

Musim dingin lalu seorang pembeli membawa masuk mesin press brake baru sepanjang 10 kaki ke lantai saya, bangga sekali seperti merak. Dua minggu kemudian dia bertanya mengapa mesin itu tidak bisa membentuk kotak listrik dalam yang dalam tanpa menghancurkan dinding sampingnya. Dia terus berkata, “Tapi mesin ini punya jari.”
Kata itu membuatnya merugi enam digit.
Kamu tidak bisa memperbaiki geometri dengan kosa kata. Kamu hanya bisa memahami bagian mana dari mesin yang sebenarnya melakukan pekerjaan.
Jika kamu meminta “jari” tanpa menanyakan apa yang seharusnya mereka lakukan, maka kamu sudah setengah jalan menuju pembelian mesin yang salah.
Saya sudah terlalu sering berdiri di samping mesin press brake di mana seorang salesman mengetuk bagian backgauge dan menyebut batang-batang kecil yang dapat disesuaikan itu sebagai “jari.” Mereka bergerak masuk dan keluar, kiri dan kanan, untuk mengatur panjang flens. Di layar kamu masukkan 2.000 inci, penahan bergerak ke 2.000 inci, dan lembaran logam menyentuhnya sebelum ram turun. Itu tugas mereka sepenuhnya: memposisikan benda kerja. Saat punch turun ke die, penahan tersebut hanya menjadi penonton.
Seperti mengambil kunci pas yang hampir cocok, terasa cukup tepat—hingga bautnya dol dan kamu menyadari bahwa alat itu memang tidak dimaksudkan untuk memutarnya.
Jadi, sebenarnya, apa yang melakukan penekukan?
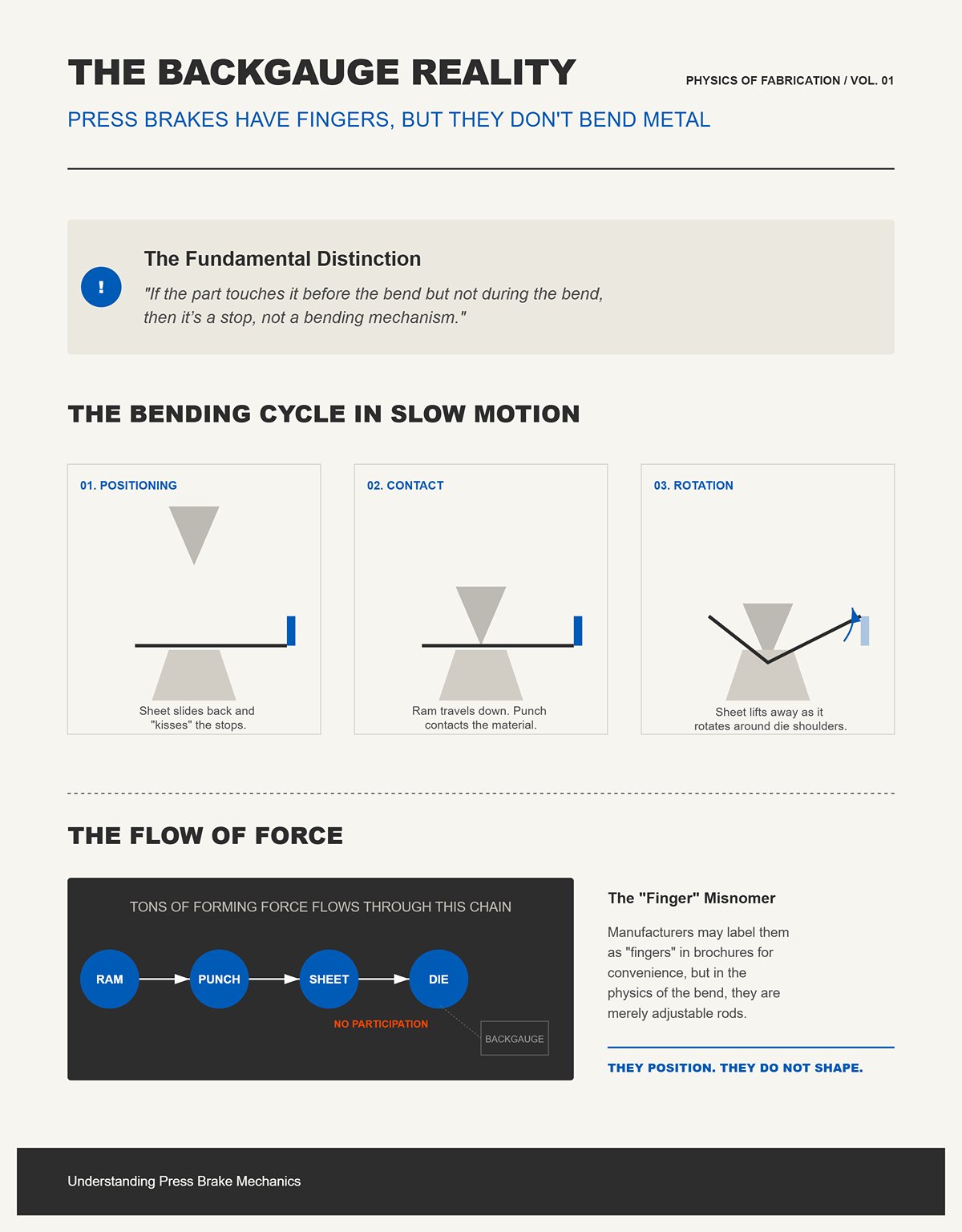
Jika bagian tersebut menyentuhnya sebelum penekukan tetapi tidak selama penekukan, maka itu adalah penahan, bukan mekanisme penekukan.
Tonton siklus press brake dalam gerakan lambat. Lembaran logam meluncur ke belakang, menyentuh penahan, dan ram bergerak turun. Begitu punch menyentuh material, lembaran terangkat menjauh dari penahan tersebut karena logam berputar di sekitar bahu die. Gaya pembentukan—puluhan ton—mengalir dari ram ke punch ke lembaran ke die. Rakitan backgauge hanya diam di belakang aksi tersebut.
Ya, beberapa produsen dengan santai memberi label batang yang dapat disesuaikan itu sebagai “jari.” Saya sudah mendengarnya. Saya sudah memperbaikinya. Sebut apa pun yang kamu suka di brosur; dalam fisika penekukan, mereka tidak ikut berperan.
Jika mereka tidak membentuk logam, mengapa orang bersikeras bahwa mesin itu “punya jari”?
Jika kamu melihat perkakas tersegmentasi dari seberang bengkel, kamu bisa melihat bagaimana kebingungan itu dimulai.
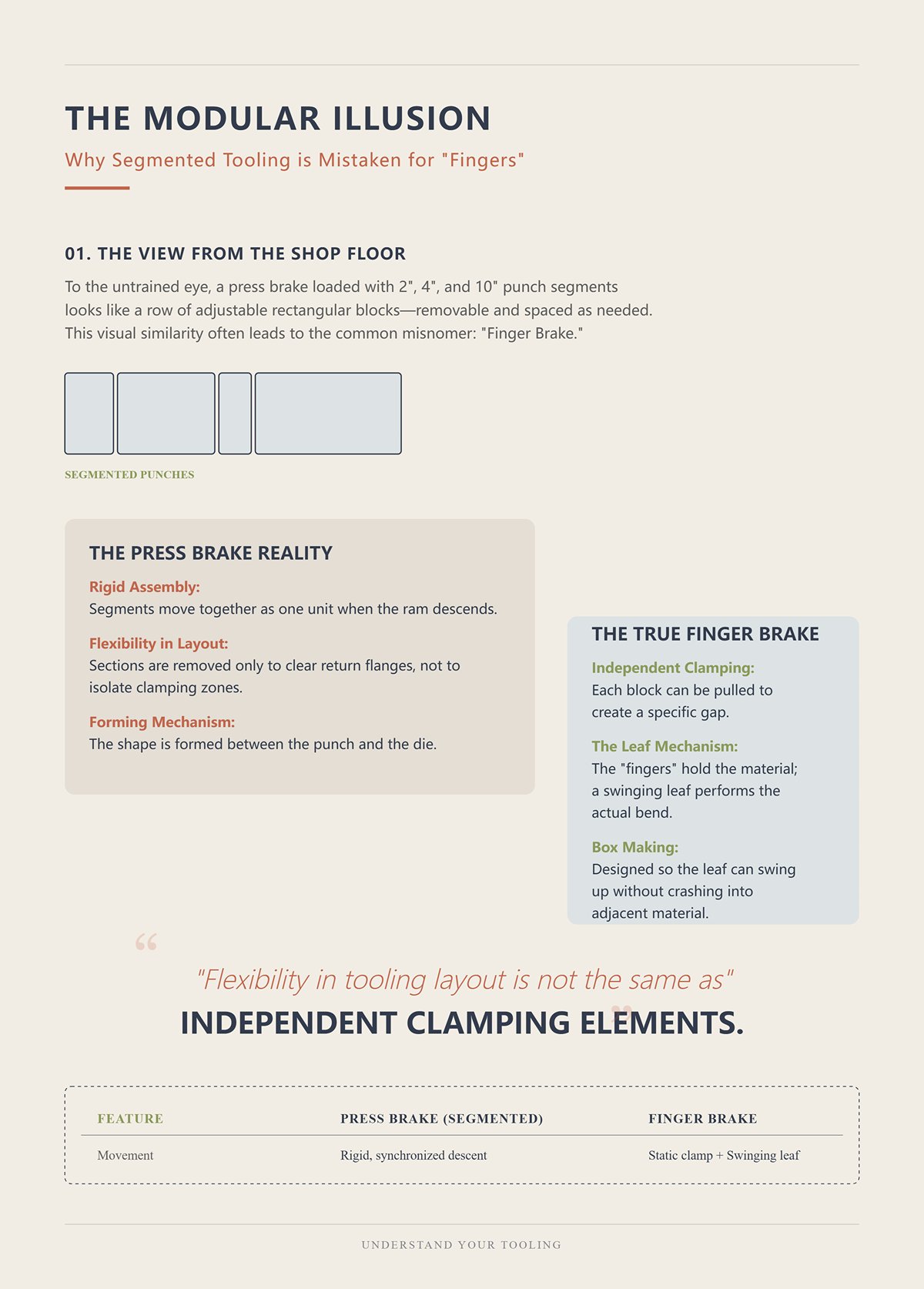
Bayangkan balok atas press brake yang dipasang dengan segmen punch berukuran 2 inci, 4 inci, dan 10 inci berjajar berdampingan. Bagi mata yang tidak terlatih, mereka terlihat seperti deretan balok persegi panjang—dapat dilepas, disesuaikan, diberi jarak sesuai kebutuhan. Saya pernah punya pelanggan yang menunjuk ke arah itu dan berkata, “Lihat? Finger brake.”
Tapi segmen-segmen itu adalah punch. Mereka bergerak bersama sebagai satu kesatuan kaku saat ram turun. Kamu bisa melepas satu bagian untuk memberi ruang pada flens balik, tentu. Itu adalah fleksibilitas dalam tata letak perkakas, bukan elemen penjepit independen. Pada true finger brake, setiap blok penjepit dapat ditarik untuk membuat celah sehingga daun penekuk bisa naik dan membentuk sisi kotak tanpa menabrak material di sekitarnya. Blok-blok itu adalah mekanisme penjepit; daun tekanannya adalah lengan penekuk.
Pada press brake, penjepitnya adalah ram, dan pembentukan terjadi antara punch dan die. Segmen-segmen tersebut tidak berayun. Mereka tidak memisahkan zona penjepitan. Mereka hanya membentuk di mana punch berada di sepanjang balok.
Ketika kamu mengaburkan perbedaan itu, kesalahan seperti apa yang sedang kamu siapkan untuk diri sendiri?

Jika Anda berpikir pukulan tersegmentasi sama dengan kemampuan finger brake, maka Anda akan mencoba membentuk sebuah penutup dalam empat sisi yang dalam di mesin press brake dan bertanya‑tanya mengapa dindingnya bertabrakan dengan perkakas.
Saya pernah melihat itu terjadi. Sebuah bengkel membeli press brake CNC cepat—600 tekukan per jam, tidak masalah—dan menganggap “jari‑jari” itu berarti dapat menangani pekerjaan kotak rapat sama seperti finger brake. Prototipe pertama mengenai cetakan, flange kedua terangkat, dan dinding yang sudah terbentuk sebelumnya menabrak badan punch. Sekarang mereka membicarakan tentang perkakas gooseneck khusus, cetakan khusus, solusi alternatif. Yang mahal.
Finger brake mengorbankan kecepatan dan konsistensi demi kebebasan geometris. Press brake mengorbankan kebebasan geometris demi kekuatan, presisi, dan kapasitas produksi. Jika Anda bingung antara mekanisme penekukan dan pemberhentian material, Anda akan bingung pula dengan pertukaran keunggulan itu.
Dan jika blok yang benar‑benar bergerak saat proses penekukan sepenting itu, apa yang terjadi jika blok tersebut adalah sistem penjepitnya sendiri?
Anda bertanya apa yang terjadi ketika blok penjepit itu sendiri merupakan elemen yang bergerak saat penekukan.
Bayangkan sebuah box and pan brake 48 inci di lokasi kerja. Lembaran baja meluncur di bawah sebuah batang penjepit tersegmentasi. Operator menarik tuas, dan deretan blok baja persegi menekan material kuat‑kuat ke tempat tidur mesin. Lalu daun bawah—satu pelat panjang berengsel—berputar ke atas dan menyapu tepi lembaran yang terbuka melewati 90 derajat. Batang penjepit tidak menekan ke bawah. Punch tidak turun. Daun tersebut berputar.
Itulah seluruh triknya.
Jika mesin menekuk dengan rotasi, bukan penekanan, maka jalur gaya berubah sepenuhnya. Pada press brake, ram mendorong punch ke cetakan dan material mengalami deformasi pada titik V yang terkonsentrasi. Pada box and pan brake, lembaran dijepit sepanjang garis tekukan dan daun memberikan torsi sepanjang garis itu juga. Ini adalah beban terdistribusi, bukan beban terlokalisir. Logam dibentuk dengan disapu mengitari poros putar, bukan dipaksa masuk ke rongga.
Dan blok penjepit? Mereka adalah acuan penekukan. Mereka menahan segala sesuatu yang tidak boleh bergerak sementara daun menggerakkan segala sesuatu yang memang harus bergerak.
Seperti salah mengambil kunci pas dari gerobak, press brake terlihat cukup mirip hingga Anda sadari di tengah‑tengah penekukan bahwa tidak ada yang berputar—semuanya menekan ke bawah.
Jadi mengapa repot‑repot memecah batang penjepit itu menjadi beberapa bagian?
Pernah suatu kali sebuah bengkel HVAC kecil membawa kepada saya sebuah transisi saluran udara lima sisi—bawah, empat dinding, tanpa atas. Mereka telah menekuk tiga sisi dan tidak bisa menemukan cara menutup sisi keempat tanpa benturan. Pada press brake, Anda melawan geometri itu dengan pengaturan cetakan bertahap dan urutan kerja yang hati‑hati. Pada box and pan brake, Anda melepas dua segmen penjepit di tempat dinding samping akan berada, menggeser benda kerja di bawah blok yang tersisa, menjepit hanya bagian datar yang akan ditekuk, lalu mengayunkan daun. Dinding yang sudah terbentuk berdiri di ruang kosong tersebut.
Jika Anda memerlukan ruang untuk flange balik, maka Anda harus membuat ruang kosong fisik pada batang penjepit. Itulah alasan segmen itu ada. Bukan untuk penyetelan. Melainkan untuk kekosongan.
Setiap blok dapat dilepas sehingga dinding yang sudah terbentuk dapat menempati ruang itu sementara flange berikutnya dibentuk dengan metode sapuan. Batang penjepit tersegmentasi adalah alasan utama mesin ini ada. Tanpanya, flange balik pertama yang Anda buat akan menghalangi pembentukan flange kedua. Geometrinya akan mengunci Anda keluar dari pengerjaan bagian tersebut.
Di sinilah mitosnya menjadi rancu. Ya, Anda bisa memasang press brake dengan punch segmen 2 inci dan 4 inci lalu meninggalkan celah di antaranya. Bengkel di forum berdebat tentang menekuk plat 12‑gauge sepanjang empat kaki dengan cara itu. Dan untuk bentuk dangkal, dengan urutan yang hati‑hati, Anda bisa meniru sebagian fleksibilitas itu. Tetapi segmen punch itu tetap bergerak bersama dengan ram. Mereka tidak menjepit secara selektif. Mereka tidak menciptakan area penjepit independen. Mereka hanya menghilangkan baja dari garis punch.
Jika sistem penjepit tidak dapat mengisolasi satu flange sambil memberi ruang pada yang lain, maka Anda tidak memiliki kebebasan geometris yang sama—tidak peduli seberapa modular tampilan perkakasnya dari seberang bengkel.
Kebebasan itu datang dengan harga.
Berdirilah di depan kotak dan rem pan manual 16-gauge lalu coba membengkokkan baja lunak 10-gauge dengan lebar penuh. Anda akan merasakan pegangan melawan setengah jalan selama tarikan. Daun membengkok. Batang penjepit mulai terangkat di bagian tengah. Garis tekukan menjadi melengkung karena tekanannya tidak cukup untuk menjaga material tetap rapat ke hidung.
Jika mesin mengandalkan penjepitan yang terdistribusi dan tuas yang digerakkan manusia, maka ketebalan cepat menjadi musuh.
Fisika itu sederhana. Untuk mendeformasi baja yang lebih tebal secara plastis, Anda membutuhkan momen tekuk yang lebih tinggi. Pada press brake, Anda menambah tonase—hidrolik tidak pernah lelah. Pada box dan pan brake, torsi datang melalui engsel dan pegangan panjang. Batang penjepit harus menahan torsi tersebut di seluruh lebar. Saat ketebalan bertambah, gaya penjepit yang dibutuhkan meningkat untuk mencegah slip. Rangka melentur. Daun melentur. Sudut tekukan bervariasi di sepanjang panjangnya.
Kebanyakan box dan pan brake manual maksimal pada baja lunak 16-gauge dengan lebar penuh; gauge yang lebih tebal hanya mungkin pada panjang yang lebih pendek. Itu bukanlah batasan pemasaran. Itu adalah defleksi balok dan tuas.
Dua minggu kemudian dia bertanya mengapa mesin itu tidak bisa membentuk kotak listrik yang dalam tanpa menghancurkan dinding sampingnya. Jawabannya tidak tersembunyi di brosur. Jawabannya tersembunyi di mekanisme. Box dan pan brake memberi kelonggaran karena menyebarkan gaya dan menyapu. Press brake memberi tenaga karena memusatkan gaya dan menekan.
Jika Anda membutuhkan geometri dalam dan multi-sisi pada gauge ringan, mesin “jari” sejati memang layak digunakan. Jika Anda membutuhkan ketebalan, presisi, dan tonase yang konsisten, industri telah berkembang ke punch dan die karena suatu alasan.
Jadi ketika blok penjepit menjadi sistem yang menahan—dan daun yang membentuk lekukan—Anda mendapatkan kelonggaran dan kehilangan tenaga.
Dan pertukaran itu adalah alasan tepat mengapa kedua mesin ada berdampingan alih-alih saling menggantikan.
Anda berdiri di depan cetakan untuk sasis baja lunak 14-gauge, lebar 36 inci, empat sisi setinggi 3 inci. Satu mesin di bengkel maksimal pada gauge 16 dengan lebar penuh tetapi memiliki blok penjepit tersegmentasi. Yang lainnya adalah press brake hidrolik 135 ton dengan set V-die standar dan pemberhenti backgauge terprogram. Ke mesin mana Anda mendorong troli?
Jika bagian tersebut membutuhkan gaya yang melebihi kemampuan fisik daun berengsel dan batang penjepit, maka keputusan telah diambil pada hari Anda membaca ketebalan material.
Alasannya bukan merek. Itu adalah mekanika.
Prototipe pertama menyentuh die, flange kedua naik, dan dinding yang telah terbentuk sebelumnya menabrak badan punch. Saya telah menyaksikannya terjadi lebih sering dari yang ingin saya akui. Operator bersumpah bahwa mesin itu “memiliki jari.” Yang dia maksud adalah punch tersegmentasi. Dia mengira baja yang hilang adalah geometri yang hilang.
Press brake tidak menjepit sepanjang garis tekukan lalu menyapu lembaran di sekitar pivot. Ia mendorong punch ke dalam bukaan die berbentuk V. Dalam air bending—berarti punch tidak pernah menyentuh dasar die—lembaran bersentuhan di tiga titik: ujung punch dan dua bahu die. Kontak tiga titik itu menciptakan tuas. Ubah kedalaman punch beberapa ribuan inci, dan sudut berubah. Anda tidak membungkus logam di sekitar hidung; Anda mengontrol kedalaman penetrasi di bawah beban.
Itulah mengapa air bending bisa mencapai 90 derajat dengan tonase jauh lebih sedikit dibanding bottoming atau coining. Anda tidak memaksa material untuk sepenuhnya mengikuti sudut die. Anda membiarkan springback terjadi dan mengompensasi dengan overbend yang terhitung. Lebih sedikit gaya, fleksibilitas sudut lebih besar, tooling sama.
Tetapi inilah kenyataan yang tidak dibicarakan di lantai penjualan.
Pada brake hidro-mekanis lama—sebelum CNC, sistem pump-down—berat ram dan dorongan hidrolik tidak selalu konsisten untuk bagian kecil. Air bending bisa melenceng karena variasi beberapa ribuan inci pada ketebalan material atau kekuatan tarik berarti springback yang berbeda. Variasi sudut bukanlah misteri. Itu adalah fisika. Bengkel membottoming-kan bagian bukan karena air bending tidak ada, tetapi karena kontrol terhadap tonase dan posisi tidak cukup ketat untuk mempercayainya.
Jika metode pembentukan Anda bergantung pada gaya kontinu yang diukur secara presisi alih-alih blok penjepit fisik yang mengunci lembaran pada tempatnya, maka variabilitas material menjadi bagian dari persamaan akurasi Anda.
Itu perbandingannya. Finger brake mendapatkan konsistensi dari batasan mekanis. Press brake mendapatkan fleksibilitas dari gaya yang terkontrol.
Jadi, apa yang sebenarnya Anda bayar saat membeli mesin 135 ton itu?
Saya pernah punya pembeli yang membenarkan pembelian brake besar dengan menunjuk ke set punch tersegmentasi. “Ini fleksibel,” katanya. “Kita bisa melepas bagiannya.” Dia terus berkata, “Tapi ini punya jari.”
Tidak. Itu memiliki perkakas modular.
Jika Anda sebagian besar menekuk saluran udara 20-gauge dan wadah ringan di bawah 48 inci, press brake 135 ton adalah tenaga yang tidak akan pernah Anda gunakan. Air bending baja ringan 20-gauge di atas bukaan V 1 inci mungkin hanya membutuhkan sebagian kecil dari kapasitas per kaki yang diberi peringkat pada mesin itu. Sisa daya tekan itu hanyalah besi dan beban hidrolik yang diam. Anda membayar untuk silinder, kekakuan rangka, dan sistem kontrol yang dirancang untuk memproses pelat lebih tebal.
Itu terdengar sia-sia sampai pekerjaan berubah.
Ketika braket 10-gauge sepanjang 36 inci datang, brake kotak dan panci manual selesai sebelum Anda mulai. Momen tekuk yang dibutuhkan meningkat cepat dengan ketebalan—secara eksponensial dibandingkan dengan logam tipis. Pada press brake, Anda mengubah lebar V-die, menghitung tonase per kaki, dan menekan pedal. Sistem hidrolik tidak membantah. Rangka yang dibangun untuk tonase tidak berengsel dan melentur seperti leaf brake.
Jika campuran pekerjaan Anda berganti antara tipis dan tebal, maka membayar untuk tonase bukanlah berlebihan. Itu adalah asuransi.
Tapi asuransi memiliki pengecualian.
Karena semua gaya terkontrol itu masih terjadi antara punch dan die yang bergerak sebagai satu massa menurun. Tidak ada bagian pada ram yang secara selektif menjepit satu flensa sementara membersihkan yang lain. Henti backgauge memposisikan bagian; mereka tidak menahan area terpisah seperti blok jepit tersegmentasi.
Jadi apa yang terjadi ketika geometri saling menutup?
| Bagian | Konten |
|---|---|
| Biaya Perkakas vs. Fleksibilitas | Apakah Anda membayar untuk tonase yang sebenarnya tidak Anda butuhkan? |
| Alasan Pembeli | Seorang pembeli pernah membenarkan pembelian brake besar dengan menunjuk pada set punch tersegmentasi, mengklaim bahwa alat itu fleksibel karena bagiannya bisa dilepas. Dia terus berkata, “Tapi ini punya jari.” Kenyataannya, alat itu memiliki perkakas modular. |
| Kapasitas Berlebih untuk Pekerjaan Ringan | Jika sebagian besar pekerjaan melibatkan penekukan saluran udara 20-gauge dan wadah ringan di bawah 48 inci, press brake 135 ton menyediakan kapasitas yang tidak terpakai. Air bending baja ringan 20-gauge di atas bukaan V 1 inci hanya menggunakan sebagian kecil dari tonase mesin per kaki. Kapasitas yang tersisa adalah besi dan beban hidrolik yang diam, dirancang untuk pelat yang lebih tebal. |
| Ketika Kapasitas Menjadi Diperlukan | Keadaannya berubah ketika muncul braket 10-gauge sepanjang 36 inci. Brake kotak dan panci manual tidak dapat menanganinya. Kebutuhan gaya tekuk meningkat dengan cepat seiring ketebalan. Pada press brake, Anda menyesuaikan lebar V-die, menghitung tonase per kaki, dan mengoperasikannya. Sistem hidrolik dan rangka yang kaku menangani beban tanpa melentur seperti leaf brake. |
| Argumen Asuransi | Jika beban kerja Anda bergantian antara material tipis dan tebal, membayar untuk tonase yang lebih tinggi bukanlah pemborosan—itu adalah asuransi. |
| Keterbatasan Gaya | Namun, gaya terkontrol itu terjadi di antara punch dan die yang bergerak sebagai satu massa yang turun. Ram tidak dapat secara selektif menjepit satu flange sambil membersihkan yang lain. Backgauge memposisikan bagian tetapi tidak mengisolasi dan menahan zona tertentu seperti blok penjepit tersegmen. |
| Kendala Geometris | Tantangan muncul ketika geometri bagian tertutup pada dirinya sendiri, membatasi apa yang secara fisik dapat dilakukan oleh press brake. |
Ambil sebuah kotak listrik yang dalam: empat dinding setinggi 6 inci, flange kembali di bagian atas, baja 14-gauge. Tekuk sisi pertama—tidak ada masalah. Sisi kedua—perhatikan ruang bebas punch Anda. Sisi ketiga—Anda memasukkan kotak ke sekitar alat yang hanya bergerak vertikal.
Pada flange keempat, Anda melawan benturan, bukan tonase.
Punch lurus standar dan V-dies mengasumsikan geometri terbuka. Ram turun dalam garis lurus. Setiap dinding yang sudah terbentuk naik bersama bagian. Jika dinding itu lebih tinggi dari jarak bebas antara bahu punch atau mengganggu badan punch, Anda akan terjebak. Anda bisa mengatur urutan tekukan, menggunakan punch gooseneck untuk ruang bebas, bahkan membalik dan mengacu ulang pada stop backgauge—tetapi Anda selalu bekerja di sekitar alat yang menusuk, bukan alat yang menciptakan ruang kosong di sepanjang garis penjepitan.
Box and pan brake menyelesaikannya dengan pengurangan. Lepas dua segmen penjepit, geser dinding yang sudah terbentuk ke dalam ruang kosong tersebut, jepit hanya bidang yang Anda tekuk, lalu sapukan. Ruang bebas dibangun ke dalam sistem penjepit itu sendiri.
Jika pekerjaan dalam, multi-sisi, dan baja tipis, maka blok penjepit tersegmen adalah alat geometri, bukan alat tenaga.
Press brake berkembang melampaui blok penjepit karena industri membutuhkan gaya, kemampuan pemrograman, dan kontrol sudut yang dapat disesuaikan dengan ketebalan. Ia tidak berkembang untuk mengganti ruang kosong yang diciptakan blok tersebut. Ia menggantikan torsi terdistribusi dengan tonase terkonsentrasi.
Bawa kunci pas yang salah ke pekerjaan dan Anda tidak akan menyadarinya sampai baut membulat di tengah jalan.
Jadi sebelum Anda bertanya apakah mesin “memiliki jari,” tanyakan hal yang lebih sederhana: apakah bagian ini gagal karena kurang gaya, atau karena kurang ruang bebas?
Sebuah enclosure 10-gauge, dalam 12 inci, empat sisi tegak, flange kembali 1 inci di bagian atas. Saya melihat sebuah bengkel mencobanya pada press brake 175 ton dengan punch gooseneck tinggi. Dua tekukan pertama bersih. Tekukan ketiga membutuhkan kotak dimiringkan dan diberi referensi ulang pada stop backgauge. Pada tekukan keempat, dinding samping menyentuh badan punch sebelum sudut mencapai 70 derajat. Tonase masih banyak. Ruang bebas nol.
Itulah saat argumen berhenti menjadi teori.
Ketika sebuah pekerjaan membutuhkan tonase tinggi dan geometri dalam yang tertutup, Anda tidak bertanya mesin mana yang lebih kuat. Anda bertanya mana yang secara fisik dapat menyelesaikan tekukan keempat tanpa menjebak bagian antara baja tool dan dindingnya sendiri. Jika dinding enclosure lebih tinggi dari jendela vertikal di sekitar punch Anda, maka gaya menjadi tidak relevan. Baja tidak peduli seberapa besar silinder jika geometri membuat Anda terkunci di luar.
Jadi bagaimana sebenarnya penguncian itu terjadi?
Bayangkan sebuah kotak sederhana dengan empat sisi di kepala Anda. Tekukan pertama mengangkat satu dinding. Tekukan kedua mengangkat dinding lainnya. Pada tekukan ketiga, Anda memberi makan saluran berbentuk U di sekitar punch yang hanya bergerak lurus ke bawah. Dinding yang telah terbentuk sebelumnya naik pada setiap hentakan karena ram tidak memberi ruang—itu justru memasuki ruang tersebut.
Sekarang tambahkan flensa balik 1 inci di bagian atas setiap dinding. Flensa balik itu memperpendek kedalaman cekungan efektif yang tersedia untuk badan punch. Bahkan profil gooseneck—yang dirancang untuk memberikan kelonggaran—masih memiliki tulang punggung. Setelah tinggi dinding ditambah flensa balik melebihi offset tulang punggung itu, badan punch menjadi penghalang.
Saya telah melihat operator mencoba tiga solusi alternatif.
Pertama: tekuk udara dengan V-die sempit untuk mengurangi kedalaman penetrasi yang dibutuhkan. Itu membantu pengendalian sudut, tetapi tinggi dinding terhadap geometri punch tidak berubah. Titik tabrakan hanya terjadi beberapa derajat kemudian.
Kedua: tekukan dasar untuk memaksakan sudut dalam satu hantaman terkontrol. Ya, tekukan dasar mendorong material sepenuhnya ke dalam sudut die, meningkatkan konsistensi pengulangan. Namun hal itu juga meningkatkan area kontak dan risiko. Jika dinding samping sudah menyentuh badan punch, tekukan dasar hanya berarti Anda memukul lebih keras saat sudah macet. Bagian menjadi tergores. Alat menjadi terkelupas. Saya sudah pernah mengganti keduanya.
Ketiga: alat yang ditumpuk untuk mengangkat benda kerja di atas balok bawah dan mendapatkan ruang terbuka tambahan. Itu bekerja—sampai Anda kehabisan langkah ram atau menimbulkan ketidakstabilan karena tinggi tumpukan yang berlebihan. Tumpukan alat yang tinggi berperilaku seperti kolom yang sedang menahan beban. Defleksi muncul sebagai variasi sudut di sepanjang panjangnya.
Ini adalah uji rumah tertutup yang dalam: bisakah Anda menyelesaikan semua tekukan tanpa geometri terbentuk bertabrakan dengan badan punch selama hantaman terakhir?
Mesin box and pan brake menjawabnya dengan cara berbeda. Anda melepas segmen penjepit di tempat dinding perlu menempati ruang. Lembaran dijepit hanya di sepanjang garis tekukan aktif, dan daun berputar untuk mengangkat flensa. Dinding yang telah terbentuk berada di ruang kosong yang Anda buat sebelum tekukan dimulai. Kelonggaran bukanlah sesuatu yang Anda perjuangkan di tengah langkah; itu sudah dirancang sebelum Anda menarik tuasnya.
Satu mesin menembus secara vertikal ke dalam rongga yang mengecil. Mesin lainnya berputar di sekitar ruang terbuka.
Jika tekukan keempat menjebak alat, seberapa pun besar tenaganya tidak akan menyelamatkan mesin yang salah.
Tapi mungkin Anda berpikir: baiklah, finger brake menang dalam hal geometri. Bagaimana jika saya hanya perlu sepuluh kotak per bulan?
Bayangkan produksi pendek—delapan rumah tertutup yang dalam, plat 14-gauge, tinggi 8 inci, tanpa flensa balik. Pada press brake, Anda memilih punch gooseneck, mencocokkan tinggi die, memeriksa apakah pemegang alat bawah ditambah die dan punch masih menyisakan langkah ram cadangan. Anda menjalankan uji kering dengan lembaran sisa untuk memastikan kelonggaran dinding. Mungkin Anda juga menambahkan shim untuk kesejajaran jika Anda menumpuk alat.
Itu bukan teori. Itu berarti satu jam hilang sebelum mendapatkan bagian pertama yang baik.
Waktu siklus per tekukan pada press brake CNC cepat setelah disetel. Stopper backgauge bergerak otomatis. Koreksi sudut dapat diprogram. Untuk lima puluh bagian, biaya penyiapan itu tersebar dan masuk akal.
Sekarang beralih ke box and pan brake manual. Anda melepas blok penjepit yang tidak diperlukan, menggeser lembaran masuk, mengatur batas kedalaman tekukan, dan mulai. Penyiapan bersifat fisik, bukan komputasi. Untuk volume rendah, terutama ketika tinggi dinding masih dalam kapasitas mesin, kesederhanaannya terlihat jelas. Tidak ada perhitungan tumpukan alat. Tidak ada perencanaan langkah ram.
Namun kapasitas adalah batas yang akhirnya Anda temui. Finger brake manual yang diperingkat untuk baja lunak 16-gauge di seluruh lebar tidak akan dengan sopan meregang hingga 10-gauge hanya karena Anda memiliki delapan bagian. Momen tekukan meningkat seiring ketebalan, dan batang penjepit akan melenting sebelum material melengkung secara merata. Anda mendapatkan sudut yang tidak konsisten dan mesin yang menua sepuluh tahun dalam seminggu.
Jadi volume rendah tidak otomatis menguntungkan mesin yang lebih sederhana. Itu menguntungkan mesin yang amplop kapasitasnya benar-benar memuat bagian Anda.
Jika geometri menuntut ruang kosong dan ketebalan menuntut gaya, Anda berdiri di antara dua jawaban parsial. Kompromi mana yang paling sedikit menyakitkan?
Saya pernah menggunakan perkakas rem tekan tersegmen—bagian punch modular yang dapat dilepas untuk menciptakan ruang bebas lokal. Dia terus berkata, “Tapi itu punya jari.” Tidak. Itu memiliki punch tersegmen dan penghentian backgauge yang dapat disesuaikan. Mekanisme penjepitnya tidak pernah berubah.
Inilah yang terjadi dalam praktiknya.
Anda mencabut bagian punch di mana dinding samping membutuhkan ruang. Itu menciptakan celah horizontal di garis punch. Bagus. Tapi ram masih turun sebagai satu balok tunggal. Bagian punch yang tersisa harus menanggung seluruh tonase di sepanjang panjang yang terlibat. Tegangan terkonsentrasi pada bahu segmen aktif. Untuk material tebal, itu berarti beban lokal yang lebih tinggi dan potensi pembengkokan pada transisi antara zona yang terbebani dan yang tidak.
Anda juga kehilangan dukungan berkelanjutan di sepanjang garis tekuk. Pada kotak yang dalam, itu dapat menyebabkan sedikit variasi sudut di dekat tepi segmen kecuali perkakas dan penyesuaian crowning Anda diatur dengan sempurna. Ini bisa dikerjakan. Tapi bukan sulap.
Bandingkan dengan rem jenis box dan pan sejati: blok penjepit menerapkan tekanan yang tersebar hanya di tempat yang dibutuhkan, dan daun memberikan gerakan rotasi yang seragam di sepanjang seluruh panjang tekukan. Tidak ada massa yang turun menembus di antara dinding. Geometrinya sudah terpenuhi sebelum gaya diterapkan.
Perkakas rem tekan tersegmen adalah kompromi. Ia dapat memperluas jangkauan geometris rem, terutama dengan tinggi dinding sedang dan urutan kerja yang hati-hati. Saya pernah melihat kotak sedalam 10,5 inci dibentuk dengan sukses menggunakan kombinasi penjepit bertumpuk dan punch 3 inci. Itu berhasil karena profil punch, tinggi die, dan kedalaman kotak semuanya berada dalam jendela kompatibilitas yang sempit.
Melenceng satu inci dari tinggi dinding atau satu ukuran ketebalan, dan Anda kembali ke gangguan atau kelebihan beban.
Jadi inilah titik keputusan yang saya ajukan kepada pembeli sekarang: gambar dinding tertinggi dari wadah terdalam Anda. Tambahkan flensa balik apa pun. Ukur dari garis tekuk ke penghalang tertinggi selama tekukan terakhir. Lalu bandingkan itu dengan ruang bebas vertikal dan horizontal sebenarnya dari profil punch Anda saat menanggung beban.
Jika angka-angkanya tidak cocok di atas kertas, maka juga tidak akan muat di bawah 150 ton.
Itulah uji wadah dalam. Lulus, maka rem tekan itu layak digunakan. Gagal, maka tak seorang pun di lantai produksi peduli apa yang disebutkan brosur tentang perkakasnya.
Jika tinggi dinding dan ketebalan material keduanya mendekati batas merah, maka Anda tidak memilih mesin dengan angka terbesar di pelat namanya — Anda memilih yang mode kegagalannya masih bisa Anda terima.
Saya pernah melihat para pembeli terpaku di situ. Geometri berkata satu hal. Grafik tonase berkata hal lain. Mereka menginginkan penentu. Ini dia: tanyakan batas mana yang gagal dengan lembut di produksi dan mana yang menghancurkan komponen di tengah jalankan. Rem tekan yang kehabisan ruang geometris tidak memperingatkan Anda dengan sudut yang lebih lembut. Ia menabrak. Rem jari yang kehilangan kekakuan mulai menunjukkan masalahnya — sudut melayang, penjepit menekuk, lebih banyak tenaga di pegangan. Yang satu menghancurkan perkakas. Yang lain menghancurkan konsistensi.
Perbedaan itu bukan sekadar teori.
Ketika rem tekan kalah dalam pertarungan geometri pada wadah yang dalam, hal itu terjadi pada tekukan keempat, setelah Anda sudah menghabiskan waktu pada tiga tekukan pertama. Prototipe pertama menyentuh die, flensa kedua naik, dan dinding yang telah dibentuk sebelumnya menabrak badan punch. Sekarang Anda memikirkan ulang tumpukan perkakas dan urutan kerja sementara waktu terus berjalan. Ketika rem jari kalah pada ketebalan, masalahnya muncul pada tekukan pertama. Anda merasakannya di pegangan. Batang penjepit melengkung. Anda berhenti sebelum memiliki tumpukan cacat.
Kegagalan mana yang lebih Anda pilih untuk ditemukan pada bagian pertama dibandingkan pada bagian kedua puluh?
Begitulah cara Anda menilai risiko ketika kedua batas sama ketatnya: bukan berdasarkan kapasitas maksimum, tetapi berdasarkan seberapa cepat mesin memberi tahu Anda bahwa Anda salah.
Jika Anda masih bertanya apakah rem tekan “punya jari,” maka Anda sedang berbelanja berdasarkan penampilan, bukan gerakan.
Dia terus berkata, “Tapi itu punya jari.” Tidak. Itu memiliki pukulan tersegmentasi dan penghentian pengukur belakang yang dapat disesuaikan. Ram masih menggerakkan pukulan lurus ke bawah ke rongga yang menyempit. Blok penjepit pada alat finger brake yang sebenarnya bergerak keluar dari jalur sebelum proses penekukan dimulai. Satu desain menciptakan ruang kosong terlebih dahulu. Yang lain berusaha bertahan di dalamnya.
Itu bukan masalah penamaan. Itu adalah kinematika — studi tentang gerakan.
Pertanyaan pembelian yang lebih baik sederhana dan kejam: bentuk apa yang ada di ruang selama tekukan terakhir saya? Gambar itu. Sertakan lipatan balik. Sertakan lipatan tepi. Kemudian tanyakan apakah alat tersebut bergerak di sekitar ruang itu atau ke dalamnya. Membawa kunci pas yang salah untuk pekerjaan terasa baik sampai kepala baut menjadi bulat di tengah tarikan. Pukulan tersegmentasi mungkin terlihat cukup mirip dengan finger brake dalam brosur. Di tengah langkah, terbukti tidak demikian.
Sekarang perubahan yang sebenarnya terjadi.
Berhenti mencantumkan fitur. Mulai memetakan geometri dalam skala. Berapa banyak penutup per minggu? Seberapa tinggi dindingnya? Apakah lipatan balik standar atau sesekali? Karena begitu Anda berpikir dalam “manajemen ruang kosong” alih‑alih “apakah ini punya jari,” Anda berhenti terkesan oleh istilah pemasaran hibrida dan mulai melihat jalur gerakan.
Dan ketika geometri ditentukan oleh produk Anda, apa yang sebenarnya Anda skala — kompleksitas bentuk atau jumlah tekukan?
Jika prototipe Anda menuntut geometri agresif tetapi permintaan produksi Anda ringan, maka finger brake bisa menjadi jawaban yang tepat — sampai Anda menyamakan kecepatan prototipe dengan kapasitas produksi.
Kotak dan pan brake dapat diatur dalam hitungan menit untuk sebuah penutup baru. Tarik blok penjepit, geser lembaran, tekuk dengan cepat. Untuk produksi khusus dan perubahan desain teknik, kecepatan itu lebih penting daripada tonase mentah. Waktu pengaturan mengalahkan waktu siklus ketika jumlah rendah dan bentuk sering berubah.
Namun skala mengubah perhitungannya.
Finger brake manual melambat saat bagian menjadi lebih lebar dan lebih berat. Di atas empat kaki, sering kali diperlukan dua operator. Setelah dua puluh atau tiga puluh tekukan, kelelahan mulai terasa dan konsistensi sudut bergeser. Sementara itu, press brake CNC dengan penghentian pengukur belakang yang dapat diprogram dapat menghasilkan 600 tekukan per jam setelah diatur dengan benar. Sudut yang sama. Kedalaman yang sama. Tanpa perdebatan.
Jadi inilah bagian yang tidak jelas.
Anda tidak memilih mesin yang memiliki skala “lebih.” Anda memilih mesin yang menskalakan kendala yang mendefinisikan produk Anda. Jika bisnis Anda adalah penutup yang dalam dan kompleks dalam volume sedang, penskalaan fleksibilitas geometris lebih penting daripada kebanggaan tekukan per jam. Jika bagian Anda dangkal tetapi tebal dan berulang, penskalaan kekuatan dan keterulangan adalah kuncinya.
Ketika baik ketebalan maupun tinggi dinding berada di batas, putuskan kompromi mana yang lebih memengaruhi model pendapatan Anda: tenaga kerja lebih lambat dengan jaminan ruang bebas, atau otomasi lebih cepat yang berisiko mendiskualifikasi geometri. Satu membatasi throughput. Yang lain bisa mendiskualifikasi bagian sepenuhnya.
Bawa ini ke depan: mesin tidak bersaing dalam fitur. Mereka bersaing dalam kendala fisik mana yang mereka hilangkan dari model bisnis Anda.
Setelah Anda melihat itu, Anda berhenti bertanya tentang “jari press brake” — dan mulai bertanya kendala mana yang mampu Anda jalani.


















