

Um 14:15 Uhr hielten Sie ein sauberes Edelstahlteil mit Spiegelglanz in der Hand. Keine Kratzer. Um 15:00 Uhr, gleicher Auftrag, gleiches Programm, sitzen jetzt alle Flansche bei 88° statt bei 90°.
Das einzige, was sich geändert hat? Eine 0,030-Zoll-Urethanfolie wurde über die Werkzeugschultern gespannt.
Sie haben nicht “zwei Grad verloren”. Sie haben eine weiche Dichtung in eine Präzisionsform eingesetzt und erwartet, dass sich die Form gleich verhält.
Ich habe gesehen, wie Bediener den ersten kratzerfreien Teil feiern und übersehen, was auf der Winkelanzeige passiert. Der Bogen sieht gut aus. Die Oberfläche ist geschützt. Aber der digitale Winkelmesser zeigt 88°, nicht 90°, und jetzt justieren Sie die Stempelhubtiefe wie immer nach.
Hören Sie, wenn sich Ihre Winkel am selben Tag verschoben haben, an dem Sie die Folie installiert haben, war das kein Zufall – das war eine Kompression, die Sie nicht eingeprogrammiert haben.
Dieser Streifen Urethan mit 0,022 oder 0,030 Zoll liegt nicht einfach da. Unter Belastung komprimiert er sich ungleichmäßig entlang der Werkzeugschultern, wodurch sich die V-Öffnung beim ersten Kontakt effektiv verbreitert und sich dann verhärtet, wenn die Tonnage steigt. Ihre CNC denkt immer noch, dass Stahl auf gehärteten Werkzeugstahl trifft. Tut er nicht. Er trifft auf etwas, das sich erst zusammendrückt, bevor es Widerstand leistet.
Sie haben Kratzer beseitigt und eine neue Variable in ein geschlossenes System eingeführt, das auf Tausendstel abgestimmt war. Haben Sie Ihrem Controller das mitgeteilt?

Simulieren Sie das im Kopf.
Sie hatten ein perfekt eingestelltes Programm: 10-Gauge-Weichstahl, 0,135 Zoll dick, 1,000 Zoll V-Werkzeug, Luftbiegen auf 90° bei einer bekannten Eindringtiefe. Das erste Testteil landete immer bei 89,5°, Sie gingen um 0,010 Zoll tiefer, und fertig.
Jetzt fügen Sie 0,030 Zoll Folie hinzu.
Ihr erster Schlag kommt untergebogen heraus. Sie versuchen Ihren üblichen “Anschleichen”-Schritt – die Eindringtiefe um einen Hauch verringern oder erhöhen – aber die Folie verschiebt sich leicht oder federt beim zweiten Schlag anders zurück. Was früher eine vorhersehbare Korrektur von 0,010 Zoll war, ist jetzt Rätselraten, weil die Kompressionskurve von Urethan nicht linear wie Stahl ist.
Manche Bediener nutzen Folie jahrelang ohne Drift. Der Unterschied? Sie behandeln die Foliendicke als feste Werkzeugabmessung und kalibrieren beim ersten Bogen von Grund auf neu, nicht als kosmetischen Zusatz. Gleiche Maschine. Unterschiedliche Denkweise.
Als Sie die Folie eingeklemmt haben, haben Sie eine neue Erstmusterprüfung durchgeführt, oder haben Sie den Zahlen von gestern vertraut?

Ich verstehe, warum Werkstätten den Schnellstreifen lieben. Eine 0,015-Zoll-Folie für dünnes Aluminium, vielleicht 0,060 Zoll für schwerere Platten. Aufklicken. Kein Werkzeugpolieren. Keine speziellen Edelstahlwerkzeuge. Fühlt sich effizient an.
Aber die Auswahl der Dicke dient nicht nur dazu, Werkzeugabdrücke zu verhindern. Eine 0,022-Zoll-Folie und eine 0,030-Zoll-Folie schützen nicht nur unterschiedlich – sie verändern die effektive Werkzeuggeometrie unterschiedlich. Das sind acht Tausendstel Zoll. Beim Luftbiegen sind das Grad.
Und hier der leise Teil: Folie kann einen flexiblen Rahmen oder abgenutzte Werkzeuge kaschieren. Sie sehen weniger Abdrücke, also vermuten Sie eine verbesserte Stabilität. Währenddessen biegt sich die Maschine unter Last immer noch durch, und jetzt fügt die komprimierbare Schicht ihr eigenes Durchbiegungsprofil hinzu. Zwei Federsysteme übereinander.
Sie fügen keinen Schutz hinzu. Sie fügen Nachgiebigkeit hinzu.
Ist Ihre Abkantpresse steif genug, dass das Hinzufügen einer weichen Schicht die Durchbiegung in der Mitte nicht verstärkt?
Ich habe die Lösung zu oft gesehen: Die Winkel sind zu flach, also fährt der Bediener den Stempel tiefer. Fünf Tausendstel. Zehn. Weiter, bis die Anzeige 90° zeigt.
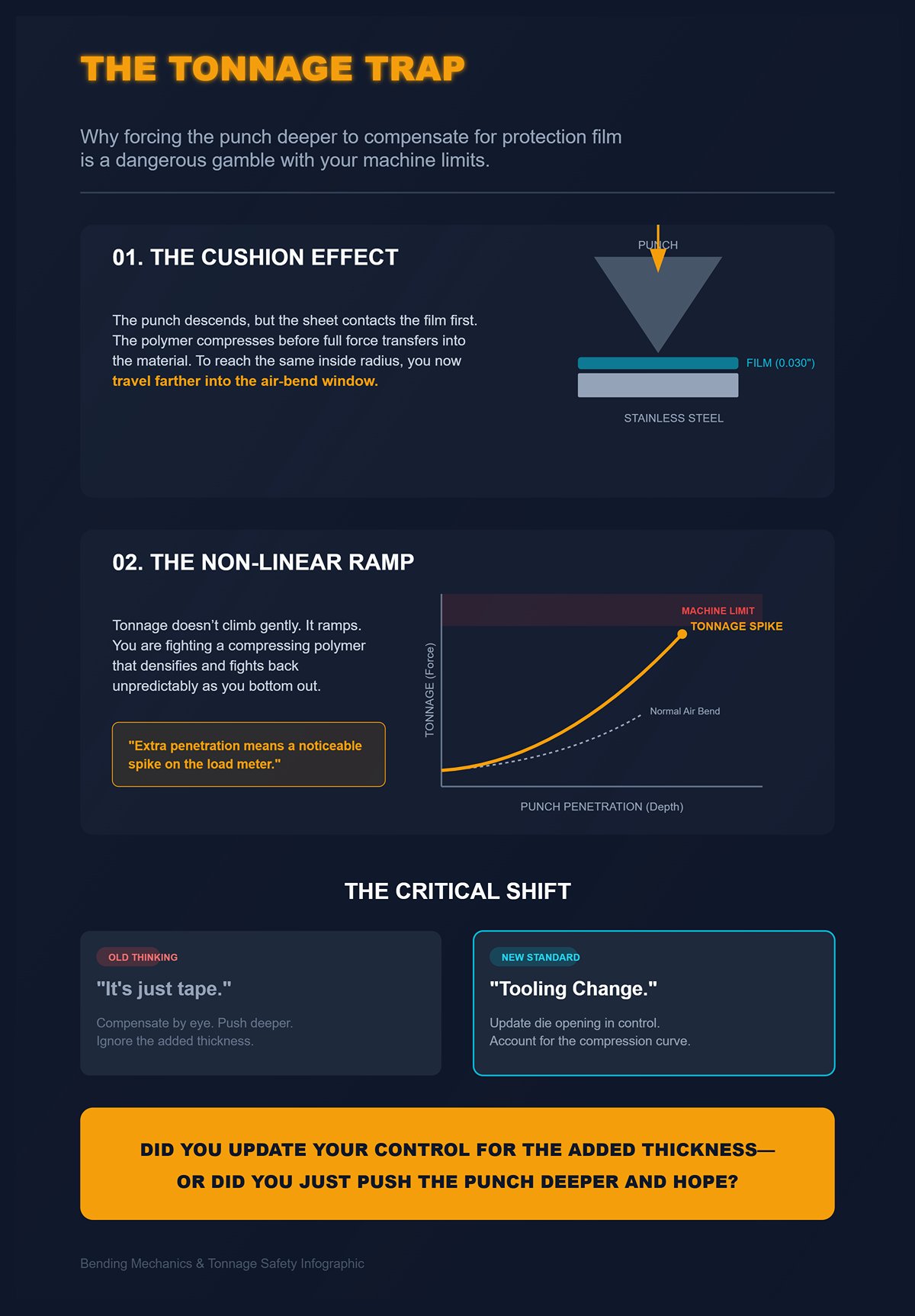
Hier passiert Folgendes an der Biegelinie: Der Stempel fährt herunter, das Blech berührt die Folie, die Folie komprimiert, bevor die volle Kraft ins Material übertragen wird. Um denselben Innnenradius zu erreichen, fahren Sie nun weiter. Diese zusätzliche Bewegung erhöht die Umformkraft schnell, sobald Sie sich dem unteren Ende des Luftbiegefensters nähern.
Die Tonnage steigt nicht sanft. Sie schießt hoch.
Sie drücken stärker, nicht nur auf Stahl, sondern auf einen komprimierenden Kunststoff, der unvorhersehbar zurückdrückt, sobald er sich verdichtet. Bei einer langen 8-Fuß-Biegung in 304 Edelstahl kann dieses zusätzliche Eindringen einen merklichen Ausschlag auf dem Lastmesser bedeuten. Jetzt sind Sie näher an den Werkzeuggrenzen, näher an den Maschinengrenzen, nur weil Sie nicht für 0,030 Zoll Polsterung neu kalibriert haben.
Das ist der Wandel, den ich von Ihnen brauche: Hören Sie auf, die Folie als Klebeband zu betrachten, und beginnen Sie, sie als eine Werkzeugänderung zu sehen, die ein neues Einrichtungsblatt erfordert.
Haben Sie beim Anbringen Ihrer letzten Schutzfolie die Öffnung der Matrize in der Steuerung angepasst, um die hinzugefügte Dicke und die Kompressionskurve zu berücksichtigen – oder haben Sie einfach den Stempel tiefer gedrückt und gehofft?
Sie wollen wissen, wie Sie Ihr Programm neu kalibrieren, wenn Sie Urethan hinzufügen, damit der Winkel stabil bleibt und der Lastmesser nicht ausschlägt.
Beginnen Sie hier: Es passiert nichts “Mysteriöses”. Die Geometrie an der Biegelinie hat sich geändert, bevor der Stahl überhaupt nachgegeben hat. Solange Sie nicht genau verstehen, wohin diese 0,015 oder 0,030 Zoll unter Belastung gehen, raten Sie bei der Stempeltiefe und nennen es Einrichtung.
Ich habe Testbiegungen aufgeschnitten, bei denen wir den Hub mitten im Zyklus eingefroren haben. Was Sie sehen, ist kein sauberer V-Matrizen-Abdruck. Sie sehen eine abgeflachte Kunststoff-Schulter, Stahl, der kaum beginnt sich zu krümmen, und einen Stempel, der weiter gefahren ist, als Ihr altes Programm jemals gebraucht hat. Die Folie ist bereits verformt, bevor das Metall sich plastisch verformt.
Das bedeutet, dass Ihre Steuerung das falsche Dreieck löst.
Früher haben Sie die Eindringtiefe aus einer bekannten V-Öffnung, Materialdicke und Ziel-Innenradius berechnet. Jetzt gibt es eine kompressible Schicht, die das V während des Hubs dynamisch umformt. Die V-Öffnung, von der Ihre CNC glaubt, dass sie 1,000 Zoll beträgt, ist nicht 1,000 Zoll bei Kontakt, nicht 1,000 Zoll bei halber Last und nicht 1,000 Zoll bei voller Tonnage.
Also: Wenn Sie dieselben Zahlen eingeben und denselben 90° erwarten – gegen was genau biegen Sie da?
Nehmen Sie eine 1,000-Zoll-V-Matrize und legen Sie eine 0,030-Zoll-Folie über beide Schultern. Auf dem Papier haben Sie die Öffnung gerade um 0,060 Zoll verringert. Das nehmen die meisten Bediener an.
Aber die ersten 20–30 % Ihres Hubs “verringern” das V nicht. Sie komprimieren die Krone der Folie, wo das Blech zuerst Kontakt hat. Das Material formt sich noch nicht; Sie laden ein Polster vor. Die Folie breitet sich seitlich entlang der Matrizen-Schultern aus, dünnt an der Spitze und verdickt sich leicht zu den Flanken hin.
Er verschwindet nicht. Er verlagert sich.
Unter Belastung verhält sich Polyurethan viskoelastisch. Es komprimiert und fließt, dann verhärtet es sich, wenn es sich verdichtet. Früh im Hub kann Ihre effektive V-Öffnung wie 1,020 Zoll wirken, weil das Blech auf abgerundeten, komprimierenden Schultern liegt statt auf scharfen Stahlkanten. Tiefer im Hub, sobald die Folie verdichtet ist, verhält sich die Öffnung eher wie eine 0,940–0,960-Zoll-Äquivalenz, weil die Schultern nun effektiv aufgebaut sind.
Das bedeutet, dass die Biegelinie während eines einzigen Hubs eine sich verändernde Matrizengeometrie sieht.
Und hier ist der Teil, den die meisten übersehen: Da sich der Film direkt unter der Kontaktlinie stärker zusammendrückt, erfährt die Innenseite des Blechs eine leicht andere Begrenzung, als sie es bei gehärtetem Stahl tun würde. Weichere Schnittstellen ermöglichen eine stärkere lokale Einwärtsverformung, bevor sich die volle Unterstützung entwickelt, was die neutrale Achse – die Schicht, die sich weder dehnt noch staucht – näher zur Mitte der Materialdicke verschiebt.
Verschiebst du die neutrale Achse, verschiebst du deinen K-Faktor.
Hast du deinen Biegezuschlag nach der Installation des Films angepasst, oder verwendest du noch den K-Faktor von der unbearbeiteten Werkzeugoberfläche?
Ich habe 85A-Durometer-Urethan und 95A bei derselben 0,125‑Zoll‑5052‑Arbeit in einer 0,750‑Zoll‑V‑Öffnung gefahren. Gleiche Dicke. Komplett unterschiedliches Winkelverhalten.
Das 85A fühlte sich “nachgiebig” an. Keine Kratzer. Die Bediener liebten es. Aber die ersten Schläge lagen 1,5° zu flach. Wir fügten mehr Eindringtiefe hinzu. Bei langen Teilen stieg die Mittenspannung schneller als erwartet. Der Film verhielt sich wie eine zusätzliche Feder, die sich auf die Durchbiegungskurve der Maschine stapelte.
Das 95A? Weniger sichtbare Kompression. Winkel näher an der Ausgangsbasis. Weniger zusätzliche Hubbewegung erforderlich.
Durometer bedeutet schlicht Härte, gemessen auf der Shore‑A‑Skala für Elastomere. Höhere Zahl, steiferes Material. Aber Steifigkeit bedeutet hier nicht nur „Gefühl“ – sie bestimmt, wie viel deines Kolbenhubs in Polymerverformung geht, bevor die Stahlverformung beginnt.
Hör zu: Wenn du eine weiche 80–85A‑Folie auf dünnem Edelstahl verwendest, verbringst du messbaren Hub damit, Kunststoff zu komprimieren, bevor du überhaupt den tatsächlichen Formdruck erreichst. Du drückst also nicht nur auf Stahl, sondern auch auf ein sich verdichtendes Polymer, das unvorhersehbar zurückdrückt, je dichter es wird.
Diese Unvorhersehbarkeit ist der Grund, warum deine 0,010‑Zoll‑Korrektur von Teil zu Teil inkonsistent ist.
Wählst du die Folie nach dem Motto “keine Kratzer”, oder nach einem Durometer, das auf Materialdicke und Tonnagebereich abgestimmt ist?
Lass uns konkret werden.
Du führst einen Luftbiegevorgang mit 0,135‑Zoll‑304‑Edelstahl in einer 1,000‑Zoll‑V‑Öffnung durch. Die Ausgangseindringtiefe für 90° beträgt hypothetisch 0,350 Zoll ab Materialkontaktpunkt. Jetzt fügst du 0,015 Zoll Folie pro Schulter hinzu – also einen Gesamtstapel von 0,030 Zoll.
Wenn sich diese Folie auf null komprimieren würde, würdest du einfach 0,030 von der Öffnung abziehen und die Biegeberechnungen entsprechend anpassen. Saubere Mathematik.
Aber sie komprimiert sich nicht auf null. Unter Arbeitslast komprimiert sie sich vielleicht um 40–60 %, je nach Durometer und Last pro Zoll. Daher verhält sich deine effektive V‑Öffnung bei Formlast vielleicht wie 0,970–0,985 Zoll – also nicht gleichmäßig 1,000 und auch nicht 0,970, sondern irgendwo dazwischen, abhängig von Werkstücklänge und Lastverteilung.
Eine kleinere V‑Öffnung beim Luftbiegen bedeutet einen engeren Innenradius und höhere Rückfederungskräfte. Um denselben 90°‑Winkel zu erreichen, benötigst du oft eine tiefere Stempeldurchdringung, da das System anfangs einen Teil des Hubs durch Kompression aufnimmt und später steifer wird.
Diese zusätzlichen 0,010–0,020 Zoll Kolbenhub klingen nicht nach viel.
Bei einem 8‑Fuß‑Biegevorgang in Edelstahl kann das jedoch mehrere zusätzliche Tonnen pro Fuß bedeuten, wenn du dich dem unteren Bereich des Luftbiegefensters näherst.
Kombiniere das mit einer Maschine, die bereits Rahmenverformung und Bombierung kompensiert. Du hast eine variable V‑Matrizenbreite eingeführt, die sich mit der Last verändert. Die tonnagebasierte Winkelkorrektur deiner CNC arbeitet jedoch mit Stahl‑zu‑Stahl‑Annahmen.
Haben Sie eine neue effektive Matrizenbreite in die Steuerung eingegeben und mit Teststücken validiert – oder sagen Sie der Maschine immer noch, dass es eine 1,000-Zoll-V-Matrize ist, nur weil das auf dem Werkzeug eingestanzt ist?
Biegen Sie ein 0,090-Zoll-Teil aus 5052-H32 mit blanken Werkzeugen. Messen Sie den Rückfederungseffekt. Führen Sie denselben Auftrag nun mit einer weichen 0,030-Zoll-Folie aus. Viele Werkstätten berichten, dass die Folie “mehr Unterbiegung verursacht”.”
Hier ist der Grund.
Rückfederung ist die elastische Rückstellung nach Entfernen der Last. Je stärker die elastische Spannung in den äußeren Fasern gespeichert ist, desto mehr will sich das Teil öffnen. Wenn Sie eine weichere Schnittstelle einführen, passieren zwei Dinge:
Erstens verzögert die frühe Kompression in der Folie das vollständige plastische Eingreifen des Metalls. Ein Teil des Hubs wird damit verbracht, Druck im Polymer aufzubauen, statt Verformung in das Blech zu treiben.
Zweitens lässt die verringerte Reibung an den Matrizenschultern – weil Urethan sich anpasst und den Druck verteilt – beim Biegen etwas mehr Materialfluss zu. Weniger Einschränkung an den Kontaktpunkten bedeutet, dass das Blech sich nach Entlastung freier zurückstellen kann.
Bei Edelstahl, das ohnehin eine höhere Streckgrenze und ausgeprägte Rückfederung hat, verstärkt die weichere Schnittstelle den Effekt. Bei Aluminium, insbesondere bei Härtegraden wie 5052 oder 6061-T6, zeigt sich der Unterschied zwischen einer harten Stahlschulter und einer gepolsterten Schulter als ein zusätzlicher Grad oder zwei Öffnung, wenn Sie nicht kompensieren.
Deshalb schwören manche Werkstätten, dass Folie “immer Edelstahl unterbiegt”.”
Das ist kein Aberglaube. Es sind gespeicherte elastische Energie und veränderte Einschränkungsbedingungen.
Wenn Sie also diesen Streifen anbringen und 90° „nach Gefühl“ jagen, berücksichtigen Sie den erhöhten Rückfederungseffekt in Ihrer Winkelkorrekturtabelle – oder reagieren Sie immer noch Teil für Teil und fragen sich, warum die Werte von gestern heute nicht passen?
Sie wollen wissen, wie Sie Hubtiefe, effektive Matrizenbreite und Biegeabzug neu berechnen, damit der Winkel jedes Mal gleich ist, wenn Folie installiert ist.
Beginnen Sie hier: Die Dicke, die Sie an die Matrizenschulter anclipsen, ist kein Schutz. Sie ist Geometrie.
Ich habe denselben Auftrag aus 0,135-Zoll-304-Edelstahl in einer 1,000-Zoll-V-Matrize mit drei Folien gefahren: 0,015, 0,030 und 0,040 Zoll. Gleicher Stempel. Gleiche Tonnagekurve. Gleiches CNC-Programm. Nur die Folie änderte sich. Die 0,015 benötigte etwa 0,008–0,010 Zoll zusätzlichen Hub, um 90° zu erreichen. Die 0,030 brauchte näher an 0,015–0,020 Zoll. Die 0,040? Ein ganz anderes Verhalten – über 0,025 Zoll tiefer, und der Innenradius wuchs so sehr, dass unser Biegeabzug bei einem 10-Zoll-Schenkel um mehr als 0,030 Zoll daneben lag.
Das ist kein “Oberflächenschutz”. Das ist eine weiche Dichtung, die in eine Präzisionsform eingefügt wird. Jeder Tausendstel Zoll Polsterung verändert den Guss.
So funktioniert es: Dickere Folie bedeutet, dass mehr Hub für die Kompression des Urethans aufgewendet wird, bevor der Stahl plastisch verformt. Die Kompression ist nicht linear. Bei niedriger Belastung kollabiert sie leicht; bei höherer Belastung wird sie schnell steif. Ihre effektive V-Öffnung unter Arbeitslast ist daher nicht mehr eine saubere Subtraktion der Foliendicke – es ist ein lastabhängiger Wert. Das bedeutet, dass das Luftbiegemodell Ihrer CNC, das von einer festen Matrizenbreite und Stahl-zu-Stahl-Kontakt ausgeht, das falsche Dreieck berechnet.
Und je dicker die Folie – 0,020, 0,030, 0,040 Zoll und darüber – desto mehr biegen Sie gegen Urethan, bevor Sie überhaupt Stahl biegen.
Der Kompromiss ist also nicht nur Haltbarkeit versus Kratzschutz. Es ist Haltbarkeit versus Vorhersagbarkeit. Welches optimieren Sie auf Ihrer aktuellen Maschine?
Stellen Sie sich einen 0,012-Zoll-Polyurethanstreifen, Shore 90A, auf einer 0,750-Zoll-V-Matrize vor, der 0,090-Zoll-5052 formt. Die ersten 50 Teile? Hervorragend. Winkel innerhalb von 0,5°. Minimaler zusätzlicher Hub – vielleicht 0,006 Zoll über dem Baseline-Maß ohne Folie. Biegeabzugsänderung gering genug, dass Sie mit einer leichten K-Faktor-Anpassung kompensieren können.
Warum so stabil?
Weil sich die Dünnfilm-Beschichtung eher wie eine nachgiebige Beschichtung verhält als wie eine strukturelle Schicht. Die Dehnung in einem gebogenen Polymer skaliert mit der Dicke über den Radius. Verdoppelt man die Dicke, verdoppelt sich die Oberflächendehnung bei gleichem Biegeradius. Hält man sie dünn, biegt sich das Polymer, anstatt zu zerquetschen. In Aktuatortests, die ich gesehen habe, ermöglichten 50-Mikron-Schichten deutlich größere Verformung, bevor sie die Bewegung einschränkten, im Vergleich zu 130-Mikron-Schichten. Überträgt man das auf die Bremse: Eine dünne Schicht stört den natürlichen Biegeverlauf des Stahls weniger.
Aber hier kommt die Wahrheit von der Werkstatt.
Führ genau dasselbe 0.012 auf 0.125-Zoll-HRPO mit lasergeschnittenen Kanten aus, und du wirst nach weniger als 200 Hüben Abdrücke sehen. Nicht, weil es “schwach” ist, sondern weil scharfe Kanten Spannung konzentrieren. Der dünne Querschnitt der Folie bedeutet höhere lokale Dehnung pro Zyklus. Mikrorisse entstehen. Sobald die Oberfläche beschädigt ist, wird die Kompression ungleichmäßig, und deine Winkelabweichung beginnt – 0,3° hier, 0,7° dort.
Dünne Filme liefern die sauberste geometrische Verschiebung und die einfachste Berechnung: Miss die zusätzliche Eindringtiefe, um den Zielwinkel zu erreichen, erfasse die neue effektive Matrizenbreite basierend auf der Kompression bei der Umformkraft, und passe die Biegeabzüge entsprechend an. Aber sie verzeihen keinen Missbrauch.
Sind deine Teile gebrochene und entgratete Kanten, bevor sie überhaupt das 0.015-Zoll-Band berühren?
Jetzt befinden wir uns in dem Bereich, den die meisten Werkstätten als “Standard” bezeichnen. Ein 0,030-Zoll-, 85A-Band auf einer 1,000-Zoll-V-Matrize. Keine Kratzer. Die Bediener entspannen sich.
Dann zeigt der digitale Winkelmesser 88° statt 90° an, und jetzt verstellst du den Stößelhub, wie du es immer tust.
Die Folie im mittleren Bereich ist dick genug, dass die Kompression eine strukturelle Phase des Biegens wird. Bei einem 10-Fuß-Teil aus 304-Edelstahl, sagen wir, 12 Tonnen pro Fuß, wird das 0,030-Zoll-Band nicht einfach flach – es verdichtet sich. Früher Hub: weich. Mittelhub: zunehmend steifer. Am unteren Ende des Luftbiegungsfensters: es drückt stark zurück. Du drückst nicht nur stärker auf den Stahl, sondern auch auf ein komprimierendes Polymer, das unvorhersehbar zurückwirkt, während es sich verdichtet.
Mechanisch verschieben sich drei Dinge:
Hier summieren sich die Fehler bei den Biegeabzügen. Wenn deine Basis-BD beispielsweise einen Innenradius von 0,160 Zoll in einer 1,000-Zoll-V-Matrize annahm, und die komprimierte Folie sich effektiv wie eine 0,970–0,980-V-Matrize verhält, verschieben sich dein Radius und K-Faktor. Nicht dramatisch – aber genug, dass Flanschlängen bei langen Schenkeln um 0,020–0,040 Zoll abweichen.
Folie im mittleren Bereich kann 500-Teile-Serien überstehen, wenn die Zähigkeit des Polymers gut ist. Einige hochfeste Varianten halten die Krümmung über Tausende von Zyklen ohne Risse. Aber die Haltbarkeit des Materials ist nicht dasselbe wie geometrische Neutralität im Prozess.
Hast du eine neue Matrizenbreite in dein Steuerungssystem eingegeben, basierend auf gemessenem Winkel im Verhältnis zur Eindringtiefe mit installiertem 0,030-Band – oder sagst du der CNC immer noch, es sei eine 1,000-Zoll-V-Matrize, weil das auf dem Stahl eingestanzt ist?
Ich habe gesehen, wie Werkstätten 0,060-Zoll-Folie auf Edelstahl-Architekturplatten legten, weil sie Angst vor Kratzern hatten.
Erster Schlag auf 0,125-Zoll-304 in einer 1,250-Zoll-V-Matrize: Der Winkel fällt um fast 3° zu flach aus. Sie fügen Hub hinzu. Die Tonnage steigt spät im Biegevorgang stark an. Der Innenradius misst größer als erwartet, nicht kleiner.
Das überrascht die Leute.
Hier ist der Grund: Bei sehr dickem Film verengen Sie nicht mehr nur die V-Öffnung – Sie schaffen eine nachgiebige Matrizen-Schulter, die das Blech anders umschließt. Die Kontaktfläche wird breiter. Der Druck verteilt sich. Der Stahl wird an den Kanten weniger scharf gestützt, sodass er sich statt eng an einer klaren Stahl-Schulter zu formen, gegen ein sich verformendes Polster biegt. Das Ergebnis kann ein größerer effektiver Innenradius sein, obwohl die Eindringtiefe zugenommen hat.
Und weil die Belastung im Polymer bei gegebener Biegerichtung mit der Dicke zunimmt, erfahren dicke Folien hohe innere Spannungen. Bei wiederholten 90°-Zyklen können dickere Schichten schneller ermüden als erwartet. Die Annahme “Schwerlast = längere Lebensdauer” trifft nicht immer zu, wenn die Belastung pro Zyklus exponentiell mit dem Verhältnis von Dicke zu Radius ansteigt.
Sie erhalten eine höhere Kratzfestigkeit, ja. Aber Sie zahlen mit:
Hören Sie, wenn Sie eine 0,040-Zoll-Folie installieren und Ihre Biegung nicht von Grund auf neu charakterisieren – Teststücke, Winkel-gegen-Tiefe-Diagramm, überarbeiteter BD – schützen Sie nicht die Qualität. Sie verstecken Instabilität unter einer weichen Oberfläche.
Wie viel zusätzliche Eindringtiefe fügen Sie jetzt bei Ihrer dicksten Folie hinzu, und haben Sie den resultierenden Innenradius tatsächlich mit einem Messschieber gemessen?
Lassen Sie einen reinen 0,030-Zoll-Streifen für 300 Teile auf 11-Gauge-Weichstahl laufen. Sie werden beginnen zu sehen, wie er sich seitlich in der Matrize verzieht, besonders bei langen Teilen. Kompression plus Scherung an der Schulter bewegen ihn. Sobald er sich verschiebt, ändert sich Ihre effektive Matrizenbreite von links nach rechts. Winkel variieren über die Länge hinweg.
Wechseln Sie zu einer Version mit Stoffrücken. Das Gewebe begrenzt die Dehnung. Die Maßstabilität verbessert sich. Es bleibt an Ort und Stelle.
Aber es gibt einen Haken.
Stoffrücken reduziert die Fähigkeit der Folie, sich vollständig an die Mikro-Geometrie der Matrizen-Schulter anzupassen. Etwas weniger Kompression. Etwas steifere Schnittstelle. Bei empfindlichem gebürstetem Edelstahl kann das höhere örtliche Druckbelastung bedeuten, wenn die Matrizen-Schulter nicht perfekt sauber ist. Schutz versus Anpassung.
Für Großserien – 500 Teile und mehr – ist Stabilität wichtiger als theoretische Weichheit. Eine Folie, die sich um 0,010 Zoll seitlich verschiebt, hat Ihre Matrizen-Geometrie mitten im Lauf geändert. Das ist schlimmer als eine leicht steifere Oberfläche, die konsistent bleibt.
Wenn Sie also Folien für einen langen Auftrag spezifizieren, entscheiden Sie dann nur nach Angst vor Kratzern – oder nach dem Verhalten des Materials nach 400 Zyklen bei voller Tonnage an Ihrer spezifischen V-Öffnung?
| Aspekt | Reines Polyurethan (0,030″) | Polyurethan mit Stoffrücken |
|---|---|---|
| Leistung bei Läufen mit mehr als 300 Teilen | Beginnt seitlich in der Matrize zu kriechen, besonders bei langen Teilen | Bleibt stabil und an Ort und Stelle |
| Verhalten unter Druck & Scherung | Verschiebt sich an der Schulter; effektive Matrizenbreite verändert sich | Stoffrücken begrenzt Dehnung und Bewegung |
| Maßhaltigkeit | Mit der Zeit reduziert; Winkelvariation entlang der Teilelänge | Verbesserte Stabilität; gleichmäßige Winkel |
| Anpassung an die Mikro-Geometrie der Matrize | Bessere Anpassung; weichere Schnittstelle | Leicht reduzierte Anpassung; steifere Schnittstelle |
| Oberflächendruck auf empfindliche Oberflächen | Geringerer lokalisierter Druck, wenn sauber | Möglichkeit für höheren lokalisierten Druck, wenn die Matrizen-Schulter nicht perfekt sauber ist |
| Eignung für Serien mit 500+ Teilen | Geometrie kann sich während der Serie durch Kriechen verändern (z. B. Verschiebung um 0,010″) | Behält Konsistenz unter voller Tonnage |
| Beste Auswahlkriterien | Priorisiert Weichheit und Kratzschutz | Priorisiert Stabilität und Konsistenz bei langen Serien |
Sie wollen Zahlen, keine Philosophie. Gut.
Letzten Monat stand ich hinter einer 135-Tonnen-Abkantpresse, die 0,079 Zoll (2 mm) 304 Edelstahl in einer 1,000-Zoll-V-Nut mit 0,022 Zoll Urethan installiert bearbeitete. Erster Schlag: 87,6°. Der Bediener fügt 0,012 Zoll Stößeltiefe hinzu. Zweiter Schlag: 90,3°. Er nimmt 0,004 Zoll zurück. Jetzt jagen wir Tausendstel wie in einem Spiel.
Die richtige Frage ist nicht “Wie viel mehr Hub?” Sondern: Welches Dreieck löst Ihr Controller gerade – und ist dieses Dreieck real?
Dieses Protokoll macht die Folie zu einer programmierten Variablen. Z-Offset. Effektive V-Öffnung. Überarbeitete Biegeabzugswerte. Wenn Sie diese Rechnung auslassen, biegen Sie nicht – Sie zocken mit den Erstmusterteilen und nennen es Erfahrung.
Bevor wir die Steuerung anfassen, klären wir einen Streit.
Nehmen Sie dieses gleiche 2 mm Blech. Standard-Luftbiegerichtlinien sagen eine V-Öffnung von 6–8× der Dicke für dünnes Material. Also 12–16 mm. Eine 1,000-Zoll-V-Nut (25,4 mm) ist bereits breit – gut für Edelstahl, um Tonnage und Radius zu kontrollieren.
Jetzt fügen Sie 0,022 Zoll Folie hinzu. Das sind 0,56 mm pro Seite, wenn sie beide Schultern auskleidet. Unter Belastung komprimiert sie vielleicht auf 0,30–0,40 mm, abhängig von Härtegrad und Tonnage pro Fuß.
Macht das Ihr Material 2,56 mm dick?
Nein. Die Streckgrenze des Stahls hat sich nicht geändert. Das Rückfederungsverhalten entspricht nicht plötzlich 2,5 mm Material. Was sich geändert hat, ist die Geometrie, die der Stahl an den Werkzeugschultern “sieht”.
Sie behandeln Folie also als Teil des Werkzeugstapels, nicht des Materialstapels.
Warum diese Unterscheidung wichtig ist: Die Tonnageformel reagiert empfindlich auf das Quadrat der Dicke. P = 650 × S² × L / V. Wenn Sie die Steuerung täuschen und die Materialdicke erhöhen, um den Winkelverlust zu kompensieren, berechnet die Maschine eine höhere Tonnage, als der Stahl benötigt. Bei dünnem Material ist dieser prozentuale Anstieg erheblich. Eine 0,022-Zoll-Schicht auf 0,079-Zoll-Material ist eine 28%-Zunahme relativ zur Dicke, wenn Sie sie falsch klassifizieren. So geraten Leute in Richtung Überlastung statt Neukalibrierung.
Hören Sie, Folie fügt keine Festigkeit hinzu. Sie bringt Nachgiebigkeit an der Kontaktfläche.
Wenn Sie also Ihre Werkzeugbibliothek öffnen, bearbeiten Sie die Materialdicke – oder erstellen Sie einen neuen Werkzeugeintrag, der eine andere effektive V-Öffnung und Eindringkurve widerspiegelt?
Wir beginnen mit etwas, das Sie messen können.
Schneiden Sie ein 4‑Zoll-Probestück. Installieren Sie frische Folie. Fahren Sie den Stempel herunter, bis er das Blech gerade berührt – keine Belastung. Setzen Sie Ihre Z-Achse auf Null.
Jetzt Luftbiegen auf 90° mit Ihrem bestehenden Programm und zwei Zahlen aufzeichnen: erreichten Winkel und tatsächliche Stößelpenetration ab Null.
Angenommen, Ihr Basisprogramm (ohne Folie) traf 90° bei 0,615 Zoll Penetration in dieser 1,000-Zoll-V-Nut. Mit 0,022 Zoll Folie installiert, trafen Sie 90° bei 0,628 Zoll.
Differenz: 0,013 Zoll.
Diese 0,013 ist nicht zufällig. Es ist die komprimierte Folienstärke unter Arbeitslast plus jede Verschiebung in der Kontaktgeometrie.
Mach das drei Mal. Mitteln. Wenn du 0,012, 0,014, 0,013 siehst – gut. Deine Folie ist stabil. Wenn du 0,010, 0,018, 0,015 siehst – dein Polymer bewegt sich oder verdichtet sich unvorhersehbar.
Dein Anfangs-Z-Offset entspricht der gemessenen Eindringdifferenz, nicht der nominalen Folienstärke.
Nominal 0,022 ist egal. Komprimiert 0,013 zählt.
Jetzt verfeinern wir die effektive V-Öffnung. Eine einfache Arbeitsnäherung für Luftbiegen: Innenradius ≈ 0,16 × V für Edelstahl in einem Standardsystem. Miss deinen tatsächlichen Innenradius mit installierter Folie. Wenn dein Basisradius in einer 1,000 V 0,160 Zoll war und du jetzt 0,150 misst, verhält sich dein effektives V näher bei 0,937 (weil 0,150 / 0,16 ≈ 0,937).
Das wird zu einem neuen Matrizen-Eintrag in deiner CNC: “1,000 V + 0,022 Folie (komprimiert).” Nicht als Notiz. Als separates Werkzeug.
Denn der Controller berechnet den Biegewinkel aus der Stempeldurchdringung relativ zur angenommenen V-Breite. Wenn du es bei 1,000 lässt, löst er das falsche Dreieck.
Hast du die komprimierte Dicke bei Tonnage tatsächlich gemessen – oder programmierst du nach dem, was auf der Folienbox steht?
Jetzt kümmern wir uns um das Flachmuster.
Dein vorheriger Biegeabzug (BD) ging von einem bekannten Innenradius und K-Faktor aus. Nehmen wir an, dass du für dieses 2 mm 304 in einer 1,000 V einen K von 0,42 verwendet hast und damit gleichmäßige Schenkellängen erzielt hast.
Mit installierter Folie hast du einen kleineren Innenradius gemessen – 0,150 statt 0,160. Das allein verändert die Biegezugabe.
Biegezugabe = (π/180) × Winkel × (R + K × T).
Ändere R um 0,010 Zoll und die Zugabe verschiebt sich sofort. Bei einem 90°-Bogen:
ΔBA ≈ (π/2) × 0,010 ≈ 0,0157 Zoll.
Das sind über 0,015 Zoll Unterschied in der Entwickelten Länge nur durch die Radiusänderung. Füge jetzt noch jede Verschiebung des K-Faktors durch die veränderte Spannungsverteilung durch die nachgiebige Schnittstelle hinzu, und du bist leicht in diesem Bereich von 0,020–0,040 Zoll Abweichung bei längeren Schenkeln.
Deshalb wachsen oder schrumpfen Teile plötzlich, wenn man “einfach Folie hinzufügt”.”
Führe zwei Teststücke aus: eines als Basis, eines mit Folie. Miss die tatsächlichen Schenkellängen nach dem Biegen. Berechne rückwärts deinen realen K mit Folie. Hinterlege diesen als separate Material-Werkzeug-Kombination in deinem CAM oder deiner Steuerung.
Folie installiert = neue BD-Tabelle.
Andernfalls schützt du die Oberfläche und dehnst oder schrumpfst stillschweigend jedes Bein am Druck.
Wenn du den Auftrag wechselst, lädst du dann einen neuen BD, der an diese Foliendicke gebunden ist – oder vertraust du auf Erfahrungswissen?
Einzelbiegungen täuschen. Boxen sagen die Wahrheit.
Stell dir eine vierseitige Abdeckung aus 0,063-Zoll-Aluminium mit 0,015-Zoll-Folie vor – dünn, “sicher”, richtig? Bei dünnem Material kann diese Folie vor der Kompression 20–25 % der Materialdicke ausmachen. Selbst wenn sie unter Belastung auf 0,008 zusammengepresst wird, ist eine Variabilität von 0,002 Zoll zwischen der ersten und letzten Biegung realistisch, da die Folie durch Kaltverfestigung härter wird.
Erste Biegung: komprimierte Dicke 0,008. Vierte Biegung: vielleicht 0,010, weil der Streifen sich entlang der Schultern verdichtet hat.
Dieser Unterschied von 0,002 in der Eindringtiefe führt zu Winkelabweichungen – vielleicht 0,4–0,6°. Bei einem Rückfalz summiert sich das. Wenn du die Box schließt, kämpfst du mit einem Spalt von 0,030 Zoll an der Naht.
Du gibst der Wiederholgenauigkeit des Hinteranschlags die Schuld. Du gibst dem Rückfedern die Schuld.
Aber die eigentliche Variable war eine weiche Schnittstelle, die sich über die Zyklen verändert hat.
Bei hochfesten 3 mm Teilen ist diese Variabilität ein kleiner Prozentsatz der Dicke. Bei 1,5 mm Aluminium ist es ein großer. Dünnes Material leidet mehr, weil die Folie einen größeren Anteil an der Stapelhöhe hat.
Hör zu, eine Neukalibrierung gibt dir einen kontrollierten Ausgangspunkt. Sie eliminiert jedoch nicht das Kriechen des Polymers, die Wärmeentwicklung oder den Dauerdruckverlust über 500 Zyklen. Das ist eine physikalische Grenze, keine Programmiergrenze.
Also bevor du einen Lauf von 1.000 Teilen mit installierter Folie startest, hast du den Winkeldrift vom Teil 1 bis zum Teil 200 auf demselben Streifen verfolgt – oder gehst du davon aus, dass deine Erstartikel-Korrektur ewig hält?
Du willst wissen, wie du die Drift der Folienkompression bei langen Läufen kontrollieren oder überwachen kannst, damit deine Winkel nicht abdriften.
Hier ist die harte Wahrheit: Du kannst es überwachen, du kannst es aufzeichnen, du kannst alle 25 Teile mit einem digitalen Winkelmesser prüfen – aber sobald die Folie ihre mechanische Grenze überschreitet, kriecht die Drift nicht.
Sie springt.
Stell dir dieses Urethan wie eine weiche Dichtung vor, die in eine Präzisionsform eingesetzt wird. Bei leichter, vorhersehbarer Last komprimiert es sich und verhält sich gleichmäßig. Ab einem bestimmten Druck wird es nicht nur dünner; es beginnt sich seitlich zu bewegen, kalt zu fließen, an der Klebelinie zu scheren und sich wie Kaugummi unter einem Stiefel in das V zu packen. Das ist der Bruchpunkt. Und wenn es passiert, wird dein schön gemittelter Eindringdifferenzwert von 0,013 Zoll plötzlich 0,018 bei einem Schlag und 0,011 beim nächsten.
Hier verwandelt sich “Keine Kratzer” stillschweigend in Winkelausschuss.
Also wo versagt es tatsächlich in der realen Welt?
Nehmen Sie 10-Gauge A36 in einer 1,000-Zoll-V-Aufnahme auf einer 175-Tonnen-Abkantpresse. Sie bearbeiten 6-Fuß-Teile und bewegen sich je nach Materialvarianz zwischen 70 und 90 Tonnen über das Bett. Mit 0,030-Zoll-Urethan installiert sehen Ihre ersten zehn Teile stabil aus. Sie haben die Berechnungen gemacht. Sie haben den Offset programmiert. Sie fühlen sich clever.
Dann ist um Teil 30 Ihr Winkel plötzlich 1,2° offen.
Nicht 0,2. Nicht allmählich. Ein voller Grad plus.
Was passiert ist, ist nicht geheimnisvoll. Unter hoher Oberflächenpressung an den Matrizenschultern überschreitet das Urethan seine Druckfestigkeit und beginnt, sich in die V-Öffnung zu extrudieren. Material, das zuvor sauber zwischen Blech und Matrize lag, wird nun nach vorne und unten gepresst. Das verändert die Kontaktlinie. Ihr effektives V entspricht nicht mehr dem, was Sie beim Einrichten gemessen haben.
Sie drücken nicht nur härter auf Stahl, sondern auch auf ein komprimierendes Polymer, das unvorhersehbar zurückfedert, wenn es sich verdichtet.
Die Extrusion ist auch nicht gleichmäßig über das ganze Bett verteilt. Wenn Ihre Kraftkurve in der Mitte ihren Höhepunkt erreicht, wird der Film dort dünner. Nun variieren Ihre Winkel von links nach rechts. Die Steuerung denkt, das Werkzeug sei starr. Ist es aber nicht. Sie haben einen belastungsempfindlichen Puffer in einen Prozess eingeführt, der von gehärteter Stahlgeometrie ausgeht.
Und hier ist der Teil, den die meisten Werkstätten übersehen: Sobald die Extrusion beginnt, beschleunigt sie sich. Je mehr sie fließt, desto weniger Querschnittsdicke bleibt übrig, um weiteren Fluss zu widerstehen. Deshalb teilt sich die Charge—erste 40 Teile innerhalb der Toleranz, nächste 60 jagen der Stempeltiefe hinterher.
Protokollieren Sie die Tonnage pro Fuß bei diesen Jobs und korrelieren Sie sie mit der Winkeländerung—oder beobachten Sie nur den Winkelmesser und reagieren?
Jetzt verkleinern Sie das V.
Gehen Sie auf ein 0,500-Zoll-V, um einen engen Innenradius auf 0,090-Zoll-304 zu erreichen. Die Matrizenschultern sind näher, der eingeschlossene Winkel bei Kontakt steiler, und die Folie hat weniger Raum, um flach zu liegen. Sie wird gezwungen, sich scharf über den Matrizradius zu biegen, bevor sich das Metall überhaupt verformt.
Da beginnt das Knicken.
Folie ist flexibel, nicht magisch. Wenn Sie 0,022-Zoll-Urethan über ein schmales V legen und einen Stempel hineintreiben, baut sich Druckspannung entlang der Schultern auf. Wenn die Folie sich nicht genug dehnen kann, um sich anzupassen, faltet sie sich mikroskopisch. Diese Falten werden zu Druckrücken. Druckrücken werden zu Sichtlinien.
Also haben Sie Folie hinzugefügt, um Matrizenabdrücke zu verhindern—und bekommen trotzdem leichte Abdrücke.
Denn in einem engen V wird die Folie nicht nur komprimiert; sie wird in eine Geometrie gefaltet, die sie nicht glatt ausfüllen kann. Je enger die Radiusvorgabe, desto weniger verzeihend wird diese Schnittstelle. Ihre bei der Einrichtung gemessene komprimierte Dicke repräsentiert nicht das, was bei Spitzenlast auf den Schultern passiert.
Hören Sie, bei der Arbeit mit schmalem V verhält sich die Folie weniger wie eine gleichmäßige Schicht und mehr wie eine sich verschiebende Membran.
Überprüfen Sie den Innenradius und den Oberflächenzustand an der Matrizenschulter unter Vergrößerung—oder nehmen Sie einfach an, “Folie gleich sicher”, egal wie breit das V ist?
Hohe Tonnage verursacht Sprünge.
Lange Läufe verursachen Drift.
Stellen Sie sich 0,063 Zoll Aluminium mit einer 0,015 Zoll Folie vor, 800 Teile, jeweils vier Biegungen. Das sind 3.200 Schläge auf denselben Streifen Polymer, wenn Sie ihn nicht weiterbewegen. Jeder Schlag komprimiert, entspannt und erwärmt das Urethan leicht. Polymere mögen diesen Zyklus nicht. Sie nehmen einen Kompressionssatz an – eine dauerhafte Verringerung der Dicke nach wiederholter Belastung.
Hypothetisch, aber realistisch: Ihre anfänglich komprimierte Dicke wurde mit 0,008 Zoll gemessen. Nach 400 Zyklen in derselben Zone beträgt sie effektiv 0,0065 Zoll. Dieser Verlust von 0,0015 Zoll an der Schnittstelle verändert das Eindringen. Bei einer 90° Luftbiegung kann das je nach V und Material etwa 0,3–0,5° Unterschied bedeuten.
Kleine Zahl. Große Auswirkung.
Aber der Drift ist nicht linear. Früh im Lauf setzt sich die Folie schnell. Dann stabilisiert sie sich. Dann, wenn Mikro-Risse und Oberflächenglättung entstehen, ändern sich Reibung und Kompressionsverhalten erneut. Deshalb erzählen Teil 1, Teil 200 und Teil 700 nicht dieselbe Geschichte.
Sie können das überwachen. Ziehen Sie alle 50 Teile Winkelsamples. Verfolgen Sie die erforderliche Korrektur des Pressenstempels. Bewegen Sie den Folienstreifen alle 100 Schläge weiter. Manche Werkstätten behandeln Folie sogar wie verbrauchbares Werkzeug und wechseln sie nach einer festen Zyklenanzahl.
Aber nichts davon macht es universell.
Es verwaltet nur den Abbau.
Und sobald Sie akzeptieren, dass Folie unter Last eine mechanische Lebensdauer hat – definiert durch Tonnage, V-Breite und Zyklenanzahl – hören Sie auf zu fragen, wie man sie “einstellt und vergisst”.”
Sie beginnen zu fragen, ob eine weiche, opferbereite Schicht überhaupt die richtige Lösung für den Job ist.
Also, bei Ihrem nächsten 1.000-Teile-Edelstahl-Lauf – behandeln Sie das Urethan wie Präzisionswerkzeug mit einer definierten Lebensdauer, oder wie Klebeband, das Sie über die Matrize legen und hoffen, dass es sich gut verhält?
Sie stellen jetzt die richtige Frage: Wenn Folie eine mechanische Lebensdauer und eine Ausfallkurve hat, was ersetzt sie, wenn der Auftrag Drift nicht tolerieren kann?
Hier ist die Erkenntnis, die bei mir Jahre gedauert hat. Schutz ist nur dann sinnvoll, wenn er vorhersehbar ist. Wenn die Schicht zwischen Ihrem Blech und Ihrer Matrize unter Last, über das Bett hinweg oder im Laufe der Zeit ihre Dicke verändert, haben Sie Kratzer nicht gelöst – Sie haben eine weiche Dichtung in eine Präzisionsform eingefügt und gehofft, dass der Guss trotzdem passt.
Dauerhafte Werkzeugaufrüstungen bedeuten nicht, schick zu sein. Sie bedeuten, die Variable aus der Kompression herauszunehmen und in eine Geometrie zu bringen, die Sie mit einem Mikrometer messen können, statt mit einem Winkelmesser zu raten. Also, welcher Weg kontrolliert die Dicke tatsächlich statt darauf zu reagieren?
Foliendicke ist nominal. Auf der Schachtel steht 0,015 Zoll. Sie messen 0,0145 an einer Stelle, 0,016 an einer anderen. Dann belasten Sie sie, und diese Zahl hört auf, irgendetwas zu bedeuten, weil die Kompression von der Tonnage pro Fuß abhängt.
Eine Urethan-V-Matrize ist anders. Das Polymer ist die Matrize, nicht eine Haut, die über Stahl geklebt wurde. Seine Härte – beispielsweise 90A gegenüber 95A Shore – ist spezifiziert. Seine Geometrie wird auf eine definierte V-Öffnung bearbeitet oder gegossen. Wenn es komprimiert, tut es das als Massenmaterial mit bekanntem Durometerverhalten, nicht als dünne Membran, die sich ungleichmäßig kräuseln, herausdrücken oder setzen kann.
Das macht sie nicht starr. Es macht sie charakterisierbar.
Hören Sie, das erste Mal, wenn Sie eine 1,000 Zoll Stahl-V plus 0,030 Zoll Folie gegen eine speziell gebaute Urethan-Matrize austauschen, verändert sich Ihre Tonnagekurve. Erforderliche Kraft fällt oft. Wenn Ihre Presse bei dickerem Material an der Grenze arbeitet, könnten Sie plötzlich feststellen, dass Sie zu wenig Tonnage haben und die Tiefe nicht erreichen. Das ist kein Fehler der Matrize – das ist eine Kompatibilitätslücke in Ihrem Setup. Ihre CNC wurde auf die Eigenschaften des Stahlbodenpressens kalibriert, nicht auf elastische Werkzeuge.
Der Vergleich ist also nicht “billige Folie versus teure Matrize”. Es ist “variable komprimierte Schicht versus definierte elastische Geometrie”. Die eine driftet während des Laufs. Die andere verschiebt Ihre Ausgangsbasis und bleibt dort.
Läuft Ihre Presse mit genügend Steuerungsauflösung – und genügend verfügbarer Tonnenreserve –, um absichtlich um eine elastische Matrize herum zu programmieren, oder halten Sie derzeit mit Stahl gerade noch den Winkel?
| Aspekt | Klebefolien | Polyurethan-V-Matrizen |
|---|---|---|
| Nenndicke | Angegeben (z. B. 0,015 in), variiert jedoch in der Realität (z. B. 0,0145–0,016 in) | Definiert durch die Geometrie der gefrästen oder gegossenen V-Öffnung |
| Verhalten unter Belastung | Kompression variiert je nach Tonnen pro Fuß; Dicke verliert Vorhersagbarkeit | Wird als Massenmaterial mit bekanntem Durometer-Verhalten komprimiert |
| Materialeigenschaften | Dünne Membran; kann knittern, austreten oder ungleichmäßig verformen | Polymerkörper fungiert als die Matrize selbst; Härte spezifiziert (z. B. 90A vs. 95A Shore) |
| Vorhersagbarkeit | Variable komprimierte Schicht; kann sich während des Laufs verändern | Definierte elastische Geometrie; verschiebt den Ausgangswert, bleibt aber stabil |
| Steifigkeit | Flexibel und inkonsistent | Nicht starr, aber charakterisierbar und konsistent |
| Auswirkung auf die Tonnage | Behält die Standard-Erwartungen für Stahlbodenpressung hinsichtlich Tonnage bei | Reduziert oft die erforderliche Kraft; die Tonnenkurve ändert sich |
| Einrichtungskompatibilität | Funktioniert innerhalb bestehender stahlbasierter CNC-Kalibrierung | Erfordert Neukalibrierung für elastisches Werkzeugverhalten |
| Risikofaktoren | Dickenvariation beeinflusst die Winkelkontrolle | Untertonnage möglich, wenn die Presse nicht genügend Reserve hat |
| Kostenrahmen | Niedrigere Anschaffungskosten | Höhere Anschaffungskosten |
| Echter Vergleich | Variable komprimierte Schicht | Definierte elastische Geometrie |
Polierter 304 interessiert sich nicht für deine Ausreden. Er interessiert sich für Kontaktdruck und Gleitbewegung.
Eine rollende V-Matrize verändert die Physik. Anstatt das Blech über feste Schultern zu ziehen, rotieren die Schultern. Der Kontakt wird rollend statt gleitend. Oberflächendruck verteilt sich anders. Die Oberfläche bleibt erhalten, weil die Reibung sinkt, nicht weil du die Matrize gepolstert hast.
Das bedeutet: keine komprimierende Schicht, die verdichtet wird. Kein allmählicher Dickenverlust. Die Geometrie, die der Controller bei Teil eins erkennt, ist dieselbe wie bei Teil fünfhundert.
Nylon-Einsätze greifen das gleiche Problem aus einem anderen Blickwinkel an. Du bearbeitest einen Stahlmatrizen-Körper mit einer Aussparung und fixierst einen austauschbaren Nylonstreifen – sagen wir 0,250 Zoll dick – mechanisch eingefasst, sodass er nicht nach vorne kriechen kann. Jetzt hat das Schutzmaterial einen definierten Querschnitt und wird von allen Seiten unterstützt. Es drückt sich nicht in das V, weil es die V-Oberfläche ist.
Wenn er sich abnutzt, ersetzt du den Einsatz. Du jagst nicht drei Stunden lang den Winkel und fragst dich, warum “Keine Kratzer” sich in 88,7° bei einem 90°-Aufruf verwandelt hat.
Schützt du die Oberfläche, indem du die Reibung reduzierst und den Kontakt kontrollierst – oder indem du etwas Weiches zwischen zwei harte Werkzeuge stopfst und hoffst, dass es sich richtig verhält?
Hier ist die Perspektive, die Sie beibehalten sollen: Schutz muss wie ein Werkzeug konstruiert werden, nicht wie Klebeband aufgebracht.
Wenn Sie sich für eine Urethanstempelmatrize entscheiden, qualifizieren Sie diese. Sie führen einen kontrollierten Testbiegevorgang bei bekanntem Tonnenmaß pro Fuß durch. Sie protokollieren die Eindringtiefe, um 90,0° zu erreichen. Sie erfassen den Rückfederungseffekt mit genau dieser Materialcharge. Dieses Programm wird zu “Urethane V 1.000-90A”, nicht zu “1.000 V mit Folie”.”
Wenn Sie eine rollende V-Matrize installieren, validieren Sie den Winkel im Verhältnis zur Tiefe über das gesamte Bett und bestätigen die Reaktion auf das Auswölben, da der rollende Kontakt die Lastverteilung leicht ändern kann. Anschließend speichern Sie dies als separaten Eintrag in der Werkzeugbibliothek.
Wenn Sie Nylon-Einsätze spezifizieren, definieren Sie ein Verschleißprüfintervall – alle 300 Hübe, jede Schicht, oder was Ihre Daten unterstützen – und behandeln Sie die Einsatzdicke wie einen geschliffenen Stempelradius.
Der nicht offensichtliche Teil? Sie eliminieren die Anpassung nicht. Sie verlagern sie an den Anfang des Auftrags, wo sie kontrolliert, dokumentiert und wiederholbar ist.
Aber der digitale Winkelmesser zeigt 88°, nicht 90°, und jetzt justieren Sie die Stempeltiefe wie gewohnt. Der Unterschied liegt darin, ob Sie für ein bekanntes elastisches System kompensieren, das Sie qualifiziert haben – oder ob Sie einem Polymer hinterherlaufen, das sich unter Ihren Füßen verändert.
Schauen Sie sich Ihren nächsten Lauf mit poliertem Edelstahl an und beantworten Sie dies ohne zu zögern: Konstruieren Sie den Oberflächenschutz als definiertes Werkzeug in Ihrer Bibliothek, oder behandeln Sie ihn immer noch wie ein Verbrauchspflaster über gehärtetem Stahl?


















