

L’hiver dernier, un acheteur a fait entrer fièrement dans mon atelier une toute nouvelle presse plieuse de 3 mètres, fier comme un paon. Deux semaines plus tard, il venait me demander pourquoi elle ne pouvait pas former un boîtier électrique profond sans écraser les parois latérales. Il ne cessait de répéter : “ Mais elle a des doigts. ”
Ce mot lui a coûté six chiffres.
On ne peut pas corriger la géométrie avec du vocabulaire. On ne peut qu’essayer de comprendre quelle partie de la machine fait réellement le travail.
Si vous demandez des “ doigts ” sans préciser ce qu’ils sont censés faire, vous êtes déjà à mi‑chemin de l’achat de la mauvaise machine.
J’ai passé trop de temps à côté de presses plieuses où un vendeur tapotait la butée arrière en appelant les petites tiges réglables des “ doigts ”. Elles coulissent d’avant en arrière, de gauche à droite, pour régler la longueur du bord. Sur l’écran, vous entrez 2,000 pouces, les butées se déplacent à 2,000 pouces, et la tôle les touche avant que le coulisseau ne descende. C’est tout leur rôle : positionner la pièce. Quand le poinçon descend dans la matrice, les butées ne sont que spectatrices.
Comme prendre une clé qui semble presque convenir, on croit que c’est bon… jusqu’à ce que l’écrou s’arrondisse et qu’on réalise que l’outil n’a jamais été fait pour le tourner.
Alors, qu’est‑ce qui plie réellement ?
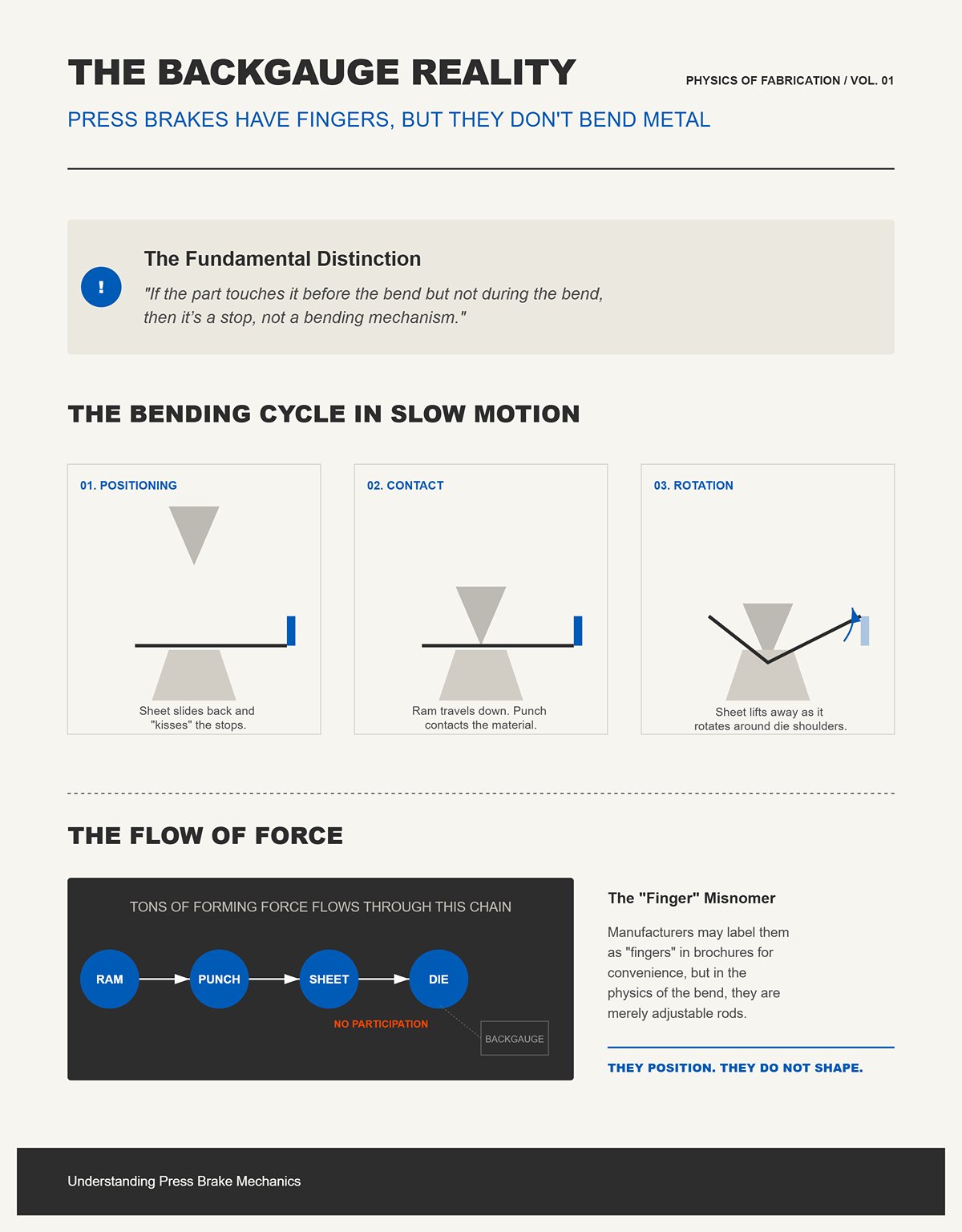
Si la pièce la touche avant le pliage mais pas pendant le pliage, alors c’est une butée, pas un mécanisme de pliage.
Regardez un cycle de presse plieuse au ralenti. La tôle glisse vers l’arrière, effleure les butées, et le coulisseau descend. Dès que le poinçon touche le matériau, la tôle se soulève et se détache de ces butées, car le métal pivote autour des épaules de la matrice. La force de pliage — des tonnes — va du coulisseau au poinçon, de la tôle à la matrice. L’ensemble de la butée arrière reste simplement en retrait.
Oui, certains fabricants appellent à la légère ces tiges réglables des “ doigts ”. Je l’ai entendu. Je l’ai corrigé. Appelez‑les comme vous voulez dans une brochure ; dans la physique du pliage, elles ne participent pas.
S’ils ne façonnent pas le métal, pourquoi certaines personnes jurent‑elles que la machine “ a des doigts ” ?
Si vous regardez les outils segmentés depuis l’autre bout de l’atelier, vous pouvez comprendre comment la confusion commence.
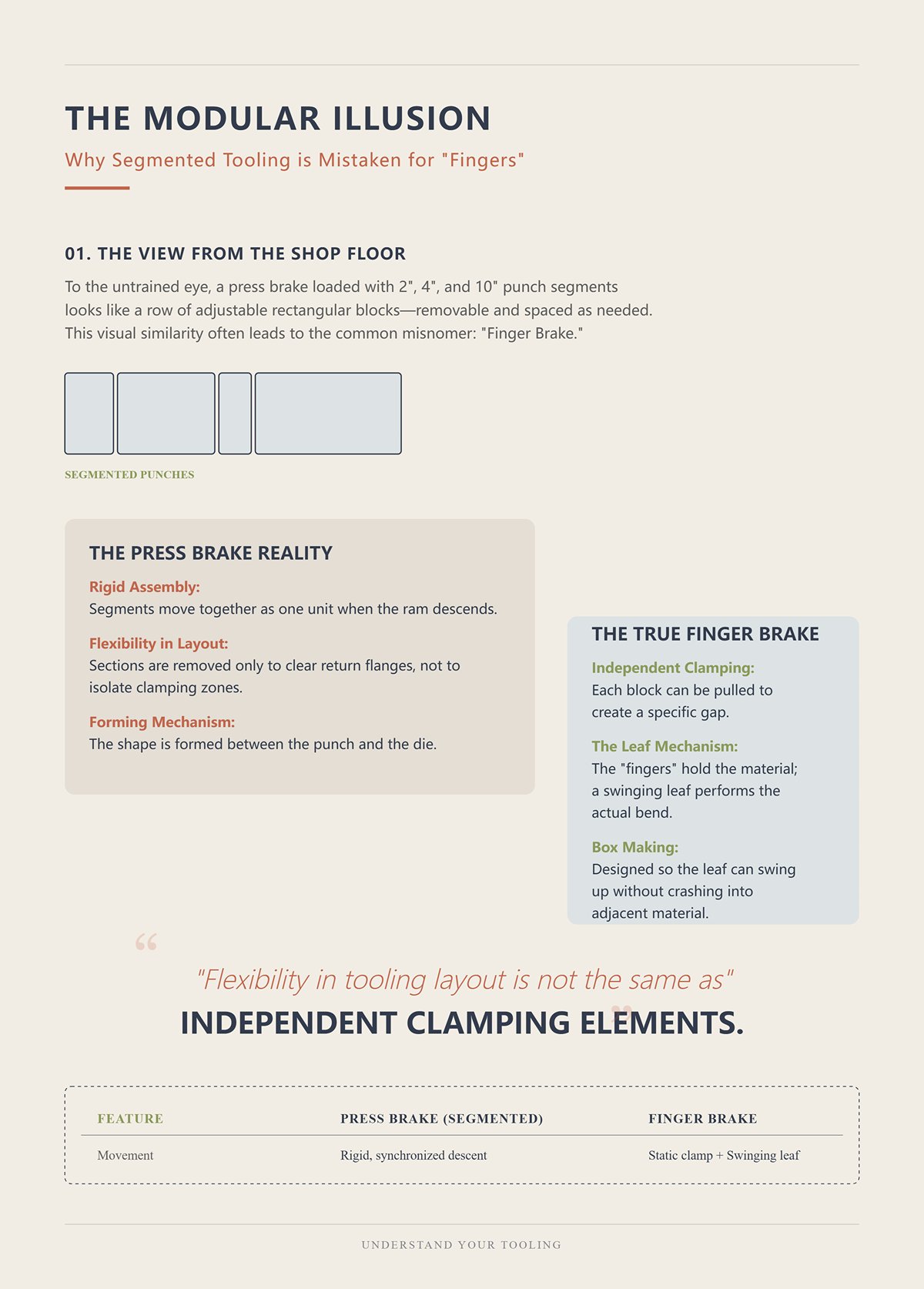
Imaginez une poutre supérieure de presse plieuse équipée de poinçons segmentés de 2, 4 et 10 pouces, alignés côte à côte. Pour un œil non averti, ils ressemblent à une rangée de blocs rectangulaires — amovibles, réglables, espacés selon les besoins. J’ai vu des clients pointer cela en disant : “ Vous voyez ? Plieuse à doigts. ”
Mais ces segments sont des poinçons. Ils se déplacent ensemble comme un seul ensemble rigide lorsque le coulisseau descend. Vous pouvez retirer une section pour dégager un retour de pli, certes. C’est de la flexibilité dans la disposition des outils, pas des éléments de serrage indépendants. Sur une vraie plieuse à doigts, chaque bloc de serrage peut être retiré pour créer un espace, permettant au tablier de se soulever et de former un côté de boîte sans heurter la matière adjacente. Les blocs constituent le mécanisme de serrage ; le tablier est le bras de pliage.
Sur une presse plieuse, le serrage est assuré par le coulisseau, et le formage se fait entre le poinçon et la matrice. Les segments ne pivotent pas. Ils ne créent pas de zones de serrage isolées. Ils déterminent seulement où le poinçon se trouve le long de la poutre.
Lorsque vous brouillez cette distinction, à quelle erreur vous exposez‑vous ?

Si vous pensez que des poinçons segmentés équivalent aux capacités d’une plieuse à doigts, alors vous essaierez de former un caisson profond à quatre côtés sur une presse plieuse et vous vous demanderez pourquoi les parois entrent en collision avec l’outillage.
Je l’ai vu arriver. Un atelier achète une presse plieuse CNC rapide — 600 pliages par heure, pas de problème — et suppose que les “ doigts ” signifient qu’elle peut gérer des pièces en boîte serrées comme une plieuse à doigts. Le premier prototype touche la matrice, le deuxième flanc se lève, et la paroi précédemment formée vient s’écraser contre le corps du poinçon. Maintenant, ils parlent d’outillage à col de cygne sur mesure, de matrices spéciales, de solutions de contournement. Chères, celles‑là.
Une plieuse à doigts échange la vitesse et la répétabilité contre la liberté géométrique. Une presse plieuse échange la liberté géométrique contre la force, la précision et le débit. Confondre le mécanisme de pliage avec la butée de matière, c’est confondre ces compromis.
Et si les blocs qui se déplacent réellement pendant le pliage ont autant d’importance, que se passe‑t‑il lorsqu’il s’agit du système de serrage lui‑même ?
Vous avez demandé ce qui se passe lorsque les blocs de serrage eux‑mêmes sont les éléments mobiles du pli.
Imaginez une plieuse à caissons de 48 pouces sur un chantier. La tôle glisse sous une barre de serrage segmentée. L’opérateur tire sur une poignée, et une rangée de blocs d’acier rectangulaires presse le matériau fermement contre la table. Puis la feuille inférieure — une longue plaque articulée — pivote vers le haut et essuie le bord exposé de la tôle au‑delà de 90 degrés. La barre de serrage ne s’enfonce pas. Le poinçon ne descend pas. La feuille tourne.
C’est tout le secret.
Si la machine plie par rotation plutôt que par pénétration, alors le trajet de la force change complètement. Sur une presse plieuse, la coulisse enfonce un poinçon dans une matrice et le matériau cède dans un V concentré. Sur une plieuse à caissons, la tôle est pincée sur toute la ligne de pli et la feuille applique un couple le long de cette même ligne. C’est une charge répartie, non localisée. Le métal est essuyé autour d’un pivot, pas forcé dans une cavité.
Et les blocs de serrage ? Ils sont la référence de pliage. Ils maintiennent tout ce qui ne doit pas bouger pendant que la feuille déplace tout ce qui doit bouger.
Comme lorsqu’on prend la mauvaise clé sur le chariot, une presse plieuse semble assez proche jusqu’à ce qu’on réalise en plein pli que rien ne pivote dessus — tout s’enfonce.
Alors pourquoi découper cette barre de serrage en morceaux ?
Un petit atelier de CVC m’a apporté une fois une transition de conduit à cinq faces — un fond, quatre parois, pas de dessus. Ils avaient plié trois côtés et ne savaient pas comment fermer le quatrième sans collision. Sur une presse plieuse, on combat cette géométrie avec un outillage en plusieurs étapes et un séquencement soigneux. Sur une plieuse à caissons, on retire deux segments de serrage là où les parois latérales viendront, on glisse la pièce sous les blocs restants, on serre uniquement le plat qu’on va plier, et on fait pivoter la feuille. Les parois formées occupent les espaces vides.
Si vous avez besoin de dégagement pour des retours de brides, alors vous devez créer des vides physiques dans la barre de serrage. C’est pour cela que les segments existent. Pas pour l’ajustabilité. Pour l’absence.
Chaque bloc est amovible afin que les parois préformées puissent occuper cet espace pendant que la bride suivante est essuyée vers le haut. La barre de serrage segmentée est la véritable raison d’être de la machine. Sans elle, la première bride de retour que vous feriez bloquerait la seconde. La géométrie vous enfermerait hors de votre propre pièce.
C’est là que le mythe se déforme. Oui, vous pouvez équiper une presse plieuse de segments de poinçon de 2 pouces et 4 pouces et laisser des espaces entre eux. Les ateliers sur les forums débattent de plier du 12 gauge sur quatre pieds de cette façon. Et pour des formes peu profondes, avec un séquencement soigneux, on peut simuler une certaine flexibilité. Mais ces segments de poinçon bougent toujours ensemble avec la coulisse. Ils ne serrent pas sélectivement. Ils ne créent pas de zones de maintien indépendantes. Ils font simplement disparaître de l’acier de la ligne de poinçonnage.
Si le système de serrage ne peut pas isoler une bride tout en dégageant une autre, alors vous n’avez pas la même liberté géométrique — peu importe à quel point l’outillage modulaire semble flexible vu de l’atelier.
Cette liberté a un prix.
Placez-vous devant une plieuse manuelle de type boîte et tôle de 16 gauge et essayez de plier une tôle d’acier doux de 10 gauge sur toute la largeur. Vous sentirez le levier résister à mi-course. La lame fléchit. La barre de serrage commence à se soulever au centre. La ligne de pli se courbe parce que la pression n’est pas assez élevée pour maintenir le matériau bien plaqué contre le nez.
Si la machine repose sur un serrage réparti et une force exercée manuellement, alors l’épaisseur devient rapidement l’ennemi.
La physique est simple. Pour déformer plastiquement un acier plus épais, il faut un moment de flexion plus élevé. Sur une presse plieuse, on ajoute du tonnage—l’hydraulique ne se fatigue pas. Sur une plieuse à doigts, le couple passe par une charnière et un long levier. La barre de serrage doit résister à ce couple sur toute sa largeur. À mesure que l’épaisseur augmente, la force de serrage nécessaire croît pour empêcher le glissement. Le bâti se déforme. La lame se déforme. L’angle de pli varie sur toute la longueur.
La plupart des plieuses manuelles de type boîte et tôle atteignent leur limite autour de l’acier doux de 16 gauge sur pleine largeur ; des calibres plus épais ne sont possibles que sur des longueurs plus courtes. Ce n’est pas une limitation commerciale. C’est la déflexion des poutres et le bras de levier.
Deux semaines plus tard, il demandait pourquoi la machine ne pouvait pas former un grand boîtier électrique sans écraser les parois latérales. La réponse ne se trouvait pas dans une brochure. Elle se cachait dans le mécanisme. Une plieuse à doigts offre du dégagement parce qu’elle répartit la force et essuie. Une presse plieuse offre de la puissance parce qu’elle concentre la force et enfonce.
Si vous avez besoin de géométries profondes et multi-facettes dans du métal mince, la véritable machine “à doigts” montre toute son utilité. Si vous recherchez l’épaisseur, la précision et un tonnage reproductible, l’industrie a évolué vers le poinçon et la matrice pour une bonne raison.
Ainsi, lorsque les blocs de serrage assurent le maintien et que la lame effectue le pli, vous gagnez en dégagement mais perdez en puissance.
Et c’est précisément cet échange qui explique pourquoi les deux machines coexistent plutôt que l’une ne remplace l’autre.
Vous êtes devant un plan pour un châssis en acier doux de 14 gauge, 36 pouces de large, avec quatre côtés de 3 pouces de hauteur. Une machine de l’atelier atteint sa limite à 16 gauge en pleine largeur mais dispose de blocs de serrage segmentés. L’autre est une presse plieuse hydraulique de 135 tonnes avec un jeu standard de matrices en V et des butées arrière programmables. Vers laquelle poussez-vous le chariot ?
Si la pièce exige une force supérieure à ce que la lame articulée et la barre de serrage peuvent physiquement résister, alors la décision était prise dès que vous avez lu l’épaisseur du matériau.
La raison n’est pas une question de marque. C’est une question de mécanique.
Le premier prototype touche la matrice, le deuxième bord se lève, et la paroi précédemment formée vient heurter le corps du poinçon. Je l’ai vu se produire plus souvent que je ne veux l’admettre. L’opérateur jure que la machine “a des doigts”. Il veut dire poinçons segmentés. Il confond absence d’acier et absence de géométrie.
Une presse plieuse ne serre pas la ligne de pli pour essuyer la tôle autour d’un pivot. Elle enfonce un poinçon dans une ouverture en V. En pliage à l’air—c’est-à-dire lorsque le poinçon n’atteint pas le fond de la matrice—la tôle est en contact en trois points : la pointe du poinçon et les deux arêtes de la matrice. Ce contact en trois points crée un levier. Modifiez la profondeur du poinçon de quelques millièmes, et l’angle change. Vous n’enroulez pas le métal autour d’un nez ; vous contrôlez la profondeur de pénétration sous charge.
C’est pourquoi le pliage à l’air peut atteindre 90 degrés avec beaucoup moins de tonnage que le pliage en fond de matrice ou la frappe en pleine charge. Vous ne forcez pas le matériau à suivre entièrement l’angle de la matrice. Vous laissez le retour élastique se produire et le compensez par un surpli calculé. Moins de force, plus de flexibilité d’angle, même outillage.
Mais voici le piège dont personne ne parle sur le plancher des ventes.
Sur les anciennes presses hydro-mécaniques—avant le CNC, avec systèmes à descente de pompe—le poids du coulisseau et la poussée hydraulique n’étaient pas toujours assez constants pour les petites pièces. Le pliage à l’air variait, car une différence de quelques millièmes dans l’épaisseur ou la résistance du matériau entraînait un retour élastique différent. La variation d’angle n’était pas un mystère. C’était de la physique. Les ateliers “pliaient en fond de matrice” non parce que le pliage à l’air n’existait pas, mais parce que le contrôle du tonnage et de la position n’était pas assez précis pour lui faire confiance.
Si votre méthode de formage repose sur une force continue et précisément dosée au lieu de blocs de serrage physiques maintenant la tôle en place, alors la variabilité du matériau fait partie de votre équation de précision.
C’est le compromis. Une plieuse à doigts obtient de la répétabilité grâce à la contrainte mécanique. Une presse plieuse obtient de la polyvalence grâce à la force contrôlée.
Alors, qu’est-ce que vous payez réellement lorsque vous achetez cette machine de 135 tonnes ?
Un acheteur m’a un jour justifié l’achat d’une grande plieuse en me montrant l’ensemble de poinçons segmentés. “ C’est flexible ”, disait-il. “ On peut retirer des sections. ” Il répétait : “ Mais elle a des doigts. ”
Non. Elle avait un outillage modulaire.
Si vous pliez principalement des conduits en tôle de 20 gauges et des bacs légers de moins de 48 pouces, une plieuse de 135 tonnes possède une puissance que vous n’utiliserez jamais. Le pliage à l’air de tôle douce de 20 gauges sur une ouverture en V de 1 pouce peut ne nécessiter qu’une fraction de la capacité nominale de la machine par pied. Le reste de cette capacité nominale représente du métal et de l’hydraulique inutilisés, dimensionnés pour déplacer des tôles plus épaisses.
Cela semble du gaspillage… jusqu’à ce que le travail change.
Le jour où un support en tôle de 10 gauges et de 36 pouces de long arrive, une plieuse manuelle à caisses et panneaux est hors course avant même de commencer. Le moment de pliage requis augmente rapidement avec l’épaisseur — de façon exponentielle par rapport aux tôles fines. Sur une presse plieuse, il suffit de changer la largeur de la matrice en V, de calculer le tonnage par pied et d’appuyer sur la pédale. L’hydraulique ne discute pas. Les cadres conçus pour un fort tonnage ne se tordent pas et ne fléchissent pas comme une plieuse à tablier.
Si votre production alterne entre du fin et du épais, alors payer pour du tonnage n’est pas de l’excès. C’est une assurance.
Mais l’assurance comporte des exclusions.
Car toute cette force contrôlée s’exerce toujours entre un poinçon et une matrice qui descendent comme une masse unique. Rien sur ce coulisseau ne serre sélectivement une bride tout en libérant une autre. Les butées du système de positionnement placent la pièce ; elles ne maintiennent pas isolément certaines zones comme le feraient des blocs de serrage segmentés.
Alors que se passe-t-il quand la géométrie se replie sur elle-même ?
| Section | Contenu |
|---|---|
| Coût des outils vs. polyvalence | Payez-vous pour une capacité en tonnage dont vous n’avez pas réellement besoin ? |
| Justification de l’acheteur | Un acheteur a un jour justifié l’achat d’une grande plieuse en indiquant l’ensemble de poinçons segmentés, affirmant qu’elle était flexible car on pouvait retirer des sections. Il répétait : “ Mais elle a des doigts. ” En réalité, il s’agissait d’un outillage modulaire. |
| Surcapacité pour les travaux légers | Si la plupart des travaux consistent à plier des conduits en tôle de 20 gauges et des bacs légers de moins de 48 pouces, une presse plieuse de 135 tonnes offre une capacité inutilisée. Le pliage à l’air de tôle douce de 20 gauges sur une ouverture en V de 1 pouce n’utilise qu’une fraction du tonnage nominal par pied de la machine. Le reste de cette capacité correspond à du métal et des systèmes hydrauliques inactifs, conçus pour des tôles plus épaisses. |
| Quand la capacité devient nécessaire | La situation change lorsqu’un support de 10 gauges et de 36 pouces de long apparaît. Une plieuse manuelle à caisses et panneaux ne peut pas le gérer. Les besoins en force de pliage augmentent rapidement avec l’épaisseur. Sur une presse plieuse, on ajuste la largeur de la matrice en V, on calcule le tonnage par pied et on met en marche. L’hydraulique et les cadres rigides gèrent la charge sans fléchir comme une plieuse à tablier. |
| Argument d’assurance | Si votre charge de travail alterne entre matériaux fins et épais, payer pour une tonnage plus élevée n’est pas un excès — c’est une assurance. |
| Limitations de la force | Cependant, cette force contrôlée s’exerce entre un poinçon et une matrice se déplaçant comme une seule masse descendante. Le coulisseau ne peut pas serrer sélectivement une bride tout en dégageant une autre. Les butées arrière positionnent la pièce mais n’isolent ni ne maintiennent des zones spécifiques comme des blocs de serrage segmentés. |
| Contraintes géométriques | Les défis apparaissent lorsque la géométrie de la pièce se referme sur elle-même, limitant ce que la presse plieuse peut physiquement accomplir. |
Prenons un coffret électrique profond : quatre parois de 6 pouces de hauteur, brides de retour en haut, acier de calibre 14. Pliez le premier côté — pas de problème. Deuxième côté — surveillez la garde du poinçon. Troisième côté — vous enfilez une boîte autour d’un outil qui ne bouge que verticalement.
Au quatrième rebord, vous vous battez contre une collision, pas contre le tonnage.
Les poinçons droits standard et les matrices en V supposent une géométrie ouverte. Le coulisseau descend en ligne droite. Toute paroi déjà formée s’élève avec la pièce. Si cette paroi dépasse la lumière entre les épaules du poinçon ou interagit avec le corps du poinçon, vous êtes coincé. Vous pouvez séquencer les pliages, utiliser des poinçons à col de cygne pour le dégagement, même retourner et vous re-référencer sur les butées arrière — mais vous travaillez toujours autour d’un outil qui plonge, jamais d’un outil qui crée des vides le long de la ligne de serrage.
Une plieuse à caisson et à segments résout cela par soustraction. Retirez deux segments de serrage, glissez les parois formées dans ces espaces vides, serrez uniquement le plat à plier et effectuez le pli. Le dégagement est intégré au système de serrage lui-même.
Si le travail est profond, à plusieurs côtés et en tôle fine, alors les blocs de serrage segmentés sont des outils de géométrie, pas de puissance.
Une presse plieuse a évolué au-delà des blocs de serrage parce que l’industrie avait besoin de force, de programmabilité et de contrôle d’angle adaptables à l’épaisseur. Elle n’a pas évolué pour remplacer les vides que ces blocs créent. Elle a remplacé le couple réparti par un tonnage concentré.
Apportez la mauvaise clé à l’ouvrage et vous ne le remarquerez que lorsque le boulon se sera arrondi à mi-parcours.
Alors avant de demander si la machine “ a des doigts ”, posez une question plus simple : cette pièce échoue-t-elle par manque de force ou par manque de dégagement ?
Un coffret en calibre 10, 12 pouces de profondeur, quatre côtés relevés, brides de retour de 1 pouce en haut. J’ai vu un atelier essayer cela sur une presse plieuse de 175 tonnes avec un poinçon à grand col de cygne. Les deux premiers plis étaient nets. Le troisième a nécessité que la boîte soit inclinée et re-référencée sur les butées arrière. Au quatrième, la paroi latérale a frôlé le corps du poinçon avant que l’angle atteigne 70 degrés. Il restait beaucoup de tonnage. Plus aucun dégagement.
C’est le moment où l’argument cesse d’être théorique.
Lorsqu’un travail exige à la fois un tonnage élevé et une géométrie profonde et fermée, on ne demande pas quelle machine est la plus puissante. On demande laquelle peut physiquement terminer le quatrième pli sans coincer la pièce entre l’acier de l’outil et ses propres parois. Si les parois du coffret deviennent plus hautes que la fenêtre verticale autour de votre poinçon, la force devient alors sans importance. L’acier ne se soucie pas de la taille des vérins si la géométrie vous verrouille.
Alors, comment ce verrouillage se produit-il exactement ?
Imaginez mentalement une simple boîte à quatre côtés. Le premier pli soulève une paroi. Le second pli en soulève une autre. Au troisième, vous introducez un canal en forme de U autour d’un poinçon qui ne descend qu’à la verticale. Les parois déjà formées se lèvent à chaque coup de descente parce que la presse ne crée pas d’espace : elle s’y introduit.
Ajoutez maintenant un rebord de retour d’un pouce en haut de chaque paroi. Ce retour réduit la profondeur effective de la gorge disponible pour le corps du poinçon. Même un profil à col de cygne — conçu pour le dégagement — a une épine dorsale. Dès que la hauteur de la paroi plus le rebord de retour dépasse le décalage de cette épine, le corps du poinçon devient l’obstruction.
J’ai vu des opérateurs essayer trois contournements.
Premier : plier à l’air avec une matrice en V étroite pour réduire la profondeur de pénétration nécessaire. Cela aide à contrôler l’angle, mais la hauteur de la paroi par rapport à la géométrie du poinçon ne change pas. Le point de collision se produit simplement quelques degrés plus tard.
Deuxième : plier en fond de matrice pour forcer l’angle en un seul coup contrôlé. Oui, le formage au fond pousse le matériau complètement dans l’angle de la matrice, améliorant la répétabilité. Cela augmente aussi la surface de contact et le risque. Si la paroi latérale frôle déjà le corps du poinçon, le formage au fond signifie simplement que vous frappez plus fort quand ça coince. Les pièces se marquent. Les outils s’ébrèchent. J’ai remplacé les deux.
Troisième : empilages d’outils pour surélever la pièce au-dessus du faisceau inférieur et gagner en espace libre. Cela fonctionne — jusqu’à ce que vous manquiez de course du coulisseau ou que vous introduisiez une instabilité due à la hauteur excessive de la pile. Les empilages élevés d’outils se comportent comme une colonne sous charge. La flèche apparaît sous forme de variation d’angle sur la longueur.
C’est le test de l’enceinte profonde : pouvez-vous accomplir tous les plis sans que la géométrie formée n’entre en collision avec le corps du poinçon lors du dernier coup ?
Une presse à boîte et panneaux répond autrement. Vous retirez les segments de serrage là où les parois doivent occuper l’espace. La tôle est serrée seulement le long de la ligne de pli active, et le tablier pivote pour relever le rebord. Les parois formées s’installent dans les vides que vous avez créés avant que le pli ne commence. Le dégagement n’est pas quelque chose que vous devez gagner en milieu de course ; il est conçu avant de tirer sur la poignée.
Une machine s’introduit verticalement dans une cavité qui se rétrécit. L’autre pivote autour de l’air libre.
Si le quatrième pli emprisonne l’outil, aucune quantité de tonnage ne sauvera la mauvaise machine.
Mais peut-être pensez-vous : très bien, la presse à doigts l’emporte par la géométrie. Et si je n’ai besoin que de dix boîtes par mois ?
Imaginez une courte série : huit enceintes profondes, tôle de 14 gauge, 8 pouces de hauteur, sans rebords. Sur une presse plieuse, vous sélectionnez un poinçon col de cygne, vous associez la hauteur de matrice, vous vérifiez que le porte-outil inférieur plus la matrice plus le poinçon laissent encore de la course en réserve. Vous effectuez un cycle à vide avec une plaque d’essai pour confirmer le dégagement des parois. Peut-être que vous calez pour le parallélisme si vous avez empilé des outils.
Ce n’est pas de la théorie. C’est une heure passée avant la première bonne pièce.
Le temps de cycle par pli sur une presse plieuse CNC est rapide une fois le réglage effectué. Les butées du palpeur arrière se déplacent automatiquement. La correction d’angle est programmable. Pour cinquante pièces, ce coût de réglage se répartit et devient logique.
Passez maintenant à une presse manuelle à boîte et panneaux. Vous retirez les blocs de serrage inutiles, glissez la tôle, réglez la butée de profondeur du pli et partez. Le réglage est physique, non computationnel. À faible volume, surtout lorsque la hauteur des parois reste bien dans la capacité nominale de la machine, la simplicité se manifeste. Pas de calcul d’empilage d’outils. Pas de gestion de course du coulisseau.
Mais la capacité est la limite que vous finirez par atteindre. Une presse manuelle à doigts prévue pour de l’acier doux de 16 gauge sur toute la largeur ne s’étendra pas gentiment au 10 gauge simplement parce que vous n’avez que huit pièces. Le moment de flexion augmente avec l’épaisseur, et la barre de serrage fléchira avant que le matériau ne cède uniformément. Vous obtenez des angles incohérents et une machine qui vieillit de dix ans en une semaine.
Ainsi, un faible volume ne favorise pas automatiquement la machine la plus simple. Il favorise celle dont l’enveloppe de capacité contient réellement votre pièce.
Si la géométrie exige des vides et que l’épaisseur demande de la force, vous êtes entre deux réponses partielles. Quel compromis fait le moins mal ?
J’ai utilisé de l’outillage de presse plieuse segmenté — des sections de poinçon modulaires que l’on peut retirer pour créer un dégagement localisé. Il ne cessait de dire : “ Mais il a des doigts. ” Non. Il avait des poinçons segmentés et des butées de butoir arrière réglables. Le mécanisme de serrage, lui, n’a jamais changé.
Voici ce qui se passe en pratique.
Vous retirez les sections de poinçon là où les parois latérales ont besoin d’espace. Cela crée un vide horizontal dans la ligne de poinçonnage. Bien. Mais le coulisseau descend toujours comme une poutre unique. Les sections de poinçon restantes doivent supporter la charge totale sur leur longueur engagée. Les contraintes se concentrent aux épaules des segments actifs. Pour les matériaux épais, cela signifie une charge localisée plus élevée et une déformation potentielle à la transition entre les zones chargées et non chargées.
Vous perdez également le soutien continu le long de la ligne de pliage. Sur des caissons profonds, cela peut se traduire par une légère variation d’angle près des bords des segments, à moins que votre outillage et votre compensation ne soient réglés à la perfection. C’est exploitable. Ce n’est pas magique.
Comparez cela à une véritable plieuse à tablier et boîtiers : les blocs de serrage appliquent une pression répartie seulement là où c’est nécessaire, et le tablier assure un mouvement de rotation uniforme sur toute la longueur du pli. Aucune masse descendante ne s’insère entre les parois. La géométrie est résolue avant l’application de la force.
L’outillage segmenté de presse plieuse est un compromis. Il peut étendre la portée géométrique d’une plieuse, surtout avec des hauteurs de paroi modérées et une séquence d’opérations soigneusement planifiée. J’ai vu un caisson de 10,5 pouces de profondeur formé avec succès de cette façon grâce à des brides empilées et un poinçon de 3 pouces. Cela fonctionnait parce que le profil du poinçon, la hauteur de la matrice et la profondeur du caisson se trouvaient tous dans une fenêtre étroite de compatibilité.
Manquez cette fenêtre d’un pouce de hauteur de paroi ou d’un calibre d’épaisseur, et vous revenez à un problème d’interférence ou de surcharge.
Voici donc le point de décision que je présente maintenant aux acheteurs : dessinez la paroi la plus haute de votre boîtier le plus profond. Ajoutez tout retour de bride. Mesurez la distance entre la ligne de pliage et la plus grande obstruction lors du pli final. Comparez ensuite cela au véritable dégagement vertical et horizontal de votre profil de poinçon sous charge.
Si les chiffres ne passent pas sur le papier, ils ne passeront pas sous 150 tonnes.
C’est le test du caisson profond. S’il est réussi, une presse plieuse prouve sa valeur. S’il échoue, personne à l’atelier ne se soucie de ce que disait la brochure sur l’outillage.
Si la hauteur des parois et l’épaisseur du matériau flirtent toutes deux avec la limite, vous ne choisissez pas la machine au plus grand chiffre sur la plaque signalétique — vous choisissez celle dont le mode de défaillance vous est acceptable.
J’ai vu des acheteurs se figer à ce stade. La géométrie dit une chose. Le tableau de tonnage en dit une autre. Ils veulent un arbitre. Le voici : demandez-vous laquelle des limites échoue de façon prévisible en production, et laquelle détruit les pièces en cours de série. Une presse plieuse qui manque de dégagement géométrique ne vous avertit pas par un angle plus doux. Elle entre en collision. Une plieuse à doigts qui manque de rigidité commence à annoncer le problème : dérive d’angle, flexion de la barre de serrage, plus d’effort au levier. L’une endommage l’outillage. L’autre nuit à la constance.
Cette différence n’est pas théorique.
Lorsqu’une presse plieuse perd la bataille géométrique sur un caisson profond, cela se produit au quatrième pli, après que vous avez déjà investi du temps dans les trois premiers. Le premier prototype touche la matrice, la deuxième bride se relève, et la paroi déjà pliée vient heurter le corps du poinçon. Vous voilà en train de repenser vos empilages d’outillage et votre séquence pendant que le temps s’écoule. Lorsqu’une plieuse à doigts est dépassée sur l’épaisseur, la difficulté se manifeste dès le premier pli. Vous la sentez au levier. La barre de serrage fléchit. Vous vous arrêtez avant d’avoir produit un stock de rebuts.
Quelle défaillance préféreriez-vous découvrir à la première pièce plutôt qu’à la vingtième ?
C’est ainsi que l’on évalue le risque lorsque les deux limites sont serrées : non pas selon la capacité maximale, mais selon la rapidité avec laquelle la machine vous indique que vous avez tort.
Si vous demandez encore si une presse plieuse “ a des doigts ”, alors vous achetez selon l’apparence plutôt que selon le mouvement.
Il n’arrêtait pas de dire : “ Mais ça a des doigts. ” Non. Cela avait des poinçons segmentés et des butées de règle arrière réglables. Le vérin continuait à enfoncer un poinçon droit dans une cavité qui se rétrécissait. Les blocs de serrage sur une véritable plieuse à doigts se déplacent hors du chemin avant même que le pli ne commence. Un modèle crée des vides à l’avance. L’autre tente de survivre à l’intérieur.
Ce n’est pas un problème de dénomination. C’est de la cinématique — l’étude du mouvement.
La meilleure question avant d’acheter est simple et brutale : quelle forme existe dans l’espace pendant mon dernier pli ? Dessinez-la. Incluez les retours. Incluez les ourlets. Puis demandez-vous si l’outil se déplace autour de cet espace ou à l’intérieur. Apporter la mauvaise clé paraît correct jusqu’à ce que la tête de boulon s’arrondisse à mi-course. Un poinçon segmenté peut sembler suffisamment proche d’une plieuse à doigts dans une brochure. En pleine course, il prouve le contraire.
C’est là que le vrai changement commence.
Arrêtez de lister des caractéristiques. Commencez à cartographier la géométrie à l’échelle. Combien de boîtiers par semaine ? Quelle est la hauteur des parois ? Les retours sont-ils standards ou occasionnels ? Car une fois que vous raisonnez en termes de “ gestion de vide ” plutôt qu’en “ est-ce qu’elle a des doigts ”, vous cessez d’être impressionné par les termes hybrides de marketing et commencez à voir les trajectoires de mouvement.
Et lorsque la géométrie est fixée par votre produit, qu’est-ce que vous mettez exactement à l’échelle — la complexité de la forme ou le nombre de plis ?
Si vos prototypes exigent une géométrie agressive mais que votre production est légère, alors une plieuse à doigts peut être la bonne réponse — jusqu’à ce que vous confondiez la vitesse du prototype avec la capacité de production.
Une plieuse à caisses et à panneaux peut être configurée en quelques minutes pour un nouveau boîtier. Retirez les blocs de serrage, insérez la tôle, réalisez le pli. Pour les séries sur mesure et les mises au point techniques, cette rapidité compte plus que la puissance brute. Le temps de configuration dépasse le temps de cycle lorsque les quantités sont faibles et que les formes changent constamment.
Mais l’échelle change le calcul.
Les plieuses à doigts manuelles ralentissent à mesure que les pièces deviennent plus larges et plus lourdes. Au-delà de quatre pieds, il faut souvent deux opérateurs. Après vingt ou trente plis, la fatigue s’installe et la régularité des angles dérive. Pendant ce temps, une presse plieuse CNC avec butées arrière programmables réalisera 600 plis par heure une fois réglée. Même angle. Même profondeur. Sans discussion.
Voici donc la partie non évidente.
Vous ne choisissez pas la machine qui s’adapte “ le plus ”. Vous choisissez celle qui met à l’échelle la contrainte qui définit votre produit. Si votre activité consiste en des boîtiers profonds et complexes à volumes modestes, augmenter la flexibilité géométrique est plus important que se vanter de plis par heure. Si vos pièces sont peu profondes mais épaisses et répétitives, renforcer la force et la répétabilité l’emporte.
Lorsque l’épaisseur et la hauteur des parois se trouvent toutes deux à la limite, décidez quelle compromission touche le plus durement votre modèle de revenus : une main-d’œuvre plus lente avec un dégagement garanti, ou une automatisation plus rapide qui risque une disqualification géométrique. L’une limite le débit. L’autre peut disqualifier complètement la pièce.
Retenez ceci : les machines ne rivalisent pas sur les caractéristiques. Elles rivalisent sur la contrainte physique qu’elles éliminent de votre modèle économique.
Une fois que vous comprenez cela, vous cessez de demander “ des doigts de presse plieuse ” — et commencez à demander avec quelle contrainte vous pouvez vous permettre de vivre.


















