

Pada pukul 14:15 Anda sedang memegang bagian stainless steel bersih dengan hasil akhir seperti cermin. Tanpa goresan. Pada pukul 15:00, pekerjaan yang sama, program yang sama, kini setiap flens berada di 88° bukan 90°.
Satu-satunya hal yang berubah? Lapisan film urethane setebal 0,030 inci terpasang di atas bahu cetakan.
Anda tidak “kehilangan” dua derajat. Anda memasukkan gasket lunak ke dalam cetakan presisi dan mengharapkan cetakan tersebut tetap berperilaku sama.
Saya telah melihat operator merayakan bagian pertama yang bebas goresan dan melewatkan apa yang terjadi pada pengukur sudut. Tekukan terlihat bagus. Permukaan terlindungi. Tapi pengukur sudut digital menunjukkan 88°, bukan 90°, dan sekarang Anda menggeser kedalaman ram seperti biasa.
Dengar, jika sudut Anda berubah pada hari yang sama Anda memasang film, itu bukan kebetulan—itu adalah kompresi yang tidak Anda programkan.
Potongan urethane setebal 0,022 atau 0,030 inci itu tidak hanya diam saja. Di bawah beban, ia terkompresi secara tidak merata di sepanjang bahu cetakan, secara efektif memperlebar bukaan V pada kontak awal lalu mengeras saat tonase meningkat. CNC Anda masih berpikir baja bertemu baja perkakas keras. Kenyataannya, ia bertemu sesuatu yang mengempis dulu sebelum melawan.
Anda menyelesaikan masalah goresan dan memperkenalkan variabel baru ke dalam sistem loop tertutup yang diatur hingga ketelitian seperseribu inci. Apakah Anda memberi tahu pengontrol Anda tentang hal itu?

Bayangkan ini di pikiran Anda.
Anda punya program yang sudah disetel: baja karbon rendah tebal 10 gauge, tebal 0,135 inci, V-die 1,000 inci, tekukan udara ke 90° pada penetrasi tertentu. Bagian uji pertama selalu berada di 89,5°, Anda menambah kedalaman 0,010 inci, dan selesai.
Sekarang tambahkan film 0,030 inci.
Tekukan pertama Anda keluar kurang bengkok. Anda mencoba cara “mengurangi atau menambah sedikit” yang biasa—mengurangi atau menambah penetrasi sedikit—tapi film bergeser sedikit, atau memantul kembali secara berbeda pada tekukan kedua. Apa yang dulu merupakan koreksi 0,010 inci yang bisa diprediksi kini menjadi tebak-tebakan karena kurva kompresi urethane tidak linier seperti baja.
Beberapa operator menjalankan film selama bertahun-tahun tanpa adanya pergeseran. Perbedaannya? Mereka menganggap ketebalan film sebagai dimensi perkakas tetap dan melakukan kalibrasi ulang sejak awal pada tekukan pertama, bukan sebagai tambahan kosmetik. Mesinnya sama. Pola pikirnya berbeda.
Saat Anda menjepitkan film itu, apakah Anda melakukan validasi first-article baru, atau Anda percaya pada angka kemarin?

Saya paham kenapa bengkel menyukai strip cepat ini. Film 0,015 inci untuk aluminium tipis, mungkin 0,060 inci untuk pelat yang lebih tebal. Jepitkan. Tidak perlu poles perkakas. Tidak perlu perkakas stainless khusus. Terlihat efisien.
Tapi pemilihan ketebalan bukan hanya soal mencegah bekas cetakan. Film 0,022 inci dan 0,030 inci tidak hanya melindungi secara berbeda—mereka juga mengubah geometri efektif cetakan secara berbeda. Itu delapan seperseribu inci. Dalam tekukan udara, itu berarti derajat.
Dan ini bagian yang jarang dibicarakan: film dapat menutupi rangka yang fleksibel atau perkakas yang aus. Anda melihat lebih sedikit bekas, sehingga mengira stabilitas meningkat. Sementara itu, mesin masih melendut di bawah beban, dan sekarang lapisan yang bisa dikompresi itu menambahkan profil lendutan sendiri di atasnya. Dua sistem pegas yang ditumpuk bersama.
Anda tidak menambah perlindungan. Anda menambah kelenturan.
Apakah press brake Anda cukup kaku sehingga penambahan lapisan lunak tidak memperbesar defleksi di bagian tengah bentang?
Saya sudah terlalu sering melihat perbaikan ini: sudut terlalu terbuka, jadi operator menurunkan punch lebih dalam. Lima ribu inci. Sepuluh. Terus sampai pengukur menunjukkan 90°.
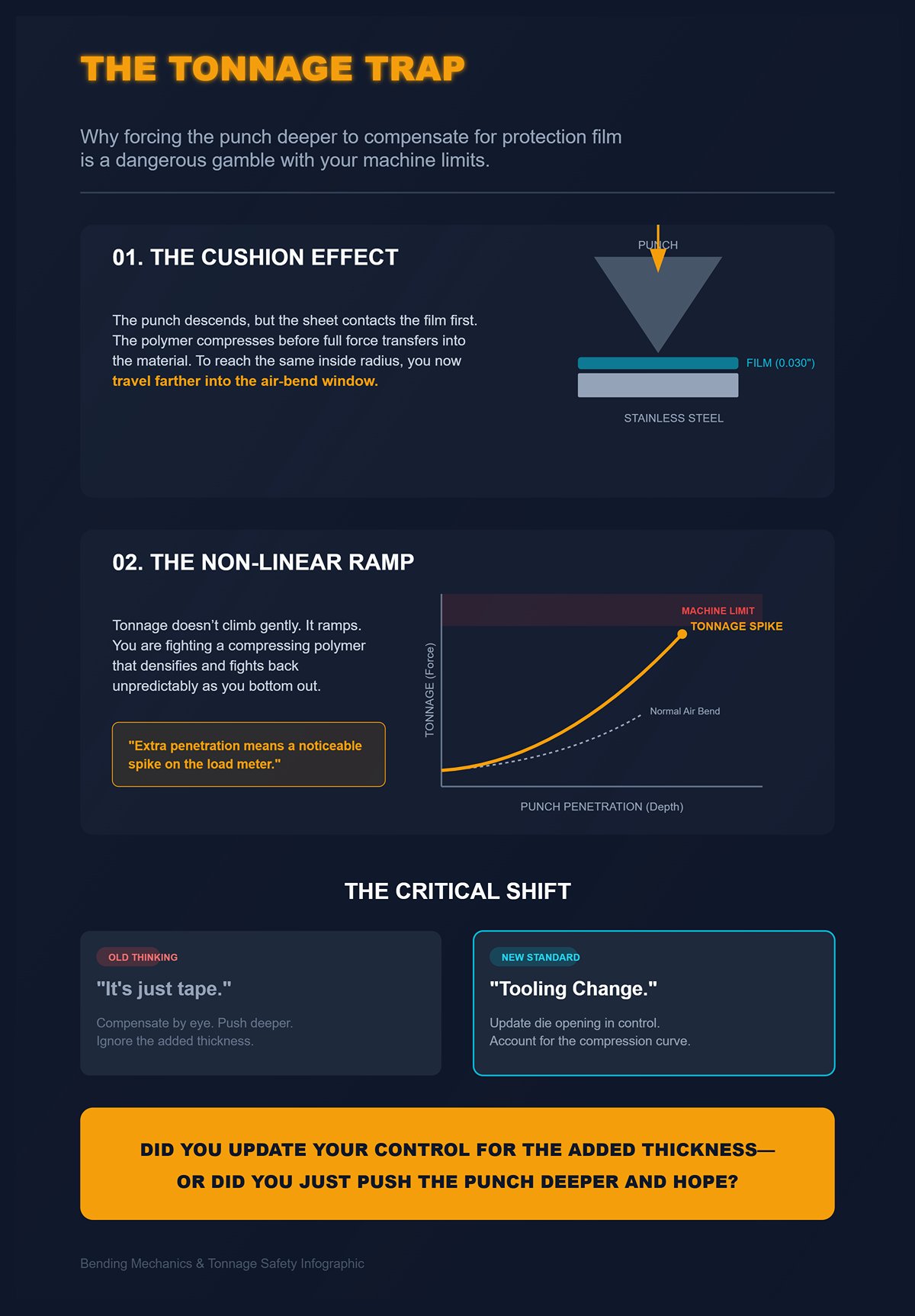
Inilah yang terjadi di garis tekuk. Punch turun, lembaran menyentuh film, film terkompresi sebelum seluruh gaya berpindah ke material. Untuk mencapai radius dalam yang sama, kini Anda harus bergerak lebih jauh. Perjalanan ekstra ini meningkatkan gaya pembentukan dengan cepat saat Anda mendekati bagian bawah jendela air-bend.
Tonnage tidak naik secara perlahan. Itu melonjak.
Anda menekan lebih keras tidak hanya pada baja, tetapi juga pada polimer yang terkompresi dan melawan secara tidak terduga saat memadat. Pada tekukan panjang 8 kaki di stainless 304, penetrasi ekstra itu bisa berarti lonjakan yang terlihat jelas pada pengukur beban. Kini Anda lebih dekat dengan batas alat, lebih dekat dengan batas mesin, semua karena Anda tidak mengkalibrasi ulang untuk bantalan 0,030 inci itu.
Ini pergeseran yang saya ingin Anda lakukan: berhenti menganggap film sebagai pita, dan mulailah menganggapnya sebagai perubahan tooling yang memerlukan lembar pengaturan baru.
Ketika Anda memasang film pelindung terakhir, apakah Anda memperbarui pembukaan die di kontrol untuk mencerminkan penambahan ketebalan dan kurva kompresi—atau Anda hanya menekan punch lebih dalam dan berharap?
Anda ingin tahu bagaimana mengkalibrasi ulang program Anda saat menambahkan urethane agar sudut tetap dan pengukur beban tidak melonjak.
Mulailah di sini: tidak ada yang “mistis” yang terjadi. Geometri di garis tekuk berubah sebelum baja mengalami luluh. Sampai Anda benar-benar memahami ke mana perginya 0,015 atau 0,030 inci itu saat diberi beban, Anda hanya menebak kedalaman ram dan menyebutnya pengaturan.
Saya telah memotong hasil tekukan uji di mana kami menghentikan stroke di tengah siklus. Yang Anda lihat bukanlah cetakan V-die yang bersih. Anda melihat bahu polimer yang gepeng, baja yang baru mulai melipat, dan punch yang telah bergerak lebih jauh dari yang dibutuhkan program lama Anda. Film sudah terdeformasi sebelum logam memasuki deformasi plastis.
Itu berarti pengendali Anda sedang menghitung segitiga yang salah.
Dulu Anda menghitung penetrasi dari pembukaan V yang diketahui, ketebalan material, dan target radius dalam. Sekarang ada lapisan yang dapat terkompresi yang membentuk ulang V itu secara dinamis selama stroke. Pembukaan die yang menurut CNC Anda 1,000 inci bukanlah 1,000 inci saat kontak, bukan 1,000 inci saat setengah beban, dan bukan 1,000 inci saat tonase penuh.
Jadi ketika Anda memasukkan angka yang sama dan mengharapkan 90° yang sama, sebenarnya Anda sedang menekuk terhadap apa?
Ambil V-die 1,000 inci dan pasang film 0,030 inci di kedua bahu. Secara teori, Anda baru saja mengurangi pembukaan sebesar 0,060 inci. Itulah yang diasumsikan sebagian besar operator.
Tetapi 20–30% pertama dari stroke Anda tidak “mengurangi” V. Itu mengompres mahkota film di mana lembaran pertama kali menyentuh. Material belum terbentuk; Anda sedang memberi beban awal pada bantalan. Film menyebar secara lateral di sepanjang bahu die, menipis di puncak dan sedikit menebal ke arah sisi.
Itu tidak hilang. Itu berpindah tempat.
Di bawah beban, polyurethane berperilaku secara viskoelastis. Ia mengompres dan mengalir, lalu mengeras saat memadat. Pada awal stroke, pembukaan V efektif Anda bisa berperilaku seperti 1,020 inci karena lembaran berada di atas bahu yang membulat dan terkompresi, bukan di tepi baja tajam. Lebih dalam di stroke, setelah film dipadatkan, pembukaan berperilaku lebih mendekati setara 0,940–0,960 inci karena bahu kini efektif menjadi lebih tebal.
Itu berarti garis tekukan mengalami perubahan geometri cetakan selama satu kali pukulan.
Dan inilah bagian yang sering terlewat oleh banyak orang: karena film terkompresi lebih langsung di bawah garis kontak, permukaan bagian dalam pelat mengalami batasan yang sedikit berbeda dibandingkan jika menggunakan baja yang mengeras. Antarmuka yang lebih lunak memungkinkan pergeseran ke dalam secara lokal sebelum dukungan penuh terbentuk, yang mendorong sumbu netral—lapisan yang tidak meregang maupun tertekan—lebih dekat ke tengah ketebalan.
Geser sumbu netral dan kamu akan menggeser faktor K-mu.
Apakah kamu menyesuaikan pengurangan tekukan setelah memasang film, atau masih menggunakan faktor K dari perkakas tanpa pelapis?
Saya pernah menggunakan urethane dengan durometer 85A dan 95A pada pekerjaan 5052 setebal 0,125 inci di V 0,750 inci yang sama. Ketebalan sama. Perilaku sudutnya sepenuhnya berbeda.
Yang 85A terasa “toleran.” Tidak ada goresan. Operator menyukainya. Tapi hasil pertama keluar lebih ringan 1,5°. Kami menambah penetrasi. Pada bagian yang panjang, beban di tengah meningkat lebih cepat dari perkiraan. Film bertindak seperti pegas sekunder yang ditumpuk di atas kurva defleksi mesin.
Yang 95A? Kompresi lebih sedikit terlihat. Sudut lebih mendekati kondisi dasar. Diperlukan sedikit tambahan langkah.
Durometer hanyalah ukuran kekerasan, diukur pada skala Shore A untuk elastomer. Angka yang lebih tinggi, material lebih kaku. Tapi kekakuan di sini bukan hanya tentang rasa—ia menentukan seberapa banyak perjalanan ram yang digunakan pada regangan polimer sebelum regangan baja dimulai.
Dengarkan, jika kamu menggunakan film lunak 80–85A pada stainless tipis, kamu menghabiskan langkah yang terukur untuk memampatkan plastik sebelum mencapai tekanan pembentukan sebenarnya. Kamu menekan lebih keras bukan hanya pada baja, tetapi juga pada polimer yang terkompresi yang melawan secara tidak terduga saat ia memadat.
Ketidakpastian itu yang membuat koreksi 0,010 inci menjadi tidak konsisten dari satu bagian ke bagian lainnya.
Apakah kamu memilih film berdasarkan “tidak ada goresan,” atau berdasarkan durometer yang cocok dengan ketebalan material dan rentang tonase?
Mari kita bahas secara spesifik.
Kamu menekuk udara baja tahan karat 304 setebal 0,135 inci pada V 1,000 inci. Penetrasi dasar untuk 90° mungkin secara hipotetis 0,350 inci dari titik kontak material. Sekarang kamu menambahkan film 0,015 inci per bahu—total tumpukan 0,030 inci.
Jika film itu terkompresi hingga nol, kamu cukup mengurangi 0,030 dari bukaan dan menyesuaikan perhitungan tekukan sesuai. Hitungan sederhana.
Namun, film itu tidak terkompresi sampai nol. Di bawah tonase kerja, mungkin terkompresi 40–60% tergantung pada durometer dan beban per inci. Jadi, bukaan V efektifmu mungkin berperilaku seperti 0,970–0,985 inci pada beban pembentukan—bukan 1,000, bukan 0,970 secara konsisten, tetapi di antara keduanya tergantung pada panjang bagian dan distribusi tonase.
Bukaan V yang lebih kecil dalam tekukan udara berarti radius dalam lebih rapat dan gaya pegas balik lebih besar. Untuk mencapai 90° yang sama, kamu sering memerlukan penetrasi punch yang lebih dalam karena sistem menyerap sebagian langkah dalam kompresi awal, lalu mengeras di akhir.
Tambahan perjalanan ram 0,010–0,020 inci itu mungkin terdengar kecil.
Pada tekukan sepanjang 8 kaki dalam stainless, itu bisa berarti beberapa ton tambahan per kaki saat mendekati bagian bawah jendela tekukan udara.
Sekarang tumpuk itu pada mesin yang sudah mengompensasi defleksi rangka dan crowning. Kamu telah memperkenalkan lebar V-die variabel yang berubah dengan beban. Koreksi sudut berbasis tonase CNC-mu bekerja berdasarkan asumsi baja ke baja.
Apakah Anda memasukkan lebar efektif die yang baru ke dalam kontrol dan memvalidasinya dengan kupon uji—atau Anda masih memberi tahu mesin bahwa itu adalah V 1,000 inci karena itu yang tertera pada alat?
Tekuk bagian 5052-H32 setebal 0,090 inci dengan perkakas tanpa pelapis. Ukur springback. Sekarang jalankan pekerjaan yang sama dengan film lunak 0,030 inci. Banyak bengkel melaporkan bahwa film tersebut “membuat tekukan menjadi kurang tajam.”
Inilah alasannya.
Springback adalah pemulihan elastis setelah beban dilepaskan. Semakin besar regangan elastis yang tersimpan di serat luar, semakin kuat kecenderungannya untuk membuka. Saat Anda mengenalkan antarmuka yang lebih lembut, dua hal terjadi:
Pertama, kompresi tahap awal pada film menunda keterlibatan plastik penuh pada logam. Anda menghabiskan sebagian langkah untuk membangun tekanan dalam polimer alih-alih mendorong regangan ke dalam lembaran.
Kedua, gesekan yang berkurang di bahu die—karena urethane menyesuaikan dan mendistribusikan tekanan—memungkinkan aliran material sedikit lebih banyak selama proses tekuk. Pembatasan yang lebih sedikit di titik kontak berarti lembaran dapat pulih lebih bebas setelah beban dilepaskan.
Pada stainless, yang sudah memiliki kekuatan luluh lebih tinggi dan springback lebih menonjol, antarmuka yang lebih lembut memperbesar efeknya. Pada aluminium, terutama temper seperti 5052 atau 6061-T6, perbedaan antara bahu baja keras dan yang bersalut terlihat sebagai tambahan satu atau dua derajat pembukaan kecuali jika Anda melakukan kompensasi.
Itulah sebabnya beberapa bengkel bersumpah bahwa film “selalu membuat stainless tekuk terlalu sedikit.”
Itu bukan takhayul. Itu adalah energi elastis yang tersimpan dan kondisi pembatas yang berubah.
Jadi ketika Anda memasang strip itu dan menyesuaikan 90° berdasarkan perasaan, apakah Anda sudah memperhitungkan peningkatan springback dalam tabel koreksi sudut Anda—atau Anda masih bereaksi dari bagian ke bagian, bertanya-tanya mengapa angka kemarin tidak sesuai hari ini?
Anda ingin tahu cara menghitung ulang kedalaman ram, lebar efektif die, dan pengurangan tekuk sehingga sudutnya tetap sama setiap kali saat film terpasang.
Mulailah di sini: ketebalan yang Anda pasang di bahu die bukanlah perlindungan. Itu adalah geometri.
Saya telah menjalankan pekerjaan stainless 304 setebal 0,135 inci yang sama dalam V 1,000 inci dengan tiga film: 0,015, 0,030, dan 0,040 inci. Punch yang sama. Kurva tonase yang sama. Program CNC yang sama. Hanya filmnya yang berubah. Film 0,015 membutuhkan sekitar 0,008–0,010 inci penetrasi tambahan untuk mencapai 90°. Film 0,030 membutuhkan mendekati 0,015–0,020 inci. Film 0,040? Itu berbeda sama sekali—lebih dari 0,025 inci lebih dalam, dan radius dalamnya meningkat cukup sehingga pengurangan tekuk kami meleset lebih dari 0,030 inci pada flensa sepanjang 10 inci.
Itu bukan “perlindungan permukaan.” Itu adalah paking lunak yang dimasukkan ke dalam cetakan presisi. Setiap seperseribu inci bantalan mengubah hasil cetakan.
Inilah mekanismenya: film yang lebih tebal berarti lebih banyak langkah dihabiskan untuk mengompresi urethane sebelum baja mulai luluh. Kompresi tidak bersifat linear. Pada beban rendah, bahan itu mudah tertekan; pada beban tinggi, ia cepat mengeras. Jadi pembukaan V efektif Anda di bawah tonase kerja tidak lagi merupakan pengurangan bersih dari ketebalan film—melainkan nilai yang bergantung pada beban. Artinya, model air-bend CNC Anda, yang mengasumsikan lebar die tetap dan kontak baja-ke-baja, sedang menyelesaikan segitiga yang salah.
Dan semakin tebal filmnya—0,020, 0,030, 0,040 inci dan seterusnya—semakin banyak Anda menekuk terhadap urethane sebelum menekuk baja.
Jadi pertukarannya bukan hanya antara daya tahan dan goresan. Ini antara daya tahan dan kemampuan prediksi. Yang mana yang Anda optimalkan pada mesin Anda saat ini?
Bayangkan strip polyurethane 0,012 inci, Shore 90A, pada V 0,750 inci yang membentuk 5052 setebal 0,090 inci. 50 bagian pertama? Indah. Sudut dalam 0,5°. Tambahan langkah minimal—mungkin 0,006 inci di atas dasar alat tanpa pelapis. Pergeseran pengurangan tekuk cukup kecil sehingga Anda dapat mengimbanginya dengan sedikit penyesuaian faktor K.
Mengapa begitu stabil?
Karena lapisan tipis berperilaku lebih mirip pelapis lentur daripada lapisan struktural. Regangan pada polimer yang ditekuk berbanding dengan ketebalan dibagi jari-jari. Gandakan ketebalan, gandakan pula regangan permukaan pada jari-jari tekuk yang sama. Jaga agar tetap tipis, dan polimer akan menekuk alih-alih hancur. Dalam pengujian aktuator yang pernah saya lihat, lapisan 50 mikron memungkinkan deformasi yang jauh lebih besar sebelum membatasi gerakan dibandingkan lapisan 130 mikron. Diterjemahkan ke konteks rem: film tipis lebih sedikit mengganggu jalur tekukan alami baja.
Namun inilah kenyataannya di lantai produksi.
Gunakan film 0,012 yang sama pada HRPO 0,125 inci dengan tepi potongan laser, dan Anda akan mulai melihat garis bekas setelah kurang dari 200 pukulan. Bukan karena “lemah”, tetapi karena tepi tajam memusatkan tegangan. Penampang film yang tipis berarti regangan lokal yang lebih tinggi per siklus. Mikro-robekan terbentuk. Setelah permukaan tergores, kompresi menjadi tidak merata, dan pergeseran sudut pun dimulai—0,3° di sini, 0,7° di sana.
Film tipis memberi pergeseran geometri yang paling bersih dan perhitungan paling mudah: ukur penetrasi tambahan untuk mencapai sudut target, catat lebar dies efektif baru berdasarkan kompresi pada tonase pembentukan, lalu sesuaikan bend deduction sesuai kebutuhan. Tetapi film ini tidak tahan terhadap penyalahgunaan.
Apakah bagian Anda sudah dibulatkan tepinya dan dibersihkan dari gerinda sebelum menyentuh strip 0,015 inci itu?
Sekarang kita berada di kisaran yang disebut “standar” oleh kebanyakan bengkel. Strip 0,030 inci, 85A, pada V 1,000 inci. Tanpa goresan. Operator pun tenang.
Lalu busur derajat digital menunjukkan 88°, bukan 90°, dan sekarang Anda mulai menyesuaikan kedalaman ram seperti biasa.
Film kelas menengah cukup tebal sehingga kompresinya menjadi bagian struktural dari tekukan. Pada bagian baja tahan karat 304 sepanjang 10 kaki dengan, katakanlah, 12 ton per kaki, film 0,030 tidak sekadar rata—ia memadat. Awal stroke: lembut. Pertengahan stroke: semakin kaku. Di akhir jendela air-bend: ia memberikan resistansi kuat. Anda menekan lebih keras bukan hanya pada baja, tapi juga pada polimer yang mengompresi dan melawan secara tak terduga saat memadat.
Secara mekanis, ada tiga hal yang berubah:
Di sinilah kesalahan bend deduction mulai menumpuk. Jika BD dasar Anda mengasumsikan, misalnya, jari-jari bagian dalam 0,160 inci dalam V 1,000 inci, dan film terkompresi secara efektif berperilaku seperti V 0,970–0,980, maka jari-jari dan faktor K Anda bergeser. Tidak terlalu besar—tetapi cukup sehingga panjang flensa meleset 0,020–0,040 inci pada kaki yang lebih panjang.
Film kelas menengah dapat bertahan untuk produksi 500 bagian jika ketangguhan polimernya baik. Beberapa varian hasil tinggi mempertahankan kelengkungan selama ribuan siklus tanpa retak. Namun, daya tahan material tidak sama dengan netralitas geometrik dalam prosesnya.
Apakah Anda memasukkan lebar dies baru ke kontrol Anda berdasarkan pengukuran sudut versus penetrasi dengan film 0,030 itu terpasang—atau Anda masih memberi tahu CNC bahwa itu V 1,000 inci hanya karena itu yang tertera pada baja?
Saya pernah melihat bengkel menggunakan film 0,060 inci pada panel arsitektural baja tahan karat karena mereka takut akan goresan.
Pukulan pertama pada 304 setebal 0,125 inci di V 1,250 inci: sudut keluar lebih kecil hampir 3°. Mereka menambah stroke. Tonase melonjak di akhir tekukan. Jari-jari dalam terukur lebih besar dari yang diharapkan, bukan lebih kecil.
Itu mengejutkan orang-orang.
Inilah alasannya. Dengan film yang sangat tebal, Anda tidak lagi sekadar mempersempit bukaan V—Anda menciptakan bahu cetakan yang lentur yang membungkus lembaran dengan cara berbeda. Area kontak melebar. Tekanan tersebar. Baja menjadi kurang ditopang tajam di tepi, sehingga alih-alih terbentuk rapat pada bahu baja yang tajam, ia menekuk melawan bantalan yang berubah bentuk. Hasilnya bisa menjadi jari-jari dalam yang efektif lebih besar, meskipun penetrasi meningkat.
Dan karena regangan pada polimer meningkat seiring ketebalan pada jari-jari tekukan tertentu, film tebal mengalami tegangan internal yang tinggi. Dalam siklus 90° berulang, lapisan yang lebih tebal bisa lelah lebih cepat dari perkiraan. Anggapan “tugas berat berarti umur lebih panjang” tidak selalu berlaku ketika regangan per siklus meningkat secara eksponensial terhadap rasio ketebalan terhadap jari-jari.
Anda mendapatkan ketahanan terhadap goresan, ya. Tapi Anda harus membayar dengan:
Dengar, jika Anda memasang film 0,040 inci dan tidak mengkarakterisasi ulang tekukan Anda dari awal—kupon uji, grafik sudut versus kedalaman, BD yang direvisi—Anda tidak sedang melindungi kualitas. Anda sedang menyembunyikan ketidakstabilan di bawah permukaan yang lembut.
Berapa banyak penetrasi tambahan yang Anda tambahkan saat ini pada film paling tebal Anda, dan apakah Anda benar-benar mengukur jari-jari dalam yang dihasilkan dengan jangka sorong?
Jalankan strip polos 0,030 inci untuk 300 bagian pada baja ringan 11-gauge. Anda akan mulai melihatnya merayap ke samping di dalam cetakan, terutama pada bagian panjang. Tekanan dan geser di bahu membuatnya bergeser. Setelah bergeser, lebar cetakan efektif Anda berubah dari kiri ke kanan. Sudut bervariasi di sepanjang panjangnya.
Beralihlah ke versi dengan lapisan kain. Kain membatasi peregangan. Stabilitas dimensi meningkat. Ia tetap pada posisinya.
Tapi ada kelemahannya.
Lapisan kain mengurangi kemampuan film untuk menyesuaikan sepenuhnya terhadap mikro-geometri di bahu cetakan. Sedikit lebih sedikit kompresi. Antar-muka sedikit lebih kaku. Pada stainless steel yang disikat halus, itu bisa berarti tekanan lokal yang lebih tinggi jika bahu cetakan tidak benar-benar bersih. Perlindungan versus kesesuaian.
Untuk produksi volume tinggi—500 bagian ke atas—stabilitas lebih penting daripada kelembutan teoretis. Film yang merayap 0,010 inci ke samping baru saja mengubah geometri cetakan Anda di tengah produksi. Itu lebih buruk daripada permukaan yang sedikit lebih kaku namun tetap konsisten.
Jadi ketika Anda menentukan film untuk pekerjaan panjang, apakah Anda memilih hanya berdasarkan ketakutan akan goresan—atau berdasarkan bagaimana material itu berperilaku setelah 400 siklus dengan tonase penuh pada bukaan V spesifik Anda?
| Aspek | Poliuretan Polos (0,030″) | Poliuretan Berlapis Kain |
|---|---|---|
| Performa dalam Produksi 300+ Bagian | Mulai merayap ke samping di dalam cetakan, terutama pada bagian yang panjang | Tetap stabil dan tetap di tempatnya |
| Perilaku di Bawah Tekanan & Geser | Bergeser di bahu; lebar efektif cetakan berubah | Lapisan kain membatasi peregangan dan pergerakan |
| Stabilitas Dimensi | Berkurang seiring waktu; variasi sudut di sepanjang panjang bagian | Stabilitas yang lebih baik; sudut yang konsisten |
| Kesesuaian dengan Mikro-Geometri Cetakan | Kesesuaian yang lebih baik; antarmuka lebih lembut | Kesesuaian sedikit berkurang; antarmuka lebih kaku |
| Tekanan Permukaan pada Hasil Akhir yang Halus | Tekanan lokal lebih rendah jika bersih | Potensi tekanan lokal lebih tinggi jika bahu cetakan tidak sepenuhnya bersih |
| Kecocokan untuk Produksi Lebih dari 500 Bagian | Geometri dapat berubah di tengah proses produksi karena pergeseran (misalnya, pergeseran 0,010″) | Mempertahankan konsistensi di bawah tonase penuh |
| Kriteria Pemilihan Terbaik | Memprioritaskan kelembutan dan perlindungan dari goresan | Memprioritaskan stabilitas dan konsistensi dalam produksi panjang |
Anda ingin angka, bukan filosofi. Bagus.
Bulan lalu saya berdiri di belakang mesin brake 135-ton yang menjalankan 0,079 inci (2 mm) 304 pada V 1,000 inci dengan lapisan urethane 0,022 inci terpasang. Tekanan pertama: 87,6°. Operator menambah kedalaman ram 0,012 inci. Tekanan kedua: 90,3°. Dia mengurangi 0,004. Sekarang kami mengejar ketelitian seperseribu inci seperti sedang bermain game.
Pertanyaan yang tepat bukanlah “Seberapa banyak stroke tambahan?” Tapi: segitiga apa yang sedang dihitung oleh pengontrol Anda saat ini—dan apakah segitiga itu nyata?
Protokol ini mengubah film menjadi variabel terprogram. Z-offset. Pembukaan V efektif. Pengurangan tekukan yang direvisi. Jika Anda melewatkan perhitungannya, Anda bukan membengkokkan—Anda sedang mempertaruhkan hasil contoh pertama dan menyebutnya pengalaman.
Sebelum kita menyentuh kontrol, kita selesaikan satu perdebatan.
Ambil lembaran 2 mm yang sama. Panduan air-bend standar mengatakan pembukaan V sebesar 6–8× ketebalan untuk material tipis. Sebut saja 12–16 mm. V 1,000 inci (25,4 mm) sudah lebar—baik untuk stainless demi mengontrol tonase dan radius.
Sekarang tambahkan film 0,022 inci. Itu 0,56 mm per sisi jika melapisi kedua bahu. Di bawah beban, mungkin terkompresi menjadi 0,30–0,40 mm tergantung durometer dan tonase per kaki.
Apakah itu membuat material Anda jadi 2,56 mm tebalnya?
Tidak. Kekuatan luluh baja tidak berubah. Perilaku springback tidak tiba-tiba sama dengan material setebal 2,5 mm. Yang berubah adalah geometri yang “dilihat” baja di bahu cetakan.
Jadi Anda menganggap film sebagai bagian dari tumpukan cetakan, bukan tumpukan material.
Mengapa perbedaan itu penting: rumus tonase sensitif terhadap ketebalan kuadrat. P = 650 × S² × L / V. Jika Anda membohongi kontrol dan menaikkan ketebalan material untuk mengimbangi kehilangan sudut, mesin akan menghitung tonase lebih tinggi dari yang dibutuhkan baja. Pada pelat tipis, lonjakan persentase itu signifikan. Lapisan 0,022 inci pada material 0,079 inci adalah peningkatan 28% relatif terhadap ketebalan jika Anda salah mengklasifikasikannya. Itulah bagaimana orang bisa mengarah pada kelebihan beban daripada rekalibrasi.
Ingat, film tidak menambah kekuatan. Ini menambah kelenturan pada titik kontak.
Jadi ketika Anda membuka pustaka perkakas, apakah Anda mengubah ketebalan material—atau membuat entri cetakan baru yang mencerminkan V efektif dan kurva penetrasi yang berbeda?
Kita mulai dengan sesuatu yang dapat Anda ukur.
Potong kupon 4 inci. Pasang film baru. Turunkan punch hingga hanya menyentuh lembaran—tanpa beban. Nolkan Z Anda.
Sekarang lakukan air-bend ke 90° menggunakan program Anda yang ada dan catat dua angka: sudut yang dicapai dan penetrasi ram aktual dari titik nol.
Katakanlah program dasar Anda (tanpa film) mencapai 90° pada penetrasi 0,615 inci di V 1,000 inci itu. Dengan film 0,022 inci terpasang, Anda mencapai 90° pada 0,628 inci.
Perbedaan: 0,013 inci.
Angka 0,013 itu tidak acak. Itu adalah ketebalan film terkompresi pada beban kerja ditambah setiap pergeseran dalam geometri kontak.
Lakukan ini tiga kali. Rata-ratakan hasilnya. Jika Anda melihat 0,012, 0,014, 0,013—bagus. Film Anda stabil. Jika Anda melihat 0,010, 0,018, 0,015—polimer Anda bergerak atau memadat secara tak terduga.
Offset Z awal Anda sama dengan delta penetrasi yang diukur, bukan ketebalan film nominal.
Nominal 0,022 tidak penting. Terkompresi 0,013 yang penting.
Sekarang kita menyempurnakan bukaan V yang efektif. Perkiraan kerja sederhana untuk pembengkokan udara: jari-jari bagian dalam ≈ 0,16 × V untuk baja tahan karat dalam pengaturan standar. Ukur jari-jari bagian dalam aktual Anda dengan film terpasang. Jika jari-jari dasar Anda dalam V 1,000 adalah 0,160 inci dan sekarang Anda mengukur 0,150, maka V efektif Anda berperilaku mendekati 0,937 (karena 0,150 / 0,16 ≈ 0,937).
Itu menjadi entri cetakan baru di CNC Anda: “1.000 V + 0.022 film (terkompresi).” Bukan catatan. Alat terpisah.
Karena pengontrol menghitung sudut tekuk dari penetrasi punch relatif terhadap lebar V yang diasumsikan. Jika Anda membiarkannya di 1,000, ia akan menyelesaikan segitiga yang salah.
Apakah Anda benar-benar mengukur ketebalan terkompresi pada tonase—atau Anda memprogram berdasarkan apa yang tercantum di kotak film?
Sekarang kita berurusan dengan pola datar.
Pengurangan tekuk (BD) sebelumnya Anda mengasumsikan jari-jari bagian dalam dan faktor K yang diketahui. Misalnya, untuk 2mm 304 dalam V 1,000 Anda menggunakan K sebesar 0,42 dan mendapatkan panjang flange yang konsisten.
Dengan film terpasang, Anda mengukur jari-jari bagian dalam yang lebih kecil—0,150 bukannya 0,160. Itu saja sudah mengubah allowance tekukan.
Allowance tekukan = (π/180) × sudut × (R + K × T).
Ubah R sebesar 0,010 inci dan allowance langsung berubah. Pada tekukan 90°:
ΔBA ≈ (π/2) × 0,010 ≈ 0,0157 inci.
Itu lebih dari perbedaan 0,015 inci dalam panjang pengembangan hanya dari perubahan jari-jari. Sekarang tambahkan setiap pergeseran faktor K akibat perubahan distribusi regangan dari antarmuka yang lentur, dan Anda dengan mudah mendapatkan kesalahan 0,020–0,040 inci pada flange yang lebih panjang.
Inilah sebabnya mengapa bagian tiba-tiba memanjang atau memendek ketika Anda “hanya menambahkan film.”
Jalankan dua benda uji: satu dasar, satu dengan film. Ukur panjang flange aktual setelah pembengkokan. Hitung balik faktor K sebenarnya Anda dengan film terpasang. Kunci itu ke dalam kombinasi material-alat terpisah di CAM atau kontrol Anda.
Film terpasang = tabel BD baru.
Jika tidak, Anda melindungi permukaan dan secara diam-diam meregangkan atau mengecilkan setiap kaki pada hasil cetakan.
Ketika Anda berganti pekerjaan, apakah Anda memuat BD baru yang terkait dengan ketebalan film tersebut—atau Anda hanya mengandalkan ingatan kebiasaan lama?
Tekukan tunggal bisa menipu. Kotak berkata jujur.
Bayangkan penutup empat sisi dari aluminium setebal 0,063 inci dengan film 0,015 inci—tipis, “aman,” bukan? Pada ketebalan tipis, film itu bisa mewakili 20–25% dari ketebalan material sebelum dikompresi. Bahkan jika tertekan menjadi 0,008 di bawah beban, variabilitas sebesar 0,002 inci antara tekukan pertama dan terakhir realistis karena film mengeras akibat kerja.
Tekukan pertama: ketebalan terkompresi 0,008. Tekukan keempat: mungkin 0,010 karena strip telah memadat di sepanjang bahu.
Perbedaan penetrasi 0,002 itu diterjemahkan menjadi variasi sudut—mungkin 0,4–0,6°. Pada flensa balik, hal itu terakumulasi. Saat Anda menutup kotak, Anda menghadapi celah 0,030 inci di sambungan.
Anda menyalahkan pengulangan backgauge. Anda menyalahkan springback.
Namun variabel sebenarnya adalah antarmuka lembut yang berubah selama siklus.
Pada bagian berkekuatan tinggi 3 mm, variabilitas tersebut merupakan persentase kecil dari ketebalan. Pada aluminium 1,5 mm, itu menjadi besar. Lembaran tipis lebih menderita karena film merupakan bagian yang lebih besar dari tinggi tumpukan.
Dengarkan, kalibrasi ulang memberi Anda titik awal yang terkontrol. Itu tidak menghilangkan perayapan polimer, penumpukan panas, atau penyetelan kompresi selama 500 siklus. Itu batas fisik, bukan batas pemrograman.
Jadi sebelum Anda memulai produksi 1.000 bagian dengan film terpasang, apakah Anda sudah melacak penyimpangan sudut dari bagian 1 hingga bagian 200 pada strip yang sama—atau Anda berasumsi koreksi hasil uji awal Anda berlaku selamanya?
Anda ingin tahu cara mengontrol atau memantau penyimpangan kompresi film selama produksi panjang agar sudut Anda tidak berubah perlahan.
Inilah kenyataan pahitnya: Anda bisa memantau, bisa membuat grafik, bisa mengambil sampel setiap 25 bagian dengan busur derajat digital—tetapi begitu film melewati batas mekanisnya, penyimpangan itu tidak lagi merayap perlahan.
Itu melonjak.
Bayangkan urethane itu seperti paking lembut yang dimasukkan ke dalam cetakan presisi. Pada beban ringan dan dapat diprediksi, ia terkompresi dan berperilaku normal. Melebihi tekanan tertentu, ia tidak hanya menjadi lebih tipis; ia mulai bergerak ke samping, mengalir dingin, menggeser di garis perekat, dan menumpuk ke dalam V seperti permen karet di bawah sepatu bot. Itulah titik patahnya. Dan saat itu terjadi, delta penetrasi rata-rata yang sebelumnya 0,013 inci menjadi 0,018 pada satu pukulan dan 0,011 pada berikutnya.
Inilah titik di mana “Tanpa goresan” diam-diam berubah menjadi scrap akibat sudut yang melenceng.
Jadi di mana sebenarnya film itu gagal di dunia nyata?
Ambil A36 dengan ketebalan 10-gauge pada V 1.000 inci di mesin press 175 ton. Kamu menjalankan bagian sepanjang 6 kaki, bekerja dengan beban antara 70 hingga 90 ton di sepanjang meja tergantung pada variasi material. Dengan urethane 0.030 inci terpasang, sepuluh bagian pertama tampak stabil. Kamu sudah menghitung. Kamu sudah memprogram offset. Kamu merasa pintar.
Lalu sekitar bagian ke-30, sudutmu tiba-tiba terbuka 1,2°.
Bukan 0,2. Bukan bertahap. Satu derajat penuh lebih.
Yang terjadi bukanlah sesuatu yang misterius. Di bawah tekanan permukaan tinggi pada bahu cetakan, urethane melampaui kekuatan tekanannya dan mulai mengekstrusi ke dalam celah V. Material yang sebelumnya duduk rapi di antara lembaran dan cetakan kini terdorong ke depan dan ke bawah. Itu mengubah garis kontak. V efektifmu tidak lagi sama seperti yang diukur saat penyetelan awal.
Kamu menekan lebih keras bukan hanya pada baja, tetapi juga pada polimer yang sedang terkompresi dan melawan secara tak terduga saat menjadi lebih padat.
Ekstrusi itu pun tidak seragam di sepanjang meja. Jika kurva tonasemmu memuncak di dekat tengah, film akan menipis lebih banyak di sana. Sekarang sudutmu bervariasi dari kiri ke kanan. Pengendali menganggap alat tersebut kaku. Nyatanya tidak. Kamu telah menambahkan bantalan sensitif beban ke dalam proses yang mengasumsikan geometri baja yang dikeraskan.
Dan inilah bagian yang paling sering dilewatkan oleh banyak bengkel: setelah ekstrusi dimulai, prosesnya akan semakin cepat. Semakin banyak alirannya, semakin sedikit ketebalan penampang yang tersisa untuk menahan aliran berikutnya. Itulah sebabnya batch terbagi—40 bagian pertama masih dalam toleransi, 60 berikutnya terus mengejar kedalaman ram.
Apakah kamu mencatat tonase per kaki pada pekerjaan ini dan mengaitkannya dengan pergeseran sudut—atau hanya melihat busur derajat dan bereaksi?
Sekarang kecilkan celah V.
Turunkan ke V 0.500 inci untuk mengejar radius dalam yang ketat pada 0.090 inci 304. Bahu cetakan lebih dekat, sudut inklusi lebih curam saat kontak, dan film memiliki ruang lebih sempit untuk duduk datar. Ia dipaksa menekuk tajam di atas radius cetakan sebelum logam mulai melunak.
Di sanalah kerutan mulai terjadi.
Film itu fleksibel, bukan ajaib. Saat kamu menutupi V sempit dengan urethane 0.022 inci dan menekan punch ke dalamnya, tegangan tekan membangun di sepanjang bahu. Jika film tidak dapat meregang cukup untuk menyesuaikan, ia akan berkerut secara mikroskopis. Kerutan itu menjadi punggungan tekanan. Punggungan tekanan menjadi garis jejak.
Jadi kamu menambahkan film untuk mencegah bekas cetakan—dan tetap mendapatkan jejak halus.
Karena pada V sempit, film tidak hanya terkompresi; ia juga terlipat ke dalam bentuk geometris yang tidak dapat ia tempati dengan mulus. Semakin ketat radius yang diinginkan, semakin tidak toleran antarmuka tersebut. Ketebalan terkompresi yang kamu ukur saat penyetelan tidak mewakili apa yang terjadi pada beban puncak di bahu cetakan.
Dengarkan, dalam pekerjaan cetakan V sempit, film berperilaku lebih seperti membran yang berubah dibandingkan lapisan seragam.
Apakah kamu memeriksa radius dalam dan kondisi permukaan di bahu cetakan dengan pembesaran—atau mengasumsikan “film berarti aman” tanpa memperhatikan lebar V?
Tonase tinggi menyebabkan lonjakan.
Produksi panjang menyebabkan pergeseran.
Bayangkan aluminium tebal 0,063 inci dengan film 0,015 inci, 800 komponen, masing-masing empat lipatan. Itu berarti 3.200 pukulan pada strip polimer yang sama jika Anda tidak menggesernya. Setiap pukulan menekan, mengendur, dan sedikit memanaskan urethane. Polimer tidak suka siklus seperti itu. Mereka mengalami *compression set*—pengurangan ketebalan secara permanen setelah beban berulang.
Hipotetis tapi realistis: ketebalan terkompresi awal Anda terukur 0,008 inci. Setelah 400 siklus di zona yang sama, secara efektif menjadi 0,0065. Kehilangan 0,0015 inci di antarmuka mengubah penetrasi. Pada *air bend* 90°, itu dapat berarti perbedaan sekitar 0,3–0,5° tergantung pada V dan material.
Angka kecil. Konsekuensi besar.
Namun pergeseran ini tidaklah linear. Di awal proses, film menetap dengan cepat. Lalu stabil. Kemudian, ketika mikro-robekan dan *surface glazing* berkembang, gesekan berubah dan perilaku kompresi juga bergeser. Itulah mengapa komponen ke-1, ke-200, dan ke-700 tidak menceritakan kisah yang sama.
Anda bisa memantaunya. Ambil sampel sudut setiap 50 komponen. Catat koreksi *ram* yang dibutuhkan. Geser strip film setiap 100 pukulan. Beberapa bengkel bahkan memperlakukan film seperti peralatan habis pakai dan menggantinya pada jumlah siklus tetap.
Namun tidak ada yang membuatnya berlaku universal.
Itu hanya mengelola penurunan kinerja.
Dan setelah Anda menerima bahwa film memiliki umur mekanis di bawah beban—ditentukan oleh tonase, lebar V, dan jumlah siklus—Anda berhenti bertanya bagaimana cara “setel sekali dan lupakan”.”
Anda mulai bertanya apakah lapisan lunak yang bisa dikorbankan itu benar-benar solusi yang tepat untuk pekerjaan ini.
Jadi pada produksi baja tahan karat 1.000 komponen berikutnya, apakah Anda memperlakukan urethane itu seperti peralatan presisi dengan masa pakai tertentu—atau seperti selotip yang dilemparkan di atas *die* dan diharapkan berperilaku baik?
Sekarang Anda menanyakan pertanyaan yang tepat: jika film memiliki umur mekanis dan kurva kegagalan, apa penggantinya ketika pekerjaan tidak bisa mentolerir pergeseran?
Inilah pergeseran pemikiran yang butuh waktu bertahun-tahun saya terima. Perlindungan hanya layak dipertahankan jika bisa diprediksi. Jika lapisan antara lembaran dan *die* Anda berubah ketebalannya di bawah beban, sepanjang meja, atau seiring waktu, Anda belum menyelesaikan masalah goresan—Anda hanya menempatkan *gasket* lunak ke dalam cetakan presisi dan berharap hasil coran tetap sesuai.
Peningkatan peralatan permanen bukan tentang bergaya. Itu tentang memindahkan variabel dari kompresi menjadi geometri yang dapat Anda ukur dengan mikrometer, bukan menebak dengan busur derajat. Jadi jalur mana yang benar-benar mengendalikan ketebalan alih-alih bereaksi terhadapnya?
Ketebalan film bersifat nominal. Tertulis 0,015 inci di kotak. Anda mengukur 0,0145 di satu titik, 0,016 di titik lain. Lalu Anda memuatnya, dan angka itu berhenti berarti apa-apa karena kompresi bergantung pada tonase per kaki.
Urethane V-die berbeda. Polimer adalah *die*-nya, bukan selaput yang ditempelkan di atas baja. Kekerasannya—misalnya 90A dibanding 95A Shore—ditentukan. Geometrinya dikerjakan mesin atau dicetak dengan bukaan V yang terdefinisi. Saat dikompresi, ia melakukannya sebagai material massal dengan perilaku durometer yang diketahui, bukan sebagai membran tipis yang bisa berkerut, menyembul, atau mengambil bentuk set secara tidak merata.
Itu tidak membuatnya kaku. Itu membuatnya dapat dikarakterisasi.
Dengarkan, pertama kali Anda mengganti V baja 1,000 inci plus film 0,030 inci dengan urethane die yang dibuat khusus, kurva tonase Anda akan berubah. Gaya yang dibutuhkan sering kali turun. Jika *brake* Anda nyaris mampu menangani material lebih tebal, Anda mungkin tiba-tiba menemukan bahwa Anda kurang tonase dan tidak mencapai kedalaman. Itu bukan cacat pada *die*—itu adalah kesenjangan kompatibilitas pada pengaturan Anda. CNC Anda dikalibrasi mengikuti karakteristik baja *bottoming*, bukan peralatan elastis.
Jadi perbandingannya bukanlah “film murah versus *die* mahal.” Itu adalah “lapisan terkompresi yang berubah-ubah versus geometri elastis yang terdefinisi.” Yang satu bergeser di tengah produksi. Yang lainnya menggeser garis dasar Anda dan tetap di sana.
Apakah Anda menjalankan rem dengan resolusi kontrol yang cukup—dan margin tonase yang tersedia cukup—untuk diprogram mengelilingi die elastis secara sengaja, atau apakah Anda hampir tidak bisa mempertahankan sudut sekarang dengan baja?
| Aspek | Film Perekat | V-Die Uretan |
|---|---|---|
| Ketebalan Nominal | Tertera (misalnya, 0,015 inci) tetapi bervariasi dalam kenyataan (misalnya, 0,0145–0,016 inci) | Ditetapkan oleh geometri pembukaan V hasil mesin atau cetakan |
| Perilaku Saat Terbebani | Kompresi bervariasi berdasarkan tonase per kaki; ketebalan kehilangan prediktabilitas | Mengompresi sebagai bahan massal dengan perilaku durometer yang diketahui |
| Karakteristik Material | Membran tipis; dapat berkerut, keluar, atau deformasi tidak merata | Badan polimer berfungsi sebagai die itu sendiri; kekerasan ditentukan (misalnya, 90A vs. 95A Shore) |
| Prediktabilitas | Lapisan terkompresi yang bervariasi; dapat bergeser di tengah proses | Geometri elastis yang terdefinisi; menggeser garis dasar tetapi tetap stabil |
| Kekakuan | Fleksibel dan tidak konsisten | Tidak kaku, tetapi dapat dikarakterisasi dan konsisten |
| Dampak pada Tonase | Mempertahankan ekspektasi tonase bottoming baja standar | Sering mengurangi gaya yang dibutuhkan; kurva tonase berubah |
| Kompatibilitas Pengaturan | Bekerja dengan kalibrasi CNC berbasis baja yang sudah ada | Memerlukan kalibrasi ulang untuk perilaku perkakas elastis |
| Faktor Risiko | Variasi ketebalan memengaruhi kontrol sudut | Kemungkinan kekurangan tonase jika rem tidak memiliki margin yang cukup |
| Kerangka Biaya | Biaya awal lebih rendah | Biaya awal lebih tinggi |
| Perbandingan Nyata | Lapisan terkompresi variabel | Geometri elastis yang terdefinisi |
Poles 304 tidak peduli dengan alasan Anda. Ia peduli pada tekanan kontak dan gesekan geser.
Sebuah V-die bergulir mengubah fisika. Alih-alih menyeret lembaran di atas bahu tetap, bahu tersebut berputar. Kontak menjadi bergulir, bukan geser. Tekanan permukaan terdistribusi secara berbeda. Hasil akhir tetap terjaga karena gesekan menurun, bukan karena Anda melapisi die dengan bantalan.
Itu berarti tidak ada lapisan terkompresi yang dipadatkan. Tidak ada kehilangan ketebalan bertahap. Geometri yang dilihat pengendali pada bagian pertama sama dengan pada bagian kelima ratus.
Sisipan nylon menyerang masalah yang sama dari sudut berbeda. Anda memproses badan die baja dengan kantong dan mengunci strip nylon pengganti—misalnya tebal 0,250 inci, dikunci secara mekanis sehingga tidak dapat merayap ke depan. Sekarang material pelindung memiliki penampang yang terdefinisi dan didukung di semua sisi. Ia tidak menyembul ke dalam V karena ia adalah permukaan V itu sendiri.
Ketika aus, Anda mengganti sisipan tersebut. Anda tidak perlu membuang waktu tiga jam memperbaiki sudut sambil bertanya-tanya mengapa “Tidak ada goresan” berubah menjadi 88,7° pada spesifikasi 90°.
Apakah Anda melindungi permukaan dengan mengurangi gesekan dan mengontrol kontak—atau dengan menyisipkan sesuatu yang lunak di antara dua alat keras dan berharap itu berfungsi?
Inilah sudut pandang yang ingin saya bawa ke depan: perlindungan harus direkayasa seperti perkakas, bukan diterapkan seperti selotip.
Jika Anda memilih cetakan urethane, Anda melakukan kualifikasi. Anda menjalankan uji tekuk terkontrol pada tonase per kaki yang diketahui. Anda mencatat kedalaman penetrasi untuk mencapai 90,0°. Anda merekam springback dengan lot material yang persis sama. Program itu menjadi “Urethane V 1.000-90A,” bukan “1.000 V dengan film.”
Jika Anda memasang rolling V-die, Anda memvalidasi sudut terhadap kedalaman di seluruh permukaan meja dan mengonfirmasi respons crowning, karena kontak bergulir dapat sedikit menggeser distribusi beban. Lalu Anda menguncinya sebagai entri terpisah di pustaka perkakas.
Jika Anda menentukan sisipan nilon, Anda menetapkan interval inspeksi keausan—setiap 300 pukulan, setiap shift, apa pun yang didukung oleh data Anda—dan Anda memperlakukan ketebalan sisipan sama seperti Anda memperlakukan radius punch yang diasah.
Bagian yang tidak jelas? Anda tidak menghilangkan penyesuaian. Anda memindahkannya ke awal pekerjaan, di mana ia terkendali, terdokumentasi, dan dapat diulang.
Tetapi pengukur sudut digital menunjukkan 88°, bukan 90°, dan sekarang Anda sedang mengutak-atik kedalaman ram seperti biasanya. Perbedaannya adalah apakah Anda mengompensasi sistem elastis yang sudah Anda kualifikasikan—atau mengejar polimer yang berubah-ubah di bawah kaki Anda.
Jadi lihatlah pengerjaan baja tahan karat poles berikutnya dan jawab ini tanpa ragu: apakah Anda merekayasa perlindungan permukaan sebagai perkakas yang terdefinisi di pustaka Anda, atau Anda masih memperlakukannya seperti perban sekali pakai di atas baja yang dikeraskan?


















