

في الساعة 2:15 مساءً كنت تمسك قطعة من الفولاذ المقاوم للصدأ بلمسة نهائية عاكسة كالمرآة. لا خدوش. في الساعة 3:00 مساءً، نفس المهمة، نفس البرنامج، لكن الآن كل شفة عند زاوية 88° بدلًا من 90°.
الشيء الوحيد الذي تغيّر؟ طبقة من اليوريثان بسماكة 0.030 بوصة تم تثبيتها فوق أكتاف القالب.
لم “تفقد” درجتين. لقد أدخلت حشية ناعمة في قالب دقيق وتوقعت أن يتصرف القالب بنفس الطريقة.
لقد شاهدت مشغلين يحتفلون بأول قطعة خالية من الخدوش ولا ينتبهون لما يحدث على مقياس الزوايا. الانحناء يبدو جيدًا. السطح محمي. لكن المنقلة الرقمية تشير إلى 88°، وليس 90°، والآن أنت تعدل عمق الكباس كعادتك.
اسمع، إذا تحركت الزوايا في نفس اليوم الذي ركّبت فيه الفيلم، فذلك لم يكن صدفة—بل كان ضغطًا لم تبرمجه.
تلك الشريط من اليوريثان بسماكة 0.022 أو 0.030 بوصة لا يجلس هناك فقط. عند التحميل، ينضغط بشكل غير متساوٍ على طول أكتاف القالب، مما يزيد فعليًا من فتحة الـ V عند نقطة التلامس الأولى ثم يتصلب مع زيادة الحمولة. جهاز CNC الخاص بك ما زال يعتقد أن الفولاذ يلتقي بالفولاذ المقسّى. لكنه لا يفعل. إنه يلتقي بشيء ينضغط قبل أن يقاوم.
لقد حللت مشكلة الخدوش وأدخلت متغيّرًا جديدًا في نظام مغلق كان مضبوطًا على أجزاء بالألف من البوصة. هل أخبرت وحدة التحكم لديك بذلك؟

تخيل هذا في ذهنك.
كان لديك برنامج مضبوط: فولاذ معتدل بسماكة 10 قياس، سماكة 0.135 بوصة، قالب V بعرض 1.000 بوصة، انحناء هوائي إلى 90° عند اختراق معروف. أول قطعة اختبار كانت دائمًا تصل عند 89.5°، فكنت تزيد العمق بمقدار 0.010 بوصة، وتنتهي من العمل.
الآن أضف فيلمًا بسماكة 0.030 بوصة.
الضربة الأولى تظهر بانحناء غير كافٍ. تحاول التعديل المعتاد — تقلل أو تزيد الاختراق قليلًا — لكن الفيلم يتحرك قليلًا، أو يرتد بشكل مختلف في الضربة الثانية. ما كان تصحيحًا يمكن توقعه بمقدار 0.010 بوصة أصبح الآن تخمينًا لأن منحنى انضغاط اليوريثان ليس خطيًا مثل الفولاذ.
بعض المشغلين يستخدمون الفيلم لسنوات دون أي انحراف. الفرق؟ أنهم يتعاملون مع سماكة الفيلم كبعد ثابت في الأدوات ويعيدون المعايرة من البداية في أول انحناء، وليس كمجرد إضافة تجميلية. نفس الآلة. عقلية مختلفة.
عندما علّقت ذلك الفيلم، هل أجريت تحققًا جديدًا من أول قطعة، أم اعتمدت على أرقام الأمس؟

أفهم سبب حب الورش للشريط السريع. فيلم بسماكة 0.015 بوصة للألمنيوم الرقيق، وربما 0.060 بوصة للصفائح الثقيلة. تثبيته سهل. لا حاجة لتلميع الأدوات. لا حاجة لأدوات مخصصة للفولاذ المقاوم للصدأ. يبدو فعالًا.
لكن اختيار السماكة لا يتعلق فقط بمنع علامات القالب. فيلم بسماكة 0.022 بوصة وآخر بسماكة 0.030 بوصة لا يحميان بشكل مختلف فحسب — بل يغيران هندسة القالب الفعالة بشكل مختلف. ذلك الفرق هو ثمانية أجزاء من ألف من البوصة. في الانحناء الهوائي، ذلك يعني درجات.
وهنا الجزء الصامت: يمكن للفيلم أن يخفي هيكلًا مرنًا أو أدوات مهترئة. ترى علامات أقل، فتفترض أن الاستقرار تحسّن. بينما الآلة ما زالت تنحرف تحت الحمل، والآن الطبقة القابلة للانضغاط تضيف منحنى انحراف خاص بها فوق ذلك. نظامي نوابض مكدسين معًا.
أنت لا تضيف حماية. أنت تضيف مرونة.
هل مكبح الضغط لديك صلب بما يكفي بحيث لا يؤدي إضافة طبقة طرية إلى تضخيم الانحناء في منتصف الامتداد؟
لقد رأيت هذا “الإصلاح” مرات كثيرة: الزوايا خفيفة، فيقوم المشغّل بدفع السن أعمق. خمسة آلاف من البوصة. عشرة. استمر حتى يُظهر المقياس زاوية 90°.
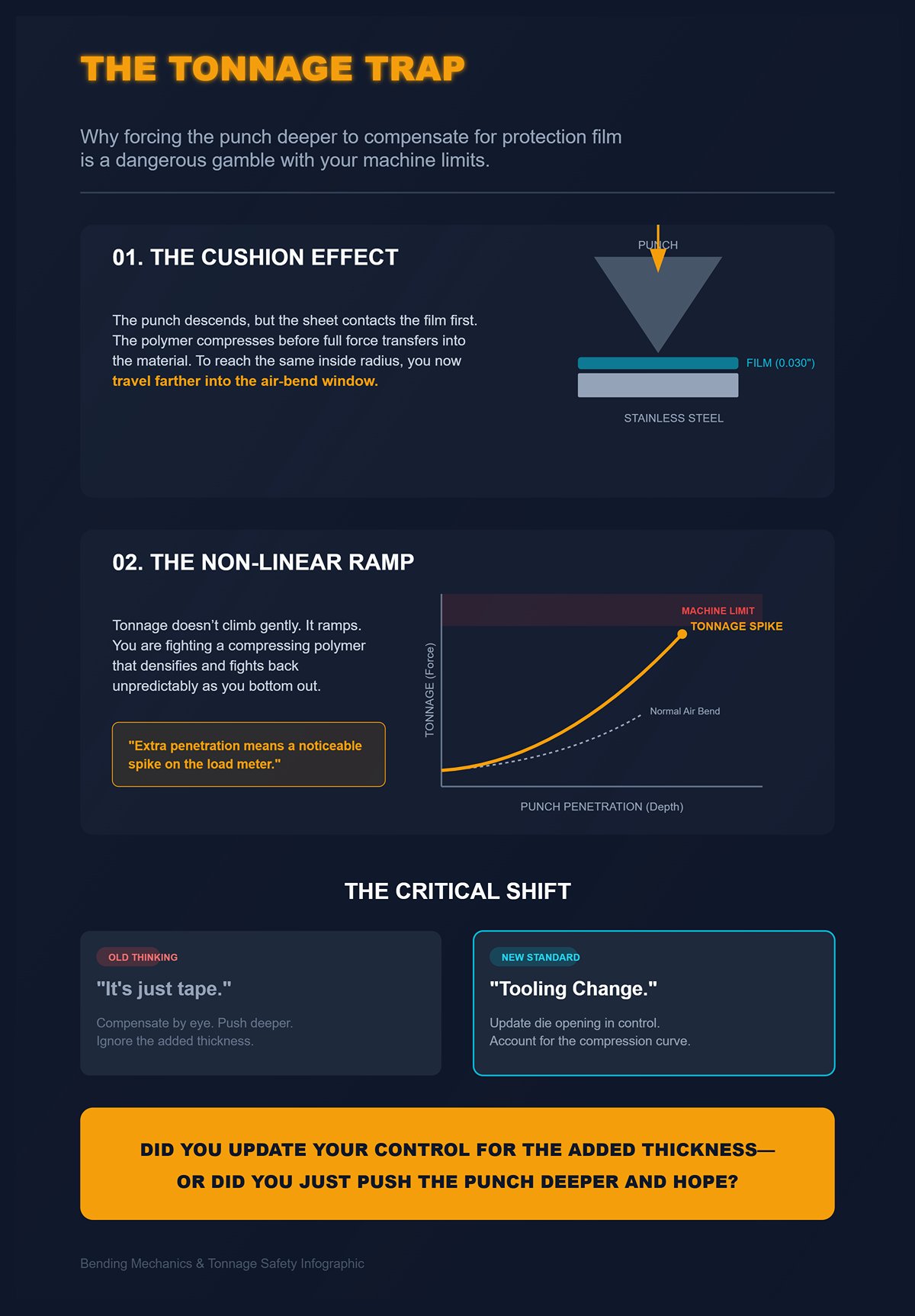
إليك ما يحدث عند خط الثني. ينخفض السن، تلامس الصفيحة الفيلم، ينضغط الفيلم قبل أن تنتقل القوة الكاملة إلى المادة. وللوصول إلى نفس نصف القطر الداخلي، عليك الآن أن تسافر مسافة أكبر. تلك المسافة الإضافية تزيد قوة التشكيل بسرعة مع اقترابك من قاع نافذة الثني بالهواء.
الحمولة لا ترتفع تدريجيًا. إنها تتسارع.
أنت تدفع بقوة أكبر ليس فقط على الفولاذ، بل أيضًا على بوليمر مضغوط يقاوم بشكل غير متوقع مع ازدياد كثافته. في ثني طويل بطول 8 أقدام من الفولاذ المقاوم للصدأ 304، يمكن لذلك الاختراق الإضافي أن يعني ارتفاعًا ملحوظًا في مؤشر الحمل. أنت الآن أقرب إلى حدود الأداة، وأقرب إلى حدود الماكينة، وكل ذلك لأنك لم تعاير من جديد مقابل 0.030 بوصة من الوسادة.
هذا هو التحول الذي أحتاجك إلى القيام به: توقف عن التفكير في الفيلم كأنه شريط، وابدأ في اعتباره تغييرًا في العُدّة يتطلب ورقة إعداد جديدة.
عندما ركّبت آخر فيلم حماية لديك، هل قمت بتحديث فتحة القالب في وحدة التحكم لتعكس السُّمك المضاف ومنحنى الانضغاط، أم أنك فقط دفعت السن أعمق وتمنّيت الأفضل؟
تريد أن تعرف كيف تعيد معايرة برنامجك عند إضافة اليوريثان حتى تبقى الزاوية ثابتة ولا يرتفع مؤشر الحمل فجأة.
ابدأ من هنا: لا شيء “غامض” يحدث. لقد تغيّرت الهندسة عند خط الثني قبل أن يبدأ الفولاذ بالانفعال الدائم. إلى أن تفهم بالضبط إلى أين تذهب تلك 0.015 أو 0.030 بوصة تحت الحمل، فأنت تخمن عمق الكباس وتسمّيه إعدادًا.
لقد قطعت ثنيات اختبار وأوقفنا الشوط في منتصف الدورة. ما تراه ليس بصمة قالب V نظيفة. ترى كتف بوليمريًا مفلطحًا، فولاذًا بالكاد يبدأ بالالتفاف، وسنًا قطع شوطًا أبعد مما احتاجه برنامجك القديم يومًا. الفيلم قد تشوّه بالفعل قبل أن يبدأ المعدن بالتشوه البلاستيكي.
وهذا يعني أن وحدة التحكم لديك تحل المثلث الخطأ.
كنت سابقًا تحسب الاختراق من فتحة V معروفة وسماكة المادة ونصف القطر الداخلي المستهدف. الآن هناك طبقة قابلة للانضغاط تعيد تشكيل تلك الـ V بشكل ديناميكي أثناء الشوط. فتحة القالب التي يظن نظام التحكم الرقمي بالحاسوب أنها 1.000 بوصة ليست 1.000 بوصة عند التلامس، وليست 1.000 بوصة عند نصف الحمل، وليست 1.000 بوصة عند الحمولة الكاملة.
إذن عندما تدخل الأرقام نفسها وتتوقع الزاوية نفسها 90°، فعلى ماذا بالضبط تقوم بالثني؟
خذ قالب V مقاس 1.000 بوصة وضع عليه فيلمًا بسماكة 0.030 بوصة فوق كلا الكتفين. على الورق، لقد قللت الفتحة بمقدار 0.060 بوصة. هذا ما يفترضه معظم المشغلين.
لكن أول 20–30% من شوطك لا “تقلل” الـ V. إنها تضغط تاج الفيلم حيث تلامسه الصفيحة أولًا. لم تبدأ المادة بالتشكّل بعد؛ أنت تجهّز وسادة. ينتشر الفيلم جانبيًا على طول أكتاف القالب، فينحف عند القمة ويزداد سُمكًا قليلًا باتجاه الجوانب.
إنه لا يختفي. بل يعيد توزّع نفسه.
تحت الحمل، يتصرف البولي يوريثين كجسم لزج مرن. ينضغط ويتدفق، ثم يتصلب مع ازدياد كثافته. في بداية الشوط، قد تتصرف فتحة الـ V الفعلية وكأنها 1.020 بوصة لأن الصفيحة تركب على أكتاف مدوّرة مضغوطة بدلاً من حواف فولاذية حادة. وأعمق في الشوط، بمجرد أن يتراص الفيلم، تتصرف الفتحة كما لو كانت 0.940–0.960 بوصة مكافئة لأن الأكتاف أصبحت مبنية فعليًا.
هذا يعني أن خط الانحناء يواجه هندسة قالب متغيرة أثناء الضربة الواحدة.
وهنا الجزء الذي يغفله معظم الناس: لأن الغشاء ينضغط بشكل أكبر مباشرة تحت خط التماس، فإن السطح الداخلي للصفحية يختبر قيودًا مختلفة قليلًا عمّا يحدث على الفولاذ المقسى. الواجهات الأكثر ليونة تسمح بقدر أكبر من الإزاحة المحلية إلى الداخل قبل أن يتطور الدعم الكامل، مما يدفع المحور المحايد—الطبقة التي لا تتمدد ولا تنضغط—أقرب إلى مركز السماكة.
عندما تغيّر موقع المحور المحايد، فإنك تغيّر عامل K الخاص بك.
هل قمت بتعديل خصم الانحناء بعد تثبيت الغشاء، أم أنك ما زلت تستخدم عامل K نفسه الخاص بالأدوات المعدنية العارية؟
لقد استخدمت يوريثان بصلادة 85A و95A في نفس مهمة تشغيل 5052 بسماكة 0.125 بوصة ضمن فتحة V بمقدار 0.750 بوصة. نفس السماكة. لكن سلوك الزاوية كان مختلفًا تمامًا.
كان الـ85A يبدو “متسامحًا”. بدون خدوش. المشغلون أحبوه. لكن الضربات الأولى خرجت بزاوية أقل بـ1.5°. زدنا عمق الاختراق. في القطع الطويلة، ارتفع الحمل في منتصف القطعة أسرع من المتوقع. كان الغشاء يعمل كزنبرك ثانوي فوق منحنى انحناء الماكينة.
أما الـ95A؟ فقد أظهر انضغاطًا أقل. الزوايا كانت أقرب إلى الأساس. الحاجة إلى شوط إضافي أقل.
الديوروميتر هو ببساطة مقياس للصلادة، يُقاس بمقياس شور A للمواد المرنة. كلما ارتفع الرقم، زادت صلابة المادة. ولكن الصلابة هنا لا تتعلق فقط بالإحساس—بل تحدد مقدار حركة الكباس التي تذهب إلى شد البوليمر قبل أن يبدأ شد الفولاذ.
اسمع، إذا كنت تستخدم غشاءً ناعمًا بصلادة 80–85A على الفولاذ المقاوم للصدأ الرقيق، فأنت تستهلك شوطًا ملحوظًا في ضغط البلاستيك قبل أن تصل إلى ضغط التشكيل الحقيقي. أنت تدفع بقوة أكبر ليس فقط على الفولاذ، بل أيضًا على مادة بوليمرية مضغوطة تقاوم بشكل غير متوقع أثناء كثافتها.
ذلك الغموض هو ما يجعل تصحيحك البالغ 0.010 بوصة غير ثابت من قطعة لأخرى.
هل تختار الغشاء بناءً على “عدم وجود خدوش”، أم على صلابة (ديوروميتر) متوافقة مع سماكة المادة ونطاق الحمولة؟
دعونا نكون محدّدين.
أنت تقوم بالثني الهوائي للفولاذ المقاوم للصدأ 304 بسماكة 0.135 بوصة في فتحة V بمقدار 1.000 بوصة. قد يكون عمق الاختراق الأساسي للحصول على زاوية 90° نظريًا 0.350 بوصة من نقطة تلامس المادة. الآن أضفت غشاءً بسماكة 0.015 بوصة لكل كتف—مجموع سماكته 0.030 بوصة.
لو أن هذا الغشاء انضغط إلى الصفر، لكنت فقط طرحت 0.030 من الفتحة وعدلت حسابات الانحناء وفقًا لذلك. حسابات بسيطة.
لكنه لا ينضغط إلى الصفر. تحت ضغط التشغيل، قد ينضغط بنسبة 40–60% حسب الصلادة والحمل لكل بوصة. لذا قد تتصرف فتحة V الفعالة وكأنها تتراوح بين 0.970 و0.985 بوصة تحت حمل التشكيل—not 1.000، ولا 0.970 بثبات، بل في مكان ما بينهما حسب طول القطعة وتوزيع الحمل.
الفتحة الأصغر في الثني الهوائي تعني نصف قطر داخلي أضيق وقوى ارتداد أكبر. وللوصول إلى نفس زاوية 90°، غالبًا ما تحتاج إلى اختراق أعمق من الحدّاف لأن النظام امتص جزءًا من الشوط بالانضغاط في البداية، ثم أصبح أكثر صلابة لاحقًا.
تلك الـ 0.010–0.020 بوصة الإضافية من حركة الكباس قد لا تبدو كبيرة.
لكن في انحناء بطول 8 أقدام في الفولاذ المقاوم للصدأ، قد تعني عدة أطنان إضافية لكل قدم أثناء اقترابك من نهاية نافذة الثني الهوائي.
الآن ضع ذلك على آلة تعوّض بالفعل انحراف الإطار وظاهرة التاج. لقد أضفتَ عرض قالب V متغيرًا يتغير مع الحمل. تصحيح الزاوية المعتمد على الحمولة في جهاز الـ CNC لديك يعمل على افتراضات اتصال فولاذ بفولاذ.
هل أدخلتَ عرض قالب فعال جديد في وحدة التحكم وتحققت منه باستخدام عينات اختبار — أم أنك ما زلت تخبر الآلة أنه قالب V بعرض 1.000 بوصة لأنه هذا ما هو محفور على الأداة؟
قم بثني قطعة 5052-H32 بسماكة 0.090 بوصة باستخدام أدوات عارية. قِس الارتداد المرن. ثم شغّل نفس المهمة باستخدام فيلم ناعم بسماكة 0.030 بوصة. الكثير من الورش تشير إلى أن الفيلم “يجعلها تنثني أقل من المطلوب”.”
إليك السبب.
الارتداد المرن هو الاسترجاع المرن بعد إزالة الحمل. كلما زادت الشد المرن المخزن في الألياف الخارجية، كلما أرادت أن تفتح أكثر. عند إدخال واجهة أطرى، يحدث شيئان:
أولاً، الضغط المبكر في الفيلم يؤخر الوصول إلى التفاعل البلاستيكي الكامل للمعادن. تقضي جزءًا من المشوار في بناء ضغط داخل البوليمر بدلاً من دفع الإجهاد إلى الصفيحة.
ثانياً، الاحتكاك المخفَّض عند أكتاف القالب — لأن اليوريثان يتشكل ويوزع الضغط — يسمح بانسياب أكثر قليلاً للمواد أثناء الثني. قلة القيود عند نقاط التلامس تعني أن الصفيحة يمكن أن تسترد شكلها بحرية أكبر بمجرد إزاحة الحمل.
في الفولاذ المقاوم للصدأ، الذي يمتلك بالفعل قوة خضوع أعلى وارتدادًا مرنًا واضحًا، ذلك الواجهة الأطرى تزيد من أثر ذلك. في الألمنيوم، خاصة المزاجات مثل 5052 أو 6061-T6، يظهر الفرق بين كتف فولاذي صلب وكتف مبطن بدرجة أو درجتين إضافيتين من الانفتاح ما لم تعوّض.
لهذا فإن بعض الورش يقسمون بأن الفيلم “دائمًا يجعل الفولاذ المقاوم للصدأ ينثني أقل”.”
هذه ليست خرافة. إنها طاقة مرنة مخزنة وظروف قيود معدلة.
لذلك عندما تثبت تلك الشريط وتلاحق زاوية 90° بالاحساس، هل تأخذ في الاعتبار زيادة الارتداد المرن في جدول تصحيح الزاوية — أم أنك ما زلت تتعامل قطعة بقطعة، متسائلاً لماذا أرقام الأمس لا تنطبق اليوم؟
ترغب في معرفة كيفية إعادة حساب عمق الكباس، عرض القالب الفعّال، وخصم الثني حتى تهبط الزاوية نفسها كل مرة مع تركيب الفيلم.
ابدأ هنا: السمك الذي تثبته على كتف القالب ليس حماية. إنه هندسة.
لقد شغلت نفس وظيفة الفولاذ المقاوم للصدأ 304 بسماكة 0.135 بوصة في قالب V بعرض 1.000 بوصة باستخدام ثلاثة أفلام: 0.015، 0.030، و0.040 بوصة. نفس البنش. نفس منحنى الحمولة. نفس برنامج الـ CNC. الفيلم فقط هو الذي تغير. الفيلم 0.015 احتاج حوالي 0.008–0.010 بوصة اختراق إضافي للوصول إلى 90°. الفيلم 0.030 احتاج أقرب إلى 0.015–0.020. الفيلم 0.040؟ كان مختلفًا تمامًا — أكثر من 0.025 بوصة أعمق، ونصف القطر الداخلي زاد بما يكفي لجعل خصم الثني منحرفًا بأكثر من 0.030 بوصة في حافة 10 بوصات.
هذا ليس “حماية سطحية”. إنه حشوة ناعمة أُدخلت في قالب دقيق. كل جزء من الألف من الوسادة يغيّر القالب.
إليك الآلية: الفيلم السميك يعني أن المزيد من المشوار يُستهلك في ضغط اليوريثان قبل أن يخضع الفولاذ. الانضغاط ليس خطيًا. عند الحمل المنخفض، ينهار بسهولة؛ وعند الحمل الأعلى، يتصلب بسرعة. لذا فإن فتحة V الفعّالة تحت حمولة التشغيل لم تعد طرحًا بسيطًا من سماكة الفيلم — بل قيمة تعتمد على الحمل. هذا يعني أن نموذج الثني بالهواء في آلة الـ CNC الخاص بك، والذي يفترض عرض قالب ثابت واتصال فولاذ بفولاذ، يحل المثلث الخطأ.
وكلما كان الفيلم أسمك — 0.020، 0.030، 0.040 بوصة وأكثر — كلما كنتَ تثني على اليوريثان قبل أن تثني الفولاذ.
لذا فإن المفاضلة ليست فقط بين المتانة مقابل الخدوش. إنها بين المتانة مقابل القدرة على التنبؤ. أيهما تفضل على جهازك الحالي؟
تصوّر شريط بولي يوريثان بسماكة 0.012 بوصة، صلابة شور 90A، على فتحة V بعرض 0.750 بوصة لتشكيل ألواح 5052 بسماكة 0.090 بوصة. أول 50 قطعة؟ رائعة. الزوايا ضمن 0.5 درجة. زيادة بسيطة في ضربة المكبس—ربما 0.006 بوصة فقط فوق خط الأساس للأداة بدون غلاف. تغيير خصم الانحناء صغير لدرجة يمكن تعويضه بتعديل بسيط لعامل K.
لماذا كل هذا الاستقرار؟
لأن الطبقة الرقيقة تتصرف أقرب إلى طلاء مرن أكثر من طبقة بنائية. الإجهاد في البوليمر المثني يتناسب مع السمك بالنسبة لنصف قطر الانحناء. مضاعفة السمك تعني مضاعفة الإجهاد السطحي عند نفس نصف قطر الانحناء. إذا حافظت على السمك منخفض، فإن البوليمر ينثني بدلاً من أن يتعرض للسحق. في اختبارات المشغلات التي رأيتها، سمحت الطبقات بسماكة 50 ميكرون بتشوه أكبر بكثير قبل تقييد الحركة مقارنة بطبقات بسماكة 130 ميكرون. ترجم ذلك إلى آلة الثني: الفيلم الرقيق يتدخل أقل في مسار الانحناء الطبيعي للفولاذ.
لكن إليك الحقيقة من أرض الورشة.
شغّل نفس الفيلم بسماكة 0.012 على ألواح HRPO بسماكة 0.125 وبحواف مقطوعة بالليزر، وستبدأ برؤية خطوط أثر في أقل من 200 ضربة. ليس لأنه “ضعيف”، بل لأن الحواف الحادة تُركّز الإجهاد. القطاع العرضي الرقيق للفيلم يعني إجهادًا محليًا أعلى لكل دورة. تتشكل تمزقات دقيقة. بمجرد أن تتندب السطح، يصبح الضغط غير متساوٍ، ويبدأ انحراف الزوايا—0.3 درجة هنا، 0.7 درجة هناك.
الفيلم الرقيق يمنحك تغيّر هندسي أنظف وأبسط الحسابات: قِس الاختراق الإضافي للوصول إلى زاوية الهدف، سجّل عرض القالب الفعّال الجديد بناءً على الضغط عند حمولة التشكيل، ثم عدّل خصم الانحناء وفقًا لذلك. لكنه لا يتحمل الإساءة.
هل كُسرت حواف قطعك وأزيلت الحدة قبل أن تلمس الشريط بسماكة 0.015 بوصة؟
الآن نحن في النطاق الذي تسميه معظم الورش “قياسي”. فيلم بسماكة 0.030 بوصة، صلابة شور 85A، على فتحة V بعرض 1.000 بوصة. لا خدوش. المشغلون يشعرون بالراحة.
ثم يقول المنقلة الرقمية 88°، وليس 90°، والآن تبدأ في تعديل عمق المكبس كما تفعل دائمًا.
الفيلم متوسط السمك يكون سميكًا بما يكفي ليصبح الضغط جزءًا بنائيًا من عملية الانحناء. على قطعة من الفولاذ المقاوم للصدأ بطول 10 أقدام وبوزن، لنقل، 12 طن لكل قدم، فإن السماكة 0.030 لا تُسطّح فقط—بل تت densify. في بداية الضربة: لين. منتصف الضربة: يزداد صلابة تدريجيًا. في نهاية نافذة الانحناء الهوائي: يدفع بقوة. أنت تدفع بقوة ليس فقط على الفولاذ، بل على بوليمر يتضاغط ويقاوم بشكل غير متوقع مع زيادة كثافته.
ميكانيكيًا، هناك ثلاثة تغيرات:
هنا تتراكم أخطاء خصم الانحناء. إذا كان خصم الانحناء الأساسي يفترض، على سبيل المثال، نصف قطر داخلي 0.160 بوصة في فتحة V بعرض 1.000 بوصة، والفيلم المضغوط يتصرّف فعليًا كفتحة V بعرض 0.970–0.980، فإن نصف القطر وعامل K يتغيران. ليس بشكل كبير—لكن بما يكفي لتقصير أطوال الشفة بمقدار 0.020–0.040 بوصة في الأرجل الأطول.
الفيلم متوسط السمك يمكن أن يصمد لعمليات إنتاج تصل إلى 500 قطعة إذا كانت متانة البوليمر جيدة. بعض الأنواع عالية القوة تحافظ على انحنائها لآلاف الدورات دون تشقق. لكن متانة المادة ليست نفسها الحياد الهندسي في العملية.
هل أدخلت عرض فتحة القالب الجديد في جهاز التحكم بناءً على زاوية القياس مقابل الاختراق مع فيلم 0.030 مثبت—أم أنك ما زلت تخبر جهاز CNC أنها فتحة 1.000 بوصة لأن هذا ما مطبوع على الفولاذ؟
لقد رأيت ورشًا تضع فيلم بسماكة 0.060 بوصة على ألواح معمارية من الفولاذ المقاوم للصدأ لأنها تخاف من الخدوش.
الضربة الأولى على فولاذ 304 بسُمك 0.125 بوصة في فتحة V بعرض 1.250 بوصة: الزاوية أقل بحوالي 3 درجات. يقومون بزيادة الشوط. الحمولة (الطنّية) ترتفع بشكل حاد في نهاية الثني. نصف القطر الداخلي يأتي أكبر مما هو متوقع، وليس أصغر.
هذا يفاجئ الناس.
إليك السبب. مع الفيلم السميك جدًا، لم تعد ببساطة تقلّص فتحة الـ V—بل تخلق كتف قالب قابل للتشوه يلف الصفيحة بطريقة مختلفة. مساحة التلامس تتسع. الضغط يتوزع. الفولاذ يصبح أقل دعمًا حادًا عند الحواف، لذلك بدلًا من التشكيل بإحكام على كتف فولاذي واضح، يتم الثني ضد وسادة متشكلة. النتيجة يمكن أن تكون نصف قطر داخلي أكبر فعليًا، حتى مع زيادة الاختراق.
وبما أن الإجهاد في البوليمر يزداد مع السمك عند نصف قطر ثني معيّن، فإن الأفلام السميكة تتعرض لإجهاد داخلي كبير. تحت دورات متكررة بزاوية 90°، يمكن للطبقات السميكة أن تتعرض للإجهاد والتعب أسرع مما هو متوقع. افتراض “التحمل العالي يعني عمر أطول” لا ينطبق دائمًا عندما يرتفع الإجهاد لكل دورة بشكل أُسّي مع نسبة السمك إلى نصف القطر.
تحصل على متانة ضد الخدش، نعم. ولكن تدفع الثمن في:
اسمع، إذا ركبت فيلم بسُمك 0.040 بوصة ولم تعيد توصيف عملية الثني من البداية—قصاصات اختبار، جدول الزاوية مقابل العمق، BD معدّل—فأنت لا تحافظ على جودة العمل. أنت تخفي عدم الاستقرار تحت سطح ناعم.
كم مقدار الاختراق الإضافي الذي تضيفه حاليًا عند استخدام أكثر الأفلام سمكًا لديك، وهل قمت بالفعل بقياس نصف القطر الداخلي الناتج باستخدام القدمة (الكاليبر)؟
شغّل شريط بولي يوريثين عادي بسُمك 0.030 بوصة لـ 300 قطعة من فولاذ خفيف سماكة 11-gauge. ستبدأ بملاحظة انزلاقه جانبياً في القالب، خاصة في القطع الطويلة. الضغط مع القص عند الكتف يدفعه للتحرك. بمجرد أن يتحرك، عرض القالب الفعّال يتغير من اليسار إلى اليمين. الزوايا تختلف على طول القطعة.
انتقل إلى نسخة مدعومة بالقماش. النسيج يحدّ من التمدد. الاستقرار الأبعادي يتحسن. تبقى في مكانها.
لكن هناك مشكلة.
الدعم القماشي يقلل من قدرة الفيلم على المطابقة الكاملة للجغرافيا الدقيقة في كتف القالب. ضغط أقل قليلاً. واجهة أكثر صلابة قليلًا. على الفولاذ المقاوم للصدأ المصقول بعناية، يمكن أن يعني ذلك ضغطًا موضعيًا أعلى إذا لم يكن كتف القالب نظيفًا تمامًا. الحماية مقابل المطابقة.
في التشغيلات الكبيرة—500 قطعة فما فوق—الاستقرار أهم من النعومة النظرية. الفيلم الذي يتحرك 0.010 بوصة جانبياً قد غيّر هندسة القالب أثناء التشغيل. هذا أسوأ من سطح أكثر صلابة بعض الشيء ولكنه ثابت.
إذن عندما تحدد مواصفات الفيلم لعمل طويل، هل تختار بناءً على الخوف من الخدش فقط—أم على أساس كيف يتصرف هذا المادة بعد 400 دورة بكامل الحمولة على فتحة V لديك؟
| جانب | بولي يوريثين عادي (0.030 بوصة) | بولي يوريثين مدعوم بالقماش |
|---|---|---|
| الأداء في تشغيل أكثر من 300 قطعة | يبدأ بالانزلاق جانبياً داخل القالب، خاصة في الأجزاء الطويلة | يبقى ثابتاً وفي مكانه |
| السلوك تحت الضغط والقص | يتحرك عند الكتف؛ عرض القالب الفعّال يتغير | الدعامة القماشية تحد من التمدد والحركة |
| الاستقرار الأبعادي | يتناقص بمرور الوقت؛ تباين في الزاوية على طول الجزء | استقرار محسّن؛ زوايا متناسقة |
| التوافق مع الشكل الدقيق للقالب | توافق أفضل؛ واجهة أكثر نعومة | توافق أقل قليلاً؛ واجهة أكثر صلابة |
| ضغط السطح على التشطيبات الحساسة | ضغط موضعي أقل إذا كان نظيفاً | احتمال لضغط موضعي أعلى إذا لم يكن كتف القالب نظيفاً تماماً |
| الملاءمة لتشغيل أكثر من 500 قطعة | يمكن أن يتغير الشكل أثناء التشغيل بسبب الانزلاق البطيء (على سبيل المثال، انزياح 0.010 بوصة) | يحافظ على الثبات تحت الحمولة الكاملة |
| معايير الاختيار المثلى | يعطي الأولوية للنعومة وحماية السطح من الخدوش | يعطي الأولوية للاستقرار والاتساق في التشغيلات الطويلة |
أنت تريد الأرقام، لا الفلسفة. جيد.
في الشهر الماضي وقفت خلف مكبس بقدرة 135 طن يعمل على فولاذ 304 بسماكة 0.079 بوصة (2 مم) في فتحة V بقياس 1.000 بوصة مع تركيب يوريثان بسماكة 0.022 بوصة. الضربة الأولى: 87.6°. المشغل يضيف عمق 0.012 بوصة للرام. الضربة الثانية: 90.3°. يرجع العمق بـ 0.004. الآن نحن نطارد أجزاء الألف من البوصة وكأنها لعبة.
السؤال الصحيح ليس “كم زيادة في الشوط؟” بل: أي مثلث يحلّه جهاز التحكم لديك حالياً—وهل ذلك المثلث حقيقي؟
هذا البروتوكول يحوّل الفيلم إلى متغير مبرمج: إزاحة Z، فتحة V الفعلية، خصم الانحناء المعدل. إذا تجاوزت تلك الحسابات، فأنت لا تقوم بالانحناء—بل تراهن على القطع الأولى وتسمّيه خبرة.
قبل أن نلمس وحدة التحكم، نحسم جدالاً واحداً.
خذ هذه الصفيحة بسماكة 2 مم. توجيهات الانحناء بالهواء القياسية تقول فتحة V من 6–8 × السماكة للمواد الرقيقة. لنسمها 12–16 مم. فتحة V بقياس 1.000 بوصة (25.4 مم) بالفعل واسعة—مناسبة للفولاذ المقاوم للصدأ للتحكم في الحمل وعدد نصف القطر.
الآن أضف فيلم بسماكة 0.022 بوصة. هذا يعني 0.56 مم لكل جانب إذا كان يغطي الكتفين كليهما. تحت الحمل، ربما ينضغط إلى 0.30–0.40 مم بناءً على صلابة الديورميتر والحمل لكل قدم.
هل يجعل ذلك مادّتك بسماكة 2.56 مم؟
لا. لم تتغير قوة خضوع الفولاذ. لم يصبح سلوك الارتداد فجأة مماثلاً لمادة بسماكة 2.5 مم. ما تغير هو الهندسة التي “يراها” الفولاذ عند كتفي القالب.
إذًا تعالج الفيلم كجزء من مجموعة القوالب، وليس مجموعة المواد.
سبب أهمية هذا التمييز: صيغة الحمل حساسة لمربع السماكة. P = 650 × S² × L / V. إذا كذبت على وحدة التحكم وزدت سماكة المادة لتعويض فقدان الزاوية، فإن الآلة تحسب حملاً أعلى مما يحتاجه الفولاذ. في المقاسات الرقيقة، هذه الزيادة النسبية تكون كبيرة. طبقة بسماكة 0.022 بوصة على مادة بسماكة 0.079 بوصة تعني زيادة نسبتها .1 بالنسبة للسماكة إذا صنّفتها خطأ. هكذا ينحرف البعض نحو الحمل الزائد بدلاً من إعادة المعايرة.
اسمع، الفيلم لا يضيف قوة. إنه يضيف مرونة عند نقطة التلامس.
إذن عندما تفتح مكتبة أدواتك، هل تقوم بتعديل سماكة المادة—أم بإنشاء إدخال قالب جديد يعكس فتحة V الفعلية ومنحنى الاختراق المختلف؟
نبدأ بشيء يمكنك قياسه.
اقطع قطعة بطول 4 بوصات. قم بتركيب فيلم جديد. أنزل السن حتى يلامس الورقة فقط—دون حمل. صفّر قيمة Z لديك.
الآن قم بثني الهواء إلى 90° باستخدام برنامجك الحالي وسجّل رقمين: الزاوية المحققة وعمق اختراق الرام الفعلي من الصفر.
قل أن برنامجك الأساسي (بدون فيلم) وصل إلى زاوية 90° عند اختراق بمقدار 0.615 بوصة في فتحة V بعرض 1.000 بوصة. مع تركيب فيلم بسماكة 0.022 بوصة، وصلت إلى 90° عند 0.628 بوصة.
الفرق: 0.013 بوصة.
هذا الـ 0.013 ليس عشوائيًا. إنه سماكة الفيلم المضغوط تحت الحمل الفعلي بالإضافة إلى أي تغيّر في هندسة التلامس.
قم بذلك ثلاث مرات. احسب المتوسط. إذا وجدت 0.012، 0.014، 0.013 — جيد. فيلمك مستقر. إذا وجدت 0.010، 0.018، 0.015 — فإن البوليمر يتحرك أو يتكثف بشكل غير متوقع.
إزاحة Z المبدئية تساوي فرق الاختراق المقاس، وليس سماكة الفيلم الاسمية.
السماكة الاسمية 0.022 لا تهم. المضغوطة 0.013 هي التي تهم.
الآن نُحسّن فتحة V الفعلية. تقريب عملي بسيط للثني بالهواء: نصف القطر الداخلي ≈ 0.16 × V للفولاذ المقاوم للصدأ في إعداد قياسي. قِس نصف القطر الداخلي الفعلي مع الفيلم المركب. إذا كان نصف القطر الأساسي في فتحة V بعرض 1.000 بوصة هو 0.160 بوصة، وأنت الآن تقيس 0.150، فإن فتحة V الفعلية تعمل أقرب إلى 0.937 (لأن 0.150 / 0.16 ≈ 0.937).
هذا يصبح إدخال أداة جديدة في جهاز CNC لديك: “فتحة V 1.000 + فيلم 0.022 (مضغوط)”. ليس ملاحظة، بل أداة منفصلة.
لأن وحدة التحكم تحسب زاوية الثني من اختراق السن بالنسبة لعرض V المفترض. إذا تركته عند 1.000، فإنه يحل المثلث الخاطئ.
هل قمت فعلًا بقياس السماكة المضغوطة عند الحمل — أم أنك تبرمج استنادًا إلى ما هو مطبوع على صندوق الفيلم؟
الآن ننتقل إلى النمط المسطح.
كان خصم الثني السابق (BD) يعتمد على نصف قطر داخلي معروف وعامل K معروف. لنقل أنك لصفائح 304 بسماكة 2 ملم وفي فتحة V بعرض 1.000 بوصة كنت تستخدم عامل K قدره 0.42 وتحصل على أطوال فلنج متسقة.
مع تركيب الفيلم، قست نصف قطر داخلي أصغر — 0.150 بدلًا من 0.160. هذا وحده يُغيّر سماحية الثني.
سماحية الثني = (π/180) × الزاوية × (R + K × T).
غيّر R بمقدار 0.010 بوصة وتتغيّر السماحية مباشرة. في ثني بزاوية 90°:
ΔBA ≈ (π/2) × 0.010 ≈ 0.0157 بوصة.
هذا أكثر من 0.015 بوصة اختلاف في الطول المطوَّر بسبب تغيير نصف القطر وحده. الآن أضف أي تغيّر في عامل K الناتج عن توزيع الإجهاد المعدّل من الواجهة المرنة، وستكون بسهولة ضمن فرق من 0.020–0.040 بوصة على الفلنجات الطويلة.
لهذا السبب قطع العمل فجأة تطول أو تقصر عندما “تضيف فقط الفيلم”.”
قم بتجربة قطعتين: واحدة أساسية، وأخرى مع الفيلم. قس أطوال الفلنج الفعلية بعد الثني. احسب عامل K الفعلي مع الفيلم مركب. ثبّت ذلك كتركيبة مادة–أداة منفصلة في برنامج الـ CAM أو وحدة التحكم.
تم تركيب الفيلم = جدول BD جديد.
وإلا فأنت تحمي السطح وتمدد أو تُقلِّص بهدوء كل ساق في الطباعة.
عندما تغيّر المهام، هل تقوم بتحميل BD جديد مرتبط بسماكة ذلك الفيلم—أم أنك تثق بالذاكرة المتوارثة؟
الانحناءات الفردية تخدع. الصناديق تقول الحقيقة.
تخيّل غطاءً ذا أربعة جوانب مصنوعًا من الألومنيوم بسماكة 0.063 بوصة مع فيلم سماكته 0.015 بوصة—رفيع، “آمن”، أليس كذلك؟ في المقاسات الرقيقة، قد يُمثِّل هذا الفيلم 20–25% من سماكة المادة قبل الضغط. وحتى لو انضغط إلى 0.008 تحت الحمل، فإن تفاوتًا مقداره 0.002 بوصة بين أول وآخر انحناء يُعد واقعيًا مع تصلد الفيلم أثناء العمل.
الانحناء الأول: السماكة بعد الضغط 0.008. الانحناء الرابع: ربما 0.010 لأن الشريط قد تماسك على طول الحواف.
تلك الفروقات البالغة 0.002 في العمق تتحول إلى تباين في الزاوية—قد يكون 0.4–0.6°. وفي الحافة العائدة، يتراكم هذا التفاوت. وعندما تُغلق الصندوق، تجد نفسك تواجه فجوة تبلغ 0.030 بوصة عند اللحام.
تلوم تكرارية المؤازرة الخلفية. تلوم الارتداد المرن.
لكن المتغير الحقيقي كان واجهة لينة تتغير عبر الدورات.
في الأجزاء عالية القوة بسماكة 3 مم، يكون هذا التفاوت نسبة صغيرة من السماكة. وفي الألومنيوم بسماكة 1.5 مم، تكون النسبة كبيرة. المقاسات الرقيقة تعاني أكثر لأن الفيلم يشكل جزءًا أكبر من ارتفاع الرصّة.
استمع، إعادة المعايرة تمنحك نقطة بداية مضبوطة. لكنها لا تزيل زحف البوليمر، أو تراكم الحرارة، أو تثبيت الضغط بعد 500 دورة. هذا حد فيزيائي، لا برمجي.
لذا قبل أن تبدأ تشغيل دفعة من 1000 قطعة مع تركيب الفيلم، هل تتبعت انجراف الزاوية من القطعة رقم 1 إلى القطعة رقم 200 على نفس الشريط—أم أنك تفترض أن تصحيح العينة الأولى سيبقى صالحًا للأبد؟
أنت تريد أن تعرف كيف تتحكم أو تراقب انجراف ضغط الفيلم أثناء التشغيل الطويل حتى لا تتغير زواياك تدريجيًا.
ها هي الحقيقة الصعبة: يمكنك مراقبته، يمكنك تسجيله بيانيًا، يمكنك أخذ عينة كل 25 قطعة بمزواة رقمية—لكن بمجرد أن يتجاوز الفيلم حده الميكانيكي، فإن الانجراف لا يتقدم تدريجيًا.
بل يقفز.
تخيّل هذا اليوريثان كحلقة حشية ناعمة مُدرجة في قالب دقيق. تحت حمل خفيف ومتوقع، ينضغط ويتصرف كما ينبغي. بعد حد معين من الضغط، لا يصبح أنحف فحسب؛ بل يبدأ بالتحرك جانبيًا، والانسياب البارد، والتمزق عند خط الشريط، والانحشار داخل حرف V مثل علكة تحت حذاء. هذه هي نقطة الانهيار. وعندما يحدث ذلك، يتحول فرق الاختراق البالغ 0.013 بوصة إلى 0.018 في ضربة و0.011 في التالية.
هنا تتحول عبارة “لا خدوش” بهدوء إلى خردة زاوية.
فأين يفشل فعليًا في العالم الواقعي؟
خذ صفيحة A36 بسمك 10 قياس في فتحة V مقاس 1.000 بوصة على مكبح بسعة 175 طن. أنت تشغّل أجزاء بطول 6 أقدام، تتراوح القوة بين 70 إلى 90 طن عبر السرير اعتمادًا على اختلاف المادة. مع تركيب طبقة يوريثان بسماكة 0.030 بوصة، تبدو أول عشرة أجزاء مستقرة. لقد أجريت الحسابات. وبرمجت الإزاحة. وتشعر أنك ذكي.
ثم عند الجزء رقم 30 تقريبًا، تصبح الزاوية فجأة مفتوحة بمقدار 1.2°.
ليست 0.2. وليست تدريجية. بل درجة كاملة وأكثر.
ما حدث ليس لغزًا. تحت ضغط السطح العالي عند أكتاف القالب، تتجاوز مادة اليوريثان قوتها الانضغاطية وتبدأ بالبثق نحو فتحة الـ V. المادة التي كانت تجلس بطريقة مرتبة بين الصفيحة والقالب باتت تُسحق إلى الأمام وإلى الأسفل. هذا يغيّر خط التماس. فتحة الـ V الفعّالة لديك لم تعد كما قستها أثناء الإعداد.
أنت لا تضغط بقوة على الفولاذ فحسب، بل على بوليمر مضغوط يقاوم بشكل غير متوقع أثناء تكثّفه.
والبثق ليس منتظمًا عبر السرير أيضًا. إذا بلغت منحنى الحمولة ذروته قرب المركز، فسوف تكون الطبقة أرق هناك. الآن تختلف زواياك من اليسار إلى اليمين. وحدة التحكم تعتقد أن الأداة صلبة، لكنها ليست كذلك. لقد أدخلت وسادة حساسة للحمولة في عملية تفترض هندسة فولاذية مقسّاة.
وهنا الجزء الذي يغفله معظم الورش: بمجرد أن يبدأ البثق، يتسارع. كلما تدفقت المادة أكثر، قلّ السُمك المقطعي المتبقي لمقاومة المزيد من التدفق. لهذا السبب ينقسم الإنتاج — أول 40 جزء ضمن التسامح، والـ 60 التالية تطارد عمق الكباس.
هل تقوم بتسجيل الحمولة لكل قدم في هذه المهام وربطها بتغيّر الزاوية — أم أنك تكتفي بمتابعة المنقلة ورد الفعل؟
الآن صغّر فتحة الـ V.
انزل إلى فتحة V بمقاس 0.500 بوصة لتحقق نصف قطر داخلي ضيق على فولاذ 304 بسماكة 0.090 بوصة. أكتاف القالب أقرب، والزاوية الداخلية أكثر حدة عند التماس، والطبقة لديها مساحة أقل لتجلس بشكلٍ مستوٍ. تُجبر على الانحناء بشدة فوق نصف قطر القالب قبل أن يبدأ المعدن بالانسياب.
وهنا يبدأ الانكماش.
الطبقة مرنة، وليست سحرية. عندما تُسدل طبقة يوريثان بسماكة 0.022 بوصة فوق فتحة V ضيقة وتُدخل فيها لكمة، يتكوّن إجهاد انضغاطي على طول الأكتاف. إذا لم تستطع الطبقة التمدد بما يكفي لتأخذ الشكل، فإنها تتجعّد ميكروسكوبيًا. تتحول تلك التجاعيد إلى حواف ضغط. وحواف الضغط تتحوّل إلى خطوط أثر.
إذن لقد أضفت الطبقة لتمنع علامات القالب — وما زلت تحصل على بصمات خفيفة.
لأنّه في فتحة V الضيقة، الطبقة لا تنضغط فحسب؛ بل تُطوى ضمن هندسة لا يمكنها احتلالها بسلاسة. كلما كان نصف القطر المطلوب أضيق، أصبح هذا التلامس أقل تسامحًا. السُمك المقاس أثناء الإعداد لا يعكس ما يحدث عند أقصى حمل على الأكتاف.
اسمع، في العمل ضمن فتحات V الضيقة، تتصرّف الطبقة بشكل أقل كطبقة موحدة وأكثر كغشاء متحوّل.
هل تتحقق من نصف القطر الداخلي وحالة السطح عند كتف القالب بالتكبير — أم تفترض أن “الطبقة تعني الأمان” بغض النظر عن عرض الـ V؟
الحمولة العالية تسبب قفزات.
الجولات الطويلة تسبب انحرافًا.
تخيّل لوح ألمنيوم بسماكة 0.063 بوصة مع فيلم بسماكة 0.015 بوصة، 800 قطعة، لكل منها أربع انحناءات. هذا يعني 3,200 ضربة على نفس شريط البوليمر إذا لم تقم بتحريكه. كل ضربة تضغط وتسترخي وتسخن اليوريثان قليلاً. البوليمرات لا تحب هذه الدورة. فهي تتعرض لـ“انضغاط دائم” – أي انخفاض دائم في السماكة بعد تعرضها لتحميل متكرر.
افتراضي ولكنه واقعي: سماكة الضغط الأولية لديك كانت 0.008 بوصة. بعد 400 دورة في نفس المنطقة، تصبح فعليًا 0.0065. هذا الفقد بمقدار 0.0015 بوصة عند نقطة التماس يغير الاختراق. في الانحناء الهوائي عند 90°، يمكن أن يعني ذلك فرقًا بنحو 0.3–0.5° حسب الفتحة (V) والمادة.
رقم صغير. عاقبة كبيرة.
لكن الانحراف ليس خطيًا. في البداية، يستقر الفيلم بسرعة. ثم يثبت. ثم مع تطور التمزق المجهري وتصلب السطح، تتغير الاحتكاكات ويتبدل سلوك الانضغاط مجددًا. لهذا السبب لا تحكي القطعة الأولى والقطعة رقم 200 والقطعة رقم 700 نفس القصة.
يمكنك مراقبة ذلك. خذ عينات زاوية كل 50 قطعة. تتبّع مقدار تصحيح الكباس المطلوب. حرّك شريط الفيلم كل 100 ضربة. بعض الورش تتعامل مع الفيلم كأداة استهلاكية وتستبدله بعد عدد محدد من الدورات.
لكن لا شيء من ذلك يجعله عالميًا.
هو فقط يدير التدهور.
ومتى ما قبلت أن للفيلم عمرًا ميكانيكيًا تحت الحمل – يحدده الضغط والعرض (V-width) وعدد الدورات – تتوقف عن السؤال عن كيفية “ضبطه ونسيانه”.”
وتبدأ بالسؤال عما إذا كانت الطبقة اللينة والتضحية المؤقتة هي الحل الصحيح للمهمة أصلًا.
إذن، في المرة القادمة التي تشغّل فيها مجموعة من 1,000 قطعة من الفولاذ المقاوم للصدأ، هل تعامل ذلك اليوريثان كأداة دقيقة ذات عمر خدمة محدد – أم كشريط تلصقه فوق القالب وتأمل أن يتصرف كما يجب؟
أنت تطرح السؤال الصحيح الآن: إذا كان للفيلم عمر ميكانيكي ومنحنى فشل، فما الذي يحل محله عندما لا يمكن للعملية تحمّل الانحراف؟
إليك التحول الذي استغرق مني سنوات لأتقبله. الحماية تستحق الاحتفاظ بها فقط إذا كانت قابلة للتوقع. إذا كانت الطبقة بين صفحتك وقالبك تغير سماكتها تحت الحمل، عبر السرير أو بمرور الوقت، فأنت لم تحل مشكلة الخدوش – بل أضفت حشية لينة إلى قالب دقيق وتأمل أن تظل الصبة صحيحة.
ترقيات الأدوات الدائمة ليست مسألة ترف. إنها تتعلق بنقل المتغير من الانضغاط إلى الهندسة التي يمكنك قياسها بميكرومتر بدلًا من التخمين بناقلة الزوايا. إذًا، أي المسارين يتحكم فعليًا في السماكة بدلًا من التفاعل معها؟
سماكة الفيلم اسمية. العلبة تقول 0.015 بوصة. تقيس 0.0145 في نقطة، و0.016 في أخرى. ثم عند التحميل، يتوقف ذلك الرقم عن المعنى لأن الانضغاط يعتمد على الضغط لكل قدم.
قالب اليوريثان (على شكل V) مختلف. البوليمر هو القالب، وليس غشاء ملصق فوق فولاذ. صلابته – مثل 90A مقابل 95A على مقياس شور – محددة. هندسته مصنعة أو مصبوبة بفتحة (V) مضبوطة بدقة. وعندما يُضغط، يفعل ذلك كمادة حجمية ذات سلوك مطاطي معلوم، لا كغشاء رقيق يمكن أن يتجعد أو يمتد أو يتخذ شكلًا غير متجانس.
هذا لا يجعله صلبًا. بل يجعله قابلًا للتوصيف.
اسمع، عند أول مرة تستبدل فيها فتحة فولاذية بقياس 1.000 بوصة زائد فيلم 0.030 بوصة بقالب يوريثان مخصص، تتغير منحنيات التحمّل لديك. القوة المطلوبة غالبًا ما تنخفض. إذا كانت مكابسك في الحد الأدنى مع الصفائح السميكة، قد تكتشف فجأة أنك تقلل الضغط ولا تحقق العمق المطلوب. هذا ليس عيبًا في القالب – بل فجوة في توافق إعدادك. جهاز التحكم الرقمي لديك تمت معايرته وفق خصائص القاع الفولاذي، وليس الأدوات المرنة.
إذن المقارنة ليست “فيلم رخيص مقابل قالب غالي”. إنها “طبقة مضغوطة متغيرة مقابل هندسة مرنة محددة”. أحدهما ينحرف أثناء التشغيل. والآخر يغيّر خط الأساس ويبقى ثابتًا هناك.
هل تستخدم مكبحًا يمتلك دقة تحكم كافية—وهامش حمولة كافية—لبرمجة التعامل مع قالب مرن عن قصد، أم بالكاد تحافظ على الزاوية الآن باستخدام الفولاذ؟
| جانب | الأفلام اللاصقة | قوالب على شكل حرف V من اليوريثان |
|---|---|---|
| السمك الاسمي | يُدرج (مثل 0.015 بوصة) لكنه يختلف في الواقع (مثل 0.0145–0.016 بوصة) | يُحدد بواسطة هندسة فتحة V المشغّلة أو المصبوبة |
| السلوك تحت الحمل | يتغير الضغط بناءً على الحمولة لكل قدم؛ يفقد السمك إمكانية التنبؤ | ينضغط كمادة ضخمة بسلوك معروف للصلادة (durometer) |
| خصائص المادة | غشاء رقيق؛ يمكن أن يتجعد أو يتمدد أو يتشوه بشكل غير منتظم | الهيكل البوليمري يعمل كالقالب نفسه؛ تُحدد الصلابة (مثلاً 90A مقابل 95A شور) |
| إمكانية التنبؤ | طبقة مضغوطة متغيرة؛ قد تنحرف أثناء التشغيل | هندسة مرنة محددة؛ تغيّر خط الأساس لكنها تبقى مستقرة |
| الصلابة | مرنة وغير متسقة | ليست صلبة، لكنها قابلة للتوصيف ومتسقة |
| التأثير على الحمولة (الطنّاج) | يحافظ على توقعات قوة الضغط القياسية للفولاذ | غالبًا يقلل من القوة المطلوبة؛ يتغير منحنى الحمولة |
| التوافق في الإعداد | يعمل ضمن معايرة الـCNC الحالية القائمة على الفولاذ | يتطلب إعادة معايرة بسبب سلوك الأدوات المرنة |
| عوامل الخطر | تفاوت السمك يؤثر على التحكم في الزاوية | احتمال نقص الحمولة إذا كانت المكابح لا تمتلك هامشًا كافيًا |
| إطار التكلفة | تكلفة مبدئية أقل | تكلفة مبدئية أعلى |
| مقارنة واقعية | طبقة مضغوطة متغيرة | شكل هندسي مرن محدد |
الفولاذ المصقول 304 لا يهتم بأعذارك. إنه يهتم بضغط التلامس والانزلاق.
إن قالب V الدوّار يغيّر فيزيائية العملية. فبدلاً من سحب الصفيحة عبر أكتاف ثابتة، تدور الأكتاف. يصبح التلامس دحرجةً بدلًا من انزلاق. يتوزع ضغط السطح بطريقة مختلفة. يظل اللمعان لأن الاحتكاك يقل، وليس لأنك غلفت القالب بوسادة.
وهذا يعني عدم وجود طبقة مضغوطة تنكثف، ولا فقد تدريجي للسمك. الشكل الهندسي الذي يراه المتحكم في الجزء الأول هو نفسه في الجزء رقم خمسمائة.
تتعامل إدخالات النايلون مع نفس المشكلة من زاوية أخرى. تقوم بتشغيل جسم القالب الفولاذي بجيب وتثبّت شريط نايلون قابل للاستبدال—لنقل بسماكة 0.250 بوصة—محجوز ميكانيكيًا بحيث لا يمكنه التقدم للأمام. الآن أصبح للمادة الواقية مقطع عرضي محدد ومدعوم من جميع الجوانب. إنها لا تنبثق داخل الـV لأنها هي سطح الـV نفسه.
وعند تآكلها، تستبدل الإدخال. لست مضطرًا لمطاردة الزاوية لساعات ثلاث تتساءل فيها لماذا تحوّل “دون خدوش” إلى °88.7 في متطلب °90.
هل تقوم بحماية السطح عن طريق تقليل الاحتكاك والتحكم في التلامس — أم أنك تضع شيئًا ناعمًا بين أداتين صلبتين وتأمل أن يتصرف بشكل صحيح؟
العدسة التي أريدك أن تحملها معك هي: يجب أن تُصمَّم الحماية هندسيًا مثل الأدوات، لا أن تُطبَّق مثل الشريط اللاصق.
إذا اخترت قالب ثني من اليوريثان، فعليك تأهيله. تُجري اختبار ثني مضبوطًا عند حمولة معروفة لكل قدم. تُسجِّل عمق الاختراق للوصول إلى زاوية قدرها 90.0°. تُدوِّن مقدار الارتداد المَرِن باستخدام نفس دفعة المادة. هذا البرنامج يصبح “Urethane V 1.000-90A”، وليس “1.000 V مع فيلم”.”
إذا ركّبت قالب V متدحرج، فعليك التحقق من الزاوية مقابل العمق على طول السرير وتأكيد استجابة التاج، لأن التلامس المتدحرج يمكن أن يُغيّر توزيع الحمل قليلاً. ثم تُثبِّته كمدخل منفصل في مكتبة الأدوات.
إذا حدّدت إدخالات من النايلون، فعليك تعريف فترة فحص التآكل — كل 300 ضربة، أو كل وردية، حسب ما تدعمه بياناتك — وتتعامل مع سُمك الإدخالات كما تتعامل مع نصف قطر ثقب مُصقول.
الجزء غير الواضح؟ أنت لا تُزيل الضبط، بل تنقله إلى بداية المهمة، حيث يكون مضبوطًا، وموثّقًا، وقابلاً للتكرار.
لكن المنقلة الرقمية تشير إلى 88°، وليس 90°، والآن تقوم بضبط عمق الكباس كما تفعل دائمًا. الفرق هو ما إذا كنت تُعوض نظامًا مرنًا معروفًا قمت بتأهيله — أم أنك تطارد بوليمرًا يتغير تحت قدميك.
لذا، انظر إلى تشغيلك التالي للفولاذ المقاوم للصدأ المصقول وأجب دون تردد: هل تقوم بهندسة حماية السطح كأداة محددة في مكتبتك، أم أنك ما زلت تعاملها كضمادة استهلاكية فوق فولاذ مقسّى؟


















