zu und kompensieren mit berechneter Überbiegung. Weniger Kraft, mehr Flexibilität beim Winkel, gleiche Werkzeuge.
Aber hier ist der Punkt, über den keiner im Verkaufsraum spricht.
Bei älteren hydro-mechanischen Pressen – vor CNC, mit „Pump-down“-Systemen – waren das Gewicht des Pressbalkens und der hydraulische Schub nicht immer gleichmäßig genug für kleine Teile. Luftbiegen driftete, weil eine Variation der Materialstärke oder Zugfestigkeit um wenige Tausendstel einen anderen Rückfederungseffekt bedeutete. Winkelabweichungen waren kein Rätsel. Es war Physik. Werkstätten haben Teile „gebottomt“ nicht weil Luftbiegen unbekannt war, sondern weil die Kontrolle über Presskraft und Position nicht präzise genug war, um es zu vertrauen.
Wenn Ihre Formmethode von einer kontinuierlichen, präzise dosierten Kraft abhängt, statt von physischen Klemmblöcken, die das Blech festhalten, dann wird die Materialvariabilität Teil Ihrer Genauigkeitsrechnung.
Das ist der Kompromiss. Eine Fingerbiegemaschine erzielt Wiederholgenauigkeit durch mechanische Einschränkung. Eine Abkantpresse bietet Vielseitigkeit durch kontrollierte Kraft.
Also, wofür bezahlen Sie wirklich, wenn Sie diese 135-Tonnen-Maschine kaufen?
Ich hatte einmal einen Käufer, der eine große Presse damit rechtfertigte, dass er auf das segmentierte Stempelset zeigte. “Sie ist flexibel”, sagte er. “Wir können Abschnitte herausnehmen.” Er sagte immer wieder: “Aber sie hat Finger.”
Nein. Sie hatte modulares Werkzeug.
Wenn Sie hauptsächlich 20-Gauge-Kanäle und leichte Wannen unter 48 Zoll biegen, ist eine 135-Tonnen-Presse Kraft, die Sie niemals nutzen werden. Luftbiegen von 20-Gauge-Mildstahl über eine 1-Zoll-V-Öffnung benötigt nur einen Bruchteil der pro Fuß angegebenen Maschinenkapazität. Der Rest dieser Tonnage-Bewertung ist ungenutztes Eisen und hydraulischer Mehraufwand. Sie haben für Zylinder, Rahmensteifigkeit und Steuerungssysteme bezahlt, die für das Bewegen dickerer Platten ausgelegt sind.
Das klingt verschwenderisch, bis sich der Auftrag ändert.
An dem Tag, an dem ein 10-Gauge-Halter in 36 Zoll Länge auftaucht, ist eine manuelle Kast- und Flachbiegemaschine schon erledigt, bevor Sie anfangen. Das erforderliche Biegemoment steigt mit der Dicke schnell an – exponentiell im Vergleich zu dünnem Material. Bei einer Abkantpresse ändern Sie die V-Form-Breite, berechnen Tonnage pro Fuß und treten auf das Pedal. Die Hydraulik widerspricht nicht. Für Tonnage gebaute Rahmen schwingen und biegen sich nicht wie eine Scharnierbiegemaschine.
Wenn Ihr Arbeitsmix zwischen dünn und dick schwankt, ist das Bezahlen für Tonnage kein Overkill. Es ist eine Versicherung.
Aber Versicherung hat Ausschlüsse.
Denn all diese kontrollierte Kraft wirkt trotzdem zwischen einem Stempel und einer Matrize, die sich als eine einzige absenkende Masse bewegen. Nichts an diesem Stößel klemmt selektiv eine Lasche ab, während eine andere freigehalten wird. Die Anschläge hinten positionieren das Werkstück; sie halten keine isolierten Zonen wie segmentierte Klemmblöcke fest.
Was passiert also, wenn sich die Geometrie selbst schließt?
| Abschnitt | Inhalt |
|---|---|
| Werkzeugkosten vs. Vielseitigkeit | Zahlen Sie für Tonnage, die Sie eigentlich nicht benötigen? |
| Rechtfertigung des Käufers | Ein Käufer rechtfertigte einmal den Kauf einer großen Abkantpresse, indem er auf das segmentierte Stempelset zeigte und behauptete, es sei flexibel, weil Abschnitte entfernt werden könnten. Er sagte immer wieder: “Aber sie hat Finger.” Tatsächlich hatte sie modulares Werkzeug. |
| Überkapazität für leichte Arbeiten | Wenn die meiste Arbeit darin besteht, 20-Gauge-Kanäle und leichte Wannen unter 48 Zoll zu biegen, bietet eine 135-Tonnen-Presse ungenutzte Kapazität. Luftbiegen von 20-Gauge-Mildstahl über eine 1-Zoll-V-Öffnung nutzt nur einen Bruchteil der pro Fuß angegebenen Maschinenkapazität. Die verbleibende Kapazität stellt ungenutztes Eisen und hydraulischen Mehraufwand dar, der für dickere Platten entwickelt wurde. |
| Wann Kapazität notwendig wird | Die Situation ändert sich, wenn ein 36 Zoll langer 10-Gauge-Halter auftaucht. Eine manuelle Kast- und Flachbiegemaschine kann das nicht bewältigen. Die erforderliche Biegekraft steigt mit der Dicke schnell an. Bei einer Abkantpresse passen Sie die V-Form-Breite an, berechnen Tonnage pro Fuß und arbeiten los. Hydraulik und starre Rahmen bewältigen die Last, ohne sich wie eine Scharnierbiegemaschine zu verformen. |
| Versicherungsargument | Wenn Ihre Arbeitslast zwischen dünnen und dicken Materialien wechselt, ist die Zahlung für höhere Tonnage kein Übermaß – es ist eine Versicherung. |
| Begrenzungen der Kraft | Diese kontrollierte Kraft wirkt jedoch zwischen einem Stempel und einer Matrize, die sich als eine einzige abwärts bewegende Masse bewegen. Der Schlitten kann nicht selektiv einen Flansch klemmen, während er einen anderen freigibt. Hinteranschläge positionieren das Teil, isolieren jedoch keine bestimmten Zonen und halten diese wie segmentierte Klemmblöcke. |
| Geometrische Einschränkungen | Herausforderungen entstehen, wenn sich die Geometrie des Teils in sich selbst schließt und dadurch begrenzt, was die Abkantpresse physisch leisten kann. |
Nehmen Sie ein tiefes elektrisches Gehäuse: vier Wände, jeweils 15 cm hoch, Rückflansche oben, Stahlblech der Stärke 14. Die erste Seite biegen – kein Problem. Zweite Seite – auf den Stempelabstand achten. Dritte Seite – Sie fädeln ein Gehäuse um ein Werkzeug, das sich nur vertikal bewegt.
Beim vierten Flansch kämpfen Sie gegen Kollision, nicht gegen Tonnage.
Standard-Straight Punches und V-Matrizen setzen offene Geometrie voraus. Der Schlitten bewegt sich in gerader Linie nach unten. Jede zuvor geformte Wand steigt mit dem Teil auf. Wenn diese Wand höher ist als der lichte Abstand zwischen den Schultern des Stempels oder mit dem Stempel selbst kollidiert, sind Sie blockiert. Sie können die Biegefolge ändern, Schwanenhals-Stempel für zusätzlichen Abstand verwenden oder das Teil umdrehen und neu am Hinteranschlag ausrichten – aber Sie arbeiten immer um ein Werkzeug herum, das eintaucht, niemals um eines, das Hohlräume entlang der Klemmleiste erzeugt.
Eine Kastenschwenkbiegemaschine löst das durch Subtraktion. Entfernen Sie zwei Klemmsegmente, schieben Sie die geformten Wände in diese leeren Räume, klemmen Sie nur die Fläche, die Sie biegen, und wischen Sie. Der Abstand ist in das Klemmsystem selbst integriert.
Wenn der Auftrag tief, mehrseitig und aus dünnem Blech ist, sind die segmentierten Klemmblöcke Geometriewerkzeuge, keine Kraftwerkzeuge.
Eine Abkantpresse hat sich über die Klemmblöcke hinaus entwickelt, weil die Industrie Kraft, Programmierbarkeit und Winkelkontrolle benötigte, die mit der Dicke skalierte. Sie hat sich nicht entwickelt, um die Hohlräume zu ersetzen, die diese Blöcke schaffen. Sie ersetzte verteiltes Drehmoment durch konzentrierte Tonnage.
Bringen Sie den falschen Schlüssel zum Auftrag mit, und Sie werden es erst bemerken, wenn der Schraubenkopf auf halbem Weg rundgedreht ist.
Bevor Sie also fragen, ob die Maschine “Finger” hat, fragen Sie etwas Einfacheres: Scheitert dieses Teil wegen fehlender Kraft oder wegen fehlendem Abstand?
Ein Gehäuse aus 10-Gauge-Stahl, 30 cm tief, vier Seiten hoch, 2,5 cm Rückflansche oben. Ich habe gesehen, wie eine Werkstatt es mit einer 175-Tonnen-Abkantpresse und einem hohen Schwanenhals-Stempel versucht hat. Die ersten beiden Biegungen waren sauber. Die dritte Biegung erforderte, dass das Gehäuse gekippt und neu am Hinteranschlag ausgerichtet wurde. Bei der vierten berührte die Seitenwand den Stempel, bevor der Winkel 70 Grad erreichte. Genug Tonnage übrig. Null Abstand übrig.
Das ist der Moment, in dem das Argument nicht mehr theoretisch ist.
Wenn ein Auftrag sowohl hohe Tonnage als auch tiefe, geschlossene Geometrie verlangt, fragen Sie nicht, welche Maschine stärker ist. Sie fragen, welche Maschine den vierten Biegegang physisch abschließen kann, ohne das Teil zwischen Werkzeugstahl und seinen eigenen Wänden einzuklemmen. Wenn die Gehäusewände höher wachsen als das vertikale Fenster um Ihren Stempel, wird Kraft irrelevant. Stahl kümmert sich nicht darum, wie groß die Zylinder sind, wenn die Geometrie Sie aussperrt.
Wie genau passiert dieser Aussperrmechanismus?
Stellen Sie sich einen einfachen vierseitigen Kasten vor. Der erste Biegevorgang hebt eine Wand an. Der zweite Biegevorgang hebt eine weitere. Beim dritten führen Sie einen U-förmigen Kanal um einen Stempel, der sich nur geradlinig nach unten bewegt. Die bereits geformten Wände steigen mit jedem Hub an, weil der Stößel keinen Platz schafft – er dringt in ihn ein.
Fügen Sie nun an der Oberkante jeder Wand eine 1-Zoll-Rückkantung hinzu. Diese Rückkantung verkürzt die effektive Einziehtiefe, die für den Stempelkörper verfügbar ist. Selbst ein Schwanenhalsprofil – entworfen für Freiraum – hat einen Rücken. Sobald die Wandhöhe plus Rückkantung den Abstand des Rückens überschreitet, wird der Stempelkörper zum Hindernis.
Ich habe gesehen, wie Bediener drei Umgehungsmethoden ausprobiert haben.
Erstens: Luftbiegen mit einer schmalen V-förmigen Matrize, um die erforderliche Eindringtiefe zu reduzieren. Das hilft bei der Winkelkontrolle, aber die Wandhöhe im Verhältnis zur Stempelgeometrie ändert sich nicht. Der Kollisionspunkt tritt nur ein paar Grad später ein.
Zweitens: Durchbiegung, um den Winkel in einem einzigen kontrollierten Schlag zu erzwingen. Ja, Durchbiegung drückt das Material vollständig in den Matrizenwinkel und verbessert die Wiederholbarkeit. Sie erhöht jedoch auch die Kontaktfläche und das Risiko. Wenn die Seitenwand bereits den Stempelkörper streift, bedeutet Durchbiegung lediglich, dass Sie härter schlagen, wenn es klemmt. Teile werden verkratzt. Werkzeuge brechen. Ich habe beides ersetzt.
Drittens: Gestapeltes Werkzeug, um das Werkstück über den Unterträger anzuheben und mehr Tageslicht zu gewinnen. Das funktioniert – bis Sie keinen Stößelhubbereich mehr haben oder Instabilität durch übermäßige Stapelhöhe einführen. Hohe Werkzeugstapel verhalten sich wie eine Säule unter Last. Verformung zeigt sich in Winkelabweichungen über die Länge.
Dies ist der Tiefengehäuse-Test: Können Sie alle Biegevorgänge abschließen, ohne dass die geformte Geometrie bei dem letzten Hub mit dem Stempelkörper kollidiert?
Eine Kasten- und Schwenkbiegemaschine beantwortet das anders. Sie entfernen die Klemmsegmente dort, wo die Wände Platz beanspruchen. Das Blech wird nur entlang der aktiven Biegekante geklemmt, und die Schwenkwange dreht sich, um die Kante hochzuwischen. Die geformten Wände befinden sich in den Hohlräumen, die Sie vor dem Biegevorgang geschaffen haben. Freiraum ist nichts, wofür Sie während des Hubs kämpfen; er wird eingeplant, bevor Sie den Hebel ziehen.
Die eine Maschine dringt vertikal in einen schrumpfenden Hohlraum ein. Die andere dreht sich um offenen Raum.
Wenn der vierte Biegevorgang das Werkzeug einklemmt, rettet keine Tonnage die falsche Maschine.
Aber vielleicht denken Sie: gut, die Fingerbiegemaschine gewinnt in der Geometrie. Was, wenn ich nur zehn Kästen im Monat brauche?
Stellen Sie sich einen Kurzlauf vor – acht tiefe Gehäuse, 14-Gauge, 8 Zoll hoch, keine Rückkanten. An einer Gesenkbiegemaschine wählen Sie einen Schwanenhalsstempel, passen die Matrizhöhe an, überprüfen, ob Unterwerkzeughalter plus Matrize plus Stempel noch Hubreserve lassen. Sie führen einen Trockenlauf mit einem Schrottblech durch, um die Wandfreiraum zu bestätigen. Vielleicht unterlegen Sie zur Parallelitätskorrektur, wenn Sie gestapeltes Werkzeug verwenden.
Das ist keine Theorie. Das ist eine Stunde weg, bevor das erste gute Teil entsteht.
Die Zykluszeit pro Biegung an einer CNC-Gesenkbiegemaschine ist schnell, sobald alles eingestellt ist. Hinteranschläge bewegen sich automatisch. Winkelkorrektur ist programmierbar. Für fünfzig Teile verteilt sich diese Rüstkosten und wird sinnvoll.
Nun wechseln Sie zu einer manuellen Kasten- und Schwenkbiegemaschine. Sie ziehen die Klemmblöcke, die Sie nicht brauchen, schieben das Blech ein, stellen den Biegetiefenanschlag ein und los geht’s. Rüsten ist physisch, nicht rechnerisch. Bei geringen Stückzahlen, insbesondere wenn die Wandhöhen gut innerhalb der Nennkapazität der Maschine liegen, zeigt sich die Einfachheit. Keine Stapelmathematik für Werkzeuge. Keine Hubplanung für den Stößel.
Aber die Kapazität ist die Wand, an die Sie schließlich stoßen. Eine manuelle Fingerbiegemaschine, die für 16-Gauge Weichstahl über die volle Breite ausgelegt ist, wird sich nicht höflich auf 10-Gauge ausdehnen, nur weil Sie acht Teile haben. Das Biegemoment steigt mit der Dicke, und die Klemmleiste wird sich durchbiegen, bevor das Material gleichmäßig nachgibt. Sie erhalten ungleichmäßige Winkel und eine Maschine, die in einer Woche zehn Jahre altert.
Geringe Stückzahl begünstigt also nicht automatisch die einfachere Maschine. Sie begünstigt die Maschine, deren Kapazitätsbereich tatsächlich Ihr Teil umfasst.
Wenn die Geometrie Hohlräume erfordert und die Dicke Kraft verlangt, stehen Sie zwischen zwei Teilantworten. Welcher Kompromiss schmerzt weniger?
Ich habe mit segmentierten Abkantpressen-Werkzeugen gearbeitet – modulare Stempelabschnitte, die man entfernen kann, um lokalen Freiraum zu schaffen. Er sagte immer wieder: “Aber es hat Finger.” Nein. Es hatte segmentierte Stempel und verstellbare Hinteranschläge. Der Spannmechanismus hat sich nie geändert.
So sieht es in der Praxis aus.
Man zieht Stempelabschnitte heraus, wo Seitenwände Platz brauchen. Das erzeugt eine horizontale Lücke in der Stempellinie. Gut. Aber der Stößel fährt weiterhin als ein einzelner Träger herunter. Die verbleibenden Stempelabschnitte müssen die volle Tonnage über ihre beanspruchte Länge tragen. Die Belastung konzentriert sich an den Schultern der aktiven Segmente. Bei dickem Material bedeutet das eine höhere lokale Belastung und mögliche Durchbiegung an der Übergangsstelle zwischen belasteten und unbelasteten Zonen.
Man verliert auch die durchgehende Unterstützung entlang der Biegelinie. Bei tiefen Kästen kann das zu leichten Winkelabweichungen in der Nähe der Segmentkanten führen, es sei denn, Werkzeug und Bombierung sind perfekt eingestellt. Es ist praktikabel. Es ist nicht magisch.
Vergleichen Sie das mit einer echten Kasten- und Schwenkbiegemaschine: Die Spannblöcke üben nur dort einen gleichmäßigen Druck aus, wo er benötigt wird, und das Schwenkblatt sorgt für eine gleichmäßige Rotationsbewegung über die gesamte Biegelänge. Es gibt keine bewegliche Masse, die zwischen den Wänden hindurchfährt. Die Geometrie wird geklärt, bevor die Kraft angewendet wird.
Segmentierte Abkantpressen-Werkzeuge sind ein Kompromiss. Sie können die geometrische Reichweite einer Presse erweitern, insbesondere bei moderaten Wandhöhen und sorgfältiger Abfolge. Ich habe gesehen, wie ein 10,5 Zoll tiefer Kasten auf diese Weise erfolgreich mit gestapelten Spannern und einem 3-Zoll-Stempel geformt wurde. Es funktionierte, weil Stempelprofil, Gesenkhöhe und Kastentiefe alle in einem engen Kompatibilitätsfenster lagen.
Verfehlen Sie dieses Fenster um einen Zoll Wandhöhe oder eine Materialstärke, und Sie sind wieder bei Kollision oder Überlast.
Hier ist also die Entscheidungsgrundlage, die ich Käufern jetzt stelle: Zeichnen Sie die höchste Wand Ihres tiefsten Gehäuses. Fügen Sie eventuelle Rückkantungen hinzu. Messen Sie vom Biegelinie zur höchsten Behinderung während des letzten Biegevorgangs. Vergleichen Sie das dann mit der tatsächlichen vertikalen und horizontalen Freiraumhöhe Ihres Stempelprofils unter Last.
Wenn die Zahlen auf dem Papier nicht passen, passen sie auch nicht unter 150 Tonnen.
Das ist der Test für tiefe Gehäuse. Bestehen Sie ihn, und eine Abkantpresse verdient ihren Platz. Scheitern Sie, und niemand auf dem Werkstattboden interessiert sich dafür, wie das Prospekt das Werkzeug bezeichnet hat.
Wenn sowohl Wandhöhe als auch Materialstärke an der roten Linie kratzen, wählen Sie nicht die Maschine mit der größeren Zahl auf dem Typenschild – sondern die, deren Ausfallmodus Sie verkraften können.
Ich habe gesehen, wie Käufer an genau dieser Stelle innehalten. Die Geometrie sagt das eine. Das Tonnagediagramm sagt das andere. Sie wollen einen Entscheidungsschlüssel. Hier ist er: Fragen Sie, welches Limit im Produktionsbetrieb sanft versagt und welches Teile mitten im Lauf zerstört. Eine Abkantpresse, die keinen geometrischen Freiraum mehr hat, warnt Sie nicht mit einem weicheren Winkel. Sie kollidiert. Eine Schwenkbiegemaschine, die an ihre Steifigkeitsgrenze stößt, kündigt das Problem an – Winkelabweichung, Spannleisten-Durchbiegen, mehr Kraft am Griff. Das eine zerstört Werkzeuge. Das andere zerstört die Konsistenz.
Dieser Unterschied ist nicht akademisch.
Wenn eine Abkantpresse den Geometriekampf bei einem tiefen Gehäuse verliert, passiert das bei der vierten Biegung, nachdem Sie bereits Zeit in die ersten drei investiert haben. Der erste Prototyp trifft auf das Gesenk, die zweite Kante wird hochgebogen, und die zuvor geformte Wand prallt gegen den Stempelkörper. Jetzt denken Sie über Werkzeugstapel und Abfolgen nach, während die Uhr läuft. Wenn eine Schwenkbiegemaschine der Materialstärke nicht gewachsen ist, zeigt sich der Kampf bei der ersten Biegung. Sie spüren es am Griff. Die Spannleiste gibt nach. Sie stoppen, bevor Sie einen Schrottbestand aufgebaut haben.
Welchen Ausfall würden Sie lieber bei Teil eins statt Teil zwanzig entdecken?
So bewertet man das Risiko, wenn beide Grenzen knapp sind: nicht nach der maximalen Kapazität, sondern danach, wie früh die Maschine Ihnen mitteilt, dass Sie falsch liegen.
Wenn Sie immer noch fragen, ob eine Abkantpresse “Finger hat”, dann kaufen Sie nach Aussehen statt nach Bewegung.
Er sagte immer wieder: “Aber es hat Finger.” Nein. Es hatte segmentierte Stempel und verstellbare Hinteranschläge. Der Stößel trieb immer noch einen Stempel direkt in eine sich verjüngende Öffnung. Die Klemmblöcke einer echten Fingerbiegemaschine bewegen sich aus dem Weg, bevor der Biegevorgang überhaupt beginnt. Ein Design schafft im Voraus Hohlräume. Das andere versucht, innerhalb dieser zu überleben.
Das ist kein Benennungsproblem. Das ist Kinematik — die Lehre von der Bewegung.
Die bessere Kauf‑Frage ist einfach und gnadenlos: Welche Form existiert im Raum während meines letzten Biegevorgangs? Zeichne sie. Füge Rückbiegungen hinzu. Füge Umschläge hinzu. Frage dann, ob das Werkzeug sich um diesen Raum herum bewegt oder hinein. Mit dem falschen Schraubenschlüssel an die Arbeit zu gehen fühlt sich gut an, bis der Schraubenkopf auf halbem Weg rundgedreht ist. Ein segmentierter Stempel mag in einem Prospekt hinreichend ähnlich wie eine Fingerbiegemaschine aussehen. Im Hub zeigt sich das Gegenteil.
Jetzt passiert die eigentliche Veränderung.
Hör auf, Funktionen aufzulisten. Fang an, Geometrien im Maßstab zu kartieren. Wie viele Gehäuse pro Woche? Wie hoch sind die Wände? Sind Rückbiegungen Standard oder gelegentlich? Denn sobald du in Begriffen wie “Hohlraum‑Management” statt “hat es Finger” denkst, hörst du auf, dich von hybriden Marketing‑Begriffen beeindrucken zu lassen und beginnst, Bewegungswege zu sehen.
Und wenn die Geometrie durch dein Produkt festgelegt ist, was genau skalierst du — Formkomplexität oder Biegezahlen?
Wenn deine Prototypen aggressive Geometrien verlangen, aber deine Produktionsnachfrage gering ist, kann eine Fingerbiegemaschine die richtige Antwort sein — bis du Prototypen‑Geschwindigkeit mit Produktionskapazität verwechselst.
Eine Kasten‑ und Schwenkbiegemaschine kann in Minuten für ein neues Gehäuse eingerichtet werden. Klemmblöcke entfernen, Blech einschieben, Biegung durchführen. Für individuelle Serien und technischen Wechsel zählt diese Geschwindigkeit mehr als reine Tonnage. Rüstzeit schlägt Zykluszeit, wenn Stückzahlen gering und Formen wechselnd sind.
Aber Skalierung verändert die Rechnung.
Manuelle Fingerbiegemaschinen verlangsamen sich, wenn die Teile breiter und schwerer werden. Über vier Fuß hinweg arbeitet man oft mit zwei Bedienern. Nach zwanzig oder dreißig Biegungen schleicht sich Ermüdung ein und die Winkel‑Konsistenz driftet. Währenddessen hämmert eine CNC‑Pressbiegemaschine mit programmierbaren Hinteranschlägen 600 Biegungen pro Stunde heraus, sobald sie eingestellt ist. Gleicher Winkel. Gleiche Tiefe. Kein Streit.
Hier kommt der nicht offensichtliche Teil.
Du wählst nicht die Maschine, die “mehr” skaliert. Du wählst die Maschine, die die Einschränkung skaliert, die dein Produkt definiert. Wenn dein Geschäft tiefe, komplexe Gehäuse in moderaten Stückzahlen beinhaltet, ist die Skalierung der geometrischen Flexibilität wichtiger als Biegungen‑pro‑Stunde‑Prahlerei. Wenn deine Teile flach, aber dick und repetitiv sind, siegen Skalierung von Kraft und Wiederholgenauigkeit.
Wenn sowohl Dicke als auch Wandhöhe am Limit liegen, entscheide, welcher Kompromiss dein Umsatzmodell stärker trifft: langsame Arbeit mit garantiertem Freiraum oder schnelle Automatisierung, die eine geometrische Disqualifikation riskiert. Das eine begrenzt den Durchsatz. Das andere kann das Teil vollständig disqualifizieren.
Merke dir: Maschinen konkurrieren nicht über Funktionen. Sie konkurrieren darüber, welche physische Einschränkung sie aus deinem Geschäftsmodell entfernen.
Sobald du das erkennst, hörst du auf, nach “Pressbiegemaschinen-Fingern” zu fragen — und fängst an zu fragen, mit welcher Einschränkung du leben kannst.


















