

Às 14:15 tinhas na mão uma peça de aço inoxidável limpa, com acabamento espelhado. Sem riscos. Às 15:00, mesmo trabalho, mesmo programa, agora cada flange está a 88° em vez de 90°.
A única coisa que mudou? Uma película de poliuretano de 0,030 polegadas encaixada sobre os ombros da matriz.
Não “perdeste” dois graus. Inseriste uma junta macia num molde de precisão e esperaste que o molde se comportasse da mesma maneira.
Já vi operadores celebrar a primeira peça sem riscos e não reparar no que acontece no medidor de ângulos. A dobra parece boa. A superfície está protegida. Mas o goniómetro digital indica 88°, não 90°, e agora estás a ajustar a profundidade do êmbolo como sempre fazes.
Ouça, se os teus ângulos mudaram no mesmo dia em que instalaste o filme, isso não foi coincidência — foi compressão para a qual não programaste.
A tira de poliuretano de 0,022 ou 0,030 polegadas não fica simplesmente lá. Sob carga, comprime-se de forma desigual ao longo dos ombros da matriz, alargando efetivamente a abertura em V no primeiro contacto e depois endurecendo à medida que a tonelagem aumenta. A tua CNC ainda pensa que o aço está a encontrar aço temperado. Não está. Está a encontrar algo que se deforma antes de resistir.
Resolveste os riscos e introduziste uma nova variável num sistema de circuito fechado que estava afinado para milésimos. Informaste o controlador disso?

Faz este exercício mental.
Tinhas um programa afinado: aço macio calibre 10, 0,135 polegadas de espessura, matriz em V de 1,000 polegada, dobra por ar a 90° com uma penetração conhecida. A primeira peça de teste ficava sempre nos 89,5°, aumentavas 0,010 polegadas mais fundo e estavas pronto.
Agora adiciona filme de 0,030 polegadas.
A tua primeira batida sai subdobrada. Experimentas o teu habitual movimento de “aproximar” — reduzir ou aumentar a penetração um pouco — mas o filme desloca-se ligeiramente ou reage de forma diferente na segunda batida. O que antes era uma correção previsível de 0,010 polegadas é agora um jogo de adivinhação porque a curva de compressão do poliuretano não é linear como o aço.
Alguns operadores usam filme durante anos sem deriva. A diferença? Tratam a espessura do filme como uma dimensão fixa da ferramenta e recalibram desde o início na primeira dobra, não como um acessório cosmético. Mesma máquina. Mentalidade diferente.
Quando prendeste esse filme, fizeste uma nova validação da primeira peça ou confiaste nos números de ontem?

Percebo porque é que as oficinas adoram a tira rápida. Um filme de 0,015 polegadas para alumínio fino, talvez 0,060 polegadas para chapa mais pesada. Encaixar. Sem polir ferramentas. Sem ferramentas dedicadas para inox. Parece eficiente.
Mas a seleção de espessura não é apenas para evitar marcas da matriz. Um filme de 0,022 polegadas e um de 0,030 polegadas não só protegem de forma diferente — alteram a geometria efetiva da matriz de forma diferente. Isso são oito milésimos de polegada. Em dobra por ar, isso são graus.
E aqui está o detalhe silencioso: o filme pode mascarar uma estrutura flexível ou ferramentas desgastadas. Vês menos marcas, por isso assumes que a estabilidade melhorou. Entretanto, a máquina continua a ceder sob carga, e agora a camada compressível acrescenta o seu próprio perfil de deflexão em cima disso. Dois sistemas de mola empilhados.
Não estás a acrescentar proteção. Estás a acrescentar conformidade.
A sua quinadora é suficientemente rígida para que, ao adicionar uma camada macia, isso não amplifique a deflexão no meio do vão?
Já vi a solução vezes demais: os ângulos estão abertos, por isso o operador força o punção a descer mais. Cinco milésimos. Dez. Continua até o mostrador marcar 90°.
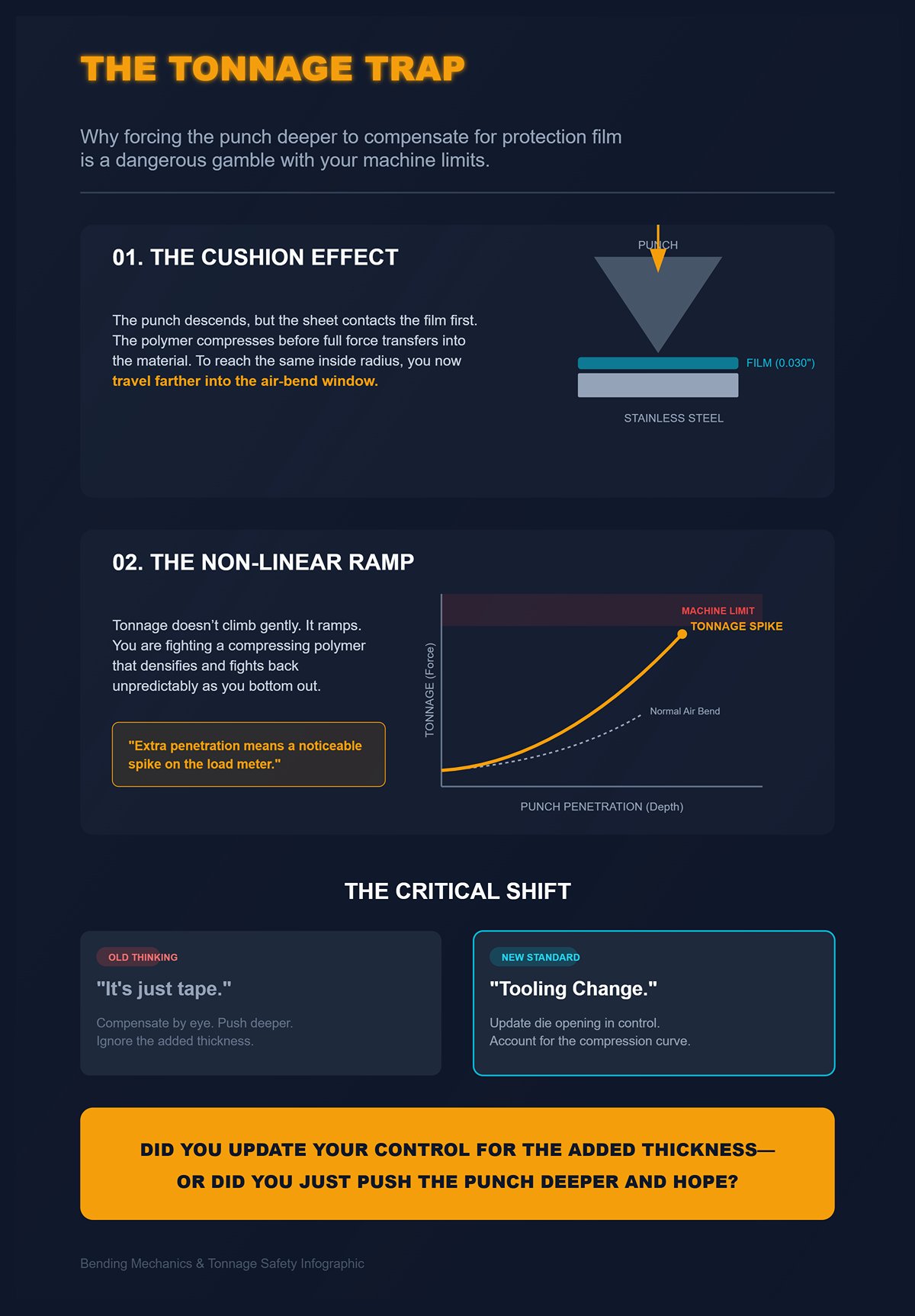
Eis o que acontece na linha de dobra. O punção desce, a chapa toca no filme, o filme comprime-se antes de toda a força ser transferida para o material. Para atingir o mesmo raio interior, agora precisa de viajar mais. Essa deslocação extra aumenta rapidamente a força de conformação à medida que se aproxima do fundo da janela de dobra ao ar.
A tonelagem não sobe suavemente. Ela acelera.
Está a exercer mais força não apenas sobre o aço, mas sobre um polímero em compressão que reage de forma imprevisível à medida que se densifica. Numa dobra longa de 8 pés em aço inoxidável 304, essa penetração extra pode significar um pico visível no medidor de carga. Agora está mais próximo dos limites da ferramenta, mais próximo dos limites da máquina, tudo porque não recalibrou para 0,030 polegadas de almofada.
Esta é a mudança que preciso que faça: pare de pensar no filme como fita adesiva e comece a vê-lo como uma alteração de ferramenta que exige uma nova ficha de configuração.
Quando instalou o seu último filme de proteção, atualizou a abertura da matriz no controlo para refletir a espessura adicionada e a curva de compressão — ou simplesmente empurrou o punção mais fundo e esperou pelo melhor?
Quer saber como recalibrar o seu programa quando adiciona poliuretano para que o ângulo se mantenha e o medidor de carga não atinja picos.
Comece aqui: nada de “místico” está a acontecer. A geometria na linha de dobra mudou antes mesmo de o aço começar a ceder. Até entender exatamente onde vão essas 0,015 ou 0,030 polegadas sob carga, estará apenas a adivinhar a profundidade do martelo e a chamar-lhe configuração.
Já cortei dobras de teste interrompidas a meio do ciclo. O que se vê não é uma marca limpa em V da matriz. Vê-se um ombro de polímero achatado, o aço apenas a começar a envolver-se, e um punção que viajou mais longe do que o antigo programa alguma vez precisou. O filme já está deformado antes de o metal entrar em deformação plástica.
Isto significa que o controlador está a resolver o triângulo errado.
Antes calculava a penetração a partir de uma abertura em V conhecida, espessura do material e raio interior pretendido. Agora há uma camada compressível que remodela esse V dinamicamente durante o curso. A abertura da matriz que o seu CNC pensa ser de 1,000 polegada não é 1,000 polegada no contacto, nem a meio da carga, nem à tonelagem total.
Então, quando introduz os mesmos números e espera o mesmo 90°, contra o que está realmente a dobrar?
Pegue numa matriz em V de 1,000 polegada e aplique um filme de 0,030 polegada sobre ambos os ombros. No papel, acabou de reduzir a abertura em 0,060 polegada. É isso que a maioria dos operadores assume.
Mas os primeiros 20–30 % do seu curso não “reduzem” o V. Comprimem a coroa do filme onde a chapa faz primeiro contacto. O material ainda não está a formar-se; está a pré-carregar uma almofada. O filme espalha-se lateralmente ao longo dos ombros da matriz, afinando no ápice e espessando ligeiramente para os flancos.
Não desaparece. Reloca-se.
Sob carga, o poliuretano comporta-se de forma viscoelástica. Comprime-se e flui, depois endurece à medida que se densifica. No início do curso, a sua abertura efetiva em V pode comportar-se como 1,020 polegada porque a chapa assenta sobre ombros arredondados e em compressão, em vez de arestas afiadas de aço. Mais fundo no curso, quando o filme está compactado, a abertura comporta-se mais próximo de um equivalente a 0,940–0,960 polegada, porque os ombros estão agora efetivamente engrossados.
Isso significa que a linha de dobra vê uma geometria de matriz em mudança durante um único golpe.
E aqui está a parte que a maioria das pessoas ignora: como o filme se comprime mais diretamente sob a linha de contacto, a superfície interna da chapa sofre uma restrição ligeiramente diferente do que sofreria no aço temperado. Interfaces mais macias permitem um deslocamento local para dentro antes que o suporte total se desenvolva, o que desloca o eixo neutro — a camada que nem estica nem comprime — mais perto do centro da espessura.
Desloca-se o eixo neutro e desloca-se o seu fator K.
Ajustou a dedução de dobra depois de instalar o filme ou ainda está a usar o fator K das ferramentas sem proteção?
Já trabalhei com uretano de dureza 85A e 95A no mesmo trabalho em 5052 de 0,125 polegadas num V de 0,750 polegadas. Mesma espessura. Comportamento de ângulo completamente diferente.
O 85A parecia “tolerante”. Sem riscos. Os operadores adoraram. Mas as primeiras peças saíram 1,5° mais leves. Adicionámos penetração. Em peças longas, a carga a meio do vão subiu mais rápido do que esperado. O filme estava a agir como uma mola secundária empilhada sobre a curva de deflexão da máquina.
O 95A? Menos compressão visível. Os ângulos ficaram mais próximos da linha de base. Menos curso extra necessário.
Dureza é simplesmente a rigidez, medida na escala Shore A para elastómeros. Número mais alto, material mais rígido. Mas aqui a rigidez não é apenas sobre a sensação — define quanto do curso do êmbolo é gasto na deformação do polímero antes de começar a deformação do aço.
Ouça, se estiver a usar um filme macio de 80–85A em inox fino, estará a gastar curso mensurável a comprimir o plástico antes de atingir a verdadeira pressão de conformação. Está a pressionar mais, não apenas no aço, mas também num polímero que se comprime de forma imprevisível à medida que se densifica.
Essa imprevisibilidade é o que torna a sua correção de 0,010 polegadas inconsistente de peça para peça.
Está a selecionar o filme por “sem riscos” ou por dureza ajustada à espessura do material e gama de tonagem?
Vamos ser específicos.
Está a dobrar no ar inox 304 de 0,135 polegadas num V de 1,000 polegadas. A penetração de base para 90° pode ser, hipoteticamente, 0,350 polegadas a partir do ponto de contacto do material. Agora adiciona filme de 0,015 polegadas por ombro — 0,030 polegadas de espessura total.
Se esse filme comprimisse até zero, bastaria subtrair 0,030 da sua abertura e ajustar os cálculos de dobra em conformidade. Matemática simples.
Mas não comprime até zero. Sob tonagem de trabalho, pode comprimir 40–60% dependendo da dureza e carga por polegada. Assim, a sua abertura efetiva em V pode comportar-se como 0,970–0,985 polegadas sob carga de conformação — não 1,000, não 0,970 consistentemente, mas algures pelo meio dependendo do comprimento da peça e da distribuição da tonagem.
Uma abertura menor em V na dobra no ar significa um raio interior mais apertado e forças de retorno elástico maiores. Para atingir o mesmo 90°, muitas vezes precisa de uma penetração mais profunda do punção porque o sistema absorveu algum curso em compressão no início e depois ficou mais rígido no final.
Essas 0,010–0,020 polegadas extra de curso do êmbolo podem não parecer muito.
Num dobra de 8 pés em inox, podem significar vários tons extra por pé ao aproximar-se do fundo da janela de dobra no ar.
Agora sobrepõe isso numa máquina que já está a compensar a deflexão da estrutura e a curvatura. Introduziste uma largura variável da matriz em V que muda conforme a carga. A correção de ângulo baseada na tonnagem do teu CNC trabalha com pressupostos de aço contra aço.
Introduziste uma nova largura efetiva da matriz no controlo e validaste com amostras de teste — ou ainda estás a dizer à máquina que é uma matriz em V de 1,000 polegada porque é o que está marcado na ferramenta?
Dobra uma peça de 0,090 polegada de 5052-H32 com ferramentas nuas. Mede o retorno elástico. Agora faz o mesmo trabalho com um filme macio de 0,030 polegada. Muitas oficinas relatam que o filme “faz com que se dobre menos”.”
Aqui está o motivo.
O retorno elástico é a recuperação elástica após a remoção da carga. Quanto mais tensão elástica estiver armazenada nas fibras externas, mais a peça quer abrir. Quando introduces uma interface mais macia, acontecem duas coisas:
Primeiro, a compressão inicial no filme atrasa o envolvimento plástico total do metal. Passas parte do curso a acumular pressão no polímero em vez de induzir deformação na chapa.
Segundo, o atrito reduzido nos ombros da matriz — porque o uretano se adapta e distribui a pressão — permite um fluxo ligeiramente maior do material durante a dobra. Menos constrangimento nos pontos de contacto significa que a chapa pode recuperar mais livremente depois de descarregada.
No inox, que já tem uma tensão de cedência mais alta e um retorno elástico acentuado, essa interface mais macia exagera o efeito. No alumínio, especialmente em têmperas como 5052 ou 6061-T6, a diferença entre um ombro de aço duro e um almofadado traduz-se num ou dois graus adicionais de abertura, a menos que seja compensada.
É por isso que algumas oficinas juram que o filme “dobra sempre menos o inox”.”
Não é superstição. É energia elástica armazenada e condições de constrangimento alteradas.
Portanto, quando colocas essa fita e persegues os 90° por intuição, estás a contabilizar o aumento do retorno elástico na tua tabela de correção de ângulo — ou ainda estás a reagir peça a peça, a perguntar-te porque é que os números de ontem não batem certo hoje?
Queres saber como recalcular a profundidade do pistão, a largura efetiva da matriz e a dedução da dobra para que o ângulo fique certo sempre, com o filme instalado.
Começa aqui: a espessura que colocas sobre o ombro da matriz não é proteção. É geometria.
Executei o mesmo trabalho em inox 304 de 0,135 polegada numa matriz em V de 1,000 polegada com três filmes: 0,015, 0,030 e 0,040 polegada. Mesmo punção. Mesma curva de tonnagem. Mesmo programa CNC. Apenas o filme mudou. O de 0,015 precisou de cerca de 0,008–0,010 polegada de penetração adicional para atingir os 90°. O de 0,030 precisou mais perto de 0,015–0,020. O de 0,040? Era outro nível — mais de 0,025 polegada mais fundo, e o raio interior aumentou o suficiente para que a nossa dedução da dobra ficasse errada em mais de 0,030 polegada num flange de 10 polegadas.
Isso não é “proteção de superfície”. É uma junta macia inserida num molde de precisão. Cada milésimo de almofada muda o molde.
Eis o mecanismo: filme mais espesso significa que mais curso é gasto a comprimir o uretano antes do aço ceder. A compressão não é linear. Sob carga baixa, colapsa facilmente; sob carga alta, endurece rapidamente. Assim, a tua abertura efetiva em V sob tonnagem de trabalho já não é uma simples subtração da espessura do filme — é um valor dependente da carga. Isso significa que o modelo de dobra ao ar do teu CNC, que assume uma largura de matriz fixa e contacto aço-aço, está a resolver o triângulo errado.
E quanto mais espesso for o filme — 0,020, 0,030, 0,040 polegada e acima — mais estás a dobrar contra o uretano antes de dobras o aço.
Portanto, o compromisso não é apenas entre durabilidade e riscos. É entre durabilidade e previsibilidade. Qual estás a otimizar na tua máquina atual?
Imagine uma tira de poliuretano de 0,012 polegadas, Shore 90A, num V de 0,750 polegadas formando alumínio 5052 de 0,090 polegadas. Primeiras 50 peças? Perfeito. Ângulos dentro de 0,5°. Curso extra mínimo — talvez 0,006 polegadas além da referência da ferramenta nua. Desvio na dedução da dobra suficientemente pequeno para ser compensado com um ligeiro ajuste no fator K.
Porque é tão estável?
Porque a película fina comporta-se mais como um revestimento flexível do que como uma camada estrutural. A deformação num polímero dobrado é proporcional à espessura sobre o raio. Dobre a espessura, dobre a tensão superficial no mesmo raio de dobra. Mantendo-a fina, o polímero flete em vez de esmagar. Nos testes de atuadores que observei, camadas de 50 microns permitiram deformações significativamente maiores antes de restringir o movimento, comparado com camadas de 130 microns. Traduzindo isso para a prensa: película fina interfere menos com o percurso natural da dobra do aço.
Mas aqui está a verdade do chão de fábrica.
Utilize essa mesma de 0,012 em HRPO de 0,125 polegadas com bordas cortadas a laser e começará a ver marcas visíveis antes de 200 ciclos. Não porque seja “fraca”, mas porque as bordas afiadas concentram tensão. A secção transversal fina da película significa maior tensão localizada por ciclo. Formam-se micro-rasgos. Assim que a superfície fica marcada, a compressão torna-se irregular e começa a deriva de ângulo — 0,3° aqui, 0,7° ali.
Película fina dá-lhe a alteração de geometria mais limpa e o cálculo mais simples: medir a penetração adicional para atingir o ângulo-alvo, registar a nova largura efetiva da matriz com base na compressão à tonelagem de formação, ajustar a dedução da dobra em conformidade. Mas não tolera abuso.
As suas peças têm as bordas quebradas e desbarbadas antes de tocar nessa tira de 0,015 polegadas?
Agora estamos na gama que a maioria das oficinas chama de “standard”. Uma tira de 0,030 polegadas, 85A, num V de 1,000 polegadas. Sem riscos. Operadores relaxam.
Depois o medidor digital diz 88°, não 90°, e agora está a ajustar a profundidade do veio como sempre faz.
Película de médio espessura é suficientemente grossa para que a compressão se torne numa fase estrutural da dobra. Numa peça de aço inox 304 de 10 pés, digamos, a 12 toneladas por pé, essa de 0,030 não só achata — densifica. No início do curso: suave. Meio do curso: progressivamente mais rígida. No fundo da janela de dobra ao ar: está a resistir significativamente. Está a exercer mais pressão não apenas sobre o aço, mas sobre um polímero que comprime e reage de forma imprevisível à medida que se densifica.
Mecanicamente, três coisas mudam:
É aqui que os erros na dedução da dobra se acumulam. Se a sua BD base assumia, digamos, um raio interior de 0,160 polegadas num V de 1,000 polegadas, e a película comprimida efetivamente comporta-se como um V de 0,970–0,980, o seu raio e fator K mudam. Não drasticamente — mas o suficiente para que comprimentos de flange falhem por 0,020–0,040 polegadas em pernas mais longas.
Película de médio espessura pode aguentar séries de 500 peças se a robustez do polímero for boa. Algumas variantes de alto rendimento mantêm curvatura por milhares de ciclos sem fissurar. Mas a durabilidade do material não é o mesmo que neutralidade geométrica no processo.
Introduziu uma nova largura de matriz no seu controlo com base no ângulo medido versus penetração com aquela de 0,030 instalada — ou continua a dizer ao CNC que é um V de 1,000 polegadas porque é o que está gravado no aço?
Já vi oficinas colocar película de 0,060 polegadas em painéis arquitetónicos de aço inox porque têm medo de riscos.
Primeira batida em 304 de 0,125 polegadas num V de 1,250 polegadas: o ângulo sai mais aberto em quase 3°. Eles aumentam o curso. A tonelagem dispara no final da curvatura. O raio interno mede maior do que o esperado, não menor.
Isso surpreende as pessoas.
Eis o motivo. Com película muito grossa, já não está simplesmente a estreitar a abertura em V — está a criar um ombro de matriz flexível que envolve a chapa de forma diferente. A área de contacto alarga. A pressão distribui-se. O aço fica menos rigidamente apoiado nas bordas, por isso em vez de formar firmemente contra um ombro de aço nítido, está a curvar contra uma almofada que se deforma. O resultado pode ser um raio interno efetivo maior, mesmo tendo aumentado a penetração.
E porque a deformação no polímero aumenta com a espessura a um dado raio de curvatura, películas mais pesadas sofrem elevada tensão interna. Com ciclos repetidos a 90°, camadas mais grossas podem fatigar mais rapidamente do que o esperado. A suposição “heavy-duty equivale a maior longevidade” nem sempre se verifica quando a deformação por ciclo cresce exponencialmente com a relação espessura-raio.
Obtém durabilidade contra riscos, sim. Mas paga em:
Ouça, se instalar película de 0,040 polegadas e não caracterizar novamente a sua curvatura do zero — amostras de teste, tabela de ângulo versus profundidade, BD revisto — não está a proteger a qualidade. Está a esconder a instabilidade sob uma superfície macia.
Quanta penetração extra está a acrescentar agora na sua película mais grossa, e mediu realmente o raio interno resultante com um paquímetro?
Execute uma tira simples de 0,030 polegadas para 300 peças em aço macio de 11-gauge. Vai começar a notar que desliza lateralmente na matriz, especialmente em peças longas. Compressão mais corte no ombro fazem-na deslizar. Uma vez que se desloca, a largura efetiva da matriz muda de esquerda para direita. Os ângulos variam ao longo do comprimento.
Mude para uma versão com suporte em tecido. O tecido limita a elasticidade. A estabilidade dimensional melhora. Mantém-se no lugar.
Mas há uma ressalva.
O suporte em tecido reduz a capacidade da película de se conformar totalmente à micro-geometria no ombro da matriz. Compressão ligeiramente menor. Interface ligeiramente mais rígida. Em inox escovado delicado, isso pode significar pressão local mais alta se o ombro da matriz não estiver perfeitamente limpo. Proteção versus conformidade.
Para produções de alto volume — 500 peças ou mais — a estabilidade importa mais do que suavidade teórica. Uma película que desliza 0,010 polegadas lateralmente acabou de mudar a sua geometria de matriz a meio da produção. Isso é pior do que uma superfície ligeiramente mais rígida que permanece consistente.
Então, quando especifica película para um trabalho longo, está a escolher apenas com base no medo de riscos — ou em como esse material se comporta após 400 ciclos a tonelagem máxima na sua abertura em V específica?
| Aspeto | Poliuretano Simples (0,030″) | Poliuretano com Suporte em Tecido |
|---|---|---|
| Desempenho em execuções de mais de 300 peças | Começa a deslocar-se lateralmente na matriz, especialmente em peças longas | Mantém-se estável e no lugar |
| Comportamento sob compressão e cisalhamento | Desloca-se na zona do ombro; a largura efetiva da matriz muda | O suporte em tecido limita o alongamento e o movimento |
| Estabilidade dimensional | Reduzida ao longo do tempo; variação de ângulo ao longo da peça | Estabilidade melhorada; ângulos consistentes |
| Conformidade à microgeometria da matriz | Melhor conformidade; interface mais macia | Conformidade ligeiramente reduzida; interface mais rígida |
| Pressão superficial em acabamentos delicados | Pressão localizada mais baixa se estiver limpo | Potencial para pressão localizada mais alta se o ombro da matriz não estiver perfeitamente limpo |
| Adequação para execuções de mais de 500 peças | A geometria pode mudar a meio da execução devido ao deslocamento (por exemplo, mudança de 0,010") | Mantém a consistência sob a tonelagem total |
| Critérios para a melhor seleção | Prioriza a suavidade e a proteção contra riscos | Prioriza estabilidade e consistência em longas séries |
Você quer números, não filosofia. Bom.
No mês passado, estive atrás de uma prensa de 135 toneladas a trabalhar 304 de 0,079 polegadas (2 mm) numa V de 1,000 polegada com 0,022 polegada de uretano instalado. Primeiro golpe: 87,6°. O operador adiciona 0,012 polegada de profundidade de golpe. Segundo golpe: 90,3°. Ele recua 0,004. Agora estamos a perseguir milésimos como se fosse um jogo.
A pergunta certa não é “Mais quanto de curso?” É: que triângulo está o seu controlador a resolver agora — e esse triângulo é real?
Este protocolo transforma o filme numa variável programada. Offset Z. Abertura efetiva da V. Dedução de dobra revista. Se você ignorar essa matemática, não está a dobrar — está a apostar nas primeiras peças e a chamar isso de experiência.
Antes de mexermos no controlo, resolvemos um argumento.
Pegue nessa mesma chapa de 2 mm. As orientações padrão de dobra em ar dizem uma abertura de V de 6–8× a espessura para material fino. Chame-lhe 12–16 mm. Uma V de 1,000 polegada (25,4 mm) já é larga — adequada para inox para controlar tonelagem e raio.
Agora adicione filme de 0,022 polegada. Isso dá 0,56 mm por lado se estiver a revestir ambos os ombros. Sob carga, pode comprimir-se para 0,30–0,40 mm dependendo do durometro e tonelagem por pé.
Isso torna o seu material com 2,56 mm de espessura?
Não. A resistência de cedência do aço não mudou. O comportamento de recuperação elástica não passou a corresponder a uma chapa de 2,5 mm. O que mudou foi a geometria que o aço “vê” nos ombros da matriz.
Portanto, trata-se o filme como parte do conjunto da matriz, não do conjunto do material.
Porque essa distinção é importante: a fórmula de tonelagem é sensível ao quadrado da espessura. P = 650 × S² × L / V. Se mentir ao controlo e aumentar a espessura do material para compensar a perda de ângulo, a máquina calcula uma tonelagem mais alta do que o aço necessita. Em chapas finas, esse salto percentual é significativo. Uma camada de 0,022 polegada numa chapa de 0,079 polegada é um aumento de 28% relativo à espessura se a classificar mal. É assim que as pessoas se aproximam de sobrecarga em vez de recalibração.
Ouça, o filme não adiciona resistência. Adiciona flexibilidade na interface de contacto.
Então, quando abre a sua biblioteca de ferramentas, está a editar a espessura do material — ou está a criar uma nova entrada de matriz que reflete uma abertura efetiva de V e curva de penetração diferente?
Começamos com algo que pode medir.
Corte um cupão de 4 polegadas. Instale filme novo. Baixe o punção até tocar de leve na chapa — sem carga. Zere o seu Z.
Agora dobre em ar a 90° usando o seu programa existente e registe dois números: ângulo obtido e penetração real do golpe desde o zero.
Diga que o seu programa de base (sem película) atingiu 90° com uma penetração de 0,615 polegadas nesse V de 1,000 polegada. Com uma película de 0,022 polegadas instalada, atingiu 90° a 0,628 polegadas.
Diferença: 0,013 polegada.
Esses 0,013 não são aleatórios. É a espessura comprimida da película sob carga de trabalho mais qualquer desvio na geometria de contacto.
Faça isto três vezes. Tire a média. Se obtiver 0,012, 0,014, 0,013—bom. A sua película é estável. Se vir 0,010, 0,018, 0,015—o seu polímero está a mover-se ou a densificar-se de forma imprevisível.
O seu desvio inicial no eixo Z é igual à diferença de penetração medida, não à espessura nominal da película.
O nominal 0,022 não interessa. O comprimido 0,013 é que importa.
Agora refinamos a abertura efetiva do V. Uma aproximação prática simples para o dobramento a ar: raio interno ≈ 0,16 × V para aço inoxidável numa configuração padrão. Meça o seu raio interno real com a película instalada. Se o seu raio base num V de 1,000 era 0,160 polegada e agora está a medir 0,150, o seu V efetivo está a comportar-se mais próximo de 0,937 (porque 0,150 / 0,16 ≈ 0,937).
Isto torna-se uma nova entrada de matriz no seu CNC: “1.000 V + 0.022 película (comprimida).” Não uma nota. Uma ferramenta separada.
Porque o controlador está a calcular o ângulo de dobra a partir da penetração do punção em relação à largura de V presumida. Se o deixar em 1,000, está a resolver o triângulo errado.
Já mediu realmente a espessura comprimida à tonagem—ou está a programar com base no que vem impresso na caixa da película?
Agora tratamos do desenvolvimento plano.
A sua dedução de dobra (BD) anterior pressupunha um raio interno e um fator K conhecidos. Digamos que para aquele 304 de 2 mm num V de 1,000 usava um K de 0,42 e obtinha comprimentos de flange consistentes.
Com a película instalada, mediu um raio interno mais apertado—0,150 em vez de 0,160. Isso por si só altera a folga de dobra.
Folga de dobra = (π/180) × ângulo × (R + K × T).
Mudar R em 0,010 polegada altera imediatamente a folga. Numa dobra de 90°:
ΔBA ≈ (π/2) × 0,010 ≈ 0,0157 polegada.
São mais de 0,015 polegada de diferença no comprimento desenvolvido apenas pela variação do raio. Agora junte qualquer alteração do fator K devido à distribuição de deformação modificada pela interface flexível, e facilmente terá um erro de 0,020–0,040 polegada em flanges mais longos.
É por isso que as peças de repente crescem ou encolhem quando “só adiciona película”.”
Execute duas chapas de teste: uma base, outra com película. Meça os comprimentos reais das flanges após a dobra. Recalcule o seu K real com a película instalada. Fixe isso como uma combinação separada de material-ferramenta no seu CAM ou no controlo.
Filme instalado = nova tabela BD.
Caso contrário, está a proteger a superfície e a alongar ou encolher silenciosamente cada perna na impressão.
Quando muda de trabalho, carrega uma nova BD ligada à espessura desse filme — ou confia na memória coletiva?
As curvaturas simples mentem. As caixas dizem a verdade.
Imagine uma tampa com quatro lados em alumínio de 0,063 polegadas com filme de 0,015 polegadas — fino, “seguro”, certo? Em espessura fina, esse filme pode representar 20–25 % da espessura do material antes da compressão. Mesmo que se esmague até 0,008 sob carga, uma variabilidade de 0,002 polegadas entre a primeira e a última curvatura é realista à medida que o filme endurece com o trabalho.
Primeira curvatura: espessura comprimida 0,008. Quarta curvatura: talvez 0,010 porque a tira se densificou ao longo dos ombros.
Essa diferença de 0,002 na penetração traduz-se em variação de ângulo — talvez 0,4–0,6°. Num rebordo de retorno, isso acumula. Quando fecha a caixa, está a lutar contra uma folga de 0,030 polegadas na junção.
Culpa a repetibilidade da guia traseira. Culpa o retorno elástico.
Mas a verdadeira variável era uma interface macia que mudava ao longo dos ciclos.
Em peças de alta resistência de 3 mm, essa variabilidade é uma pequena percentagem da espessura. Em alumínio de 1,5 mm, é grande. As espessuras finas sofrem mais porque o filme é uma fração maior da altura total.
Ouça, a recalibração dá-lhe um ponto de partida controlado. Não elimina o fluimento do polímero, o acumular de calor, ou o conjunto de compressão após 500 ciclos. É um limite físico, não de programação.
Portanto, antes de iniciar uma produção de 1 000 peças com filme instalado, acompanhou a deriva do ângulo da peça 1 até à peça 200 na mesma tira — ou está a assumir que a correção da primeira peça mantém-se para sempre?
Quer saber como controlar ou monitorizar o desvio de compressão do filme durante produções longas, para que os ângulos não se desviem.
Aqui está a dura verdade: pode monitorizar, pode registar, pode amostrar a cada 25 peças com um transferidor digital — mas, quando o filme ultrapassa o seu limite mecânico, o desvio não aumenta gradualmente.
Ele salta.
Pense nesse poliuretano como uma junta macia inserida num molde de precisão. Sob carga leve e previsível, comprime e comporta-se bem. Ultrapassada certa pressão, não apenas fica mais fino; começa a deslocar-se lateralmente, a fluir a frio, a cindir na linha da fita e a acumular-se no V como pastilha elástica sob uma bota. Esse é o ponto de rutura. E quando acontece, o seu agradável delta médio de penetração de 0,013 polegadas torna-se 0,018 numa pancada e 0,011 na seguinte.
É aqui que “Sem riscos” silenciosamente se transforma em desperdício angular.
Então, onde falha realmente no mundo real?
Pegue A36 de calibre 10 num V de 1,000 polegadas numa prensa de 175 toneladas. Está a trabalhar com peças de 6 pés, chegando a 70 a 90 toneladas ao longo da mesa dependendo da variação do material. Com 0,030 polegadas de uretano instalado, as suas primeiras dez peças parecem estáveis. Fez os cálculos. Programou o offset. Sente-se inteligente.
Então, por volta da peça 30, o seu ângulo está subitamente 1,2° mais aberto.
Não 0,2. Não gradual. Um grau inteiro mais.
O que aconteceu não é misterioso. Sob pressão superficial elevada nos ombros da matriz, o uretano excede a sua resistência à compressão e começa a extrudir para dentro da abertura em V. O material que antes ficava arrumado entre a chapa e a matriz agora está a ser comprimido para a frente e para baixo. Isso altera a linha de contacto. O seu V efetivo já não é o que mediu na configuração.
Está a aplicar mais força não só no aço, mas também num polímero em compressão que reage de forma imprevisível à medida que se densifica.
A extrusão também não é uniforme ao longo da mesa. Se a curva de tonelagem atingir o pico perto do centro, o filme vai ficar mais fino nessa zona. Agora os seus ângulos variam da esquerda para a direita. O controlador pensa que a ferramenta é rígida. Não é. Introduziu uma almofada sensível à carga num processo que assume geometria de aço temperado.
E aqui está a parte que a maioria das oficinas perde: uma vez que a extrusão começa, acelera. Quanto mais flui, menos espessura de secção transversal resta para resistir a mais fluxo. É por isso que o lote se divide — primeiros 40 dentro da tolerância, próximos 60 a perseguir a profundidade do cilindro.
Está a registar a tonelagem por pé nestes trabalhos e a correlacioná-la com a alteração do ângulo — ou está apenas a observar o transferidor e a reagir?
Agora reduza o V.
Desça para um V de 0,500 polegadas para procurar um raio interno apertado em 304 de 0,090 polegadas. Os ombros da matriz estão mais próximos, o ângulo incluído é mais acentuado no contacto, e o filme tem menos espaço para ficar plano. É forçado a dobrar-se abruptamente sobre o raio da matriz antes mesmo de o metal ceder.
É aí que o enrugamento começa.
O filme é flexível, não mágico. Quando coloca uretano de 0,022 polegadas sobre um V estreito e empurra um punção nele, o stress compressivo acumula-se ao longo dos ombros. Se o filme não conseguir esticar o suficiente para se conformar, enruga microscopicamente. Essas rugas tornam-se cristas de pressão. As cristas de pressão tornam-se linhas de testemunho.
Então adicionou filme para evitar marcas na matriz — e ainda assim obtém impressões ligeiras.
Porque num V apertado, o filme não está apenas a comprimir; está a ser dobrado numa geometria que não consegue ocupar suavemente. Quanto mais apertado for o requisito de raio, menos tolerante se torna essa interface. A espessura comprimida que mediu na configuração não representa o que realmente acontece no pico de carga nos ombros.
Ouça, em trabalho com V estreito o filme comporta-se menos como uma camada uniforme e mais como uma membrana em deslocamento.
Está a verificar o raio interno e o estado da superfície no ombro da matriz sob ampliação — ou assume que “filme igual a seguro” independentemente da largura do V?
A alta tonelagem provoca saltos.
Corridas longas causam deriva.
Imagine alumínio de 0,063 polegada com película de 0,015 polegada, 800 peças, quatro dobras cada. Isso são 3.200 impactos na mesma faixa de polímero se não a estiver a avançar. Cada impacto comprime, relaxa e aquece ligeiramente o poliuretano. Os polímeros não apreciam esse ciclo. Sofrem um conjunto de compressão — uma redução permanente na espessura após carga repetida.
Hipotético mas realista: a espessura inicial comprimida mediu 0,008 polegada. Após 400 ciclos na mesma zona, é efetivamente 0,0065. Essa perda de 0,0015 polegada na interface altera a penetração. Numa curva a ar de 90°, isso pode significar cerca de 0,3–0,5° de diferença dependendo de V e do material.
Número pequeno. Grande consequência.
Mas a deriva não é linear. No início da corrida, a película estabiliza rapidamente. Depois estabiliza. Então, à medida que se desenvolvem micro-rasgos e vitrificação superficial, a fricção muda e o comportamento de compressão altera-se novamente. É por isso que a peça 1, a peça 200 e a peça 700 não contam a mesma história.
Pode monitorizar isto. Tire amostras de ângulo a cada 50 peças. Registe a correção necessária no martelo. Avance a tira de película a cada 100 impactos. Algumas oficinas até tratam a película como ferramenta consumível e trocam-na a um número fixo de ciclos.
Mas nada disso a torna universal.
Apenas gere a degradação.
E uma vez que aceita que a película tem uma vida útil mecânica sob carga — definida por tonelagem, largura V e número de ciclos — deixa de perguntar como “configurar e esquecer”.”
Começa a perguntar se uma camada macia e sacrificial é a solução certa para o trabalho.
Então, na sua próxima corrida de 1.000 peças em aço inoxidável, está a tratar esse poliuretano como ferramenta de precisão com vida útil — ou como fita que coloca sobre a matriz e espera que se comporte?
Agora está a fazer a pergunta certa: se a película tem uma vida mecânica e uma curva de falha, o que a substitui quando o trabalho não pode tolerar deriva?
Aqui está a mudança que me levou anos a aceitar. A proteção só vale a pena manter se for previsível. Se a camada entre a chapa e a matriz mudar de espessura sob carga, ao longo da cama ou com o tempo, não resolveu os riscos — inseriu uma junta macia numa matriz de precisão e esperou que a moldagem ainda saísse correta.
Atualizações permanentes de ferramentas não são sobre luxo. São sobre mover a variável para fora da compressão e para a geometria que pode medir com um micrómetro em vez de adivinhar com um transferidor. Então, qual caminho realmente controla a espessura em vez de reagir a ela?
A espessura da película é nominal. Diz 0,015 polegada na caixa. Mede 0,0145 num ponto, 0,016 noutro. Depois aplica carga, e esse número deixa de significar algo porque a compressão depende da tonelagem por pé.
Uma matriz de poliuretano em V é diferente. O polímero é a matriz, não uma pele colada sobre aço. A sua dureza — digamos 90A versus 95A Shore — é especificada. A sua geometria é maquinada ou moldada para uma abertura V definida. Quando comprime, fá-lo como material em massa com comportamento de dureza conhecido, não como membrana fina que pode enrugar, extrudir ou tomar um conjunto de forma desigual.
Isso não a torna rígida. Torna-a caracterizável.
Ouça, da primeira vez que troca uma matriz de aço V de 1,000 polegada mais película de 0,030 polegada por uma matriz de poliuretano construída para o efeito, a curva de tonelagem muda. A força necessária geralmente diminui. Se a sua prensa for marginal em material mais espesso, pode repente descobrir que está a aplicar tonelagem insuficiente e não a atingir a profundidade. Isso não é um defeito da matriz — é uma lacuna de compatibilidade na sua configuração. O seu CNC foi calibrado segundo características de encosto em aço, não em ferramentas elásticas.
Portanto, a comparação não é “filme barato versus matriz cara”. É “camada comprimida variável versus geometria elástica definida”. Uma deriva a meio da execução. A outra altera a tua linha de base e mantém-se assim.
Estás a operar uma prensa de freio com resolução de controlo suficiente — e margem de tonagem disponível — para programar de propósito em torno de uma matriz elástica, ou estás com dificuldade em manter o ângulo com o aço?
| Aspeto | Filmes Adesivos | Matrizes em V de Uretano |
|---|---|---|
| Espessura Nominal | Listada (por exemplo, 0,015 pol.) mas varia na realidade (por exemplo, 0,0145–0,016 pol.) | Definida pela geometria maquinada ou fundida da abertura em V |
| Comportamento Sob Carga | A compressão varia com base na tonagem por pé; a espessura perde previsibilidade | Comprime-se como um material em massa com comportamento de dureza (durometer) conhecido |
| Características do Material | Membrana fina; pode enrugar, extrudir ou deformar-se de forma desigual | O corpo polimérico atua como a própria matriz; dureza especificada (por exemplo, 90A vs. 95A Shore) |
| Previsibilidade | Camada comprimida variável; pode derivar a meio da execução | Geometria elástica definida; altera a linha de base mas mantém-se estável |
| Rigidez | Flexível e inconsistente | Não é rígido, mas é caracterizável e consistente |
| Impacto na Tonagem | Mantém as expectativas padrão de tonelagem de conformação com aço | Reduz frequentemente a força necessária; curva de tonelagem altera-se |
| Compatibilidade de Configuração | Funciona com a calibração CNC existente baseada em aço | Requer recalibração devido ao comportamento elástico das ferramentas |
| Fatores de Risco | A variação de espessura afeta o controlo do ângulo | Pode ocorrer sub-entonagem se a prensa não tiver margem suficiente |
| Enquadramento de Custos | Custo inicial mais baixo | Custo inicial mais alto |
| Comparação Real | Camada comprimida variável | Geometria elástica definida |
O inox polido 304 não quer saber das tuas desculpas. Importa-se com a pressão de contacto e o deslize.
Uma matriz em V rolante muda a física. Em vez de arrastar a chapa sobre ombros fixos, os ombros rodam. O contacto torna-se rolante em vez de deslizante. A pressão na superfície distribui-se de forma diferente. O acabamento mantém-se porque a fricção diminui, não porque revestiste a matriz.
Isto significa que não há camada a comprimir para densificar. Não há perda gradual de espessura. A geometria que o controlador vê na primeira peça é a mesma que vê na peça número quinhentos.
Os insertos de nylon atacam o mesmo problema de outro ângulo. Maquina-se o corpo de uma matriz de aço com um encaixe e fixa-se uma tira de nylon substituível—digamos com 0,250 polegadas de espessura, capturada mecanicamente para que não avance. Agora o material de proteção tem uma secção transversal definida e é suportado de todos os lados. Não se extrude para dentro do V porque é a superfície do V.
Quando se desgasta, substitui-se o inserto. Não passas três horas a perseguir o ângulo, a perguntar-te por que razão “Sem riscos” se transformou em 88,7° numa chamada de 90°.
Está a proteger a superfície reduzindo o atrito e controlando o contacto — ou a enfiar algo macio entre duas ferramentas duras e a esperar que se comporte?
Aqui está a perspetiva que quero que leve consigo: a proteção deve ser projetada como uma ferramenta, não aplicada como fita adesiva.
Se optar por uma matriz de poliuretano, deve qualificá-la. Execute uma dobra de teste controlada com tonagem conhecida por pé. Registe a profundidade de penetração para alcançar 90,0°. Registe o retorno elástico com o lote exato de material. Esse programa transforma-se em “Urethane V 1.000-90A”, não “1.000 V com película”.”
Se instalar uma matriz em V com rolos, valide o ângulo versus profundidade ao longo da bancada e confirme a resposta ao arqueamento, porque o contacto rolante pode deslocar ligeiramente a distribuição de carga. Depois, fixe-o como uma entrada separada na biblioteca de ferramentas.
Se especificar inserções de nylon, defina um intervalo de inspeção de desgaste — a cada 300 impactos, a cada turno, seja qual for o intervalo suportado pelos seus dados — e trate a espessura da inserção como trataria o raio de uma punção afiada.
A parte não óbvia? Não está a eliminar o ajuste. Está a transferi-lo para o início do trabalho, onde é controlado, documentado e repetível.
Mas o inclinómetro digital indica 88°, não 90°, e agora está a ajustar a profundidade do batente como sempre faz. A diferença está em saber se está a compensar um sistema elástico conhecido que qualificou — ou a perseguir um polímero que está a mudar literalmente sob os seus pés.
Então olhe para a sua próxima produção de aço inox polido e responda sem hesitar: está a projetar a proteção da superfície como uma ferramenta definida na sua biblioteca ou ainda a tratá-la como um penso consumível sobre o aço endurecido?


















