

Alle 14:15 tenevi in mano un pezzo in acciaio inox pulito, con finitura a specchio. Nessun graffio. Alle 15:00, stesso lavoro, stesso programma, ora ogni flangia è a 88° invece di 90°.
L’unica cosa che è cambiata? Una pellicola in poliuretano da 0,030 pollici montata sulle spalle della matrice.
Non hai “perso” due gradi. Hai inserito una guarnizione morbida in uno stampo di precisione e ti aspettavi che lo stampo si comportasse allo stesso modo.
Ho visto operatori festeggiare il primo pezzo senza graffi e non accorgersi di ciò che succede sull’indicatore dell’angolo. La piega sembra buona. La superficie è protetta. Ma il goniometro digitale indica 88°, non 90°, e ora stai regolando la corsa del pistone come fai sempre.
Ascolta, se i tuoi angoli sono cambiati lo stesso giorno in cui hai installato la pellicola, non è stata una coincidenza—è stata una compressione che non hai programmato.
Quella striscia di poliuretano da 0,022 o 0,030 pollici non resta semplicemente lì. Sotto carico, si comprime in modo irregolare lungo le spalle della matrice, ampliando di fatto l’apertura a V al primo contatto e poi irrigidendosi man mano che la tonnellata aumenta. Il tuo CNC pensa ancora che l’acciaio incontri acciaio temprato. Non è così. Incontra qualcosa che si schiaccia prima di opporre resistenza.
Hai risolto i graffi e introdotto una nuova variabile in un sistema a ciclo chiuso che era calibrato al millesimo. L’hai detto al tuo controller?

Fai questo ragionamento nella tua testa.
Avevi un programma regolato alla perfezione: acciaio dolce calibro 10, spessore 0,135 pollici, matrice a V da 1,000 pollici, piega in aria a 90° con una penetrazione nota. Il primo pezzo di prova arrivava sempre a 89,5°, lo spingevi 0,010 pollici più in profondità, ed era fatta.
Ora aggiungi pellicola da 0,030 pollici.
Il primo colpo esce sotto piegato. Provi la tua solita mossa “a piccoli passi”—ridurre o aumentare la penetrazione di poco—ma la pellicola si sposta leggermente, o rimbalza in modo diverso al secondo colpo. Quella che prima era una correzione prevedibile di 0,010 pollici ora è un’incognita perché la curva di compressione del poliuretano non è lineare come quella dell’acciaio.
Alcuni operatori usano pellicola per anni senza deriva. La differenza? Trattano lo spessore della pellicola come una dimensione fissa dell’attrezzatura e ricalibrano da zero alla prima piega, non come una aggiunta cosmetica. Stessa macchina. Mentalità diversa.
Quando hai fissato quella pellicola, hai eseguito una nuova validazione del primo pezzo oppure ti sei fidato dei numeri di ieri?

Capisco perché le officine amano la striscia rapida. Una pellicola da 0,015 pollici per alluminio sottile, magari 0,060 pollici per piastre più pesanti. Agganciata. Nessuna lucidatura degli utensili. Nessun utensile dedicato all’inox. Sembra efficiente.
Ma la scelta dello spessore non riguarda solo la prevenzione dei segni della matrice. Una pellicola da 0,022 pollici e una da 0,030 pollici non proteggono solo in modo diverso—modificano la geometria effettiva della matrice in modo diverso. Sono otto millesimi di pollice. Nella piega in aria, sono gradi.
Ecco la parte poco evidente: la pellicola può mascherare un telaio flessibile o un utensile usurato. Vedi meno segni, quindi pensi che la stabilità sia migliorata. Nel frattempo, la macchina continua a flettersi sotto carico e ora lo strato comprimibile aggiunge il proprio profilo di deflessione sopra tutto questo. Due sistemi a molla sovrapposti.
Non stai aggiungendo protezione. Stai aggiungendo cedevolezza.
La tua pressa piegatrice è abbastanza rigida da evitare che l’aggiunta di uno strato morbido amplifichi la flessione a metà della campata?
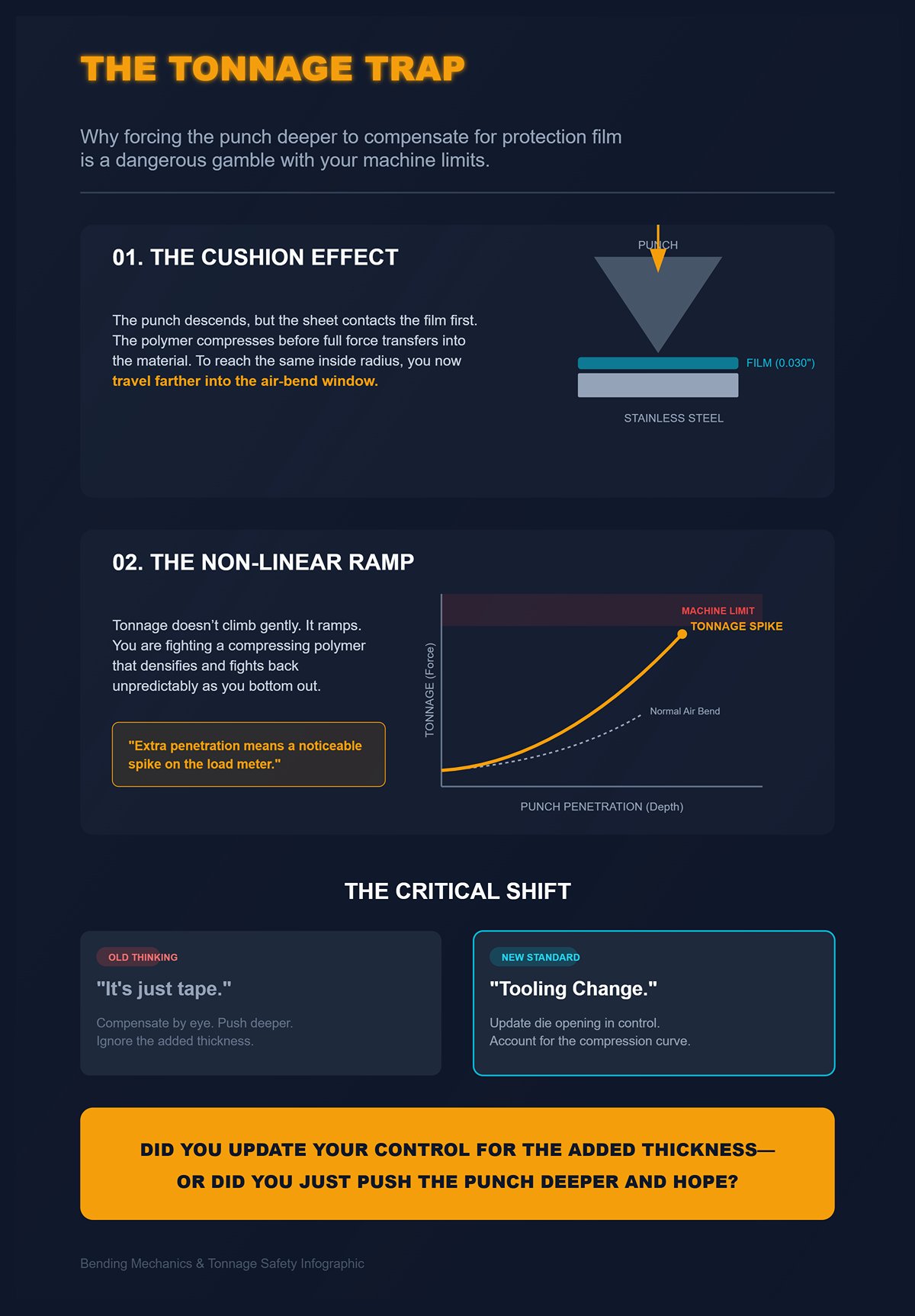
Ho visto la “soluzione” troppe volte: gli angoli risultano troppo aperti, quindi l’operatore spinge il punzone più in profondità. Cinque millesimi. Dieci. Continua finché il calibro segna 90°.
Ecco cosa sta succedendo sulla linea di piega. Il punzone scende, il foglio tocca il film, il film si comprime prima che tutta la forza si trasferisca nel materiale. Per raggiungere lo stesso raggio interno, ora devi percorrere più strada. Quella corsa extra aumenta rapidamente la forza di formatura man mano che ti avvicini al fondo della finestra di piega in aria.
Il tonnellaggio non cresce dolcemente. Si intensifica.
Stai spingendo più forte non solo sull’acciaio, ma anche su un polimero che si comprime e reagisce in modo imprevedibile man mano che si densifica. Su una piega lunga otto piedi in acciaio inox 304, quella penetrazione aggiuntiva può significare un picco notevole sul misuratore di carico. Ora sei più vicino ai limiti dell’utensile, più vicino ai limiti della macchina, tutto perché non hai ricalibrato per 0,030 pollici di cuscino.
Questo è il cambiamento che voglio che tu faccia: smetti di pensare al film come a un nastro, e comincia a considerarlo una modifica dell’utensile che richiede una nuova scheda di setup.
Quando hai installato il tuo ultimo film di protezione, hai aggiornato l’apertura della matrice nel controllo per riflettere lo spessore aggiunto e la curva di compressione, o hai semplicemente spinto il punzone più in profondità sperando nel risultato?
Vuoi sapere come ricalibrare il tuo programma quando aggiungi l’uretano, in modo che l’angolo resti invariato e il misuratore di carico non abbia picchi.
Inizia da qui: non sta succedendo nulla di “misterioso”. La geometria sulla linea di piega è cambiata prima ancora che l’acciaio si deformasse plasticamente. Finché non capisci esattamente dove finiscano quei 0,015 o 0,030 pollici sotto carico, stai solo indovinando la profondità del pistone e chiamandola setup.
Ho tagliato alcune pieghe di prova dove abbiamo bloccato la corsa a metà ciclo. Quello che si vede non è l’impronta pulita di una matrice a V. Si vede una spalla polimerica appiattita, l’acciaio che appena inizia ad avvolgersi, e un punzone che ha viaggiato più lontano di quanto servisse con il vecchio programma. Il film è già deformato prima che il metallo entri in deformazione plastica.
Ciò significa che il tuo controllore sta risolvendo il triangolo sbagliato.
Prima calcolavi la penetrazione a partire da un’apertura a V nota, dallo spessore del materiale e dal raggio interno desiderato. Ora c’è uno strato comprimibile che rimodella dinamicamente quella V durante la corsa. L’apertura della matrice che il tuo CNC pensa sia di 1,000 pollice non è di 1,000 pollice al contatto, non è di 1,000 pollice a metà carico e non è di 1,000 pollice a pieno tonnellaggio.
Quindi, quando inserisci gli stessi numeri e ti aspetti lo stesso 90°, contro cosa stai realmente piegando?
Prendi una matrice a V da 1,000 pollice e applica un film da 0,030 pollice sopra entrambe le spalle. Sulla carta hai appena ridotto l’apertura di 0,060 pollice. È ciò che la maggior parte degli operatori presume.
Ma i primi 20–30 % della tua corsa non “riduce” la V. Comprime la sommità del film dove il foglio fa il primo contatto. Il materiale non si sta ancora formando; stai precaricando un cuscino. Il film si espande lateralmente lungo le spalle della matrice, assottigliandosi sull’apice e ispessendosi leggermente verso i fianchi.
Non scompare. Si sposta.
Sotto carico, il poliuretano si comporta in modo viscoelastico. Si comprime e si muove, poi si irrigidisce mentre si densifica. All’inizio della corsa, la tua apertura a V effettiva può comportarsi come 1,020 pollice perché il foglio poggia su spalle arrotondate e comprimibili invece che su bordi d’acciaio affilati. Più in profondità nella corsa, una volta compattato il film, l’apertura si comporta più vicino a un equivalente di 0,940–0,960 pollice, poiché le spalle sono ora effettivamente più alte.
Ciò significa che la linea di piega vede una geometria della matrice che cambia durante un singolo colpo.
Ed ecco la parte che la maggior parte delle persone manca: poiché il film si comprime più direttamente sotto la linea di contatto, la superficie interna del foglio subisce una costrizione leggermente diversa rispetto a quella che avrebbe sull’acciaio temprato. Le interfacce più morbide consentono uno spostamento locale verso l’interno maggiore prima che si sviluppi il pieno sostegno, il che spinge l’asse neutro—lo strato che né si allunga né si comprime—più vicino al centro dello spessore.
Spostando l’asse neutro si modifica anche il fattore K.
Hai regolato la tua deduzione di piega dopo aver installato il film, o stai ancora usando il fattore K degli utensili nudi?
Ho utilizzato uretano con durometro 85A e 95A sullo stesso lavoro di 5052 da 0,125 pollici in una matrice a V da 0,750 pollici. Stesso spessore. Comportamento dell’angolo completamente diverso.
L“85A sembrava ”tollerante”. Nessun graffio. Gli operatori lo adoravano. Ma le prime battute risultavano più leggere di 1,5°. Abbiamo aumentato la penetrazione. Su pezzi lunghi, il carico a metà campata cresceva più rapidamente del previsto. Il film agiva come una molla secondaria sovrapposta alla curva di flessione della macchina.
Il 95A? Compressione meno visibile. Angoli più vicini al riferimento di base. Minore corsa extra richiesta.
Il durometro è semplicemente la durezza, misurata sulla scala Shore A per gli elastomeri. Numero più alto, materiale più rigido. Ma la rigidità qui non riguarda solo la sensazione—definisce quanto della corsa del pistone viene spesa in deformazione del polimero prima che inizi la deformazione dell’acciaio.
Ascolta, se stai utilizzando un film morbido da 80–85A su acciaio inox sottile, stai impiegando una parte misurabile della corsa per comprimere la plastica prima ancora di raggiungere la vera pressione di formatura. Stai spingendo più forte non solo sull’acciaio, ma su un polimero comprimibile che reagisce in modo imprevedibile man mano che si densifica.
Quell’imprevedibilità è ciò che rende incoerente la tua correzione di 0,010 pollici da pezzo a pezzo.
Stai selezionando il film in base a “nessun graffio” o in base al durometro abbinato a spessore del materiale e gamma di tonnellaggio?
Entriamo nello specifico.
Stai piegando in aria acciaio inox 304 da 0,135 pollici in una matrice a V da 1,000 pollice. La penetrazione di base per 90° potrebbe essere, ipoteticamente, 0,350 pollici dal punto di contatto del materiale. Ora aggiungi 0,015 pollici di film per spalla—0,030 pollici di spessore totale.
Se quel film si comprimessero fino a zero, basterebbe sottrarre 0,030 dall’apertura e regolare di conseguenza i calcoli di piega. Matematica pulita.
Ma non si comprime fino a zero. Sotto il tonnellaggio di lavoro, potrebbe comprimersi del 40–60% a seconda del durometro e del carico per pollice. Quindi la tua apertura effettiva della V potrebbe comportarsi come 0,970–0,985 pollici sotto carico di formatura—non 1,000, non 0,970 in modo costante, ma qualcosa di intermedio a seconda della lunghezza del pezzo e della distribuzione del tonnellaggio.
Una V più piccola nella piegatura in aria significa raggio interno più stretto e maggiori forze di ritorno elastico. Per ottenere lo stesso 90°, spesso serve una penetrazione del punzone più profonda perché il sistema ha assorbito parte della corsa in compressione all’inizio, irrigidendosi poi nella fase finale.
Quel supplemento di 0,010–0,020 pollici di corsa del pistone non sembra molto.
Su una piega da 8 piedi in acciaio inox, può significare diverse tonnellate extra per piede man mano che ti avvicini al fondo della finestra di piegatura in aria.
Ora impila tutto questo su una macchina che già compensa la flessione della struttura e il bombamento. Hai introdotto una larghezza variabile dell’incavo a V che cambia con il carico. La correzione dell’angolo basata sulla tonnellata del tuo CNC si basa su ipotesi acciaio-su-acciaio.
Hai inserito una nuova larghezza effettiva dell’incavo nel controllo e validato con provini di test—oppure stai ancora dicendo alla macchina che è una V da 1,000 pollice perché è quello che è stampato sull’attrezzo?
Piega una parte in 5052-H32 da 0,090 pollice con utensili scoperti. Misura il ritorno elastico. Ora esegui lo stesso lavoro con una pellicola morbida da 0,030 pollice. Molte officine segnalano che la pellicola “fa piegare meno.”
Ecco perché.
Il ritorno elastico è il recupero elastico dopo la rimozione del carico. Più è tesa la deformazione elastica accumulata nelle fibre esterne, più queste tendono ad aprirsi. Quando introduci un’interfaccia più morbida, succedono due cose:
Primo, la compressione iniziale nella pellicola ritarda il pieno coinvolgimento plastico del metallo. Una parte della corsa viene spesa per generare pressione nel polimero invece di imprimere deformazione nel foglio.
Secondo, l’attrito ridotto sulle spalle dell’incavo—poiché il poliuretano si adatta e distribuisce la pressione—permette un flusso di materiale leggermente maggiore durante la piegatura. Minore vincolo nei punti di contatto significa che il foglio può recuperare più liberamente una volta scaricato.
Su acciaio inox, che ha già una resistenza allo snervamento più elevata e un ritorno elastico pronunciato, quell’interfaccia più morbida accentua l’effetto. Su alluminio, specialmente leghe come 5052 o 6061-T6, la differenza tra una spalla in acciaio duro e una imbottita si traduce in un grado o due di apertura in più a meno che tu non compensi.
Ecco perché alcune officine giurano che la pellicola “piega sempre meno l’inox.”
Non è superstizione. Sono energia elastica accumulata e condizioni di vincolo modificate.
Quindi, quando agganci quella striscia e cerchi il 90° a sensazione, stai tenendo conto del maggiore ritorno elastico nella tua tabella di correzione degli angoli—oppure stai ancora reagendo pezzo per pezzo, chiedendoti perché i valori di ieri non funzionano oggi?
Vuoi sapere come ricalcolare la profondità del martinetto, la larghezza effettiva dell’incavo e la deduzione di piega affinché l’angolo risulti sempre uguale con la pellicola installata.
Inizia da qui: lo spessore che agganci sulla spalla dell’incavo non è protezione. È geometria.
Ho eseguito lo stesso lavoro su acciaio inox 304 da 0,135 pollice in una V da 1,000 pollice con tre pellicole: 0,015, 0,030 e 0,040 pollice. Stesso punzone. Stessa curva di tonnellaggio. Stesso programma CNC. Solo la pellicola è cambiata. Quella da 0,015 ha richiesto circa 0,008–0,010 pollice di penetrazione aggiuntiva per raggiungere i 90°. Quella da 0,030 ne ha richiesto circa 0,015–0,020. Quella da 0,040? Era un’altra cosa—oltre 0,025 pollice più profonda, e il raggio interno è cresciuto tanto che la nostra deduzione di piega era errata di oltre 0,030 pollice su una flangia da 10 pollici.
Non è “protezione superficiale.” È una guarnizione morbida inserita in uno stampo di precisione. Ogni millesimo di cuscino cambia la forma.
Ecco il meccanismo: una pellicola più spessa significa che più corsa è spesa per comprimere il poliuretano prima che l’acciaio snervi. La compressione non è lineare. A basso carico si collassa facilmente; a carico più elevato si irrigidisce rapidamente. Quindi la tua apertura effettiva a V sotto tonnellaggio di lavoro non è più una semplice sottrazione dello spessore della pellicola—è un valore dipendente dal carico. Ciò significa che il modello di piegatura “in aria” del tuo CNC, che assume una larghezza dell’incavo fissa e contatto acciaio-su-acciaio, sta risolvendo il triangolo sbagliato.
E più la pellicola è spessa—.020, .030, .040 pollice e oltre—più stai piegando contro il poliuretano prima ancora di piegare l’acciaio.
Quindi il compromesso non è solo tra durata e graffi. È tra durata e prevedibilità. Quale dei due stai ottimizzando sulla tua macchina attuale?
Immagina una striscia di poliuretano da 0,012 pollici, Shore 90A, su una V da 0,750 pollici che forma lamiera 5052 da 0,090 pollici. Primi 50 pezzi? Splendidi. Angoli entro 0,5°. Stroke extra minimo—magari 0,006 pollici oltre il punto di riferimento dell’utensile nudo. Variazione della deduzione di piega abbastanza piccola da poter essere compensata con un leggero aggiustamento del fattore K.
Perché così stabile?
Perché il film sottile si comporta più come un rivestimento elastico che come uno strato strutturale. La deformazione in un polimero piegato scala con lo spessore rispetto al raggio. Raddoppia lo spessore, raddoppi la deformazione superficiale allo stesso raggio di piega. Mantienilo sottile e il polimero flette invece di schiacciarsi. Nei test attuatori che ho visto, strati da 50 micron consentivano deformazioni significativamente maggiori prima di limitare il movimento rispetto a strati da 130 micron. Trasla questo alla pressa: il film sottile interferisce meno con il percorso naturale di piega dell'acciaio.
Ma ecco la verità da officina.
Usa lo stesso 0,012 su HRPO da 0,125 pollici con bordi tagliati al laser e inizierai a vedere linee di impronta in meno di 200 colpi. Non perché sia “debole”, ma perché i bordi affilati concentrano lo stress. La sezione sottile del film significa una deformazione localizzata più alta per ciclo. Si formano micro-strappi. Una volta che la superficie è segnata, la compressione diventa irregolare, e inizia la deriva dell'angolo—0,3° qui, 0,7° là.
Il film sottile ti dà lo spostamento geometrico più pulito e la matematica più semplice: misura la penetrazione aggiuntiva per raggiungere l’angolo target, registra la nuova larghezza effettiva della matrice basata sulla compressione alla tonnellata di formatura, regola di conseguenza la deduzione di piega. Ma non tollererà abusi.
I tuoi pezzi sono smussati e sbavati prima di toccare quella striscia da 0,015 pollici?
Ora siamo nella gamma che la maggior parte delle officine chiama “standard”. Una striscia da 0,030 pollici, 85A, su una V da 1,000 pollici. Nessun graffio. Gli operatori si rilassano.
Poi il goniometro digitale dice 88°, non 90°, e ora stai spingendo la profondità del ram come sempre.
Il film di media gamma è abbastanza spesso da far sì che la compressione diventi una fase strutturale della piega. Su un pezzo in inox 304 da 10 piedi, a, diciamo, 12 tonnellate per piede, quello 0,030 non si limita a schiacciarsi—si densifica. All’inizio della corsa: morbido. A metà corsa: progressivamente più rigido. Fondo della finestra di piega in aria: spinge indietro forte. Stai spingendo di più non solo sull’acciaio, ma su un polimero che si comprime e reagisce in modo imprevedibile mentre si densifica.
Meccanicamente, tre cose cambiano:
Qui è dove gli errori di deduzione di piega si accumulano. Se la tua BD di base assumeva, diciamo, un raggio interno da 0,160 pollici in una V da 1,000 pollici, e il film compresso si comporta effettivamente come una V da 0,970–0,980, il tuo raggio e fattore K cambiano. Non in modo drastico—ma abbastanza da far sbagliare le lunghezze delle flange di 0,020–0,040 pollici su gambe più lunghe.
Il film di media gamma può sopravvivere a produzioni da 500 pezzi se la durezza del polimero è buona. Alcune varianti ad alto rendimento mantengono la curvatura per migliaia di cicli senza crepe. Ma la durabilità del materiale non è la stessa cosa della neutralità geometrica nel processo.
Hai inserito una nuova larghezza di matrice nel tuo controllo basandoti sull’angolo misurato rispetto alla penetrazione con quello 0,030 installato—oppure stai ancora dicendo al CNC che è una V da 1,000 pollici perché è ciò che è stampato sull’acciaio?
Ho visto officine mettere un film da 0,060 pollici su pannelli architettonici in inox perché temevano i graffi.
Primo colpo su 304 da 0,125 pollici in una V da 1,250 pollici: l’angolo risulta più aperto di quasi 3°. Aggiungono corsa. La tonnellata aumenta bruscamente alla fine della piega. Il raggio interno risulta più grande del previsto, non più piccolo.
Quello sorprende la gente.
Ecco perché. Con una pellicola molto spessa, non stai semplicemente riducendo l’apertura della V: stai creando una spalla di matrice elastica che avvolge il foglio in modo diverso. La zona di contatto si allarga. La pressione si distribuisce. L’acciaio è meno rigidamente sostenuto ai bordi, quindi invece di formarsi a stretto contatto con una spalla d’acciaio netta, si piega contro un cuscino che si deforma. Il risultato può essere un raggio interno effettivo più grande, anche se la penetrazione è aumentata.
E poiché la deformazione nel polimero aumenta con lo spessore a un dato raggio di piega, le pellicole spesse subiscono elevate tensioni interne. Sotto cicli ripetuti a 90°, gli strati più spessi possono affaticarsi più velocemente del previsto. L’assunzione “robusto uguale a maggiore durata” non sempre vale quando la deformazione per ciclo cresce esponenzialmente con il rapporto spessore/raggio.
Ottieni resistenza ai graffi, sì. Ma paghi in:
Senti, se installi una pellicola da 0,040 pollici e non riclassifichi la tua piega da zero—campioni di prova, grafico angolo contro profondità, BD revisionato—non stai proteggendo la qualità. Stai nascondendo l’instabilità sotto una superficie morbida.
Quanta penetrazione extra stai aggiungendo ora sulla tua pellicola più spessa, e hai effettivamente misurato il raggio interno risultante con un calibro?
Esegui una striscia semplice da 0,030 pollici per 300 pezzi su acciaio dolce da 11 gauge. Inizierai a vederla spostarsi lateralmente nella matrice, soprattutto su pezzi lunghi. Compressione più taglio sulla spalla la fanno camminare. Una volta che si sposta, la larghezza effettiva della matrice cambia da sinistra a destra. Gli angoli variano lungo la lunghezza.
Passa a una versione con supporto in tessuto. Il tessuto limita l’allungamento. La stabilità dimensionale migliora. Resta al suo posto.
Ma c’è un incrrocio.
Il supporto in tessuto riduce la capacità della pellicola di conformarsi completamente alla micro-geometria della spalla della matrice. Leggera riduzione di compressione. Interfaccia leggermente più rigida. Su acciaio inox spazzolato delicato, può significare una pressione localizzata più alta se la spalla della matrice non è perfettamente pulita. Protezione contro conformità.
Per produzioni ad alto volume—500 pezzi e oltre—la stabilità conta più della morbidezza teorica. Una pellicola che si sposta di 0,010 pollici lateralmente ha appena cambiato la geometria della tua matrice a metà ciclo. È peggio di una superficie leggermente più rigida che rimane costante.
Quindi, quando specifichi la pellicola per un lavoro lungo, stai scegliendo solo in base alla paura dei graffi—o in base a come quel materiale si comporta dopo 400 cicli a pieno tonnellaggio sulla tua specifica apertura a V?
| Aspetto | Poliuretano semplice (0,030″) | Poliuretano con supporto in tessuto |
|---|---|---|
| Prestazioni in corse di oltre 300 pezzi | Inizia a spostarsi lateralmente nello stampo, soprattutto su pezzi lunghi | Rimane stabile e al suo posto |
| Comportamento sotto compressione e taglio | Si sposta alla spalla; la larghezza effettiva dello stampo cambia | Il supporto in tessuto limita l'allungamento e il movimento |
| Stabilità dimensionale | Ridotta nel tempo; variazione dell'angolo lungo la lunghezza del pezzo | Stabilità migliorata; angoli coerenti |
| Conformità alla micro-geometria dello stampo | Maggiore conformità; interfaccia più morbida | Conformità leggermente ridotta; interfaccia più rigida |
| Pressione superficiale su finiture delicate | Pressione localizzata più bassa se pulito | Potenziale di pressione localizzata più alta se la spalla dello stampo non è perfettamente pulita |
| Idoneità per corse di oltre 500 pezzi | La geometria può cambiare durante la corsa a causa dello spostamento (es. spostamento di 0,010″) | Mantiene la coerenza sotto pieno tonnellaggio |
| Criteri migliori di selezione | Priorità alla morbidezza e alla protezione dai graffi | Dà priorità alla stabilità e alla coerenza nelle lavorazioni di lunga durata |
Vuoi numeri, non filosofia. Bene.
Il mese scorso ero dietro a una pressa piegatrice da 135 tonnellate che lavorava acciaio 304 da 0,079 pollici (2 mm) in una V da 1,000 pollice con 0,022 pollici di uretano installato. Primo colpo: 87,6°. L’operatore aggiunge 0,012 pollici di corsa del pistone. Secondo colpo: 90,3°. Poi riduce di 0,004. Ora stiamo inseguendo i millesimi come se fosse un gioco.
La domanda giusta non è “Quanta corsa in più?” È: quale triangolo sta risolvendo in questo momento il tuo controllore—e quel triangolo è reale?
Questo protocollo trasforma il film in una variabile programmata. Offset Z. Apertura V effettiva. Deducibilità della piega rivista. Se salti quella matematica, non stai piegando—stai scommettendo sui primi pezzi e lo chiami esperienza.
Prima di toccare il controllo, risolviamo una disputa.
Prendi lo stesso foglio da 2 mm. Le linee guida standard per la piegatura in aria indicano un’apertura V di 6–8× lo spessore per materiale sottile. Diciamo 12–16 mm. Una V da 1,000 pollice (25,4 mm) è già ampia—ottimo per l’acciaio inox per controllare tonnellaggio e raggio.
Ora aggiungi film da 0,022 pollici. Sono 0,56 mm per lato se ricopre entrambe le spalle. Sotto carico, magari si comprime a 0,30–0,40 mm a seconda del durometro e del tonnellaggio per piede.
Questo rende il tuo materiale spesso 2,56 mm?
No. Il limite di snervamento dell’acciaio non è cambiato. Il comportamento del ritorno elastico non corrisponde improvvisamente a quello di uno spessore da 2,5 mm. Ciò che è cambiato è la geometria che l’acciaio “vede” sulle spalle della matrice.
Quindi consideri il film come parte dell’insieme della matrice, non del pacchetto materiale.
Perché questa distinzione è importante: la formula del tonnellaggio è sensibile al quadrato dello spessore. P = 650 × S² × L / V. Se menti al controllo e aumenti lo spessore del materiale per compensare la perdita d’angolo, la macchina calcola un tonnellaggio maggiore di quello necessario per l’acciaio. Sui materiali sottili, quell’aumento percentuale è significativo. Uno strato da 0,022 pollici su lamiera da 0,079 pollici è un aumento del 28% rispetto allo spessore se lo classifichi male. È così che si tende verso il sovraccarico invece della ricalibrazione.
Ascolta, il film non aggiunge resistenza. Aggiunge conformità all’interfaccia di contatto.
Quindi, quando apri la tua libreria di utensili, stai modificando lo spessore del materiale—o stai creando una nuova voce di matrice che riflette una diversa V effettiva e una diversa curva di penetrazione?
Partiamo da qualcosa che puoi misurare.
Taglia un provino da 4 pollici. Installa film nuovo. Porta il punzone in basso finché non sfiora il foglio—senza carico. Azzeri la Z.
Ora esegui una piegatura in aria a 90° usando il tuo programma esistente e registra due numeri: l’angolo ottenuto e la penetrazione effettiva del pistone dallo zero.
Diciamo che il tuo programma di riferimento (senza pellicola) raggiunge i 90° a una penetrazione di 0,615 pollici in quella V da 1,000 pollici. Con pellicola da 0,022 pollici installata, raggiungi i 90° a 0,628 pollici.
Differenza: 0,013 pollici.
Quel 0,013 non è casuale. È lo spessore compresso della pellicola al carico di lavoro più qualsiasi variazione nella geometria di contatto.
Fallo tre volte. Calcola la media. Se vedi 0,012, 0,014, 0,013—bene. La tua pellicola è stabile. Se vedi 0,010, 0,018, 0,015—il tuo polimero si muove o si densifica in modo imprevedibile.
Il tuo Z-offset iniziale è uguale alla variazione di penetrazione misurata, non allo spessore nominale della pellicola.
Il nominale 0,022 non conta. Il compresso 0,013 sì.
Ora perfezioniamo l’apertura V effettiva. Una semplice approssimazione pratica per la piegatura ad aria: raggio interno ≈ 0,16 × V per inox in un setup standard. Misura il tuo raggio interno effettivo con pellicola installata. Se il tuo raggio di riferimento in una V da 1,000 era 0,160 pollici e ora misuri 0,150, la tua V effettiva si comporta più vicina a 0,937 (perché 0,150 / 0,16 ≈ 0,937).
Questo diventa una nuova voce di matrice nel tuo CNC: “V 1,000 + pellicola 0,022 (compressa)”. Non una nota. Uno strumento separato.
Perché il controllore sta calcolando l’angolo di piega dalla penetrazione del punzone rispetto alla larghezza V presunta. Se la lasci a 1,000, sta risolvendo il triangolo sbagliato.
Hai effettivamente misurato lo spessore compresso al tonnellaggio—o stai programmando in base a quanto stampato sulla scatola della pellicola?
Ora ci occupiamo del disegno in piano.
La tua precedente deduzione di piegatura (BD) presumeva un raggio interno e un fattore K noti. Mettiamo che per quell’acciaio 304 da 2 mm in una V da 1,000 usavi un K di 0,42 e ottenevi lunghezze di flange coerenti.
Con la pellicola installata, hai misurato un raggio interno più stretto—0,150 invece di 0,160. Solo questo cambia la tolleranza di piega.
Tolleranza di piega = (π/180) × angolo × (R + K × T).
Cambia R di 0,010 pollici e la tolleranza varia immediatamente. Su una piega di 90°:
ΔBA ≈ (π/2) × 0,010 ≈ 0,0157 pollici.
Si tratta di oltre 0,015 pollici di differenza nella lunghezza sviluppata solo dal cambiamento di raggio. Ora aggiungi qualsiasi variazione del fattore K dovuta alla modifica nella distribuzione della deformazione dall’interfaccia elastica, e raggiungi facilmente un errore di 0,020–0,040 pollici su flange più lunghe.
È per questo che i pezzi improvvisamente si allungano o si accorciano quando “basta aggiungere la pellicola”.”
Esegui due pezzi di prova: uno di riferimento, uno con pellicola. Misura le lunghezze reali delle flange dopo la piegatura. Calcola a ritroso il tuo vero K con la pellicola in posizione. Inseriscilo come una combinazione materiale-strumento separata nel tuo CAM o nel controllo.
Pellicola installata = nuova tabella BD.
Altrimenti stai proteggendo la superficie e, nel frattempo, allungando o accorciando silenziosamente ogni gamba sull’impronta.
Quando cambi lavoro, carichi una nuova BD legata a quello spessore di pellicola — oppure ti affidi alla memoria tribale?
Le singole pieghe mentono. Le scatole dicono la verità.
Immagina un coperchio a quattro lati in alluminio da 0,063 pollici con pellicola da 0,015 pollici — sottile, “sicura”, giusto? Su spessore ridotto, quella pellicola può rappresentare dal 20 al 25% dello spessore del materiale prima della compressione. Anche se si schiaccia fino a 0,008 sotto carico, una variabilità di 0,002 pollici tra la prima e l’ultima piega è realistica mentre la pellicola si indurisce per effetto del lavoro.
Prima piega: spessore compresso 0,008. Quarta piega: magari 0,010 perché la striscia si è densificata lungo le spalle.
Quella differenza di penetrazione di 0,002 si traduce in una variazione dell’angolo — magari 0,4–0,6°. Su un risvolto di ritorno, questa si accumula. Quando chiudi la scatola, ti ritrovi a combattere contro un gap di 0,030 pollici alla giunzione.
Dai la colpa alla ripetibilità del battuta di riferimento. Dai la colpa al ritorno elastico.
Ma la vera variabile era un’interfaccia morbida che cambiava nel corso dei cicli.
Su pezzi ad alta resistenza da 3 mm, quella variabilità è una piccola percentuale dello spessore. Su alluminio da 1,5 mm, è una grande percentuale. Lo spessore sottile soffre di più perché la pellicola rappresenta una frazione maggiore dell’altezza complessiva del pacchetto.
Ascolta, la ricalibrazione ti dà un punto di partenza controllato. Non elimina lo scorrimento del polimero, l’accumulo di calore o la deformazione da compressione dopo 500 cicli. È un limite fisico, non di programmazione.
Quindi, prima di avviare una produzione di 1.000 pezzi con pellicola installata, hai monitorato la deriva angolare dal pezzo 1 al pezzo 200 sulla stessa striscia — oppure stai assumendo che la correzione del primo articolo valga per sempre?
Vuoi sapere come controllare o monitorare la deriva di compressione della pellicola durante produzioni lunghe così che i tuoi angoli non si spostino.
Ecco la dura verità: puoi monitorarla, puoi tracciarla, puoi campionare ogni 25 pezzi con un goniometro digitale — ma una volta che la pellicola supera il suo limite meccanico, la deriva non si sposta gradualmente.
Salta.
Pensa a quel poliuretano come a una guarnizione morbida inserita in uno stampo di precisione. A carico leggero e prevedibile si comprime e si comporta correttamente. Oltre una certa pressione, non solo diventa più sottile; inizia a spostarsi lateralmente, a scorrere a freddo, a tagliarsi sulla linea del nastro e a compattarsi dentro la V come gomma da masticare sotto uno stivale. È il punto di rottura. E quando accade, la tua bella media di 0,013 pollici di delta di penetrazione diventa 0,018 in una battuta e 0,011 nella successiva.
È qui che il “Nessun graffio” si trasforma silenziosamente in scarto angolare.
Quindi, dove fallisce davvero nel mondo reale?
Prendi un A36 da 10-gauge in una V da 1,000 pollici su una pressa da 175 tonnellate. Stai lavorando pezzi da 6 piedi, sfiorando tra le 70 e le 90 tonnellate lungo il banco a seconda della variazione del materiale. Con 0,030 pollici di uretano installato, i primi dieci pezzi sembrano stabili. Hai fatto i calcoli. Hai programmato l’offset. Ti senti intelligente.
Poi, intorno al pezzo numero 30, il tuo angolo è improvvisamente aperto di 1,2°.
Non 0,2. Non graduale. Un grado intero in più.
Quello che è successo non è misterioso. Sotto alta pressione superficiale alle spalle della matrice, l’uretano supera la sua resistenza a compressione e inizia a estrudersi nell’apertura della V. Il materiale che prima si trovava ordinatamente tra lamiera e matrice ora viene spinto in avanti e verso il basso. Questo cambia la linea di contatto. La tua V effettiva non è più quella che hai misurato in fase di setup.
Stai spingendo più forte non solo sull’acciaio, ma su un polimero in compressione che reagisce in modo imprevedibile mentre si densifica.
L’estrusione non è uniforme lungo il banco, nemmeno. Se la curva di tonnellaggio raggiunge il picco vicino al centro, il film si assottiglierà di più lì. Ora i tuoi angoli variano da sinistra a destra. Il controllore pensa che l’utensile sia rigido. Non lo è. Hai introdotto un cuscino sensibile al carico in un processo che presume geometria in acciaio temprato.
Ecco la parte che la maggior parte delle officine manca: una volta che l’estrusione inizia, accelera. Più fluisce, meno spessore della sezione trasversale rimane per resistere a un ulteriore flusso. Ecco perché il lotto si divide — primi 40 pezzi entro tolleranza, successivi 60 inseguendo la profondità della corsa.
Stai registrando il tonnellaggio per piede in questi lavori e correlando il dato alla variazione dell’angolo — o stai semplicemente guardando il goniometro e reagendo?
Ora riduci la V.
Scendi a una V da 0,500 pollici per ottenere un raggio interno stretto su un 304 da 0,090 pollici. Le spalle della matrice sono più vicine, l’angolo incluso è più ripido al contatto e il film ha meno spazio per stare piatto. È costretto a piegarsi bruscamente sopra il raggio della matrice prima ancora che il metallo ceda.
È lì che iniziano le increspature.
Il film è flessibile, non magico. Quando stendi 0,022 pollici di uretano su una V stretta e ci infili un punzone, lo stress a compressione si accumula lungo le spalle. Se il film non può allungarsi abbastanza da conformarsi, si raggrinzisce microscopicamente. Quelle grinze diventano creste di pressione. Le creste di pressione diventano linee di impronta.
Quindi hai aggiunto il film per evitare segni della matrice — e hai comunque ottenuto leggere impronte.
Perché in una V stretta, il film non sta semplicemente comprimendosi; viene piegato in una geometria che non può occupare senza discontinuità. Più stretto è il requisito di raggio, meno tollerante diventa quell’interfaccia. Il tuo spessore compresso misurato in fase di setup non rappresenta ciò che sta accadendo al carico massimo sulle spalle.
Ascolta, nei lavori con V stretta il film si comporta meno come uno strato uniforme e più come una membrana mobile.
Stai controllando il raggio interno e la condizione superficiale sulla spalla della matrice al microscopio — o dai per scontato che “film uguale sicuro” indipendentemente dalla larghezza della V?
L’alto tonnellaggio provoca salti.
Le lunghe serie causano deriva.
Immagina alluminio da 0,063 pollici con pellicola da 0,015 pollici, 800 pezzi, quattro pieghe ciascuno. Sono 3.200 colpi sulla stessa striscia di polimero se non la avanzi. Ogni colpo comprime, rilascia e riscalda leggermente l’uretano. I polimeri non gradiscono quel ciclo. Prendono un "compression set" — una riduzione permanente dello spessore dopo carichi ripetuti.
Ipotesi ma realistica: il tuo spessore iniziale compresso misurava 0,008 pollici. Dopo 400 cicli nella stessa zona, è effettivamente 0,0065. Quella perdita di 0,0015 pollici all’interfaccia cambia la penetrazione. Su una piega ad aria di 90°, ciò può significare una differenza di circa 0,3–0,5° a seconda di V e del materiale.
Numero piccolo. Grande conseguenza.
Ma la deriva non è lineare. All’inizio della serie, la pellicola si assesta rapidamente. Poi si stabilizza. Poi, mentre si sviluppano micro-strappi e vetrificazione superficiale, la frizione cambia e il comportamento di compressione si modifica di nuovo. Ecco perché il pezzo 1, il pezzo 200 e il pezzo 700 non raccontano la stessa storia.
Puoi monitorarlo. Prendi campioni di angolo ogni 50 pezzi. Traccia la correzione necessaria del martinetto. Avanza la striscia di pellicola ogni 100 colpi. Alcune officine trattano persino la pellicola come utensileria di consumo e la cambiano a un conteggio ciclico fisso.
Ma niente di tutto questo lo rende universale.
Serve solo a gestire il decadimento.
E una volta che accetti che la pellicola ha una vita meccanica sotto carico — definita da tonnellaggio, larghezza V e conteggio cicli — smetti di chiederti come “impostarla e dimenticarla”.”
Cominci a chiederti se uno strato morbido e sacrificabile sia la soluzione giusta per il lavoro.
Quindi, nella tua prossima serie in inox da 1.000 pezzi, stai trattando quell’uretano come utensili di precisione con una vita utile — o come nastro che butti sopra la matrice sperando che si comporti bene?
Ora stai ponendo la domanda giusta: se la pellicola ha una vita meccanica e una curva di fallimento, cosa la sostituisce quando il lavoro non può tollerare deriva?
Ecco il cambiamento che mi ci sono voluti anni per accettare. La protezione vale la pena mantenerla solo se è prevedibile. Se lo strato tra il tuo lamierino e la matrice cambia spessore sotto carico, lungo il banco o nel tempo, non hai risolto i graffi — hai inserito una guarnizione morbida in uno stampo di precisione e sperato che il getto vada comunque a segno.
Gli aggiornamenti permanenti degli utensili non riguardano l’essere sofisticati. Riguardano spostare la variabile fuori dalla compressione e dentro una geometria che puoi misurare con un micrometro invece di indovinare con un goniometro. Quindi, quale percorso controlla effettivamente lo spessore invece di reagire ad esso?
Lo spessore della pellicola è nominale. C’è scritto 0,015 pollici sulla scatola. Misuri 0,0145 in un punto, 0,016 in un altro. Poi la carichi, e quel numero smette di significare qualcosa perché la compressione dipende dal tonnellaggio per piede.
Una matrice a V in uretano è diversa. Il polimero è la matrice, non una pelle incollata sopra l’acciaio. La sua durezza — ad esempio 90A contro 95A Shore — è specificata. La sua geometria è lavorata o colata con un’apertura a V definita. Quando si comprime, lo fa come materiale massiccio con comportamento di durometro noto, non come una sottile membrana che può raggrinzirsi, estrudere o assestarsi in modo irregolare.
Questo non la rende rigida. La rende caratterizzabile.
Ascolta, la prima volta che sostituisci una matrice in acciaio da V di 1,000 pollici più pellicola da 0,030 pollici con una matrice in uretano realizzata appositamente, la tua curva di tonnellaggio cambia. La forza richiesta spesso diminuisce. Se il tuo pressa piegatrice è al limite su materiali più spessi, potresti improvvisamente scoprire di essere sotto-tonnellaggio e di non raggiungere la profondità. Non è un difetto della matrice — è una lacuna di compatibilità nel tuo assetto. Il tuo CNC è stato calibrato sulle caratteristiche di bottoming dell’acciaio, non sull’utensileria elastica.
Quindi il confronto non è “pellicola economica contro matrice costosa”. È “strato compresso variabile contro geometria elastica definita”. Uno si sposta a metà lavorazione. L’altro modifica il punto di riferimento e rimane stabile.
Stai utilizzando una pressa piegatrice con sufficiente risoluzione di controllo — e con abbastanza margine di tonnellaggio disponibile — per programmare intenzionalmente un utensile elastico, oppure stai a malapena mantenendo l’angolo ora con l’acciaio?
| Aspetto | Pellicole adesive | Matrice a V in poliuretano |
|---|---|---|
| Spessore nominale | Indicato (ad es. 0,015 in) ma variabile nella realtà (ad es. 0,0145–0,016 in) | Definito dalla geometria della V lavorata o fusa |
| Comportamento sotto carico | La compressione varia in base al tonnellaggio per piede; lo spessore perde prevedibilità | Si comprime come materiale in massa con comportamento durometrico noto |
| Caratteristiche del materiale | Membrana sottile; può raggrinzirsi, estrudere o deformarsi in modo irregolare | Il corpo polimerico funge da matrice stessa; durezza specificata (ad es. 90A vs. 95A Shore) |
| Prevedibilità | Strato compresso variabile; può spostarsi a metà lavorazione | Geometria elastica definita; modifica il punto di riferimento ma rimane stabile |
| Rigidità | Flessibile e incoerente | Non rigido, ma caratterizzabile e coerente |
| Impatto sul tonnellaggio | Mantiene le aspettative standard di tonnellaggio di finitura per l’acciaio | Spesso riduce la forza richiesta; la curva di tonnellaggio cambia |
| Compatibilità di configurazione | Funziona all’interno della calibrazione CNC basata su acciaio esistente | Richiede una ricalibrazione per il comportamento elastico dell’utensile |
| Fattori di rischio | La variazione di spessore influisce sul controllo dell’angolo | Sottotonnellaggio possibile se la pressa non dispone di un margine sufficiente |
| Inquadramento dei costi | Costo iniziale inferiore | Costo iniziale superiore |
| Confronto reale | Strato compresso variabile | Geometria elastica definita |
Il 304 lucidato non si cura delle tue scuse. Si cura della pressione di contatto e dello scorrimento.
Un rullo a V cambia la fisica. Invece di trascinare la lamiera su spalle fisse, le spalle ruotano. Il contatto diventa rotolamento invece che scorrimento. La pressione superficiale si distribuisce in modo diverso. La finitura si mantiene perché l’attrito diminuisce, non perché hai imbottito la matrice.
Ciò significa nessuno strato compresso da densificare. Nessuna perdita graduale di spessore. La geometria che il controllore rileva sul pezzo uno è la stessa del pezzo cinquecento.
Gli inserti in nylon affrontano lo stesso problema da un’altra prospettiva. Si lavora un corpo matrice in acciaio con una tasca e si blocca una striscia di nylon sostituibile—diciamo spessa 0,250 pollici—bloccata meccanicamente in modo che non possa avanzare. Ora il materiale protettivo ha una sezione trasversale definita ed è supportato su tutti i lati. Non si espande nel V perché è la superficie del V.
Quando si usura, si sostituisce l’inserto. Non si perde tempo per tre ore a inseguire l’angolo, chiedendosi perché “Nessun graffio” si è trasformato in 88,7° su una specifica di 90°.
Stai proteggendo la superficie riducendo l’attrito e controllando il contatto — oppure stai infilando qualcosa di morbido tra due utensili duri sperando che si comporti bene?
Ecco la lente attraverso cui voglio che guardi: la protezione deve essere progettata come un utensile, non applicata come un nastro adesivo.
Se scegli una matrice in poliuretano, la qualifichi. Esegui una piegatura di prova controllata con una pressione nota per piede. Registi la profondità di penetrazione necessaria per ottenere 90,0°. Annoti il ritorno elastico con quel preciso lotto di materiale. Quel programma diventa “Urethane V 1.000-90A,” non “1.000 V con pellicola.”
Se installi una matrice a V rotante, convalidi l’angolo rispetto alla profondità su tutto il banco e confermi la risposta di bombatura, perché il contatto rotante può spostare leggermente la distribuzione del carico. Poi la registri come una voce separata nella libreria degli utensili.
Se specifichi inserti in nylon, definisci un intervallo di ispezione dell’usura — ogni 300 colpi, ogni turno, qualunque cosa i tuoi dati supportino — e tratti lo spessore dell’inserto come tratteresti il raggio di una punzonatura rettificata.
La parte non ovvia? Non stai eliminando la regolazione. La stai spostando all’inizio del lavoro, dove è controllata, documentata e ripetibile.
Ma il goniometro digitale indica 88°, non 90°, e ora stai modificando la profondità del martinetto come hai sempre fatto. La differenza sta nel fatto se stai compensando per un sistema elastico noto che hai qualificato — oppure inseguendo un polimero che cambia sotto i tuoi piedi.
Quindi, guarda la tua prossima commessa in acciaio inox lucidato e rispondi senza esitare: stai progettando la protezione della superficie come un utensile definito nella tua libreria, o la stai ancora trattando come una benda consumabile sopra l’acciaio temprato?


















