

No inverno passado, um comprador colocou uma nova quinadeira de 10 pés no meu chão, orgulhoso como um pavão. Duas semanas depois estava a perguntar porque é que não conseguia formar uma caixa elétrica profunda sem esmagar as paredes laterais. Continuava a dizer: “Mas tem dedos”.”
Essa palavra custou‑lhe seis algarismos.
Não se corrige geometria com vocabulário. Só é possível compreender que parte da máquina é que realmente faz o trabalho.
Se pedir “dedos” sem perguntar para que servem, então já está a meio caminho de comprar a máquina errada.
Já estive ao lado de demasiadas quinadeiras onde um vendedor batia no batente traseiro e chamava aos pequenos varões ajustáveis “dedos”. Eles deslizam para frente e para trás, para a esquerda e para a direita, para definir o comprimento da aba. No ecrã introduz 2,000 polegadas, os topos movem‑se para 2,000 polegadas, e a chapa encosta‑se a eles antes de o carrinho descer. Esse é o seu único trabalho: posicionar a peça. Quando o punção desce para a matriz, os topos são apenas espectadores.
Tal como pegar numa chave inglesa que quase serve, parece suficientemente próxima—até o parafuso ficar gasto e perceber que a ferramenta nunca foi feita para o apertar.
Então, o que é exatamente que está a fazer a dobra?
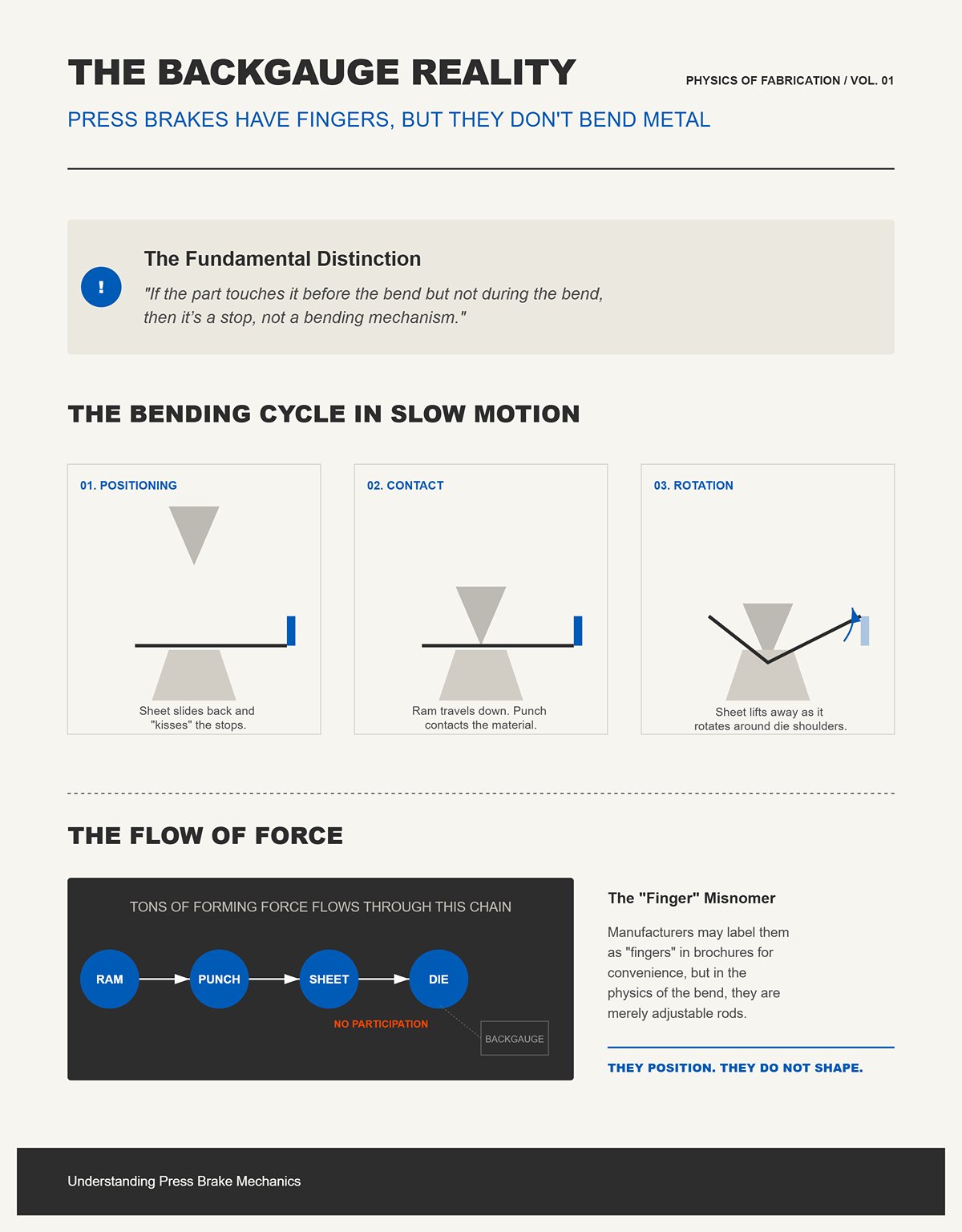
Se a peça toca nele antes da dobra mas não durante a dobra, então é um batente, não um mecanismo de dobragem.
Veja um ciclo de quinadeira em câmara lenta. A chapa desliza para trás, toca nos batentes, e o carrinho desce. Assim que o punção contacta o material, a chapa afasta‑se desses batentes porque o metal está a rodar em torno dos ombros da matriz. A força de conformação—em toneladas—flui do carrinho para o punção, para a chapa e para a matriz. O conjunto de batente traseiro fica simplesmente parado atrás da ação.
Sim, alguns fabricantes rotulam de forma casual esses varões ajustáveis como “dedos”. Já ouvi isso. Já corrigi isso. Chame‑lhes o que quiser numa brochura; na física da dobra, não participam.
Se não moldam o metal, porque é que as pessoas juram que a máquina “tem dedos”?
Se olhar para ferramentas segmentadas do outro lado da oficina, pode perceber como começa a confusão.
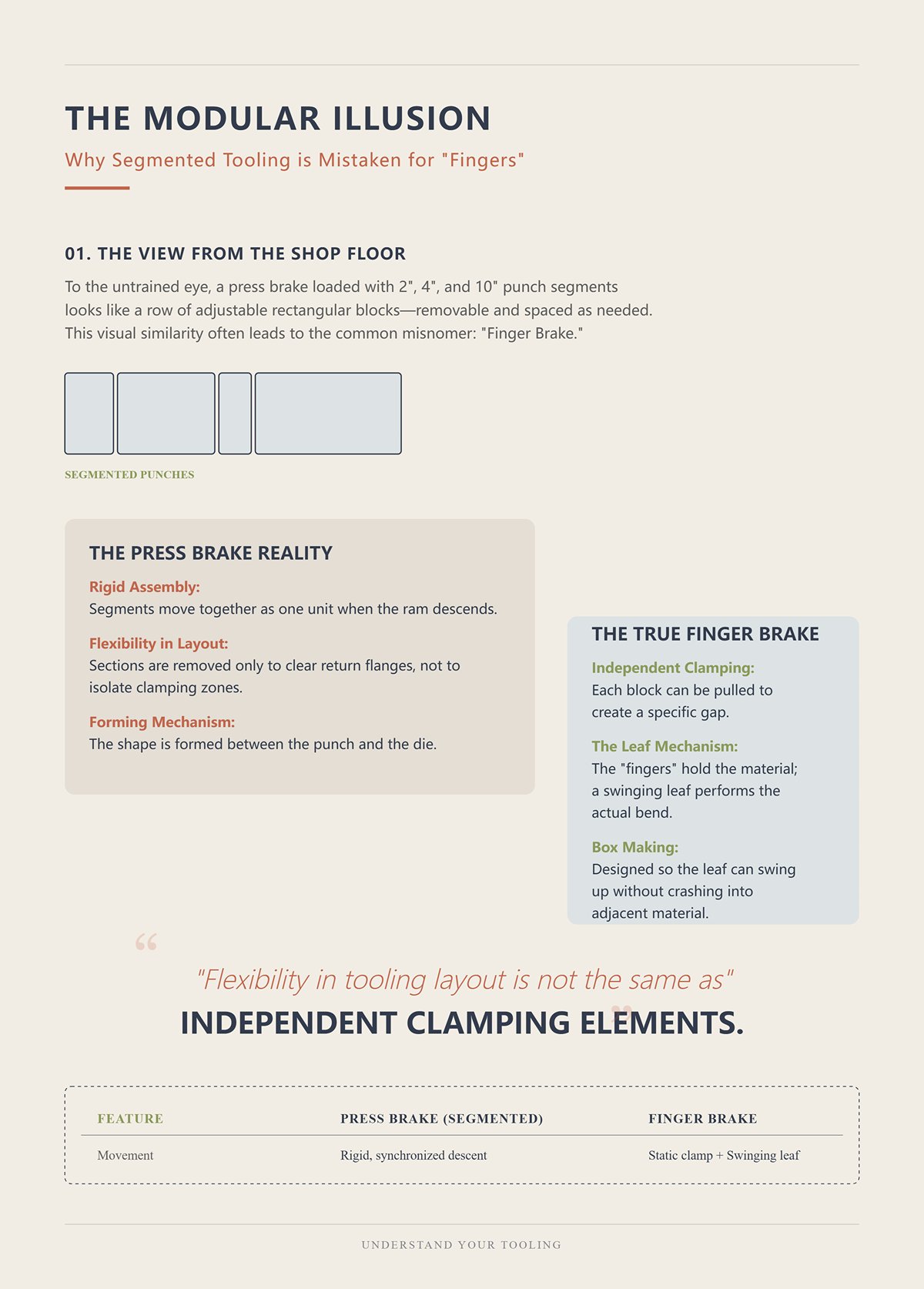
Imagine a viga superior da quinadeira carregada com segmentos de punção de 2, 4 e 10 polegadas alinhados lado a lado. Para olhos não treinados, parecem uma fila de blocos retangulares—removíveis, ajustáveis, espaçados conforme necessário. Já tive clientes que apontaram e disseram: “Está a ver? Quinadeira de dedos.”
Mas esses segmentos são punções. Movem‑se juntos como um único conjunto rígido quando o carrinho desce. Pode retirar uma secção para libertar uma aba de retorno, claro. Isso é flexibilidade na disposição das ferramentas, não elementos de fixação independentes. Numa verdadeira quinadeira de dedos, cada bloco de fixação pode ser puxado para criar um espaço, permitindo que a folha se levante e forme um lado da caixa sem embater no material adjacente. Os blocos são o mecanismo de fixação; a folha é o braço de dobragem.
Numa quinadeira, a fixação é feita pelo carrinho, e a conformação acontece entre o punção e a matriz. Os segmentos não giram. Não isolam zonas de fixação. Apenas definem onde o punção existe ao longo da viga.
Ao confundir essa distinção, que tipo de erro estará a preparar?

Se acha que punções segmentados equivalem à capacidade de uma guilhotina de dedos, então vai tentar formar uma caixa profunda com quatro lados numa prensa dobradora e perguntar-se por que é que as paredes colidem com as ferramentas.
Já vi isso acontecer. Uma oficina compra uma prensa dobradora CNC rápida — 600 dobras por hora, sem problema — e assume que os “dedos” significam que pode trabalhar caixas apertadas da mesma forma que uma guilhotina de dedos. O primeiro protótipo bate na matriz, a segunda aba sobe, e a parede previamente formada bate no corpo do punção. Agora estão a falar de ferramentas personalizadas em forma de pescoço de ganso, matrizes especiais, soluções alternativas. Caras.
Uma guilhotina de dedos troca velocidade e repetibilidade por liberdade geométrica. Uma prensa dobradora troca liberdade geométrica por força, precisão e produção. Confundir o mecanismo de dobra com o batente de material é confundir esses compromissos.
E se os blocos que na verdade se movem durante a dobra são tão importantes, o que acontece quando eles são o próprio sistema de fixação?
Perguntou o que acontece quando os blocos de fixação são os elementos móveis na dobra.
Imagine uma guilhotina de caixa e painel de 48 polegadas num local de trabalho. A chapa desliza por baixo de uma barra de fixação segmentada. O operador puxa uma alavanca para baixo, e uma fila de blocos retangulares de aço pressiona o material firmemente contra a mesa. Depois, a folha inferior — uma longa placa articulada — balança para cima e dobra a borda exposta da chapa para além de 90 graus. A barra de fixação não penetra. O punção não desce. A folha roda.
Esse é o truque todo.
Se a máquina dobra por rotação em vez de penetração, então o caminho da força muda completamente. Numa prensa dobradora, o carro conduz um punção contra uma matriz e o material cede num V concentrado. Numa guilhotina de caixa e painel, a chapa é pinçada ao longo de toda a linha de dobra e a folha aplica torque ao longo dessa mesma linha. É uma carga distribuída, não localizada. O metal está a ser dobrado à volta de um pivô, não forçado para uma cavidade.
E os blocos de fixação? Eles são a referência da dobra. Mantêm tudo o que não deve mover enquanto a folha move tudo o que deve.
Como pegar na chave errada no carrinho, uma prensa dobradora parece suficientemente próxima até perceber, no meio da dobra, que nada nela balança — tudo penetra.
Então, porque é que vale a pena dividir essa barra de fixação em peças?
Uma vez, uma pequena oficina de HVAC trouxe-me uma transição de conduta de cinco lados — fundo, quatro paredes, sem topo. Tinham dobrado três lados e não conseguiam descobrir como fechar o quarto sem colisão. Numa prensa dobradora, luta-se com essa geometria usando ferramentas escalonadas e sequenciamento cuidadoso. Numa guilhotina de caixa e painel, retira-se dois segmentos de fixação onde as paredes laterais irão ficar, desliza-se a peça por baixo dos blocos restantes, fixa-se apenas a superfície plana que vai ser dobrada, e balança-se a folha. As paredes formadas ficam erguidas nos espaços vazios.
Se precisa de espaço livre para abas de retorno, então deve criar vazios físicos na barra de fixação. É por isso que existem os segmentos. Não é pela ajustabilidade. É pela ausência.
Cada bloco é removível para que paredes pré-formadas possam ocupar esse espaço enquanto a próxima aba é dobrada. A barra de fixação segmentada é toda a razão de existir da máquina. Sem ela, a primeira aba de retorno que fizesse bloquearia a segunda. A geometria impediria que completasse a sua própria peça.
É aqui que o mito se distorce. Sim, pode carregar uma prensa dobradora com punções segmentados de 2 e 4 polegadas e deixar espaços entre eles. Oficinas nos fóruns discutem sobre dobrar chapa de calibre 12 durante quatro pés dessa forma. E para formas pouco profundas, com sequenciamento cuidadoso, pode imitar alguma dessa flexibilidade. Mas esses segmentos de punção ainda se movem juntos com o carro. Não fixam seletivamente. Não criam zonas de retenção independentes. Apenas retiram aço da linha do punção.
Se o sistema de fixação não pode isolar uma aba enquanto liberta outra, então não tem a mesma liberdade geométrica — por mais modular que o ferramental pareça à distância na oficina.
Essa liberdade tem um preço.
Coloque-se à frente de uma guilhotina manual para chapa de 16 gauge e um “pan brake” e tente dobrar aço macio de 10 gauge na largura total. Vai sentir o cabo a resistir a meio do puxão. A lâmina flexiona. A barra de fixação começa a levantar ao centro. A linha de dobra arredonda-se porque a pressão não é suficiente para manter o material apertado contra o nariz.
Se a máquina depende de fixação distribuída e da força aplicada manualmente, a espessura torna-se rapidamente o inimigo.
A física é simples. Para deformar plasticamente aço mais grosso, precisa de um momento de flexão mais elevado. Numa prensa dobradeira, aumenta-se a tonelagem — os hidráulicos não se cansam. Num “box and pan brake”, o torque vem através de uma dobradiça e de um cabo comprido. A barra de fixação deve resistir a esse torque ao longo de toda a largura. À medida que a espessura aumenta, a força de fixação necessária sobe para evitar o deslizamento. A estrutura deflete. A lâmina deflete. O ângulo de dobra varia ao longo do comprimento.
A maioria dos “box and pan brakes” manuais atingem o limite por volta do aço macio de 16 gauge na largura total; calibres mais pesados só são possíveis em comprimentos mais curtos. Isso não é uma limitação de marketing. É deflexão de vigas e alavancagem.
Duas semanas depois, ele perguntava porque não conseguia formar uma caixa elétrica profunda sem esmagar as paredes laterais. A resposta não estava escondida num folheto. Estava escondida no mecanismo. Um “box and pan brake” dá-lhe folga porque distribui a força e limpa. Uma prensa dobradeira dá-lhe potência porque concentra a força e mergulha.
Se precisa de geometria profunda e de vários lados num calibre leve, a verdadeira máquina de “dedos” justifica-se. Se precisa de espessura, precisão e tonelagem repetível, a indústria evoluiu para punção e matriz por uma razão.
Assim, quando os blocos de fixação são o sistema que segura — e a lâmina é quem dobra — ganha-se folga e perde-se força.
E essa troca é exatamente a razão pela qual as duas máquinas existem lado a lado em vez de uma substituir a outra.
Está à frente de um desenho para um chassis de aço macio de 14 gauge, 36 polegadas de largura, quatro lados com 3 polegadas de altura. Uma das máquinas na oficina atinge o limite de 16 gauge na largura total mas tem blocos de fixação segmentados. A outra é uma prensa dobradeira hidráulica de 135 toneladas com um conjunto padrão de matriz em V e batentes programáveis de “backgauge”. Para qual é que leva o carro?
Se a peça exige força acima do que uma lâmina articulada e uma barra de fixação podem resistir fisicamente, então a decisão foi tomada no dia em que leu a espessura do material.
A razão não é a marca. É a mecânica.
O primeiro protótipo bate na matriz, a segunda aba sobe, e a parede previamente formada bate contra o corpo do punção. Já vi isso acontecer mais vezes do que gostaria de admitir. O operador jura que a máquina “tem dedos”. Quer dizer punções segmentados. Está a confundir ausência de aço com ausência de geometria.
Uma prensa dobradeira não fixa ao longo da linha de dobra e enrola a chapa à volta de um pivô. Ela empurra um punção para dentro de uma abertura em V na matriz. Na dobra ao ar — ou seja, o punção nunca encosta totalmente na matriz — a chapa contacta em três pontos: ponta do punção e dois ombros da matriz. Esse contacto em três pontos cria uma alavanca. Alterar a profundidade do punção por alguns milésimos muda o ângulo. Não está a envolver o metal à volta de um nariz; está a controlar a profundidade de penetração sob carga.
É por isso que a dobra ao ar consegue atingir 90 graus com muito menos tonelagem do que o encosto total ou a cunhagem. Não está a forçar o material a conformar-se totalmente ao ângulo da matriz. Está a deixar que o retorno elástico aconteça e a compensar com uma dobra calculada além do ângulo desejado. Menos força, mais flexibilidade no ângulo, mesma ferramenta.
Mas aqui está o truque de que ninguém fala na sala de vendas.
Nas antigas prensas hidro-mecânicas — pré-CNC, sistemas de “pump-down” — o peso do carro e o impulso hidráulico nem sempre eram suficientemente consistentes para peças pequenas. A dobra ao ar variava porque uma diferença de alguns milésimos na espessura ou na resistência à tração do material significava um retorno elástico diferente. A variação de ângulo não era um mistério. Era física. As oficinas encostavam totalmente as peças não porque a dobra ao ar não existisse, mas porque o controlo sobre a tonelagem e a posição não era suficientemente preciso para confiar nela.
Se o seu método de conformação depende de força contínua e precisamente medida, em vez de blocos de fixação físicos a prender a chapa no sítio, então a variabilidade do material passa a fazer parte da sua equação de precisão.
Essa é a troca. Um dobrador de dedos obtém repetibilidade a partir da restrição mecânica. Um prensa dobradeira obtém versatilidade a partir da força controlada.
Então, pelo que está realmente a pagar quando compra essa máquina de 135 toneladas?
Uma vez tive um comprador que justificou uma grande dobradeira apontando para o conjunto de punções segmentados. “É flexível”, disse ele. “Podemos retirar secções.” Continuava a dizer, “Mas tem dedos.”
Não. Tinha ferramentas modulares.
Se dobra principalmente condutas de calibre 20 e bandejas leves com menos de 48 polegadas, uma dobradeira de 135 toneladas é força que nunca usará. Dobrar a ar aço macio de calibre 20 numa abertura em V de 1 polegada pode usar apenas uma fração da capacidade nominal da máquina por pé. O resto dessa classificação de tonelagem é ferro inativo e sobrecarga hidráulica. Pagou por cilindros, rigidez da estrutura e sistemas de controlo concebidos para mover chapa mais grossa.
Isso parece desperdício até que o trabalho mude.
No dia em que aparece um suporte de calibre 10 com 36 polegadas de comprimento, uma dobradeira manual de caixa e painel está fora de combate antes de começar. O momento de dobra necessário aumenta rapidamente com a espessura — exponencialmente em comparação com o calibre leve. Numa prensa dobradeira, muda-se a largura da matriz em V, calcula-se a tonelagem por pé e carrega-se no pedal. A hidráulica não discute. As estruturas construídas para tonelagem não se dobram nem fletam como uma dobradeira de folha.
Se o seu tipo de trabalho varia entre folhas finas e grossas, então pagar por tonelagem não é exagero. É um seguro.
Mas o seguro tem exclusões.
Porque toda essa força controlada ainda acontece entre um punção e uma matriz que se movem como uma única massa descendente. Nada nesse êmbolo aperta uma aba seletivamente enquanto liberta outra. As paragens do batente traseiro posicionam a peça; não seguram zonas isoladas como blocos de fixação segmentados.
Então, o que acontece quando a geometria se fecha sobre si mesma?
| Secção | Conteúdo |
|---|---|
| Custo das Ferramentas vs. Versatilidade | Está a pagar por tonelagem de que não precisa realmente? |
| Justificação do Comprador | Um comprador justificou uma vez a compra de uma grande dobradeira apontando para o conjunto de punções segmentados, alegando que era flexível porque as secções podiam ser removidas. Continuava a dizer, “Mas tem dedos.” Na realidade, tinha ferramentas modulares. |
| Capacidade Excessiva para Trabalho Leve | Se a maior parte do trabalho envolve dobrar condutas de calibre 20 e bandejas leves com menos de 48 polegadas, uma dobradeira de 135 toneladas fornece capacidade não utilizada. Dobrar a ar aço macio de calibre 20 numa abertura em V de 1 polegada utiliza apenas uma fração da tonelagem nominal da máquina por pé. A capacidade restante representa ferro inativo e sobrecarga hidráulica projetada para chapas mais grossas. |
| Quando a Capacidade se Torna Necessária | A situação muda quando aparece um suporte de calibre 10 com 36 polegadas de comprimento. Uma dobradeira manual de caixa e painel não consegue lidar com isso. Os requisitos de força de dobra aumentam rapidamente com a espessura. Numa prensa dobradeira, ajusta-se a largura da matriz em V, calcula-se a tonelagem por pé e opera-se. A hidráulica e as estruturas rígidas suportam a carga sem fletir como uma dobradeira de folha. |
| Argumento de Seguro | Se a sua carga de trabalho alterna entre materiais finos e grossos, pagar por uma tonelagem mais elevada não é excesso — é seguro. |
| Limitações da Força | Contudo, essa força controlada ocorre entre um punção e uma matriz que se movem como uma única massa descendente. O carro não pode prender seletivamente uma aba enquanto liberta outra. Os batentes traseiros posicionam a peça mas não isolam nem seguram zonas específicas como os blocos de fixação segmentados. |
| Restrições Geométricas | Os desafios surgem quando a geometria da peça se fecha sobre si mesma, limitando o que a prensa dobradeira pode realizar fisicamente. |
Imagine um gabinete elétrico profundo: quatro paredes com 15 cm de altura, abas de retorno no topo, aço calibre 14. Dobra o primeiro lado — sem problema. Segundo lado — atenção à folga do punção. Terceiro lado — está a enfiar uma caixa à volta de uma ferramenta que apenas se move verticalmente.
No quarto flange, está a lutar contra colisão, não contra a tonelagem.
Punções retos padrão e matrizes em V presumem geometria aberta. O carro desce em linha reta. Qualquer parede já formada sobe com a peça. Se essa parede se estender acima da luz entre os ombros do punção ou interferir com o corpo do punção, está bloqueado. Pode sequenciar dobras, usar punções em forma de pescoço de ganso para criar folga, até virar e voltar a referenciar nos batentes traseiros — mas está sempre a trabalhar com uma ferramenta que mergulha, nunca com uma que cria vazios ao longo da linha de fixação.
Uma prensa de caixa e bandeja resolve isso por subtração. Remove dois segmentos de fixação, desliza as paredes formadas para esses espaços vazios, prende apenas a parte plana que está a dobrar e limpa. A folga está incorporada no próprio sistema de fixação.
Se o trabalho for profundo, com vários lados, e um calibre leve, então os blocos de fixação segmentados são ferramentas de geometria, não de potência.
Uma prensa dobradeira evoluiu para além dos blocos de fixação porque a indústria precisava de força, programabilidade e controlo de ângulo que acompanhassem a espessura. Não evoluiu para substituir os vazios que esses blocos criam. Substituiu o torque distribuído por tonelagem concentrada.
Levar a chave errada para o trabalho significa que só se apercebe quando o parafuso fica arredondado a meio.
Portanto, antes de perguntar se a máquina “tem dedos”, pergunte algo mais simples: esta peça falha por falta de força ou por falta de folga?
Uma caixa em calibre 10, 30 cm de profundidade, quatro lados levantados, abas de retorno de 2,5 cm no topo. Vi uma oficina tentar fazê-la numa prensa dobradeira de 175 toneladas com um punção alto em forma de pescoço de ganso. As duas primeiras dobras ficaram limpas. A terceira exigiu que a caixa fosse inclinada e voltasse a referenciar-se nos batentes traseiros. Na quarta, a parede lateral tocou no corpo do punção antes de o ângulo chegar aos 70 graus. Ainda restava muita tonelagem. Já não restava folga nenhuma.
Esse é o momento em que o argumento deixa de ser teórico.
Quando um trabalho exige tanto alta tonelagem como geometria profunda e fechada, não pergunta qual máquina é mais forte. Pergunta qual pode terminar fisicamente a quarta dobra sem prender a peça entre o aço da ferramenta e as suas próprias paredes. Se as paredes do gabinete crescerem mais altas do que a janela vertical em volta do punção, então a força torna-se irrelevante. O aço não se importa com o tamanho dos cilindros se a geometria o bloquear.
Então, como é que esse bloqueio acontece na prática?
Imagina uma caixa simples de quatro lados. A primeira dobra levanta uma parede. A segunda dobra levanta outra. À terceira, estás a alimentar um canal em forma de U à volta de um punção que só se move na vertical. As paredes já formadas elevam-se a cada curso porque o aríete não cria espaço — ele invade-o.
Agora acrescenta uma aba de retorno de 1 polegada no topo de cada parede. Esse retorno encurta a profundidade efetiva da garganta disponível para o corpo do punção. Mesmo um perfil em pescoço de ganso — concebido para dar folga — tem uma espinha. Quando a altura da parede, somada à aba de retorno, excede o desvio dessa espinha, o corpo do punção torna-se o obstáculo.
Já vi operadores tentarem três soluções alternativas.
Primeira: dobragem ao ar com uma matriz em V estreita para reduzir a profundidade de penetração necessária. Isso ajuda no controlo do ângulo, mas a altura da parede em relação à geometria do punção não muda. O ponto de colisão apenas acontece alguns graus mais tarde.
Segunda: dobragem em fundo para forçar o ângulo numa única pancada controlada. Sim, a dobragem em fundo empurra o material completamente para dentro do ângulo da matriz, melhorando a repetibilidade. Também aumenta a área de contacto e o risco. Se a parede lateral já está a roçar o corpo do punção, a dobragem em fundo significa apenas que bates com mais força quando o material prende. As peças ficam marcadas. As ferramentas lascam. Já substituí ambos.
Terceira: ferramentas empilhadas para elevar o trabalho acima da viga inferior e ganhar espaço útil. Isso funciona — até ficares sem curso do aríete ou introduzires instabilidade devido à altura excessiva do empilhamento. Conjuntos de ferramentas altos comportam-se como uma coluna sob carga. A deflexão aparece na variação de ângulo ao longo do comprimento.
Este é o teste do invólucro profundo: consegues completar todas as dobras sem que a geometria formada colida com o corpo do punção durante o último curso?
Uma quinadeira de caixa e painel responde de forma diferente. Retiras os segmentos de fixação onde as paredes precisam de ocupar espaço. A chapa é fixada apenas ao longo da linha de dobra ativa, e a folha roda para elevar a aba. As paredes formadas ficam nos vazios que criaste antes de começar a dobra. A folga não é algo por que lutas a meio do curso; é algo projetado antes de puxares a alavanca.
Uma máquina penetra verticalmente numa cavidade em diminuição. A outra roda em torno de ar livre.
Se a quarta dobra prende a ferramenta, nenhuma quantidade de força salva a máquina errada.
Mas talvez penses: está bem, a quinadeira de dedos ganha em geometria. E se eu só precisar de dez caixas por mês?
Imagina uma série curta — oito invólucros profundos, chapa de 14 calibres, 8 polegadas de altura, sem retornos. Numa quinadeira, escolhes um punção em pescoço de ganso, combinas a altura da matriz, verificas se o suporte inferior mais matriz mais punção ainda deixam curso de reserva. Fazes um ciclo a seco com uma peça de teste para confirmar a folga da parede. Talvez calces para garantir paralelismo se empilhaste ferramentas.
Isso não é teoria. É uma hora perdida antes da primeira peça boa.
O tempo de ciclo por dobra numa quinadeira CNC é rápido depois de afinado. As paragens de batente movem-se automaticamente. A correção de ângulo é programável. Para cinquenta peças, esse custo de preparação dilui-se e faz sentido.
Agora passa para uma quinadeira manual de caixa e painel. Retiras os blocos de fixação de que não precisas, deslizas a chapa, ajustas o batente da profundidade de dobra e avanças. A preparação é física, não computacional. Para volumes baixos, especialmente quando as alturas das paredes estão bem dentro da capacidade nominal da máquina, a simplicidade destaca-se. Sem cálculos de empilhamento de ferramentas. Sem gestão do curso do aríete.
Mas a capacidade é a parede que acabas por atingir. Uma quinadeira manual de dedos, classificada para aço macio de 16 calibres em toda a largura, não se estica simpaticamente até 10 calibres só porque tens apenas oito peças. O momento de dobragem aumenta com a espessura, e a barra de aperto defletirá antes que o material se deforme de forma uniforme. Obténs ângulos inconsistentes e uma máquina que envelhece dez anos numa semana.
Portanto, volume baixo não favorece automaticamente a máquina mais simples. Favorece a máquina cujo envelope de capacidade realmente contém a tua peça.
Se a geometria exige vazios e a espessura exige força, estás entre duas respostas parciais. Que compromisso dói menos?
Já utilizei ferramenta segmentada para prensa dobradeira — secções modulares de punção que pode remover para criar folgas localizadas. Ele continuava a dizer: “Mas tem dedos.” Não. Tinha punções segmentados e batentes traseiros ajustáveis. O mecanismo de fixação nunca mudou.
É isto que acontece na prática.
Retira-se secções de punção onde as paredes laterais precisam de espaço. Isso cria um intervalo horizontal na linha de punção. Bom. Mas o carro ainda desce como uma única viga. As secções de punção restantes têm de suportar toda a tonelagem ao longo da sua extensão ativa. O esforço concentra-se nos ombros dos segmentos ativos. Com material espesso, isso significa uma carga local mais elevada e possível deflexão na transição entre zonas carregadas e descarregadas.
Também perde o apoio contínuo ao longo da linha de dobra. Em caixas profundas, isso pode traduzir-se numa ligeira variação de ângulo junto às extremidades dos segmentos, a menos que a sua ferramenta e compensação estejam afinadas na perfeição. É funcional. Não é mágico.
Compare isso com uma verdadeira dobradeira de caixa e painel: os blocos de fixação aplicam pressão distribuída apenas onde é necessário, e a lâmina proporciona um movimento rotacional uniforme ao longo de toda a linha de dobra. Não existe massa descendente a passar entre paredes. A geometria é resolvida antes de aplicar a força.
Ferramenta segmentada para prensa dobradeira é um compromisso. Pode ampliar o alcance geométrico de uma prensa, especialmente com alturas moderadas de paredes e sequências cuidadas. Já vi uma caixa de 10,5 polegadas de profundidade formada com sucesso desta forma, com grampos empilhados e um punção de 3 polegadas. Resultou porque o perfil do punção, a altura da matriz e a profundidade da caixa estavam todos numa estreita janela de compatibilidade.
Basta falhar essa janela por uma polegada na altura da parede ou por um calibre na espessura, e volta ao problema de interferência ou sobrecarga.
Então aqui está o ponto de decisão que peço agora aos compradores: desenhe a parede mais alta do seu invólucro mais profundo. Adicione qualquer aba de retorno. Meça da linha de dobra até à obstrução mais alta durante a dobra final. Depois compare isso com a folga vertical e horizontal real do perfil do punção sob carga.
Se os números não cabem no papel, não cabem sob 150 toneladas.
Esse é o teste de invólucro profundo. Passe-o, e a prensa dobradeira justifica o seu valor. Falhe-o, e ninguém na fábrica se importa com o nome que o folheto deu à ferramenta.
Se tanto a altura da parede como a espessura do material estão perto da linha vermelha, então não escolhe a máquina com o número maior na placa — escolhe aquela cujo modo de falha consegue aceitar.
Já vi compradores ficarem bloqueados nesse ponto. A geometria diz uma coisa. O gráfico de tonelagem diz outra. Querem um desempate. Aqui está: pergunte qual limite falha de forma mais suave na produção e qual destrói peças a meio da execução. Uma prensa dobradeira que fica sem folga geométrica não o avisa com um ângulo mais suave. Colide. Uma dobradeira de dedos que perde rigidez começa a mostrar o problema — desvio de ângulo, deflexão da barra de fixação, mais esforço na manivela. Uma estraga a ferramenta. A outra estraga a consistência.
Essa diferença não é académica.
Quando uma prensa dobradeira perde a luta geométrica num invólucro profundo, fá-lo na quarta dobra, depois de já ter investido tempo nas três primeiras. O primeiro protótipo toca na matriz, a segunda aba sobe, e a parede anteriormente formada bate no corpo do punção. Agora está a repensar as pilhas de ferramentas e a sequência enquanto o relógio corre. Quando uma dobradeira de dedos é sobrecarregada na espessura, a dificuldade aparece logo na primeira dobra. Sente-o na manivela. A barra de fixação flete. Para antes de criar um inventário de sucata.
Qual falha preferiria descobrir na peça um em vez da peça vinte?
É assim que se avalia o risco quando ambos os limites estão apertados: não pela capacidade máxima, mas por quão cedo a máquina lhe diz que está errado.
Se ainda está a perguntar se uma prensa dobradeira “tem dedos”, então está a comprar pela aparência em vez de pelo movimento.
Ele continuava a dizer: “Mas tem dedos.” Não. Tinha punções segmentados e paragens de retrocesso ajustáveis. O êmbolo ainda impulsionava um punção diretamente para baixo numa cavidade que se estreitava. Os blocos de fixação num verdadeiro travador de dedos afastam-se antes de a dobra começar. Um design cria vazios antecipadamente. O outro tenta sobreviver dentro deles.
Isso não é um problema de nomenclatura. É cinemática — o estudo do movimento.
A melhor questão de compra é simples e brutal: que forma existe no espaço durante a minha última dobra? Desenhe-a. Inclua retornos. Inclua lombadas. Depois pergunte se a ferramenta se move à volta desse espaço ou para dentro dele. Trazer a chave inglesa errada para o trabalho parece bem até que a cabeça do parafuso desgaste a meio da puxada. Um punção segmentado pode parecer suficientemente parecido com um travador de dedos num folheto. A meio do curso, prova o contrário.
Agora é que acontece a verdadeira mudança.
Pare de listar características. Comece a mapear geometria à escala. Quantas caixas por semana? Qual a altura das paredes? Os retornos são standard ou ocasionais? Porque, uma vez que pense em termos de “gestão de vazios” em vez de “tem dedos”, deixa de se impressionar com termos de marketing híbridos e começa a ver trajetórias de movimento.
E quando a geometria é fixada pelo seu produto, o que exatamente está a escalar — complexidade da forma ou número de dobras?
Se os seus protótipos exigem geometria agressiva mas a sua procura de produção é leve, então um travador de dedos pode ser a resposta certa — até confundir rapidez de protótipo com capacidade de produção.
Um travador de caixas e painéis pode ser configurado em minutos para um novo invólucro. Retirar blocos de fixação, deslizar a chapa, executar a dobra. Para corridas personalizadas e mudanças de engenharia, essa rapidez importa mais do que tonelagem bruta. O tempo de configuração vence o tempo de ciclo quando as quantidades são baixas e as formas continuam a mudar.
Mas a escala muda a matemática.
Os travadores de dedos manuais abrandam à medida que as peças ficam mais largas e pesadas. Acima de quatro pés, muitas vezes são dois operadores. Após vinte ou trinta dobras, a fadiga instala-se e a consistência do ângulo perde-se. Entretanto, um travador CNC com paragens de retrocesso programáveis fará 600 dobras por hora, uma vez afinado. Mesmo ângulo. Mesma profundidade. Sem discussão.
Então aqui está a parte menos óbvia.
Não escolhe a máquina que escala “mais.” Escolhe a máquina que escala a restrição que define o seu produto. Se o seu negócio são invólucros profundos e complexos em volumes modestos, escalar a flexibilidade geométrica importa mais do que direitos de vanglória de dobras por hora. Se as suas peças são superficiais mas grossas e repetitivas, escalar força e repetibilidade vence.
Quando tanto a espessura como a altura da parede ficam perto do limite, decida qual compromisso atinge mais o seu modelo de receita: trabalho mais lento com garantia de folga, ou automação mais rápida que arrisca desqualificação geométrica. Uma limita o rendimento. A outra pode desqualificar a peça por completo.
Leve isto adiante: as máquinas não competem em características. Competem em qual restrição física removem do seu modelo de negócio.
Quando vê isso, deixa de perguntar sobre “dedos de travador” — e começa a perguntar qual restrição pode dar-se ao luxo de viver com.


















