

À 14 h 15, vous teniez une pièce inox propre avec une finition miroir. Aucune rayure. À 15 h, même travail, même programme, et maintenant chaque bride affiche 88° au lieu de 90°.
La seule chose qui a changé ? Un film en uréthane de 0,030 pouce fixé sur les épaules de la matrice.
Vous n’avez pas “ perdu ” deux degrés. Vous avez inséré un joint souple dans un moule de précision et attendu que le moule fonctionne pareil.
J’ai vu des opérateurs fêter la première pièce sans rayures et ne pas remarquer ce qu’indique le rapporteur d’angle. Le pli semble bon. La surface est protégée. Mais le rapporteur numérique indique 88°, pas 90°, et vous ajustez la profondeur du coulisseau comme d’habitude.
Écoutez, si vos angles ont changé le jour où vous avez installé le film, ce n’était pas une coïncidence — c’était de la compression que vous n’avez pas programmée.
Cette bande de 0,022 ou 0,030 pouce d’uréthane ne reste pas simplement en place. Sous la charge, elle se comprime de manière inégale le long des épaules de la matrice, élargissant effectivement l’ouverture en V au premier contact, puis se rigidifiant à mesure que la tonnage augmente. Votre CNC pense toujours que l’acier rencontre un outil en acier trempé. Ce n’est pas le cas. Il rencontre quelque chose qui s’écrase avant de résister.
Vous avez résolu les rayures et introduit une nouvelle variable dans un système en boucle fermée réglé au millième de pouce. En avez‑vous informé votre contrôleur ?

Faites l’exercice mental.
Vous aviez un programme parfaitement réglé : acier doux de calibre 10, épaisseur de 0,135 pouce, matrice en V de 1,000 pouce, pliage à l’air à 90° avec une pénétration connue. La première pièce d’essai arrivait toujours à 89,5°, vous ajoutiez 0,010 pouce de plus, et c’était parfait.
Ajoutez maintenant un film de 0,030 pouce.
Votre premier pli sort sous‑plié. Vous tentez votre ajustement habituel — réduire ou augmenter légèrement la pénétration — mais le film bouge légèrement, ou il rebondit différemment au second pliage. Ce qui était autrefois une correction prévisible de 0,010 pouce devient maintenant un jeu de devinettes, car la courbe de compression de l’uréthane n’est pas linéaire comme celle de l’acier.
Certains opérateurs utilisent du film depuis des années sans dérive. La différence ? Ils considèrent l’épaisseur du film comme une dimension fixe de l’outillage et recalibrent entièrement dès le premier pli, et non comme un accessoire esthétique. Même machine. Mentalité différente.
Quand vous avez fixé ce film, avez‑vous effectué une nouvelle validation de première pièce ou avez‑vous fait confiance aux chiffres d’hier ?

Je comprends pourquoi les ateliers adorent la bande rapide. Un film de 0,015 pouce pour l’aluminium mince, peut‑être 0,060 pouce pour la tôle plus épaisse. On le fixe. Pas besoin de polir l’outil. Pas besoin d’outillage dédié pour l’inox. Cela semble efficace.
Mais le choix de l’épaisseur ne concerne pas seulement la prévention des marques de matrice. Un film de 0,022 pouce et un film de 0,030 pouce ne protègent pas seulement différemment — ils modifient aussi différemment la géométrie effective de la matrice. Cela fait huit millièmes de pouce. En pliage à l’air, cela représente des degrés.
Et voici le détail discret : le film peut masquer un châssis flexible ou un outillage usé. Vous voyez moins de marques, donc vous supposez que la stabilité s’est améliorée. Pendant ce temps, la machine se déforme toujours sous charge, et désormais la couche compressible ajoute son propre profil de déflexion par‑dessus. Deux systèmes de ressorts empilés ensemble.
Vous n’ajoutez pas de protection. Vous ajoutez de la conformité.
Votre presse plieuse est-elle suffisamment rigide pour qu’ajouter une couche douce n’amplifie pas la flèche à mi-portée ?
J’ai vu la correction trop de fois : les angles sont trop ouverts, alors l’opérateur enfonce le poinçon davantage. Cinq millièmes. Dix. Il continue jusqu’à ce que la jauge indique 90°.
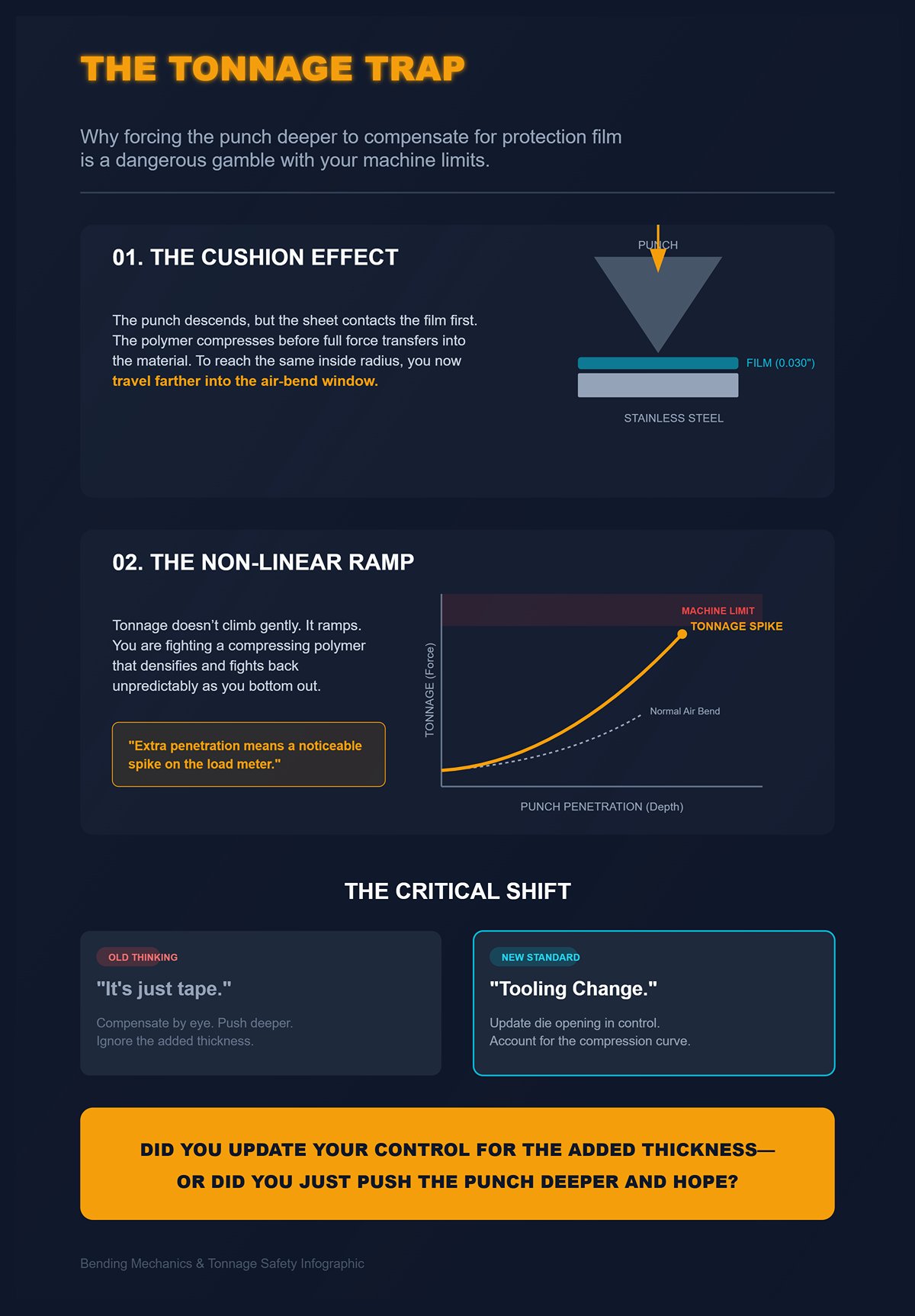
Voici ce qui se passe sur la ligne de pliage. Le poinçon descend, la tôle entre en contact avec le film, le film se comprime avant que toute la force ne soit transférée dans le matériau. Pour atteindre le même rayon intérieur, vous devez maintenant aller plus loin. Ce déplacement supplémentaire augmente rapidement la force de formage à mesure que vous approchez du bas de la fenêtre de pliage à l’air.
Le tonnage ne grimpe pas doucement. Il monte en flèche.
Vous poussez plus fort non seulement sur l’acier, mais aussi sur un polymère compressible qui réagit de manière imprévisible à mesure qu’il se densifie. Sur une longue pièce de 8 pieds en inox 304, cette pénétration supplémentaire peut provoquer une hausse notable sur l’indicateur de charge. Vous vous rapprochez alors des limites de l’outil, des limites de la machine, tout cela parce que vous n’avez pas recalibré pour 0,030 po de coussin.
C’est le changement que je veux que vous fassiez : cessez de considérer le film comme du ruban, commencez à le voir comme une modification d’outillage nécessitant une nouvelle fiche de réglage.
Quand vous avez installé votre dernier film de protection, avez-vous mis à jour l’ouverture du vé dans le contrôle pour refléter l’épaisseur ajoutée et la courbe de compression — ou avez-vous simplement enfoncé le poinçon davantage en espérant que ça suffirait ?
Vous voulez savoir comment recalibrer votre programme lorsque vous ajoutez de l’uréthane pour que l’angle reste stable et que l’indicateur de charge ne monte pas en flèche.
Commencez ici : rien de “mystique” ne se produit. La géométrie à la ligne de pliage a changé avant que l’acier ne commence à se déformer. Tant que vous ne comprenez pas exactement où vont ces 0,015 ou 0,030 po sous charge, vous devinez la profondeur du coulisseau et appelez cela un réglage.
J’ai découpé des plis d’essai où nous avons figé la course à mi-cycle. Ce que l’on voit n’est pas une empreinte nette de vé. On aperçoit une épaule de polymère aplatie, l’acier commençant à peine à s’enrouler, et un poinçon ayant parcouru plus de distance que votre ancien programme n’en nécessitait. Le film est déjà déformé avant que le métal ne s’engage dans la déformation plastique.
Cela signifie que votre contrôleur résout le mauvais triangle.
Avant, vous calculiez la pénétration à partir d’une ouverture de vé connue, de l’épaisseur du matériau et du rayon intérieur visé. Maintenant, il y a une couche compressible qui reconfigure ce vé dynamiquement pendant la course. L’ouverture de matrice que votre CNC pense être de 1,000 po n’est pas de 1,000 po au contact, ni à mi-charge, ni à plein tonnage.
Donc, lorsque vous saisissez les mêmes valeurs et attendez le même 90°, contre quoi pliez-vous réellement ?
Prenez un vé de 1,000 po et installez un film de 0,030 po sur les deux épaules. Sur le papier, vous venez de réduire l’ouverture de 0,060 po. C’est ce que la plupart des opérateurs supposent.
Mais les 20 à 30 premiers % de votre course ne “réduisent” pas le vé. Ils compressent la partie supérieure du film là où la tôle entre d’abord en contact. Le matériau ne se forme pas encore ; vous préchargez un coussin. Le film se déplace latéralement le long des épaules du vé, s’amincissant au sommet et s’épaississant légèrement vers les flancs.
Il ne disparaît pas. Il se déplace.
Sous charge, le polyuréthane se comporte de manière viscoélastique. Il se comprime et s’écoule, puis se rigidifie à mesure qu’il se densifie. Au début de la course, votre ouverture en V effective peut se comporter comme 1,020 pouce, car la tôle repose sur des épaulements arrondis et compressibles plutôt que sur des arêtes en acier tranchantes. Plus profondément dans la course, une fois le film compacté, l’ouverture se comporte plus proche de l’équivalent de 0,940 à 0,960 pouce, car les épaulements sont désormais effectivement renforcés.
Cela signifie que la ligne de pliage voit une géométrie de matrice changeante pendant un seul cycle.
Et voici la partie que la plupart des gens manquent : parce que le film se comprime plus directement sous la ligne de contact, la surface intérieure de la tôle subit une contrainte légèrement différente de celle qu’elle aurait sur de l’acier trempé. Les interfaces plus souples permettent un déplacement local vers l’intérieur plus important avant que le soutien complet ne se développe, ce qui déplace l’axe neutre — la couche qui ne s’étire ni ne se comprime — plus près du centre de l’épaisseur.
Modifier l’axe neutre, c’est modifier votre facteur K.
Avez-vous ajusté votre déduction de pli après avoir installé le film, ou utilisez-vous toujours le facteur K des outils nus ?
J’ai utilisé un uréthane de duromètre 85A et un 95A sur le même travail en 5052 de 0,125 pouce dans un V de 0,750 pouce. Même épaisseur. Comportement d’angle complètement différent.
Le 85A semblait “ tolérant ”. Pas de rayures. Les opérateurs l’adoraient. Mais les premiers coups sortaient avec 1,5° de moins. Nous avons ajouté de la pénétration. Sur les longues pièces, la charge au milieu de la portée augmentait plus vite que prévu. Le film agissait comme un ressort secondaire superposé à la courbe de flexion de la machine.
Le 95A ? Compression moins visible. Angles plus proches de la valeur de base. Moins de course supplémentaire nécessaire.
Le duromètre est simplement la dureté, mesurée sur l’échelle Shore A pour les élastomères. Plus le nombre est élevé, plus le matériau est rigide. Mais ici, la rigidité ne concerne pas seulement la sensation — elle définit combien de votre course de coulisseau est consacrée à la déformation du polymère avant que ne commence la déformation de l’acier.
Écoutez, si vous utilisez un film souple de 80–85A sur de l’inox fin, vous consacrez une portion mesurable de la course à la compression du plastique avant d’atteindre la vraie pression de formage. Vous poussez plus fort non seulement sur l’acier, mais aussi sur un polymère compressible qui réagit de manière imprévisible à mesure qu’il se densifie.
Cette imprévisibilité est ce qui rend votre correction de 0,010 pouce incohérente d’une pièce à l’autre.
Choisissez-vous votre film pour “ zéro rayure ”, ou en fonction du duromètre adapté à l’épaisseur du matériau et à la plage de tonnage ?
Soyons précis.
Vous pliez à l’air de l’acier inox 304 de 0,135 pouce dans un V de 1,000 pouce. La pénétration de base pour un angle de 90° pourrait être, hypothétiquement, de 0,350 pouce depuis le point de contact du matériau. Maintenant, vous ajoutez 0,015 pouce de film par épaulement — soit 0,030 pouce de hauteur totale.
Si ce film se comprimait à zéro, vous auriez simplement à retrancher 0,030 de votre ouverture et à ajuster les calculs de pliage en conséquence. Calcul simple.
Mais il ne se comprime pas à zéro. Sous le tonnage de travail, il se comprime peut-être de 40 à 60 % selon le duromètre et la charge par pouce. Ainsi, votre ouverture en V effective pourrait se comporter comme 0,970 à 0,985 pouce à la charge de formage — ni 1,000, ni 0,970 de manière constante, mais quelque part entre les deux selon la longueur de la pièce et la répartition du tonnage.
Une ouverture en V plus petite en pliage à l’air signifie un rayon intérieur plus serré et des forces de retour élastique plus grandes. Pour atteindre le même 90°, il faut souvent une pénétration de poinçon plus profonde, car le système a absorbé une partie de la course en compression au départ, puis s’est rigidifié ensuite.
Ce 0,010–0,020 pouce supplémentaire de course du coulisseau ne semble pas énorme.
Sur un pli de 8 pieds en acier inoxydable, cela peut signifier plusieurs tonnes supplémentaires par pied à mesure que l’on approche du bas de la fenêtre de pliage à l’air.
Empilez maintenant cela sur une machine qui compense déjà la déflexion du bâti et le bombage. Vous avez introduit une largeur variable de matrice en V qui change avec la charge. La correction d’angle basée sur la tonnage de votre CNC fonctionne sur des hypothèses acier contre acier.
Avez-vous entré une nouvelle largeur effective de matrice dans le contrôle et validé avec des échantillons de test — ou dites-vous encore à la machine qu’il s’agit d’un V de 1,000 pouce parce que c’est ce qui est gravé sur l’outil ?
Pliez une pièce en 5052-H32 de 0,090 pouce avec un outillage nu. Mesurez le retour élastique. Exécutez ensuite le même travail avec un film souple de 0,030 pouce. De nombreux ateliers rapportent que le film “ fait sous-plier davantage ”.”
Voici pourquoi.
Le retour élastique est la récupération élastique après retrait de la charge. Plus la contrainte élastique stockée dans les fibres externes est forte, plus elle veut s’ouvrir. Lorsque vous introduisez une interface plus souple, deux choses se produisent :
Premièrement, la compression précoce du film retarde l’engagement plastique complet du métal. Vous passez une partie de la course à accumuler de la pression dans le polymère au lieu de provoquer la déformation de la tôle.
Deuxièmement, la friction réduite au niveau des épaules de la matrice — parce que le polyuréthane se conforme et distribue la pression — permet un flux de matière légèrement plus important pendant le pliage. Moins de contrainte aux points de contact signifie que la tôle peut se détendre plus librement une fois déchargée.
Sur l’inox, qui a déjà une limite d’élasticité plus élevée et un retour élastique prononcé, cette interface plus souple accentue l’effet. Sur l’aluminium, en particulier les états de traitement comme le 5052 ou le 6061-T6, la différence entre une épaule en acier dur et une épaule amortie se traduit par un ou deux degrés d’ouverture supplémentaires, sauf si vous compensez.
C’est pourquoi certains ateliers jurent que le film “ sous-plie toujours l’inox ”.”
Ce n’est pas de la superstition. C’est de l’énergie élastique stockée et des conditions de contrainte modifiées.
Alors, lorsque vous clipsez cette bande et que vous cherchez à atteindre 90° au ressenti, tenez-vous compte de l’augmentation du retour élastique dans votre tableau de correction d’angle — ou réagissez-vous encore pièce par pièce, en vous demandant pourquoi les chiffres d’hier ne fonctionnent pas aujourd’hui ?
Vous voulez savoir comment recalculer la profondeur du coulisseau, la largeur effective de la matrice et la déduction de pliage afin que l’angle tombe juste à chaque fois avec le film en place.
Commencez ici : l’épaisseur que vous clipsez sur l’épaule de la matrice n’est pas une protection. C’est de la géométrie.
J’ai réalisé le même travail en inox 304 de 0,135 pouce dans un V de 1,000 pouce avec trois films : 0,015, 0,030 et 0,040 pouce. Même poinçon. Même courbe de tonnage. Même programme CNC. Seul le film a changé. Le 0,015 nécessitait environ 0,008–0,010 pouce de pénétration supplémentaire pour atteindre 90°. Le 0,030 nécessitait plutôt 0,015–0,020. Le 0,040 ? C’était un autre animal — plus de 0,025 pouce plus profond, et le rayon intérieur augmentait suffisamment pour que notre déduction de pliage soit erronée de plus de 0,030 pouce sur un rabat de 10 pouces.
Ce n’est pas de la “ protection de surface ”. C’est un joint souple inséré dans un moule de précision. Chaque millième de coussin modifie le moulage.
Voici le mécanisme : un film plus épais signifie que plus de course est consacrée à la compression du polyuréthane avant que l’acier ne cède. La compression n’est pas linéaire. À faible charge, elle s’effondre facilement ; à charge plus élevée, elle se rigidifie rapidement. Ainsi, votre ouverture en V effective sous tonnage de travail n’est plus une simple soustraction de l’épaisseur du film — c’est une valeur dépendante de la charge. Cela signifie que le modèle de pliage à l’air de votre CNC, qui suppose une largeur de matrice fixe et un contact acier contre acier, résout le mauvais triangle.
Et plus le film est épais — 0,020, 0,030, 0,040 pouce et au-delà — plus vous pliez contre le polyuréthane avant de plier l’acier.
Ainsi, le compromis n’est pas seulement entre durabilité et rayures. C’est entre durabilité et prévisibilité. Lequel optimisez-vous sur votre machine actuelle ?
Imaginez une bande de polyuréthane de 0,012 pouce, Shore 90A, sur un V de 0,750 pouce formant du 0,090 pouce 5052. Les 50 premières pièces ? Magnifiques. Angles dans les 0,5°. Course supplémentaire minimale—peut-être 0,006 pouce au-delà de la base de l’outil nu. Le décalage de déduction de pli suffit à être compensé par un léger ajustement du facteur K.
Pourquoi une telle stabilité ?
Parce qu’un film mince se comporte davantage comme un revêtement souple que comme une couche structurelle. La contrainte dans un polymère plié varie selon le rapport épaisseur sur rayon. Doubler l’épaisseur, c’est doubler la contrainte de surface au même rayon de pliage. Gardez-le mince et le polymère fléchit au lieu de s’écraser. Lors d’essais d’actionneurs que j’ai observés, des couches de 50 microns permettaient une déformation nettement plus importante avant de limiter le mouvement comparé à des couches de 130 microns. Transposez cela au frein : le film mince interfère moins avec la trajectoire naturelle de pliage de l’acier.
Mais voici la réalité de l’atelier.
Utilisez ce même 0,012 sur du HRPO de 0,125 pouce avec des arêtes découpées au laser, et vous commencerez à voir des marques visibles en moins de 200 coups. Pas parce qu’il est “ faible ”, mais parce que les arêtes vives concentrent les contraintes. La section mince du film entraîne une contrainte localisée plus élevée par cycle. Des micro-déchirures se forment. Une fois la surface marquée, la compression devient irrégulière et l’angle commence à dériver—0,3° ici, 0,7° là.
Le film mince vous offre le décalage géométrique le plus propre et les calculs les plus simples : mesurez la pénétration supplémentaire pour atteindre l’angle cible, enregistrez la nouvelle largeur efficace de matrice basée sur la compression au tonnage de formage, ajustez ensuite la déduction de pliage en conséquence. Mais il ne tolérera pas les abus.
Vos pièces sont-elles cassées sur les arêtes et ébavurées avant de jamais toucher cette bande de 0,015 pouce ?
Nous sommes maintenant dans la plage que la plupart des ateliers appellent “ standard ”. Une bande de 0,030 pouce, 85A, sur un V de 1,000 pouce. Aucune rayure. Les opérateurs se détendent.
Puis le rapporteur numérique indique 88°, pas 90°, et vous ajustez la course du vérin comme d’habitude.
Le film de gamme intermédiaire est assez épais pour que la compression devienne une phase structurelle du pliage. Sur une pièce en acier inoxydable 304 de 10 pieds, à environ 12 tonnes par pied, ce 0,030 ne se contente pas de s’aplatir—il se densifie. Début de course : souple. Milieu de course : progressivement plus rigide. En bas de la fenêtre de pliage en l’air : il résiste fortement. Vous exercez une pression accrue non seulement sur l’acier, mais sur un polymère compressé qui réagit de façon imprévisible en se densifiant.
Mécaniquement, trois facteurs changent :
C’est ici que s’accumulent les erreurs de déduction de pliage. Si votre base BD supposait, disons, un rayon intérieur de 0,160 pouce dans un V de 1,000 pouce, et que le film compressé se comporte effectivement comme un V de 0,970–0,980, votre rayon et votre facteur K changent. Pas énormément—mais suffisamment pour que les longueurs de bride soient décalées de 0,020–0,040 pouce sur les jambes plus longues.
Le film de gamme intermédiaire peut résister à des séries de 500 pièces si la résistance du polymère est bonne. Certaines variantes à haut rendement conservent leur courbure pendant des milliers de cycles sans fissuration. Mais la durabilité du matériau n’est pas la même chose que la neutralité géométrique du procédé.
Avez-vous entré une nouvelle largeur de matrice dans votre commande basée sur l’angle mesuré par rapport à la pénétration avec ce 0,030 installé—ou indiquez-vous toujours au CNC que c’est un V de 1,000 pouce parce que c’est ce qui est gravé sur l’acier ?
J’ai vu des ateliers poser un film de 0,060 pouce sur des panneaux architecturaux en inox parce qu’ils ont une peur panique des rayures.
Premier pli sur du 304 de 0,125 pouce dans un V de 1,250 pouce : l’angle sort plus ouvert de près de 3°. Ils ajoutent de la course. Le tonnage monte en flèche à la fin du pli. Le rayon intérieur mesuré est plus grand que prévu, pas plus petit.
Cela en surprend plus d’un.
Voici pourquoi. Avec un film très épais, vous ne vous contentez plus de réduire l’ouverture du V : vous créez une épaule de matrice déformable qui enveloppe la tôle différemment. La zone de contact s’élargit. La pression se répartit. L’acier est moins fermement soutenu sur les bords, donc au lieu de se former étroitement contre une épaule d’acier nette, il se plie contre un coussin qui se déforme. Le résultat peut être un rayon intérieur effectif plus grand, même si la pénétration a augmenté.
Et comme la déformation du polymère augmente avec l’épaisseur pour un rayon de pliage donné, les films épais subissent de fortes contraintes internes. Sous des cycles répétés à 90°, les couches plus épaisses peuvent se fatiguer plus vite que prévu. L’hypothèse “ plus robuste = durée de vie plus longue ” ne tient pas toujours quand la déformation par cycle croît de façon exponentielle avec le rapport épaisseur‑rayon.
Vous gagnez en résistance aux rayures, oui. Mais vous payez en :
Écoutez : si vous installez un film de 0,040 pouce et que vous ne requalifiez pas votre pli à partir de zéro—pièces d’essai, courbe angle‑profondeur, BD révisé—vous ne protégez pas la qualité. Vous cachez une instabilité sous une surface souple.
Quelle pénétration supplémentaire ajoutez‑vous en ce moment sur votre film le plus épais, et avez‑vous réellement mesuré le rayon intérieur résultant avec un pied à coulisse ?
Faites passer une bande simple de 0,030 pouce pour 300 pièces en acier doux de 11 gauge. Vous commencerez à la voir glisser latéralement dans la matrice, surtout sur les pièces longues. La compression plus le cisaillement à l’épaule la font dériver. Une fois qu’elle se déplace, votre largeur de matrice effective change de gauche à droite. Les angles varient sur la longueur.
Passez à une version avec dos en tissu. Le tissu limite l’étirement. La stabilité dimensionnelle s’améliore. Elle reste en place.
Mais il y a un inconvénient.
Le dos en tissu réduit la capacité du film à épouser complètement la micro‑géométrie de l’épaule de la matrice. Légèrement moins de compression. Interface un peu plus rigide. Sur de l’inox brossé délicat, cela peut signifier une pression localisée plus élevée si l’épaule de la matrice n’est pas parfaitement propre. Protection contre conformité.
Pour des séries à grand volume—500 pièces et plus—la stabilité compte plus que la douceur théorique. Un film qui glisse de 0,010 pouce de côté vient de modifier la géométrie de votre matrice en cours de production. C’est pire qu’une surface légèrement plus rigide qui reste constante.
Alors, quand vous spécifiez un film pour un long travail, le choisissez‑vous seulement par peur des rayures—ou en fonction de son comportement après 400 cycles à plein tonnage dans votre V‑ouverture spécifique ?
| Aspect | Polyuréthane simple (0,030″) | Polyuréthane à dos en tissu |
|---|---|---|
| Performance lors de séries de plus de 300 pièces | Commence à glisser latéralement dans la matrice, surtout sur les pièces longues | Reste stable et en place |
| Comportement sous compression et cisaillement | Se déplace au niveau de l’épaulement ; la largeur effective de la matrice change | Le support en tissu limite l’étirement et le mouvement |
| Stabilité dimensionnelle | Réduite au fil du temps ; variation d’angle sur toute la longueur de la pièce | Stabilité améliorée ; angles constants |
| Conformité à la micro-géométrie de la matrice | Meilleure conformité ; interface plus souple | Conformité légèrement réduite ; interface plus rigide |
| Pression surfacique sur les finitions délicates | Pression localisée plus faible si propre | Risque de pression localisée plus élevé si l’épaulement de la matrice n’est pas parfaitement propre |
| Adaptabilité pour des séries de plus de 500 pièces | La géométrie peut changer en cours de série en raison du fluage (par ex. déplacement de 0,010″) | Maintient la constance sous tonnage complet |
| Meilleurs critères de sélection | Privilégie la douceur et la protection contre les rayures | Privilégie la stabilité et la régularité sur de longues séries |
Vous voulez des chiffres, pas de la philosophie. Bien.
Le mois dernier, je me suis placé derrière une presse plieuse de 135 tonnes travaillant du 304 de 0,079 pouce (2 mm) dans une matrice en V de 1,000 pouce avec un uréthane de 0,022 pouce installé. Premier pli : 87,6°. L’opérateur ajoute 0,012 pouce de profondeur de coulisseau. Deuxième pli : 90,3°. Il retire 0,004. Maintenant nous traquons des millièmes comme si c’était un jeu.
La bonne question n’est pas “ Combien de course en plus ? ”. C’est : quel triangle votre contrôleur résout-il en ce moment — et ce triangle est-il réel ?
Ce protocole transforme le film en une variable programmée. Décalage Z. Ouverture effective du V. Déduction de pli révisée. Si vous sautez ces calculs, vous ne pliez pas — vous jouez vos premières pièces au hasard en appelant ça de l’expérience.
Avant de toucher aux commandes, réglons un point de discussion.
Prenez cette même tôle de 2 mm. Les directives standards de pliage à l’air recommandent une ouverture en V de 6 à 8× l’épaisseur pour les tôles fines. Disons 12 à 16 mm. Un V de 1,000 pouce (25,4 mm) est déjà large — convenable pour l’inox afin de contrôler la tonnage et le rayon.
Ajoutez maintenant un film de 0,022 pouce. Cela représente 0,56 mm de chaque côté si le film tapisse les deux épaulements. Sous charge, il se comprime peut-être à 0,30–0,40 mm selon le duromètre et le tonnage par pied.
Cela rend-il votre matériau épais de 2,56 mm ?
Non. La limite d’élasticité de l’acier n’a pas changé. Le comportement au retour élastique n’a pas soudainement correspondu à une tôle de 2,5 mm. Ce qui a changé, c’est la géométrie que l’acier “ voit ” aux épaulements de la matrice.
Donc, vous devez considérer le film comme faisant partie de l’empilage de la matrice, et non de l’empilage du matériau.
Pourquoi cette distinction est importante : la formule de tonnage est sensible à l’épaisseur au carré. P = 650 × S² × L / V. Si vous trompez la commande en augmentant l’épaisseur du matériau pour compenser la perte d’angle, la machine calcule un tonnage plus élevé que nécessaire pour l’acier. Sur des faibles épaisseurs, cette augmentation en pourcentage est significative. Une couche de 0,022 pouce sur un matériau de 0,079 pouce représente une augmentation de 28 % relative à l’épaisseur si vous la classez mal. C’est comme ça que l’on dérive vers une surcharge au lieu d’une recalibration.
Écoutez, le film n’ajoute pas de résistance. Il ajoute de la souplesse à l’interface de contact.
Donc, lorsque vous ouvrez votre bibliothèque d’outils, modifiez-vous l’épaisseur du matériau — ou créez-vous une nouvelle entrée de matrice qui reflète une ouverture de V effective et une courbe de pénétration différentes ?
Nous commençons avec quelque chose que vous pouvez mesurer.
Coupez un coupon de 4 pouces. Installez un film neuf. Abaissez le poinçon jusqu’à ce qu’il effleure juste la tôle — sans charge. Mettez votre Z à zéro.
Pliez maintenant à 90° par air en utilisant votre programme existant et enregistrez deux nombres : l’angle atteint et la pénétration réelle du vérin à partir de zéro.
Disons que votre programme de base (sans film) atteignait 90° avec une pénétration de 0,615 pouce dans ce V de 1,000 pouce. Avec un film de 0,022 pouce installé, vous atteignez 90° à 0,628 pouce.
Différence : 0,013 pouce.
Ce 0,013 n’est pas aléatoire. C’est l’épaisseur du film comprimé sous charge de travail, plus toute modification de la géométrie de contact.
Faites cela trois fois. Faites la moyenne. Si vous obtenez 0,012, 0,014, 0,013—parfait. Votre film est stable. Si vous voyez 0,010, 0,018, 0,015—votre polymère se déforme ou se densifie de manière imprévisible.
Votre décalage Z initial est égal au delta de pénétration mesuré, et non à l’épaisseur nominale du film.
Le nominal 0,022 n’a pas d’importance. Le comprimé 0,013 oui.
Nous raffinons maintenant l’ouverture V effective. Une approximation simple pour le pliage par air : rayon intérieur ≈ 0,16 × V pour l’acier inoxydable dans une configuration standard. Mesurez votre rayon intérieur réel avec le film installé. Si votre rayon de base dans un V de 1,000 était 0,160 pouce et que vous mesurez maintenant 0,150, votre V effectif se comporte plus près de 0,937 (car 0,150 / 0,16 ≈ 0,937).
Cela devient une nouvelle entrée d’outil dans votre CNC : “ 1,000 V + film de 0,022 (comprimé). ” Pas une note. Un outil séparé.
Parce que le contrôleur calcule l’angle de pliage à partir de la pénétration du poinçon en fonction de la largeur V supposée. Si vous la laissez à 1,000, il résout le mauvais triangle.
Avez-vous réellement mesuré l’épaisseur comprimée sous tonnage — ou programmez-vous à partir de ce qui est imprimé sur la boîte du film ?
Nous traitons maintenant le développé.
Votre déduction de pliage (BD) précédente supposait un rayon intérieur et un facteur K connus. Disons que pour ce 304 de 2 mm dans un V de 1,000, vous utilisiez un K de 0,42 et obteniez des longueurs de bride cohérentes.
Avec le film installé, vous avez mesuré un rayon intérieur plus serré—0,150 au lieu de 0,160. Cela seul modifie la longueur de pliage.
Longueur de pliage = (π/180) × angle × (R + K × T).
Modifiez R de 0,010 pouce et la longueur change immédiatement. Sur un pli de 90° :
ΔBA ≈ (π/2) × 0,010 ≈ 0,0157 pouce.
Cela représente plus de 0,015 pouce de différence sur le développé due uniquement au changement de rayon. Ajoutez maintenant toute variation du facteur K due à la distribution de contrainte modifiée par l’interface souple, et vous obtenez facilement une erreur de 0,020 à 0,040 pouce sur les brides longues.
C’est pourquoi les pièces grandissent ou rétrécissent soudainement lorsque vous “ ajoutez simplement un film ”.”
Faites deux éprouvettes : une de référence, une avec film. Mesurez les longueurs réelles de brides après pliage. Recalculez votre véritable K avec le film en place. Verrouillez cela dans une combinaison matériau-outil séparée dans votre FAO ou votre commande.
Film installé = nouvelle table BD.
Sinon, vous protégez la surface et étirez ou raccourcissez discrètement chaque patte sur le dessin.
Lorsque vous changez de travail, chargez-vous une nouvelle BD liée à l’épaisseur de ce film — ou comptez-vous sur la mémoire collective ?
Les pliages simples mentent. Les boîtes disent la vérité.
Imaginez un couvercle à quatre côtés en aluminium de 0,063 po avec un film de 0,015 po — mince, “ sûr ”, n’est-ce pas ? Sur un faible calibre, ce film peut représenter 20 à 25 % de l’épaisseur du matériau avant compression. Même s’il s’écrase à 0,008 sous charge, une variabilité de 0,002 po entre le premier et le dernier pli est réaliste lorsque le film s’écrouit sous contrainte.
Premier pli : épaisseur comprimée 0,008. Quatrième pli : peut-être 0,010 car la bande s’est densifiée le long des épaules.
Cette différence de 0,002 en pénétration se traduit par une variation d’angle — peut-être 0,4 à 0,6°. Sur un retour de bride, cela s’accumule. Au moment de fermer la boîte, vous vous battez contre un écart de 0,030 po à la jonction.
Vous accusez la répétabilité du butoir arrière. Vous accusez le retour élastique.
Mais la réelle variable était une interface souple changeant au fil des cycles.
Sur des pièces à haute résistance de 3 mm, cette variabilité est un faible pourcentage de l’épaisseur. Sur de l’aluminium de 1,5 mm, c’est énorme. Le faible calibre souffre davantage car le film représente une fraction plus importante de la hauteur de pile.
Écoutez, le recalibrage vous donne un point de départ contrôlé. Il n’élimine pas le fluage du polymère, l’accumulation de chaleur ou l’affaissement après compression sur 500 cycles. C’est une limite physique, pas une limite de programmation.
Alors avant de lancer une série de 1 000 pièces avec film installé, avez-vous suivi la dérive d’angle de la pièce 1 à la pièce 200 sur la même bande — ou supposez-vous que votre correction du premier article tient indéfiniment ?
Vous voulez savoir comment contrôler ou surveiller la dérive de compression du film pendant les longues séries afin que vos angles ne dérivent pas.
Voici la dure vérité : vous pouvez la surveiller, la tracer, échantillonner toutes les 25 pièces avec un rapporteur numérique — mais une fois que le film franchit sa limite mécanique, la dérive ne continue pas doucement.
Elle saute.
Pensez à cet uréthane comme à un joint souple inséré dans un moule de précision. Sous charge légère et prévisible, il se compresse et se comporte normalement. Au-delà d’une certaine pression, il ne se contente pas de s’amincir ; il commence à se déplacer latéralement, à couler à froid, à se cisailler au niveau de la ligne de ruban, et à se tasser dans le V comme du chewing-gum sous une botte. C’est le point de rupture. Et lorsque cela se produit, votre jolie moyenne de pénétration de 0,013 po devient 0,018 sur un coup et 0,011 sur le suivant.
C’est là que “ Pas de rayures ” se transforme discrètement en rebut angulaire.
Alors, où cela échoue-t-il réellement dans le monde réel ?
Prenez de l’A36 calibre 10 dans un V de 1,000 pouce sur une presse plieuse de 175 tonnes. Vous travaillez sur des pièces de 6 pieds, flirtant avec 70 à 90 tonnes sur toute la table selon la variation du matériau. Avec 0,030 pouce d’uréthane installé, vos dix premières pièces semblent stables. Vous avez fait le calcul. Vous avez programmé le décalage. Vous vous sentez malin.
Puis vers la pièce numéro 30, votre angle s’ouvre soudainement de 1,2°.
Pas 0,2. Pas progressivement. Un degré complet et plus.
Ce qui s’est passé n’a rien de mystérieux. Sous une forte pression de surface au niveau des épaules de la matrice, l’uréthane dépasse sa résistance à la compression et commence à s’extruder dans l’ouverture en V. Le matériau qui se trouvait auparavant bien placé entre la tôle et la matrice est maintenant poussé vers l’avant et vers le bas. Cela modifie la ligne de contact. Votre V effectif n’est plus celui que vous avez mesuré lors de la configuration.
Vous poussez plus fort non seulement sur l’acier, mais aussi sur un polymère en compression qui réagit de façon imprévisible lorsqu’il se densifie.
L’extrusion n’est pas uniforme sur toute la table, non plus. Si votre courbe de tonnage culmine près du centre, le film s’amincira davantage à cet endroit. Maintenant vos angles varient de gauche à droite. Le contrôleur pense que l’outil est rigide. Il ne l’est pas. Vous avez introduit un coussin sensible à la charge dans un processus qui suppose une géométrie en acier trempé.
Et voici l’élément que la plupart des ateliers manquent : une fois que l’extrusion commence, elle s’accélère. Plus elle s’écoule, moins il reste de section transversale pour résister à l’écoulement. C’est pourquoi le lot se divise—les 40 premières pièces dans la tolérance, les 60 suivantes en train de courir après la profondeur du coulisseau.
Enregistrez-vous le tonnage par pied sur ces travaux et le corrélez-vous à la variation de l’angle—ou vous contentez-vous de regarder le rapporteur et de réagir ?
Maintenant réduisez le V.
Passez à un V de 0,500 pouce pour obtenir un rayon intérieur serré sur du 304 de 0,090 pouce. Les épaules de la matrice sont plus proches, l’angle inclus plus abrupt au contact, et le film a moins de place pour rester à plat. Il est forcé de se plier fortement sur le rayon de la matrice avant même que le métal ne cède.
C’est là que les plis commencent.
Le film est flexible, pas magique. Lorsque vous posez 0,022 pouce d’uréthane sur un V étroit et que vous y enfoncez un poinçon, le stress de compression s’accumule le long des épaules. Si le film ne peut pas s’étirer suffisamment pour épouser la forme, il se froisse de manière microscopique. Ces plis deviennent des crêtes de pression. Les crêtes de pression deviennent des lignes de témoins.
Ainsi, vous avez ajouté un film pour éviter les marques de matrice—et vous obtenez quand même de légères empreintes.
Parce que dans un V serré, le film ne se contente pas de se comprimer ; il est plié dans une géométrie qu’il ne peut pas occuper de manière fluide. Plus l’exigence de rayon est serrée, moins cette interface est tolérante. Votre épaisseur comprimée mesurée lors de la configuration ne représente pas ce qui se passe à la charge maximale sur les épaules.
Écoutez, dans les travaux à V étroit, le film se comporte moins comme une couche uniforme et plus comme une membrane changeante.
Vérifiez-vous le rayon intérieur et l’état de surface à l’épaule de la matrice sous magnification—ou supposez-vous que “ film = sécurité ” quelle que soit la largeur du V ?
Un tonnage élevé provoque des sauts.
Les longues séries entraînent une dérive.
Imaginez de l’aluminium de 0,063 pouce avec un film de 0,015 pouce, 800 pièces, quatre pliages chacune. Cela fait 3 200 frappes sur la même bande de polymère si vous ne l’avancez pas. Chaque frappe comprime, détend et chauffe légèrement l’uréthane. Les polymères n’aiment pas ce cycle. Ils prennent une déformation permanente — une réduction définitive de l’épaisseur après des charges répétées.
Hypothétique mais réaliste : votre épaisseur compressée initiale mesurait 0,008 pouce. Après 400 cycles dans la même zone, elle est en réalité de 0,0065. Cette perte de 0,0015 pouce à l’interface modifie la pénétration. Sur un pliage à l’air de 90°, cela peut représenter environ 0,3 à 0,5° de différence selon le V et le matériau.
Petit chiffre. Grande conséquence.
Mais la dérive n’est pas linéaire. Au début de la série, le film se cale rapidement. Puis il se stabilise. Ensuite, lorsque des micro-déchirures et un glacis de surface apparaissent, la friction change et le comportement en compression évolue à nouveau. C’est pourquoi la pièce 1, la pièce 200 et la pièce 700 n’ont pas la même histoire à raconter.
Vous pouvez surveiller cela. Prélevez un échantillon d’angle toutes les 50 pièces. Suivez la correction de la descente nécessaire. Avancez la bande de film tous les 100 coups. Certains ateliers traitent même le film comme un consommable et le changent à un nombre de cycles prédéfini.
Mais rien de tout cela ne le rend universel.
Cela ne fait que gérer la dégradation.
Et une fois que vous acceptez que le film a une durée de vie mécanique sous charge — définie par le tonnage, la largeur du V, et le nombre de cycles — vous cessez de demander comment “ le régler et l’oublier ”.”
Vous commencez à vous demander si une couche souple et sacrificielle est la bonne solution pour le travail en question.
Alors, lors de votre prochaine série de 1 000 pièces en inox, traitez-vous cet uréthane comme un outillage de précision avec une durée de service — ou comme un ruban que vous jetez sur la matrice en espérant qu’il se comporte bien ?
Vous posez maintenant la bonne question : si le film a une durée de vie mécanique et une courbe d’usure, par quoi le remplacer lorsque le travail ne peut pas tolérer la dérive ?
Voici le changement que j’ai mis des années à accepter. La protection ne vaut la peine d’être conservée que si elle est prévisible. Si la couche entre votre tôle et votre matrice change d’épaisseur sous charge, sur toute la longueur, ou au fil du temps, vous n’avez pas résolu les rayures — vous avez inséré un joint souple dans un moule de précision en espérant que la pièce finie tombe juste.
Les améliorations permanentes de l’outillage ne sont pas une question de luxe. Il s’agit de déplacer la variable hors de la compression et dans une géométrie que vous pouvez mesurer au micromètre plutôt que de deviner au rapporteur. Alors, quel choix contrôle réellement l’épaisseur plutôt que de réagir à celle-ci ?
L’épaisseur du film est nominale. Il est indiqué 0,015 pouce sur la boîte. Vous mesurez 0,0145 à un endroit, 0,016 à un autre. Puis vous le chargez, et ce chiffre cesse de vouloir dire quoi que ce soit car la compression dépend du tonnage par pied.
Un V-moule en uréthane est différent. Le polymère est la matrice, non pas une peau collée sur l’acier. Sa dureté — par exemple 90A contre 95A Shore — est spécifiée. Sa géométrie est usinée ou moulée avec une ouverture en V définie. Lorsqu’il se comprime, il le fait comme un matériau en vrac avec un comportement de dureté connu, et non comme une fine membrane pouvant se froisser, s’extruder ou se déformer de façon inégale.
Cela ne le rend pas rigide. Cela le rend caractérisable.
Écoute, la première fois que tu remplaces un V en acier de 1,000 pouce plus un film de 0,030 pouce par une matrice en uréthane conçue à cet effet, ta courbe de tonnage change. La force requise diminue souvent. Si ton frein est limite sur un matériau plus épais, tu peux soudainement te retrouver sous-tonné et ne pas atteindre la profondeur voulue. Ce n’est pas un défaut de la matrice — c’est un écart de compatibilité dans ton réglage. Ton CNC a été calibré selon les caractéristiques de fond de tôle en acier, pas selon un outillage élastique.
Ainsi, la comparaison n’est pas “ film bon marché contre matrice coûteuse ”. C’est “ couche comprimée variable contre géométrie élastique définie ”. L’une dérive en cours de production. L’autre modifie ta référence et s’y maintient.
Utilises-tu un frein avec suffisamment de résolution de commande — et assez de marge de tonnage disponible — pour programmer volontairement autour d’une matrice élastique, ou peines-tu déjà à maintenir ton angle avec l’acier ?
| Aspect | Films adhésifs | Matrices en V en uréthane |
|---|---|---|
| Épaisseur nominale | Indiquée (p. ex. 0,015 po) mais variable en réalité (p. ex. 0,0145–0,016 po) | Définie par la géométrie usinée ou moulée de l’ouverture en V |
| Comportement sous charge | La compression varie selon le tonnage par pied ; l’épaisseur perd en prévisibilité | Se comprime comme un matériau global avec un comportement de duromètre connu |
| Caractéristiques du matériau | Membrane mince ; peut se froisser, s’extruder ou se déformer de manière inégale | Le corps polymère agit comme la matrice elle-même ; dureté spécifiée (p. ex. 90A contre 95A Shore) |
| Prévisibilité | Couche comprimée variable ; peut dériver en cours de production | Géométrie élastique définie ; modifie la base de référence mais reste stable |
| Rigidité | Souple et incohérente | Non rigide, mais caractérisable et cohérente |
| Impact sur le tonnage | Maintient les attentes standard de tonnage pour la mise en fond de l’acier | Réduit souvent la force nécessaire ; la courbe de tonnage change |
| Compatibilité de configuration | Fonctionne avec la calibration CNC existante basée sur l’acier | Nécessite un recalibrage pour le comportement élastique de l’outillage |
| Facteurs de risque | La variation d’épaisseur affecte le contrôle de l’angle | Sous-tonnage possible si la presse-plieuse manque de marge suffisante |
| Cadre de coût | Coût initial inférieur | Coût initial plus élevé |
| Comparaison réelle | Couche compressée variable | Géométrie élastique définie |
Le 304 poli ne se soucie pas de vos excuses. Il se soucie de la pression de contact et du glissement.
Une matrice en V roulante change la physique. Au lieu de tirer la tôle sur des épaules fixes, les épaules tournent. Le contact devient roulant plutôt que glissant. La pression de surface se répartit différemment. La finition est préservée parce que la friction diminue, pas parce que vous avez amorti la matrice.
Cela signifie aucune couche comprimée à densifier. Aucune perte progressive d’épaisseur. La géométrie que le contrôleur voit sur la première pièce est la même que sur la cinq centième.
Les inserts en nylon s’attaquent au même problème sous un autre angle. Vous usinez un corps de matrice en acier avec une cavité et verrouillez une bande de nylon remplaçable—disons 0,250 pouce d’épaisseur, capturée mécaniquement afin qu’elle ne puisse pas avancer. Maintenant, le matériau protecteur possède une section définie et est soutenu sur tous les côtés. Il ne s’extrude pas dans le V car il constitue la surface du V.
Lorsque celle-ci s’use, vous remplacez l’insert. Vous ne passez pas trois heures à courir après l’angle en vous demandant pourquoi “ Pas de rayures ” est devenu 88,7° sur un appel à 90°.
Protégez-vous la surface en réduisant la friction et en contrôlant le contact — ou en glissant quelque chose de mou entre deux outils durs en espérant que cela se comporte bien ?
Voici la perspective que je veux que vous conserviez : la protection doit être conçue comme un outil, pas appliquée comme un ruban adhésif.
Si vous choisissez une matrice en uréthane, vous la qualifiez. Vous effectuez un pliage test contrôlé à un tonnage connu par pied. Vous notez la profondeur de pénétration pour atteindre 90,0°. Vous enregistrez le retour élastique avec ce lot de matériau exact. Ce programme devient “ Urethane V 1.000-90A ”, et non “ 1.000 V avec film ”.”
Si vous installez une matrice en V à rouleaux, vous validez l’angle par rapport à la profondeur sur toute la longueur du banc et vous confirmez la réponse du bombage, car le contact roulant peut légèrement modifier la répartition de la charge. Ensuite, vous l’enregistrez comme une entrée distincte dans la bibliothèque d’outils.
Si vous spécifiez des inserts en nylon, vous définissez un intervalle d’inspection de l’usure — toutes les 300 frappes, chaque poste, selon ce que vos données appuient — et vous traitez l’épaisseur de l’insert comme vous le feriez pour le rayon meulé d’un poinçon.
La partie moins évidente ? Vous n’éliminez pas l’ajustement. Vous le déplacez au début du travail, là où il est contrôlé, documenté et reproductible.
Mais le rapporteur numérique indique 88°, pas 90°, et maintenant vous ajustez la profondeur de descente comme d’habitude. La différence est de savoir si vous compensez un système élastique connu que vous avez qualifié — ou si vous courez après un polymère qui change sous vos pieds.
Alors regardez votre prochaine série d’acier inox poli et répondez sans ciller : concevez-vous la protection de surface comme un outil défini dans votre bibliothèque, ou la considérez-vous encore comme un pansement consommable sur de l’acier trempé ?


















