

午後2時15分、あなたは傷一つない、鏡面仕上げのステンレス部品を手にしていた。午後3時、同じ仕事、同じプログラムであるにもかかわらず、すべてのフランジが90度ではなく88度になっていた。.
変わったことといえば、ダイの肩に0.030インチのウレタンフィルムを被せたことだけだ。.
あなたは2度「失った」のではない。精密な金型に柔らかいガスケットを挿入し、金型がこれまでと同じように動作することを期待したのだ。.
私は、最初の傷のない部品を見て喜ぶオペレーターが、角度ゲージで何が起きているかを見逃す場面を何度も見てきた。曲げはきれいに見える。表面は保護されている。しかし、デジタル分度器は90度ではなく88度を示しており、あなたはいつものようにラムの深さを微調整している。.
いいか、フィルムを貼ったその日に角度が変わったのなら、それは偶然ではない。プログラムで考慮しなかった圧縮が原因だ。.
その0.022インチまたは0.030インチのウレタンストリップは、ただそこにあるわけではない。荷重がかかると、ダイの肩に沿って不均一に圧縮され、最初の接触時にV開口部を実質的に広げ、トン数が増すにつれて硬くなる。あなたのCNCは、鋼材が硬化工具鋼に接触していると考えているが、そうではない。鋼材は、抵抗する前に潰れる素材に接触しているのだ。.
あなたは傷の問題を解決したが、千分の一インチ単位で調整された閉ループシステムに新しい変数を持ち込んだ。それをコントローラーに伝えただろうか?

頭の中でシミュレーションしてみよう。.
あなたは完璧に調整されたプログラムを持っていた。10ゲージの軟鋼、厚さ0.135インチ、1.000インチのVダイ、既知の貫入深さで90度にエアベンドする。最初のテスト部品は常に89.5度になり、0.010インチ深く調整すれば完了だった。.
ここで0.030インチのフィルムを追加する。.
最初の曲げは曲げ不足になる。いつものように「少しずつ調整」しようとして、貫入深さをわずかに増減させるが、フィルムがわずかにずれたり、2回目の曲げで反発の仕方が変わったりする。かつては予測可能だった0.010インチの補正が、今では当てずっぽうになっている。ウレタンの圧縮曲線は鋼材のように線形ではないからだ。.
フィルムを何年も使用しても角度がずれないオペレーターもいる。その違いは何か?彼らはフィルムの厚さを固定の工具寸法として扱い、単なる見た目の追加要素としてではなく、最初の曲げからゼロベースで再校正を行っている点だ。機械は同じでも、考え方が違う。.
そのフィルムを取り付けたとき、あなたは新しい初回製品の検証を行っただろうか、それとも昨日の数値を信頼しただろうか?

現場がクイックストリップを好む理由は理解できる。薄いアルミには0.015インチのフィルム、厚い板には0.060インチといった具合だ。パチンと取り付けるだけ。工具の研磨も不要。ステンレス専用工具もいらない。効率的に感じるだろう。.
しかし、厚さの選択は単にダイの跡を防ぐためだけのものではない。0.022インチのフィルムと0.030インチのフィルムでは、保護の仕方が違うだけでなく、実効的なダイの形状を変化させる度合いも異なる。その差は0.008インチだ。エアベンドにおいて、それは角度の差になる。.
そして、あまり語られないことがある。フィルムはフレームのたわみや工具の摩耗を隠してしまう可能性があるということだ。跡が減るため、安定性が向上したと錯覚してしまう。その間にも、機械は荷重の下でたわみ続けており、今や圧縮層がその上に独自のたわみプロファイルを加えている。2つのバネシステムが積み重なっている状態だ。.
あなたは保護を加えているのではない。コンプライアンス(追従性・柔軟性)を加えているのだ。.
お使いのプレスブレーキは、軟質層を追加しても中央部のたわみが拡大しないほど十分に剛性が高いですか?
私はこの修正方法を何度も見てきました。角度が足りないため、オペレーターがパンチを深く押し込むのです。0.005インチ、0.010インチ。ゲージが90度を示すまで続けます。.
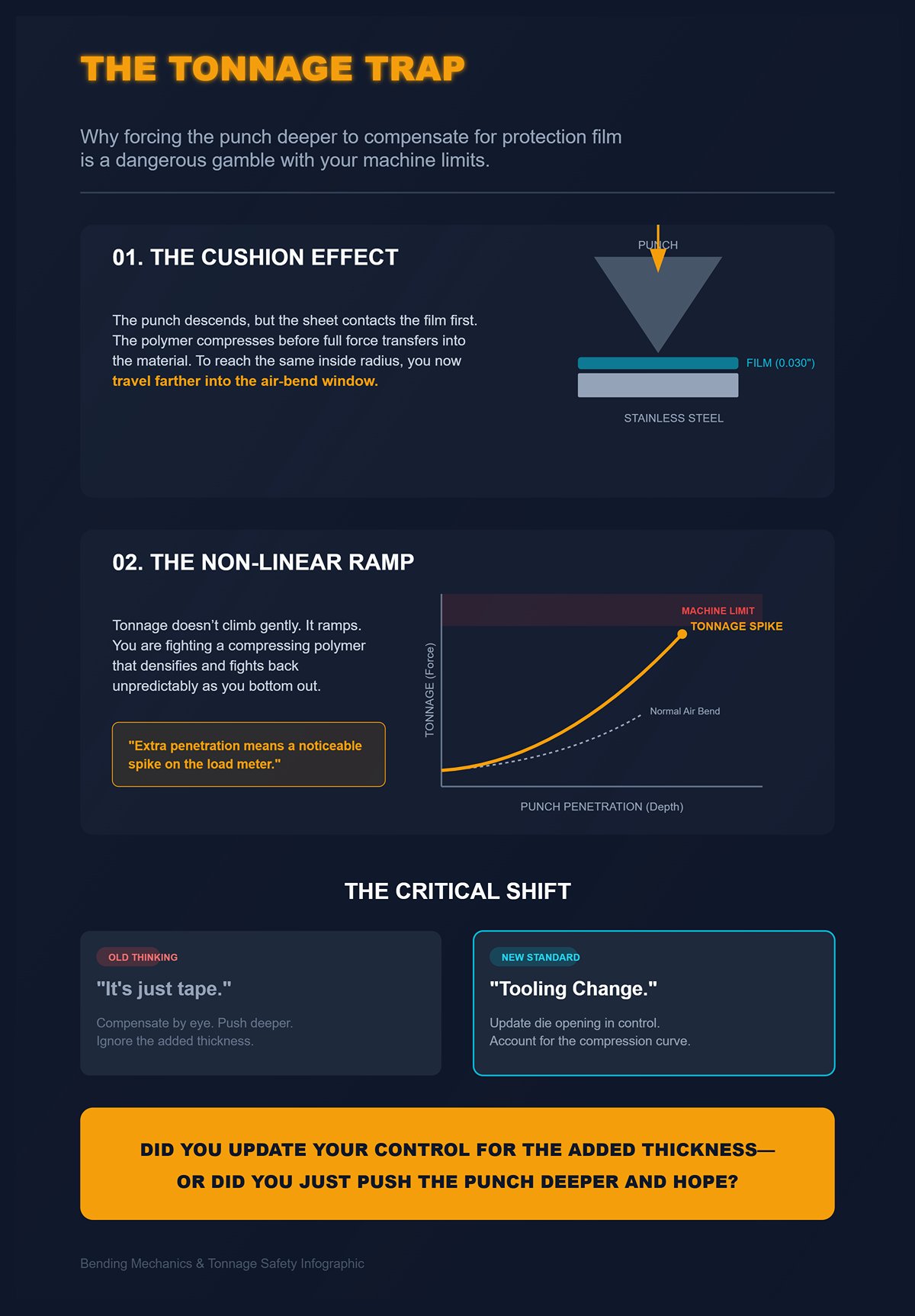
曲げ線で何が起きているのかを説明しましょう。パンチが下降し、板材がフィルムに接触します。全荷重が材料に伝わる前にフィルムが圧縮されます。同じ内側半径を得るためには、これまでより深く移動しなければなりません。その余分な移動距離により、エアベンドの終盤に近づくにつれて成形荷重が急激に増加します。.
トン数は緩やかに上昇するのではなく、急上昇するのです。.
あなたは鋼材だけでなく、圧縮されることで予測不能な反発力を生むポリマーに対しても強く押し込んでいることになります。304ステンレス鋼の8フィート(約2.4m)の長い曲げ加工では、そのわずかな過剰な貫入がロードメーター(荷重計)で顕著なスパイクとして現れることがあります。0.030インチのクッション材のために再調整を行わなかったせいで、工具の限界や機械の限界に近づいてしまっているのです。.
今すぐ変えていただきたい考え方があります。フィルムを単なるテープと考えるのをやめ、新しいセットアップシートを必要とする「金型の変更」だと捉えてください。.
前回保護フィルムを貼った際、追加された厚みと圧縮曲線を反映させるために制御装置のダイ開口幅を更新しましたか?それとも、ただパンチを深く押し込んで祈っていただけでしょうか?
ウレタンを追加した際に、角度を維持しつつロードメーターのスパイクを防ぐためのプログラムの再調整方法を知りたいはずです。.
ここから始めましょう。何も「神秘的な」ことは起きていません。鋼材が降伏する前に、曲げ線の形状がすでに変化しているのです。荷重下でその0.015インチや0.030インチがどこへ行くのかを正確に理解しない限り、ラムの深さを推測で決めて「セットアップ」と呼んでいるに過ぎません。.
ストロークの途中で停止させたテスト曲げのサンプルを切断して検証したことがあります。そこに見えるのは、きれいなVダイの跡ではありません。平らになったポリマーの肩部、ようやく曲がり始めた鋼材、そして以前のプログラムが必要としていたよりも深く移動したパンチです。金属が塑性変形を開始する前に、フィルムはすでに変形しているのです。.
つまり、あなたのコントローラーは間違った三角形を解いていることになります。.
以前は、既知のV開口幅、材料の厚み、目標とする内側半径から貫入量を計算していたはずです。しかし今は、ストローク中に動的にV字形状を変化させる圧縮層が存在します。CNCが1.000インチだと認識しているダイ開口幅は、接触時も、半荷重時も、全トン数時も、実際には1.000インチではないのです。.
では、同じ数値を入力して同じ90度を期待する場合、一体何に対して曲げ加工を行っているのでしょうか?
1.000インチのVダイを用意し、両方の肩部に0.030インチのフィルムを貼ったとします。理論上は、開口幅を0.060インチ減らしたことになります。ほとんどのオペレーターはそう考えます。.
しかし、ストロークの最初の20~30%では、V字形状が「縮小」するわけではありません。板材が最初に接触するフィルムの頂部が圧縮されるのです。材料はまだ成形されておらず、クッションを予圧している状態です。フィルムはダイの肩部に沿って横方向に広がり、頂点では薄くなり、側面に向かってわずかに厚くなります。.
それは消えるのではない。位置を変えるのだ。.
荷重下では、ポリウレタンは粘弾性的に振る舞います。圧縮されて流動し、密度が高まるにつれて硬化します。ストロークの初期段階では、板材が鋭い鋼の角ではなく、丸みを帯びて圧縮される肩の上に乗っているため、有効なV開口幅は1.020インチのように振る舞うかもしれません。ストロークの後半、フィルムが圧縮されきると、肩部が実質的に盛り上がった状態になるため、開口幅は0.940~0.960インチ相当のように振る舞います。.
つまり、1回の曲げ加工の中で、曲げ線は変化し続ける金型形状にさらされているということです。.
そして、多くの人が見落としている重要なポイントがあります。フィルムは接触線の直下でより直接的に圧縮されるため、シートの内面は硬化鋼の上にある場合とはわずかに異なる拘束を受けます。柔らかいインターフェースは、完全な支持が得られる前に局所的な内向きの変位を許容するため、伸びも圧縮もされない層である中立軸が、厚みの中心近くへと押しやられます。.
中立軸がずれると、Kファクターも変化します。.
フィルムを装着した後に曲げ補正値(ベンドデダクション)を調整しましたか?それとも、素の金型を使用していた時のKファクターをそのまま使い続けていますか?
私は同じ0.125インチ厚の5052材の加工で、0.750インチのVダイを使用し、85Aと95Aのデュロメーターのウレタンをそれぞれ試したことがあります。厚みは同じですが、曲げ角度の挙動は全く異なりました。.
85Aは「許容範囲が広い」と感じました。傷もつきません。オペレーターには好評でした。しかし、最初の曲げでは角度が1.5度浅くなりました。そこで貫入量を増やしました。長い部品では、スパン中央の負荷が予想以上に早く上昇しました。フィルムが、機械のたわみ曲線の上に積み重なった二次的なバネのように作用していたのです。.
では95Aはどうでしょうか?圧縮による変形は目立ちません。角度は基準値に近くなりました。余分なストロークも少なくて済みます。.
デュロメーターとは単なる硬度のことで、エラストマーのショアAスケールで測定されます。数値が高いほど、材料は硬くなります。しかし、ここでの硬さは単なる感触の問題ではありません。ラムの移動量のうち、どれだけが鋼材の変形が始まる前のポリマーの歪みに費やされるかを決定づけるものなのです。.
いいですか、もし薄いステンレス鋼に対して柔らかい80〜85Aのフィルムを使用しているなら、本来の成形圧力に達する前に、ポリマーを圧縮するためにかなりのストロークを費やしていることになります。あなたは鋼材だけでなく、圧縮されることで密度が高まり、予測不能な反発力を生むポリマーに対しても、より強い力を加えているのです。.
その予測不能さこそが、0.010インチの補正を部品ごとに一貫性のないものにしている原因です。.
あなたはフィルムを「傷がつかない」という基準で選んでいますか?それとも、材料の厚みとトン数範囲に合わせたデュロメーターで選んでいますか?
具体的に見ていきましょう。.
あなたは0.135インチ厚の304ステンレスを、1.000インチのVダイでエアベンドしているとします。90度曲げのための基準貫入量は、仮に材料接触点から0.350インチだとしましょう。ここで、各肩部に0.015インチのフィルムを追加すると、合計で0.030インチの厚みになります。.
もしそのフィルムがゼロまで圧縮されるのであれば、開口幅から0.030を引いて、それに応じて曲げ計算を調整すればよいだけです。単純な計算です。.
しかし、実際にはゼロまで圧縮されません。作業トン数下では、デュロメーターやインチあたりの荷重にもよりますが、おそらく40〜60%程度圧縮されます。つまり、成形荷重がかかっている時の実効V開口幅は、1.000インチでも0.970インチでもなく、部品の長さやトン数の分布に応じて、その間のどこか(0.970〜0.985インチ程度)で推移することになります。.
エアベンドにおいてV開口幅が小さくなるということは、内側の半径がより鋭くなり、スプリングバックの力も大きくなることを意味します。同じ90度を出すためには、システムが初期段階で圧縮にストロークを吸収し、後半で硬化するため、より深いパンチ貫入量が必要になることがよくあります。.
その余分な0.010〜0.020インチのラム移動量は、大したことではないように聞こえるかもしれません。.
しかし、ステンレスの8フィートの曲げ加工においては、エアベンドの終盤に近づくにつれて、フィートあたり数トンもの余分な荷重がかかることを意味する可能性があるのです。.
さらに、フレームのたわみやクラウニングを補正している機械でこれを行うとどうなるでしょうか。荷重によって変化する可変のVダイ幅を作り出していることになります。CNCのトン数ベースの角度補正は、鋼材同士の接触を前提として機能しているのです。.
あなたは新しい実効ダイ幅を制御装置に入力し、テストクーポンで検証しましたか?それとも、金型に刻印されているという理由だけで、機械に1.000インチのVダイだと伝え続けていますか?
0.090インチ厚の5052-H32材を、保護フィルムなしの工具で曲げ、スプリングバックを測定します。次に、0.030インチ厚の柔らかいフィルムを使用して同じ作業を行います。多くの現場で、このフィルムを使うと「アンダーベンド(曲げ不足)になりやすい」と報告されています。“
理由はこれです。.
スプリングバックとは、荷重を取り除いた後の弾性回復のことです。外側の繊維に蓄積された弾性歪みが大きいほど、材料は元の形状に戻ろうとします。柔らかいインターフェースを導入すると、2つの現象が発生します。
第一に、フィルムの初期段階の圧縮により、金属が完全に塑性変形するまでの時間が遅れます。ストロークの一部が、シートに歪みを与えるためではなく、ポリマー内の圧力を高めるために消費されるからです。.
第二に、ダイの肩部での摩擦が低減されるため(ウレタンが変形して圧力を分散させるため)、曲げ加工中に材料がわずかに流れやすくなります。接触点での拘束が弱まることで、荷重が解除された際にシートはより自由に回復できるようになります。.
もともと降伏強さが高く、スプリングバックが顕著なステンレスの場合、この柔らかいインターフェースがその影響を増幅させます。アルミニウム、特に5052や6061-T6のような調質材では、硬い鋼鉄の肩部とクッション性のある肩部の違いが、補正を行わない限り1〜2度の開きとして現れます。.
そのため、「フィルムを使うとステンレスは常にアンダーベンドになる」と断言する現場があるのです。“
これは迷信ではありません。蓄積された弾性エネルギーと、変化した拘束条件によるものです。.
ですから、フィルムを装着して感覚で90度を追いかけているとき、あなたは角度補正テーブルでスプリングバックの増加を考慮に入れていますか? それとも、昨日と同じ数値が今日通用しない理由を考えながら、部品ごとに場当たり的な対応を続けていますか?
フィルムを装着した状態で毎回同じ角度で曲げられるように、ラムの深さ、有効ダイ幅、曲げ補正値を再計算する方法を知りたいはずです。.
まずはここから始めましょう。ダイの肩に貼り付けるフィルムの厚さは、単なる保護材ではありません。それは「幾何学」そのものです。.
私は同じ0.135インチ厚の304ステンレスの加工を、1.000インチのVダイで3種類のフィルム(0.015、0.030、0.040インチ)を使って試したことがあります。パンチは同じ、トン数曲線も同じ、CNCプログラムも同じです。変えたのはフィルムだけです。0.015インチのフィルムでは、90度を出すために約0.008〜0.010インチの追加の突き込みが必要でした。0.030インチでは0.015〜0.020インチ近く必要でした。では0.040インチは? それは全くの別物でした。0.025インチ以上深く突き込む必要があり、内側の半径が大きくなったため、10インチのフランジで曲げ補正値が0.030インチ以上も狂ってしまいました。.
これは「表面保護」ではありません。精密な金型の中に柔らかいガスケットを挿入しているのと同じです。クッションの厚みが1/1000インチ変わるごとに、成形結果が変わるのです。.
そのメカニズムはこうです。フィルムが厚いほど、鋼材が降伏する前にウレタンを圧縮するためにストロークが消費されます。圧縮は線形ではありません。低荷重では簡単に潰れますが、高荷重になると急速に硬化します。つまり、作業トン数下での有効なV開口幅は、単にフィルムの厚さを差し引いたものではなく、荷重に依存する値になるのです。そのため、固定されたダイ幅と鋼鉄同士の接触を前提とするCNCのエアベンドモデルは、間違った三角形を解いていることになります。.
そしてフィルムが厚ければ厚いほど(0.020、0.030、0.040インチ以上)、鋼材を曲げる前にウレタンに対して曲げ加工を行っていることになります。.
つまり、トレードオフは単なる「耐久性対キズ」ではありません。「耐久性対予測可能性」なのです。現在の機械で、あなたはどちらを最適化していますか?
0.090インチ厚の5052材を0.750インチのVダイで曲げる際に、ショア硬度90Aの0.012インチ厚ポリウレタンストリップを使用するところを想像してください。最初の50個はどうでしょう? 美しい仕上がりです。角度は0.5度以内に収まります。追加ストロークも最小限で、フィルムなしの基準値から0.006インチ程度です。曲げ補正値のズレも小さく、Kファクターをわずかに調整するだけで補正可能です。.
なぜこれほど安定しているのでしょうか?
薄膜は構造層というよりも、追従性の高いコーティングに近い挙動を示すからです。曲げられたポリマー内の歪みは、厚さを半径で割った値に比例します。厚さを2倍にすれば、同じ曲げ半径での表面歪みも2倍になります。薄く保てば、ポリマーは押し潰されるのではなく、しなやかに曲がります。私が行ったアクチュエータの試験では、50ミクロンの層は130ミクロンの層に比べて、動きが制限されるまでに大幅に大きな変形を許容しました。これをブレーキプレスに置き換えると、薄膜の方が鋼材本来の曲げ経路を妨げにくいということです。.
しかし、現場の現実はこうです。.
同じ0.012インチのフィルムを、レーザーカットされたエッジを持つ0.125インチのHRPO(酸洗鋼板)に使用すれば、200ヒットもしないうちに傷跡(ウィットネスライン)が見え始めるでしょう。それはフィルムが「弱い」からではなく、鋭利なエッジが応力を集中させるからです。フィルムの薄い断面は、サイクルごとの局所的な歪みが大きいことを意味します。微細な亀裂が形成され、表面に傷がつくと圧縮が不均一になり、角度のズレが生じ始めます。あちらで0.3度、こちらで0.7度といった具合です。.
薄膜は最もクリーンな形状変化をもたらし、計算も容易です。目標角度に達するために追加した貫入量を測定し、成形荷重時の圧縮に基づいて新しい有効ダイ幅を記録し、それに応じて曲げ補正(ベンドデダクション)を調整します。ただし、乱暴な扱いは許容されません。.
その0.015インチのストリップに触れる前に、部品のエッジは面取りやバリ取りがされていますか?
ここからは、多くの工場で「標準」と呼ばれる範囲です。1.000インチのVダイに0.030インチ、硬度85Aのストリップを使用します。傷はつきません。オペレーターは安心します。.
ところが、デジタル分度器は90度ではなく88度を示し、いつものようにラムの深さを微調整することになります。.
中厚フィルムは、圧縮が曲げの構造的なフェーズになるほど厚みがあります。例えば12トン/フィートの荷重がかかる10フィートの304ステンレス部品において、その0.030インチのフィルムは単に平らになるだけでなく、密度が高まります。ストローク初期は柔らかく、中期は徐々に硬くなり、エアベンドの終盤では強く押し返してきます。あなたは鋼材だけでなく、密度が高まるにつれて予測不能な反発を見せる圧縮ポリマーに対しても、より強い力を加えているのです。.
機械的には、以下の3点が変化します。
ここで曲げ補正の誤差が積み重なります。もしベースラインの曲げ補正が1.000インチのVダイで0.160インチの内側半径を想定していた場合、圧縮されたフィルムが実質的に0.970~0.980インチのVダイのように振る舞うと、半径とKファクターが変化します。劇的ではありませんが、長い脚部ではフランジ長が0.020~0.040インチずれるには十分な差です。.
中厚フィルムは、ポリマーの靭性が高ければ500個程度の連続生産には耐えられます。高降伏点を持つ一部の製品は、何千回ものサイクルを経ても亀裂が入らず曲げを維持します。しかし、材料の耐久性と、プロセスにおける幾何学的な中立性は別物です。.
0.030インチのフィルムを装着した状態で、測定された角度と貫入量に基づいて制御装置に新しいダイ幅を入力しましたか? それとも、鋼材に刻印されている通りだからといって、CNCには依然として1.000インチのVダイだと入力していますか?
傷を極端に恐れるあまり、ステンレスの建築パネルに0.060インチのフィルムを貼る工場を見たことがあります。.
1.250インチのVダイで0.125インチの304ステンレスを初めて曲げると、角度が3度近く浅くなります。ストロークを増やすと、曲げの終盤でトン数が急上昇します。内側半径を測定すると、予想よりも小さくはなく、大きくなっています。.
これには皆驚きます。.
その理由は以下の通りです。非常に厚いフィルムを使用すると、単にV開口部を狭くするだけでなく、シートの包み込み方が異なる柔軟なダイショルダーを作り出すことになります。接触面が広がり、圧力が分散されます。鋼材はエッジで鋭く支えられるのではなく、変形するクッションに対して曲げられるため、硬い鋼鉄のショルダーに対してタイトに成形される代わりに、クッションに押し付けられて曲がることになります。その結果、貫通深さが増加したにもかかわらず、実効内側半径が大きくなる可能性があります。.
また、特定の曲げ半径においてポリマーのひずみは厚みとともに増加するため、厚いフィルムには高い内部応力がかかります。90°の曲げサイクルを繰り返すと、厚い層は予想よりも早く疲労する可能性があります。「高耐久=長寿命」という想定は、サイクルあたりのひずみが厚みと半径の比率に対して指数関数的に増加する場合、常に当てはまるとは限りません。.
確かに、傷に対する耐久性は得られます。しかし、その代償として以下のような問題が生じます。
いいですか、0.040インチのフィルムを装着して、テストクーポン、角度対深さチャート、改訂されたBD(曲げデータ)などを用いて曲げ加工をゼロから再定義しないのであれば、品質を保護していることにはなりません。不安定な要素を柔らかい表面の下に隠しているだけです。.
現在、最も厚いフィルムに対してどれだけの貫通深さを追加していますか?また、その結果生じる内側半径を実際にノギスで測定しましたか?
11ゲージの軟鋼に対して、0.030インチの通常のポリウレタンストリップで300個の加工を行ってみてください。特に長い部品では、ダイの中で横方向にクリープ(ずれ)が生じ始めるのがわかるはずです。ショルダー部での圧縮とせん断が、フィルムを移動させます。一度ずれてしまうと、実効ダイ幅が左右で変化してしまいます。その結果、長さ方向全体で角度がばらつきます。.
布地裏打ち付きのバージョンに切り替えてみてください。布地が伸びを抑えるため、寸法安定性が向上し、位置が固定されます。.
しかし、落とし穴があります。.
布地の裏打ちは、ダイショルダーの微細な形状にフィルムが完全に追従する能力を低下させます。圧縮がわずかに減り、インターフェースがわずかに硬くなります。繊細なヘアライン仕上げのステンレス鋼の場合、ダイショルダーが完全に清潔でないと、局所的な圧力が上昇する可能性があります。保護性能をとるか、追従性をとるかという問題です。.
500個以上の大量生産においては、理論上の柔らかさよりも安定性が重要です。横方向に0.010インチずれるフィルムは、加工の途中でダイの形状を変化させてしまいます。これは、一貫性を保つわずかに硬い表面よりも悪い結果をもたらします。.
ですから、長期の仕事のためにフィルムを選定する際、単に傷への恐怖だけで選んでいますか?それとも、特定のV開口部でフルトン数の負荷を400サイクルかけた後に、その材料がどのように挙動するかを考慮して選んでいますか?
| 側面 | 通常のポリウレタン(0.030インチ) | 布地裏打ち付きポリウレタン |
|---|---|---|
| 300個以上の連続加工における性能 | ダイの中で横方向にクリープ(ずれ)が生じ始める(特に長い部品の場合) | 安定性を維持し、所定の位置に留まる |
| 圧縮およびせん断時の挙動 | ショルダー部でずれが生じ、有効なダイ幅が変化する | 布製の裏地が伸縮と動きを制限する |
| 寸法安定性 | 経時的に低下し、部品の全長にわたって角度が変化する | 安定性が向上し、角度が一貫している |
| ダイの微細形状への適合性 | 適合性が高く、インターフェースが柔らかい | 適合性がわずかに低下し、インターフェースが硬い |
| 繊細な仕上げに対する表面圧力 | 清潔であれば局所的な圧力が低くなる | ダイのショルダー部が完全に清潔でない場合、局所的な圧力が高くなる可能性がある |
| 500個以上の部品製造への適合性 | クリープ現象により製造途中で形状が変化する可能性がある(例:0.010インチのずれ) | 全トン数負荷時でも一貫性を維持する |
| 最適な選択基準 | 柔らかさと傷防止を優先する | 長期間の製造における安定性と一貫性を優先する |
哲学ではなく数字が必要なのですね。結構です。.
先月、私は135トンのブレーキプレス機で、0.022インチのウレタンを装着した1.000インチのVダイを使用し、0.079インチ(2mm)の304ステンレスを曲げる作業に立ち会いました。1回目の曲げ:87.6°。オペレーターがラムの深さを0.012インチ追加。2回目の曲げ:90.3°。そこから0.004インチ戻します。今や私たちは、まるでゲームのように1000分の1インチ単位を追いかけているのです。.
正しい問いは「あとどれくらいストロークさせるか?」ではありません。「コントローラーは今、どのような三角形を計算しているのか、そしてその三角形は現実と一致しているのか?」です。
このプロトコルは、フィルムをプログラム上の変数へと変換します。Zオフセット、有効V開口幅、修正後の曲げ引き代。この計算を飛ばせば、それは曲げ加工ではなく、最初の製品をギャンブルにかけ、それを経験と呼んでいるに過ぎません。.
制御装置に触れる前に、一つの議論を解決しておきましょう。.
先ほどの2mmの板材で考えてみましょう。標準的なエアベンドの指針では、薄板の場合、V開口幅は板厚の6~8倍とされています。つまり12~16mmです。1.000インチ(25.4mm)のVダイはすでに幅が広めですが、ステンレスのトン数と半径を制御するには適しています。.
ここに0.022インチのフィルムを加えます。両方の肩に貼るなら、片側あたり0.56mmとなります。荷重がかかると、デュロメーター(硬度)とフィートあたりのトン数にもよりますが、おそらく0.30~0.40mm程度に圧縮されます。.
では、これで材料の厚みが2.56mmになったのでしょうか?
いいえ。鋼材の降伏強度は変わっていません。スプリングバックの挙動が突然2.5mmの材料と同じになるわけでもありません。変わったのは、鋼材がダイの肩で「認識する」幾何学的な形状です。.
したがって、フィルムは材料スタックではなく、ダイスタックの一部として扱うべきです。.
なぜその区別が重要なのか。トン数の公式は板厚の2乗に敏感だからです。P = 650 × S² × L / V。もし角度の不足を補うために制御装置に嘘をついて材料の厚みを増やして入力すると、機械は鋼材が必要とする以上の高いトン数を計算してしまいます。薄板の場合、そのパーセンテージの跳ね上がりは無視できません。0.079インチの材料に0.022インチの層を加えることは、誤って分類すれば厚みに対して28%の増加となります。これが、再調整ではなく過負荷へと向かってしまう原因です。.
いいですか、フィルムは強度を付加するものではありません。接触界面におけるコンプライアンス(追従性)を付加するものです。.
では、ツールライブラリを開くとき、あなたは材料の厚みを編集していますか? それとも、異なる有効V開口幅と貫通曲線を反映した新しいダイのエントリを作成していますか?
まずは測定可能なものから始めましょう。.
4インチの試験片をカットします。新しいフィルムを装着します。パンチを降ろし、荷重がかからない状態で板に軽く触れる位置まで持っていきます。そこでZ軸をゼロ点設定します。.
次に、既存のプログラムを使用して90°までエアベンドし、2つの数値を記録します。達成された角度と、ゼロ点からの実際のラム貫通量です。.
例えば、ベースライン(フィルムなし)のプログラムでは、1.000インチのVダイで0.615インチの貫通量で90°になったとします。0.022インチのフィルムを装着した状態では、0.628インチで90°になりました。.
その差は0.013インチです。.
その0.013という数値はランダムではありません。これは、作業荷重がかかった状態での圧縮されたフィルムの厚みに、接触形状の変化分を加えたものです。.
これを3回繰り返して平均をとってください。0.012、0.014、0.013であれば良好です。フィルムは安定しています。もし0.010、0.018、0.015といった数値になる場合は、ポリマーが予測不能な動きをしているか、密度が変化しています。.
開始時のZオフセットは、公称のフィルム厚ではなく、測定された貫入量の差分と等しくなります。.
公称値の0.022は重要ではありません。圧縮後の0.013が重要なのです。.
次に、有効V幅を調整します。エアベンドにおける単純な近似式として、標準的なセットアップのステンレス鋼の場合、内側半径 ≈ 0.16 × V となります。フィルムを装着した状態で、実際の製品の内側半径を測定してください。もし1.000インチのVダイでの基準半径が0.160インチで、現在0.150インチと測定されるなら、有効V幅は0.937に近い挙動を示しています(0.150 / 0.16 ≈ 0.937のため)。.
これをCNCの新しいダイとして登録します。「1.000 V + 0.022 フィルム(圧縮済み)」とします。メモ書きではなく、別の工具として登録してください。.
なぜなら、コントローラーは想定されたV幅に対するパンチの貫入量から曲げ角度を計算しているからです。1.000のままにしていると、間違った三角形で計算することになります。.
実際に荷重をかけた状態で圧縮後の厚みを測定しましたか?それともフィルムの箱に印刷されている数値でプログラムしていますか?
次に展開形状について扱います。.
これまでの曲げ引き代(BD)は、既知の内側半径とK係数を前提としていました。例えば、1.000インチのVダイで2mmの304ステンレスを曲げる際、K係数0.42を使用して一貫したフランジ長を得ていたとします。.
フィルムを装着すると、内側半径は0.160ではなく0.150と小さく測定されました。これだけで曲げ余裕(ベンドアローアンス)が変化します。.
曲げ余裕 = (π/180) × 角度 × (R + K × T).
Rが0.010インチ変化すれば、余裕分も即座に変化します。90度の曲げでは:
ΔBA ≈ (π/2) × 0.010 ≈ 0.0157インチ.
半径の変化だけで、展開長に0.015インチ以上の差が生じます。さらに、柔軟なインターフェースによって歪みの分布が変化し、K係数がずれることを考慮すれば、長いフランジでは簡単に0.020〜0.040インチの誤差が生じます。.
これが、「フィルムを追加しただけ」なのに部品が突然伸びたり縮んだりする理由です。“
テスト用のブランク材を2枚用意し、1枚は基準通り、もう1枚はフィルムを使用して曲げてください。曲げ加工後の実際のフランジ長を測定し、フィルム装着時の実際のK係数を逆算します。それをCAMまたは制御装置の材料・工具組み合わせとして個別に保存してください。.
フィルム装着時 = 新しいBD(曲げ引き代)テーブル.
そうしなければ、表面を保護しているつもりが、図面上のすべての辺を密かに伸ばしたり縮めたりすることになります。.
仕事を変える際、その板厚に合わせた新しいBD(ベンドデータ)を読み込んでいますか?それとも、現場の経験則(トライバル・メモリー)を頼りにしていますか?
単一の曲げは嘘をつく。箱は真実を語る。.
0.063インチのアルミニウムに0.015インチのフィルムを貼った4辺のカバーを想像してみてください。薄くて「安全」そうに見えますよね?薄板の場合、そのフィルムは圧縮される前で材料厚の20〜25%を占める可能性があります。荷重下で0.008インチまで潰れたとしても、フィルムが加工硬化するにつれて、最初の曲げと最後の曲げの間で0.002インチの変動が生じるのは現実的な話です。.
1回目の曲げ:圧縮後の厚みは0.008インチ。4回目の曲げ:ストリップ(材料)の肩部が緻密化しているため、おそらく0.010インチになります。.
その0.002インチの突き込み量の差が、角度の変動(おそらく0.4〜0.6度)につながります。戻りフランジ(リターンフランジ)では、その誤差が積み重なります。箱を閉じる頃には、継ぎ目に0.030インチの隙間が生じ、それに悩まされることになるのです。.
あなたはバックゲージの再現性を責めます。スプリングバックのせいにします。.
しかし、真の変数は、サイクルごとに変化する柔らかい界面(フィルム)だったのです。.
高強度の3mm部品では、その変動は板厚に対する小さな割合に過ぎません。しかし、1.5mmのアルミニウムでは、それは大きな割合を占めます。薄板の方がフィルムが積層高さに占める割合が大きいため、より大きな影響を受けるのです。.
いいですか、再校正を行えば制御された出発点は得られます。しかし、それによってポリマーのクリープ、熱の蓄積、あるいは500サイクルにわたる圧縮永久歪みが解消されるわけではありません。それはプログラミングの問題ではなく、物理的な限界なのです。.
ですから、フィルムを貼った状態で1,000個の連続生産を開始する前に、同じストリップで1個目から200個目までの角度のズレを追跡しましたか?それとも、最初の製品で行った補正が永遠に続くと思い込んでいませんか?
長時間の稼働中にフィルムの圧縮によるズレを制御または監視し、角度が狂わないようにする方法を知りたいはずです。.
厳しい現実を言いましょう。監視することはできますし、グラフ化することも、デジタル分度器で25個ごとにサンプリングすることもできます。しかし、フィルムがその機械的限界を超えると、ズレは徐々に進行するのではなく、急激に発生します。.
それは「跳ね上がる」のです。.
ウレタンを精密金型に挿入された柔らかいガスケットだと考えてください。軽く予測可能な荷重であれば、それは圧縮され、正常に機能します。しかし、ある一定の圧力を超えると、単に薄くなるだけではありません。横に動き出し、コールドフロー(冷間流動)を起こし、テープの境界線でせん断され、ブーツの裏のガムのようにV溝に詰め込まれていきます。それが限界点です。そうなると、0.013インチという平均化された良好な突き込み量の差が、ある打撃では0.018インチになり、次の打撃では0.011インチになるという事態に陥ります。.
ここで「傷なし」という利点が、静かに「角度不良による廃棄」へと変わるのです。.
では、現実の世界では実際にどこで失敗が起こるのでしょうか?
175トンのプレスブレーキで、1.000インチのV溝を使い、10ゲージのA36鋼板を曲げる場合を考えてみましょう。6フィートの部品を加工しており、材料のバラつきにもよりますが、ベッド全体で70〜90トンの荷重がかかっています。0.030インチのウレタンを装着していれば、最初の10個は安定して見えるでしょう。計算もした。オフセットもプログラムした。自分は賢いと感じているはずです。.
その後、30個目あたりで、角度が突然1.2度開いてしまいます。.
0.2度でもなく、徐々に変化するわけでもありません。丸々1度以上です。.
何が起きたのか、その理由は謎ではありません。ダイの肩部にかかる高い面圧の下で、ウレタンは圧縮強度を超え、V溝の開口部へ押し出され始めます。かつては板材とダイの間にきれいに収まっていた材料が、今や前方および下方へと押し出されているのです。それが接触ラインを変化させます。実効V溝幅は、セットアップ時に測定したものとは異なってしまっているのです。.
あなたは鋼材だけでなく、高密度化するにつれて予測不能な反発を見せる圧縮されたポリマーに対しても、より強い力を加えていることになります。.
しかも、この押し出しはベッド全体で均一ではありません。もしトン数曲線が中央付近でピークに達するなら、フィルムはその部分でより薄くなります。こうして、左右で角度がばらつくことになります。制御装置は金型が剛体であると想定していますが、実際にはそうではありません。あなたは、硬化鋼の幾何学的形状を前提としたプロセスの中に、荷重に敏感なクッションを組み込んでしまったのです。.
そして、多くの現場が見落としているのがこの点です。一度押し出しが始まると、それは加速します。流動すればするほど、さらなる流動に抵抗する断面積が減少するからです。これが、バッチ内でばらつきが生じる理由です。最初の40個は公差内でも、次の60個はラムの深さを追いかける羽目になるのです。.
こうした作業において、フィートあたりのトン数を記録し、それを角度のずれと関連付けていますか? それとも、ただ分度器を見て反応しているだけですか?
今度はV溝を狭めてみましょう。.
0.090インチの304ステンレス鋼でタイトな内側半径を出すために、0.500インチのVダイに落とすとします。ダイの肩部はより近く、接触時の開き角はより急になり、フィルムが平らに収まる余地は少なくなります。金属が降伏する前に、フィルムはダイの半径に沿って鋭角に曲がることを強いられます。.
そこから座屈が始まります。.
フィルムは柔軟ですが、魔法ではありません。0.022インチのウレタンを狭いV溝に被せ、パンチを押し込むと、肩部に沿って圧縮応力が発生します。フィルムが十分に伸びて追従できなければ、微視的なシワが寄ります。そのシワが圧力の隆起となり、圧力の隆起が痕跡線(ウィットネスライン)となります。.
つまり、ダイの跡を防ぐためにフィルムを追加したにもかかわらず、かすかな跡が残ってしまうのです。.
なぜなら、狭いV溝では、フィルムは単に圧縮されているだけでなく、スムーズに収まることのできない形状へと折り畳まれているからです。半径の要求が厳しくなればなるほど、その界面は許容範囲が狭くなります。セットアップ時に測定した圧縮厚さは、肩部にピーク荷重がかかったときに実際に起きている現象を反映していないのです。.
いいですか、狭いV溝の加工において、フィルムは均一な層というよりも、むしろ変化する膜のように振る舞うのです。.
あなたは内側の半径とダイ肩部の表面状態を拡大鏡で確認していますか? それとも、V溝の幅に関係なく「フィルム=安全」と思い込んでいますか?
高いトン数は急激な変化を引き起こします。.
長時間の連続生産はドリフト(ずれ)を引き起こします。.
0.063インチのアルミニウムに0.015インチのフィルムを使用し、800個の部品を各4曲げ加工する場合を想像してください。フィルムを送り出さなければ、同じポリマー帯に3,200回の打撃が加わることになります。打撃のたびにウレタンは圧縮され、解放され、わずかに加熱されます。ポリマーはこのサイクルを好みません。繰り返される荷重により、圧縮永久歪み、つまり厚みの恒久的な減少が生じるのです。.
仮定の話ですが、現実的な例として、最初の圧縮厚さが0.008インチだったとします。同じゾーンで400サイクル経過後、実質的な厚さは0.0065インチになります。このインターフェースにおける0.0015インチの損失が、曲げの食い込み量(ペネトレーション)を変化させます。90°のエアベンドの場合、V幅や材質にもよりますが、約0.3〜0.5°の誤差が生じる可能性があります。.
小さな数値ですが、結果は重大です。.
しかし、このドリフト(変化)は線形ではありません。加工の初期段階ではフィルムは急速に馴染み、その後安定します。そして、微細な破れや表面の光沢化が進むにつれて摩擦が変化し、圧縮挙動が再び変わります。そのため、1個目の部品、200個目の部品、700個目の部品で同じ結果が得られないのです。.
これを監視することは可能です。50個ごとに曲げ角度のサンプルを抽出し、必要なラム補正量を記録します。100ヒットごとにフィルムストリップを送ります。中には、フィルムを消耗工具として扱い、決まったサイクル数で交換する現場もあります。.
しかし、そのどれもが万能な解決策ではありません。.
単に劣化を管理しているに過ぎないのです。.
そして、フィルムには荷重下での機械的寿命(トン数、V幅、サイクル数によって決まる)があることを受け入れれば、「一度設定したら放置」という考え方はやめるはずです。“
その代わりに、柔らかい犠牲層がそもそもその仕事に適した解決策なのかを問い始めるはずです。.
では、次の1,000個のステンレス加工において、そのウレタンを耐用年数のある精密工具として扱いますか?それとも、金型に貼り付けて「うまくいってくれ」と願うだけのテープとして扱いますか?
今、あなたは正しい問いを立てています。もしフィルムに機械的寿命と故障曲線があるのなら、ドリフト(誤差)が許容できない仕事において、それに代わるものは何でしょうか?
私が受け入れるのに何年もかかった転換点はこれです。保護層は、予測可能である場合にのみ価値があります。もし板材と金型の間の層が、荷重やベッド上の位置、あるいは時間経過によって厚さを変えてしまうなら、あなたは傷の問題を解決したのではなく、精密な金型の中に柔らかいガスケットを挟み込み、鋳造がうまくいってくれることを祈っている状態なのです。.
恒久的な工具のアップグレードは、見栄えを良くするためのものではありません。圧縮による変数を排除し、分度器で推測するのではなく、マイクロメーターで測定できる形状へと移行するためのものです。では、厚さを反応的に追うのではなく、実際に制御できるのはどちらの道でしょうか?
フィルムの厚さは公称値です。箱には0.015インチと書かれていても、ある場所では0.0145インチ、別の場所では0.016インチかもしれません。さらに荷重をかければ、その数値は意味をなさなくなります。圧縮量はフィートあたりのトン数に依存するからです。.
ウレタンV金型は異なります。ポリマー自体が金型であり、鋼材に貼り付けた皮膜ではありません。その硬度(例えばショア90A対95A)は規定されています。その形状は定義されたV開口部に機械加工または成形されています。圧縮される際、それは薄い膜のようにシワになったり、押し出されたり、不均一に癖がついたりするのではなく、既知のデュロメーター特性を持つバルク材として挙動します。.
それは「硬い」という意味ではありません。「特性が明確である」という意味です。.
いいですか、鋼製の1.000インチV金型と0.030インチのフィルムを、専用設計のウレタン金型に初めて交換したとき、トン数曲線は変化します。必要な力は低下することが多いです。もしお使いのブレーキプレスが厚板に対して余裕がない場合、突然トン数不足になり、目標の深さに達しないことに気づくかもしれません。それは金型の欠陥ではなく、セットアップにおける互換性のギャップです。あなたのCNCは鋼材のボトミング特性に合わせて校正されており、弾性工具に合わせてはいないのです。.
つまり、比較対象は「安価なフィルム対高価な金型」ではありません。「変化する圧縮層対定義された弾性形状」です。一方は加工中にドリフトし、もう一方は基準値をシフトさせ、そこで安定します。.
あなたは、弾性金型に合わせて意図的にプログラムできるだけの制御分解能とトン数の余裕を持ってブレーキプレスを運用していますか?それとも、鋼材を使っている今ですら、角度を維持するのに精一杯ですか?
| 側面 | 粘着フィルム | ウレタンVダイ |
|---|---|---|
| 公称厚さ | 記載値(例:0.015インチ)はあるが、実際には変動する(例:0.0145~0.016インチ) | 機械加工または鋳造されたV開口部の形状によって定義される |
| 荷重下での挙動 | フィートあたりのトン数に応じて圧縮率が変化し、厚さの予測が困難になる | 既知のデュロメーター(硬度)特性を持つバルク材として圧縮される |
| 材料特性 | 薄い膜状であり、シワ、押し出し、または不均一な変形が生じる可能性がある | ポリマー本体がダイそのものとして機能し、硬度が指定される(例:ショア90A対95A) |
| 予測可能性 | 圧縮層が変動し、作業中に変化する可能性がある | 定義された弾性形状を持ち、基準値は変化するが安定している |
| 剛性 | 柔軟で一貫性がない | 剛性はないが、特性が明確で一貫している |
| トン数への影響 | 標準的なスチール製ボトミングのトン数予測を維持する | 必要な力を低減することが多く、トン数曲線が変化する |
| セットアップの互換性 | 既存のスチール製CNCキャリブレーション内で動作可能 | 弾性工具の挙動に対する再キャリブレーションが必要 |
| リスク要因 | 厚みのばらつきが角度制御に影響を与える | ブレーキに十分な余裕がない場合、トン数不足の可能性がある |
| コスト構成 | 初期費用が低い | 初期費用が高い |
| 真の比較 | 可変圧縮層 | 定義された弾性形状 |
磨き仕上げの304ステンレス鋼は、言い訳を許しません。重要なのは接触圧力と滑りです。.
ローリングVダイは物理的な特性を変えます。板材を固定された肩部の上で引きずる代わりに、肩部が回転します。接触は滑りから転がりに変わります。表面圧力の分散の仕方が変わるのです。ダイに詰め物をするからではなく、摩擦が低下するため、仕上げ面が保護されます。.
つまり、高密度化する圧縮層が存在しません。厚みの段階的な減少もありません。コントローラーが1個目の部品で認識する形状は、500個目でも同じです。.
ナイロンインサートは、別の角度から同じ問題に対処します。スチール製のダイ本体にポケットを加工し、交換可能なナイロンストリップ(例えば厚さ0.250インチ)を機械的に固定して、前方にずれないようにします。これで保護材は定義された断面を持ち、四方を支持されるようになります。V字溝の中に押し出されることはありません。なぜなら、それがV字の表面そのものだからです。.
摩耗したらインサートを交換するだけです。「傷なし」のはずが、なぜ90度の指示に対して88.7度になったのかと、3時間もかけて角度を追いかける必要はありません。.
摩擦を減らし接触を制御することで表面を保護していますか?それとも、硬い工具の間に柔らかいものを詰め込んで、それがうまく機能することを祈っているだけですか?
私があなたに提案したい視点はこれです。保護はテープのように「貼り付ける」ものではなく、金型のように「設計する」べきだということです。.
ウレタンダイを選択する場合、その品質を認定する必要があります。既知のトン数(1フィートあたり)で制御されたテスト曲げを行い、90.0°を達成するための貫入深さを記録します。その特定の材料ロットでのスプリングバックを記録します。そのプログラムは「フィルム付き1.000 V」ではなく、「ウレタンV 1.000-90A」という名称の金型データになるはずです。“
ローリングVダイを導入する場合は、ベッド全体にわたる角度と深さの関係を検証し、クラウニングの応答を確認します。ローリング接触によって荷重分布がわずかに変化する可能性があるためです。その後、それを個別の金型ライブラリ項目として登録します。.
ナイロンインサートを指定する場合は、摩耗の点検間隔(300ヒットごと、シフトごとなど、データが裏付ける間隔)を定義し、インサートの厚みを研磨されたパンチのR(半径)と同じように扱う必要があります。.
一見分かりにくいかもしれませんが、調整を排除するわけではありません。調整をジョブの開始前という、制御可能で文書化され、再現性のある段階に移行させるのです。.
しかし、デジタル分度器が90°ではなく88°を示している場合、あなたはこれまで通りラムの深さを微調整することになるでしょう。その違いは、あなたが認定済みの既知の弾性システムを補正しているのか、それとも足元で変化し続けるポリマーを追いかけているのか、という点にあります。.
ですから、次の研磨ステンレスの加工時に、ひるむことなく自問してみてください。あなたは表面保護をライブラリ内の定義された金型として設計していますか?それとも、硬化鋼の上に貼る消耗品の包帯のように扱っていますか?


















