

Lo scorso inverno un acquirente ha portato nel mio stabilimento una nuova pressa piegatrice da 10 piedi, fiero come un pavone. Due settimane dopo mi chiedeva perché non riuscisse a formare un profondo involucro elettrico senza schiacciare le pareti laterali. Continuava a dire: “Ma ha le dita.”
Quella parola gli è costata sei cifre.
Non puoi correggere la geometria con il vocabolario. Puoi solo capire quale parte della macchina svolge effettivamente il lavoro.
Se chiedi delle “dita” senza chiederti cosa dovrebbero fare, allora sei già a metà strada verso l’acquisto della macchina sbagliata.
Sono stato accanto a troppe presse piegatrici in cui un venditore toccava il riscontro posteriore chiamando le piccole aste regolabili “dita”. Scorrono avanti e indietro, a sinistra e a destra, per impostare la lunghezza della flangia. Sullo schermo imposti 2,000 pollici, i fermi si spostano a 2,000 pollici e il foglio li tocca prima che il punzone scenda. È tutto ciò che fanno: posizionare il pezzo. Quando il punzone scende nello stampo, i fermi sono solo spettatori.
Come afferrare una chiave inglese che quasi si adatta, sembra abbastanza vicina—finché il dado non si arrotonda e ti rendi conto che l’attrezzo non era mai stato pensato per quella funzione.
Allora cosa, esattamente, sta eseguendo la piegatura?
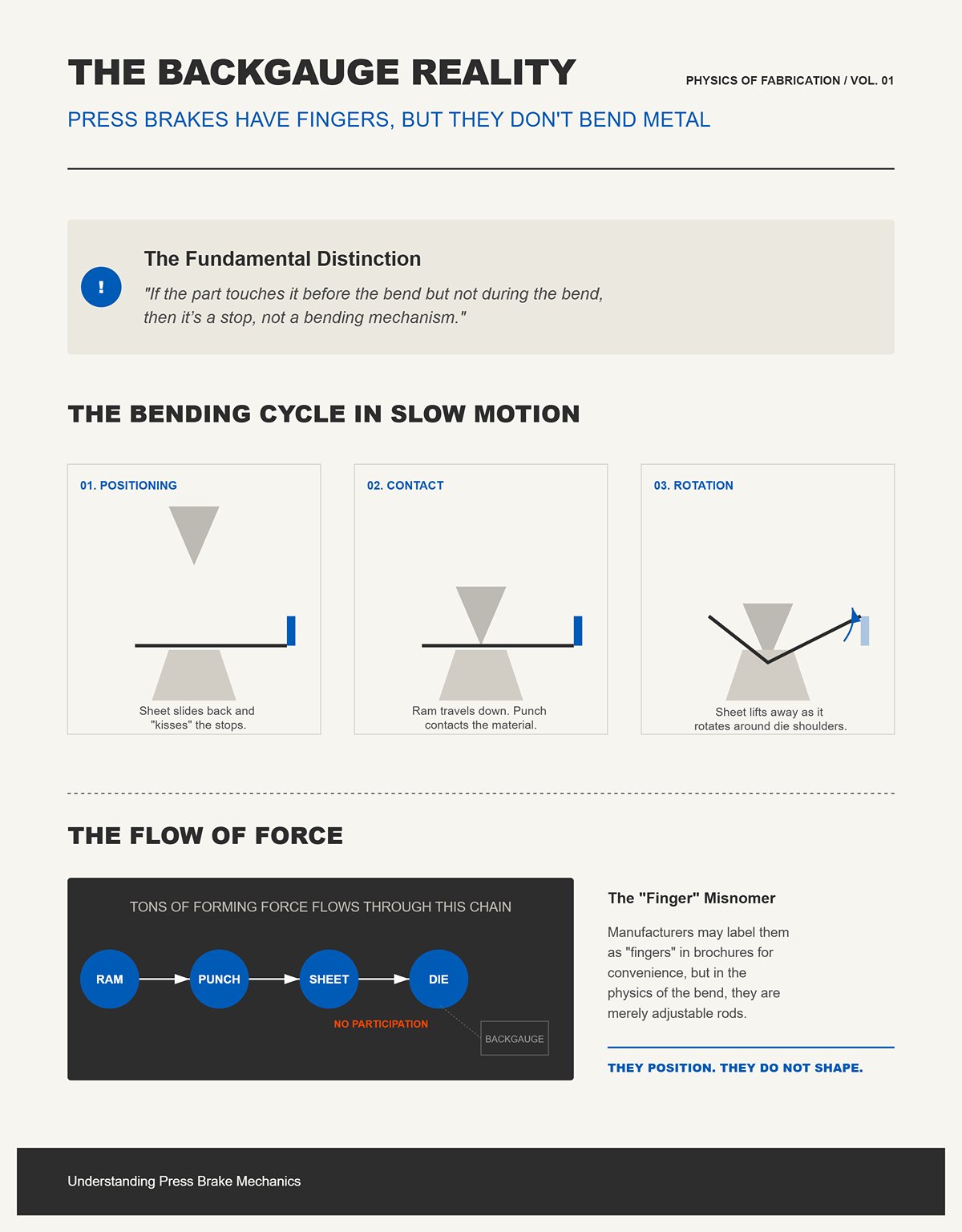
Se il pezzo tocca qualcosa prima della piegatura ma non durante la piegatura, allora è un fermo, non un meccanismo di piegatura.
Guarda un ciclo di pressa piegatrice al rallentatore. Il foglio scivola indietro, tocca i fermi e il martinetto scende. Appena il punzone entra in contatto con il materiale, il foglio si solleva da quei fermi perché il metallo ruota attorno alle spalle dello stampo. La forza di formatura—tonnellate di essa—fluisce dal martinetto al punzone, dal foglio allo stampo. L’insieme del riscontro posteriore resta semplicemente lì, dietro l’azione.
Sì, alcuni produttori chiamano con noncuranza quelle aste regolabili “dita”. L’ho sentito. L’ho corretto. Chiamale come vuoi su una brochure; nella fisica della piegatura, non partecipano.
Se non stanno modellando il metallo, perché la gente giura che la macchina “ha le dita”?
Se guardi gli utensili segmentati da lontano, riesci a capire come nasca la confusione.
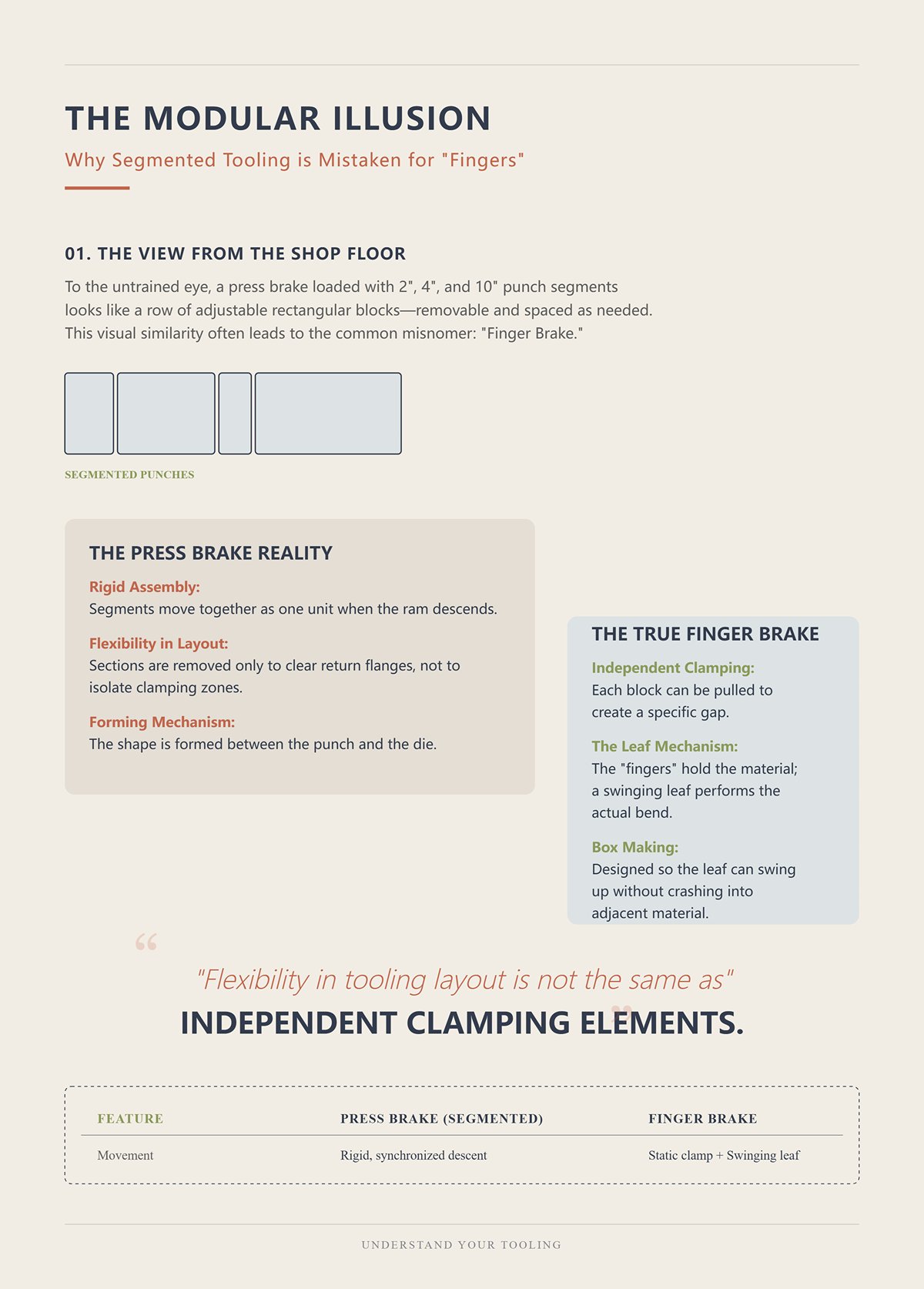
Immagina la trave superiore di una pressa piegatrice caricata con segmenti di punzone da 2, 4 e 10 pollici allineati uno accanto all’altro. A un occhio inesperto, sembrano una fila di blocchi rettangolari—rimovibili, regolabili, distanziati a piacere. Mi è capitato che clienti li indicassero dicendo: “Visto? Pressa a dita.”
Ma quei segmenti sono punzoni. Si muovono insieme come un unico gruppo rigido quando il martinetto scende. Puoi rimuovere una sezione per liberare una flangia di ritorno, certo. È flessibilità di configurazione dell’utensile, non elementi di serraggio indipendenti. In una vera pressa a dita, ciascun blocco di serraggio può essere rimosso per creare uno spazio affinché il braccio si sollevi e formi il lato di una scatola senza urtare il materiale adiacente. I blocchi costituiscono il meccanismo di serraggio; il braccio è il braccio di piegatura.
Su una pressa piegatrice, il serraggio è il martinetto, e la formatura avviene tra punzone e matrice. I segmenti non ruotano. Non isolano zone di serraggio. Definiscono solo dove il punzone è presente lungo la trave.
Quando confondi questa distinzione, a che tipo di errore ti stai predisponendo?

Se pensi che le punzonature segmentate equivalgano alla capacità di una piegatrice a dita, allora proverai a formare un contenitore profondo a quattro lati su una pressa piegatrice e ti chiederai perché le pareti collidono con l’attrezzatura.
L’ho visto succedere. Un’officina acquista una veloce pressa piegatrice CNC—600 piegature all’ora, nessun problema—e assume che le “dita” significhino che può gestire lavori di scatole strette allo stesso modo di una piegatrice a dita. Il primo prototipo urta lo stampo, il secondo bordo si solleva, e la parete precedentemente formata si schianta contro il corpo della punzonatura. Ora parlano di utensili a collo di cigno personalizzati, stampi speciali, espedienti. Costosi.
Una piegatrice a dita scambia velocità e ripetibilità per libertà geometrica. Una pressa piegatrice scambia libertà geometrica per forza, precisione e produttività. Confondere il meccanismo di piegatura con il fermo del materiale significa confondere quegli scambi.
E se i blocchi che effettivamente si muovono durante la piegatura sono così importanti, cosa succede quando sono essi stessi il sistema di bloccaggio?
Mi hai chiesto cosa succede quando i blocchi di bloccaggio stessi sono gli elementi mobili nella piegatura.
Immagina una piegatrice per scatole e pannelli da 48 pollici su un cantiere. Il foglio scorre sotto una barra di bloccaggio segmentata. L’operatore tira giù una maniglia, e una fila di blocchi rettangolari di acciaio preme il materiale saldamente contro il banco. Poi la lamina inferiore—una lunga piastra incernierata—ruota verso l’alto e spazza il bordo esposto del foglio oltre i 90 gradi. La barra di bloccaggio non scende. La punzonatura non si abbassa. La lamina ruota.
Questo è tutto il trucco.
Se la macchina piega mediante rotazione invece che penetrazione, allora il percorso della forza cambia completamente. Su una pressa piegatrice, il martinetto spinge una punzonatura in uno stampo e il materiale cede in una V concentrata. Su una piegatrice per scatole e pannelli, il foglio è pizzicato lungo tutta la linea di piega e la lamina applica coppia lungo quella stessa linea. È un carico distribuito, non localizzato. Il metallo viene spinto attorno a un perno, non forzato in una cavità.
E i blocchi di bloccaggio? Sono il riferimento per la piegatura. Tengono tutto ciò che non deve muoversi mentre la lamina muove tutto ciò che deve.
Come prendere la chiave sbagliata dal carrello, una pressa piegatrice sembra abbastanza simile finché non ti rendi conto, a metà piegatura, che su di essa nulla ruota—tutto scende.
Allora perché preoccuparsi di suddividere quella barra di bloccaggio in pezzi?
Una volta un piccolo laboratorio HVAC mi portò una transizione di condotto a cinque lati—fondo, quattro pareti, senza coperchio. Avevano piegato tre lati e non riuscivano a capire come chiudere il quarto senza collisioni. Su una pressa piegatrice, combatti quella geometria con utensili preparati e una sequenza attenta. Su una piegatrice per scatole e pannelli, rimuovi due segmenti di bloccaggio dove si troveranno le pareti laterali, fai scorrere il pezzo sotto i blocchi rimanenti, blocchi solo il piano che stai per piegare e ruoti la lamina. Le pareti già formate si trovano negli spazi vuoti.
Se hai bisogno di spazio per flange di ritorno, allora devi creare vuoti fisici nella barra di bloccaggio. È per questo che i segmenti esistono. Non per regolabilità. Per assenza.
Ogni blocco è rimovibile in modo che le pareti preformate possano occupare quello spazio mentre il bordo successivo viene piegato. La barra di bloccaggio segmentata è l’intera ragione per cui la macchina esiste. Senza di essa, la prima flangia di ritorno che realizzi bloccherebbe la seconda. La geometria ti escluderebbe dal tuo stesso pezzo.
Qui è dove il mito si distorce. Sì, puoi caricare una pressa piegatrice con segmenti di punzonatura da 2 e 4 pollici e lasciare spazi vuoti tra loro. Le officine sui forum discutono di piegare lamiera da 12 gauge su quattro piedi in questo modo. E per forme poco profonde, con una sequenza attenta, puoi simulare parte della flessibilità. Ma quei segmenti di punzonatura si muovono comunque insieme al martinetto. Non bloccano in modo selettivo. Non creano zone di pressaggio indipendenti. Rimuovono semplicemente acciaio dalla linea di punzonatura.
Se il sistema di bloccaggio non può isolare una flangia mentre libera un’altra, allora non hai la stessa libertà geometrica—non importa quanto modulare sembri l’utensile dall’altra parte dell’officina.
Quella libertà ha un prezzo.
Mettiti davanti a una pressa manuale a scatola e pan da 16 gauge e prova a piegare acciaio dolce da 10 gauge a piena larghezza. Sentirai la maniglia opporsi a metà della trazione. La lamella flette. La barra di serraggio inizia a sollevarsi al centro. La linea di piega si arrotonda perché la pressione non è sufficiente a mantenere il materiale aderente al naso.
Se la macchina si basa su un serraggio distribuito e sulla leva applicata manualmente, allora lo spessore diventa presto il nemico.
La fisica è semplice. Per deformare plasticamente l’acciaio più spesso, serve un momento flettente maggiore. In una pressa piegatrice, si aggiunge tonnellaggio—gli impianti idraulici non si stancano. In una pressa a scatola e pan, la coppia passa attraverso una cerniera e una lunga maniglia. La barra di serraggio deve resistere a quella coppia su tutta la larghezza. All’aumentare dello spessore, è necessario più forza di serraggio per evitare lo slittamento. Il telaio si flette. La lamella si flette. L’angolo di piega varia lungo la lunghezza.
La maggior parte delle presse manuali a scatola e pan raggiunge il limite attorno all’acciaio dolce da 16 gauge a piena larghezza; spessori maggiori sono possibili solo su lunghezze più corte. Non è una limitazione del marketing. È una questione di flessione della trave e di leva.
Due settimane dopo stava chiedendo perché non riusciva a formare un contenitore elettrico profondo senza schiacciare le pareti laterali. La risposta non era nascosta in una brochure. Era nascosta nel meccanismo. Una pressa a scatola e pan ti offre spazio perché distribuisce la forza e la trascina. Una pressa piegatrice ti offre potenza perché concentra la forza e la spinge.
Se ti serve una geometria profonda e multisuperficie in lamiera sottile, la vera macchina “a dita” ripaga bene. Se ti serve spessore, precisione e tonnellaggio ripetibile, l’industria si è evoluta verso punzone e matrice per una ragione.
Quindi, quando i blocchi di serraggio sono il sistema che trattiene—e la lamella effettua la piega—guadagni spazio ma perdi forza.
Ed è proprio questo compromesso il motivo per cui le due macchine esistono fianco a fianco invece di una che sostituisce l’altra.
Ti trovi davanti a un disegno per un telaio in acciaio dolce da 14 gauge, largo 36 pollici, con quattro lati alti 3 pollici. Una macchina in officina arriva fino a 16 gauge a piena larghezza ma ha blocchi di serraggio segmentati. L’altra è una pressa piegatrice idraulica da 135 tonnellate con una serie di matrici a V standard e finecorsa programmabili del riscontro posteriore. Verso quale fai rotolare il carrello?
Se il pezzo richiede una forza superiore a quella che una lamella incernierata e una barra di serraggio possono fisicamente opporre, allora la decisione è stata presa il giorno in cui hai letto lo spessore del materiale.
La ragione non è il marchio. È la meccanica.
Il primo prototipo colpisce la matrice, la seconda flangia si solleva, e la parete già formata si schianta contro il corpo del punzone. L’ho visto succedere più volte di quanto vorrei ammettere. L’operatore giura che la macchina “ha le dita”. Intende punzoni segmentati. Sta confondendo l’acciaio mancante con la geometria mancante.
Una pressa piegatrice non serra lungo la linea di piega e non trascina il foglio attorno a un perno. Spinge un punzone dentro un’apertura a forma di V della matrice. Nella piegatura in aria—cioè quando il punzone non arriva a fondo nella matrice—il foglio tocca in tre punti: la punta del punzone e le due spalle della matrice. Quel contatto a tre punti crea una leva. Cambia la profondità del punzone di qualche millesimo e l’angolo cambia. Non stai avvolgendo il metallo attorno a un naso; stai controllando la profondità di penetrazione sotto carico.
Ecco perché la piegatura in aria può raggiungere i 90 gradi con molto meno tonnellaggio rispetto al fondo o alla coniatura. Non stai costringendo il materiale a conformarsi completamente all’angolo della matrice. Lasci che avvenga il ritorno elastico e compensi con un sovrapiega calcolato. Meno forza, più flessibilità d’angolo, stessi utensili.
Ma ecco il problema di cui nessuno parla sul pavimento di vendita.
Sulle vecchie presse idro-meccaniche—prima delle CNC, sistemi a pompaggio—il peso del martello e la spinta idraulica non erano sempre abbastanza costanti per i pezzi piccoli. La piegatura in aria variava perché pochi millesimi di variazione nello spessore o nella resistenza del materiale significavano un diverso ritorno elastico. La variazione dell’angolo non era un mistero. Era fisica. Le officine piegavano a fondo non perché la piegatura in aria non esistesse, ma perché il controllo sul tonnellaggio e sulla posizione non era abbastanza preciso da consentirne la fiducia.
Se il tuo metodo di formatura dipende da una forza continua e precisamente dosata invece che da blocchi di serraggio fisici che bloccano il foglio in posizione, allora la variabilità del materiale diventa parte dell’equazione della tua accuratezza.
Questo è lo scambio. Una piegatrice a dita ottiene ripetibilità grazie al vincolo meccanico. Una pressa piegatrice ottiene versatilità grazie alla forza controllata.
Quindi, per cosa stai davvero pagando quando acquisti quella macchina da 135 tonnellate?
Una volta un acquirente giustificò una grande piegatrice indicando il set di punzoni segmentati. “È flessibile,” disse. “Possiamo rimuovere le sezioni.” Continuava a dire: “Ma ha le dita.”
No. Aveva utensili modulari.
Se principalmente pieghi condotte da 20 gauge e vaschette leggere sotto i 48 pollici, una piegatrice da 135 tonnellate è forza che non userai mai. La piegatura ad aria di acciaio dolce da 20 gauge su un’apertura a V di 1 pollice può richiedere solo una frazione della capacità nominale della macchina per piede. Il resto di quella capacità in tonnellate è ferro idle e sovraccarico idraulico. Hai pagato per cilindri, rigidità del telaio e sistemi di controllo progettati per muovere lastre più spesse.
Sembra uno spreco finché il lavoro non cambia.
Il giorno in cui arriva una staffa da 10 gauge lunga 36 pollici, una piegatrice manuale a cassone e pan è finita prima di iniziare. Il momento di piegatura richiesto cresce rapidamente con lo spessore—esponenzialmente rispetto ai gauge leggeri. Su una pressa piegatrice, cambi la larghezza della matrice a V, calcoli la capacità in tonnellate per piede e premi il pedale. L’idraulica non discute. I telai costruiti per la capacità in tonnellate non si piegano e non flettono come una piegatrice a foglio.
Se il tuo mix di lavoro varia tra sottile e spesso, allora pagare per la capacità in tonnellate non è eccessivo. È un’assicurazione.
Ma l’assicurazione ha esclusioni.
Perché tutta quella forza controllata avviene comunque tra un punzone e una matrice che si muovono come un’unica massa discendente. Nulla su quell’ariete blocca selettivamente una flangia mentre ne libera un’altra. I fermi del retro-calatore posizionano il pezzo; non trattengono zone isolate come blocchi di serraggio segmentati.
Quindi cosa succede quando la geometria si chiude su sé stessa?
| Sezione | Contenuto |
|---|---|
| Costo dell’attrezzatura vs. versatilità | Stai pagando per una capacità in tonnellate che in realtà non ti serve? |
| Giustificazione dell’acquirente | Un acquirente una volta giustificò l’acquisto di una grande piegatrice indicando il set di punzoni segmentati, sostenendo che fosse flessibile perché si potevano rimuovere le sezioni. Continuava a dire: “Ma ha le dita.” In realtà, aveva utensili modulari. |
| Eccesso di capacità per lavori leggeri | Se la maggior parte del lavoro riguarda la piegatura di condotte da 20 gauge e vaschette leggere sotto i 48 pollici, una piegatrice da 135 tonnellate offre capacità inutilizzata. La piegatura ad aria di acciaio dolce da 20 gauge su un’apertura a V di 1 pollice utilizza solo una frazione della capacità nominale della macchina per piede. La capacità restante rappresenta ferro inutilizzato e sovraccarico idraulico progettato per lastre più spesse. |
| Quando la capacità diventa necessaria | La situazione cambia quando appare una staffa da 10 gauge lunga 36 pollici. Una piegatrice manuale a cassone e pan non può gestirla. I requisiti di forza di piegatura aumentano rapidamente con lo spessore. Su una pressa piegatrice, si regola la larghezza della matrice a V, si calcola la capacità in tonnellate per piede e si opera. L’idraulica e i telai rigidi gestiscono il carico senza flettere come una piegatrice a foglio. |
| Argomento dell’assicurazione | Se il tuo carico di lavoro alterna materiali sottili e spessi, pagare per una maggiore tonnellaggio non è un eccesso — è un’assicurazione. |
| Limitazioni della forza | Tuttavia, quella forza controllata si sviluppa tra un punzone e una matrice che si muovono come una singola massa discendente. Il martinetto non può bloccare selettivamente una flangia mentre ne libera un’altra. I riscontri posteriori posizionano il pezzo ma non isolano né tengono zone specifiche come fanno i blocchi di serraggio segmentati. |
| Vincoli geometrici | Le difficoltà sorgono quando la geometria del pezzo tende a chiudersi su sé stessa, limitando ciò che la pressa piegatrice può fisicamente realizzare. |
Prendiamo un contenitore elettrico profondo: quattro pareti alte 6 pollici, flange di ritorno in cima, acciaio calibro 14. Piegare il primo lato — nessun problema. Secondo lato — occhio alla distanza del punzone. Terzo lato — stai infilando una scatola attorno a un utensile che si muove solo verticalmente.
Alla quarta flangia, stai combattendo contro la collisione, non contro la tonnellaggio.
I punzoni diritti standard e le matrici a V presuppongono una geometria aperta. Il martinetto scende in linea retta. Qualsiasi parete precedentemente formata si solleva con il pezzo. Se quella parete si estende più in alto della luce libera tra le spalle del punzone o interferisce con il corpo del punzone, sei bloccato. Puoi sequenziare le pieghe, usare punzoni a collo d’oca per maggior spazio, persino capovolgere e riposizionare rispetto ai riscontri posteriori — ma stai sempre lavorando attorno a un utensile che affonda, mai con uno che crea vuoti lungo la linea di serraggio.
Una piegatrice a cassetta e panello lo risolve per sottrazione. Rimuovi due segmenti di serraggio, fai scorrere le pareti già formate in quegli spazi vuoti, blocca solo la parte piana che stai piegando e procedi. Lo spazio di manovra è integrato direttamente nel sistema di bloccaggio.
Se il lavoro è profondo, multisfacciato e di lamiera sottile, allora i blocchi di serraggio segmentati sono strumenti geometrici, non strumenti di potenza.
Una pressa piegatrice si è evoluta oltre i blocchi di serraggio perché l’industria aveva bisogno di forza, programmabilità e controllo dell’angolo che si adattassero allo spessore. Non si è evoluta per sostituire i vuoti che quei blocchi creano. Ha sostituito la coppia distribuita con tonnellaggio concentrato.
Se porti la chiave inglese sbagliata al lavoro, non te ne accorgerai finché il bullone non si arrotonda a metà corsa.
Quindi, prima di chiedere se la macchina “ha le dita”, chiedi qualcosa di più semplice: questo pezzo fallisce per mancanza di forza o per mancanza di spazio di manovra?
Un contenitore calibro 10, profondo 12 pollici, quattro lati sollevati, flange di ritorno da 1 pollice in cima. Ho visto un’officina provarlo su una pressa piegatrice da 175 tonnellate con un punzone alto a collo d’oca. Le prime due pieghe erano pulite. La terza ha richiesto di inclinare la scatola e riposizionarla rispetto ai riscontri posteriori. Alla quarta, la parete laterale ha toccato il corpo del punzone prima che l’angolo arrivasse a 70 gradi. Abbondanza di tonnellaggio. Spazio di manovra esaurito.
È in quel momento che l’argomento smette di essere teorico.
Quando un lavoro richiede sia alto tonnellaggio sia geometria profonda e chiusa, non chiedi quale macchina sia più potente. Chiedi quale possa fisicamente completare la quarta piega senza intrappolare il pezzo tra l’acciaio dell’utensile e le proprie pareti. Se le pareti del contenitore diventano più alte della finestra verticale attorno al tuo punzone, allora la forza diventa irrilevante. All’acciaio non importa quanto grandi siano i cilindri se la geometria ti blocca.
Quindi come avviene effettivamente quel blocco?
Immagina nella tua testa una semplice scatola a quattro lati. La prima piega solleva una parete. La seconda ne solleva un’altra. Alla terza, stai alimentando un canale a forma di U attorno a un punzone che si muove solo verso il basso. Le pareti già formate si sollevano a ogni corsa perché il martello non crea spazio: ci penetra dentro.
Ora aggiungi una flangia di ritorno di 1 pollice in cima a ciascuna parete. Questo ritorno riduce la profondità utile della gola disponibile per il corpo del punzone. Anche un profilo a collo d’oca — progettato per offrire spazio — ha una colonna vertebrale. Una volta che l’altezza della parete più la flangia di ritorno supera l’offset di quella colonna, il corpo del punzone diventa l’ostacolo.
Ho visto operatori provare tre soluzioni alternative.
Primo: piegatura in aria con una matrice a V stretta per ridurre la profondità di penetrazione richiesta. Questo aiuta a controllare l’angolo, ma l’altezza della parete rispetto alla geometria del punzone non cambia. Il punto di collisione si verifica solo qualche grado più tardi.
Secondo: piegatura a fondo per forzare l’angolo in un’unica battuta controllata. Sì, la piegatura a fondo spinge il materiale completamente nell’angolo della matrice, migliorando la ripetibilità. Ma aumenta anche l’area di contatto e il rischio. Se la parete laterale sta già sfiorando il corpo del punzone, la piegatura a fondo significa solo colpire più forte quando si blocca. I pezzi si graffiano. Gli utensili si scheggiano. Ho sostituito entrambi.
Terzo: utensili impilati per sollevare il pezzo al di sopra della trave inferiore e guadagnare luce libera. Funziona—finché non si esaurisce la corsa del martello o si introduce instabilità dovuta a un’altezza di impilamento eccessiva. Alti impilamenti di utensili si comportano come una colonna sotto carico. La flessione si manifesta come variazione d’angolo lungo la lunghezza.
Questo è il test dell’involucro profondo: riesci a completare tutte le pieghe senza che la geometria formata collida con il corpo del punzone durante l’ultima corsa?
Una pressa a scatola e pannello risponde in modo diverso. Rimuovi i segmenti di serraggio dove le pareti devono occupare spazio. Il foglio è serrato solo lungo la linea di piegatura attiva, e la leva ruota per sollevare la flangia. Le pareti formate si trovano negli spazi vuoti che hai creato prima che la piegatura inizi. La luce libera non è qualcosa per cui lotti a metà corsa; è progettata in anticipo, prima di tirare la maniglia.
Una macchina penetra verticalmente in una cavità che si restringe. L’altra ruota attorno all’aria aperta.
Se la quarta piega intrappola l’utensile, nessuna quantità di tonnellaggio può salvare la macchina sbagliata.
Ma forse stai pensando: va bene, la piegatrice a dita vince per geometria. E se avessi bisogno solo di dieci scatole al mese?
Immagina una breve serie—otto involucri profondi, lamiera da 14 gauge, 8 pollici di altezza, senza flange di ritorno. Su una pressa piegatrice, selezioni un punzone a collo d’oca, abbini l’altezza della matrice, controlli che il porta-matrice inferiore più matrice più punzone lascino ancora corsa utile. Fai un ciclo a secco con un pezzo di scarto per confermare la luce dalle pareti. Magari metti degli spessori per il parallelismo se hai impilato gli utensili.
Non è teoria. È un’ora andata prima del primo pezzo buono.
Il tempo ciclo per piega su una pressa piegatrice CNC è rapido una volta impostata. I battenti del riscontro posteriore si muovono automaticamente. La correzione dell’angolo è programmabile. Per cinquanta pezzi, quel costo di setup si diluisce e ha senso.
Ora passa a una piegatrice manuale a scatola e pannello. Rimuovi i blocchi di serraggio che non servono, infili il foglio, imposti il fermo per la profondità della piega e via. Il setup è fisico, non computazionale. Per bassi volumi, specialmente quando l’altezza delle pareti è ben entro la capacità nominale della macchina, la semplicità emerge. Nessuna matematica sugli impilamenti di utensili. Nessun calcolo sulla corsa del martello.
Ma la capacità è il muro che alla fine incontri. Una piegatrice manuale a dita classificata per acciaio dolce 16 gauge su tutta la larghezza non si adatterà gentilmente al 10 gauge solo perché hai otto pezzi. Il momento flettente aumenta con lo spessore, e la barra di serraggio si fletterà prima che il materiale si deformi uniformemente. Ottieni angoli incoerenti e una macchina che invecchia di dieci anni in una settimana.
Quindi il basso volume non favorisce automaticamente la macchina più semplice. Favorisce la macchina il cui campo di capacità contiene effettivamente il tuo pezzo.
Se la geometria richiede spazi vuoti e lo spessore richiede forza, ti trovi fra due risposte parziali. Quale compromesso fa meno male?
Ho usato utensili segmentati per presse piegatrici — sezioni modulari del punzone che puoi rimuovere per creare uno spazio localizzato. Continuava a dire: “Ma ha le dita.” No. Aveva punzoni segmentati e fermi di riscontro regolabili. Il meccanismo di bloccaggio non è mai cambiato.
Ecco cosa succede in pratica.
Si rimuovono le sezioni del punzone dove le pareti laterali necessitano di spazio. Questo crea un vuoto orizzontale nella linea del punzone. Bene. Ma la slitta continua a scendere come una trave unica. Le sezioni del punzone rimanenti devono sopportare l’intera tonnellata distribuita sulla loro lunghezza impegnata. Lo sforzo si concentra sulle spalle dei segmenti attivi. Per i materiali spessi, ciò significa un carico localizzato più alto e una potenziale flessione nella zona di transizione tra le aree caricate e quelle scaricate.
Si perde anche il supporto continuo lungo la linea di piega. Su scatole profonde, questo può tradursi in una leggera variazione d’angolo vicino ai margini dei segmenti, a meno che utensili e bombatura non siano calibrati perfettamente. È praticabile. Non è magia.
Confrontalo con una vera pressa a scatola e pannello: i blocchi di bloccaggio applicano pressione distribuita solo dove serve, e la leva fornisce un movimento rotazionale uniforme lungo tutta la lunghezza della piega. Non c’è massa discendente che si insinua tra le pareti. La geometria è risolta prima che venga applicata la forza.
L’utensile segmentato per pressa piegatrice è un compromesso. Può estendere la portata geometrica di una pressa, specialmente con altezze moderate delle pareti e un’attenta sequenza. Ho visto una scatola profonda 10,5 pollici formata con successo in questo modo, usando morsetti impilati e un punzone da 3 pollici. Ha funzionato perché il profilo del punzone, l’altezza della matrice e la profondità della scatola erano tutte in una stretta finestra di compatibilità.
Se manchi quella finestra di un pollice in altezza della parete o di uno spessore di calibro, torni a interferenze o sovraccarichi.
Ecco quindi il punto decisionale che ora pongo ai compratori: disegna la parete più alta del tuo involucro più profondo. Aggiungi qualsiasi flangia di ritorno. Misura dalla linea di piega al punto più alto di ostruzione durante la piega finale. Poi confronta con la reale distanza libera verticale e orizzontale del profilo del punzone sotto carico.
Se i numeri non tornano sulla carta, non torneranno sotto 150 tonnellate.
Questo è il test dell’involucro profondo. Se lo supera, una pressa piegatrice si guadagna il suo posto. Se fallisce, nessuno in officina si cura di ciò che la brochure diceva degli utensili.
Se sia l’altezza della parete che lo spessore del materiale sfiorano la linea rossa, allora non scegli la macchina con il numero più grande sulla targhetta — scegli quella il cui modo di guasto puoi accettare.
Ho visto compratori bloccarsi proprio lì. La geometria dice una cosa. La tabella delle tonnellate ne dice un’altra. Vogliono uno spareggio. Eccolo: chiedi quale limite fallisce in modo gestibile in produzione e quale invece rovina i pezzi a metà ciclo. Una pressa piegatrice che esaurisce lo spazio geometrico non ti avverte con un angolo più morbido. Collide. Una pressa a dita che perde rigidità inizia a comunicarti il problema — deriva dell’angolo, flessione del morsetto, più sforzo sulla leva. Una rovina gli utensili. L’altra rovina la coerenza.
Questa differenza non è teorica.
Quando una pressa piegatrice perde la sfida geometrica su un involucro profondo, accade alla quarta piega, dopo che hai già investito tempo nelle prime tre. Il primo prototipo tocca la matrice, il secondo flange si alza, e la parete già formata si schianta contro il corpo del punzone. Ora stai ripensando agli impilamenti degli utensili e alla sequenza mentre l’orologio corre. Quando una pressa a dita è troppo debole per lo spessore, la difficoltà appare alla prima piega. La senti nella leva. La barra di bloccaggio flette. Ti fermi prima di aver accumulato scarti.
Quale guasto preferiresti scoprire al pezzo uno invece che al pezzo venti?
È così che si valuta il rischio quando entrambi i limiti sono stretti: non per la capacità massima, ma per quanto presto la macchina ti comunica che stai sbagliando.
Se stai ancora chiedendo se una pressa piegatrice “ha le dita”, allora stai acquistando in base all’aspetto invece che al movimento.
Continuava a dire: “Ma ha le dita.” No. Aveva punzoni segmentati e fermi della battuta posteriore regolabili. Il martinetto continuava comunque a spingere un punzone dritto dentro una cavità che si restringeva. I blocchi di serraggio su una vera piegatrice a dita si spostano fuori strada prima che la piega inizi. Un progetto crea vuoti in anticipo. L’altro cerca di sopravvivere al loro interno.
Non è un problema di denominazione. È cinematica — lo studio del movimento.
La domanda d’acquisto migliore è semplice e brutale: quale forma esiste nello spazio durante la mia ultima piega? Disegnala. Includi i ritorni. Includi le ribattiture. Poi chiediti se l’utensile si muove intorno a quello spazio o dentro di esso. Portare la chiave sbagliata sul lavoro sembra a posto finché la testa del bullone non si arrotonda a metà tiro. Un punzone segmentato può sembrare abbastanza simile a una piegatrice a dita in una brochure. A metà corsa, dimostra il contrario.
Ora avviene il vero cambiamento.
Smetti di elencare le caratteristiche. Inizia a mappare la geometria su scala. Quante casse a settimana? Quanto sono alte le pareti? I ritorni sono standard o occasionali? Perché, una volta che pensi in termini di “gestione dei vuoti” invece di “ha le dita?”, smetti di restare impressionato dai termini ibridi di marketing e inizi a vedere i percorsi di movimento.
E quando la geometria è fissata dal tuo prodotto, cosa stai effettivamente scalando — la complessità della forma o il numero di pieghe?
Se i tuoi prototipi richiedono geometrie spinte ma la domanda di produzione è leggera, allora una piegatrice a dita può essere la risposta giusta — finché non confondi la velocità di prototipazione con la capacità produttiva.
Una piegatrice a cassette e pannelli può essere configurata in pochi minuti per un nuovo contenitore. Rimuovi i blocchi di serraggio, fai scorrere il foglio, esegui la piega. Per lavorazioni personalizzate e cicli di progettazione, quella velocità conta più della potenza grezza. Il tempo di configurazione batte il tempo di ciclo quando le quantità sono basse e le forme continuano a cambiare.
Ma la scala cambia la matematica.
Le piegatrici manuali a dita rallentano man mano che i pezzi diventano più larghi e pesanti. Oltre i quattro piedi, spesso servono due operatori. Dopo venti o trenta pieghe, la fatica si insinua e la coerenza dell’angolo cala. Nel frattempo, una piegatrice CNC con fermi della battuta posteriore programmabili può eseguire 600 pieghe all’ora una volta impostata correttamente. Stesso angolo. Stessa profondità. Nessuna discussione.
Ecco la parte non ovvia.
Non scegli la macchina che scala “di più.” Scegli la macchina che scala il vincolo che definisce il tuo prodotto. Se la tua attività riguarda contenitori profondi e complessi in volumi modesti, scalare la flessibilità geometrica conta più della capacità di pieghe all’ora. Se i tuoi pezzi sono poco profondi ma spessi e ripetitivi, scalare forza e ripetibilità è vincente.
Quando sia lo spessore che l’altezza delle pareti si avvicinano al limite, decidi quale compromesso incide di più sul tuo modello di ricavi: manodopera più lenta con spazio garantito, oppure automazione più veloce che rischia la squalifica geometrica. Uno limita la produttività. L’altro può squalificare completamente il pezzo.
Portalo avanti: le macchine non competono sulle caratteristiche. Competono su quale vincolo fisico eliminano dal tuo modello di business.
Una volta che lo capisci, smetti di chiedere dei “ditali della pressa piegatrice” — e inizi a chiedere con quale vincolo puoi permetterti di vivere.


















