

El invierno pasado, un comprador llevó orgulloso como un pavo real una plegadora nueva de 10 pies a mi taller. Dos semanas después me preguntaba por qué no podía formar una carcasa eléctrica profunda sin aplastar las paredes laterales. Seguía diciendo: “Pero tiene dedos”.”
Esa palabra le costó seis cifras.
No puedes corregir la geometría con vocabulario. Solo puedes entender qué parte de la máquina realmente hace el trabajo.
Si pides “dedos” sin preguntar qué se supone que deben hacer, entonces ya estás a medio camino de comprar la máquina equivocada.
He estado junto a demasiadas plegadoras donde un vendedor golpeaba el tope trasero y llamaba a las pequeñas varillas ajustables “dedos”. Se deslizan hacia dentro y hacia fuera, a izquierda y derecha, para ajustar la longitud del ala. En la pantalla ingresas 2.000 pulgadas, los topes se mueven a 2.000 pulgadas y la lámina los toca antes de que el ariete baje. Ese es todo su trabajo: posicionar la pieza. Cuando el punzón desciende hacia la matriz, los topes son simples espectadores.
Como coger una llave que casi encaja, parece lo bastante cerca… hasta que el tornillo se redondea y te das cuenta de que la herramienta nunca estuvo destinada a girarlo.
Entonces, ¿qué es exactamente lo que hace el plegado?
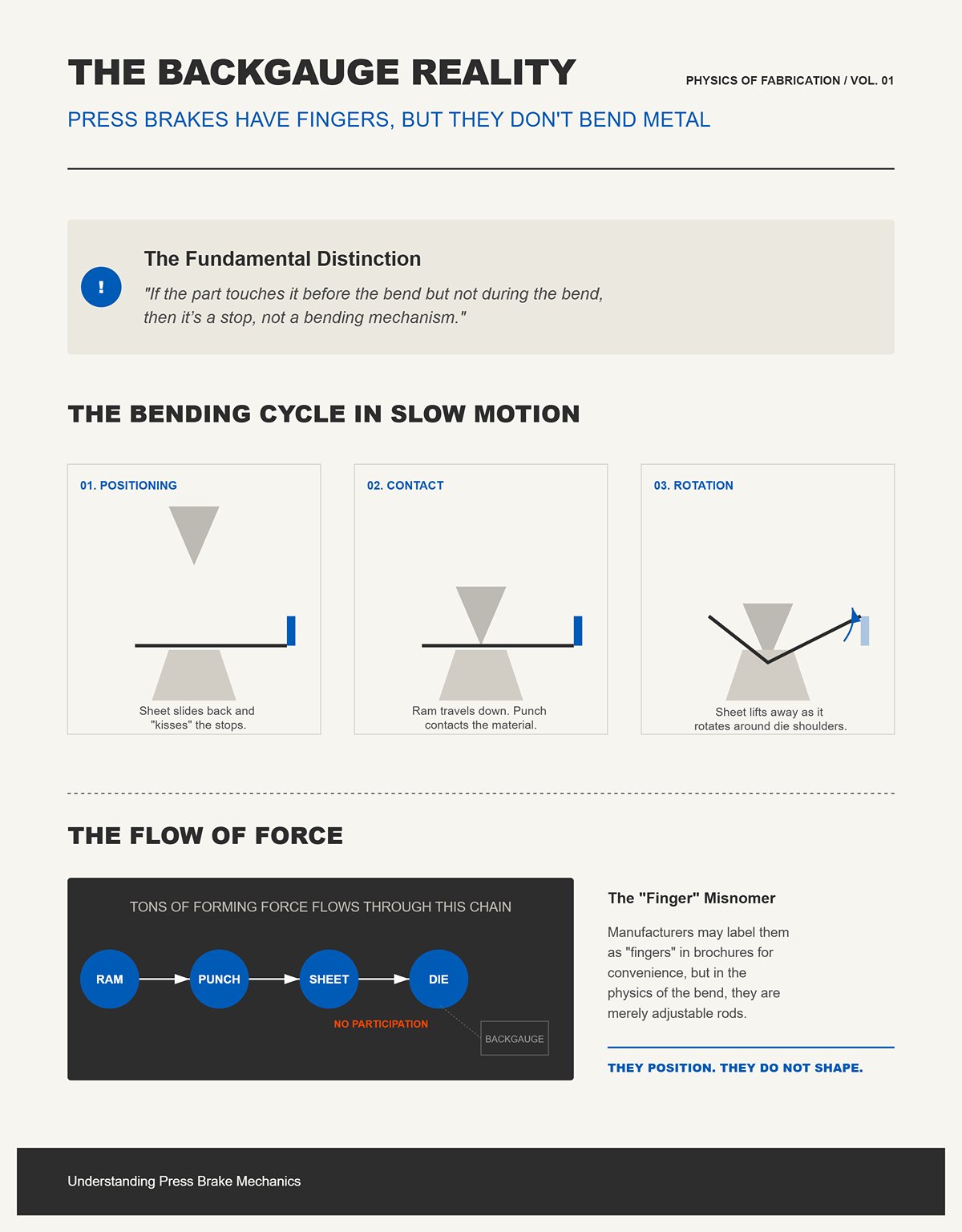
Si la pieza lo toca antes del doblado pero no durante el doblado, entonces es un tope, no un mecanismo de plegado.
Mira un ciclo de plegadora en cámara lenta. La lámina se desliza hacia atrás, besa los topes y el ariete baja. Tan pronto como el punzón contacta el material, la lámina se levanta alejándose de esos topes porque el metal está rotando alrededor de los hombros de la matriz. La fuerza de conformado—toneladas de ella—fluye del ariete al punzón, de éste a la lámina y luego a la matriz. El conjunto del tope trasero simplemente se queda ahí detrás de la acción.
Sí, algunos fabricantes etiquetan informalmente esas varillas ajustables como “dedos”. Lo he escuchado. Lo he corregido. Llámalos como quieras en un folleto; en la física del doblado, no participan.
Si no están moldeando el metal, ¿por qué la gente asegura que la máquina “tiene dedos”?
Si miras las herramientas segmentadas desde el otro lado del taller, puedes ver cómo empieza la confusión.
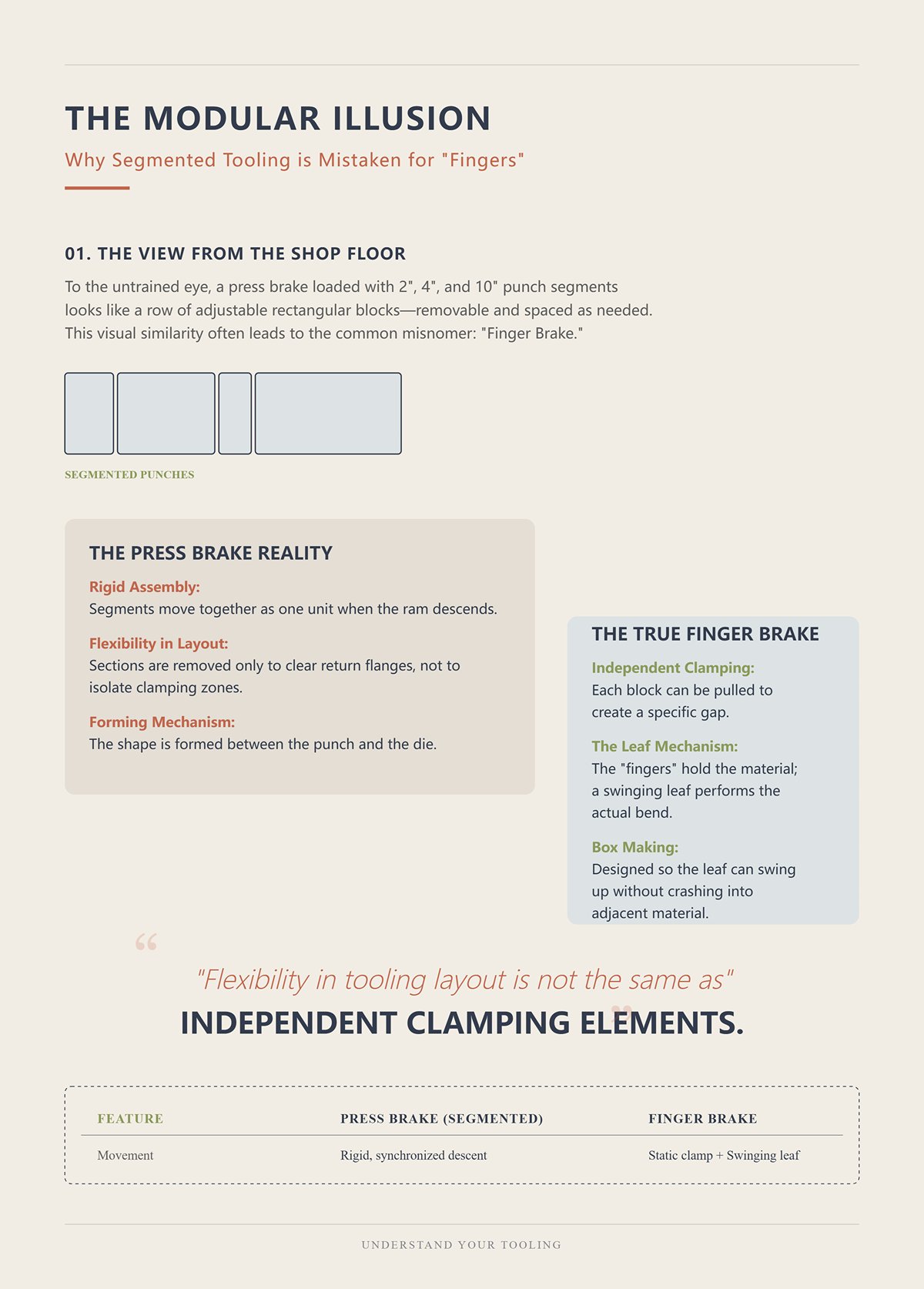
Imagina la viga superior de una plegadora cargada con segmentos de punzón de 2, 4 y 10 pulgadas alineados uno al lado del otro. Para el ojo inexperto, parecen una fila de bloques rectangulares: removibles, ajustables, espaciados según sea necesario. He tenido clientes que señalan eso y dicen: “¿Ves? Plegadora de dedos”.”
Pero esos segmentos son punzones. Se mueven juntos como una sola pieza rígida cuando el ariete desciende. Puedes retirar una sección para despejar un ala de retorno, claro. Eso es flexibilidad en la disposición de herramientas, no elementos de sujeción independientes. En una verdadera plegadora de dedos, cada bloque de sujeción puede retirarse para crear un hueco, de modo que la hoja pueda levantarse y formar el costado de una caja sin chocar con el material adyacente. Los bloques son el mecanismo de sujeción; la hoja es el brazo de plegado.
En una plegadora, la sujeción la hace el ariete, y el conformado ocurre entre el punzón y la matriz. Los segmentos no se balancean. No aíslan zonas de sujeción. Simplemente moldean donde está el punzón a lo largo de la viga.
Cuando confundes esa distinción, ¿qué tipo de error te estás preparando para cometer?

Si crees que los punzones segmentados equivalen a la capacidad de una plegadora de dedos, entonces intentarás formar un recinto profundo de cuatro lados en una prensa plegadora y te preguntarás por qué las paredes chocan con las herramientas.
Lo he visto suceder. Un taller compra una prensa plegadora CNC rápida—600 dobleces por hora, sin problema—y asume que los “dedos” significan que puede manejar trabajos de cajas ajustadas del mismo modo que una plegadora de dedos. El primer prototipo golpea la matriz, la segunda pestaña se levanta, y la pared previamente formada se estrella contra el cuerpo del punzón. Ahora están hablando sobre herramientas de cuello de ganso personalizadas, matrices especiales, soluciones alternativas. Caras.
Una plegadora de dedos intercambia velocidad y repetibilidad por libertad geométrica. Una prensa plegadora intercambia libertad geométrica por fuerza, precisión y rendimiento. Si confundes el mecanismo de doblado con el tope de material, confundes esas compensaciones.
Y si los bloques que realmente se mueven durante el doblado importan tanto, ¿qué pasa cuando son el propio sistema de sujeción?
Preguntaste qué sucede cuando los bloques de sujeción son los elementos que se mueven en el doblez.
Imagina una plegadora de cajas y paneles de 48 pulgadas en un lugar de trabajo. La lámina se desliza bajo una barra de sujeción segmentada. El operador baja una palanca, y una fila de bloques rectangulares de acero presiona el material firmemente contra la cama. Luego, la hoja inferior—una placa larga con bisagras—se eleva y limpia el borde expuesto de la lámina más allá de los 90 grados. La barra de sujeción no se hunde. El punzón no desciende. La hoja gira.
Ese es todo el truco.
Si la máquina dobla por rotación en lugar de penetración, entonces la trayectoria de la fuerza cambia completamente. En una prensa plegadora, el ariete impulsa un punzón hacia una matriz y el material cede en una V concentrada. En una plegadora de cajas y paneles, la lámina se pellizca a lo largo de toda la línea de doblez y la hoja aplica torque a lo largo de esa misma línea. Es una carga distribuida, no localizada. El metal se está limpiando alrededor de un pivote, no se fuerza dentro de una cavidad.
¿Y los bloques de sujeción? Son la referencia del doblez. Sostienen todo lo que no debe moverse mientras la hoja mueve todo lo que sí debe hacerlo.
Como tomar la llave equivocada del carrito, una prensa plegadora parece lo suficientemente similar hasta que te das cuenta en medio del doblez de que nada en ella gira—todo se hunde.
Entonces, ¿por qué molestarse en dividir esa barra de sujeción en piezas?
Una vez, un pequeño taller de climatización me trajo una transición de conducto de cinco lados—fondo, cuatro paredes, sin tapa. Habían doblado tres lados y no podían descubrir cómo cerrar el cuarto sin colisiones. En una prensa plegadora, luchas con esa geometría usando herramientas escalonadas y una secuencia cuidadosa. En una plegadora de cajas y paneles, quitas dos segmentos de sujeción donde se ubicarán las paredes laterales, deslizas la pieza bajo los bloques restantes, sujetas solo el plano que vas a doblar y giras la hoja. Las paredes formadas quedan en los espacios vacíos.
Si necesitas espacio libre para pestañas de retorno, entonces debes crear vacíos físicos en la barra de sujeción. Por eso existen los segmentos. No por ajustabilidad. Por ausencia.
Cada bloque es desmontable para que las paredes preformadas puedan ocupar ese espacio mientras se levanta la siguiente pestaña. La barra de sujeción segmentada es la razón completa de la existencia de la máquina. Sin ella, la primera pestaña de retorno que hicieras bloquearía la segunda. La geometría te dejaría fuera de tu propia pieza.
Aquí es donde el mito se distorsiona. Sí, puedes cargar una prensa plegadora con segmentos de punzón de 2 pulgadas y de 4 pulgadas y dejar espacios entre ellos. Los talleres en los foros discuten sobre doblar calibre 12 en cuatro pies de esa manera. Y para formas poco profundas, con una secuencia cuidadosa, puedes imitar parte de la flexibilidad. Pero esos segmentos de punzón todavía se mueven juntos con el ariete. No sujetan selectivamente. No crean zonas independientes de sujeción. Solo eliminan acero de la línea del punzón.
Si el sistema de sujeción no puede aislar una pestaña mientras libera otra, entonces no tienes la misma libertad geométrica—sin importar cuán modular parezca la herramienta desde el otro lado del taller.
Esa libertad tiene un precio.
Párate frente a una cizalla manual de 16 calibres y un freno de caja y pan y trata de doblar acero dulce de 10 calibres a todo el ancho. Sentirás cómo la manija se resiste a mitad del tirón. La hoja se flexiona. La barra de sujeción comienza a levantarse en el centro. La línea de doblado se redondea porque la presión no es suficiente para mantener el material ajustado al filo.
Si la máquina depende de una sujeción distribuida y de la fuerza aplicada por el humano, entonces el espesor se convierte rápidamente en el enemigo.
La física es simple. Para deformar plásticamente acero más grueso, necesitas un mayor momento de flexión. En una prensa plegadora, agregas tonelaje: las hidráulicas no se cansan. En un freno de caja y pan, el torque pasa por una bisagra y una manija larga. La barra de sujeción debe resistir ese torque a lo largo de todo su ancho. A medida que aumenta el espesor, la fuerza de sujeción requerida crece para evitar el deslizamiento. El marco se deforma. La hoja se deforma. El ángulo de doblado varía a lo largo de la pieza.
La mayoría de los frenos manuales de caja y pan alcanzan su límite alrededor de acero dulce de 16 calibres a todo el ancho; calibres más pesados son posibles solo en longitudes más cortas. Eso no es una limitación de marketing. Es deflexión de vigas y palanca.
Dos semanas después estaba preguntando por qué no podía formar una caja eléctrica profunda sin aplastar las paredes laterales. La respuesta no estaba oculta en un folleto. Estaba escondida en el mecanismo. Un freno de caja y pan te da espacio libre porque distribuye la fuerza y desliza. Una prensa plegadora te da potencia porque concentra la fuerza y penetra.
Si necesitas geometría profunda de varios lados en calibre ligero, la verdadera máquina de “dedos” se gana su lugar. Si necesitas espesor, precisión y tonelaje repetible, la industria evolucionó hacia el punzón y el troquel por una razón.
Así que cuando los bloques de sujeción son el sistema que mantiene la pieza, y la hoja es la que dobla, ganas espacio libre y pierdes fuerza.
Y ese compromiso es exactamente la razón por la que las dos máquinas existen lado a lado en vez de que una reemplace a la otra.
Estás frente a un plano para un chasis de acero dulce de 14 calibres, 36 pulgadas de ancho, cuatro lados de 3 pulgadas de alto. Una máquina en el taller alcanza su máximo con acero dulce de 16 calibres a todo el ancho pero tiene bloques de sujeción segmentados. La otra es una prensa plegadora hidráulica de 135 toneladas con un juego estándar de troqueles en V y topes de tope trasero programables. ¿Hacia cuál llevas el carro?
Si la pieza exige más fuerza de la que una hoja con bisagra y una barra de sujeción pueden resistir físicamente, entonces la decisión se tomó el día que leíste el espesor del material.
La razón no es una marca. Es mecánica.
El primer prototipo golpea el troquel, la segunda pestaña se levanta, y la pared previamente formada choca contra el cuerpo del punzón. Lo he visto pasar más veces de las que me gustaría admitir. El operador jura que la máquina “tiene dedos”. Quiere decir punzones segmentados. Confunde acero ausente con geometría ausente.
Una prensa plegadora no sujeta a lo largo de la línea de doblado y desliza la lámina alrededor de un pivote. Empuja un punzón en una abertura en forma de V del troquel. En el doblado en aire —lo que significa que el punzón nunca toca el fondo del troquel— la lámina contacta en tres puntos: la punta del punzón y los dos hombros del troquel. Ese contacto de tres puntos crea una palanca. Cambia la profundidad del punzón unas milésimas y el ángulo cambia. No estás envolviendo el metal alrededor de un filo; estás controlando la profundidad de penetración bajo carga.
Por eso el doblado en aire puede alcanzar 90 grados con mucho menos tonelaje que el doblado hasta el fondo o el acuñado. No estás obligando al material a conformarse completamente al ángulo del troquel. Dejas que ocurra el retorno elástico y compensas con un sobre-doblado calculado. Menos fuerza, más flexibilidad en el ángulo, mismas herramientas.
Pero aquí está el detalle que nadie menciona en la sala de ventas.
En frenos hidráulico-mecánicos más antiguos —previos al CNC, sistemas de presión descendente— el peso del carro y el empuje hidráulico no siempre eran consistentes para piezas pequeñas. El doblado en aire se desviaba porque unas milésimas de variación en el espesor del material o en la resistencia a la tracción significaban un retorno elástico diferente. La variación de ángulo no era un misterio. Era física. Los talleres doblaban hasta el fondo no porque el doblado en aire no existiera, sino porque el control sobre el tonelaje y la posición no era lo bastante preciso como para confiar en él.
Si tu método de formado depende de fuerza continua, precisamente medida, en lugar de bloques de sujeción físicos que bloquean la lámina en su lugar, entonces la variabilidad del material se convierte en parte de tu ecuación de precisión.
Ese es el trato. Una plegadora de dedos obtiene repetibilidad gracias a la restricción mecánica. Una prensa plegadora obtiene versatilidad gracias a la fuerza controlada.
Entonces, ¿por qué realmente estás pagando cuando compras esa máquina de 135 toneladas?
Una vez tuve un comprador que justificó una gran plegadora señalando el juego de punzones segmentados. “Es flexible”, dijo. “Podemos quitar secciones.” Seguía diciendo, “Pero tiene dedos.”
No. Tenía herramientas modulares.
Si principalmente doblas conductos de calibre 20 y bandejas ligeras de menos de 48 pulgadas, una plegadora de 135 toneladas es músculo que nunca utilizarás. El doblado al aire de acero dulce calibre 20 sobre una abertura en V de 1 pulgada podría requerir solo una fracción de la capacidad nominal por pie de la máquina. El resto de esa calificación en toneladas es hierro inactivo y sobrecarga hidráulica. Pagaste por cilindros, rigidez del marco y sistemas de control diseñados para mover placas más gruesas.
Eso parece derrochador hasta que el trabajo cambia.
El día que aparece un soporte de calibre 10 de 36 pulgadas de largo, una plegadora manual tipo caja y bandeja queda fuera de juego antes de empezar. El momento de doblado requerido aumenta rápidamente con el grosor—exponencialmente en comparación con el calibre ligero. En una prensa plegadora, cambias el ancho de la matriz en V, calculas la capacidad en toneladas por pie y pisas el pedal. La hidráulica no discute. Los marcos construidos para toneladas no se articulan ni flexionan como una plegadora de hojas.
Si tu mezcla de trabajos oscila entre delgado y grueso, entonces pagar por capacidad en toneladas no es un exceso. Es un seguro.
Pero el seguro tiene exclusiones.
Porque toda esa fuerza controlada sigue ocurriendo entre un punzón y una matriz que se mueven como una sola masa descendente. Nada en ese ariete sujeta selectivamente un ala mientras despeja otra. Los topes del tope trasero posicionan la pieza; no sujetan zonas aisladas como los bloques de sujeción segmentados.
Entonces, ¿qué pasa cuando la geometría se cierra sobre sí misma?
| Sección | Contenido |
|---|---|
| Costo de herramientas vs. versatilidad | ¿Estás pagando por capacidad en toneladas que realmente no necesitas? |
| Justificación del comprador | Un comprador justificó alguna vez la compra de una gran plegadora señalando el juego de punzones segmentados, afirmando que era flexible porque se podían quitar secciones. Seguía diciendo, “Pero tiene dedos.” En realidad, tenía herramientas modulares. |
| Exceso de capacidad para trabajos ligeros | Si la mayor parte del trabajo implica doblar ductos de calibre 20 y bandejas ligeras de menos de 48 pulgadas, una plegadora de 135 toneladas ofrece capacidad no utilizada. El doblado al aire de acero dulce calibre 20 sobre una abertura en V de 1 pulgada usa solo una fracción de la capacidad nominal en toneladas por pie de la máquina. La capacidad restante representa hierro inactivo y sobrecarga hidráulica diseñada para placas más gruesas. |
| Cuando la capacidad se vuelve necesaria | La situación cambia cuando aparece un soporte de calibre 10 de 36 pulgadas de largo. Una plegadora manual tipo caja y bandeja no puede manejarlo. Los requisitos de fuerza de doblado aumentan rápidamente con el grosor. En una prensa plegadora, ajustas el ancho de la matriz en V, calculas la capacidad en toneladas por pie y actúas. La hidráulica y los marcos rígidos manejan la carga sin flexionar como una plegadora de hojas. |
| Argumento del seguro | Si tu carga de trabajo alterna entre materiales delgados y gruesos, pagar por un mayor tonelaje no es exceso, es seguro. |
| Limitaciones de fuerza | Sin embargo, esa fuerza controlada ocurre entre un punzón y una matriz que se mueven como una única masa descendente. El ariete no puede sujetar selectivamente un ala mientras libera otra. Los topes traseros posicionan la pieza pero no aíslan ni sujetan zonas específicas como lo hacen los bloques de sujeción segmentados. |
| Restricciones geométricas | Surgen desafíos cuando la geometría de la pieza se cierra sobre sí misma, limitando lo que la prensa puede lograr físicamente. |
Piensa en un gabinete eléctrico profundo: cuatro paredes de 6 pulgadas de altura, alas de retorno en la parte superior, acero calibre 14. Dobla el primer lado—sin problema. Segundo lado—vigila la holgura del punzón. Tercer lado—estás enhebrando una caja alrededor de una herramienta que solo se mueve verticalmente.
En el cuarto ala, estás luchando contra la colisión, no contra el tonelaje.
Los punzones rectos estándar y las matrices en V suponen geometría abierta. El ariete desciende en línea recta. Cualquier pared previamente formada se eleva con la pieza. Si esa pared se extiende más alta que la luz libre entre los hombros del punzón o interfiere con el cuerpo del punzón, estás bloqueado. Puedes secuenciar los dobleces, usar punzones cuello de ganso para holgura, incluso voltear y volver a referenciar con los topes traseros—pero siempre estás trabajando alrededor de una herramienta que perfora, nunca una que crea vacíos a lo largo de la línea de sujeción.
Una plegadora de cajas y bandejas lo resuelve por sustracción. Retira dos segmentos de sujeción, desliza las paredes formadas en esos espacios vacíos, sujeta únicamente la parte plana que estás doblando y limpia. La holgura está integrada en el propio sistema de sujeción.
Si el trabajo es profundo, de múltiples lados y de calibre ligero, entonces los bloques de sujeción segmentados son herramientas de geometría, no herramientas de potencia.
Una prensa se desarrolló más allá de los bloques de sujeción porque la industria necesitaba fuerza, programabilidad y control de ángulo que escalara con el espesor. No evolucionó para reemplazar los vacíos que esos bloques crean. Reemplazó el par distribuido con tonelaje concentrado.
Lleva la llave equivocada al trabajo y no te darás cuenta hasta que el tornillo se redondee a mitad del proceso.
Así que antes de preguntar si la máquina “tiene dedos”, pregunta algo más simple: ¿esta pieza falla por falta de fuerza o por falta de holgura?
Un gabinete calibre 10, 12 pulgadas de profundidad, cuatro lados hacia arriba, alas de retorno de 1 pulgada en la parte superior. Vi a un taller intentarlo en una prensa de 175 toneladas con un punzón cuello de ganso alto. Los dos primeros dobleces fueron limpios. El tercer doblez necesitó inclinar la caja y volver a referenciar con los topes traseros. En el cuarto, la pared lateral tocó el cuerpo del punzón antes de que el ángulo llegara a 70 grados. Quedaba tonelaje de sobra. No quedaba holgura.
Ese es el momento en el que el argumento deja de ser teórico.
Cuando un trabajo exige tanto alto tonelaje como geometría profunda y cerrada, no preguntas qué máquina es más fuerte. Preguntas cuál puede terminar físicamente el cuarto doblez sin atrapar la pieza entre el acero de la herramienta y sus propias paredes. Si las paredes del gabinete crecen más altas que la ventana vertical alrededor de tu punzón, entonces la fuerza se vuelve irrelevante. Al acero no le importa cuán grandes sean los cilindros si la geometría te bloquea.
Entonces, ¿cómo ocurre realmente ese bloqueo?
Imagina una caja sencilla de cuatro lados. El primer pliegue levanta una pared. El segundo pliegue levanta otra. En el tercero, estás alimentando un canal en forma de U alrededor de un punzón que solo se mueve hacia abajo. Las paredes ya formadas se elevan con cada golpe porque el ariete no crea espacio: invade el espacio existente.
Ahora añade una brida de retorno de 1 pulgada en la parte superior de cada pared. Ese retorno reduce la profundidad efectiva de garganta disponible para el cuerpo del punzón. Incluso un perfil de cuello de ganso—diseñado para permitir espacio libre—tiene una columna. Una vez que la altura de la pared más la brida de retorno supera el desplazamiento de esa columna, el cuerpo del punzón se convierte en la obstrucción.
He visto operadores intentar tres soluciones alternativas.
Primero: doblado en aire con una matriz en V estrecha para reducir la profundidad de penetración requerida. Eso ayuda con el control del ángulo, pero la altura de la pared en relación con la geometría del punzón no cambia. El punto de colisión simplemente ocurre unos grados más tarde.
Segundo: doblado al fondo para forzar el ángulo en un solo golpe controlado. Sí, al hacer fondo se empuja el material completamente dentro del ángulo de la matriz, mejorando la repetibilidad. También aumenta el área de contacto y el riesgo. Si la pared lateral ya roza el cuerpo del punzón, el fondo solo significa que golpeas más fuerte cuando se atasca. Las piezas se marcan. Las herramientas se astillan. He reemplazado ambas.
Tercero: herramientas apiladas para elevar la pieza por encima de la viga inferior y ganar luz libre. Eso funciona—hasta que te quedas sin carrera del ariete o introduces inestabilidad por una altura de apilamiento excesiva. Los conjuntos de herramientas altos se comportan como una columna bajo carga. La deflexión se manifiesta en variaciones de ángulo a lo largo de la longitud.
Esta es la prueba del recinto profundo: ¿puedes completar todos los pliegues sin que la geometría formada colisione con el cuerpo del punzón durante el golpe final?
Una plegadora de cajas y paneles responde a eso de manera diferente. Se quitan los segmentos de sujeción donde las paredes necesitan ocupar espacio. La lámina se sujeta solo a lo largo de la línea de pliegue activa, y la paleta gira para levantar la brida. Las paredes formadas se ubican en los huecos que creaste antes de comenzar el pliegue. La holgura no es algo por lo que luchas a mitad del golpe; se diseña antes de accionar la palanca.
Una máquina penetra verticalmente en una cavidad que se reduce. La otra gira alrededor del aire abierto.
Si el cuarto pliegue atrapa la herramienta, ninguna cantidad de tonelaje rescata la máquina equivocada.
Pero tal vez estés pensando: bien, la plegadora de dedos gana en geometría. ¿Y si solo necesito diez cajas al mes?
Imagina una serie corta—ocho recintos profundos, calibre 14, 8 pulgadas de alto, sin retornos. En una plegadora, seleccionas un punzón de cuello de ganso, igualas la altura de la matriz, verificas que el soporte inferior más la matriz más el punzón aún dejen carrera de sobra. Realizas un ciclo en seco con una pieza de prueba para confirmar la holgura de la pared. Tal vez calces para paralelismo si apilaste herramientas.
Eso no es teoría. Es una hora perdida antes de la primera pieza buena.
El tiempo de ciclo por pliegue en una plegadora CNC es rápido una vez ajustado. Los topes del tope trasero se mueven automáticamente. La corrección de ángulo es programable. Para cincuenta piezas, ese costo de configuración se distribuye y tiene sentido.
Ahora pasa a una plegadora manual de cajas y paneles. Retiras los bloques de sujeción que no necesitas, deslizas la pieza, ajustas el tope de profundidad del pliegue y trabajas. La configuración es física, no computacional. Para volúmenes bajos, especialmente cuando las alturas de pared están dentro de la capacidad nominal de la máquina, la sencillez destaca. Sin cálculos de apilamiento de herramientas. Sin planificación de carrera del ariete.
Pero la capacidad es el límite que eventualmente alcanzas. Una plegadora manual de dedos clasificada para acero dulce de calibre 16 en todo su ancho no se estirará cortésmente hasta calibre 10 solo porque tengas ocho piezas. El momento de flexión aumenta con el espesor, y la barra de sujeción se deformará antes de que el material ceda de manera uniforme. Obtienes ángulos inconsistentes y una máquina que envejece diez años en una semana.
Así que el bajo volumen no favorece automáticamente a la máquina más simple. Favorece a la máquina cuyo rango de capacidad realmente contiene tu pieza.
Si la geometría exige huecos y el espesor exige fuerza, estás entre dos respuestas parciales. ¿Qué compromiso duele menos?
He usado herramientas segmentadas para prensa plegadora: secciones modulares de punzón que puedes quitar para crear un espacio localizado. Él seguía diciendo: “Pero tiene dedos”. No. Tenía punzones segmentados y topes de contraplaca ajustables. El mecanismo de sujeción nunca cambió.
Esto es lo que sucede en la práctica.
Retiras secciones de punzón donde las paredes laterales necesitan espacio. Eso crea un hueco horizontal en la línea del punzón. Bien. Pero el carro todavía desciende como una sola viga. Las secciones de punzón restantes deben soportar toda la tonelada a lo largo de su longitud comprometida. La tensión se concentra en los hombros de los segmentos activos. Para material grueso, eso significa una carga localizada más alta y posible deflexión en la transición entre zonas cargadas y descargadas.
También pierdes soporte continuo a lo largo de la línea de doblado. En cajas profundas, eso puede traducirse en una ligera variación de ángulo cerca de los bordes de los segmentos, a menos que tu herramienta y la compensación estén ajustadas perfectamente. Es manejable. No es magia.
Contrástalo con una verdadera plegadora de cajas y paneles: los bloques de sujeción aplican presión distribuida solo donde se necesita, y la hoja proporciona un movimiento rotacional uniforme a lo largo de toda la longitud del doblez. No hay masa descendente enhebrándose entre paredes. La geometría se resuelve antes de aplicar la fuerza.
Las herramientas segmentadas para prensa plegadora son un compromiso. Pueden ampliar el alcance geométrico de una prensa, especialmente con alturas de pared moderadas y una secuencia cuidadosa. He visto formar con éxito una caja de 10,5 pulgadas de profundidad de esta manera con abrazaderas apiladas y un punzón de 3 pulgadas. Funcionó porque el perfil del punzón, la altura de la matriz y la profundidad de la caja estaban todos en una estrecha ventana de compatibilidad.
Si te sales de esa ventana por una pulgada de altura de pared o un calibre de espesor, vuelves a tener problemas de interferencia o sobrecarga.
Así que aquí está el punto de decisión que les planteo a los compradores ahora: dibujen la pared más alta de su recinto más profundo. Añadan cualquier pestaña de retorno. Midan desde la línea de doblado hasta la obstrucción más alta durante el doblez final. Luego compárenlo con el verdadero espacio libre vertical y horizontal de su perfil de punzón bajo carga.
Si las cifras no encajan en el papel, no encajarán bajo 150 toneladas.
Esa es la prueba de recinto profundo. Si la supera, una prensa plegadora vale la pena. Si falla, a nadie en el taller le importa cómo llamó el folleto a la herramienta.
Si tanto la altura de la pared como el espesor del material están cerca de la línea roja, entonces no eliges la máquina con el número más grande en la placa — eliges la que tiene un modo de fallo que puedes tolerar.
He visto compradores quedarse inmóviles justo ahí. La geometría dice una cosa. La tabla de tonelaje dice otra. Quieren un desempate. Aquí está: pregunta qué límite falla de manera más gradual en producción y cuál arruina piezas en medio de la tanda. Una prensa plegadora que se queda sin espacio geométrico no te avisa con un ángulo más suave. Choca. Una plegadora de dedos que se queda sin rigidez empieza a transmitir el problema — variación de ángulo, deflexión de la barra de sujeción, más esfuerzo en la palanca. Una arruina herramientas. La otra arruina consistencia.
Esa diferencia no es académica.
Cuando una prensa plegadora pierde la lucha geométrica en un recinto profundo, lo hace en el cuarto doblez, después de que ya hayas invertido tiempo en los tres primeros. El primer prototipo golpea la matriz, el segundo reborde se levanta, y la pared previamente formada golpea el cuerpo del punzón. Ahora estás replanteando las pilas de herramientas y la secuencia mientras el reloj corre. Cuando una plegadora de dedos está sobrepasada en espesor, la dificultad aparece en el primer doblez. Lo sientes en la palanca. La barra de sujeción se flexiona. Te detienes antes de haber creado inventario de chatarra.
¿Qué fallo preferirías descubrir en la pieza uno en vez de la pieza veinte?
Así es como juzgas el riesgo cuando ambos límites están ajustados: no por la capacidad máxima, sino por lo pronto que la máquina te indica que te equivocas.
Si aún preguntas si una prensa plegadora “tiene dedos”, entonces estás comprando por apariencia en lugar de por movimiento.
Él seguía diciendo: “Pero tiene dedos.” No. Tenía punzones segmentados y topes de tope trasero ajustables. El carnero seguía impulsando un punzón directamente hacia abajo en una cavidad que se estrechaba. Los bloques de sujeción en una verdadera plegadora de dedos se apartan antes de que la flexión siquiera empiece. Un diseño crea vacíos de antemano. El otro intenta sobrevivir dentro de ellos.
Eso no es un problema de nomenclatura. Eso es cinemática — el estudio del movimiento.
La mejor pregunta para comprar es simple y brutal: ¿qué forma existe en el espacio durante mi última flexión? Dibújala. Incluye retornos. Incluye dobleces cerrados. Luego pregunta si la herramienta se mueve alrededor de ese espacio o dentro de él. Traer la llave equivocada al trabajo se siente bien hasta que la cabeza del tornillo se redondea a mitad del tirón. Un punzón segmentado podría parecer lo suficientemente parecido a una plegadora de dedos en un folleto. A mitad de carrera, demuestra lo contrario.
Ahora ocurre el cambio real.
Deja de enumerar características. Empieza a mapear la geometría a escala. ¿Cuántos recintos por semana? ¿Qué tan altas son las paredes? ¿Son los retornos estándar u ocasionales? Porque una vez que piensas en términos de “gestión de vacíos” en lugar de “tiene dedos”, dejas de impresionarte con términos híbridos de marketing y empiezas a ver las trayectorias del movimiento.
Y cuando la geometría está definida por tu producto, ¿qué exactamente estás escalando — la complejidad de la forma o el número de dobleces?
Si tus prototipos requieren geometría agresiva pero tu demanda de producción es baja, entonces una plegadora de dedos puede ser la respuesta correcta — hasta que confundas la velocidad de prototipo con la capacidad de producción.
Una plegadora de caja y pan puede configurarse en minutos para un nuevo recinto. Retira los bloques de sujeción, desliza la lámina, haz el doblez. Para trabajos personalizados y cambios de ingeniería, esa velocidad importa más que la fuerza bruta. El tiempo de preparación vence al tiempo de ciclo cuando las cantidades son bajas y las formas siguen cambiando.
Pero escalar cambia la ecuación.
Las plegadoras manuales de dedos se ralentizan a medida que las piezas se vuelven más anchas y pesadas. Con más de 1,20 metros, a menudo son dos operadores. Después de veinte o treinta dobleces, la fatiga se infiltra y la consistencia del ángulo se desvía. Mientras tanto, una plegadora CNC con topes de tope trasero programables puede realizar 600 dobleces por hora una vez calibrada. Mismo ángulo. Misma profundidad. Sin discusión.
Así que aquí está la parte no obvia.
No eliges la máquina que escala “más.” Eliges la máquina que escala la restricción que define tu producto. Si tu negocio son recintos profundos, complejos y de volúmenes modestos, escalar la flexibilidad geométrica importa más que presumir de dobleces por hora. Si tus piezas son poco profundas pero gruesas y repetitivas, escalar fuerza y repetibilidad gana.
Cuando tanto el grosor como la altura de pared están cerca del límite, decide qué compromiso golpea más fuerte tu modelo de ingresos: mano de obra más lenta con garantía de despeje, o automatización más rápida que arriesga descalificación geométrica. Una limita el rendimiento. La otra puede descalificar la pieza por completo.
Lleva esto adelante: las máquinas no compiten en características. Compiten en cuál restricción física eliminan de tu modelo de negocio.
Una vez que ves eso, dejas de preguntar por “dedos de plegadora” — y empiezas a preguntar qué restricción puedes permitirte vivir con ella.


















