

Прошлой зимой один покупатель вкатил на мой цех совершенно новый 10‑футовый листогибочный пресс, гордый как павлин. Через две недели он спрашивал, почему с его помощью нельзя сформировать глубокий электрический корпус, не смяв боковые стенки. Он все повторял: “Но ведь у него есть пальцы”.”
Это слово обошлось ему в шесть цифр.
Геометрию нельзя исправить словами. Можно лишь понять, какая часть машины действительно выполняет работу.
Если вы просите “пальцы”, не уточняя, что они должны делать, то вы уже наполовину купили неправильную машину.
Я стоял рядом с слишком многими листогибами, где продавец постукивал по заднему упору и называл маленькие регулируемые стержни “пальцами”. Они двигаются вперед‑назад, влево‑вправо, чтобы задать длину отбортовки. На экране вы вводите 2.000 дюйма, упоры перемещаются на 2.000 дюйма, и лист касается их перед тем, как опускается ползун. Это вся их работа — позиционировать заготовку. Когда пуансон опускается в матрицу, упоры остаются зрителями.
Как взять ключ, который почти подходит: кажется, что он достаточен, пока болт не срывается, и вы не осознаёте, что инструмент никогда не предназначался, чтобы его повернуть.
Так что же именно выполняет гибку?
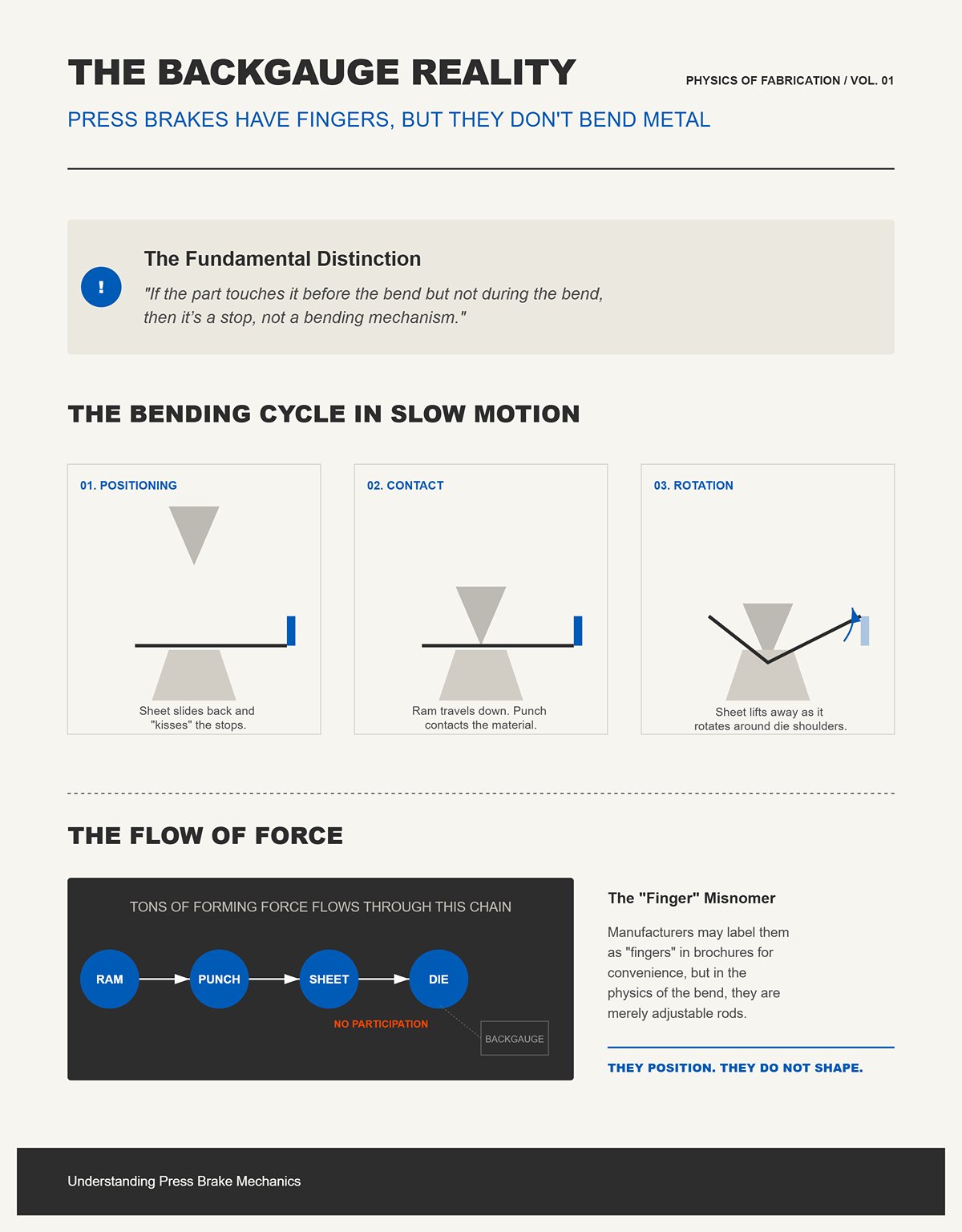
Если деталь касается их перед гибкой, но не во время гибки, значит, это упор, а не механизм гибки.
Посмотрите на цикл работы листогиба в замедленном режиме. Лист отодвигается назад, касается упоров, и ползун движется вниз. Как только пуансон касается материала, лист отрывается от упоров, потому что металл вращается вокруг плеч матрицы. Сила формообразования — тонны её — проходит от ползуна к пуансону, затем к листу и к матрице. Узел заднего упора просто стоит позади происходящего.
Да, некоторые производители небрежно называют эти регулируемые стержни “пальцами”. Я это слышал. Я это исправлял. Называйте их как хотите в рекламных буклетах – с точки зрения физики гибки они не участвуют.
Если они не формуют металл, почему люди уверяют, что машина “имеет пальцы”?
Если вы смотрите на сегментированный инструмент с другого конца цеха, становится понятно, откуда берется путаница.
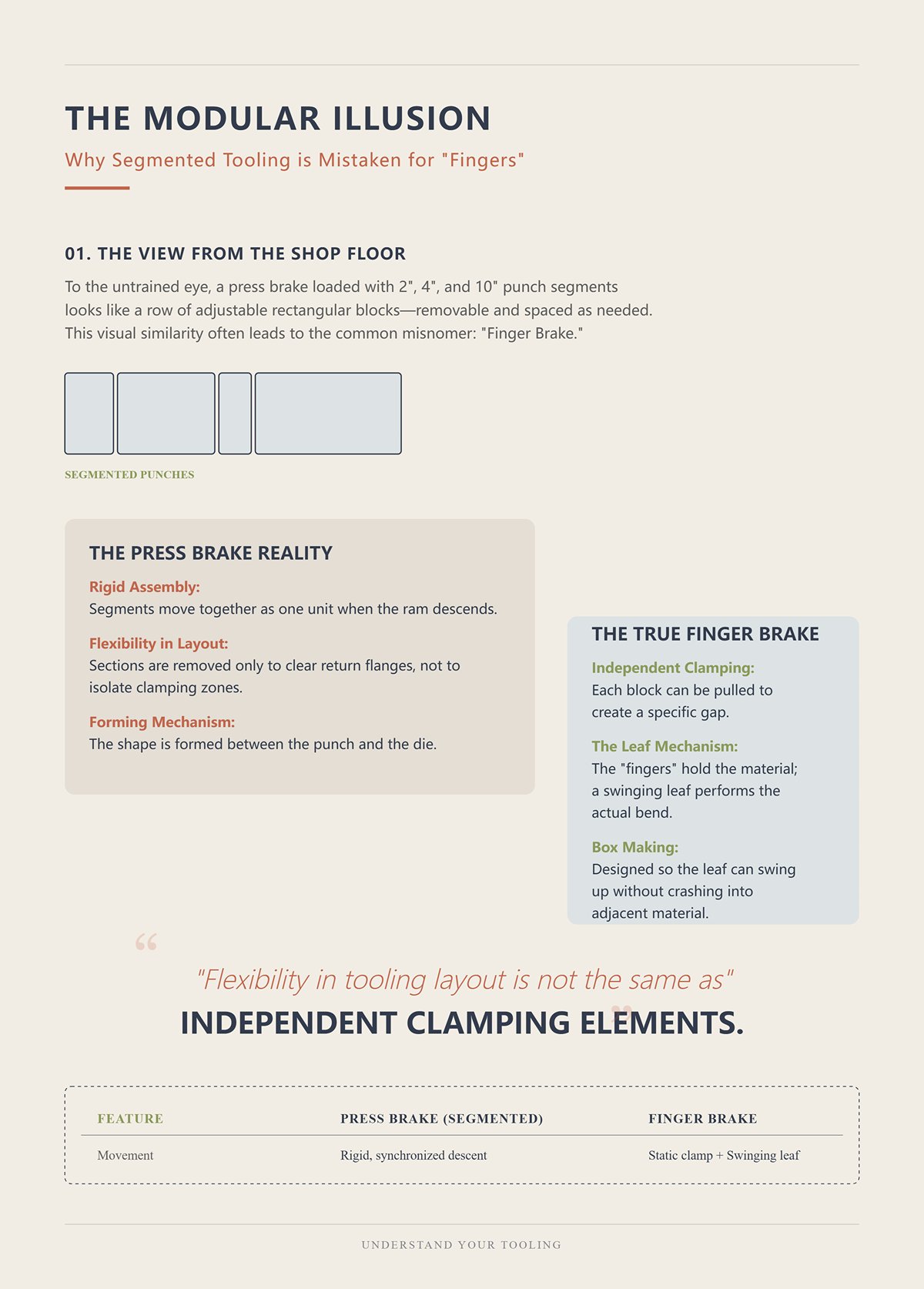
Представьте верхнюю балку листогиба, нагруженную сегментами пуансона длиной 2, 4 и 10 дюймов, выстроенными бок о бок. Неподготовленному глазу они кажутся рядом прямоугольных блоков — съемных, регулируемых, расставленных по необходимости. У меня были покупатели, которые показывали на это и говорили: “Вот, видите? Пальцевый листогиб”.”
Но эти сегменты — пуансоны. При опускании ползуна они движутся как одно жесткое целое. Можно снять секцию, чтобы освободить место для обратного отгиба — да, это гибкость компоновки инструмента, а не независимые прижимные элементы. На настоящем пальцевом гибочном станке каждый прижимной блок можно убрать, чтобы создать зазор, и откидной лист мог подняться и сформировать боковую стенку коробки, не сталкиваясь с соседним материалом. Блоки — это механизм зажима, а лист — гибочная балка.
На листогибе прижимом является ползун, а формирование происходит между пуансоном и матрицей. Сегменты не поднимаются, не разделяют зоны зажима. Они просто формуют там, где расположен пуансон вдоль балки.
Стирая это различие, к какой ошибке вы себя подводите?

Если вы думаете, что сегментированные пуансоны равны возможностям листогибочного станка с поворотными пальцами, то попробуете сформировать глубокий четырёхсторонний корпус на пресс‑гибе и будете удивляться, почему стенки сталкиваются с оснасткой.
Я видел, как это случается. Цех покупает быстрый ЧПУ пресс‑гиб — 600 сгибов в час, без проблем — и считает, что “пальцы” означают, будто он может выполнять тесные коробчатые детали так же, как листогиб с пальцами. Первый прототип ударяется о матрицу, поднимается второй фланец, и ранее сформированная стенка врезается в пуансон. Теперь они обсуждают изготовление специальных пуансонов‑гусей, особых матриц, обходные решения. Дорогие решения.
Листогиб с поворотными пальцами жертвует скоростью и повторяемостью ради геометрической свободы. Пресс‑гиб жертвует геометрической свободой ради усилия, точности и производительности. Путая механизм изгиба с упором материала, вы путаете и эти компромиссы.
А если блоки, которые на самом деле двигаются во время гибки, так важны — что произойдет, когда они станут самой системой зажима?
Вы спросили, что происходит, когда сами зажимные блоки являются движущими элементами при гибке.
Представьте листогиб с пальцами шириной 48 дюймов на строительной площадке. Лист скользит под сегментированной прижимной планкой. Оператор тянет рукоятку вниз, и ряд прямоугольных стальных блоков прижимает материал плотно к столу. Затем нижний лист — длинная шарнирная пластина — поднимается вверх и протирает открытую кромку листа за 90 градусов. Прижимная планка не погружается. Пуансон не опускается. Лист вращается.
Вот и весь секрет.
Если станок гнёт за счёт вращения, а не проникновения, путь силы меняется полностью. В пресс‑гибе ползун вдавливает пуансон в матрицу, и материал деформируется в концентрированной V‑образной зоне. В листогибе с пальцами лист зажимается вдоль всей линии сгиба, а листовая консоль прикладывает крутящий момент по этой линии. Это распределённая нагрузка, а не локализованная. Металл протирается вокруг оси, а не вталкивается в полость.
А зажимные блоки? Они служат эталоном гибки. Они удерживают всё, что не должно двигаться, пока листовая консоль двигает всё, что должно.
Как взять не тот ключ на тележке — пресс‑гиб выглядит достаточно похожим, пока вы не осознаете во время гибки, что там ничего не вращается — всё погружается.
Так зачем вообще разбивать прижимную планку на части?
Однажды ко мне обратился небольшой монтажный цех по системам вентиляции с переходом воздуховода из пяти стенок — дно, четыре стороны, без крышки. Они согнули три стороны и не могли понять, как закрыть четвёртую без столкновения. На пресс‑гибе с этой геометрией борются через ступенчатую оснастку и аккуратную последовательность. На листогибе с пальцами вы вытаскиваете два сегмента прижима там, где будут боковые стенки, вставляете деталь под оставшиеся блоки, зажимаете только плоскость, которую собираетесь гнуть, и поднимаете листовую консоль. Сформированные стенки располагаются в пустых местах.
Если вам нужно пространство для обратных фланцев, значит требуется физически создать пустоты в прижимной планке. Вот зачем существуют сегменты. Не ради регулировки. Ради отсутствия.
Каждый блок съёмный, чтобы предварительно сформированные стенки могли занять это место, пока поднимается следующий фланец. Сегментированная прижимная планка — главная причина, по которой существует этот станок. Без неё первый обратный фланец, который вы сделаете, перекроет второй. Геометрия заблокирует вас в собственной детали.
Вот где искажается миф. Да, на пресс‑гиб можно установить 2‑ и 4‑дюймовые сегменты пуансона и оставить зазоры между ними. На форумах цеха обсуждают, как гнуть 12‑го калибра лист на четырёх футах таким способом. И для неглубоких форм, при аккуратной последовательности гибов, можно воспроизвести часть гибкости. Но эти сегменты пуансона всё равно двигаются вместе с ползуном. Они не зажимают выборочно. Они не создают независимые зоны прижатия. Они просто убирают сталь с линии пуансона.
Если система зажима не может изолировать один фланец, освобождая другой, то у вас нет той же геометрической свободы — как бы модульно ни выглядела оснастка издалека.
Эта свобода даётся за определённую цену.
Встаньте перед ручным листогибом и пан-гибом на 16-гейдж и попытайтесь согнуть лист из мягкой стали 10-гейдж полной шириной. Вы почувствуете, как рукоятка начинает сопротивляться на середине хода. Листовая балка прогибается. Прижимная планка начинает подниматься в центре. Линия сгиба закругляется, потому что усилия недостаточно, чтобы удержать материал плотно прижатым к носику.
Если станок полагается на распределённый прижим и человеческое усилие, то толщина быстро становится главным врагом.
Физика проста: чтобы пластически деформировать более толстую сталь, нужен больший изгибающий момент. В прессовом листогибе вы добавляете тонны усилия — гидравлика не устаёт. В ящичном и пан-гибе вращающий момент проходит через шарнир и длинную рукоятку. Прижимная планка должна сопротивляться этому моменту по всей ширине. По мере увеличения толщины усилие прижима должно возрастать, чтобы предотвратить проскальзывание. Каркас прогибается. Листовая балка прогибается. Угол сгиба меняется по длине.
Большинство ручных ящичных и пан-гибов ограничены примерно 16-гейдж мягкой стали при полной ширине; более толстые материалы возможны только на меньших длинах. Это не маркетинговое ограничение. Это прогиб балки и механика рычага.
Две недели спустя он спрашивал, почему станок не может сформировать глубокий электрический корпус, не разрушив боковые стенки. Ответ не скрывался в брошюре. Он был скрыт в механизме. Ящичный и пан-гиб дают вам зазор, потому что распределяют усилие и обжимают. Прессовый листогиб даёт мощность, потому что концентрирует усилие и проталкивает.
Если вам нужны глубокие многослойные формы из тонкого листа, настоящий “пальцевый” станок оправдывает своё назначение. Если вам нужны толщина, точность и повторяемые тонны усилия, промышленность перешла к пуансону и матрице не просто так.
Когда прижимные блоки являются системой, удерживающей лист, а листовая балка выполняет сгиб, вы получаете зазор, но теряете силу.
И именно этот компромисс объясняет, почему два станка существуют рядом, а не заменяют друг друга.
Вы стоите перед чертежом корпуса из мягкой стали 14-гейдж, шириной 36 дюймов, с четырьмя сторонами по 3 дюйма в высоту. Один станок в цеху ограничен 16-гейдж полной шириной, но имеет сегментированные прижимные блоки. Другой — 135-тонный гидравлический прессовый листогиб с стандартным V-образным комплектом матриц и программируемыми упорами заднего упора. К какому из них вы подкатите тележку?
Если деталь требует усилия, превышающего то, которое шарнирная листовая балка и прижимная планка могут физически выдержать, то решение было принято в тот момент, когда вы прочли толщину материала.
Причина — не бренд. Причина — механика.
Первый прототип касается матрицы, второй фланец поднимается, и ранее сформированная стенка ударяется в тело пуансона. Я видел, как это происходит, больше раз, чем хотелось бы признать. Оператор клянётся, что у станка “есть пальцы”. Он имеет в виду сегментированные пуансоны. Он путает отсутствие стали с отсутствием геометрии.
Прессовый листогиб не прижимает вдоль линии сгиба и не обжимает лист вокруг шарнира. Он вдавливает пуансон в V-образный паз матрицы. При воздушном гибе — то есть когда пуансон не доходит до дна матрицы — лист касается в трёх точках: кончик пуансона и два плеча матрицы. Эти три точки создают рычаг. Измените глубину хода пуансона на несколько тысячных, и угол изменится. Вы не оборачиваете металл вокруг носика; вы контролируете глубину проникновения под нагрузкой.
Вот почему воздушный гиб может достичь 90 градусов с гораздо меньшим тоннажем, чем осадка или чеканка. Вы не заставляете материал полностью повторять угол матрицы. Вы позволяете упругому возврату произойти и компенсируете рассчитанным перегибом. Меньше усилия, больше гибкости по углу, те же инструменты.
Но есть одна ловушка, о которой никто не говорит на торговых площадках.
На старых гидро-механических листогибах — до ЧПУ, с насосным приводом — вес ползуна и гидравлическое давление не всегда были достаточно стабильны для мелких деталей. Воздушный гиб давал отклонения, потому что несколько тысячных разницы в толщине материала или прочности на разрыв означали разный упругий возврат. Отклонение по углу было не загадкой. Это была физика. В цехах осаживали детали не потому, что воздушный гиб не существовал, а потому, что контроль над тоннажем и положением не был достаточно точным, чтобы ему доверять.
Если ваш метод гибки зависит от непрерывного, точно дозированного усилия вместо физических прижимных блоков, фиксирующих лист на месте, то вариативность материала становится частью вашей формулы точности.
Вот в чем разница. Листогиб с пальцевыми сегментами обеспечивает повторяемость за счет механического ограничения. Пресс‑листогиб обеспечивает универсальность благодаря контролируемому усилию.
Так за что же вы на самом деле платите, покупая этот 135‑тонный станок?
Однажды покупатель оправдывал приобретение большого листогиба, указывая на сегментированный пуансонный набор. “Он гибкий, — сказал он. — Мы можем вынимать секции”. Он все повторял: “Но у него же есть пальцы”.“
Нет. У него была модульная оснастка.
Если вы в основном гнете воздуховоды из 20‑го калибра и легкие короба до 48 дюймов, то 135‑тонный листогиб — это сила, которой вы никогда не воспользуетесь. Гибка 20‑го калибра мягкой стали над V‑матрицей с раскрытием 1 дюйм потребует лишь долю номинальной мощности машины на фут. Остальная часть тоннажного рейтинга — это простаивающее железо и гидравлические потери. Вы заплатили за цилиндры, жесткость рамы и системы управления, рассчитанные на обработку более толстой стали.
Это кажется расточительным, пока не изменится задание.
В день, когда появится кронштейн из 10‑го калибра длиной 36 дюймов, ручной коробочный листогиб завершит работу, не успев начаться. Необходимый изгибающий момент быстро возрастает с толщиной — экспоненциально по сравнению с тонким металлом. На пресс‑листогибе вы меняете ширину V‑матрицы, рассчитываете тоннаж на фут и нажимаете на педаль. Гидравлика не спорит. Рамы, рассчитанные на тоннаж, не изгибаются и не прогибаются, как листогиб с поворотным листом.
Если ваша работа колеблется между тонким и толстым материалом, то платить за тоннаж — не излишек. Это страховка.
Но у страховки есть исключения.
Потому что все контролируемое усилие все равно происходит между пуансоном и матрицей, движущимися как единая опускающаяся масса. Ничто на ползунке не зажимает выборочно одну отбортовку, освобождая другую. Упоры заднего измерителя позиционируют деталь; они не прижимают отдельные зоны, как сегментированные зажимные блоки.
Так что же происходит, когда геометрия начинает замыкаться сама на себя?
| Раздел | Содержание |
|---|---|
| Стоимость оснастки против универсальности | Платите ли вы за тоннаж, который вам на самом деле не нужен? |
| Оправдание покупателя | Один покупатель оправдывал приобретение большого листогиба, ссылаясь на сегментированный пуансонный набор, утверждая, что он гибкий, поскольку секции можно снимать. Он повторял: “Но у него же есть пальцы”. На самом деле у него была модульная оснастка. |
| Избыточная мощность для легких работ | Если основная работа — гибка воздуховодов из 20‑го калибра и легких коробов до 48 дюймов, то 135‑тонный листогиб предоставляет неиспользуемую мощность. Гибка 20‑го калибра мягкой стали над V‑матрицей с раскрытием 1 дюйм использует лишь малую часть номинального тоннажа машины на фут. Остальная мощность — это простаивающее железо и гидравлические потери, предназначенные для обработки более толстых листов. |
| Когда мощность становится необходимой | Ситуация меняется, когда появляется кронштейн из 10‑го калибра длиной 36 дюймов. Ручной коробочный и панельный листогиб не справится с этой задачей. Требуемое усилие при гибке быстро растет с увеличением толщины. На пресс‑листогибе вы регулируете ширину V‑матрицы, рассчитываете тоннаж на фут и выполняете операцию. Гидравлика и жесткая рама выдерживают нагрузку без прогибов, как листогиб с подвижным листом. |
| Аргумент в пользу страховки | Если ваша нагрузка чередуется между тонкими и толстыми материалами, плата за большую тоннажность — это не излишество, а страховка. |
| Ограничения силы | Однако эта контролируемая сила возникает между пуансоном и матрицей, движущимися как единая нисходящая масса. Ползун не может избирательно зажимать одну отбортовку, освобождая другую. Задние упоры позиционируют деталь, но не изолируют и не удерживают конкретные зоны, как сегментированные зажимные блоки. |
| Геометрические ограничения | Проблемы появляются, когда геометрия детали замыкается сама на себя, ограничивая то, что гибочный пресс может физически выполнить. |
Возьмем глубокий электрический корпус: четыре стенки высотой 6 дюймов, отбортовки сверху, сталь толщиной 14 калибра. Гнете первую сторону — никаких проблем. Вторую — следите за зазором между пуансоном. Третью — вы как бы продеваете короб вокруг инструмента, который движется только по вертикали.
На четвертой отбортовке вы боретесь уже не с тоннажем, а с столкновением.
Стандартные прямые пуансоны и V‑матрицы подразумевают открытую геометрию. Ползун опускается по прямой линии. Любая ранее сформированная стенка поднимается вместе с деталью. Если эта стенка выше светового зазора между плечами пуансона или мешает корпусу пуансона, вы застряли. Можно изменить последовательность гибов, использовать пуансоны «гусиную шею» для увеличения зазора, даже перевернуть деталь и переориентировать её по задним упорам — но вы всегда работаете с инструментом, который погружается вниз, а не создает пустоты вдоль линии зажима.
Листогиб с коробами и панелями решает эту проблему путем исключения. Убираете два зажимных сегмента, вставляете сформированные стенки в эти пустые пространства, зажимаете только плоскую часть, которую сгибаете, и выполняете гиб. Зазор встроен в саму систему зажимов.
Если работа включает глубокие, многосоставные и тонкостенные детали, сегментированные зажимные блоки становятся геометрическими инструментами, а не силовыми.
Гибочный пресс эволюционировал дальше зажимных блоков, потому что промышленности требовались сила, программируемость и контроль угла, масштабируемые с толщиной материала. Он не эволюционировал, чтобы заменить пустоты, создаваемые этими блоками. Он заменил распределенный крутящий момент концентрированной тоннажностью.
Возьмете неправильный ключ для работы — и не заметите этого, пока головка болта не сорвется на полпути.
Так что прежде чем спрашивать, есть ли у машины “пальцы”, спросите что-то проще: эта деталь выходит из строя из-за недостатка силы или из-за недостатка зазора?
Корпус из стали 10 калибра, глубина 12 дюймов, четыре стороны подняты, сверху отбортовки шириной 1 дюйм. Я видел, как одна мастерская пыталась выполнить это на гибочном прессе мощностью 175 тонн с высоким пуансоном‑«гусиной шеей». Первые два гиба получились чистыми. Третий потребовал наклона короба и повторного ориентирования по задним упорам. На четвертом стенка коснулась тела пуансона до того, как угол достиг 70 градусов. Тоннажа хватало. Зазора не осталось.
В этот момент спор перестает быть теоретическим.
Когда работа требует и высокой тоннажности, и глубокой замкнутой геометрии, вы не спрашиваете, какая машина сильнее. Вы спрашиваете, какая из них физически способна завершить четвертый гиб, не зажав деталь между инструментальной сталью и её собственными стенками. Если стенки корпуса выше вертикального окна вокруг пуансона, сила теряет смысл. Стальу безразлично, насколько велики цилиндры, если геометрия блокирует доступ.
Так как же происходит это блокирование?
Представьте себе простую четырёхстенную коробку. Первый гиб поднимает одну стенку. Второй — другую. К третьему вы уже подаёте П-образный канал вокруг пуансона, который движется только строго вниз. Ранее сформированные стенки поднимаются с каждым ходом, потому что ползун не освобождает место — он вторгается в него.
Теперь добавьте отгиб шириной 1 дюйм сверху каждой стенки. Этот отгиб сокращает эффективную глубину горла, доступную для корпуса пуансона. Даже профиль типа «гусиная шея» — спроектированный для обеспечения зазора — имеет «хребет». Как только сумма высоты стенки и отгиба превышает смещение этого хребта, корпус пуансона становится препятствием.
Я видел, как операторы пробуют три обходных способа.
Первый: гиб в воздухе с узкой V-матрицей, чтобы уменьшить требуемую глубину проникновения. Это помогает контролировать угол, но высота стенки относительно геометрии пуансона не меняется. Точка столкновения просто наступает на несколько градусов позже.
Второй: гиб с осадкой для получения угла за один контролируемый удар. Да, осадка вталкивает материал полностью в угол матрицы, улучшая повторяемость. Но она также увеличивает площадь контакта и риск. Если боковая стенка уже задевает корпус пуансона, осадка просто означает, что вы ударите сильнее, когда произойдёт заклинивание. Детали царапаются. Инструмент скалывается. Мне приходилось менять и то, и другое.
Третий: установка инструмента «в стопку» для поднятия заготовки выше нижней балки и получения дополнительного зазора. Это работает — пока не заканчивается ход ползуна или не появляется нестабильность из-за чрезмерной высоты стопки. Высокие стопки инструмента ведут себя как колонна под нагрузкой. Прогиб проявляется в изменении угла по длине.
Это тест на глубокое замыкание: сможете ли вы выполнить все гибы, не допустив столкновения сформированной геометрии с корпусом пуансона во время последнего хода?
Листогиб с сегментированным прижимом отвечает на этот вопрос иначе. Вы убираете прижимные сегменты там, где стенки должны занять место. Лист фиксируется только вдоль активной линии гиба, а прижимная балка (leaf) вращается, чтобы «вытереть» отгиб вверх. Сформированные стенки находятся в пустотах, которые вы создали до начала гиба. Зазор — это не то, за что приходится бороться в середине хода; он закладывается ещё до того, как вы тянете за рычаг.
Одна машина заходит вертикально в сужающуюся полость. Другая вращается в открытом пространстве.
Если четвёртый гиб «запирает» инструмент, никакая мощность не спасёт при неверно выбранной машине.
Но, возможно, вы думаете: хорошо, листогиб с сегментами выигрывает по геометрии. А что, если мне нужно всего десять коробок в месяц?
Представьте короткую партию — восемь глубоких корпусов, лист 14-го калибра, высота 8 дюймов, без отгибов. На пресс-брейке вы выбираете пуансон с гусиной шеей, подбираете высоту матрицы, проверяете, что нижний держатель плюс матрица плюс пуансон всё ещё оставляют запас хода. Прогоняете цикл на обрезке, чтобы подтвердить зазор по стенкам. Возможно, подкладываете shim, если использовали стопку инструментов.
Это не теория. Час ушёл до первой годной детали.
Время цикла на один гиб на ЧПУ-листогибе короткое, когда всё настроено. Ограничители заднего упора двигаются автоматически. Коррекция угла программируется. Для партии в пятьдесят деталей эти затраты на наладку распределяются и окупаются.
Теперь перейдём к ручному листогибу с сегментами. Вы убираете прижимные блоки, которые не нужны, вставляете заготовку, устанавливаете упор по глубине гиба — и вперёд. Наладка — физическая, а не вычислительная. Для малых объёмов, особенно когда высота стенок значительно меньше паспортных возможностей машины, простота очевидна. Никакой математики стопки инструмента. Никакого расчёта хода ползуна.
Но предел — это грузоподъёмность. Ручной сегментный листогиб, рассчитанный на 16-й калибр мягкой стали по всей ширине, не станет без возражений гнуть 10-й калибр только потому, что у вас восемь деталей. Момент изгиба растёт с толщиной, и прижимная балка прогнётся раньше, чем материал равномерно деформируется. Вы получите непостоянные углы и машину, которая «состарится» на десять лет за неделю.
Так что малый объём не автоматически в пользу более простой машины. Он в пользу той, чьи предельные возможности реально охватывают вашу деталь.
Если геометрия требует пустот, а толщина — усилия, вы стоите между двумя неполными ответами. Какой компромисс будет болеть меньше?
Я работал с сегментированным инструментом для листогибочного пресса — модульные секции пуансона, которые можно снять, чтобы создать локальный зазор. Он всё повторял: “Но у него есть пальцы”. Нет. У него были сегментированные пуансоны и регулируемые упоры заднего упора. Механизм зажима никогда не менялся.
Вот что происходит на практике.
Вы убираете секции пуансона там, где боковые стенки требуют пространства. Это создаёт горизонтальный разрыв в линии пуансона. Хорошо. Но ползун всё равно опускается как единая балка. Оставшиеся секции пуансона должны выдерживать всю нагрузку по своей задействованной длине. Напряжение концентрируется в плечах активных сегментов. Для толстого материала это означает повышенную локализованную нагрузку и потенциальный прогиб в переходной зоне между загруженными и незагруженными участками.
Вы также теряете непрерывную опору вдоль линии гиба. При глубоких коробах это может привести к небольшому изменению угла возле краёв сегментов, если ваш инструмент и система компенсации прогиба не настроены идеально. Работать можно. Это не волшебство.
В отличие от настоящего листогибочного пресса для коробов и панелей: зажимные блоки прикладывают распределённое давление только там, где это нужно, а гибочная балка обеспечивает равномерное вращательное движение по всей длине гиба. Нет массы, опускающейся между стенками. Геометрия решена до приложения силы.
Сегментированный инструмент для листогиба — это компромисс. Он может расширить геометрические возможности пресса, особенно при умеренной высоте стенок и грамотной последовательности операций. Я видел, как 10,5-дюймовый глубокий короб был успешно сформован таким способом с использованием штабелированных зажимов и пуансона длиной 3 дюйма. Это работало, потому что профиль пуансона, высота матрицы и глубина короба находились в узкой зоне совместимости.
Пропустите эту зону на дюйм высоты стенки или толщину листа — и снова получите либо помеху, либо перегрузку.
Поэтому вот, что я спрашиваю у покупателей сейчас: нарисуйте самую высокую стенку вашего самого глубокого корпуса. Добавьте любой отгиб. Измерьте от линии гиба до самой высокой помехи при выполнении последнего гиба. Затем сравните это с реальным вертикальным и горизонтальным зазором профиля пуансона под нагрузкой.
Если цифры не сходятся на бумаге — они не сойдутся и под 150 тоннами.
Это тест глубокого корпуса. Пройдите его — и листогиб оправдает себя. Провалите — и никому на производстве не важно, что было написано в рекламной брошюре о инструменте.
Если и высота стенок, и толщина материала находятся на грани допустимого, то вы выбираете не машину с большим числом на табличке — вы выбираете ту, чей режим отказа вам приемлем.
Я видел, как покупатели замирали на этом месте. Геометрия говорит одно. Таблица нагрузок говорит другое. Им нужен решающий аргумент. Вот он: спросите, какой предел ведёт себя в производстве более мягко, а какой портит детали в середине партии. Листогиб с недостаточным геометрическим зазором не предупреждает вас мягким углом. Он сталкивается. Листогиб с пальцами, который теряет жёсткость, начинает сигнализировать о проблеме — отклонением угла, прогибом зажимной балки, увеличением усилий на рукояти. Один портит инструмент. Другой — портит стабильность.
Эта разница — не академическая.
Когда листогиб проигрывает геометрическую битву на глубоком корпусе, это происходит на четвёртом гибе, после того как вы уже вложили время в первые три. Первый прототип касается матрицы, второй отгиб поднимается, и ранее сформированная стенка ударяется о тело пуансона. Теперь вы пересматриваете штабелирование инструмента и последовательность, пока идёт время. Когда листогиб с пальцами оказывается неподходящим по толщине, борьба проявляется на первом гибе. Вы чувствуете это в рукояти. Зажимная балка прогибается. Вы останавливаетесь, прежде чем накопите бракованные детали.
Какой отказ вы предпочли бы обнаружить на первой детали, а не на двадцатой?
Так вы оцениваете риск, когда оба предела близки: не по максимальной мощности, а по тому, как рано машина говорит вам, что вы ошиблись.
Если вы всё ещё спрашиваете, имеет ли листогиб “пальцы”, значит вы выбираете по внешнему виду, а не по движению.
Он всё повторял: “Но у неё же есть пальцы”. Нет. У неё были сегментированные пуансоны и регулируемые упоры заднего ограничителя. Ползун всё ещё вёл пуансон прямо вниз в сужающееся отверстие. Зажимные блоки на настоящем листогибе с пальцами отходят в сторону ещё до начала гиба. Один тип конструкции заранее создаёт пустоты. Другой пытается выжить внутри них.
Это не вопрос названия. Это кинематика — наука о движении.
Правильный вопрос при покупке прост и безжалостен: какая форма существует в пространстве во время моего последнего гиба? Нарисуйте её. Включите отгибы. Включите подвороты. Затем спросите, движется ли инструмент вокруг этого пространства или в него. Принести на работу не тот гаечный ключ кажется нормальным, пока головка болта не слизывается на полпути. Сегментированный пуансон может выглядеть достаточно похожим на листогиб с пальцами в брошюре. На середине хода докажет обратное.
А вот теперь происходит настоящее изменение.
Перестаньте перечислять функции. Начните моделировать геометрию в масштабе. Сколько корпусов в неделю? Какова высота стенок? Отгибы стандартные или периодические? Потому что, как только вы начинаете думать в терминах “управления пустотами”, а не “есть ли у него пальцы”, вы перестаёте впечатляться гибридными маркетинговыми терминами и начинаете видеть траектории движения.
А когда геометрию задаёт ваш продукт, что именно вы масштабируете — сложность формы или количество гибов?
Если ваши прототипы требуют агрессивной геометрии, а серийное производство невелико, то листогиб с пальцами может быть правильным выбором — пока вы не перепутаете скорость прототипирования с производственной мощностью.
Листогиб для коробок и панелей можно настроить за считанные минуты под новый корпус. Снять зажимные блоки, вставить лист, сделать гиб. Для индивидуальных партий и постоянных инженерных изменений эта скорость важнее, чем чистая тоннажность. Время наладки важнее времени цикла, когда объёмы малы, а формы постоянно меняются.
Но масштаб меняет расчёт.
Ручные листогибы с пальцами замедляются, когда детали становятся шире и тяжелее. При ширине более четырёх футов часто нужны двое операторов. После двадцати–тридцати гибов усталость берёт верх, и стабильность угла начинает плыть. Тем временем ЧПУ‑листогиб с программируемыми упорами заднего ограничителя выдаёт 600 гибов в час, как только его настроят. Тот же угол. Та же глубина. Без споров.
А вот и неочевидная часть.
Вы не выбираете станок, который масштабируется “сильнее”. Вы выбираете тот, который масштабирует ограничение, определяющее ваш продукт. Если ваш бизнес — глубокие, сложные корпуса при умеренных объёмах, масштабирование геометрической гибкости важнее, чем хвастовство «гибов в час». Если ваши детали мелкие, но толстые и повторяющиеся, выигрывает масштабирование силы и повторяемости.
Когда и толщина, и высота стенки находятся на границе возможностей, решите, какой компромисс сильнее бьёт по вашей модели дохода: более медленный труд с гарантированным зазором или более быстрая автоматизация, которая может привести к геометрическому браку. Одно ограничивает производительность. Другое может полностью дисквалифицировать деталь.
Запомните: станки не соревнуются в функциях. Они соревнуются в том, какое физическое ограничение убирают из вашей бизнес-модели.
Как только вы это осознаёте, вы перестаёте спрашивать о “пальцах листогиба” — и начинаете спрашивать, с каким ограничением вы готовы жить.


















