

Saat 14:15’te elinizde temiz, ayna parlaklığında bir paslanmaz parça vardı. Çizik yoktu. Saat 15:00’te, aynı iş, aynı program, bu sefer her flanş 90° yerine 88°’de duruyordu.
Tek değişen neydi? Kalıp omuzlarının üzerine geçirilmiş 0,030 inçlik bir ürethan film.
İki dereceyi “kaybetmediniz”. Hassas bir kalıba yumuşak bir conta yerleştirdiniz ve kalıbın aynı şekilde davranmasını beklediniz.
Operatörlerin, çiziksiz ilk parçayı kutladığını ve açı göstergesindeki değişimi fark etmediğini gördüm. Büküm iyi görünüyor. Yüzey korunmuş. Ama dijital gönye 90° değil, 88° gösteriyor ve siz yine her zamanki gibi koç derinliğini ayarlamaya başlıyorsunuz.
Dinleyin, açılarınız film takıldığı gün değiştiyse, bu tesadüf değildi—programlamadığınız bir sıkışma etkisiydi.
O 0,022 veya 0,030 inçlik ürethan şerit orada öylece durmaz. Yük altında, kalıp omuzları boyunca düzensiz şekilde sıkışır, ilk temasta V-açıklığını fiilen genişletir ve ardından tonda artışla sertleşir. CNC hâlâ çeliğin sertleştirilmiş takım çeliğiyle buluştuğunu zannediyor. Öyle değil. Önce direnen değil, sıkışan bir şeyle buluşuyor.
Çizikleri çözdünüz ama binliklere ayarlanmış kapalı çevrim bir sisteme yeni bir değişken soktunuz. Kontrol cihazınıza bunu söylediniz mi?

Bunu kafanızda canlandırın.
Ayarı tam yapılmış bir programınız vardı: 10 numara yumuşak çelik, 0,135 inç kalınlık, 1,000 inç V-kalıp, bilinen bir penetrasyonda 90° hava bükümü. İlk test parçası her zaman 89,5° gelirdi, siz 0,010 inç derinleştirir ve işi bitirirdiniz.
Şimdi 0,030 inç film ekleyin.
İlk darbe yetersiz bükülme ile çıktı. Her zamanki “yavaşça yaklaşma” hareketinizi deniyorsunuz—penetreyi çok az azaltıp çoğaltıyorsunuz—ama film biraz kayıyor ya da ikinci darbede farklı şekilde geri tepiyor. Önceden öngörülebilir olan 0,010 inçlik düzeltme artık tahmin işi çünkü ürethanın sıkışma eğrisi çelik gibi lineer değil.
Bazı operatörler yıllarca film kullanıp kayma yaşamıyor. Fark ne? Film kalınlığını sabit bir takım ölçüsü gibi düşünüyorlar ve ilk bükmede sıfırdan yeniden kalibrasyon yapıyorlar, kozmetik bir eklenti gibi değil. Aynı makine. Farklı zihniyet.
O filmi taktığınızda, yeni bir birinci parça doğrulaması yaptınız mı, yoksa dünkü değerlere mi güvendiniz?

Atölyelerin hızlı şeridi neden sevdiğini anlıyorum. İnce alüminyum için 0,015 inçlik film, belki daha ağır levha için 0,060 inç. Tak, geçir. Kalıp parlatma yok. Paslanmaz için özel takım yok. Verimli hissettirir.
Ama kalınlık seçimi sadece kalıp izlerini önlemekle ilgili değildir. 0,022 inçlik film ile 0,030 inçlik film sadece farklı koruma sağlamaz—farklı şekilde etkin kalıp geometrisini değiştirir. Bu sekiz binde bir inçtir. Hava bükmede bu, derece demektir.
Ve işte sessiz kısım: film, esnek bir gövdeyi veya aşınmış takımları maskeyebilir. Daha az iz görürsünüz, dolayısıyla stabilitenin arttığını varsayarsınız. Oysa makine hâlâ yük altında sekiyor ve şimdi sıkıştırılabilir katman kendi seki profilini üstüne ekliyor. İki yay sistemi üst üste.
Koruma eklemiyorsunuz. Uyumluluk ekliyorsunuz.
Pres freniniz yeterince rijit mi, yoksa yumuşak bir katman eklemek orta noktadaki sapmayı artırıyor mu?
Bu düzeltmeyi sayısız kez gördüm: açılar hafif kaldığında, operatör zımbayı daha derine iter. Beş binde biri. On binde biri. Ölçer 90° gösterene kadar devam edilir.
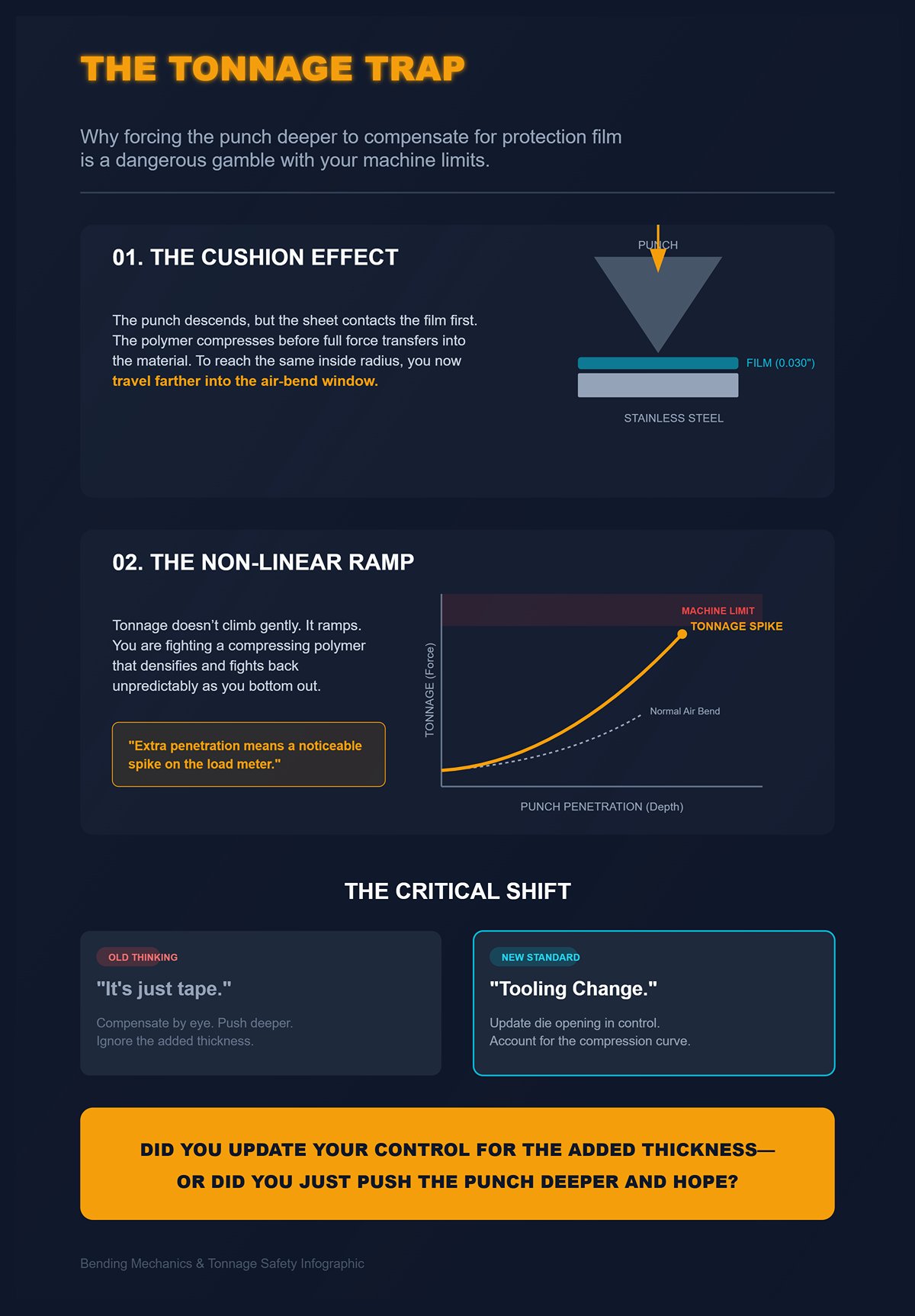
Bükme hattında olan şey şu. Zımba iner, sac filmle temas eder, film tam kuvvet malzemeye aktarılmadan önce sıkışır. Aynı iç yarıçapa ulaşmak için artık daha fazla mesafe kat edersiniz. Bu ekstra hareket, havada bükme penceresinin altına yaklaştıkça şekillendirme kuvvetini hızla artırır.
Tonaj yavaş yavaş artmaz. Tırmanır.
Yalnızca çeliğe değil, aynı zamanda sıkıştıkça yoğunlaşan ve öngörülemeyen şekilde direnç gösteren bir polimere daha fazla kuvvet uyguluyorsunuz. 304 paslanmazda 8 fitlik uzun bir bükmede, bu fazladan nüfuziyet yük göstergesinde fark edilir bir sıçrama yaratabilir. Artık takım sınırlarına, makine sınırlarına daha yakınsınız — tüm bunlar 0,030 inçlik bir yastığın yeniden kalibrasyonunu yapmadığınız için.
Yapmanızı istediğim zihniyet değişimi şu: filmi bir bant olarak görmekten vazgeçin, bunun bir takım değişimi olduğunu ve yeni bir ayar sayfası gerektirdiğini kabul edin.
Son koruma filminizi takarken, kontrolde kalıp açıklığını eklenen kalınlık ve sıkıştırma eğrisini yansıtacak şekilde güncellediniz mi — yoksa sadece zımbayı biraz daha derine itip denediniz mi?
Açı sabit kalsın, yük göstergesi yükselmesin diye, poliüretan eklediğinizde programınızı nasıl yeniden kalibre edeceğinizi bilmek istiyorsunuz.
Buradan başlayın: “mistik” hiçbir şey olmuyor. Çelik akma sınırına ulaşmadan önce bükme hattındaki geometriniz değişti. Bu 0,015 veya 0,030 inçlik kısmın yük altındayken tam olarak nereye gittiğini anlamadığınız sürece, ram derinliğini tahmin ediyor ve buna ayar diyorsunuz.
Vuruşu çevrimin ortasında dondurduğumuz test bükümlerini kestim. Gördüğünüz şey temiz bir V-kalıp izi değildir. Yassılaşmış bir polimer omuz, henüz yeni sarmaya başlayan bir çelik ve eski programınızın gerek duyduğundan daha derine inmiş bir zımba görürsünüz. Metal plastik şekil değiştirmeye başlamadan önce film zaten deforme olmuştur.
Bu, kontrolörünüzün yanlış üçgeni çözdüğü anlamına gelir.
Eskiden nüfuziyeti bilinen bir V-açıklığından, malzeme kalınlığından ve hedef iç yarıçaptan hesaplıyordunuz. Artık strok sırasında V’yi dinamik olarak yeniden şekillendiren bir sıkıştırılabilir katman var. CNC’nizin 1,000 inç olduğunu sandığı kalıp açıklığı temas anında 1,000 inç değildir, yarı yükte 1,000 inç değildir, tam tonajda da 1,000 inç değildir.
Yani aynı sayıları girip aynı 90°’yi beklediğinizde, aslında neye karşı büküyorsunuz?
1,000 inçlik bir V-kalısıp alın ve her iki omzuna 0,030 inçlik bir film yerleştirin. Kâğıt üzerinde, açıklığı 0,060 inç azalttınız. Çoğu operatörün varsaydığı budur.
Ancak strokunuzun ilk –30“u V’yi ”küçültmez”. Sacın ilk temas ettiği yerde film tepesini sıkıştırır. Malzeme henüz şekillenmiyordur; bir yastığı önceden yükliyorsunuzdur. Film, kalıp omuzları boyunca yana doğru yayılır, tepe noktasında incelir ve yanlara doğru hafifçe kalınlaşır.
Kaybolmaz. Yer değiştirir.
Yük altında, poliüretan viskoelastik davranır. Sıkışır ve akar, ardından yoğunlaştıkça sertleşir. Strokun erken safhasında, sac keskin çelik kenarlar yerine yuvarlatılmış, sıkışan omuzlarda durduğu için etkin V-açıklığınız 1,020 inç gibi davranabilir. Strok derinleştikçe ve film sıkıştıkça, omuzlar artık etkin olarak yükseldiğinden açıklık 0,940–0,960 inç eşdeğerine yaklaşır.
Bu, bükme hattının tek bir darbede değişen bir kalıp geometrisi gördüğü anlamına gelir.
Ve işte çoğu kişinin gözden kaçırdığı kısım: Film, temas hattının tam altında daha doğrudan sıkıştığı için, sacın iç yüzeyi, sertleştirilmiş çeliğe kıyasla biraz farklı bir kısıtlama yaşar. Daha yumuşak yüzeyler, tam destek oluşmadan önce daha fazla yerel içe doğru yer değiştirmeye izin verir; bu da ne uzayan ne de sıkışan tabaka olan nötr ekseni, kalınlığın ortasına biraz daha yaklaştırır.
Nötr ekseni kaydırırsanız, K-faktörünüzü de kaydırırsınız.
Film taktıktan sonra bükme azaltmanızı ayarladınız mı, yoksa hâlâ çıplak takım K-faktörünü mü kullanıyorsunuz?
Aynı 0,125 inç 5052 işinde 0,750 inç V’de hem 85A Shore poliüretan hem de 95A kullandım. Aynı kalınlık. Tamamen farklı açı davranışı.
85A “hoşgörülü” hissettirdi. Çizik yoktu. Operatörler bayıldı. Ama ilk darbeler 1,5° hafif çıktı. Ekstra nüfuziyet ekledik. Uzun parçalarda, ortadaki yük beklenenden hızlı arttı. Film, makinenin sehim eğrisinin üzerine eklenmiş ikincil bir yay gibi davranıyordu.
95A mı? Daha az gözle görülür sıkışma. Açılar başlayış değerine daha yakındı. Daha az ekstra strok gerekti.
Shore sertlik değeri, elastomerler için Shore A ölçeğinde ölçülen sertliktir. Sayı yükseldikçe, malzeme daha serttir. Ancak buradaki sertlik sadece hisle ilgili değildir—çelik deformasyonuna başlamadan önce abkant hareketinizin ne kadarının polimer deformasyonuna gideceğini belirler.
Bakın, ince paslanmaz çelikte yumuşak 80–85A film kullanıyorsanız, gerçek şekillendirme basıncına ulaşmadan önce ölçülebilir miktarda strok, plastiği sıkıştırmak için harcanır. Çeliğe daha fazla yüklenmekle kalmaz, sertleştikçe tepkisi öngörülemez hale gelen sıkışan bir polimere de baskı uygulamış olursunuz.
Bu öngörülemezlik, 0,010 inçlik düzeltmenizin parçadan parçaya tutarsız olmasına yol açar.
Filmi “çizik bırakmama” kriterine göre mi, yoksa malzeme kalınlığı ve tonaj aralığına göre seçilmiş Shore sertliğine göre mi seçiyorsunuz?
Hadi, detaya inelim.
1,000 inç’lik bir V’de 0,135 inç 304 paslanmaz çeliği havada büküyorsunuz. Örnek olarak, 90° için baz nüfuziyet, malzeme temas noktasından 0,350 inç olabilir. Şimdi omuz başına 0,015 inç film ekliyorsunuz—toplamda 0,030 inç istif.
Bu film sıfıra kadar sıkışsaydı, sadece açıklığınızdan 0,030 çıkarır ve bükme hesaplamanızı buna göre ayarlardınız. Temiz matematik.
Ama sıfıra kadar sıkışmaz. Çalışma tonajı altında, Shore sertliğine ve inç başına yüke bağlı olarak belki –60 kadar sıkışır. Yani etkin V-açıklığınız, şekillendirme yükünde 1,000 değil, 0,970–0,985 inç gibi davranabilir—ama bu da uzunluğa ve tonaj dağılımına bağlı olarak tutarlı olmaz.
Havada bükmede daha küçük V-açıklığı, daha sıkı iç yarıçap ve daha büyük geri esneme kuvvetleri anlamına gelir. Aynı 90°’yi elde etmek için genellikle daha derin zımba nüfuziyeti gerekir, çünkü sistem erken aşamada biraz stroku sıkışmaya harcar, sonrasında sertleşir.
Ekstra 0,010–0,020 inç’lik abkant hareketi pek kulağa çok gelmeyebilir.
Paslanmaz çelikte 8 fitlik bir bükmede, bu, havada bükme penceresinin altına yaklaştığınızda ayak başına birkaç ekstra ton anlamına gelebilir.
Şimdi bunu, zaten çerçeve sapmasını ve taçlanmayı telafi eden bir makineye ekleyin. Yük ile değişen değişken bir V-kalıp genişliği tanıtmış oldunuz. CNC’nizin tonaja dayalı açı düzeltmesi, çelikten çeliğe temas varsayımlarına dayanıyor.
Kontrol ünitesine yeni bir efektif kalıp genişliği girip test numuneleriyle doğruladınız mı—yoksa hâlâ makineye kalıbın üzerine damgalanan 1.000 inçlik V olduğunu mu söylüyorsunuz?
0.090 inçlik 5052-H32 parçasını çıplak takım ile bükün. Yaylanmayı ölçün. Şimdi aynı işi yumuşak 0.030 inçlik film ile yapın. Birçok atölye, filmin “daha az bükmeye neden olduğunu” bildiriyor.”
İşte nedeni.
Yaylanma, yük kaldırıldıktan sonra elastik geri kazanımdır. Dış liflerde depolanan elastik gerinim ne kadar sıkıysa, o kadar açılmak ister. Daha yumuşak bir ara yüz tanıttığınızda iki şey olur:
Birincisi, filmde oluşan erken aşama sıkışma, metalin tam plastik davranışa geçmesini geciktirir. Stroğun bir kısmını polimerde basınç oluşturmaya harcarsınız, levhaya gerinim vermek yerine.
İkincisi, kalıp omuzlarında daha az sürtünme—çünkü poliüretan uyum sağlar ve basıncı dağıtır—bükme sırasında malzeme akışına biraz daha izin verir. Temas noktalarındaki daha az kısıtlama, levhanın yük boşaldığında daha serbest şekilde geri kazanmasını sağlar.
Zaten daha yüksek akma dayanımı ve belirgin yaylanma değerine sahip paslanmazda, o yumuşak ara yüz etkisini abartır. Alüminyumda, özellikle 5052 veya 6061-T6 gibi temperlerde, sert çelik omuz ile yastıklı omuz arasındaki fark, telafi edilmezse, bir iki derecelik ek açılma olarak kendini gösterir.
Bu yüzden bazı atölyeler filmin “paslanmazı hep az bükmeye neden olduğunu” söyler.”
Bu batıl inanç değil. Bu, depolanan elastik enerji ve değişen kısıtlama koşullarıdır.
Yani o şeridi takıp hissiyatla 90° kovalamaya başladığınızda, açı düzeltme tablonuzda artan yaylanmayı hesaba katıyor musunuz—yoksa hâlâ parça parça tepki verip, dünün değerlerinin bugün neden tutmadığını mı merak ediyorsunuz?
Filmi monte ettiğinizde açı her seferinde aynı çıksın diye koç derinliğini, efektif kalıp genişliğini ve bükme indirimi değerini yeniden nasıl hesaplayacağınızı bilmek istiyorsunuz.
Şuradan başlayın: kalıp omzuna taktığınız kalınlık, koruma değil geometri.
Aynı 0.135 inçlik 304 paslanmaz işi, 1.000 inçlik V’de üç farklı filmle çalıştım: 0.015, 0.030 ve 0.040 inç. Aynı punta. Aynı tonaj eğrisi. Aynı CNC programı. Sadece film değişti. 0.015, 90°’yi yakalamak için yaklaşık 0.008–0.010 inç ek penetrasyon gerektirdi. 0.030, yaklaşık 0.015–0.020 inç daha fazla. 0.040? Farklı bir canlı—0.025 inçten fazla daha derin ve iç yarıçap o kadar büyüdü ki, 10 inçlik bir flanşta bükme indirimi 0.030 inçten fazla hatalıydı.
Bu “yüzey koruması” değil. Bu, hassas bir kalıba yerleştirilen yumuşak bir conta. Her bir binliklik yastık kalıbın şeklini değiştirir.
Mekanizma şu: daha kalın film, çelik akmaya başlamadan önce daha fazla stroğun poliüretanı sıkıştırmaya harcanması demektir. Sıkışma lineer değildir. Düşük yükte kolayca çöker; yüksek yükte hızla sertleşir. Yani çalışma tonajında efektif V-açılış artık sadece film kalınlığının temiz bir çıkarımı değildir—yük bağımlı bir değerdir. Bu, CNC’nizin sabit kalıp genişliği ve çelikten çeliğe temas varsayan hava bükme modelinin yanlış üçgeni çözdüğü anlamına gelir.
Ve film ne kadar kalınsa—.020, .030, .040 inç ve üzeri—çeliği bükmeden önce o kadar fazla poliüretana karşı bükme yapıyorsunuz.
Yani denge sadece dayanıklılık ile çiziksiz yüzey arasında değil. Dayanıklılık ile öngörülebilirlik arasında. Mevcut makinenizde hangisini optimize ediyorsunuz?
0,012 inçlik, Shore 90A sertliğinde bir poliüretan şeridi, 0,750 inçlik bir V üzerinde 0,090 inçlik 5052’yi şekillendirdiğinizi hayal edin. İlk 50 parça? Mükemmel. Açı farklılıkları 0,5° içinde. Ekstra strok minimum—belki çıplak takım referansının yaklaşık 0,006 inç ötesinde. Bükme indirimi değişimi o kadar küçük ki, hafif bir K-faktörü ayarlamasıyla telafi edebilirsiniz.
Neden bu kadar stabil?
Çünkü ince film bir yapısal katmandan çok, uyum sağlayabilen bir kaplama gibi davranır. Bükülmüş bir polimerdeki gerinim, kalınlığın yarıçapa oranıyla ölçeklenir. Kalınlığı iki katına çıkarın, aynı bükülme yarıçapında yüzey gerinimi de iki katına çıkar. Filmi ince tutun, polimer ezilmek yerine esner. Aktüatör testlerinde gördüğüm kadarıyla, 50 mikronluk katmanlar, 130 mikronluk katmanlara kıyasla hareketi kısıtlamadan önce çok daha fazla deformasyon sağlar. Bunu fren bükümüne uyarlarsak: ince film, çeliğin doğal bükülme yoluna daha az müdahale eder.
Ama işte atölye gerçeği.
Aynı 0,012“yi, lazer kesimli kenarlara sahip 0,125 inçlik HRPO üzerinde çalıştırın ve 200 vuruştan kısa sürede iz hatları görmeye başlarsınız. ”Zayıf” olduğu için değil, keskin kenarlar gerilimi yoğunlaştırdığı için. Filmin ince kesiti her çevrimde daha yüksek yerel gerinim anlamına gelir. Mikro yırtıklar oluşur. Yüzey çizildiğinde sıkıştırma düzensizleşir ve açı kayması başlar—burada 0,3°, orada 0,7°.
İnce film size en temiz geometrik değişimi ve en kolay matematiği verir: hedef açıya ulaşmak için ek penetrasyonu ölçün, şekillendirme tonajındaki sıkıştırmaya göre yeni etkin kalıp genişliğini kaydedin, buna göre bükme indirimini ayarlayın. Ama kötü muameleyi kaldıramaz.
Parçalarınız o 0,015 inçlik şeride değmeden önce kenarları kırılmış ve çapakları alınmış mı?
Şimdi çoğu atölyenin “standart” dediği aralıktayız. 0,030 inçlik, 85A sertliğinde bir şerit, 1,000 inçlik bir V üzerinde. Çizik yok. Operatörler rahatlıyor.
Sonra dijital protraktör 90° değil, 88° gösteriyor ve siz her zamanki gibi koç derinliğini ayarlıyorsunuz.
Orta kalınlık film, sıkıştırmanın bükmede yapısal bir aşama haline gelmesi için yeterince kalındır. Örneğin, 10 feet uzunluğunda 304 paslanmaz çelik bir parçada, ayak başına 12 ton kuvvet uygulandığında, o 0,030 sadece düzleşmez—yoğunlaşır. İlk strok: yumuşak. Orta strok: giderek sertleşir. Hava bükme penceresinin alt noktası: sert şekilde geri iter. Siz yalnızca çeliğe değil, yoğunlaştıkça öngörülemez bir şekilde geri tepme yapan bir polimere de daha fazla basıyorsunuz.
Mekanik olarak üç şey değişir:
İşte burada bükme indirimi hataları birikir. Örneğin, baz BD’niz 1,000 inçlik bir V’de 0,160 inçlik iç yarıçap varsaymışsa, ancak sıkıştırılmış film etkili şekilde 0,970–0,980’lik bir V gibi davranıyorsa, yarıçap ve K faktörü değişir. Çok fazla değil—ama uzun kenarlarda flanş uzunlukları 0,020–0,040 inç eksik olur.
Orta kalınlık film, polimer dayanıklılığı iyiyse 500 parçalık üretimlerde dayanabilir. Bazı yüksek verimli varyantlar binlerce çevrim boyunca çatlamadan eğriliğini korur. Ancak malzemenin dayanıklılığı, süreçteki geometrik tarafsızlıkla aynı şey değildir.
O 0,030 takılıyken ölçülen açıya karşı penetrasyona göre kontrol sisteminize yeni bir kalıp genişliği girdiniz mi—yoksa hâlâ CNC’ye üzerine damgalanan 1,000 inçlik V’yi mi söylüyorsunuz?
Çizik korkusuyla 0,060 inçlik film kullanan paslanmaz mimari panel atölyeleri gördüm.
İlk darbe 0.125 inçlik 304 üzerinde 1.250 inçlik V’de: açı yaklaşık 3° kadar az çıkıyor. Vuruş ekliyorlar. Tonaj eğiliminin sonuna doğru yükseliyor. İç yarıçap beklenenden büyük ölçülüyor, küçük değil.
Bu insanları şaşırtıyor.
Sebebi şu: çok kalın film ile artık sadece V-açıklığını daraltmıyorsunuz—levhayı farklı şekilde saran esnek bir kalıp omuzu oluşturuyorsunuz. Temas alanı genişliyor. Basınç dağılıyor. Çelik kenarlarda daha az keskin şekilde destekleniyor, bu nedenle levha belirgin bir çelik omuzun etrafında sıkı biçimde şekillenmek yerine, deforme olan bir yastığa karşı bükülüyor. Sonuç, penetrasyon artmasına rağmen daha büyük bir etkili iç yarıçap olabiliyor.
Ayrıca, belirli bir bükme yarıçapında polimerdeki gerinim kalınlıkla birlikte arttığından, kalın filmler yüksek iç gerilim yaşar. Tekrarlanan 90° döngüler altında kalın katmanlar beklenenden daha hızlı yorulabilir. “Ağır hizmet = daha uzun ömür” varsayımı, döngü başına gerinim kalınlık-yarıçap oranıyla üstel şekilde arttığında her zaman geçerli değildir.
Çizilmeye karşı dayanıklılık elde edersiniz, evet. Ancak şu bedelleri ödersiniz:
Bakın, 0.040 inçlik film takıp bükmenizi baştan karakterize etmezseniz—test numuneleri, açıya karşı derinlik grafiği, revize edilmiş BD—kaliteyi korumuyorsunuz. Yumuşak bir yüzeyin altında dengesizliği gizliyorsunuz.
Şu anda en kalın filminizde ne kadar fazladan penetrasyon ekliyorsunuz ve ortaya çıkan iç yarıçapı kumpasla gerçekten ölçtünüz mü?
11 kalınlıkta yumuşak çelikte 300 parça boyunca düz 0.030 inçlik bir şerit çalıştırın. Kalıbın içinde yana doğru sürünmeye başladığını göreceksiniz, özellikle uzun parçalarda. Omuzda sıkıştırma artı makaslama bunu yürütür. Bir kez kaydığı anda, etkili kalıp genişliğiniz soldan sağa değişir. Açı uzunluk boyunca farklılaşır.
Kumaş destekli versiyona geçin. Kumaş uzamayı sınırlar. Boyutsal kararlılık artar. Yerinde kalır.
Ama bir püf noktası var.
Kumaş desteği, filmin kalıp omzundaki mikro geometrilere tamamen uyum sağlama yeteneğini azaltır. Biraz daha az sıkıştırma. Biraz daha sert arayüz. Hassas fırçalanmış paslanmazda, kalıp omzu mükemmel temiz değilse daha yüksek yerel basınç anlamına gelebilir. Koruma ile uyum arasında bir denge.
Yüksek hacimli işler için—500 parça ve üstü—kararlılık teorik yumuşaklıktan daha önemlidir. 0.010 inç yana kayan bir film, seri ortasında kalıp geometrinizi değiştirmiş demektir. Bu, tutarlı kalan biraz daha sert bir yüzeyden daha kötüdür.
Yani uzun bir iş için film belirlerken, yalnızca çizik korkusuna mı odaklanıyorsunuz—yoksa bu malzemenin belirli V-açıklığınızda tam tonajda 400 döngü sonrası nasıl davrandığına mı?
| Boyut | Düz Poliüretan (0.030″) | Kumaş Destekli Poliüretan |
|---|---|---|
| 300+ Parça Çalışmalarında Performans | Özellikle uzun parçalarda, kalıp içinde yana doğru kaymaya başlar | Stabil kalır ve yerinde durur |
| Basınç ve Kesme Altında Davranış | Omuz kısmında kayma olur; etkili kalıp genişliği değişir | Kumaş destek gerilmeyi ve hareketi sınırlar |
| Boyutsal Stabilite | Zamanla azalır; parça uzunluğu boyunca açı değişikliği olur | Artırılmış stabilite; tutarlı açılar |
| Kalıp Mikro-Geomterisine Uyumluluk | Daha iyi uyumluluk; daha yumuşak temas yüzeyi | Biraz daha az uyumluluk; daha sert temas yüzeyi |
| Hassas Yüzeylerde Yüzey Basıncı | Temizse daha düşük lokal basınç | Kalıp omuzu tamamen temiz değilse daha yüksek lokal basınç riski |
| 500+ Parça Çalışmaları için Uygunluk | Sürünme nedeniyle çalışmanın ortasında geometrisi değişebilir (örn. 0,010″ kayma) | Tam tonaj altında tutarlılığını korur |
| En İyi Seçim Kriterleri | Yumuşaklık ve çizilmeye karşı korumaya öncelik verir | Uzun üretimlerde kararlılığı ve tutarlılığı önceliklendirir |
Felsefe değil, sayı istiyorsunuz. Güzel.
Geçen ay 135 tonluk bir presin arkasındaydım; 0,079 inç (2 mm) 304’lük saç, 1,000 inçlik V kalıpta 0,022 inçlik poliüretanla çalışıyordu. İlk vuruş: 87,6°. Operatör koç derinliğini 0,012 inç artırıyor. İkinci vuruş: 90,3°. 0,004 inç geri alıyor. Şimdi binliklerle oynuyoruz, sanki oyun gibi.
Doğru soru “Ne kadar daha strok?” değil. Soru şu: kontrolörünüz şu an hangi üçgeni çözüyor — ve o üçgen gerçek mi?
Bu protokol filmi programlanabilir bir değişkene dönüştürür. Z-ofseti. Etkili V-açılımı. Revize edilmiş bükme indirimi. O matematiği atlıyorsanız, eğmiyorsunuz — ilk parçalarla kumar oynuyor, adına “deneyim” diyorsunuz.
Kontrole dokunmadan önce bir tartışmayı çözüyoruz.
Aynı 2 mm sacı ele alın. Standart hava bükme kılavuzu, ince stok için kalınlığın 6–8×’i kadar V-açılımı önerir. Yani 12–16 mm. 1,000 inçlik bir V (25,4 mm) zaten geniştir—paslanmaz çelikte tonaj ve yarıçap kontrolü için uygundur.
Şimdi 0,022 inçlik filmi ekleyin. Her iki omzu kaplıyorsa bu, yan başına 0,56 mm’dir. Yük altında, malzemenin sertliğine (durometer) ve ayak başına tonaja bağlı olarak muhtemelen 0,30–0,40 mm’ye sıkışır.
Bu, malzemenizin 2,56 mm kalınlığında olduğu anlamına mı gelir?
Hayır. Çeliğin akma dayanımı değişmedi. Geri yaylanma davranışı aniden 2,5 mm stokla aynı hale gelmedi. Değişen şey, çeliğin kalıp omuzlarında “gördüğü” geometridir.
Bu yüzden filmi, malzeme yığınının değil kalıp yığınının bir parçası olarak ele alırsınız.
Bu fark neden önemli: tonaj formülü kalınlığın karesine duyarlıdır. P = 650 × S² × L / V. Eğer kontrole yanlış bilgi verip açı kaybını telafi etmek için malzeme kalınlığını artırırsanız, makine çeliğin ihtiyaç duyduğundan daha yüksek tonaj hesaplar. İnce saclarda bu yüzde artışı önemlidir. 0,079 inçlik sac üzerindeki 0,022 inçlik bir katman, yanlış sınıflandırıldığında kalınlığa göre ,1 artış anlamına gelir. İnsanların yeniden kalibrasyon yerine aşırı yüklemeye kaymasının nedeni budur.
Dinleyin, film mukavemet eklemez. Temas yüzeyinde esneklik kazandırır.
Yani ekipman kütüphanenizi açtığınızda, malzeme kalınlığını mı düzenliyorsunuz — yoksa farklı bir etkili V ve nüfuz eğrisini yansıtan yeni bir kalıp kaydı mı oluşturuyorsunuz?
Ölçebileceğiniz bir şeyle başlıyoruz.
4 inçlik bir numune kesin. Yeni filmi takın. Zımbayı, sacla hafifçe temas edene kadar indirin — yük yok. Z’yi sıfırlayın.
Şimdi mevcut programınızı kullanarak 90° hava bükme yapın ve iki değeri kaydedin: elde edilen açı ve sıfır noktasından itibaren gerçek koç nüfuzu.
Varsayılan (filmsiz) programınız, 1.000 inç V kalıbında 0.615 inçlik nüfuzda 90°'ye ulaştı diyelim. 0.022 inçlik film takılıyken, 90°'ye 0.628 inçte ulaşıldı.
Fark: 0.013 inç.
Bu 0.013 rastgele bir değer değildir. Çalışma yükünde sıkıştırılmış film kalınlığına ve temas geometrisindeki herhangi bir kaymaya karşılık gelir.
Bunu üç kez yapın. Ortalama alın. 0.012, 0.014, 0.013 görürseniz—iyi. Filminiz stabildir. 0.010, 0.018, 0.015 görürseniz—polimer hareket ediyor veya öngörülemez şekilde yoğunlaşıyor demektir.
Başlangıç Z-ofsetiniz, nominal film kalınlığı değil, ölçülen nüfuz farkına eşittir.
Nominal 0.022 önemli değildir. Önemli olan sıkıştırılmış 0.013’tür.
Şimdi etkin V-açıklığını rafine ediyoruz. Hava bükme için basit bir çalışma yaklaşımı: paslanmaz çelikte standart bir kurulumda iç yarıçap ≈ 0.16 × V'dir. Film takılıyken gerçek iç yarıçapınızı ölçün. Eğer 1.000 V'deki varsayılan yarıçapınız 0.160 inç idiyse ve şimdi 0.150 ölçüyorsanız, etkin V’niz yaklaşık 0.937 gibi davranıyor demektir (çünkü 0.150 / 0.16 ≈ 0.937).
Bu, CNC’nizde yeni bir kalıp girişi olur: “1.000 V + 0.022 film (sıkıştırılmış)”. Not değil. Ayrı bir araç.
Çünkü kontrolör, yumru nüfuzunu varsayılan V-genişliğine göre bükme açısını hesaplayarak belirler. Eğer 1.000’de bırakırsanız, yanlış üçgeni çözmektedir.
Gerçekten tonajda sıkıştırılmış kalınlığı mı ölçtünüz—yoksa film kutusunda yazan değere göre mi program yapıyorsunuz?
Şimdi düz kalıp deseniyle ilgileniyoruz.
Önceki bükme indiriminiz (BD) bilinen bir iç yarıçap ve K-faktörüne dayanıyordu. Diyelim ki 1.000 V’deki 2 mm 304 malzemede 0.42 K kullanıyordunuz ve tutarlı flanş uzunlukları elde ediyordunuz.
Film takılıyken, daha sıkı bir iç yarıçap ölçtünüz—0.160 yerine 0.150. Bu bile tek başına bükme payını değiştirir.
Bükme payı = (π/180) × açı × (R + K × T).
R’yi 0.010 inç değiştirin ve pay anında kayar. 90° bükmede:
ΔBA ≈ (π/2) × 0.010 ≈ 0.0157 inç.
Bu, yalnızca yarıçap değişiminden kaynaklanan geliştirilen uzunlukta 0.015 inçten fazla fark demektir. Şimdi, uyumlu ara yüzeyden kaynaklanan gerinim dağılımındaki değişim nedeniyle olası K-faktör kaymasını da ekleyin; bu da uzun flanşlarda kolayca 0.020–0.040 inç hataya yol açabilir.
Bu nedenle, “sadece film eklediğinizde” parçalar aniden uzar veya kısalır.”
İki test parçası çalıştırın: biri varsayılan, diğeri filmli. Bükmeden sonra gerçek flanş uzunluklarını ölçün. Film takılıyken gerçek K’nızı geriye doğru hesaplayın. Bunu CAM veya kontrol sisteminize ayrı bir malzeme-kalıp kombinasyonu olarak kaydedin.
Film takılı = yeni BD tablosu.
Aksi halde yüzeyi koruyor ve baskıdaki her bir bacağı sessizce geriyor veya küçültüyorsunuz.
İş değiştirirken, o film kalınlığına bağlı yeni bir BD mi yüklüyorsunuz—yoksa sözlü aktarıma mı güveniyorsunuz?
Tek kıvrımlar yalan söyler. Kutular gerçeği söyler.
0.063 inç alüminyumdan dört taraflı bir kapağı, 0.015 inç filmle hayal edin—ince, “güvenli,” değil mi? İnce ölçülerde, bu film sıkıştırma öncesi malzeme kalınlığının –25’ini temsil edebilir. Yük altında 0.008’e kadar ezilse bile, film sertleştikçe ilk ve son kıvrım arasında 0.002 inç değişkenlik gerçekçi olur.
İlk kıvrım: sıkışmış kalınlık 0.008. Dördüncü kıvrım: belki 0.010 çünkü şerit omuzlar boyunca yoğunlaşmıştır.
Sokulma derinliğindeki bu 0.002 fark açısal değişime dönüşür—belki 0.4–0.6°. Geri dönüş flanşında bu birikir. Kutuyu kapattığınızda, dikişte 0.030 inç boşluk ile uğraşırsınız.
Suçu geri dayama tekrarlanabilirliğine atarsınız. Suçu geri esnemeye atarsınız.
Ama gerçek değişken, döngüler boyunca değişen yumuşak bir ara yüzdü.
Yüksek mukavemetli 3 mm parçalarda, bu değişkenlik kalınlığın küçük bir yüzdesidir. 1.5 mm alüminyumda ise büyük bir yüzdesidir. İnce ölçüler daha çok zarar görür çünkü film yığının yüksekliğinin daha büyük bir kısmını oluşturur.
Bakın, yeniden kalibrasyon size kontrol edilen bir başlangıç noktası verir. Ancak polimer sürünmesini, ısı birikimini veya 500 döngü boyunca sıkışma setini ortadan kaldırmaz. Bu fiziksel bir sınırdır, programlama sınırı değil.
Yani film takılı bir şekilde 1.000 parçalık bir seriye başlamadan önce, aynı şeritte parça 1’den parça 200’e kadar açı kaymasını takip ettiniz mi—yoksa ilk ürün düzeltmenizin sonsuza dek tutacağını mı varsayıyorsunuz?
Uzun süreli çalışmalarda açılarınızın kaymaması için film sıkışma kaymasını nasıl kontrol edeceğinizi veya izleyeceğinizi bilmek istiyorsunuz.
İşte acı gerçek: onu izleyebilirsiniz, onu grafiğe dökebilirsiniz, her 25 parçayı dijital açıölçer ile ölçebilirsiniz—ama film mekanik sınırını aştığında, kayma artık yavaş yavaş olmaz.
Birden olur.
O poliüretanı hassas bir kalıba yerleştirilmiş yumuşak bir contaya benzetin. Hafif, öngörülebilir yükte sıkışır ve düzgün davranır. Belirli bir basıncı aştığında, sadece incelmez; yana doğru hareket etmeye başlar, soğuk akış yapar, bant çizgisinde kesilir ve V içine tıpkı bir bot altında sakız gibi dolar. İşte bu kırılma noktasıdır. Ve bu olduğunda, güzel, ortalama 0.013 inç sokulma farkınız bir darbede 0.018 ve sonraki darbede 0.011 olur.
Bu noktada “Çizik yok” sessizce açısal hurdaya dönüşür.
Peki gerçek dünyada nerede başarısız olur?
175 tonluk bir abkantta 1.000 inçlik bir V kalıpta 10-gauge A36 bükün. 6 fitlik parçalar üretiyorsunuz, malzeme değişkenliğine göre tabla boyunca 70 ila 90 ton arasında çalışıyorsunuz. 0.030 inçlik poliüretan takıldığında, ilk on parçanız stabil görünüyor. Hesaplamayı yaptınız. Ofseti programladınız. Kendinizi zeki hissediyorsunuz.
Sonra 30. parçaya geldiğinizde, açınız birdenbire 1,2° açık hale geliyor.
Ne 0,2. Ne de yavaş yavaş. Tam bir dereceden fazla.
Olan şey gizemli değil. Kalıp omuzlarında yüksek yüzey basıncında poliüretan, basma dayanımını aşıyor ve V açıklığına doğru taşmaya başlıyor. Sac ile kalıp arasına düzgünce oturan malzeme artık ileriye ve aşağıya sıkıştırılıyor. Bu temas çizgisini değiştiriyor. Artık etkin V ölçünüz kurulum ölçümünüzle aynı değil.
Sadece çeliğe değil, aynı zamanda sıkıştıkça öngörülemez şekilde geri tepme yapan bir polimere de daha fazla kuvvet uyguluyorsunuz.
Taşma, tabla boyunca da uniform değil. Eğer tonaj eğriniz ortada zirve yapıyorsa, film orada daha çok incelir. Artık soldan sağa açılarınız farklı olur. Kontrol ünitesi, takımın rijit olduğunu sanıyor. Öyle değil. Sertleştirilmiş çelik geometrisine dayanan bir sürece yük duyarlı bir yastık eklemiş oldunuz.
Ve işte çoğu atölyenin kaçırdığı nokta: taşma başladığında hızlanır. Ne kadar çok akarsa, daha fazla akışı engelleyecek kesit kalınlığı o kadar azalır. İşte bu yüzden seri ikiye bölünür—ilk 40 parça tolerans içinde, sonraki 60 ise koç derinliğini kovalar.
Bu işlerde ayak başına tonajı kaydedip açı değişimi ile ilişkilendiriyor musunuz—yoksa sadece gönye ile bakıp tepki mi veriyorsunuz?
Şimdi V’yi küçültün.
0.090 inçlik 304’te dar bir iç yarıçap elde etmek için 0.500 inçlik bir V’ye düşün. Kalıp omuzları daha yakın, temas noktasında dahil açısı daha dik ve filmin düzgün yayılacak daha az alanı var. Metal henüz akmadan kalıp yarıçapı üzerinden keskin şekilde bükülmeye zorlanır.
İşte bükülmenin başladığı yer burasıdır.
Film esnektir, sihirli değil. 0.022 inçlik poliüretanı dar bir V üzerine serip üzerine zımba bastığınızda, omuzlar boyunca basınç gerilmesi oluşur. Film yeterince esneyip uyum sağlayamazsa, mikroskobik olarak kırışır. Bu kırışıklıklar basınç sırtlarına dönüşür. Basınç sırtları da iz çizgilerine dönüşür.
Yani kalıp izlerini önlemek için film eklediniz—ve hala hafif izler alıyorsunuz.
Çünkü dar bir V’de film sadece sıkışmaz; aynı zamanda pürüzsüzce dolduramadığı bir geometrinin içine katlanır. Yarıçap gereksinimi ne kadar dar olursa, o temas yüzeyi o kadar az affedici olur. Kurulumdaki ölçtüğünüz sıkışmış kalınlık, omuzlarda en yüksek yük anında olanı temsil etmez.
Bakın, dar V işlerinde film tek tip bir tabakadan çok kaygan bir zar gibi davranır.
Dar V genişliğinden bağımsız olarak “film varsa güvenlidir” varsayımıyla mı ilerliyorsunuz—yoksa kalıp omuzlarında iç yarıçap ve yüzey durumunu büyüteç altında kontrol ediyor musunuz?
Yüksek tonaj ani değişimler yaratır.
Uzun üretim serileri kaymaya neden olur.
0,063 inç alüminyum levhayı 0,015 inçlik filmle düşünün, 800 parça, her birinde dört büküm. Eğer filmi ilerletmiyorsanız, aynı polimer şeridi üzerinde 3.200 darbe demektir. Her darbe, ürethanı hafifçe sıkıştırır, gevşetir ve ısıtır. Polimerler bu döngüyü sevmez. Tekrarlanan yükleme sonrası kalıcı bir kalınlık azalması olan “sıkışma seti” adı verilen durumu yaşarlar.
Varsayımsal ama gerçekçi bir örnek: Başlangıçta ölçülen sıkıştırılmış kalınlık 0,008 inçti. Aynı bölgede 400 çevrimden sonra etkin kalınlık 0,0065 inç oldu. Ara yüzdeki bu 0,0015 inçlik kayıp, nüfuziyeti değiştirir. 90° hava bükümünde, bu fark V değeri ve malzemeye bağlı olarak yaklaşık 0,3–0,5° fark yaratabilir.
Küçük bir sayı. Büyük bir sonuç.
Ancak kayma doğrusal değildir. Üretimin başında film hızla oturur. Sonra dengelenir. Ardından mikro yırtılmalar ve yüzey parlaması oluşunca, sürtünme değişir ve sıkışma davranışı tekrar farklılaşır. İşte bu yüzden parça 1, parça 200 ve parça 700 aynı hikâyeyi anlatmaz.
Bunu izleyebilirsiniz. Her 50 parçada açı numunesi alın. Gerekli kalıp kursu düzeltmesini takip edin. Film şeridini her 100 darbede ilerletin. Bazı atölyeler filmi sarf malzemesi gibi görür ve belirli bir çevrim sayısından sonra değiştirir.
Ama bunların hiçbiri durumu evrensel hale getirmez.
Sadece bozulmayı yönetir.
Ve filmi tonaj, V genişliği ve çevrim sayısıyla tanımlanan bir yük altında mekanik ömre sahip bir malzeme olarak kabul ettiğinizde, artık “ayarla ve unut” yaklaşımını sormazsınız.”
Bunun yerine, yumuşak ve feda edilebilir bir katmanın iş için doğru çözüm olup olmadığını sorgulamaya başlarsınız.
Yani gelecek 1.000 parçalık paslanmaz çelik üretiminizde, o ürethanı hizmet ömrü olan hassas bir kalıp gibi mi kullanıyorsunuz, yoksa kalıp üzerine gelişi güzel yapıştırıp iyi davranmasını umduğunuz bir bant gibi mi?
Şimdi doğru soruyu soruyorsunuz: eğer filmin mekanik bir ömrü ve bir arıza eğrisi varsa, iş kaymaya tolerans gösteremiyorsa onu neyle değiştirmeliyiz?
Bunu kabullenmem yıllarımı aldı. Koruma sadece öngörülebilir olduğunda değerlidir. Sac ile kalıp arasındaki tabaka yük altında, tabla boyunca veya zamanla kalınlık değiştiriyorsa, çizikleri çözmüş olmazsınız—sadece hassas bir kalıba yumuşak bir conta yerleştirmiş ve dökümün hâlâ doğru denk gelmesini ummuş olursunuz.
Kalıcı kalıp yükseltmeleri, gösteriş yapmakla ilgili değildir. Değişkeni sıkıştırmadan çıkarıp mikrometreyle ölçebileceğiniz geometriye taşımakla ilgilidir, hız cetveliyle tahmin yürütmekle değil. Peki, hangi yol kalınlığı tepki vermek yerine gerçekten kontrol eder?
Film kalınlığı nominaldir. Kutuda 0,015 inç yazar. Bir noktada 0,0145, diğerinde 0,016 ölçersiniz. Ardından yükleme yaparsınız ve bu sayı anlamını yitirir çünkü sıkışma, ayak başına tonaja bağlıdır.
Bir ürethan V-kalıp farklıdır. Burada polimer kalıptır, çeliğin üzerine yapıştırılmış bir kaplama değildir. Sertliği—örneğin Shore 90A veya 95A—belirtilmiştir. Geometrisi tanımlanmış bir V-açıklığına göre işlenmiş veya dökülmüştür. Sıkıştığında, kırışabilen, dışa taşabilen ya da düzensiz set alabilen ince bir zar gibi değil, bilinen sertlik davranışına sahip kütle malzeme olarak sıkışır.
Bu onu rijit yapmaz. Karakterize edilebilir hale getirir.
Dinleyin, çelik 1,000 inçlik bir V kalıbı üzerine 0,030 inçlik film koymak yerine, özel olarak tasarlanmış bir ürethan kalıbını ilk kez kullandığınızda tonaj eğriniz değişir. Gerekli kuvvet genellikle düşer. Presiniz daha kalın malzemede sınırda çalışıyorsa, bir anda yeterli tonaja ulaşamadığınızı ve derinliğe girmediğinizi fark edebilirsiniz. Bu kalıbın kusuru değildir—kurulumunuzdaki bir uyumluluk boşluğudur. CNC’niz, elastik kalıplar değil, çelik presleme karakteristikleri üzerine kalibre edilmiştir.
Yani karşılaştırma “ucuz film ile pahalı kalıp” değil. “Değişken sıkıştırılmış katman ile tanımlı elastik geometridir.” Biri çalışma ortasında kayar. Diğeri ise temel seviyenizi değiştirir ve orada kalır.
Freni, elastik bir kalıp etrafında bilinçli olarak programlayabilecek kadar kontrol çözünürlüğüne—ve yeterli mevcut tonaj marjına—sahip mi çalıştırıyorsunuz, yoksa şu anda çeliği zar zor açıyla tutabiliyor musunuz?
| Boyut | Yapışkan Filmler | Üretan V-Kalıplar |
|---|---|---|
| Nominal Kalınlık | Listelenen (örn. 0,015 inç) ancak gerçekte değişken (örn. 0,0145–0,016 inç) | İşlenmiş veya dökülmüş V-açılış geometrisi ile tanımlanır |
| Yük Altında Davranış | Sıkıştırma, ayak başına tonaja bağlı olarak değişir; kalınlık öngörülebilirliğini kaybeder | Bilinen shore sertlik davranışına sahip yığın malzeme olarak sıkışır |
| Malzeme Özellikleri | İnce membran; kırışabilir, dışarı taşabilir veya düzensiz deforme olabilir | Polimer gövde, kalıbın kendisi olarak işlev görür; sertlik belirtilir (örn. 90A ile 95A Shore) |
| Öngörülebilirlik | Değişken sıkıştırılmış katman; çalışma ortasında kayabilir | Tanımlı elastik geometrisi; temel seviyeyi değiştirir ancak kararlı kalır |
| Sertlik | Esnek ve tutarsız | Katı değil, ancak karakterize edilebilir ve tutarlıdır |
| Tonaja Etkisi | Standart çelik altlama tonajı beklentilerini korur | Gerekli kuvveti sıklıkla azaltır; tonaj eğrisi değişir |
| Kurulum Uyumluluğu | Mevcut çelik tabanlı CNC kalibrasyonu içinde çalışır | Elastik takım davranışı için yeniden kalibrasyon gerektirir |
| Risk Faktörleri | Kalınlık değişimi açı kontrolünü etkiler | Fren yeterli paya sahip değilse yetersiz tonajlama olabilir |
| Maliyet Çerçevesi | Düşük ilk maliyet | Yüksek ilk maliyet |
| Gerçek Karşılaştırma | Değişken sıkıştırılmış katman | Belirlenmiş elastik geometrisi |
Parlatılmış 304 bahanelerinizi umursamaz. Temas basıncı ve kayma ile ilgilenir.
Bir haddeleme V-kalıbı, fiziği değiştirir. Sacı sabit omuzlar üzerinde sürüklemek yerine omuzlar döner. Temas, kayma yerine yuvarlanma haline gelir. Yüzey basıncı farklı şekilde dağılır. Yüzey bitişi, kalıbı yumuşattığınız için değil, sürtünme düştüğü için korunur.
Bu, yoğunlaştırılacak bir sıkıştırma katmanı olmadığı anlamına gelir. Aşamalı kalınlık kaybı yoktur. Kontrol cihazının ilk parçada gördüğü geometrinin aynısını beş yüzüncü parçadakiyle görmesi sağlanır.
Naylon parçalar aynı soruna farklı bir açıdan yaklaşır. Çelik bir kalıp gövdesini bir cep ile işler ve mekanik olarak ileri kayamayacak şekilde sabitlenmiş değiştirilebilir bir naylon şerit—örneğin 0,250 inç kalınlığında—yerleştirirsiniz. Artık koruyucu malzeme tanımlı bir enine kesite sahiptir ve tüm kenarlarından desteklenir. V yüzeyi olduğundan V içine doğru akmaz.
Aşındığında parçayı değiştirirsiniz. “Çizik yok” durumunun 90° talebinde neden 88,7°’ye dönüştüğünü üç saat boyunca açı kovalayarak düşünmezsiniz.
Yüzeyi sürtünmeyi azaltıp teması kontrol ederek mi koruyorsunuz—yoksa iki sert takımın arasına yumuşak bir şey sıkıştırıp düzgün davranmasını mı umuyorsunuz?
İleriye taşınmasını istediğim bakış açısı şu: koruma, bir bant gibi uygulanacak değil; bir takım gibi mühendislik tasarımıyla oluşturulmalıdır.
Bir ürethan kalıp seçerseniz, onu uygun hale getirirsiniz. Bilinen tonajla, kontrollü bir test bükümü gerçekleştirirsiniz. 90,0° elde etmek için delme derinliğini kaydedersiniz. Aynı malzeme partisindeki esnemeyi (springback) belgelersiniz. Bu program “Ürethan V 1.000-90A” haline gelir, “1.000 V filmli” değil.”
Bir döner V-kalıp takarsanız, yatağın üzerindeki açıya karşı derinliği doğrular ve taçlanma tepkisini onaylarsınız, çünkü döner temas yük dağılımını hafifçe değiştirebilir. Sonra bunu ayrı bir takım kütüphanesi girdisi olarak sabitlersiniz.
Naylon ara parçalar belirliyorsanız, bir aşınma kontrol aralığı tanımlarsınız—her 300 vuruşta, her vardiyada, veriniz neyi destekliyorsa onu—ve ara parça kalınlığını, taşlanmış bir zımba yarıçapını ele aldığınız gibi ele alırsınız.
Görünmeyen kısım mı? Ayarı ortadan kaldırmıyorsunuz. Onu işin başına, kontrolün, belgelemenin ve tekrarlanabilirliğin olduğu yere taşıyorsunuz.
Ama dijital açı ölçer 88° gösteriyor, 90° değil, ve şimdi her zamanki gibi koç derinliğini ayarlıyorsunuz. Fark, nitelendirdiğiniz bilinen elastik bir sistem için mi telafi yaptığınız—yoksa ayağınızın altındaki değişen bir polimerin peşinde mi olduğunuzdur.
Bu yüzden bir sonraki cilalı paslanmaz çalışmanızı izleyin ve şu soruya çekinmeden yanıt verin: yüzey korumasını kütüphanenizde tanımlanmış bir takım olarak mı mühendislik tasarımıyla oluşturuyorsunuz, yoksa hâlâ sertleştirilmiş çeliğin üzerindeki tüketilebilir bir yara bandı gibi mi ele alıyorsunuz?


















