

Geçen kış, bir alıcı yepyeni 3 metrelik bir abkant presi gururla benim atölyeme getirdi. İki hafta sonra, yan duvarları ezmeden derin bir elektrik kutusu şekillendiremediğini soruyordu. Sürekli, “Ama parmakları var” diyordu.”
O kelime ona yüz binlerce dolara mal oldu.
Geometriyi kelimelerle düzeltemezsiniz. Ancak makinenin hangi kısmının gerçekten işi yaptığını anlayabilirsiniz.
Eğer “parmak” istiyorsanız ama ne yapması gerektiğini sormuyorsanız, yanlış makineyi satın almaya zaten yarı yarıya yaklaşmışsınızdır.
Çok fazla abkant presin yanında durdum; bir satıcı sehpa ölçüsüne vurdu ve küçük ayarlanabilir çubuklara “parmak” dedi. Bunlar içeri/dışarı, sağ/sol hareket eder, flanş uzunluğunu ayarlar. Ekranda 2.000 inç girersiniz, duraklar 2.000 inçe hareket eder ve ram inmeden önce sac onlara çarpar. Tüm görevleri budur: işi konumlandırmak. Zımba kalıba inerken, duraklar sadece seyircidir.
Neredeyse uyan bir anahtarı kavramak gibi, yeterince yakın hissedersiniz—ta ki cıvata yuvası bozulsun ve aletin hiç onu çevirmek için yapılmadığını anlayana kadar.
Peki tam olarak bükme işlemini yapan nedir?
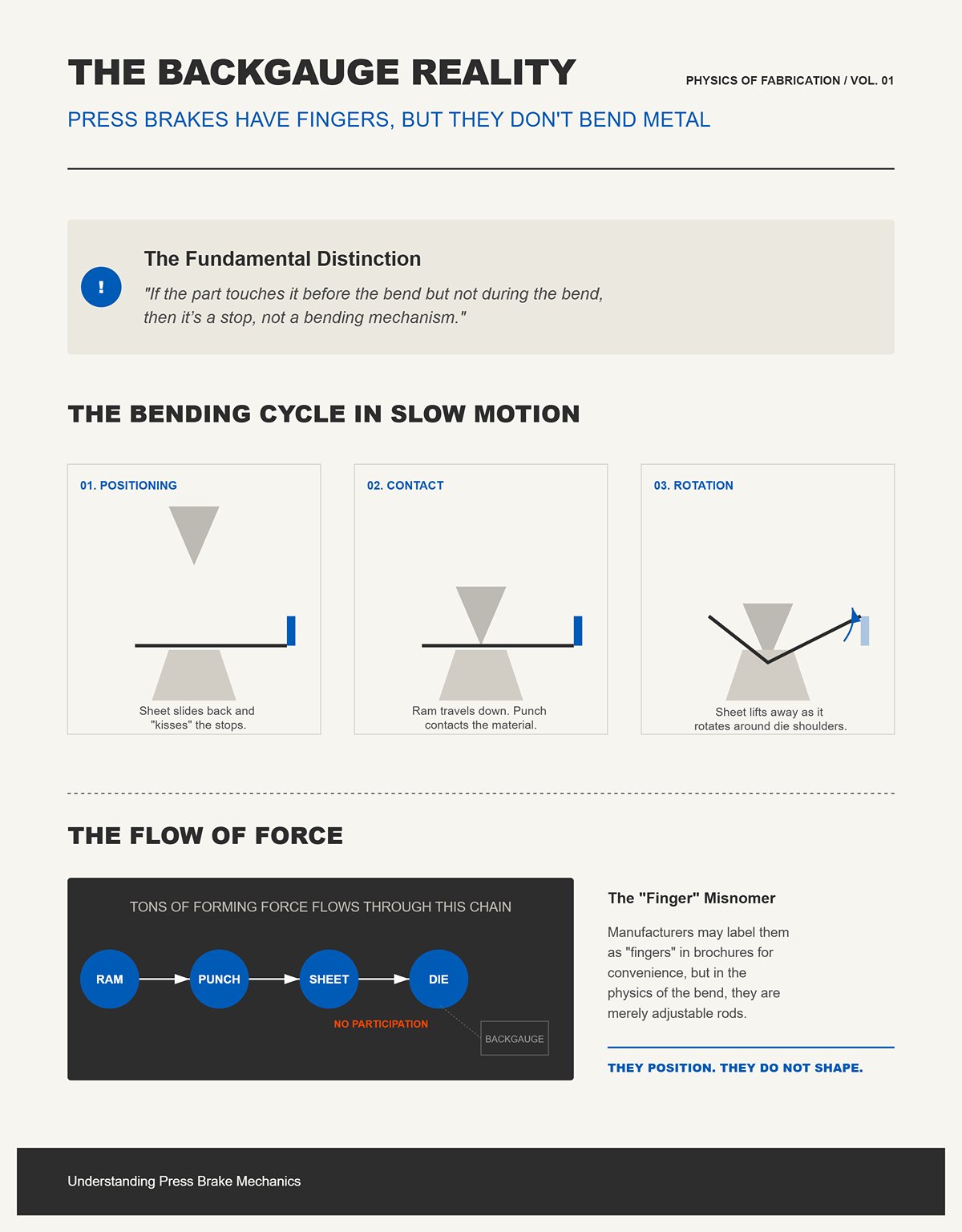
Parça bükmeden önce ona değiyor, ama bükme sırasında değmiyorsa, o bir stopudur, bükme mekanizması değil.
Bir abkant presin döngüsünü yavaşlatılmış şekilde izleyin. Sac geri kayar, duraklara dokunur ve ram aşağı iner. Zımba malzemeye temas ettiği anda, sac bu duraklardan uzaklaşır çünkü metal kalıp omuzları etrafında döner. Bükme kuvveti—tonlarca—ramdan zımbaya, sacdan kalıba akar. Arka ölçü sistemi ise hareketin arkasında öylece durur.
Evet, bazı üreticiler o ayarlanabilir çubuklara rahatça “parmak” der. Duymuşumdur. Düzeltmişimdir. Broşürde istediğiniz gibi adlandırın; bükmenin fiziğinde, onlar katılmazlar.
Eğer metali şekillendirmiyorlarsa, neden insanlar makinenin “parmakları var” diye iddia eder?
Atölyenin karşı tarafından segmentli takıma bakarsanız, karışıklığın nasıl başladığını görebilirsiniz.
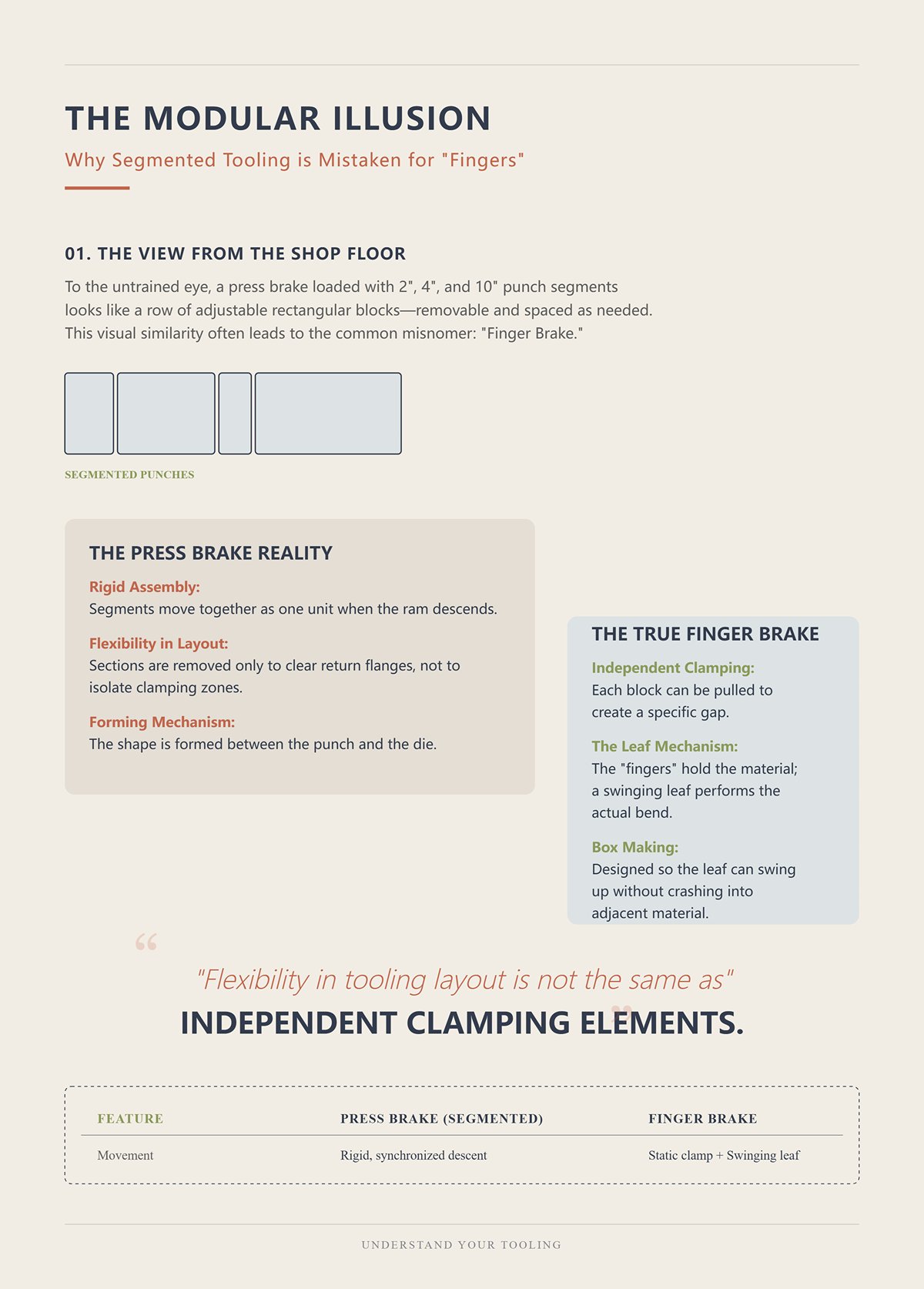
Üst kirişe yüklenmiş 2 inç, 4 inç ve 10 inçlik zımba segmentlerinin yan yana dizildiğini hayal edin. Eğitimsiz birine göre bunlar, çıkarılabilir, ayarlanabilir ve ihtiyaç halinde aralıklarla yerleştirilebilen dikdörtgen bloklardan oluşan bir sıra gibi görünür. Müşterilerin buna işaret edip “Gördün mü? Parmak bükücü” dediğini çok gördüm.”
Ama bu segmentler zımbadır. Ram aşağı indiğinde tek parça olarak hareket ederler. Geri dönüş flanşını boşaltmak için bir bölümü çıkarabilirsiniz, elbette. Bu, takım yerleşiminde esnekliktir, bağımsız sıkıştırma elemanları değil. Gerçek bir parmak bükücüde, her bir sıkıştırma bloğu çekilerek boşluk oluşturulur, böylece yaprak yukarı kalkıp kutu yanını şekillendirebilir ve bitişik malzemeye çarpmaz. Bloklar sıkıştırma mekanizmasıdır; yaprak bükme koludur.
Bir abkant prese gelince, sıkıştırıcı ramdır ve şekillendirme zımba ile kalıp arasında olur. Segmentler sallanmaz. Sıkıştırma bölgelerini ayırmazlar. Sadece zımbanın kiriş boyunca nerede bulunduğunu şekillendirirler.
Bu ayrımı bulanıklaştırdığınızda, kendinizi ne tür bir hataya hazırlıyorsunuz?

Eğer segmentli zımbaların, parmaklı abkant fren kabiliyetine denk olduğunu düşünüyorsanız, o zaman bir pres frende derin dört taraflı bir muhafaza şekillendirmeye çalışacak ve duvarların takımlarınızla neden çarpıştığını merak edeceksiniz.
Bunu gerçekleşirken izledim. Bir atölye hızlı bir CNC pres freni satın alıyor—saatte 600 büküm, sorun yok—ve “parmaklar”ın dar kutu işini bir parmaklı fren gibi yapabileceğini varsayıyor. İlk prototip kalıba çarpıyor, ikinci flanş yukarı kalkıyor ve önceden bükülmüş duvar zımba gövdesine tosluyor. Şimdi özel kuğu boynu takımlardan, özel kalıplardan, çeşitli geçici çözümlerden bahsediyorlar. Pahalı olanlardan.
Bir parmaklı fren, geometrik özgürlük karşılığında hız ve tekrarlanabilirliği feda eder. Bir pres fren ise geometrik özgürlük karşılığında kuvvet, hassasiyet ve verimlilik kazanır. Bükme mekanizmasını malzeme durdurucusuyla karıştırırsanız, bu ödünleşimleri de karıştırırsınız.
Ve eğer bükme sırasında gerçekten hareket eden bloklar bu kadar önemliyse, peki bunlar bizzat sıkıştırma sistemi olduğunda ne olur?
Bükmede hareket eden unsurlar sıkıştırma bloklarının bizzat kendileri olduğunda ne olduğunu sordunuz.
Bir iş sahasında 48 inçlik bir kutu ve kapaklı freni gözünüzde canlandırın. Sac, segmentli bir sıkıştırma çubuğunun altına kayar. Operatör bir kolu aşağı çeker ve dikdörtgen çelik bloklardan oluşan bir sıra malzemeyi yatağa sıkıca bastırır. Sonra alt yaprak—uzun, menteşeli bir plaka—yukarı doğru döner ve sacın açıkta kalan kenarını 90 derecenin ötesine kadar siler. Sıkıştırma çubuğu aşağı dalmaz. Zımba inmez. Yaprak döner.
Bütün numara bu.
Eğer makine delme yerine dönme yoluyla büküyorsa, o zaman kuvvetin izlediği yol tamamen değişir. Bir pres frende, koç bir zımbayı kalıba iter ve malzeme dar bir V içinde akar. Bir kutu ve kapaklı frende ise sac, tüm büküm hattı boyunca sıkıştırılır ve yaprak aynı hat boyunca tork uygular. Bu, lokalize değil, dağıtılmış bir yüktür. Metal, bir eksen etrafında silinmektedir; bir boşluğa zorlanmamaktadır.
Peki ya sıkıştırma blokları? Onlar bükme referansıdır. Yaprak hareket ederken, hareket etmemesi gereken her şeyi tutarlar.
Arabadan yanlış anahtarı almak gibi, bir pres fren yeterince benzer görünür, ta ki bükmenin ortasında fark edene kadar: Üzerinde hiçbir şey sallanmaz—her şey dalar.
O halde neden o sıkıştırma çubuğunu parçalara ayırmakla uğraşıyoruz?
Bir keresinde küçük bir HVAC atölyesi bana beş yüzeyli bir hava kanalı geçiş parçası getirmişti—alt, dört duvar, üst yok. Üç tarafı bükmüşlerdi ve çarpışma olmadan dördüncüyü nasıl kapatacaklarını anlayamıyorlardı. Bir pres frende, o geometrinin üstesinden aşamalı kalıplama ve dikkatli sıralama ile gelirsiniz. Bir kutu ve kapaklı frende ise, yan duvarların oturacağı yerlerdeki iki sıkıştırma segmentini çıkarır, parçayı kalan blokların altına kaydırır, sadece bükülecek düz yüzeyi sıkıştırır ve yaprağı kaldırırsınız. Oluşmuş duvarlar boşluklarda durur.
Eğer geri dönen flanşlar için boşluk gerekiyorsa, sıkıştırma çubuğunda fiziksel boşluk alanları yaratmanız gerekir. İşte segmentlerin var olma sebebi budur. Ayarlanabilirlik için değil. Yokluk için.
Her blok, önceden şekillendirilmiş duvarların o alanı işgal edebilmesi için çıkarılabilir. Segmentli sıkıştırma çubuğu, makinenin var olma nedenidir. Onsuz, yaptığınız ilk geri dönüş flanşı ikincisini engellerdi. Geometri, kendi parçanıza erişmenizi kilitlerdi.
Efsane burada çarpıtılır. Evet, bir pres freni 2 inçlik ve 4 inçlik zımba segmentleriyle yükleyip aralarında boşluklar bırakabilirsiniz. Forumlarda atölyeler, bu şekilde dört fit uzunluğunda 12 ölçülük sacı bükmeyi tartışırlar. Ve sığ şekiller için, dikkatli büküm sıralarıyla biraz esneklik taklidi yapabilirsiniz. Ancak o zımba segmentleri koçla birlikte hareket etmeye devam eder. Seçici olarak sıkıştırmazlar. Bağımsız tutma bölgeleri oluşturmazlar. Sadece zımba hattından çeliği çıkarırlar.
Sıkıştırma sistemi, bir flanşı diğerinden ayıramıyor ve birini tutarken diğerine boşluk sağlayamıyorsa, o zaman aynı geometrik özgürlüğe sahip değilsiniz—atölyenin öbür ucundan takım ne kadar modüler görünürse görünsün.
Bu özgürlük bir bedelle gelir.
Manuel bir 16 ölçü kutu ve pan freni önünde durun ve tam genişlikte 10 ölçü yumuşak çeliği bükmeye çalışın. Çekişin yarısında kolun size karşı koyduğunu hissedeceksiniz. Yaprak esner. Sıkıştırma çubuğu ortada kalkmaya başlar. Basınç malzemeyi buruna sıkı tutmaya yetmediği için bükme hattı yuvarlanır.
Makine, dağıtılmış sıkıştırmaya ve insan gücüyle uygulanan kaldıraç kuvvetine dayanıyorsa, kalınlık hızla düşman haline gelir.
Fizik basittir. Daha kalın çeliği plastik olarak şekillendirmek için daha yüksek bükme momentine ihtiyacınız var. Pres freninde, tonaj eklersiniz—hidrolikler yorulmaz. Kutu ve pan freninde, tork bir menteşe ve uzun bir kol üzerinden gelir. Sıkıştırma çubuğu, bu torku tüm genişliği boyunca direnmelidir. Kalınlık arttıkça, kaymayı önlemek için gerekli sıkıştırma kuvveti artar. Şasi esner. Yaprak esner. Bükme açısı uzunluk boyunca değişir.
Çoğu manuel kutu ve pan fren tam genişlikte yaklaşık 16 ölçü yumuşak çelikte sınırlandırılır; daha ağır ölçüler yalnızca daha kısa uzunluklarda mümkündür. Bu bir pazarlama sınırlaması değildir. Bu, kiriş sapması ve kaldıraçtır.
İki hafta sonra, yan duvarları ezmeden derin bir elektrik muhafazası neden yapılamadığını soruyordu. Cevap bir broşürde saklı değildi. Mekanizmanın içinde saklıydı. Bir kutu ve pan fren size boşluk sağlar çünkü kuvveti yayar ve silme hareketi yapar. Bir pres fren size güç sağlar çünkü kuvveti yoğunlaştırır ve dalma hareketi yapar.
Hafif ölçüde derin, çok yüzeyli geometriniz varsa, gerçek “parmak” makine kendini kanıtlar. Eğer kalınlık, hassasiyet ve tekrar edilebilir tonaj istiyorsanız, sektörün neden punch ve die'a yöneldiğinin bir nedeni vardır.
Sıkıştırma blokları tutma işini yapıyorsa—ve yaprak bükmeyi yapıyorsa—boşluk kazanır ama gücü kaybedersiniz.
Ve bu değiş-tokuş, iki makinenin yan yana var olmasının, birinin diğerini değiştirmemesinin tam olarak nedenidir.
36 inç genişliğinde, 14 ölçü yumuşak çelikten, dört tarafı 3 inç yüksek bir şasi için çizimin önünde duruyorsunuz. Atölyedeki bir makine tam genişlikte 16 ölçüye kadar çıkabiliyor ve segmentli sıkıştırma blokları var. Diğeri, standart V-die seti ve programlanabilir arka durakları olan 135 tonluk hidrolik bir pres freni. Hangisinin yanına taşıma arabasını götürürsünüz?
Parça, menteşeli bir yaprak ve sıkıştırma çubuğunun fiziksel olarak dayanabileceğinin ötesinde bir kuvvet gerektiriyorsa, karar malzeme kalınlığını okuduğunuz gün verilmiştir.
Sebep markalaşma değildir. Mekaniktir.
İlk prototip die'a vurur, ikinci flanş kalkar ve önceden şekillendirilmiş duvar punch gövdesine çarpar. Bunu söylemekten hoşlanmasam da defalarca gözlemledim. Operatör makinenin “parmakları” olduğunu iddia eder. Bununla segmentli punch'ları kasteder. Eksik çeliği, eksik geometrinin yerine koyar.
Bir pres fren, bükme hattı boyunca sıkıştırıp levhayı bir pivot etrafında silme hareketi yapmaz. Punch'ı V şeklindeki bir die açıklığına sürer. Hava bükmede—yani punch die’a tamamen oturmaz—levha üç noktada temas eder: punch ucu ve iki die omuzu. Bu üç nokta temas kaldıraç yaratır. Punch derinliğini birkaç binlik değiştirin, ve açı değişir. Metali bir burun etrafında sarmıyorsunuz; yük altında penetrasyon derinliğini kontrol ediyorsunuz.
Bu yüzden hava bükme, bottoming veya coining’den çok daha az tonajla 90 dereceye ulaşabilir. Malzemeyi die açısına tamamen uymaya zorlamıyorsunuz. Geri esnemeye izin veriyor ve hesaplanmış fazla bükme ile telafi ediyorsunuz. Daha az kuvvet, açıda daha fazla esneklik, aynı takımlar.
Ama satış sahasında kimsenin bahsetmediği püf noktası burada.
Eski hidro-mekanik frenlerde—CNC öncesi, pompa aşağı sistemler—ram ağırlığı ve hidrolik itiş küçük parçalar için her zaman yeterince tutarlı değildi. Hava bükme, malzeme kalınlığı veya çekme mukavemetindeki birkaç binlik varyasyon farklı geri esneme anlamına geldiği için kayardı. Açı varyasyonu bir gizem değildi. Fizikti. Atölyeler parçaları hava bükme olmadığından değil, tonaj ve pozisyon kontrolü yeterince güvenilir olmadığından bottoming yapardı.
Şekillendirme yönteminiz, sacı yerine sabitleyen fiziksel sıkıştırma blokları yerine sürekli, hassas ölçülen kuvvetlere bağlıysa, malzeme değişkenliği doğruluk denklemimizin bir parçası olur.
Bu, değiş tokuşun kendisidir. Bir parmaklı bükme presi (finger brake), mekanik sınırlamadan tekrarlanabilirlik elde eder. Bir pres bükme makinesi (press brake) ise kontrollü kuvvet sayesinde çok yönlülük kazanır.
Peki o 135 tonluk makineyi satın aldığınızda gerçekte neye para ödüyorsunuz?
Bir keresinde bir alıcı, bölümlü zımba takımına işaret ederek büyük bir bükme presini haklı çıkarmaya çalışmıştı. “Esnek,” demişti. “Bölümleri çıkarabiliyoruz.” Sürekli “Ama parmakları var,” diyordu.”
Hayır. Modüler takımları vardı.
Eğer çoğunlukla 48 inç altındaki 20 numara kanal ve hafif kutular büküyorsanız, 135 tonluk bir bükme presi asla kullanamayacağınız bir güçtür. 1 inçlik bir V açıklığı üzerinde 20 numara yumuşak çeliği havada bükmek, makinenin ayak başına nominal kapasitesinin yalnızca bir kısmını gerektirir. Geri kalan tonaj oranı, boşta duran demir ve hidrolik yükten ibarettir. Siz, daha kalın levhaları taşımak üzere tasarlanmış silindirlere, çerçeve rijitliğine ve kontrol sistemlerine para ödemiş oldunuz.
Bu, iş değişene kadar israf gibi görünür.
Bir gün 36 inç uzunluğunda 10 numara bir braket geldiğinde, manuel bir kutu ve tava bükme presi daha başlamadan bitmiştir. Gerekli bükme momenti kalınlıkla birlikte hızla artar — ince sacla kıyaslandığında üstel olarak. Bir pres bükmede, V kalıp genişliğini değiştirir, ayak başına tonajı hesaplarsınız ve pedala basarsınız. Hidrolikler itiraz etmez. Tonaj için üretilmiş çerçeveler, parmaklı bir bükme presi gibi eğilip bükülmez.
İş karışımınız inceyle kalın arasında gidip geliyorsa, tonaj için ödeme yapmak aşırı değildir. Bu bir sigortadır.
Ancak sigortaların istisnaları vardır.
Çünkü o tüm kontrollü kuvvet hâlâ tek bir inen kütle olarak hareket eden bir zımba ve kalıp arasında gerçekleşir. O koçta hiçbir şey, bir flanşı seçici olarak sıkıştırıp diğerini boşta bırakmaz. Arka dayama durdurucuları parçayı konumlandırır; bölümlü sıkıştırma blokları gibi izole bölgeleri aşağıda tutmaz.
Peki geometri kendi içine kapandığında ne olur?
| Bölüm | İçerik |
|---|---|
| Takım Maliyeti ve Çok Yönlülük | Aslında ihtiyaç duymadığınız tonaj için mi ödeme yapıyorsunuz? |
| Alıcının Gerekçesi | Bir alıcı, çıkarılabilir bölümler olduğu için esnek olduğunu iddia ederek bölümlü zımba takımına işaret edip büyük bir bükme presi satın alımını haklı çıkarmıştı. Sürekli “Ama parmakları var,” diyordu. Aslında modüler takımları vardı. |
| Hafif İşler İçin Aşırı Kapasite | Eğer yapılan işlerin çoğu 48 inç altındaki 20 numara kanal ve hafif kutuların bükülmesiyse, 135 tonluk bir bükme presi kullanılmayan kapasite sağlar. 1 inçlik V açıklığı üzerinde 20 numara yumuşak çeliği havada bükmek, makinenin ayak başına nominal tonajının yalnızca bir kısmını gerektirir. Geriye kalan kapasite, daha kalın levhalar için tasarlanmış boşta duran demir ve hidrolik yükü temsil eder. |
| Kapasite Gerektiğinde | 36 inç uzunluğunda bir 10 numara braket ortaya çıktığında durum değişir. Manuel bir kutu ve tava bükme presi bunun üstesinden gelemez. Bükme kuvveti gereksinimleri kalınlıkla birlikte hızla artar. Bir pres bükmede, V kalıp genişliğini ayarlarsınız, ayak başına tonajı hesaplarsınız ve işlemi gerçekleştirirsiniz. Hidrolikler ve rijit çerçeveler, parmaklı bir bükme presi gibi eğilmeden yükü taşır. |
| Sigorta Argümanı | İş yükünüz ince ve kalın malzemeler arasında değişiyorsa, daha yüksek tonaj için ödeme yapmak fazlalık değildir — bu bir sigortadır. |
| Kuvvetin Sınırlamaları | Ancak, bu kontrollü kuvvet, tek bir inen kütle gibi hareket eden bir zımba ve kalıp arasında gerçekleşir. Koç, bir flanşı sıkıştırırken diğerini serbest bırakamaz. Geri ölçüm sistemleri parçayı konumlandırır ancak belirli bölgeleri parçalı sıkıştırma blokları gibi izole edip tutmaz. |
| Geometrik Kısıtlamalar | Parça geometrisinin kendi üzerine kapanmaya başladığı durumlarda, abkant presin fiziksel olarak gerçekleştirebileceği işlemler sınırlıdır. |
Derin bir elektrik muhafazası düşünün: dört duvar 6 inç yüksekliğinde, üstte dönüş flanşları, 14 gauge çelik. İlk kenarı bükün—sorun yok. İkinci kenar—zımba boşluğunu izleyin. Üçüncü kenar—yalnızca dikey hareket eden bir takımın etrafında bir kutu geçiriyorsunuz.
Dördüncü flanşta artık tonajla değil, çarpışmayla mücadele ediyorsunuz.
Standart düz zımbalar ve V kalıplar açık geometri varsayar. Koç düz bir hat boyunca iner. Daha önce oluşturulmuş herhangi bir duvar, parça ile birlikte yukarı kalkar. O duvar, zımba omuzları arasındaki açıklıktan daha yüksekse veya zımba gövdesine çarpıyorsa, kilitlenirsiniz. Bükme sırasını değiştirebilir, boşluk için kaz boynu zımbalar kullanabilir, hatta ters çevirip geri ölçüm duraklarını referans alabilirsiniz — ancak her zaman dalan bir takımla çalışırsınız, hiçbir zaman sıkıştırma hattı boyunca boşluklar oluşturan bir takımla değil.
Bir kutu ve pan bükme presi bunu çıkarma yoluyla çözer. İki sıkıştırma segmentini çıkarın, oluşturulmuş duvarları bu boşluklara kaydırın, yalnızca bükülecek düz kısmı sıkıştırın ve silin. Boşluk, sıkıştırma sisteminin kendisine entegre edilmiştir.
Eğer iş derinse, çok yüzeyli ve ince sac ise, o zaman parçalı sıkıştırma blokları güç değil geometri araçlarıdır.
Abkant pres, endüstrinin kalınlıkla orantılı kuvvet, programlanabilirlik ve açı kontrolüne ihtiyaç duyması nedeniyle sıkıştırma bloklarının ötesine evrimleşmiştir. Ancak bu, blokların yarattığı boşlukların yerini almak için evrimleşmemiştir. Dağıtılmış torku yoğun tonaja dönüştürmüştür.
İşe yanlış anahtarı getirirseniz, civata yarı yolda sıyrılana kadar fark etmezsiniz.
Bu yüzden makinenin “parmakları var mı” diye sormadan önce, daha basit bir şey sorun: bu parça kuvvet eksikliğinden mi, yoksa boşluk eksikliğinden mi başarısız oluyor?
10 gauge bir muhafaza, 12 inç derinlikte, dört yan yukarı, üstte 1 inçlik dönüş flanşları. Bir atölyenin bunu 175 tonluk bir abkant pres üzerinde uzun bir kaz boynu zımba ile denediğini izledim. İlk iki bükme temizdi. Üçüncü bükmede kutunun eğilmesi ve geri ölçüm duraklarından yeniden referans alınması gerekti. Dördüncüde, yan duvar açı 70 dereceye ulaşmadan önce zımba gövdesine sürtündü. Bolca tonaj kaldı. Sıfır boşluk kaldı.
İşte o anda tartışma teorik olmaktan çıkar.
Bir iş hem yüksek tonaj hem de derin, kapalı geometri gerektiriyorsa, hangi makinenin daha güçlü olduğunu sormazsınız. Dördüncü bükmeyi parçayı takım çeliğiyle kendi duvarları arasına sıkıştırmadan tamamlayabilen makineyi sorarsınız. Eğer muhafaza duvarları zımbanızın etrafındaki dikey açıklıktan daha yüksekse, kuvvet önemsiz hale gelir. Geometri sizi kilitlediğinde, çelik silindirlerin ne kadar büyük olduğuyla ilgilenmez.
Peki bu kilitlenme aslında nasıl gerçekleşir?
Aklınızda basit bir dört taraflı kutu kurun. İlk bükme bir duvarı kaldırır. İkinci bükme bir diğerini kaldırır. Üçüncüye geldiğinizde, yalnızca aşağı doğru hareket eden bir zımba etrafında U şeklinde bir kanal besliyorsunuz. Daha önce şekillendirilmiş duvarlar her vuruşta yükselir çünkü koç boşluk yaratmaz—içine girer.
Şimdi her duvarın üst kısmına 1 inçlik bir geri kıvrım ekleyin. Bu kıvrım, zımba gövdesi için kullanılabilir etkili boğaz derinliğini kısaltır. Temizlik için tasarlanmış bir kaz boynu profili bile bir bel kemiğine sahiptir. Duvar yüksekliği artı geri kıvrım bu bel kemiği uzaklığını aştığında, zımba gövdesi engel haline gelir.
Üç farklı geçici çözüm denemeye çalışan operatörler gördüm.
Birinci: gerekli nüfuz derinliğini azaltmak için dar bir V kalıbıyla hava bükme. Bu açı kontrolüne yardımcı olur, fakat duvar yüksekliği zımba geometrisine göre değişmez. Çarpışma noktası sadece birkaç derece sonra gerçekleşir.
İkinci: açıyı tek kontrollü vuruşta zorlamak için dip bükme. Evet, dip bükme malzemeyi tamamen kalıp açısına iter ve tekrarlanabilirliği artırır. Aynı zamanda temas alanını ve riski de artırır. Yan duvar zaten zımba gövdesine sürtüyorsa, dip bükme sadece bağlandığında daha sert vurmak anlamına gelir. Parçalar çizilir. Takımlar aşınır. İkisini de değiştirdim.
Üçüncü: alt kirişi üzerinde işi yükseltmek ve boşluk kazanmak için istiflenmiş takımlar. Bu işe yarar—ta ki koç stroku bitene ya da aşırı istif yüksekliği nedeniyle dengesizlik başlayana kadar. Uzun takım istifleri yük altındaki bir sütun gibi davranır. Sapma, uzunluk boyunca açı değişimi olarak ortaya çıkar.
Bu derin muhafaza testidir: şekillenmiş geometrinin son vuruş sırasında zımba gövdesine çarpmadan tüm bükmeleri tamamlayabilir misiniz?
Bir kutu ve kanal fren bunu farklı yanıtlar. Duvarların yer kaplaması gereken yerlerde sıkıştırma segmentlerini çıkarırsınız. Sac yalnızca aktif bükme hattı boyunca sıkıştırılır ve yaprak geri kıvrımı yukarı silecek şekilde döner. Şekillenmiş duvarlar bükme başlamadan önce oluşturduğunuz boşluklarda durur. Boşluk, vuruş ortasında savaşmanız gereken bir şey değildir; kolu çekmeden önce tasarlanmıştır.
Bir makine daralan bir boşluğa dikey olarak girer. Diğeri açık havada döner.
Eğer dördüncü bükme aleti hapsediyorsa, hiçbir miktarda tonaj yanlış makineyi kurtarmaz.
Ama belki düşünüyorsunuz: tamam, parmak freni geometriden kazanıyor. Ya ayda sadece on kutuya ihtiyacım varsa?
Kısa bir seri hayal edin—sekiz derin muhafaza, 14 numara sac, 8 inç yükseklik, geri kıvrım yok. Bir pres bükmede, bir kaz boynu zımba seçiyorsunuz, kalıp yüksekliğini eşleştiriyorsunuz, alt takım tutucu artı kalıp artı zımba hâlâ stroktan pay bırakıyor mu kontrol ediyorsunuz. Duvar boşluğunu onaylamak için hurda bir sacla kuru deneme yapıyorsunuz. Belki takım istiflediyseniz paralellik için şim kullanıyorsunuz.
Bu teori değil. İlk iyi parçadan önce geçen bir saattir.
Bir CNC pres bükmede, ayar tamamlandıktan sonra bükme çevrim süresi hızlıdır. Geri ölçer durakları otomatik olarak hareket eder. Açı düzeltmesi programlanabilir. Elli parça için bu kurulum maliyeti yayılır ve mantıklı hale gelir.
Şimdi manuel bir kutu ve kanal frenine geçin. İhtiyacınız olmayan sıkıştırma bloklarını çekersiniz, sacı kaydırırsınız, bükme derinlik durdurucusunu ayarlarsınız ve başlarsınız. Kurulum fiziksel, hesaplamalı değildir. Düşük hacimlerde, özellikle duvar yükseklikleri makinenin kapasitesi dahilindeyken, sadelik kendini gösterir. Takım istifi hesaplaması yok. Koç stroku bütçelemesi yok.
Ama kapasite, sonunda çarptığınız duvardır. Tam genişlikte 16 numara yumuşak çelik için derecelendirilmiş bir manuel parmak freni, sadece sekiz parçanız olduğu için 10 numaraya nazikçe uzamayacaktır. Kalınlıkla birlikte bükme momenti artar ve malzeme düzgün şekilde akmadan önce sıkıştırma çubuğu eğilir. Tutarsız açılar ve bir haftada on yıl yaşlanan bir makine elde edersiniz.
Yani düşük hacim her zaman basit makineyi avantajlı kılmaz. Avantaj, kapasite sınırı gerçekten parçanızı kapsayan makinededir.
Eğer geometri boşluk gerektiriyor ve kalınlık kuvvet talep ediyorsa, iki yarım cevabın arasında duruyorsunuz. Hangi taviz daha az acıtıyor?
Bölümlü abkant pres takımını kullandım—yerel boşluk oluşturmak için çıkarabileceğiniz modüler punch bölümleri. Sürekli “Ama parmakları var” diyordu. Hayır. Bölümlü punch’lar ve ayarlanabilir geri dayama durakları vardı. Sıkma mekanizması hiç değişmedi.
İşte uygulamada olanlar.
Yan duvarların boşluğa ihtiyacı olduğu yerlerde punch bölümlerini çıkarırsınız. Bu punch hattında yatay bir boşluk oluşturur. Güzel. Ancak koç hâlâ tek bir kiriş olarak iner. Kalan punch bölümleri, çalıştıkları uzunluk boyunca tam tonajı taşımak zorundadır. Gerilim, aktif segmentlerin omuzlarında yoğunlaşır. Kalın malzemede, bu daha yüksek yerel yük ve yüklenen ile yüklenmeyen bölgeler arasındaki geçişte potansiyel sapma anlamına gelir.
Ayrıca büküm hattı boyunca sürekli destek kaybedersiniz. Derin kutularda bu, eğer takım ve taç ayarı mükemmel değilse segment kenarları yakınında hafif açı sapmasına dönüşebilir. Kullanılabilir. Mucize değil.
Gerçek bir kutu ve pan brake ile karşılaştırın: sıkma blokları yalnızca gerektiği yerde dağıtılmış basınç uygular ve yaprak, tüm büküm uzunluğu boyunca uniform bir dönme hareketi sağlar. Duvarlar arasında ilerleyen kütle yoktur. Geometri, kuvvet uygulanmadan önce çözülür.
Bölümlü abkant pres takımı bir uzlaşmadır. Özellikle orta yükseklikteki duvarlarda ve dikkatli sıralama ile bir abkantın geometrik erişimini genişletebilir. 3 inçlik punch ve yığılmış kelepçelerle 10,5 inç derinliğinde bir kutunun başarıyla böyle şekilde oluşturulduğunu gördüm. Bu, punch profili, kalıp yüksekliği ve kutu derinliği dar bir uyumluluk aralığında olduğu için çalıştı.
O aralığı duvar yüksekliğinde bir inç ya da malzeme kalınlığında bir ölçüyle kaçırırsanız, tekrar çakışma veya aşırı yüklenmeye dönersiniz.
Şimdi alıcılara sorduğum karar noktası şu: en derin muhafazanızın en yüksek duvarını çizin. Herhangi bir geri döner flanşı ekleyin. Son büküm sırasında büküm hattından en yüksek engelleme noktasına kadar ölçün. Sonra bunları yük altındaki punch profilinizin gerçek dikey ve yatay boşluğu ile karşılaştırın.
Rakamlara kâğıt üzerinde sığmazsa, 150 ton altında da sığmaz.
Bu derin muhafaza testidir. Geçerseniz, abkant pres görevini yerine getirir. Kalırsanız, broşürde takım hakkında ne yazdığı kimsenin umurunda olmaz.
Hem duvar yüksekliği hem de malzeme kalınlığı kırmızı çizgiye yakınsa, plakadaki daha büyük sayıya sahip makineyi seçmezsiniz — başarısızlık biçimini tolere edebileceğiniz makineyi seçersiniz.
Alıcıların tam o noktada donduğunu gördüm. Geometri bir şey söylüyor. Tonaj tablosu başka bir şey. Bir karar verici istiyorlar. İşte burada: hangi limit üretimde zarifçe başarısız oluyor ve hangisi seri ortasında parçaları mahvediyor diye sorun. Geometrik boşluğu tükenen abkant pres sizi daha yumuşak bir açıyla uyarmıyor. Çarpışıyor. Sertliği tükenen bir parmak brake sorunu belli etmeye başlar — açı sapması, kelepçe deformasyonu, koldan daha fazla güç isteği. Biri takımı mahveder. Diğeri tutarlılığı mahveder.
Bu fark teorik değil.
Derin muhafazada bir abkant pres geometri mücadelesini kaybettiğinde, bunu dördüncü bükümde yapar; ilk üçe zaten zaman harcadıktan sonra. İlk prototip kalıba temas eder, ikinci flanş kalkar ve önceden şekillendirilmiş duvar punch gövdesine çarpar. Şimdi saat işlerken, takım yığınlarını ve sıralamayı yeniden düşünüyorsunuz. Bir parmak brake kalınlıkta zorlanıyorsa, mücadele ilk bükümde gösterir. Bunu kolda hissedersiniz. Sıkma barı esner. Hurda stoğu oluşturmadan önce durursunuz.
Hangi başarısızlığı yirminci parça yerine birinci parçada keşfetmeyi tercih edersiniz?
Her iki limit de zorsa riski böyle değerlendirirsiniz: maksimum kapasiteye göre değil, makinenin size ne kadar erken yanlış olduğunuzu söylemesine göre.
Hâlâ bir abkant presin “parmakları” olup olmadığını soruyorsanız, görünüşe göre değil, harekete göre alışveriş yapıyorsunuz demektir.
O, sürekli “Ama parmakları var.” diyip duruyordu. Hayır. Kesitli zımbalara ve ayarlanabilir arka dayama duraklarına sahipti. Koç hâlâ daralan bir oyuk içine düz bir şekilde zımbayı aşağıya doğru itiyordu. Gerçek bir parmaklı bükme makinesindeki sıkıştırma blokları, büküm başlamadan önce yolun dışına çekilir. Bir tasarım, boşlukları önceden oluşturur. Diğeri, o boşlukların içinde hayatta kalmaya çalışır.
Bu, bir adlandırma sorunu değil. Bu, hareket bilimi — yani kinematik.
Daha iyi bir satın alma sorusu basit ve sert: son bükümüm sırasında uzayda hangi şekil var? Çiz. Geri dönüşleri ekle. Kenar kıvırmalarını dâhil et. Sonra, takımın o boşluğun etrafında mı yoksa içine mi hareket ettiğini sor. Yanlış anahtarı işe getirmek, cıvata başı çekişin yarısında yalama olana kadar sorun değilmiş gibi gelir. Bir broşürde modüler bir zımba, parmaklı bir bükme makinesine yeterince benzer görünebilir. Vuruşun ortasında, farkı ispatlar.
İşte asıl dönüşüm şimdi gerçekleşir.
Özellikleri listelemeyi bırak. Ölçekli olarak geometrileri haritalamaya başla. Haftada kaç muhafaza üretiyorsun? Duvarlar ne kadar yüksek? Geri dönüşler standart mı yoksa ara sıra mı? Çünkü artık “parmakları var mı” yerine “boşluk yönetimi” açısından düşündüğünde, hibrit pazarlama terimlerinden etkilenmeyi bırakır, hareket yollarını görmeye başlarsın.
Ve geometri ürünün tarafından belirleniyorsa, tam olarak neyi ölçeklendiriyorsun — şekil karmaşıklığını mı yoksa büküm sayısını mı?
Eğer prototiplerin zorlu bir geometrik yapı gerektiriyor ama üretim talebin düşükse, bir parmaklı bükme makinesi doğru cevap olabilir — ta ki prototip hızını üretim kapasitesiyle karıştırana kadar.
Bir kutu ve pano bükme makinesi yeni bir muhafaza için dakikalar içinde kurulabilir. Sıkıştırma bloklarını çek, levhayı kaydır, bükümü tamamla. Özel üretimler ve mühendislik değişimi için bu hız, ham tonajdan daha önemlidir. Miktarlar düşük ve şekiller sürekli değişiyorsa, kurulum süresi çevrim süresini alt eder.
Ama ölçek, matematiği değiştirir.
Manuel parmaklı bükme makineleri parçalar genişledikçe ve ağırlaştıkça yavaşlar. Dört feetin üzerinde, genellikle iki operatör gerekir. Yirmi ya da otuz bükümden sonra yorgunluk başlar ve açı tutarlılığı kayar. Bu arada, programlanabilir arka dayama duraklarına sahip bir CNC pres bükme makinesi, ayarlandıktan sonra saatte 600 büküm çıkarabilir. Aynı açı. Aynı derinlik. Tartışmasız.
İşte açık olmayan kısım bu.
“Daha fazla” ölçeklenen makineyi seçmezsin. Ürününü tanımlayan sınırlamayı ölçekleyen makineyi seçersin. İşin, mütevazı hacimlerde derin, karmaşık muhafazalar üretmekse, geometrik esnekliği ölçeklemek, saatte büküm sayısını övünmekten daha değerlidir. Parçaların sığ ama kalın ve tekrarlayıcıysa, kuvvet ve tekrarlanabilirliği ölçeklemek kazanır.
Hem kalınlık hem de duvar yüksekliği sınır noktasına yakınsa, şu kararı ver: hangisi gelir modelini daha çok etkiler — garantili boşluk ile daha yavaş işçilik mi, yoksa geometrik eleme riski taşıyan daha hızlı otomasyon mu? Biri çıktı hızını sınırlar. Diğeri parçayı tamamen geçersiz kılabilir.
Şunu aklında tut: makineler özellikleriyle rekabet etmez. İş modelinden hangi fiziksel sınırlamayı ortadan kaldırdıklarıyla rekabet ederler.
Bunu bir kez fark ettiğinde, artık “pres bükme parmakları” hakkında sormayı bırakır — ve hangi sınırlamayla yaşayabileceğini sormaya başlarsın.


















