

В 2:15 дня вы держали чистую деталь из нержавеющей стали с зеркальной отделкой. Ни одной царапины. В 3:00 дня, та же работа, та же программа — теперь каждый фланец стоит под углом 88°, а не 90°.
Единственное, что изменилось? Плёнка из уретана толщиной 0,030 дюйма, натянутая на плечи матрицы.
Вы не “потеряли” два градуса. Вы вставили мягкую прокладку в прецизионную форму и ожидали, что форма будет вести себя так же.
Я наблюдал, как операторы радуются первой детали без царапин и не замечают, что происходит с угловым измерителем. Изгиб выглядит хорошо. Поверхность защищена. Но цифровой транспортир показывает 88°, а не 90°, и теперь вы подгоняете глубину хода, как обычно.
Послушайте, если ваши углы изменились в тот же день, когда вы установили плёнку, это была не случайность — это была компрессия, которую вы не запрограммировали.
Эта полоска уретана толщиной 0,022 или 0,030 дюйма не просто лежит там. Под нагрузкой она сжимается неравномерно вдоль плеч матрицы, фактически увеличивая V-отверстие при первом контакте, а затем становясь жёстче по мере роста тоннажа. Ваш ЧПУ всё ещё думает, что сталь встречает закалённую инструментальную сталь. Нет. Она встречает материал, который сначала продавливается, прежде чем сопротивляться.
Вы решили проблему царапин и ввели новую переменную в замкнутую систему, настроенную на тысячные доли дюйма. Вы сказали об этом своему контроллеру?

Прокрутите это в голове.
У вас была отлаженная программа: обычная сталь толщиной 10 калибра, 0,135 дюйма, V-матрица 1,000 дюйм, воздушный гиб до 90° при известном проникновении. Первая тестовая деталь всегда получалась на 89,5°, вы углублялись на 0,010 дюйма — и всё было готово.
Теперь добавьте плёнку толщиной 0,030 дюйма.
Первый удар выходит недогнутым. Вы пробуете свой привычный “подкрадывающийся” приём — уменьшить или увеличить проникновение на долю дюйма — но плёнка слегка смещается или отскакивает иначе при втором ударе. То, что раньше было предсказуемой коррекцией на 0,010 дюйма, теперь — угадывание, потому что кривая сжатия уретана нелинейна, в отличие от стали.
Некоторые операторы годами используют плёнку без отклонений. Разница? Они воспринимают толщину плёнки как фиксированный размер оснастки и перенастраивают всё с первого гиба, а не как косметическое дополнение. Та же машина. Иное мышление.
Когда вы защёлкнули эту плёнку, вы провели новое испытание первой детали или доверились вчерашним данным?

Я понимаю, почему цехам нравится эта быстрая полоска. Плёнка 0,015 дюйма — для тонкого алюминия, может, 0,060 дюйма — для тяжелой плиты. Защёлкнул — и готово. Не нужно полировать инструмент. Не нужно отдельное оборудование под нержавейку. Кажется эффективным.
Но выбор толщины влияет не только на предотвращение следов от матрицы. Плёнка 0,022 дюйма и плёнка 0,030 дюйма защищают по-разному — и изменяют геометрию матрицы по-разному. Это восемь тысячных дюйма. В воздушном гибе — это градусы.
И вот что замалчивается: плёнка может скрывать гибкий каркас или изношенный инструмент. Вы видите меньше следов и предполагаете, что стабильность выросла. Между тем, машина всё ещё прогибается под нагрузкой, и теперь слой, способный к сжатию, добавляет свой собственный профиль прогиба сверху. Две пружинные системы, наложенные друг на друга.
Вы добавляете не защиту, а податливость.
Достаточно ли жесткий ваш листогиб, чтобы добавление мягкого слоя не усиливало прогиб в середине пролета?
Я слишком часто видел это решение: углы получаются "светлыми", и оператор опускает пуансон глубже. На пять тысячных. На десять. Продолжает, пока контроль показывает 90°.
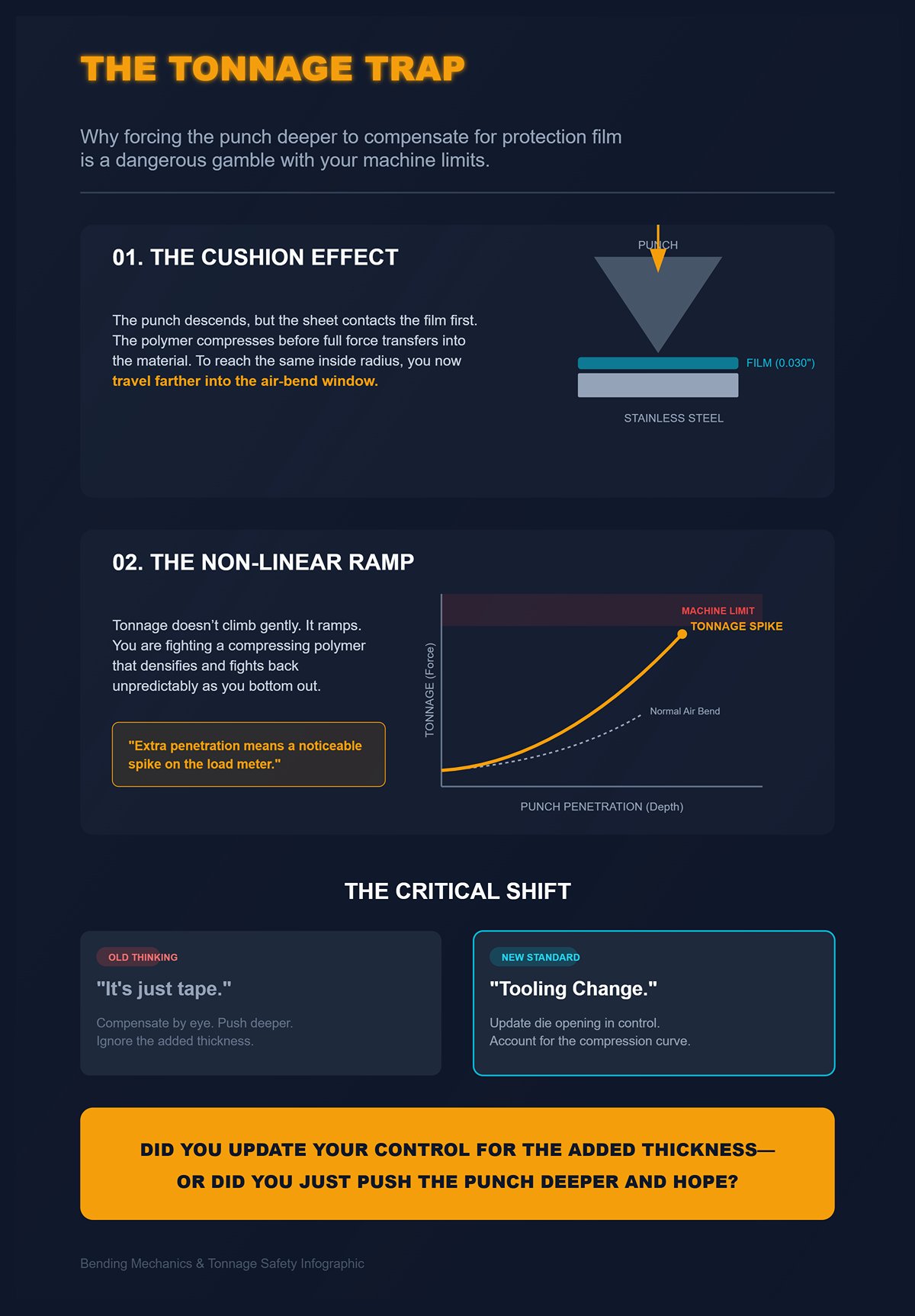
Вот что происходит на линии сгиба. Пуансон опускается, лист касается пленки, пленка сжимается, прежде чем полная сила передается в материал. Чтобы достичь того же внутреннего радиуса, теперь нужно пройти дальше. Это дополнительное перемещение быстро увеличивает силу формовки по мере приближения к нижней границе окна воздушного гиба.
Тоннаж растет не плавно. Он резко возрастает.
Вы давите сильнее не только на сталь, но и на сжимающийся полимер, который сопротивляется непредсказуемо при уплотнении. При длинном восьмифутовом гибе из нержавейки 304 это дополнительное проникновение может вызвать заметный всплеск на индикаторе нагрузки. Теперь вы ближе к пределам инструмента, ближе к пределам машины — всё из-за того, что не перекалибровали систему на амортизацию в 0,030 дюйма.
Вот то изменение мышления, которого я добиваюсь: перестаньте считать пленку просто лентой, начните воспринимать её как изменение оснастки, требующее нового листа настройки.
Когда вы устанавливали последнюю защитную пленку, обновили ли вы в контроллере раскрытие матрицы, чтобы учесть добавленную толщину и кривую сжатия — или просто опустили пуансон глубже, надеясь на лучшее?
Вы хотите узнать, как перекалибровать программу при добавлении уретана, чтобы угол оставался прежним, а индикатор нагрузки не взлетал.
Начните с этого: ничего “мистического” не происходит. Геометрия на линии сгиба изменилась ещё до того, как сталь начала пластически деформироваться. Пока вы не поймете точно, куда уходят эти 0,015 или 0,030 дюйма под нагрузкой, вы угадываете глубину хода и называете это настройкой.
Я разрезал тестовые изгибы, где мы останавливали ход на полпути. То, что вы видите, — это не чистый отпечаток V-матрицы. Вы видите уплощённое плечо полимера, сталь едва начинает оборачиваться, а пуансон прошёл дальше, чем было нужно по старой программе. Пленка уже деформирована до того, как металл перешёл в пластическое состояние.
Это значит, что ваш контроллер решает неправильный треугольник.
Раньше вы рассчитывали проникновение по известному раскрытию V-матрицы, толщине материала и целевому внутреннему радиусу. Теперь появился сжимаемый слой, который динамически изменяет форму V во время хода. Раскрытие матрицы, которое ваш ЧПУ считает равным 1,000 дюйму, не равно 1,000 дюйму при контакте, не равно 1,000 дюйму при половинной нагрузке и не равно 1,000 дюйму при полной тоннажной нагрузке.
Так что когда вы вводите те же самые цифры и ожидаете тот же 90°, против чего именно вы гнете?
Возьмите V-матрицу с раскрытием 1,000 дюйм и наложите пленку толщиной 0,030 дюйма на оба плеча. На бумаге вы просто уменьшили раскрытие на 0,060 дюйма. Так большинство операторов и думают.
Но первые 20–30% вашего хода не “уменьшают” V. Они сжимают вершину пленки там, где лист впервые касается поверхности. Материал ещё не формуется; вы лишь предварительно нагружаете амортизирующий слой. Пленка растекается в стороны вдоль плеч матрицы, истончаясь на вершине и слегка утолщаясь по бокам.
Она не исчезает. Она перемещается.
Под нагрузкой полиуретан ведет себя вязкоупруго. Он сжимается и течет, затем усиливается по мере уплотнения. На раннем этапе хода эффективное раскрытие V может казаться равным 1,020 дюйма, потому что лист опирается на округлые, сжимающиеся плечи, а не на острые стальные кромки. Глубже в ходе, когда пленка уплотнилась, раскрытие ведет себя ближе к эквиваленту 0,940–0,960 дюйма, поскольку плечи фактически «наращиваются».
Это означает, что линия сгиба сталкивается с изменяющейся геометрией матрицы во время одного удара.
И вот момент, который большинство упускает: поскольку плёнка сжимается более прямо под линией контакта, внутренняя поверхность листа испытывает немного иное ограничение, чем на закалённой стали. Более мягкие интерфейсы позволяют большему локальному внутреннему перемещению до развития полной опоры, что сдвигает нейтральную ось — слой, который не растягивается и не сжимается — ближе к центру толщины.
Сдвиньте нейтральную ось — и вы сдвинете свой K-фактор.
Вы скорректировали свой вычет на изгиб после установки плёнки или всё ещё используете K-фактор от голого инструмента?
Я работал с уретаном твёрдостью 85A и 95A на одной и той же заготовке из 5052 толщиной 0,125 дюйма в V-образной матрице 0,750 дюйма. Одинаковая толщина. Полностью разное поведение угла.
85A казался “прощающе мягким”. Без царапин. Операторы были в восторге. Но первые изгибы выходили на 1,5° меньше. Мы добавили проникновение. На длинных деталях нагрузка в середине участка росла быстрее, чем ожидалось. Плёнка действовала как вторичная пружина, наложенная на кривую прогиба станка.
95A? Меньше видимого сжатия. Углы были ближе к базовым. Требовалось меньше дополнительного хода.
Твёрдость по Шору — это просто жёсткость, измеряемая по шкале Shore A для эластомеров. Чем выше число, тем жёстче материал. Но жёсткость здесь — это не только ощущение на ощупь, она определяет, сколько хода ползуна уходит на деформацию полимера, прежде чем начнёт деформироваться сталь.
Послушайте, если вы используете мягкую плёнку 80–85A на тонкой нержавейке, вы тратите измеряемый ход на сжатие пластика прежде, чем достигнете истинного давления формовки. Вы давите сильнее не только на сталь, но и на сжимающийся полимер, который сопротивляется непредсказуемо по мере уплотнения.
Эта непредсказуемость и делает вашу корректировку на 0,010 дюйма нестабильной от детали к детали.
Вы выбираете плёнку по принципу “без царапин” или по твёрдости, согласованной с толщиной материала и диапазоном тоннажа?
Давайте конкретизируем.
Вы выполняете воздушный изгиб нержавейки 304 толщиной 0,135 дюйма в матрице V 1,000 дюйма. Базовая глубина проникновения для 90° может быть, гипотетически, 0,350 дюйма от точки контакта материала. Теперь вы добавляете плёнку по 0,015 дюйма на каждое плечо — в сумме 0,030 дюйма.
Если бы эта плёнка сжималась до нуля, вы бы просто вычли 0,030 из раскрытия и скорректировали расчёты изгиба соответственно. Простая математика.
Но она не сжимается до нуля. При рабочем тоннаже она может сжиматься примерно на 40–60 % в зависимости от твёрдости и нагрузки на дюйм. Таким образом, при рабочей нагрузке ваше эффективное раскрытие V может вести себя как 0,970–0,985 дюйма, а не как 1,000, не стабильно как 0,970, а где-то между, в зависимости от длины детали и распределения тоннажа.
Меньшее раскрытие V при воздушном изгибе означает меньший внутренний радиус и большие силы упругого возврата. Чтобы получить тот же 90°, часто требуется более глубокое проникновение пуансона, поскольку система сначала поглотила часть хода при сжатии, а затем стала жёстче.
Эти дополнительные 0,010–0,020 дюйма хода ползуна звучат несущественно.
Но при изгибе из нержавейки длиной 8 футов это может означать несколько дополнительных тонн на фут по мере приближения к нижней границе диапазона воздушного изгиба.
Теперь наложите это на станок, который уже компенсирует прогиб рамы и выпучивание. Вы ввели переменную ширину V-матрицы, изменяющуюся под нагрузкой. Ваша коррекция угла, основанная на тоннаже ЧПУ, работает, исходя из предположения «сталь к стали».
Вы ввели новую эффективную ширину матрицы в систему управления и проверили результат на контрольных образцах — или всё ещё говорите станку, что это V шириной 1,000 дюйма, потому что так выбито на инструменте?
Согните деталь из 5052-H32 толщиной 0,090 дюйма на голом инструменте. Измерьте пружинение. Теперь выполните ту же операцию с мягкой плёнкой толщиной 0,030 дюйма. Многие цеха отмечают, что плёнка “заставляет недогибать сильнее”.”
Вот почему.
Пружинение — это упругая деформация после снятия нагрузки. Чем больше упругая деформация накоплена во внешних волокнах, тем сильнее деталь стремится раскрыться. При введении мягкого интерфейса происходят две вещи:
Во‑первых, начальное сжатие в плёнке задерживает полное пластическое вовлечение металла. Часть хода вы тратите на создание давления в полимере, вместо того чтобы передавать деформацию листу.
Во‑вторых, уменьшение трения на плечах матрицы — поскольку уретан подстраивается и распределяет давление — позволяет материалу немного свободнее перемещаться при гибке. Меньше ограничений в точках контакта означает, что лист может восстанавливаться свободнее после разгрузки.
На нержавеющей стали, которая уже имеет более высокое предел текучести и выраженное пружинение, этот мягкий интерфейс усиливает эффект. На алюминии, особенно в состояниях, как 5052 или 6061‑T6, разница между жёстким стальным плечом и амортизированным проявляется в дополнительных градусах открытия, если не компенсировать.
Вот почему некоторые цеха уверены, что плёнка “всегда недогибает нержавейку”.”
Это не суеверие. Это накопленная упругая энергия и изменённые условия ограничения.
Так что, когда вы ставите эту ленту и добиваетесь 90° «на ощупь», учитываете ли вы увеличенное пружинение в таблице коррекции угла — или всё ещё реагируете на каждую деталь отдельно, удивляясь, почему вчерашние значения сегодня не совпадают?
Вы хотите знать, как пересчитать глубину хода ползуна, эффективную ширину матрицы и поправку на гиб, чтобы угол оставался одинаковым при установленной плёнке.
Начните с этого: толщина, которую вы накладываете на плечо матрицы, — это не защита. Это геометрия.
Я гнул одну и ту же деталь из 304 нержавейки толщиной 0,135 дюйма в V шириной 1,000 дюйма с тремя типами плёнки: 0,015, 0,030 и 0,040 дюйма. Один и тот же пуансон. Одна и та же кривая тоннажа. Одна и та же программа ЧПУ. Изменялась только плёнка. Для 0,015 потребовалось примерно на 0,008–0,010 дюйма больше глубины для достижения 90°. Для 0,030 — ближе к 0,015–0,020. Для 0,040? Это уже другая история — более чем на 0,025 дюйма глубже, и внутренний радиус увеличился настолько, что поправка на гиб отклонилась более чем на 0,030 дюйма на 10‑дюймовом фланце.
Это не “защита поверхности”. Это мягкая прокладка, вставленная в прецизионную форму. Каждая тысячная дюйма амортизации меняет отливку.
Вот механизм: чем толще плёнка, тем больше хода тратится на сжатие уретана до текучести стали. Сжатие нелинейно. При низкой нагрузке материал легко схлопывается; при повышении нагрузки резко твердеет. Поэтому ваша эффективная ширина V‑паза под рабочим тоннажем — уже не простое вычитание толщины плёнки, а величина, зависящая от нагрузки. Это значит, что модель воздушной гибки в системе ЧПУ, предполагающая фиксированную ширину матрицы и контакт сталь‑к‑стали, решает неверный треугольник.
И чем толще плёнка — .020, .030, .040 дюйма и более — тем больше вы фактически гнёте против уретана, прежде чем начать гнуть сталь.
Так что компромисс заключается не просто между долговечностью и предотвращением царапин. Он — между долговечностью и предсказуемостью. Что из этого вы оптимизируете на своём текущем станке?
Представьте себе полиуретановую ленту толщиной 0,012 дюйма, твердость по Шору 90A, на V-образном штампе 0,750 дюйма, гнущую лист 0,090 дюйма из сплава 5052. Первые 50 деталей? Прекрасно. Углы в пределах 0,5°. Минимальный дополнительный ход — может быть, 0,006 дюйма сверх базового уровня инструмента. Сдвиг в расчетах припуска на гибку настолько мал, что можно компенсировать лёгкой корректировкой K-фактора.
Почему всё так стабильно?
Потому что тонкая пленка ведёт себя скорее как податливое покрытие, чем как конструкционный слой. Деформация в согнутом полимере масштабируется в зависимости от отношения толщины к радиусу. Удвоили толщину — удвоили поверхностное напряжение при том же радиусе гиба. Оставьте её тонкой, и полимер будет гнуться, а не сминаться. В испытаниях актуаторов, которые я видел, слои толщиной 50 микрон позволяли значительно большую деформацию до ограничения движения по сравнению с слоями толщиной 130 микрон. Переносим это на пресс-тормоз: тонкая пленка меньше мешает естественному пути изгиба стали.
А вот производственная правда.
Используйте ту же 0,012 на 0,125-дюймовом HRPO с лазерной резкой кромок — и уже меньше чем через 200 ударов начнёте видеть следы. Не потому, что она “слабая”, а потому что острые кромки концентрируют напряжение. Тонкое поперечное сечение пленки означает более высокий локальный уровень деформации за цикл. Формируются микроразрывы. Как только поверхность повреждается, сжатие становится неравномерным, и начинается дрейф углов — то 0,3°, то 0,7°.
Тонкая пленка даёт вам наиболее чистое изменение геометрии и самое простое вычисление: измерить дополнительное проникновение для достижения целевого угла, записать новую эффективную ширину матрицы на основе сжатия при формовочном усилии, скорректировать припуск на гибку соответственно. Но она не выдерживает грубого обращения.
Ваши детали обработаны (сняты острые кромки и заусенцы) до того, как они коснутся этой 0,015-дюймовой ленты?
Теперь мы в диапазоне, который большинство цехов называют “стандартным”. Лента толщиной 0,030 дюйма, твердость 85A, на V-образном штампе 1,000 дюйма. Никаких царапин. Операторы расслаблены.
А потом цифровой транспортир показывает 88°, а не 90°, и вы начинаете подталкивать глубину хода, как обычно.
Средняя плёнка достаточно толстая, чтобы сжатие стало конструкционной фазой гиба. На 10-футовой детали из нержавеющей стали 304 при, скажем, 12 тоннах на фут, эта 0,030 не просто сплющивается — она уплотняется. Начало хода: мягко. Средняя часть хода: прогрессивно жёстче. В нижней части окна воздушного гиба: она активно сопротивляется. Вы давите сильнее не только на сталь, но и на сжимающийся полимер, который непредсказуемо сопротивляется по мере уплотнения.
Механически происходят три сдвига:
Вот где ошибки при расчёте припуска на гибку накапливаются. Если ваш базовый BD предполагал, скажем, внутренний радиус 0,160 дюйма в 1,000-дюймовом V, а уплотнённая пленка фактически ведёт себя как 0,970–0,980 V, ваш радиус и K-фактор меняются. Не сильно — но достаточно, чтобы длины фланцев промахивались на 0,020–0,040 дюйма при длинных ножках.
Средняя пленка может выдержать серии по 500 деталей, если прочность полимера хорошая. Некоторые высокопрочные разновидности сохраняют кривизну на тысячи циклов без растрескивания. Но долговечность материала — это не то же самое, что геометрическая нейтральность в процессе.
Вы ввели новую ширину матрицы в управление на основе измеренного угла против проникновения с установленной 0,030 — или всё ещё говорите ЧПУ, что это V 1,000 дюйма, потому что так выбито на стали?
Я видел, как цехи ставили 0,060-дюймовую пленку на архитектурные панели из нержавеющей стали, потому что они боятся царапин.
Первый удар по 304 толщиной 0,125 дюйма в V-образном раскрытии 1,250 дюйма: угол получается меньше почти на 3°. Добавляют ход. Тоннаж резко возрастает на поздней стадии гибки. Внутренний радиус измеряется больше ожидаемого, а не меньше.
Это удивляет людей.
Вот почему. При очень толстой пленке вы уже не просто сужаете V-открытие — вы создаёте податливое плечо пуансона, которое оборачивает лист иначе. Зона контакта расширяется. Давление распределяется. Сталь меньше жестко поддерживается на краях, поэтому вместо плотного формирования на четком стальном плече она гнется на деформирующейся подушке. В результате может получиться больший фактический внутренний радиус, даже если проникновение увеличилось.
И поскольку деформация в полимере возрастает с толщиной при заданном радиусе гиба, толстые пленки испытывают высокое внутреннее напряжение. При повторных циклах на 90° толстые слои могут устать быстрее, чем ожидается. Предположение “более тяжёлый = более долговечный” не всегда работает, когда деформация за цикл растёт экспоненциально с отношением толщина/радиус.
Да, вы получаете защиту от царапин. Но платите за это:
Слушайте, если вы установили пленку толщиной 0,040 дюйма и не провели повторную характеристику вашей гибки с нуля — пробные образцы, график зависимости угла от глубины, пересчитанный BD — вы не защищаете качество. Вы прячете нестабильность под мягкой поверхностью.
Сколько дополнительного проникновения вы сейчас добавляете на самой толстой пленке, и измеряли ли вы фактический внутренний радиус штангенциркулем?
Используйте пленку из чистого полиуретана толщиной 0,030 дюйма на 300 деталей из мягкой стали толщиной 11 калибра. Вы начнёте замечать, что она ползёт в сторону внутри матрицы, особенно на длинных деталях. Сжатие плюс сдвиг на плече пуансона смещает её. Как только она сдвинулась, фактическая ширина матрицы меняется слева направо. Углы варьируются вдоль длины.
Переключитесь на вариант с тканевой основой. Ткань ограничивает растяжение. Размерная стабильность улучшается. Она остаётся на месте.
Но есть нюанс.
Тканевая основа снижает способность пленки полностью повторять микрогеометрию плеча пуансона. Чуть меньше сжатия. Чуть более жёсткий интерфейс. На деликатной нержавейке с брашированием это может означать более высокое локальное давление, если плечо пуансона не идеально чистое. Защита против способности к податливости.
Для больших серий — от 500 деталей — стабильность важнее, чем теоретическая мягкость. Плёнка, которая ползёт в сторону на 0,010 дюйма, только что изменила геометрию вашей матрицы в середине серии. Это хуже, чем слегка более жёсткая поверхность, которая остаётся постоянной.
Так что, когда вы выбираете плёнку для длинного заказа, ориентируетесь ли вы только на страх поцарапать — или на то, как этот материал ведёт себя после 400 циклов при полном тоннаже на вашем конкретном V-открытии?
| Аспект | Чистый полиуретан (0,030″) | Полиуретан с тканевой основой |
|---|---|---|
| Производительность при сериях из 300+ деталей | Начинает смещаться в штампе вбок, особенно на длинных деталях | Остаётся стабильным и на месте |
| Поведение при сжатии и сдвиге | Смещается у плеча; эффективная ширина штампа изменяется | Тканевая основа ограничивает растяжение и движение |
| Размерная стабильность | Снижается со временем; изменение угла по длине детали | Улучшенная стабильность; одинаковые углы |
| Соответствие микрогеометрии штампа | Лучшее соответствие; более мягкий интерфейс | Немного сниженное соответствие; более жёсткий интерфейс |
| Поверхностное давление на деликатные покрытия | Меньшее локальное давление при чистоте | Возможность большего локального давления, если плечо штампа не идеально чистое |
| Пригодность для серий из 500+ деталей | Геометрия может измениться в процессе из-за ползучести (например, смещение 0,010″) | Сохраняет стабильность при полной нагрузке |
| Критерий лучшего выбора | Превосходство мягкости и защиты от царапин | Отдает приоритет стабильности и последовательности при длительных запусках |
Вы хотите цифры, а не философию. Отлично.
В прошлом месяце я стоял за 135-тонным прессом, который гнул лист 0,079 дюйма (2 мм) из 304-й нержавейки в V-образной матрице 1,000 дюйма с установленной полиуретановой прокладкой 0,022 дюйма. Первый прогиб: 87,6°. Оператор добавляет 0,012 дюйма хода ползуна. Второй прогиб: 90,3°. Он возвращает назад 0,004. Теперь мы гоняемся за тысячными долями дюйма, будто это игра.
Правильный вопрос не “Сколько ещё хода?”, а: какой треугольник ваш контроллер решает прямо сейчас — и существует ли этот треугольник в реальности?
Этот протокол превращает плёнку в программируемую переменную: смещение по оси Z, эффективное раскрытие V, пересчитанное вычитание на изгиб. Если вы пропускаете эти расчёты — вы не гнёте, вы играете в азартную игру с первыми деталями и называете это опытом.
Прежде чем тронуть управление, мы решаем один спор.
Возьмём тот же лист 2 мм. Стандартные рекомендации для воздушного гиба говорят об открытии матрицы 6–8× толщины для тонкого материала. Пусть будет 12–16 мм. Матрица 1,000 дюйма (25,4 мм) уже достаточно широкая — подходит для нержавейки, чтобы контролировать усилие и радиус.
Теперь добавим плёнку 0,022 дюйма. Это 0,56 мм на сторону, если она лежит на обоих плечах. Под нагрузкой, возможно, она сожмётся до 0,30–0,40 мм в зависимости от твердости и тоннажа на фут.
Делает ли это ваш материал толщиной 2,56 мм?
Нет. Предел текучести стали не изменился. Поведение пружинения внезапно не стало соответствовать листу 2,5 мм. Изменилась геометрия, которую “видит” сталь у плеч матрицы.
Поэтому плёнку следует считать частью пакета матрицы, а не материала.
Почему это различие важно: формула тоннажа чувствительна к толщине в квадрате. P = 650 × S² × L / V. Если вы вводите неправду в управление и увеличиваете толщину материала, чтобы компенсировать потерю угла, машина рассчитает больше тоннажа, чем нужно стали. Для тонких листов этот процентный скачок значителен. Слой 0,022 дюйма на листе 0,079 дюйма — это увеличение на 28 % относительно толщины, если вы классифицируете его неправильно. Так люди переходят от калибровки к перегрузке.
Послушайте, плёнка не добавляет прочности. Она добавляет эластичность на контактном участке.
Так что когда вы открываете библиотеку инструментов, вы редактируете толщину материала — или создаёте новую запись матрицы, отражающую иное эффективное V и кривую проникновения?
Начнём с чего-то, что можно измерить.
Отрежьте купон длиной 4 дюйма. Установите свежую плёнку. Опустите пуансон до лёгкого касания с листом — без нагрузки. Обнулите ось Z.
Теперь выполните воздушный гиб на 90° по вашей существующей программе и запишите два значения: полученный угол и фактическое проникновение ползуна от нуля.
Допустим, ваша базовая программа (без плёнки) достигла 90° при проникновении 0.615 дюйма в V-образную форму глубиной 1.000 дюйм. С установленной плёнкой толщиной 0.022 дюйма вы достигаете 90° при 0.628 дюйма.
Разница: 0.013 дюйма.
Эта величина 0.013 не случайна. Это толщина плёнки в сжатом состоянии при рабочей нагрузке плюс любое смещение контактной геометрии.
Сделайте это три раза. Возьмите среднее значение. Если вы видите 0.012, 0.014, 0.013 — отлично. Ваша плёнка стабильна. Если вы видите 0.010, 0.018, 0.015 — ваш полимер изменяется или уплотняется непредсказуемо.
Ваш начальный Z-смещение равно измеренной разнице по проникновению, а не номинальной толщине плёнки.
Номинальная величина 0.022 не имеет значения. Сжатая — 0.013 имеет.
Теперь уточняем эффективное раскрытие V-образного штампа. Простое рабочее приближение для воздушного гиба: внутренний радиус ≈ 0,16 × V для нержавеющей стали в стандартной настройке. Измерьте ваш фактический внутренний радиус с установленной плёнкой. Если ваш базовый радиус в V-штампе 1.000 был 0.160 дюйма, а теперь вы измеряете 0.150, ваш эффективный V ведёт себя ближе к 0.937 (поскольку 0.150 / 0.16 ≈ 0.937).
Это становится новой записью инструмента на вашем ЧПУ: “1.000 V + 0.022 плёнка (сжатая)”. Не примечание, а отдельный инструмент.
Поскольку контроллер вычисляет угол гиба исходя из проникновения пуансона относительно предполагаемой ширины V. Если оставить значение 1.000, он будет решать неправильный треугольник.
Вы действительно измеряли сжатую толщину при нагрузке — или программируете исходя из того, что напечатано на коробке плёнки?
Теперь переходим к развертке детали.
Ваш предыдущий расчёт компенсации гиба (BD) предполагал известный внутренний радиус и K-фактор. Допустим, для стали 304 толщиной 2 мм и V=1.000 вы использовали K=0.42 и получали стабильные длины фланцев.
С установленной плёнкой вы измерили меньший внутренний радиус — 0.150 вместо 0.160. Это само по себе изменяет величину allowance.
Допуск на гиб = (π/180) × угол × (R + K × T).
Измените R на 0.010 дюйма, и допуск сразу меняется. При угле 90°:
ΔBA ≈ (π/2) × 0.010 ≈ 0.0157 дюйма.
Это более 0.015 дюйма разницы в развернутой длине только из-за изменения радиуса. Теперь добавьте любое изменение K-фактора вследствие изменённого распределения деформаций от упругой прослойки, и вы легко получите промах 0.020–0.040 дюйма на длинных фланцах.
Вот почему детали внезапно удлиняются или укорачиваются, когда вы “просто добавляете плёнку”.”
Сделайте два контрольных образца: один базовый и один с плёнкой. Измерьте фактические длины фланцев после гиба. Вычислите обратным способом ваш реальный K с установленной плёнкой. Зафиксируйте его как отдельную комбинацию материал-инструмент в вашей CAM-системе или в контроллере.
Плёнка установлена = новая таблица BD.
Иначе вы просто защищаете поверхность и при этом тихо растягиваете или сжимаете каждую ножку на отпечатке.
Когда вы переключаете задание, вы загружаете новую BD, связанную с этой толщиной плёнки — или полагаетесь на коллективную память?
Одиночные гибы обманывают. Короба говорят правду.
Представьте четырёхстороннюю крышку из алюминия толщиной 0,063 дюйма с плёнкой 0,015 дюйма — тонкая, “безопасная”, верно? На тонком материале эта плёнка может составлять 20–25 % толщины материала до сжатия. Даже если под нагрузкой она сплющивается до 0,008, разброс 0,002 дюйма между первым и последним гибом реалистичен, так как плёнка упрочняется при работе.
Первый гиб: сжатая толщина 0,008. Четвёртый гиб: возможно, 0,010, потому что лента уплотнилась вдоль кромок.
Эта разница в проникновении в 0,002 превращается в отклонение угла — примерно 0,4–0,6°. На ответном фланце это накапливается. К моменту, когда вы замыкаете короб, у вас зазор в шве около 0,030 дюйма.
Вы вините повторяемость позиционирования по упорам. Вы вините возвратную деформацию.
Но настоящей переменной был мягкий интерфейс, изменяющийся с циклами.
На деталях из высокопрочного материала толщиной 3 мм эта изменчивость — малая доля толщины. На алюминии 1,5 мм — большая. Тонкий материал страдает сильнее, потому что плёнка составляет большую часть общей высоты стопки.
Послушайте, повторная калибровка даёт вам контролируемую стартовую точку. Она не устраняет ползучесть полимера, накопление тепла или остаточную деформацию после 500 циклов. Это физический предел, а не программный.
Так что прежде чем запускать серию из 1000 деталей с установленной плёнкой, вы отслеживали изменение угла от детали 1 до детали 200 на одной и той же ленте — или считаете, что корректировка по первому образцу сохраняется навсегда?
Вы хотите знать, как контролировать или отслеживать дрейф сжатия плёнки во время длинных серий, чтобы ваши углы не уплывали.
Вот суровая правда: вы можете контролировать, фиксировать, проверять каждые 25 деталей цифровым угломером — но как только плёнка пересекает свой механический предел, дрейф перестаёт быть постепенным.
Он прыгает.
Представьте этот уретан как мягкую прокладку, вставленную в прецизионную форму. При лёгкой, предсказуемой нагрузке он сжимается и ведёт себя стабильно. После определённого давления он не просто становится тоньше; он начинает смещаться в стороны, течь холодным потоком, срезаться по линии ленты и набиваться в V-образную канавку, как жвачка под ботинком. Это и есть критическая точка. И когда это происходит, ваш аккуратный средний перепад проникновения в 0,013 дюйма превращается в 0,018 на одном ударе и 0,011 на следующем.
Вот тут “Без царапин” тихо превращается в угловой брак.
Так где же она на самом деле выходит из строя в реальном мире?
Возьмите сталь A36 толщиной 10 калибра в V-канавке 1,000 дюйма на гибочном прессе мощностью 175 тонн. Вы гнёте детали длиной 6 футов, при этом нагрузка по станине колеблется от 70 до 90 тонн в зависимости от вариаций материала. С установленным уретановым слоем толщиной 0,030 дюйма первые десять деталей выглядят стабильно. Вы всё рассчитали. Задали смещение в программе. Чувствуете себя умным.
Затем примерно на 30-й детали угол вдруг открывается на 1,2°.
Не на 0,2. Не постепенно. Более чем на полный градус.
Происходящее не является загадкой. Под высоким поверхностным давлением в области плеч матрицы уретан превышает предел прочности при сжатии и начинает выдавливаться в раскрытие V-канавки. Материал, который раньше лежал аккуратно между листом и матрицей, теперь выжимается вперёд и вниз. Это изменяет линию контакта. Ваш эффективный V уже не тот, что был измерен при настройке.
Вы давите сильнее не только на сталь, но и на сжимающийся полимер, который непредсказуемо сопротивляется, уплотняясь.
Выдавливание также происходит неравномерно по всей длине станины. Если пик нагрузки приходится на центр, плёнка там станет тоньше. Теперь углы различаются слева направо. Контроллер считает, что инструмент жёсткий. А это не так. Вы ввели чувствующую к нагрузке «подушку» в процесс, который предполагает геометрию из закалённой стали.
И вот момент, который большинство цехов упускает: как только выдавливание начинается, оно ускоряется. Чем больше поток, тем меньше сечение, способное сопротивляться дальнейшему течению. Поэтому партия «расползается» — первые 40 деталей в допуске, следующие 60 приходится корректировать по глубине хода.
Вы фиксируете нагрузку на фут при таких работах и сопоставляете её с изменением угла — или просто смотрите на транспортир и реагируете постфактум?
Теперь уменьшите V.
Опуститесь до V-канавки 0,500 дюйма, чтобы получить малый внутренний радиус на 0,090-дюймовой нержавейке 304. Плечи матрицы ближе, угол при контакте острее, и плёнке меньше места, чтобы лечь ровно. Она вынуждена резко изгибаться по радиусу матрицы ещё до того, как металл начнёт течь.
Именно здесь начинается коробление.
Плёнка гибкая, но не волшебная. Когда вы натягиваете уретан толщиной 0,022 дюйма на узкую V и вдавливаете в неё пуансон, вдоль плеч образуется сжимающее напряжение. Если плёнка не может растянуться достаточно, чтобы повторить форму, она микроскопически морщится. Эти морщины превращаются в гребни давления. Гребни давления — в отпечатки.
Вы добавили плёнку, чтобы избежать следов от матрицы — и всё равно получаете слабые отпечатки.
Потому что в узкой V плёнка не просто сжимается; она сворачивается в геометрию, которую не может плавно занять. Чем жёстче требование к радиусу, тем менее «прощающе» становится это сопряжение. Измеренная при настройке толщая плёнка не отражает того, что происходит при пиковой нагрузке на плечах.
Послушайте, при работе с узкими V плёнка ведёт себя скорее как подвижная мембрана, чем как равномерный слой.
Вы проверяете внутренний радиус и состояние поверхности у плеча матрицы под увеличением — или полагаете, что “есть плёнка — значит, безопасно”, независимо от ширины V?
Большие нагрузки вызывают скачки.
Длительные серии вызывают дрейф.
Представьте: алюминий толщиной 0,063 дюйма с плёнкой 0,015 дюйма, 800 деталей, по четыре изгиба на каждой. Это 3 200 ударов по одной и той же полосе полимера, если вы её не перемещаете. Каждый удар слегка сжимает, расслабляет и нагревает полиуретан. Полимеры не любят такие циклы. Они испытывают остаточную деформацию — постоянное уменьшение толщины после многократной нагрузки.
Гипотетический, но реалистичный пример: ваша исходная измеренная толщина после сжатия — 0,008 дюйма. После 400 циклов в той же зоне она фактически составляет 0,0065. Эта потеря 0,0015 дюйма на границе меняет глубину проникновения. При воздушном изгибе в 90° это может означать примерно 0,3–0,5° разницы в зависимости от V и материала.
Малое число. Большое последствие.
Но дрейф не является линейным. В начале серии плёнка быстро усаживается. Затем стабилизируется. Потом, по мере развития микроповреждений и поверхностного глянца, меняется трение и снова изменяется поведение при сжатии. Поэтому деталь 1, деталь 200 и деталь 700 не дают одну и ту же картину.
Вы можете это контролировать. Снимайте образцы углов каждые 50 изделий. Отслеживайте требуемую коррекцию хода ползуна. Перемещайте полосу плёнки каждые 100 ударов. Некоторые мастерские даже рассматривают плёнку как расходный инструмент и меняют её по фиксированному числу циклов.
Но ничто из этого не делает процесс универсальным.
Это лишь управляет деградацией.
И как только вы принимаете, что плёнка имеет ограниченный механический срок службы под нагрузкой — который определяется усилием, шириной V и количеством циклов — вы перестаёте спрашивать, как “установить и забыть”.”
Вы начинаете задаваться вопросом, является ли мягкий жертвенный слой вообще правильным решением для данной задачи.
Так что при следующей 1000-детальной партии из нержавеющей стали, относитесь ли вы к этому полиуретану как к точному инструменту с ресурсом — или как к ленте, которую просто набросили на матрицу и надеетесь, что она будет вести себя правильно?
Теперь вы задаёте правильный вопрос: если плёнка имеет механический срок службы и кривую отказа, что заменит её, когда работа не может терпеть дрейф?
Вот сдвиг мышления, на который у меня ушли годы. Защиту стоит сохранять, только если она предсказуема. Если слой между листом и матрицей меняет толщину под нагрузкой, по всей постели или со временем, вы не решаете проблему царапин — вы вставили мягкую прокладку в точную форму и надеетесь, что отливка всё ещё получится верной.
Постоянные модернизации инструмента — это не про роскошь. Это про выведение переменной из области сжатия в геометрию, которую можно измерить микрометром, а не угадывать транспортиром. Так какой путь действительно контролирует толщину, а не реагирует на неё?
Толщина плёнки номинальная. На коробке написано 0,015 дюйма. Вы измеряете 0,0145 в одном месте, 0,016 в другом. Потом вы нагружаете её, и это число перестаёт что-то значить, потому что сжатие зависит от усилия на фут длины.
Полиуретановая V-образная матрица — другое дело. Полимер является самой матрицей, а не кожей, приклеенной к стали. Её твёрдость — скажем, 90A против 95A по Шору — задана. Её геометрия обработана или отлита с определённым V-отверстием. При сжатии она ведёт себя как объёмный материал с известным поведением по твердомеру, а не как тонкая мембрана, которая может сморщиться, выдавиться или неравномерно усесться.
Это не делает её жёсткой. Это делает её характеризуемой.
Послушайте, когда вы впервые меняете стальную V 1,000 дюйма плюс плёнку 0,030 дюйма на специально изготовленную полиуретановую матрицу, ваша кривая усилия изменяется. Требуемое усилие часто падает. Если ваш пресс на пределе с более толстыми заготовками, вы можете вдруг обнаружить, что недодаёте усилие и не достигаете глубины. Это не недостаток матрицы — это несовместимость вашей настройки. Ваш ЧПУ был откалиброван под характеристики стального осаждения, а не упругого инструмента.
Так что сравнение — это не “дешевый фильм против дорогого пуансона”. Это “переменный сжатый слой против заданной упругой геометрии”. Один уходит в дрейф в середине цикла. Другой смещает базовую линию и остается там.
Вы управляете пресс-тормозом с достаточным разрешением управления — и с достаточным запасом грузоподъемности — чтобы намеренно программировать под упругий пуансон, или вы едва удерживаете угол сейчас на стали?
| Аспект | Клеевые пленки | Полиуретановые V-образные пуансоны |
|---|---|---|
| Номинальная толщина | Указана (например, 0,015 дюйма), но варьируется в реальности (например, 0,0145–0,016 дюйма) | Определена геометрией V-образного раскрытия, созданной механической обработкой или литьем |
| Поведение под нагрузкой | Сжатие варьируется в зависимости от тоннажа на фут; толщина теряет предсказуемость | Сжимается как объемный материал с известным поведением по твердомеру |
| Характеристики материала | Тонкая мембрана; может морщиться, вытесняться или деформироваться неравномерно | Полимерное тело действует как сам пуансон; твердость указана (например, 90A или 95A по Шору) |
| Предсказуемость | Переменный сжатый слой; может уйти в дрейф в середине цикла | Заданная упругая геометрия; смещает базовую линию, но остается стабильной |
| Жесткость | Гибкая и непостоянная | Не жесткая, но поддается характеристике и стабильна |
| Влияние на тоннаж | Сохраняет стандартные ожидания по тоннажу для осадки стали | Часто снижает требуемое усилие; кривая тоннажа изменяется |
| Совместимость настройки | Работает в рамках существующей калибровки ЧПУ на основе стали | Требуется перекалибровка из-за упругого поведения инструмента |
| Факторы риска | Изменение толщины влияет на контроль угла | Возможна недостаточная нагрузка, если тормоз не имеет достаточного запаса |
| Ценовое сравнение | Низкая начальная стоимость | Высокая начальная стоимость |
| Реальное сравнение | Переменный сжатый слой | Определённая упругая геометрия |
Полированная 304 не принимает оправданий. Её интересует контактное давление и скольжение.
Прокатная V-матрица меняет физику. Вместо того чтобы тянуть лист по неподвижным плечам, плечи вращаются. Контакт становится катящимся, а не скользящим. Давление на поверхности распределяется иначе. Покрытие сохраняется, потому что трение уменьшается, а не потому, что вы смягчили матрицу.
Это означает отсутствие уплотняющего слоя. Нет постепенной потери толщины. Геометрия, которую контроллер видит на первой детали, такая же, как и на пятисотой.
Вставки из нейлона решают ту же проблему под другим углом. Стальной корпус матрицы обрабатывается с карманом, в который фиксируется сменная нейлоновая полоска — например, толщиной 0,250 дюйма, закреплённая механически, чтобы не могла смещаться вперёд. Теперь защитный материал имеет заданное поперечное сечение и поддерживается со всех сторон. Он не выдавливается в V, потому что сам является поверхностью V.
Когда изнашивается, вы просто меняете вставку. Вы не тратите три часа, пытаясь понять, почему “Без царапин” превратилось в 88,7° при требуемых 90°.
Вы защищаете поверхность, снижая трение и контролируя контакт — или просто засовываете что-то мягкое между двумя твёрдыми инструментами и надеетесь, что это сработает?
Вот тот взгляд, который я хочу, чтобы вы переняли: защита должна быть сконструирована как инструмент, а не наклеена как лента.
Если вы выбираете полиуретановую матрицу, вы проводите её квалификацию. Делаете контролируемый пробный изгиб при известном усилии на фут. Фиксируете глубину проникновения для достижения 90,0°. Записываете упругое восстановление на этой же партии материала. Эта программа становится “Полиуретановая V 1.000-90A”, а не “1.000 V с плёнкой”.”
Если вы устанавливаете прокатную V-матрицу, вы проверяете угол относительно глубины по всей длине и подтверждаете реакцию компенсации прогиба, потому что при качении распределение нагрузки может немного смещаться. Затем вы фиксируете это как отдельную запись в библиотеке инструментов.
Если вы задаёте вставки из нейлона, вы определяете интервал проверки износа — каждые 300 ударов, каждую смену, как поддерживают ваши данные — и относитесь к толщине вставки так же, как к радиусу заточенного пуансона.
Неочевидная часть? Вы не устраняете регулировку. Вы переносите её на начало работы, где она контролируется, документируется и повторяема.
Но цифровой угломер показывает 88°, а не 90°, и теперь вы подправляете глубину хода, как обычно. Разница в том, компенсируете ли вы известную упругую систему, которую квалифицировали, — или гонитесь за полимером, который меняется у вас под ногами.
Посмотрите на следующий прогон полированной нержавейки и ответьте без колебаний: вы проектируете защиту поверхности как определённый инструмент в вашей библиотеке или всё ещё относитесь к ней как к расходному бинту на закалённой стали?


















