

昨冬、ある買い手が新品の10フィートプレスブレーキを私の工場に持ち込んできた。まるで孔雀のように自慢していた。2週間後、彼は「深い電気ボックスを側壁を潰さずに成形できないのはなぜか」と尋ねてきた。彼は何度もこう言った。「でも指(フィンガー)があるじゃないか。」“
その言葉が彼に六桁の損失をもたらした。.
語彙では幾何学を修正できない。機械のどの部分が実際に作業を行っているのかを理解するだけだ。.
「フィンガー」が何をするのかを問わずにそれを求めるなら、すでに半分は間違った機械を買う方向に進んでいる。.
私は多くのプレスブレーキの横に立ち、営業マンがバックゲージを叩き、小さな調整可能なロッドを「フィンガー」と呼ぶのを見てきた。それらは左右や前後にスライドし、フランジ長さを設定する。画面に2.000インチと入力すると、ストップが2.000インチに移動し、ラムが降りる前に板材がストップに当たる。それが彼らの全仕事だ:作業を位置決めすること。パンチがダイに降りるとき、ストップはただ見ているだけだ。.
ちょうどフィットしそうなレンチを掴むのと同じで、使えそうに感じる——しかしボルトが丸くなってから、その道具が回すために作られていなかったことに気づく。.
では、正確には何が曲げを行っているのか?
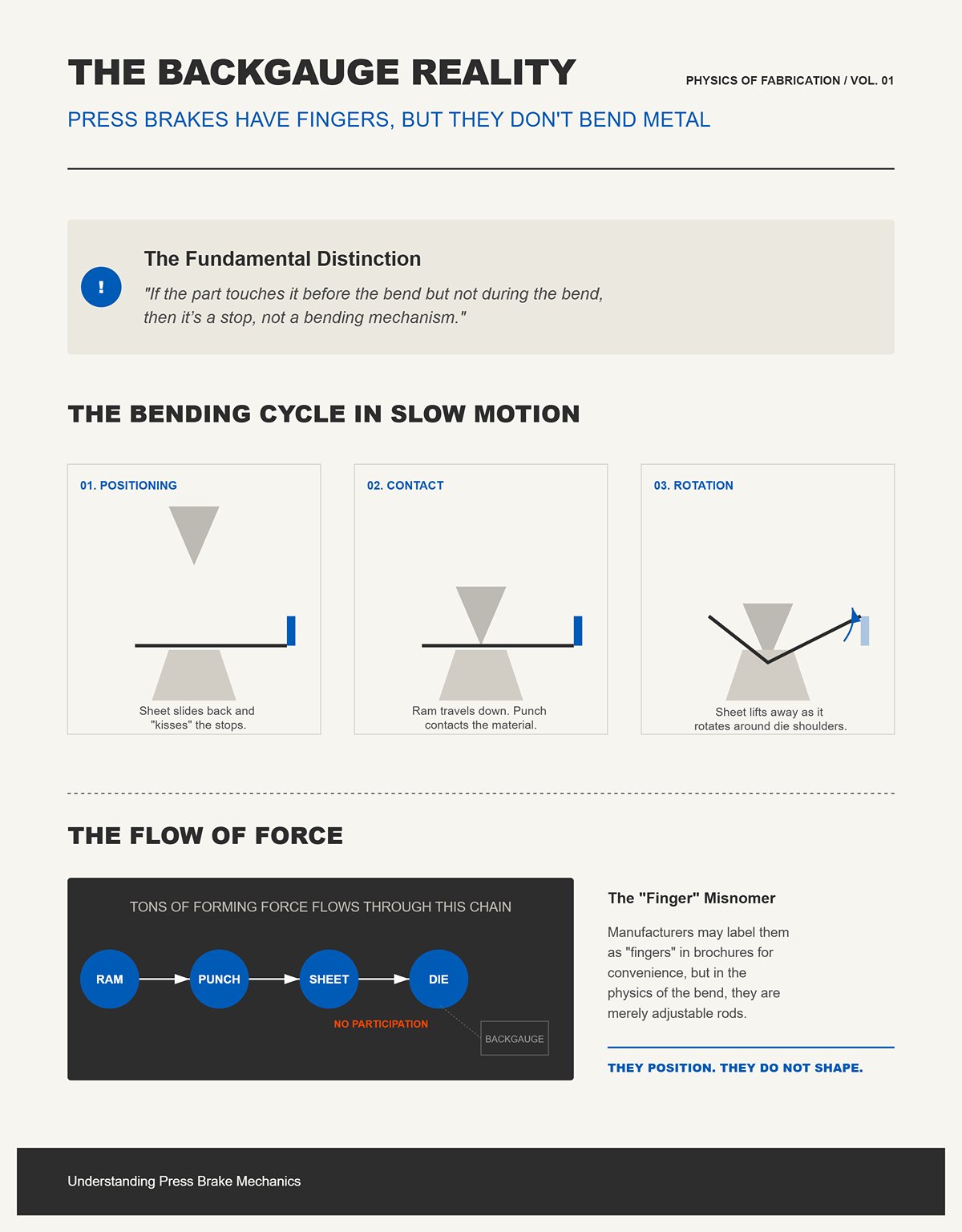
曲げる前に部品がそれに触れ、曲げ中に触れないなら、それはストップであり、曲げ機構ではない。.
プレスブレーキのサイクルをスローモーションで見てみよう。板材が後ろに滑り、ストップにキスし、ラムが下に移動する。パンチが材料に接触すると、金属がダイの肩を中心に回転するため、板材はストップから持ち上がる。成形の力——何トンもの力——はラム→パンチ→板材→ダイへと流れる。バックゲージの組立はその背後でただ座っているだけだ。.
確かに、メーカーによってはそれらの調整可能なロッドを何気なく「フィンガー」と呼ぶ場合がある。私はそれを聞いたことがあり、訂正したこともある。パンフレットで何と呼んでもいいが、曲げの物理の中では彼らは参加していない。.
もし形を作っていないなら、なぜ人々はその機械に「フィンガーがある」と信じるのか?
工場の向こうからセグメント化された工具を見ると、混乱が始まるのが分かる。.
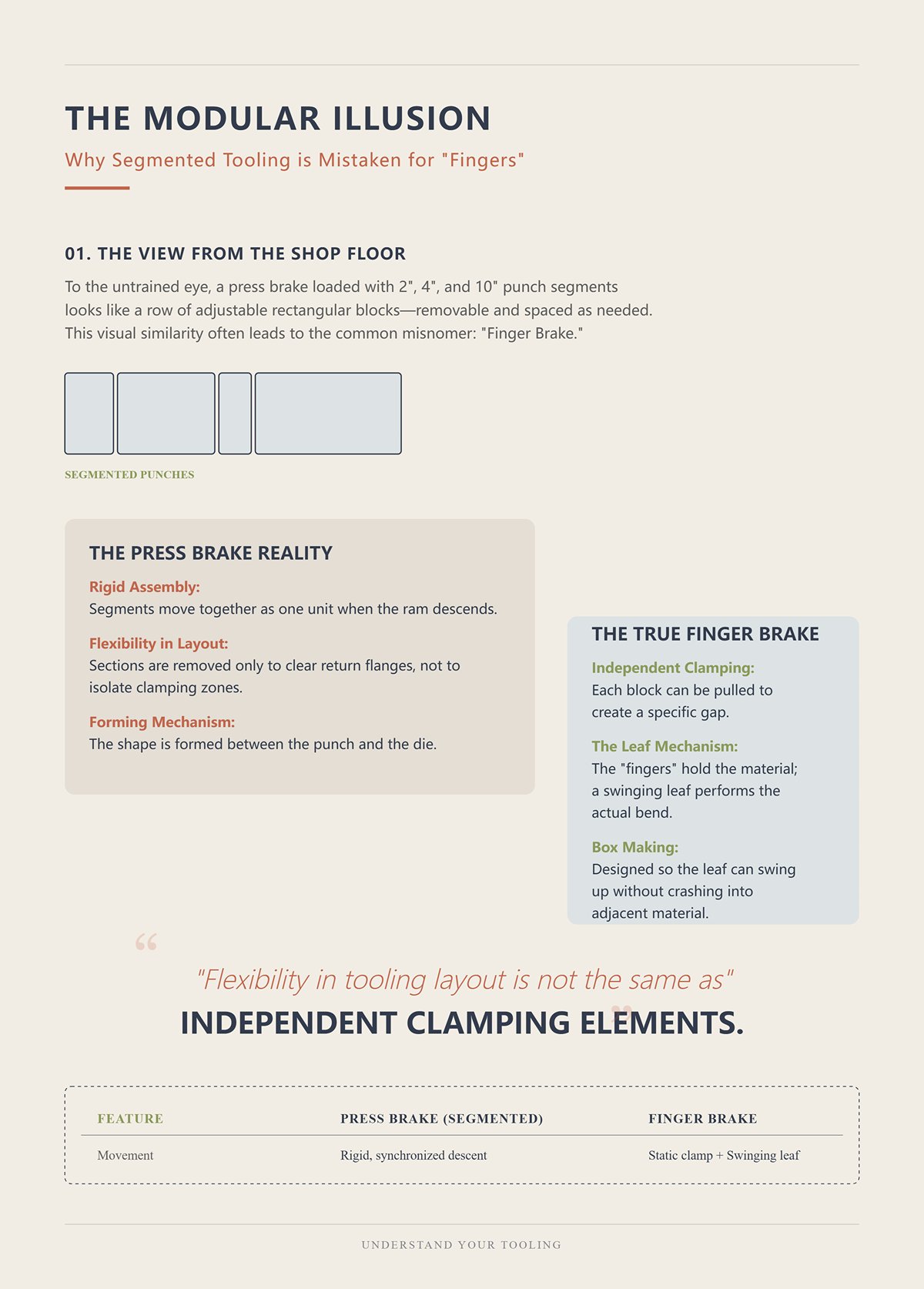
プレスブレーキの上梁に2インチ、4インチ、10インチのパンチセグメントが並んでいる様子を想像してみてほしい。訓練を受けていない目からすると、これは一列に並んだ長方形のブロックに見える——取り外し可能で、調整可能で、必要に応じて間隔を取れる。顧客がそれを指差して「ほら、フィンガーブレーキだ」と言うこともあった。“
しかしこれらのセグメントはパンチだ。ラムが降りるとき、全体が一つの剛性アセンブリとして動く。リターンフランジを避けるために一部を外せることもある。それは工具レイアウトの柔軟性であって、独立したクランプ要素ではない。本物のフィンガーブレーキでは、各クランピングブロックを引き抜いてギャップを作り、リーフを上へ振り上げて箱の側面を成形できる。ブロックがクランプ機構であり、リーフが曲げアームなのだ。.
プレスブレーキでは、クランプはラムであり、成形はパンチとダイの間で行われる。セグメントはスイングしない。クランピングゾーンを分離しない。梁に沿ってパンチが存在する場所を形作るだけだ。.
その区別を曖昧にすると、どのような間違いを招くことになるのか?

もしセグメント化されたパンチがフィンガーブレーキの能力と同等だと思うなら、プレスブレーキで深い四角いエンクロージャーを成形しようとして、壁が工具と衝突する理由に困惑することになるでしょう。.
それが起きるのを私は見てきました。ある工場が高速CNCプレスブレーキを購入します—1時間に600回の曲げ、問題なし—そして「フィンガー」があるからフィンガーブレーキと同じように狭い箱形の作業ができると思い込むのです。最初の試作ではダイに当たり、2番目のフランジを上げると、すでに成形された壁がパンチ本体にぶつかります。すると彼らはカスタムのグースネック工具や特殊ダイ、そして代替策について話し始めます。どれも高価です。.
フィンガーブレーキは速度と再現性を犠牲にして幾何学的自由を得ます。プレスブレーキは幾何学的自由を犠牲にして力、精度、そしてスループットを得ます。曲げのメカニズムと材料のストップを混同すると、そのトレードオフを混乱させることになります。.
そして、曲げの際に実際に動くブロックがこれほど重要なら、それがクランピングシステムそのものである場合はどうなるでしょうか?
あなたは、クランピングブロックそれ自体が曲げの際の可動要素になったらどうなるのかと尋ねました。.
作業現場の48インチの箱型・パンブレーキを思い浮かべてください。シートはセグメント化されたクランピングバーの下に滑り込みます。オペレーターがハンドルを下げると、一列の長方形の鋼ブロックが素材をベッドにしっかり押さえつけます。次に下側のリーフ—長いヒンジ付きプレート—が上に回転し、シートの露出した端を90度を超えて拭き上げます。クランピングバーは突き下げません。パンチは下降しません。リーフが回転するのです。.
それが全ての仕掛けです。.
もしマシンが「押し込む」ではなく「回転して曲げる」のであれば、力の伝達経路は完全に変わります。プレスブレーキではラムがパンチをダイに押し込み、素材が集中したV字で降伏します。一方箱型・パンブレーキではシートが曲げ線全体に沿って挟まれ、リーフがその線に沿ってトルクを加えます。それは局所的ではなく分布された荷重です。金属はキャビティに押し込まれるのではなく、支点の周りに拭き曲げられるのです。.
そしてクランピングブロックはどうでしょうか?それが曲げの基準です。リーフが動かすべき部分を動かす間、動かしてはいけない全てを保持しています。.
カートの上から間違ったレンチを掴むように、プレスブレーキは一見似ていても、曲げの途中で何も回転しないことに気づくとすぐ、全てが押し込む動作だと理解するのです。.
では、なぜそもそもそのクランピングバーを分割する必要があるのでしょうか?
あるとき、小さなHVAC工場が五面のダクト変換部を持ってきました—底、4つの壁、上面なし。彼らは3面を曲げてから、衝突なしに4面目を閉じる方法が分からなくなったのです。プレスブレーキではその形状と格闘するために段階的な工具と慎重なシーケンスが必要になります。箱型・パンブレーキなら、側壁が来る位置のクランプセグメントを2つ外し、残りのブロックの下に部品を滑り込ませ、これから曲げる平面だけをクランプしてリーフを振り上げるのです。成形済みの壁は空いたスペースに収まります。.
リターンフランジにクリアランスが必要なら、クランピングバーに物理的な空間を作らなければなりません。だからこそセグメントが存在するのです。調整のためではありません。不在のためです。.
各ブロックは取り外し可能で、成形済みの壁が次のフランジを拭き上げる間、その空間を占有できるようになっています。セグメント化されたクランピングバーこそがこの機械の存在理由です。これがなければ、最初のリターンフランジを作った時点で次のものを作る道が塞がれてしまいます。形状があなた自身の部品を閉じ込めてしまうのです。.
ここで神話がねじれます。確かに、プレスブレーキには2インチや4インチのパンチセグメントを装着し、それらの間に隙間を残すことはできます。フォーラムの工場では、4フィートの12ゲージ材をその方法で曲げる話題で議論しています。そして浅い形状なら、慎重な手順である程度その柔軟性を擬似的に再現することもできます。しかし、そのパンチセグメントは依然としてラムと一緒に動きます。選択的にクランプすることはありません。独立した押さえゾーンを作り出すこともありません。ただパンチライン上の鋼を取り除くだけです。.
クランピングシステムが1つのフランジを隔離しながら別のフランジを避けられないのであれば、見た目がいくらモジュラーな工具でも同じ幾何学的自由は得られません。.
その自由には代償が伴います。.
16ゲージ対応の手動ボックス・パンブレーキの前に立ち、10ゲージの軟鋼を全幅で曲げようとしてみてください。引きの途中でハンドルが抵抗し始めるのを感じます。リーフがたわみます。クランプバーの中央が持ち上がり始めます。圧力が十分でないため、曲げ線が丸まり、材料がノーズに密着しません。.
機械が分布クランプと人力によるてこの力に依存している場合、厚さはすぐに敵になります。.
物理法則は単純です。より厚い鋼を塑性変形させるには、より高い曲げモーメントが必要です。プレスブレーキでは、トン数を増やします—油圧は疲れません。ボックス・パンブレーキでは、トルクはヒンジと長いハンドルを通じて伝達されます。クランプバーはそのトルクに全幅で耐えなければなりません。厚さが増すにつれて、滑りを防ぐための必要クランプ力が上昇します。フレームがたわみます。リーフがたわみます。曲げ角度が長さ方向で変化します。.
ほとんどの手動ボックス・パンブレーキは、全幅では16ゲージの軟鋼が限界です。より厚いゲージは短い長さでのみ可能です。これはマーケティング上の制限ではなく、梁のたわみとてこの理屈によるものです。.
2週間後、彼はなぜ深い電気機器筐体を成形すると側壁が潰れるのかと尋ねてきました。答えはパンフレットにはありません。機構の中に隠れています。ボックス・パンブレーキは力を分配し、材料をなぞって曲げることでクリアランスを確保します。プレスブレーキは力を集中させ、押し込みによって威力を発揮します。.
軽板で深く多面形状を必要とするなら、本物の「フィンガー」マシンが価値を発揮します。厚さ・精度・反復可能なトン数が必要なら、業界がパンチとダイに進化した理由がそこにあります。.
クランプブロックが保持を担い、リーフが曲げを行っている場合、クリアランスを得る代わりに力を失います。.
このトレードオフこそが、2種類の機械が共存している理由であり、どちらか一方がもう一方を置き換えない理由です。.
あなたは36インチ幅・高さ3インチの4側を持つ14ゲージ軟鋼シャーシの図面の前に立っています。工場の一方の機械は16ゲージ全幅まで対応、セグメント化されたクランプブロックを備えています。もう一方は135トンの油圧プレスブレーキで、標準Vダイセットとプログラム可能なバックゲージストップ付きです。どちらに台車を向けますか?
ヒンジリーフとクランプバーが物理的に耐えられる以上の力を部品が要求する場合、その決定は材料厚さを読んだ時点で決まっています。.
理由はブランドではなく、力学です。.
最初の試作でパンチがダイに当たり、次のフランジが上がり、先に成形された壁がパンチ本体にぶつかります。私はそれを何度も目撃しました。オペレーターは「この機械にはフィンガーがある」と言います。つまりセグメント化されたパンチのことです。彼は鋼が欠けていることを幾何が欠けていることと混同しています。.
プレスブレーキは曲げ線に沿って板をクランプし、ピボットを軸に回すわけではありません。パンチをV字型ダイの開口部に押し込みます。エアベンディングでは—つまりパンチがダイの底に達しない場合—板は3点で接触します:パンチ先端とダイ両肩。この3点接触がてこを作り出します。パンチ深さを数千分の1インチ変えるだけで角度が変わります。金属をノーズに巻き付けるのではなく、荷重下での押し込み深さを制御しています。.
だからエアベンディングでは、底付けやコイニングよりずっと少ないトン数で90度を達成できます。素材を完全にダイ角度に合わせるのではなく、スプリングバックを許容し、計算されたオーバーベンドで補正するのです。力が少なく、角度の柔軟性が増し、工具は同じ。.
しかしここで営業フロアでは誰も語らない落とし穴があります。.
古い油圧機械式ブレーキ—CNC以前のポンプダウンシステム—では、ラム重量と油圧推力が小さな部品には常に一貫していませんでした。エアベンディングは材料厚さや引張強さが数千分の差異でもスプリングバックが変わるため、角度が変動しました。角度のばらつきは謎ではなく、物理です。工場が底付け成形を選んだのは、エアベンディングが存在しなかったからではなく、トン数と位置の制御が信頼できるほど厳密ではなかったからです。.
成形方法が、シートを物理的に固定するクランプブロックではなく、連続的で精密に制御された力に依存する場合、材料のばらつきは精度方程式の一部になります。.
それが取引だ。フィンガーブレーキは機械的な拘束によって再現性を得る。プレスブレーキは制御された力によって多用途性を得る。.
では、その135トンの機械を買うとき、実際には何にお金を払っているのだろう?
以前、ある購入者が大型ブレーキの購入を正当化したことがある。彼はセグメント化されたポンチセットを指して、「柔軟だ」と言った。「セクションを取り外せる」と。彼は何度も「でもフィンガーがある」と言っていた。“
違う。それはモジュラー工具だった。.
もし主に20ゲージのダクトや48インチ以下の軽いパンを曲げる作業が中心なら、135トンのブレーキは使われない筋肉だ。20ゲージの軟鋼を1インチのV開口でエアベンドする場合、機械の定格容量の一部しか使わない。残りのトン数は遊んでいる鉄と油圧装置の余分な負荷だ。あなたが払ったのは、厚板を扱うために設計されたシリンダー、フレーム剛性、制御システムだ。.
それは仕事が変わるまで無駄に聞こえる。.
36インチ長の10ゲージブラケットが登場した日、手動のボックス&パンブレーキでは始める前に終わりだ。必要な曲げモーメントは厚さによって急速に増加し、薄板に比べて指数的に大きくなる。プレスブレーキではVダイの幅を変更し、フィート当たりのトン数を計算してペダルを踏む。油圧装置は反論しない。トン数に合わせて作られたフレームは、リーフブレーキのようにたわんだりはしない。.
薄板と厚板の両方を扱うなら、トン数に支払うのは過剰ではなく保険だ。.
しかし、保険には除外規定がある。.
なぜなら、そのすべての制御された力は、下降する質量として一体で動くポンチとダイの間で発生するからだ。そのラムには、一方のフランジを選択的にクランプし、他方を避けるような機能はない。バックゲージストップは部品の位置を決めるが、セグメント化されたクランプブロックのように個別のゾーンを押さえることはない。.
では、形状が自分自身に閉じる場合はどうなるのか?
| セクション | 内容 |
|---|---|
| 工具費対多用途性 | 実際には必要ないトン数に対して支払っているのか? |
| 購入者の正当化 | ある購入者は、大型ブレーキの購入を正当化するために、セグメント化されたポンチセットを指し示し、セクションを取り外せるので柔軟だと主張した。彼は「でもフィンガーがある」と言い続けた。実際には、それはモジュラー工具だった。. |
| 軽作業に対する過剰容量 | ほとんどの作業が20ゲージのダクトや48インチ未満の軽いパンの曲げを含む場合、135トンのブレーキは使われない余剰容量を提供する。20ゲージの軟鋼を1インチのV開口でエアベンドする作業では、機械の定格トン数のごく一部しか使用しない。残りの能力は、厚板用に設計された遊休の鉄と油圧装置の負担を意味する。. |
| 容量が必要になるとき | 36インチの長さの10ゲージブラケットが現れたとき、手動のボックス&パンブレーキでは対応できない。曲げ力の要求は厚さとともに急激に増加する。プレスブレーキでは、Vダイの幅を調整し、フィート当たりのトン数を計算して作業を行う。油圧装置と剛性の高いフレームは、リーフブレーキのようにたわむことなく荷重を処理する。. |
| 保険としての論点 | 作業負荷が薄板と厚板の間で交互に変わる場合、高いトン数にお金を払うことは無駄ではありません——それは「保険」です。. |
| 力の制約 | ただし、その制御された力は、下降する単一の質量として動くパンチとダイの間で発生します。ラムは、一方のフランジをクランプしながらもう一方を避けるような選択的な動きはできません。バックゲージは部品を位置決めしますが、分割クランプブロックのように特定の領域を分離して保持することはできません。. |
| 幾何学的制約 | 部品の形状が自ら閉じるような場合、プレスブレーキが物理的に達成できる範囲が制限されるという問題が発生します。. |
深い電気用エンクロージャを考えてみましょう。高さ6インチの4つの壁、上端にはリターンフランジ、素材は14ゲージ鋼。最初の側面を曲げる——問題なし。2つ目の側面——パンチのクリアランスに注意。3つ目の側面——垂直方向にしか動かない工具の周りに箱を通している状態です。.
4つ目のフランジでは、戦っている相手はトン数ではなく衝突です。.
標準的なストレートパンチやVダイは、開いた形状を前提としています。ラムは直線的に下降します。これまでに成形した壁は部品と一緒に持ち上がります。その壁がパンチのショルダー間のデイライトより高い、またはパンチ本体に干渉する場合、作業は進みません。曲げ順を工夫したり、クリアランス確保のためグースネックパンチを使ったり、裏ゲージのストップを基準に部品を反転させたりもできますが、常に「垂直に突き下げる」工具の制約の中で作業しており、「クランプラインに空間を作る」工具ではありません。.
ボックス&パンブレーキは、それを「削除」によって解決します。2つのクランプセグメントを取り外し、成形済みの壁をその空いたスペースに差し込み、曲げる平面だけをクランプしてワイプします。クリアランスはクランプシステム自体に組み込まれています。.
もしジョブが深く、多面で、薄板材の場合、分割クランプブロックは「パワーツール」ではなく「形状ツール」です。.
プレスブレーキがクランプブロックから進化したのは、業界が厚みに応じて力、プログラム性、角度制御を求めたからです。それは、ブロックが作り出す空間を置き換えるために進化したわけではありません。分散トルクを集中トン数に置き換えたのです。.
間違ったレンチを仕事に持って行けば、ボルトの頭が途中で丸くなるまでそのミスに気づかないでしょう。.
だから、機械に「フィンガー」はあるのかと聞く前に、もっと単純な質問をしましょう。その部品は「力不足」で失敗するのか、「クリアランス不足」で失敗するのか?
10ゲージのエンクロージャ、深さ12インチ、4つの立ち上がった側壁、上部に1インチのリターンフランジ。175トンプレスブレーキと背の高いグースネックパンチを使って試した工場を見ました。最初の2つの曲げはきれいでした。3つ目の曲げでは、箱を傾けて裏ゲージストップを基準に再設定する必要がありました。4つ目では、側壁が角度70度に達する前にパンチ本体に接触しました。トン数はまだ十分残っていました。クリアランスはゼロでした。.
その瞬間、議論は理論ではなくなります。.
ジョブが高トン数と深く閉じた形状の両方を要求する場合、どちらの機械が強力かを問うのではありません。第4の曲げを、部品をツールスチールと自分の壁との間に閉じ込めずに完了できるのはどちらかを問うのです。もしエンクロージャの壁がパンチ周囲の縦方向の窓より高くなるなら、力は無意味になります。鋼板は、もし形状があなたを閉め出してしまうなら、シリンダーがどれほど大きいかなど気にしません。.
では、そのロックアウトは実際にどのように起こるのでしょうか?
頭の中に簡単な四面の箱をセットアップしてください。最初の曲げで一つの壁を持ち上げます。二回目の曲げで別の壁を持ち上げます。三回目になると、パンチの周りにU字型のチャンネルを供給することになりますが、そのパンチは真っ直ぐ下にしか動きません。以前に形成された壁はストロークごとに上に持ち上がります。なぜならラムはスペースを作らず、それに侵入するからです。.
今度は各壁の上部に1インチのリターンフランジを追加します。そのリターンはパンチ本体が使える有効スロート深さを短くします。クリアランス用に設計されたグースネックプロファイルでさえ背骨部分があります。壁の高さとリターンフランジの長さがその背骨のオフセットを超えると、パンチ本体が障害物になります。.
私はオペレーターが3つの回避策を試すのを見たことがあります。.
第一:必要な侵入深さを減らすために狭いVダイでエアベンドすること。角度の制御には役立ちますが、パンチの形状に対する壁の高さは変わりません。衝突点はただ数度遅れるだけです。.
第二:「ボトムベンド」で一度の制御された打撃で角度を強制的に形成すること。確かにボトムニングは材料を完全にダイの角度に押し込み、再現性を向上させます。しかし、それは接触面積とリスクを増加させます。もし側壁が既にパンチ本体に擦れているなら、ボトムニングは単にバインドしたときに強く押すことになるだけです。部品は傷付き、工具は欠けます。私はその両方を交換した経験があります。.
第三:スタック工具によって作業を下梁よりも高い位置に置き、余分なデイライトを得ること。それは有効ですが、ラムストロークが足りなくなるか、スタック高さが過剰で不安定さを招くまでのことです。高い工具スタックは荷重下の柱のように振る舞います。たわみが長さ全体の角度変化として現れます。.
これは「深い囲いテスト」です:最終ストローク時に形成形状がパンチ本体に衝突せずに全ての曲げを完了できるか?
箱型パンブレーキはそれに異なる答えを出します。壁が占有する必要のある場所ではクランプセグメントを取り外します。シートはアクティブな曲線ラインに沿ってのみクランプされ、リーフが回転してフランジを持ち上げます。形成された壁は、曲げ開始前に作った空間の中に収まります。クリアランスはストローク中に確保するものではなく、ハンドルを引く前に設計されています。.
一方の機械は縦方向に縮小する空洞に侵入します。もう一方は開放された空気の周りを回転します。.
もし4回目の曲げで工具が閉じ込められたら、どれだけのトン数があっても誤った機械を救うことはできません。.
しかし、あなたはこう思うかもしれません:なるほど、指ブレーキは形状の面で勝つ。では、月に10箱だけ必要だとしたらどうでしょう?
短いロットを想像してください—14ゲージ、8インチの高さ、リターン無しの深い囲いを8個。プレスブレーキではグースネックパンチを選び、ダイの高さを合わせ、下工具ホルダー+ダイ+パンチでラムストロークに余裕があるか確認します。スクラップブランクでドライサイクルして壁のクリアランスを確認します。工具を積み重ねたなら平行度を確認し、必要に応じてシム調整します。.
これは理論ではありません。最初の良品ができる前に1時間が消えます。.
CNCプレスブレーキで曲げがダイヤルインされれば、1曲げごとのサイクルタイムは速いです。バックゲージストップは自動で動き、角度補正もプログラム可能です。50個の部品では、そのセットアップコストは分散され意味を持ちます。.
次に、手動の箱型パンブレーキに移ります。不要なクランプブロックを外し、ブランクを滑り込ませ、曲げ深さストップを設定して、開始します。セットアップは物理的であり、計算的ではありません。低生産量の場合、特に壁高さが機械の定格容量内で十分収まる場合は、その単純さが際立ちます。工具スタック計算は不要。ラムストロークの予算も不要。.
しかし、容量はいつか突き当たる壁です。16ゲージ軟鋼を全幅で曲げられる手動指ブレーキは、部品が8個しかないという理由で礼儀正しく10ゲージまで伸びてくれるわけではありません。板厚とともに曲げモーメントは増加し、クランプバーは材料が均一に降伏する前にたわみます。角度が不均一になり、機械は1週間で10年分の老化をします。.
だから、低生産量だからといって単純な機械が自動的に有利になるわけではありません。あなたの部品が機械の能力範囲内に収まる機械が有利になるのです。.
もし形状が空間を要求し、板厚が力を要求するなら、あなたは二つの部分的な答えの間に立っているということです。どちらの妥協がより痛みを少なくするでしょうか?
私はセグメント化されたプレスブレーキ工具を使用したことがある——局所的なクリアランスを作るために取り外せるモジュール式のパンチセクションだ。彼は繰り返し「でもフィンガーがあるだろう」と言った。違う。それはセグメント化されたパンチと調整可能なバックゲージストップだった。クランプ機構は一度も変わらなかった。.
実際にはこうなる。.
側壁にスペースが必要な場所のパンチセクションを抜く。それによってパンチラインに水平の空きができる。良い。しかしラムは依然として単一のビームとして下降する。残ったパンチセクションは、従事している長さに沿って全トン数を負担しなければならない。応力はアクティブなセグメントの肩に集中する。厚い材料の場合、それは高い局所的負荷と、荷重ゾーンと無荷重ゾーンの境界で発生する可能性があるたわみを意味する。.
また、曲げライン全体の連続的な支持を失う。深い箱の場合、工具やクラウニングが完璧に調整されていない限り、セグメント端付近でわずかな角度の変化になることがある。使えることは使える。魔法ではない。.
真のボックス&パンブレーキと比較すると、クランプブロックは必要な場所だけに分散圧力をかけ、リーフは曲げ全長にわたり均一な回転運動を提供する。壁の間を降下する質量は存在せず、力が加わる前に形状が解消される。.
セグメント化されたプレスブレーキ工具は妥協案だ。中程度の壁高さと慎重な工程順序で、ブレーキの幾何学的到達範囲を広げることができる。私は、積み重ねたクランプと3インチパンチで、10.5インチ深さの箱を成功裏に成形したのを見た。それがうまく行ったのは、パンチプロファイル、ダイ高さ、箱の深さが狭い互換性の範囲内だったからだ。.
壁高さが1インチ違ったり厚みがゲージで外れれば、再び干渉か過負荷に戻る。.
だから今、私は購入者にこう尋ねる。最も深い筐体の中で最も高い壁を描く。リターンフランジを追加する。最終曲げの際、曲げラインから最も高い障害物までを測る。そして荷重時のパンチプロファイルの実際の垂直および水平のクリアランスと比較する。.
紙上で数字が収まらなければ、150トンの下でも収まらない。.
これが深い筐体テストだ。合格すればプレスブレーキは価値を発揮する。失敗すれば、誰もパンフレットで工具がどう呼ばれていたかなんて気にしない。.
壁高さと材料厚みが両方とも限界線に近ければ、銘板に大きな数字が書かれている機械を選ぶのではなく、失敗モードに耐えられる方を選ぶべきだ。.
私はその場で購入者が固まるのを見たことがある。ジオメトリが一つのことを言い、トン数チャートが別のことを言う。彼らは決定打を求める。そこでこう答える:どちらの限界が生産中に優美に失敗するか、どちらが途中で部品を壊すかを尋ねる。ジオメトリクリアランスが足りなくなったプレスブレーキは、柔らかい角度で警告してくるわけではない。衝突する。剛性不足のフィンガーブレーキは問題を伝え始める——角度のずれ、クランプのたわみ、ハンドル操作の増加。一方は工具を壊し、もう一方は一貫性を壊す。.
その違いは学問的なものではない。.
深い筐体でジオメトリ戦に敗れるプレスブレーキは、最初の3回の曲げに時間を投資した後の4回目でそれをする。最初の試作品がダイに当たり、2つ目のフランジが立ち上がり、先に成形した壁がパンチ本体にぶつかる。そこから工具スタックと順序を再考しながら時計が進む。厚みに対して過負荷のフィンガーブレーキは、曲げ1回目で苦戦が現れる。ハンドルでそれを感じる。クランプバーが曲がる。廃棄在庫を作る前に作業を止める。.
どちらの失敗を部品1で発見したいか、それとも部品20で発見したいか?
限界が両方とも逼迫している場合のリスク評価は、最大容量ではなく、機械が自分の間違いをどれだけ早く教えてくれるかで判断する。.
まだプレスブレーキが「フィンガー付きかどうか」を尋ねているなら、それは動きではなく見た目で選んでいるということだ。.
彼は何度も「でも、指があるじゃないか」と言い続けた。違う。それは分割されたパンチと可動式のバックゲージストップを持っていただけだ。ラムは依然として狭まるキャビティに向かってパンチを真っ直ぐに押し込んでいた。本物のフィンガーブレーキのクランプブロックは、曲げが始まる前に邪魔にならないよう退避する。ひとつの設計はあらかじめ空間を確保し、もうひとつの設計はその空間の中で生き残ろうとする。.
それは名称の問題ではない。それは運動の学問、運動学(キネマティクス)の話だ。.
より良い購入のための質問は単純で残酷だ。「最後の曲げの時点で、空間の中にどんな形が存在しているか?」描いてみよう。折り返し(リターン)も、縁の折り曲げ(ヘム)も含めよう。そして、道具がその空間の“周囲”を動くのか、それとも“内部”に突っ込むのかを問うのだ。間違ったスパナを手に作業を始めても、ボルトの頭が引き途中で丸く削れてしまえば意味がない。カタログでは、分割パンチはフィンガーブレーキに十分似て見えるかもしれない。だがストロークの途中で、それが全く別物だと証明される。.
ここから本当の変化が始まる。.
機能を並べるのはやめよう。幾何形状をスケールで把握しよう。週に何個のエンクロージャーを作る?壁の高さは?リターンは標準か、それとも時々か?「フィンガーがあるかどうか」ではなく「空間(ボイド)の管理」という発想に切り替えた瞬間、ハイブリッドマーケティング用語に惑わされなくなり、動きの経路が見えてくる。.
そして、製品によって幾何形状が固定されているなら、いったい何をスケールしているのか──形状の複雑さか、それとも曲げの回数か?
もし試作で攻めた形状が求められ、量産の需要が軽いなら、フィンガーブレーキが正解になる場合もある──ただし、試作の速さを生産能力と勘違いしない限り。.
ボックス・パンブレーキなら、新しいエンクロージャーのセットアップに数分しかかからない。クランプブロックを外し、シートを滑らせ、曲げを一拭き。それがカスタム生産や設計変更の多い現場では、純粋なトン数よりも重要になる。数量が少なく形状が頻繁に変わる場合、セットアップ時間の短縮はサイクルタイム短縮に勝るのだ。.
だが、規模が変われば計算も変わる。.
手動のフィンガーブレーキは、部品が大きく重くなるほど速度が落ちる。幅が4フィートを超えると、たいてい2人作業になる。20〜30回曲げを終えるころには疲労が蓄積し、角度の安定も崩れてくる。その一方で、プログラム可能なバックゲージストップを備えたCNCプレスブレーキなら、一度調整すれば1時間に600回の曲げを打ち出す。同じ角度。同じ深さ。異論はない。.
ここが、注意すべき意外なポイントだ。.
“より”スケールする機械を選ぶのではない。“製品を定義する制約”をスケールさせる機械を選ぶのだ。もしあなたの事業が、中程度のロットで複雑かつ深いエンクロージャーを扱うなら、1時間あたりの曲げ数よりも幾何学的な柔軟性を拡張するほうが重要だ。部品が浅く、厚く、繰り返し形状なら、力と再現性をスケールさせる方が勝つ。.
板厚と壁高さの両方が限界近くにある場合は、どの妥協が収益モデルにより大きな影響を与えるかを判断せよ。確実なクリアランスと引き換えに遅い作業を選ぶか、速度を優先して形状上の不適合をリスクに取るか。一方はスループットを制限し、もう一方は部品自体を不合格にしてしまう可能性がある。.
忘れないでほしい──機械は機能で競うのではない。どの物理的な制約をあなたのビジネスモデルから取り除けるかで競っているのだ。.
それが分かったとき、あなたは「プレスブレーキのフィンガー」について質問するのをやめ、「どの制約なら受け入れられるか」を問うようになる。.


















