

في الشتاء الماضي، قام أحد المشترين بإدخال مكبس ثني جديد تمامًا بطول عشرة أقدام إلى أرضيتي، فخورًا به كأنه طاووس. بعد أسبوعين، بدأ يسأل لماذا لا يستطيع تشكيل غلاف كهربائي عميق دون سحق الجوانب. ظل يقول: “لكن فيه أصابع.”
تلك الكلمة كلفته ستة أرقام.
لا يمكنك إصلاح الهندسة بالمفردات. يمكنك فقط فهم أي جزء من الماكينة هو الذي يقوم بالعمل فعليًا.
إذا طلبت “أصابع” دون أن تسأل عمّا يُفترض أن تفعله، فأنت بالفعل في منتصف الطريق نحو شراء الماكينة الخطأ.
لقد وقفت بجانب العديد من مكابس الثني حيث كان أحد البائعين يطرق على جهاز القياس الخلفي ويصف القضبان الصغيرة القابلة للتعديل بأنها “أصابع”. إنها تنزلق للداخل والخارج، يمينًا ويسارًا، لتعيين طول الحافة. على الشاشة، تُدخل 2.000 بوصة، تتحرك الحواجز إلى 2.000 بوصة، وتلمس الصفيحة تلك الحواجز قبل نزول الكباس. هذا هو عملها الوحيد: تحديد موضع القطعة. عندما ينزل القالب داخل القاعدة، تكون الحواجز مجرد متفرجين.
مثل الإمساك بمفتاح تقريبي، يبدو مناسبًا بما فيه الكفاية—حتى يُمسح رأس البرغي وتدرك أن الأداة لم تكن مصممة أبدًا لتدويره.
إذن، ما الذي يقوم بعملية الثني بالضبط؟
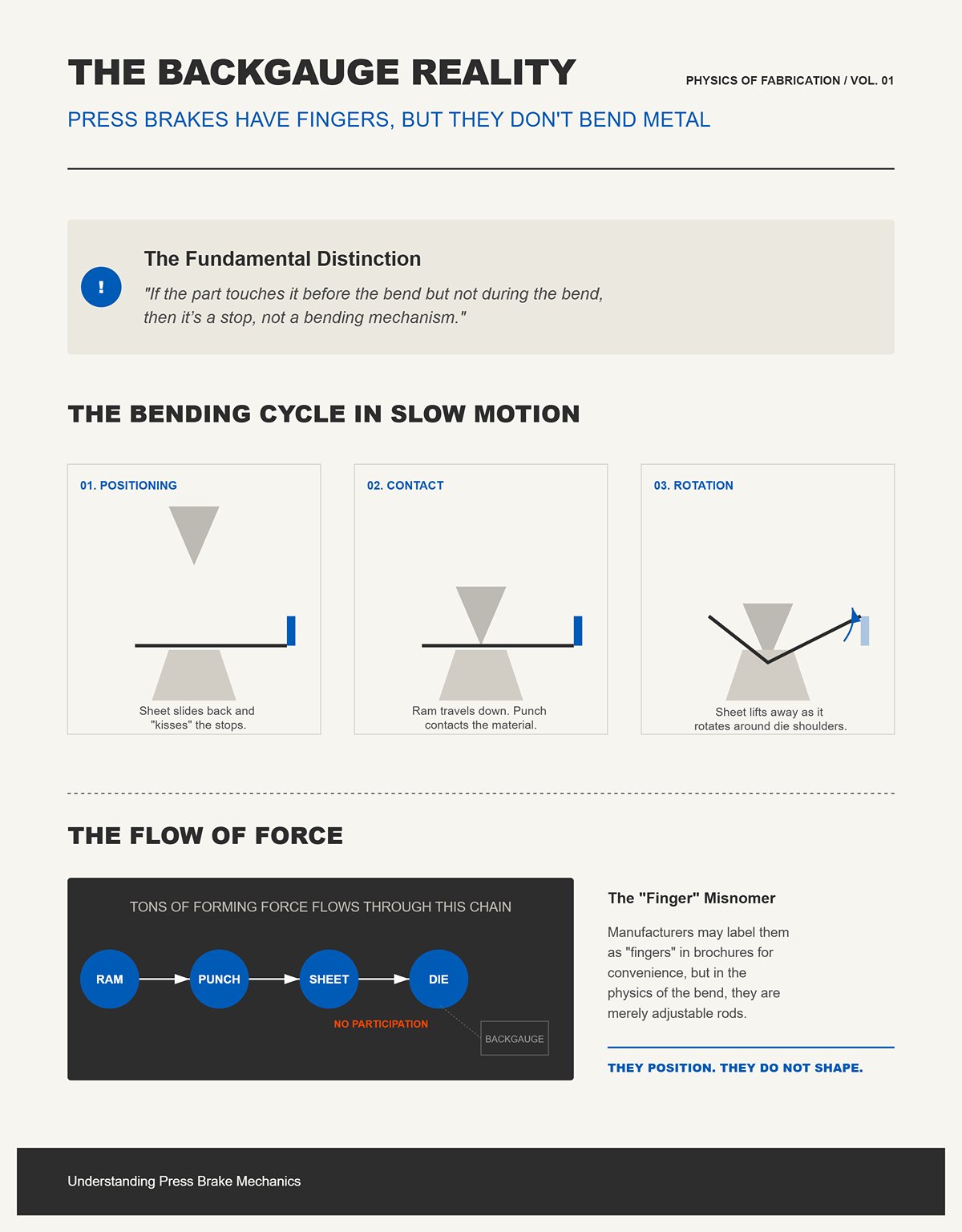
إذا لامست القطعة ذلك الجزء قبل الانحناء ولكن ليس أثناءه، فهو حاجز، وليس آلية ثني.
راقب دورة مكبس الثني بالحركة البطيئة. تنزلق الصفيحة إلى الخلف، تلمس الحواجز، وينزل الكباس. بمجرد أن يلامس القالب المادة، ترتفع الصفيحة مبتعدة عن تلك الحواجز لأن المعدن يدور حول أكتاف القاعدة. تنتقل قوة التشكيل—وهي أطنان من الضغط—من الكباس إلى القالب إلى الصفيحة إلى القاعدة. أما نظام القياس الخلفي فيبقى جالسًا خلف المشهد.
نعم، بعض الشركات المصنعة تُطلق على تلك القضبان القابلة للتعديل اسم “أصابع” بشكل عابر. لقد سمعت ذلك، وصححته. أطلق عليها ما تشاء في الكتيب؛ في فيزياء عملية الثني، فهي لا تشارك.
إذا كانت لا تشكل المعدن، فلماذا يُصر الناس على أن الماكينة “تحتوي على أصابع”؟
إذا نظرت إلى أدوات التشكيل المجزأة من بعيد عبر الورشة، يمكنك أن ترى كيف تبدأ حالة الالتباس.
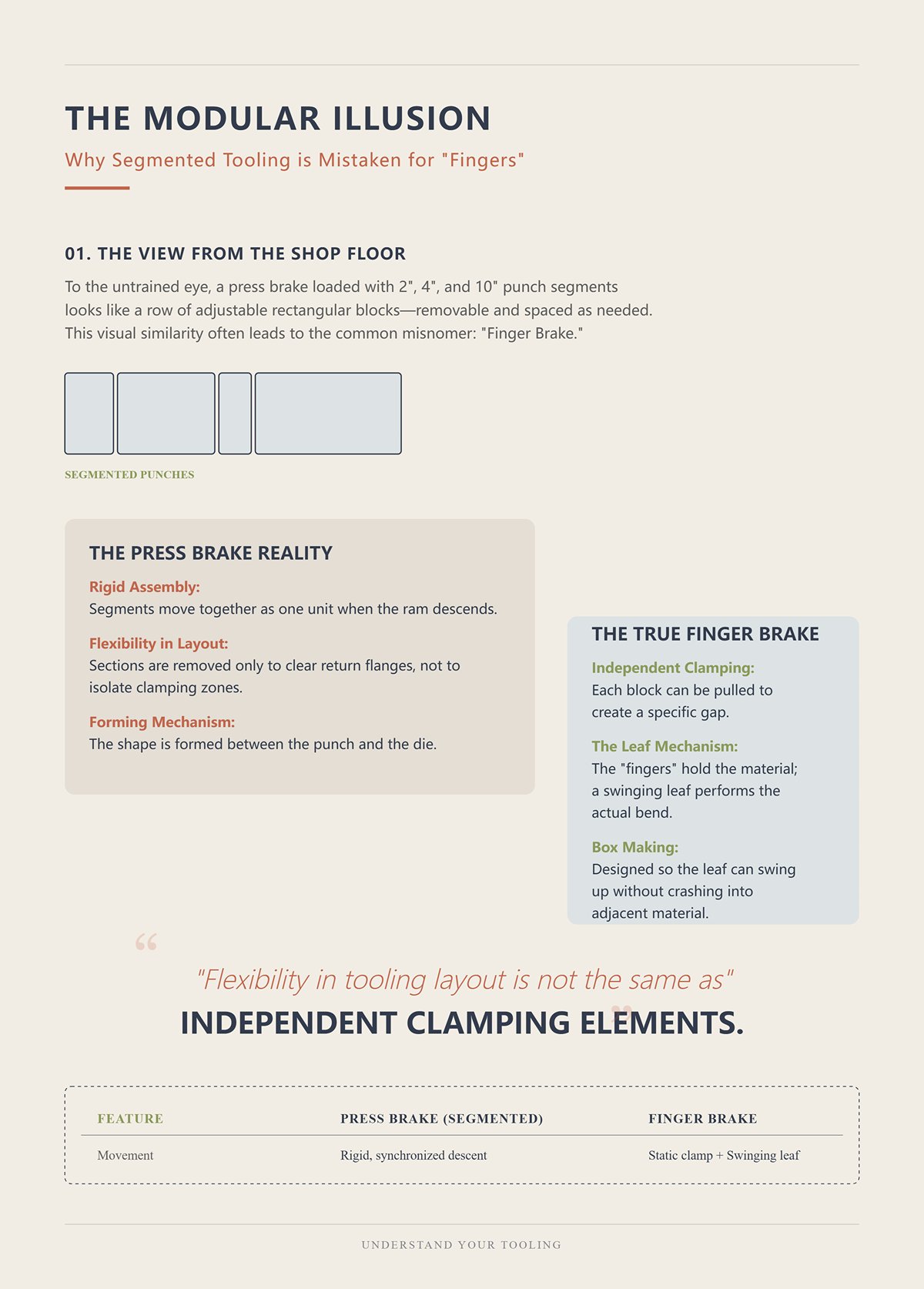
تخيل شعاعًا علويًا لمكبس الثني محمّلًا بقِطع قوالب بطول 2 بوصة و4 بوصات و10 بوصات مصطفة جنبًا إلى جنب. للعين غير المدربة، تبدو كصف من الكتل المستطيلة—قابلة للإزالة والتعديل والتباعد كما يلزم. لقد رأيت زبائن يشيرون إلى ذلك ويقولون: “أرأيت؟ مكبس أصابع.”
لكن تلك القطع هي قوالب. إنها تتحرك معًا كوحدة صلبة واحدة عندما ينزل الكباس. يمكنك إزالة جزء لإفساح المجال لحافة مرتجعة، بالتأكيد. تلك مرونة في ترتيب أدوات التشكيل، وليست عناصر تثبيت مستقلة. في مكبس الأصابع الحقيقي، يمكن سحب كل كتلة تثبيت لإنشاء فجوة بحيث يمكن للورقة أن ترتفع وتشكل جانب الصندوق دون الاصطدام بالمادة المجاورة. الكتل هي آلية التثبيت؛ والورقة هي ذراع الثني.
في مكبس الثني، المشبك هو الكباس، والتشكيل يحدث بين القالب والقاعدة. الأجزاء المجزأة لا تتأرجح. ولا تعزل مناطق التثبيت. إنها فقط تحدد موضع وجود القالب على طول الشعاع.
عندما تُشوّه هذا التمييز، أي نوع من الأخطاء تُهيئ نفسك له؟

إذا كنت تعتقد أن اللكمات المقسّمة تساوي قدرة مكبح الأصابع، فستحاول تشكيل غلاف عميق بأربعة جوانب على مكبح ضغط، وستتساءل لماذا تتصادم الجدران مع أدوات التشكيل.
لقد شاهدت ذلك يحدث. تشتري ورشة مكبح ضغط CNC سريعًا — 600 انحناءة في الساعة، لا مشكلة — وتفترض أن “الأصابع” تعني أنه يمكنه التعامل مع صناديق ضيقة بنفس طريقة مكبح الأصابع. يصطدم النموذج الأول بالقالب، يرتفع الحافة الثانية، ويصطدم الجدار المشكّل سابقًا بجسم اللكمة. والآن يتحدثون عن أدوات عنق أوز مخصصة، وقوالب خاصة، وحلول بديلة. حلول باهظة الثمن.
يستبدل مكبح الأصابع السرعة والتكرار بحرية هندسية، بينما يستبدل مكبح الضغط الحرية الهندسية بالقوة والدقة والإنتاجية. إذا خلطت بين آلية الثني وتوقف المادة، فإنك تخلط بين هذه المقايضات.
وإذا كانت الكتل التي تتحرك فعليًا أثناء الثني مهمة إلى هذا الحد، فماذا يحدث عندما تكون هي نفسها نظام التثبيت؟
لقد سألت ما الذي يحدث عندما تكون كتل التثبيت نفسها هي العناصر المتحركة في الانحناء.
تخيل مكبح صندوق ومقلاة بطول 48 بوصة في موقع العمل. تنزلق الصفيحة أسفل شريط تثبيت مقسّم. يسحب المشغل المقبض للأسفل، فتضغط صف من الكتل الفولاذية المستطيلة المادة بإحكام على السرير. ثم ترتفع الصفيحة السفلية — وهي لوحة مفصلية طويلة — للأعلى وتمسح الحافة المكشوفة من الصفيحة لتتجاوز 90 درجة. شريط التثبيت لا يغطس، واللكمة لا تهبط، بل تدور الورقة.
هذه هي الحيلة بأكملها.
إذا كانت الآلة تثني بالدوران بدلًا من الاختراق، فإن مسار القوة يتغير كليًا. في مكبح الضغط، يدفع المكبس لكمة في قالب، وتستسلم المادة في شكل V مركّز. في مكبح الصندوق والمقلاة، تُقرص الصفيحة على طول خط الانحناء بأكمله وتطبق الورقة عزم دوران على نفس الخط. إنها حمولة موزعة، وليست موضعية. المعدن يُمسح حول محور ارتكاز، لا يُجبر داخل تجويف.
وكتل التثبيت؟ إنها مرجع الثني. تمسك كل ما يجب ألا يتحرك بينما تحرك الورقة كل ما يجب أن يتحرك.
تمامًا مثل أخذ المفتاح الخطأ من العربة، يبدو مكبح الضغط مشابهًا بما يكفي حتى تدرك أثناء الثني أن لا شيء فيه يدور — كل شيء يغطس.
فلماذا إذًا نهتم بتقسيم شريط التثبيت إلى قطع؟
جاءتني مرة ورشة HVAC صغيرة بقطعة انتقال مجرى هواء بخمسة أضلاع — قاعدة، وأربعة جدران، ولا غطاء. كانوا قد ثنوا ثلاث جهات ولم يعرفوا كيف يغلقون الرابعة دون تصادم. في مكبح الضغط، تواجه هذه الهندسة بأدوات مرحلية وتسلسل دقيق. أما في مكبح الصندوق والمقلاة، فتزيل قطعتين من كتل التثبيت حيث ستكون الجدران الجانبية، وتُدخل القطعة تحت الكتل المتبقية، وتثبت فقط السطح المسطح الذي ستثنيه، ثم ترفع الورقة. تقف الجدران المشكلة في الفراغات الفارغة.
إذا كنت بحاجة إلى فراغ لحواف عائدة، فعليك أن تخلق فراغات مادية في شريط التثبيت. لهذا السبب وُجدت القطع المقسمة. ليست من أجل القابلية للضبط، بل من أجل الفراغ.
كل كتلة قابلة للإزالة حتى تتمكن الجدران المشكلة مسبقًا من شغل ذلك المكان بينما يتم مسح الحافة التالية للأعلى. إن شريط التثبيت المقسّم هو السبب الكامل لوجود الآلة. فبدونه، الحافة العائدة الأولى التي تشكلها ستحجب الثانية. الهندسة ستقفل القطعة ضدك.
وهنا ينحرف المفهوم. نعم، يمكنك تجهيز مكبح ضغط بقطع لكمة مقاس 2 بوصة و4 بوصات وترك فجوات بينها. تتجادل الورش في المنتديات حول ثني صفائح بسمك 12 عيارًا على أربعة أقدام بهذه الطريقة. ومع الأشكال الضحلة وتسلسل العمل الدقيق، يمكنك تقليد بعض المرونة. لكن تلك القطع من اللكمات لا تزال تتحرك معًا مع المكبس. إنها لا تثبت بشكل انتقائي. لا تخلق مناطق تثبيت مستقلة. إنها فقط تزيل الفولاذ من خط اللكمة.
إذا كان نظام التثبيت لا يمكنه عزل حافة واحدة أثناء إفساح المجال لأخرى، فليس لديك نفس الحرية الهندسية — مهما بدا التشكيل معياريًا من بعيد في الورشة.
تأتي تلك الحرية مقابل ثمن.
قف أمام مكبس صناديق وألواح يدوي بسماكة 16 غيج وحاول ثني فولاذ معتدل سماكته 10 غيج على كامل العرض. ستشعر أن المقبض يقاومك في منتصف السحب. اللوح السفلي ينحني. شريط التثبيت يبدأ بالارتفاع في المنتصف. خط الثني يصبح دائرياً لأن الضغط غير كافٍ لإبقاء المادة ملتصقة بالأنف بإحكام.
إذا كانت الآلة تعتمد على تثبيت موزّع وعلى القوة المطبقة من الإنسان، فإن السُمك يصبح عدوك بسرعة.
الأمر فيزيائي بحت. لتشويه الفولاذ السميك بشكل لدن، تحتاج إلى عزم انحناء أكبر. في مكبس الثني الهيدروليكي، تضيف قدرة ضغط—الأنظمة الهيدروليكية لا تتعب. في مكبس الصناديق والألواح، يأتي العزم عبر مفصل ومقبض طويل. يجب على شريط التثبيت أن يقاوم هذا العزم عبر عرضه الكامل. ومع زيادة السماكة، تزداد قوة التثبيت المطلوبة لمنع الانزلاق. الإطار ينحرف. والورقة المنحنية تنحرف. زاوية الانحناء تختلف عبر الطول.
معظم مكابس الصناديق والألواح اليدوية تبلغ أقصى حدودها عند فولاذ معتدل بسماكة 16 غيج على كامل العرض؛ السماكات الأثقل ممكنة فقط على أطوال أقصر. هذا ليس قيداً تسويقياً، بل هو انحراف في العارضة ونسبة رافعة.
بعد أسبوعين، كان يسأل لماذا لا يمكن للآلة تشكيل غلاف كهربائي عميق من دون سحق الجوانب. الجواب لم يكن مخفياً في كتيب التسويق، بل كان مخفياً في الآلية. مكبس الصناديق والألواح يمنحك خلوصاً لأنه يوزع القوة ويمسحها. مكبس الثني يمنحك طاقة لأنه يركز القوة ويدفعها للأعلى والأسفل.
إذا كنت تحتاج إلى هندسة عميقة متعددة الجوانب في سُمك خفيف، فإن آلة “الأصابع” الحقيقية تبرر وجودها. أما إذا كنت تحتاج إلى سماكة، ودقة، وقوة ضغط قابلة للتكرار، فإن الصناعة تطورت نحو اللكمة والقالب لسبب.
عندما تكون كتل التثبيت هي النظام الذي يقوم بالإمساك—والورقة السفلية هي التي تقوم بالثني—فإنك تكسب مساحة خالية وتفقد القوة.
وهذه المقايضة هي بالضبط السبب في وجود الآلتين جنباً إلى جنب بدلاً من أن تحل إحداهما محل الأخرى.
أنت تقف أمام رسم لهيكل من فولاذ معتدل بسماكة 14 غيج، عرضه 36 بوصة، وأربعة جوانب بارتفاع 3 بوصات. إحدى الآلتين في الورشة تصل أقصاها إلى سماكة 16 غيج على كامل العرض ولكن بها كتل تثبيت مقطّعة. والأخرى مكبس ثني هيدروليكي بقوة 135 طن مع مجموعة قوالب على شكل V وتوقفات ظهرية قابلة للبرمجة. نحو أي واحدة تدفع العربة؟
إذا كانت القطعة تتطلب قوة تفوق ما يمكن لورقة مفصلية وشريط تثبيت مقاومته جسدياً، فإن القرار قد اتُخذ في اليوم الذي قرأت فيه سماكة المادة.
السبب ليس العلامة التجارية، بل الميكانيكا.
تصل النماذج الأولية الأولى إلى القالب، ويرتفع الحافة الثانية، والجدار المشكّل مسبقاً يصطدم بجسم اللكمة. لقد شاهدت ذلك مراراً أكثر مما أود الاعتراف به. العامل يقسم أن الآلة “لها أصابع.” وهو يقصد لكمات مقطّعة. إنه يخلط بين الفولاذ المفقود والهندسة المفقودة.
مكبس الثني لا يثبت على خط الانحناء ولا يمسح الصفيحة حول محور. بل يدفع لكمة إلى فتحة قالب على شكل V. في الثني بالهواء—أي أن اللكمة لا تلامس قاع القالب أبداً—تلامس الصفيحة في ثلاث نقاط: رأس اللكمة وكتفي القالب. هذا التلامس الثلاثي يخلق رافعة. غيّر عمق اللكمة ببضعة أجزاء من الألف من البوصة، وستتغير الزاوية. أنت لا تلف المعدن حول أنف، بل تتحكم في عمق الاختراق تحت الحمولة.
لهذا السبب يمكن للثني بالهواء أن يصل إلى 90 درجة بقوة ضغط أقل بكثير من طريقة القاع أو السَّكّ. أنت لا تُجبر المادة على التوافق الكامل مع زاوية القالب، بل تسمح بارتداد الزنبرك وتُعوّض بانحناء محسوب أكثر. قوة أقل، مرونة أكبر في الزاوية، نفس أدوات التشكيل.
لكن هنا الفخ الذي لا يتحدث عنه أحد في صالة العرض.
في مكابس الثني الهيدروميكانيكية القديمة—قبل الـ CNC، أنظمة الضخ—لم تكن أوزان المكبس ولا الدفع الهيدروليكي متسقة دائماً بما يكفي للأجزاء الصغيرة. كان الثني بالهواء ينحرف لأن اختلافات قليلة في سماكة المادة أو قوتها الشدية تعني ارتداداً نابضاً مختلفاً. تباين الزاوية لم يكن لغزاً، بل فيزياء. المصانع كانت تشكل القطع بالطريقة التقليدية ليس لأن الثني بالهواء لم يكن موجوداً، بل لأن التحكم في القوة والوضع لم يكن دقيقاً بما يكفي للوثوق به.
إذا كانت طريقة التشكيل لديك تعتمد على قوة مستمرة ومقنّنة بدقة بدلاً من كتل تثبيت فعلية تُقفل الصفيحة في مكانها، فإن اختلاف المادة يصبح جزءاً من معادلة الدقة لديك.
هذه هي المعادلة. مكابح الأصابع تحقق التكرارية من خلال القيد الميكانيكي. أما مكابح الضغط فتكسب المرونة من خلال التحكم في القوة.
فما الذي تدفع ثمنه حقًا عندما تشتري تلك الآلة بقدرة 135 طنًا؟
كان لدي مرة أحد المشترين يبرر شراء مكبح كبير بالإشارة إلى مجموعة القوالب المجزأة. قال: “إنها مرنة، يمكننا إزالة الأقسام.” واستمر في القول: “لكنها تحتوي على أصابع.”
لا. كانت تحتوي على أدوات تشكيل معيارية.
إذا كنت في الغالب تقوم بثني قنوات هواء من صفائح بقياس 20 وعلب خفيفة بطول أقل من 48 بوصة، فإن مكبحًا بقدرة 135 طنًا هو قوة لن تستخدمها أبدًا. ثني الهواء لصفائح فولاذ معتدل بسماكة 20 فوق فتحة على شكل V بعرض 1 بوصة قد يحتاج إلى جزء بسيط فقط من القدرة المقدرة للآلة لكل قدم. أما باقي تصنيف القوة فهو حديد خام ونظام هيدروليكي خامد. لقد دفعت ثمن الأسطوانات، وصلابة الإطار، وأنظمة التحكم المصممة لتحريك صفائح أكثر سماكة.
يبدو ذلك إهدارًا إلى أن يتغير نوع العمل.
في اليوم الذي يظهر فيه قوس بسماكة 10 قياس وطول 36 بوصة، تكون مكابح الصندوق واللوح اليدوية غير مجدية قبل أن تبدأ. يزداد العزم المطلوب للثني بسرعة مع السمك — بشكل أُسِّي مقارنة بالصفائح الخفيفة. في مكبح الضغط، تقوم بتغيير عرض أداة V، وحساب القوة لكل قدم، وتضغط على الدواسة. الأنظمة الهيدروليكية لا تعترض. الأطر المصممة للقوة لا تنثني أو تتأرجح مثل مكبح الورق المعدني.
إذا كان مزيج أعمالك يتأرجح بين الرقيق والسميك، فإن دفع ثمن القوة ليس مبالغة. إنه تأمين.
لكن التأمين له استثناءاته.
لأن كل تلك القوة المضبوطة ما زالت تحدث بين القالب والمطرقة اللذين يتحركان ككتلة واحدة هابطة. لا يوجد في رأس المكبس ما يمكنه تثبيت حافة بينما يترك أخرى. محددات القياس الخلفية تضع القطعة في المكان الصحيح؛ لكنها لا تثبت مناطق معزولة مثل كتل التثبيت المجزأة.
فماذا يحدث عندما يغلق الشكل على نفسه؟
| القسم | المحتوى |
|---|---|
| تكلفة الأدوات مقابل المرونة | هل تدفع ثمن قوة ضغط لا تحتاجها فعليًا؟ |
| مبرر المشتري | برر أحد المشترين مرة شراء مكبح ضغط كبير بالإشارة إلى مجموعة قوالب مجزأة، مدعيًا أنها مرنة لأن الأقسام يمكن إزالتها. واستمر في القول: “لكنها تحتوي على أصابع.” في الواقع، كانت تحتوي على أدوات تشكيل معيارية. |
| القدرة الزائدة للأعمال الخفيفة | إذا كان أغلب العمل يشمل ثني صفائح بقياس 20 وقنوات هواء خفيفة بطول أقل من 48 بوصة، فإن مكبح ضغط بقدرة 135 طنًا يقدم قدرة غير مستخدمة. ثني الهواء لصفائح فولاذ معتدل بسماكة 20 فوق فتحة V بعرض 1 بوصة يستخدم جزءًا بسيطًا فقط من القوة المقدرة للآلة لكل قدم. السعة المتبقية تمثل معدنًا خامدًا وتكاليف هيدروليكية مخصصة للصفائح السميكة. |
| عندما تصبح القدرة ضرورية | يتغير الوضع عندما يظهر قوس بسماكة 10 قياس وطول 36 بوصة. لا يمكن لمكبح صندوق ولوح يدوي التعامل معه. تزداد متطلبات قوة الثني بسرعة مع زيادة السمك. في مكبح الضغط، تقوم بضبط عرض فتحة V، وتحسب القوة المطلوبة لكل قدم، وتبدأ التشغيل. الأنظمة الهيدروليكية والأطر الصلبة تتحمل الحمل دون انحناء كما في مكبح الورق المعدني. |
| حجة التأمين | إذا كان عبء عملك يتناوب بين المواد الرقيقة والسميكة، فإن الدفع مقابل طاقة ضغط أعلى ليس مبالغة – إنه تأمين. |
| قيود القوة | ومع ذلك، فإن تلك القوة المتحكم بها تحدث بين لكمة وقالب يتحركان معًا ككتلة هابطة واحدة. لا يمكن للكباس أن يثبت شفة واحدة بشكل انتقائي بينما يفرّغ أخرى. تقوم موجهات الارتداد بتموضع الجزء لكنها لا يمكنها عزل مناطق محددة أو تثبيتها كما تفعل كتل التثبيت المقسمة. |
| القيود الهندسية | تظهر التحديات عندما يقترب شكل القطعة من الإغلاق على نفسه، مما يحدّ مما يمكن لمكبح الكبس إنجازه فعليًا. |
خذ علبة كهربائية عميقة: أربعة جدران بارتفاع 6 بوصات، حواف مرتجعة في الأعلى، فولاذ بسمك 14 عيارًا. ثنِ الجانب الأول – لا مشكلة. الجانب الثاني – راقب خلوص اللكمة. الجانب الثالث – أنت تمرر صندوقًا حول أداة تتحرك فقط بشكل عمودي.
عند الحافة الرابعة، أنت تحارب التصادم، لا القوة.
تفترض اللكمات المستقيمة القياسية وقوالب الـ V شكلًا مفتوحًا. ينزل الكباس في خط مستقيم. أي جدار مُشكّل سابقًا يرتفع مع القطعة. إذا كان ذلك الجدار يمتد أعلى من المسافة الرأسية (daylight) بين أكتاف اللكمة أو يتداخل مع جسم اللكمة، فأنت عالق. يمكنك ترتيب الانحناءات بتسلسل معين، أو استخدام لكمة رقبة الإوزة لتوفير خلوص، وحتى قلب القطعة وإعادة ضبطها على توقفات موجه الارتداد – لكنك دائمًا تعمل حول أداة تهبط عموديًا، وليس أداة تخلق فراغات على طول خط التثبيت.
يحل مكبح الصندوق واللوح (box and pan brake) هذه المشكلة بطريقة الطرح. أزل جزأين من كتل التثبيت، حرك الجدران المشكلة إلى تلك المساحات الفارغة، ثبّت فقط السطح المستوي الذي تنحنيه، وامسح. إن الخلوص مدمج في نظام التثبيت نفسه.
إذا كان العمل عميقًا، متعدد الجوانب، وذو سماكة خفيفة، فإن كتل التثبيت المقسمة هنا أدوات هندسية، لا أدوات قوة.
لقد تطوّر مكبح الكبس إلى ما بعد كتل التثبيت لأن الصناعة كانت بحاجة إلى قوة، وبرمجة، وتحكم في الزاوية يتناسب مع السماكة. لم يتطور ليحل محل الفراغات التي تخلقها تلك الكتل. لقد استبدل عزم الدوران الموزع بطنّاج مركز.
إذا جلبت الأداة الخطأ إلى العمل، فلن تلاحظ حتى تتلف رأس البرغي في منتصف الطريق.
لذا قبل أن تسأل ما إذا كانت الماكينة “تحتوي على أصابع”، اسأل سؤالًا أبسط: هل يفشل هذا الجزء بسبب نقص القوة، أم بسبب نقص الخلوص؟
حاوية بسمك 10 عيار، عمقها 12 بوصة، أربعة جوانب إلى الأعلى، حواف مرتجعة بوصة واحدة في الأعلى. شاهدت ورشة تحاول تنفيذها على مكبح كبس بقوة 175 طنًا باستخدام لكمة رقبة إوزة طويلة. كان أول انحناءين نظيفين. الانحناء الثالث احتاج إلى إمالة الصندوق وإعادة ضبطه على توقفات موجه الارتداد. أما في الرابع، فقد لامس الجدار الجانبي جسم اللكمة قبل أن تصل الزاوية إلى 70 درجة. بقيت وفرة من القوة. لم يبقَ أي خلوص.
في تلك اللحظة يتوقف الجدل عن كونه نظريًا.
عندما يتطلب العمل كلًا من القوة العالية والهندسة العميقة المغلقة، لا تسأل أي آلة أقوى. بل اسأل أيها يمكنها فعليًا إكمال الانحناء الرابع دون أن تحبس القطعة بين فولاذ الأداة وجدرانها الخاصة. إذا أصبحت جدران العلبة أطول من النافذة الرأسية حول لكمةك، تصبح القوة بلا معنى. الفولاذ لا يهتم بحجم الأسطوانات إذا كانت الهندسة تُغلق الطريق أمامك.
فكيف يحدث ذلك الإغلاق فعليًا؟
تخيل صندوقاً بسيطاً بأربعة جوانب في رأسك. الانحناء الأول يرفع جداراً واحداً. الانحناء الثاني يرفع آخر. عند الانحناء الثالث، تكون قد تغذّي قناة على شكل حرف U حول لكمة تتحرك للأسفل فقط. الجدران المشكلة مسبقاً ترتفع مع كل ضربة لأن الكباس لا يترك مساحة – بل يتوغل فيها.
الآن أضف شفة مرتجعة بطول بوصة واحدة أعلى كل جدار. هذه الشفة تقلل عمق الحلق الفعّال المتاح لجسم اللكمة. حتى اللكمة ذات العنق المعقوف المصممة لتحقيق الخلوص لها عمود فقري. بمجرد أن يتجاوز ارتفاع الجدار والشفة المرتجعة الإزاحة عن ذلك العمود الفقري، يصبح جسم اللكمة هو العائق.
لقد رأيت المشغلين يحاولون ثلاث حلول بديلة.
الأول: الانحناء بالهواء باستخدام قالب V ضيق لتقليل عمق الاختراق المطلوب. هذا يساعد على التحكم في الزاوية، لكن ارتفاع الجدار بالنسبة لهندسة اللكمة لا يتغير. نقطة التصادم تحدث فقط بعد بضع درجات لاحقاً.
الثاني: الانحناء السفلي لإجبار الزاوية بضربة واحدة مضبوطة. نعم، الانحناء السفلي يدفع المادة بالكامل في زاوية القالب، مما يحسن التكرارية. لكنه أيضاً يزيد مساحة التلامس والمخاطرة. إذا كان الجدار الجانبي بالفعل يحتك بجسم اللكمة، فإن الانحناء السفلي يعني فقط أنك تضرب بقوة أكبر عندما يحتبس. تتعرض الأجزاء للخدش. وتتلف الأدوات. لقد اضطررت لاستبدالهما كليهما.
الثالث: استخدام أدوات مكدسة لرفع القطعة فوق العارضة السفلية وكسب مساحة إضافية. هذا يعمل – حتى تنفد من شوط الكباس أو تظهر عدم الاستقرار بسبب ارتفاع التكديس الزائد. الأكوام الطويلة من الأدوات تتصرف مثل عمود تحت حمل. يظهر الانحناء في تغيّر الزاوية عبر الطول.
هذا هو اختبار الحاوية العميقة: هل يمكنك إكمال جميع الانحناءات دون أن تصطدم الهندسة المشكلة بجسم اللكمة أثناء الضربة الأخيرة؟
مكبح الصندوق واللوح يعطي إجابة مختلفة. تزيل مقاطع التثبيت حيث تحتاج الجدران إلى احتلال مساحة. تُثبّت الصفيحة فقط على طول خط الانحناء النشط، ويدور الذراع ليمسح الشفة للأعلى. الجدران المشكلة تجلس في الفراغات التي أنشأتها قبل بدء الانحناء. الخلوص ليس شيئاً تقاتل من أجله في منتصف الضربة؛ بل يُصمم مسبقاً قبل أن تسحب المقبض.
آلة واحدة تتوغل عمودياً في تجويف يتقلص. والأخرى تدور حول هواء مفتوح.
إذا كان الانحناء الرابع يحاصر الأداة، فلا مقدار من القوة يستطيع إنقاذ الآلة الخاطئة.
لكن ربما تفكر: حسناً، مكبح الأصابع يتفوق هندسياً. ماذا لو كنت بحاجة فقط إلى عشرة صناديق في الشهر؟
تخيل دفعة قصيرة – ثماني حاويات عميقة، سماكة 14، ارتفاعها 8 بوصات، بدون شفاه مرتجعة. على مكبح الضغط، تختار لكمة عنق معقوف، تطابق ارتفاع القالب، تتحقق من أن حاملة الأداة السفلية مع القالب واللكمة لا تزال تترك شوطاً احتياطياً. تقوم بتشغيل دورة تجريبية بقطعة خردة لتأكيد خلوص الجدار. ربما تُدخل حشوات لموازاة إذا كنت قد استخدمت أدوات مكدسة.
هذا ليس نظرياً. هذه ساعة ضائعة قبل أول قطعة جيدة.
زمن الدورة لكل انحناء على مكبح ضغط CNC سريع بمجرد ضبطه. حواجز المقياس الخلفي تتحرك تلقائياً. تصحيح الزاوية قابل للبرمجة. لخمسين قطعة، تتوزع تكلفة الإعداد وتصبح منطقية.
الآن انتقل إلى مكبح الصندوق واللوح اليدوي. تزيل كتل التثبيت التي لا تحتاجها، تُدخل اللوح، تضبط حد عمق الانحناء، وتنطلق. الإعداد هنا فيزيائي، لا حسابي. للأحجام الصغيرة، خصوصاً عندما تكون ارتفاعات الجدران ضمن سعة الآلة المقدرة، يظهر عامل البساطة. لا حساب لتكديس الأدوات. لا ميزانية لشوط الكباس.
لكن السعة هي الجدار الذي تصطدم به في النهاية. مكبح الأصابع اليدوي المصنف للفولاذ الطري بسماكة 16 على كامل العرض لن يتمدد بلطف إلى سماكة 10 لمجرد أنك تحتاج إلى ثماني قطع فقط. عزم الانحناء يرتفع مع السماكة، وسيَنثني شريط التثبيت قبل أن يخضع المعدن بشكل متساوٍ. تحصل على زوايا غير متناسقة وآلة تشيخ عشر سنوات في أسبوع.
لذا فإن الحجم الصغير لا يفضّل تلقائياً الآلة الأبسط. بل يفضّل الآلة التي يغطي نطاق سعتها فعلاً قطعتك.
إذا كانت الهندسة تتطلب فراغات، والسماكة تتطلب قوة، فأنت تقف بين إجابتين جزئيتين. أي تنازل أقل ضرراً؟
لقد استخدمت أدوات الثني المقسمة للآلة الانحنائية—أقسام سن الثقب المعيارية التي يمكنك إزالتها لخلق فراغات محلية. كان يظل يقول: “لكن لديها أصابع”. لا. كان لديها سنون مثقبة مقسمة وتوقفات للمؤخرة قابلة للتعديل. آلية التثبيت لم تتغير أبداً.
إليك ما يحدث عمليًا.
تسحب أقسام السن حيث تحتاج الجدران الجانبية إلى مساحة. هذا يخلق فجوة أفقية في خط السن المثقب. جيد. لكن الكباس ما زال ينزل كعارضة واحدة. يجب على الأقسام المتبقية من السن تحمل كامل الحمولة عبر طولها المشغول. يتركز الإجهاد عند أكتاف الأجزاء النشطة. بالنسبة للمواد السميكة، يعني ذلك حملًا موضعيًا أعلى واحتمال حدوث انحراف عند الانتقال بين المناطق المحملة وغير المحملة.
كما أنك تفقد الدعم المتواصل على طول خط الثني. في الصناديق العميقة، قد يؤدي ذلك إلى اختلاف طفيف في الزاوية بالقرب من حواف القسم ما لم يتم ضبط أدواتك والتاج بدقة تامة. يمكن العمل به. لكنه ليس سحريًا.
قارن ذلك مع آلة الثني الحقيقية لصناديق وأحواض: الكتل الضاغطة تطبق ضغطًا موزعًا فقط حيث يلزم، والورقة (الريشة) توفر حركة دورانية متجانسة على طول كامل خط الثني. لا يوجد كتلة هابطة تنسحب بين الجدران. يتم حل الهندسة قبل تطبيق القوة.
أدوات الثني المقسمة للآلة الانحنائية هي حل وسط. يمكنها توسيع مدى الوصول الهندسي للآلة، خاصة مع ارتفاعات الجدران المتوسطة والتسلسل الدقيق. لقد شاهدت صندوقًا بعمق 10.5 بوصات يُشكَّل بنجاح بهذه الطريقة باستخدام مشابك مكدسة وسن بسمك 3 بوصات. نجح الأمر لأن شكل السن، وارتفاع القالب، وعمق الصندوق كانت جميعها ضمن مجال ضيق من التوافق.
إذا خرجت عن هذا المجال بمقدار بوصة من ارتفاع الجدار أو قياس السمك، فستعود مرة أخرى إلى مشكلة التعارض أو الحمولة الزائدة.
إليك نقطة القرار التي أطلب من المشترين الآن: ارسم أعلى جدار لأعمق حاوية لديك. أضف أي حافة إرجاع. قس من خط الثني إلى أعلى عائق أثناء الثني النهائي. ثم قارن ذلك بالفراغ العمودي والأفقي الفعلي لشكل السن المثقب تحت الحمل.
إذا لم تتوافق الأرقام على الورق، فلن تتوافق تحت حمولة 150 طن.
هذا هو اختبار الحاوية العميقة. إذا اجتازته، فالآلة الانحنائية تستحق العمل بها. إذا فشلت، فلا أحد في الورشة سيهتم بما سماه الكتيب لأدواتها.
إذا كان ارتفاع الجدار وسماكة المادة على وشك تجاوز الحد الأقصى، فلا تختر الآلة ذات الرقم الأكبر على اللوحة — اختر تلك التي يمكن أن تتعايش مع أسلوب فشلها.
لقد شاهدت المشترين يتجمدون في هذه اللحظة. الهندسة تقول شيئًا، وجدول الحمولة يقول شيئًا آخر. يريدون عامل فصل حاسم. ها هو: اسأل أي حد يفشل بسلاسة في الإنتاج وأي حد يتسبب في تلف القطع أثناء التشغيل. الآلة الانحنائية التي تنفد مساحتها الهندسية لا تحذرك بزوايا أكثر ليونة. إنها تصطدم. آلة الثني بالأصابع عندما ينقصها الصلابة تبدأ بإظهار المشكلة — انجراف الزاوية، انحناء المشبك، مزيد من الجهد على المقبض. واحدة تدمر الأدوات. والأخرى تدمر الاتساق.
هذا الفرق ليس نظريًا.
عندما تخسر الآلة الانحنائية معركة الهندسة في حاوية عميقة، يحدث ذلك في الثني الرابع، بعد أن تكون قد استثمرت الوقت بالفعل في الثلاثة الأولى. النموذج الأولي يصطدم بالقالب، الحافة الثانية ترتفع، والجدار المُشكَّل مسبقًا يصطدم بجسم السن. الآن تعيد التفكير في تكديس الأدوات والتسلسل بينما الساعة تدور. عندما تكون آلة الثني بالأصابع مثقلة فوق طاقتها بسبب السماكة، يظهر الكفاح منذ الثني الأول. تشعر به في المقبض. ينثني شريط التثبيت. تتوقف قبل أن تُكوّن مخزونًا من الخردة.
أي فشل تفضل اكتشافه في القطعة الأولى بدلاً من القطعة العشرين؟
هكذا تحكم على المخاطر عندما تكون الحدود ضيقة: ليس بسعة التحميل القصوى، ولكن بمدى سرعة الآلة في إخبارك بأنك مخطئ.
إذا كنت ما زلت تسأل ما إذا كانت الآلة الانحنائية “لديها أصابع”، فأنت تشتري بناءً على المظهر بدلاً من الحركة.
كان يكرر القول: “لكن لديها أصابع.” لا. كانت تحتوي على مكابس مقسمة وتوقفات خلفية قابلة للتعديل. لا يزال الكباس يدفع أداة اللكم مباشرة إلى تجويف ضيق. الكتل المثبتة في مكبس أصابع حقيقي تتحرك بعيدًا عن الطريق قبل أن يبدأ الانحناء. تصميم واحد يخلق فراغات مسبقًا. الآخر يحاول البقاء داخلها.
هذه ليست مسألة تسمية. هذه مسألة حركة — علم دراسة الحركة.
سؤال الشراء الأفضل بسيط ووحشي: ما الشكل الموجود في الفضاء أثناء آخر انحناء لي؟ ارسمه. أدرج الارتجاعات. أدرج الحواف المطوية. ثم اسأل ما إذا كانت الأداة تتحرك حول ذلك الفضاء أم داخله. إحضار المفتاح الخطأ للعمل يبدو مقبولًا حتى يتآكل رأس البرغي في منتصف السحب. قد يبدو المكبس المقسم قريبًا بما فيه الكفاية من مكبس الأصابع في الكتيب. في منتصف الضربة، يثبت العكس.
هنا يحدث التحول الحقيقي.
توقف عن سرد الميزات. ابدأ في رسم هندسة الشكل على مقياس. كم عدد الحاويات في الأسبوع؟ ما ارتفاع الجدران؟ هل الارتجاعات قياسية أم عرضية؟ لأنه بمجرد أن تبدأ التفكير بمفهوم “إدارة الفراغ” بدلًا من “هل لديها أصابع”، تتوقف عن الانبهار بالمصطلحات التسويقية الهجينة وتبدأ برؤية مسارات الحركة.
وعندما تكون الهندسة ثابتة بسبب منتجك، ما الذي تقوم بتوسيعه تحديدًا — تعقيد الشكل أم عدد الانحناءات؟
إذا كانت نماذجك الأولية تتطلب هندسة معقدة وشديدة بينما يكون الطلب في الإنتاج منخفضًا، فإن مكبس الأصابع يمكن أن يكون الحل المناسب — حتى تخلط بين سرعة النموذج الأولي وقدرة الإنتاج.
يمكن إعداد مكبس صندوق ولوح في دقائق لحاوية جديدة. اسحب كتل التثبيت، حرك اللوح، نفذ الانحناء. بالنسبة للجولات المخصصة والتغييرات الهندسية، تكون تلك السرعة أهم من القوة الصافية. وقت الإعداد يتفوق على وقت الدورة عندما تكون الكميات منخفضة والأشكال دائمة التغيير.
لكن التوسع يغير الحسابات.
تتباطأ مكابس الأصابع اليدوية كلما أصبحت القطع أوسع وأثقل. فوق أربعة أقدام، غالبًا تكون بحاجة لمشغلين اثنين. بعد عشرين أو ثلاثين انحناءة، يتسلل التعب وينحرف ثبات الزاوية. في المقابل، مكبس CNC المزود بإيقاف خلفي قابل للبرمجة سينجز 600 انحناءة في الساعة بمجرد ضبطه. نفس الزاوية. نفس العمق. بلا جدال.
إليك الجزء غير الواضح.
لا تختار الآلة التي تتوسع “أكثر”. تختار الآلة التي توسع القيد الذي يحدد منتجك. إذا كان عملك قائمًا على حاويات عميقة ومعقدة بكميات معتدلة، فإن توسيع المرونة الهندسية أهم من التفاخر بعدد الانحناءات في الساعة. إذا كانت أجزاؤك ضحلة لكنها سميكة ومتكررة، فإن توسيع القوة والثبات هو الرابح.
عندما يكون كل من السماكة وارتفاع الجدار قريبين من الحد، قرر أي تنازل يضرب نموذج الإيرادات الخاص بك بقوة أكبر: عمل أبطأ مع ضمان الخلوص، أم أتمتة أسرع تخاطر باستبعاد الشكل هندسيًا. أحدهما يحد من الإنتاجية. والآخر يمكن أن يستبعد القطعة بالكامل.
تابع هذا: الآلات لا تتنافس على الميزات. إنها تتنافس على أي قيد جسدي تزيله من نموذج عملك.
بمجرد أن تدرك ذلك، تتوقف عن السؤال حول “أصابع مكبس الضغط” — وتبدأ بالسؤال عن أي قيد يمكنك تحمل العيش معه.


















