

A las 2:15 p.m. estabas sosteniendo una pieza de acero inoxidable limpia, con acabado espejo. Sin rayones. A las 3:00 p.m., mismo trabajo, mismo programa, ahora cada brida está a 88° en lugar de 90°.
¿Lo único que cambió? Una película de poliuretano de 0.030 pulgadas ajustada sobre los hombros de la matriz.
No “perdiste” dos grados. Insertaste una junta blanda en un molde de precisión y esperaste que el molde se comportara igual.
He visto a operadores celebrar la primera pieza sin rayas y no notar lo que sucede en el medidor de ángulo. La curva parece buena. La superficie está protegida. Pero el goniómetro digital marca 88°, no 90°, y ahora estás ajustando la profundidad del pistón como siempre haces.
Escucha, si tus ángulos cambiaron el mismo día que instalaste la película, no fue coincidencia: fue compresión que no programaste.
Esa tira de poliuretano de 0.022 o 0.030 pulgadas no solo está ahí. Bajo carga, se comprime de manera desigual a lo largo de los hombros de la matriz, ensanchando efectivamente la abertura en V en el primer contacto y luego endureciéndose al aumentar la presión. Tu CNC todavía cree que el acero está tocando acero endurecido. No es así. Está tocando algo que se aplasta antes de resistir.
Resolviste los rayones e introdujiste una nueva variable en un sistema de circuito cerrado que estaba afinado a milésimas. ¿Le dijiste eso a tu controlador?

Simúlalo en tu cabeza.
Tenías un programa optimizado: acero dulce calibre 10, 0.135 pulgadas de grosor, matriz en V de 1.000 pulgadas, doblado al aire a 90° con una penetración conocida. La primera pieza de prueba siempre quedaba en 89.5°, profundizabas 0.010 pulgadas más y listo.
Ahora añade la película de 0.030 pulgadas.
Tu primer golpe queda subdoblado. Intentas tu acostumbrado “acercamiento gradual”: reducir o aumentar la penetración un poco, pero la película se desplaza ligeramente o rebota de manera diferente en el segundo golpe. Lo que antes era una corrección predecible de 0.010 pulgadas ahora es una adivinanza porque la curva de compresión del poliuretano no es lineal como la del acero.
Algunos operadores usan película durante años sin desviaciones. ¿La diferencia? Consideran el grosor de la película como una dimensión fija de herramienta y recalibran desde cero en el primer doblado, no como un añadido cosmético. Misma máquina. Diferente mentalidad.
Cuando colocaste esa película, ¿hiciste una nueva validación de la primera pieza o confiaste en los números de ayer?

Entiendo por qué a los talleres les encanta la tira rápida. Una película de 0.015 pulgadas para aluminio fino, quizá de 0.060 pulgadas para placas más pesadas. Colócala. Sin pulir herramientas. Sin herramientas dedicadas para acero inoxidable. Parece eficiente.
Pero la selección de grosor no se trata solo de evitar marcas de matriz. Una película de 0.022 pulgadas y una de 0.030 pulgadas no solo protegen de forma diferente: alteran la geometría efectiva de la matriz de forma distinta. Eso son ocho milésimas de pulgada. En doblado al aire, eso son grados.
Y aquí está la parte silenciosa: la película puede ocultar un marco flexible o una herramienta desgastada. Ves menos marcas, así que asumes que la estabilidad mejoró. Mientras tanto, la máquina sigue flexionándose bajo carga, y ahora la capa compresible añade su propio perfil de deflexión encima. Dos sistemas de resorte apilados.
No estás añadiendo protección. Estás añadiendo flexibilidad.
¿Es su prensa plegadora lo suficientemente rígida como para que añadir una capa blanda no amplifique la deflexión en el centro del vano?
He visto la solución demasiadas veces: los ángulos están abiertos, así que el operador hace descender más el punzón. Cinco milésimas. Diez. Sigue hasta que el medidor marque 90°.
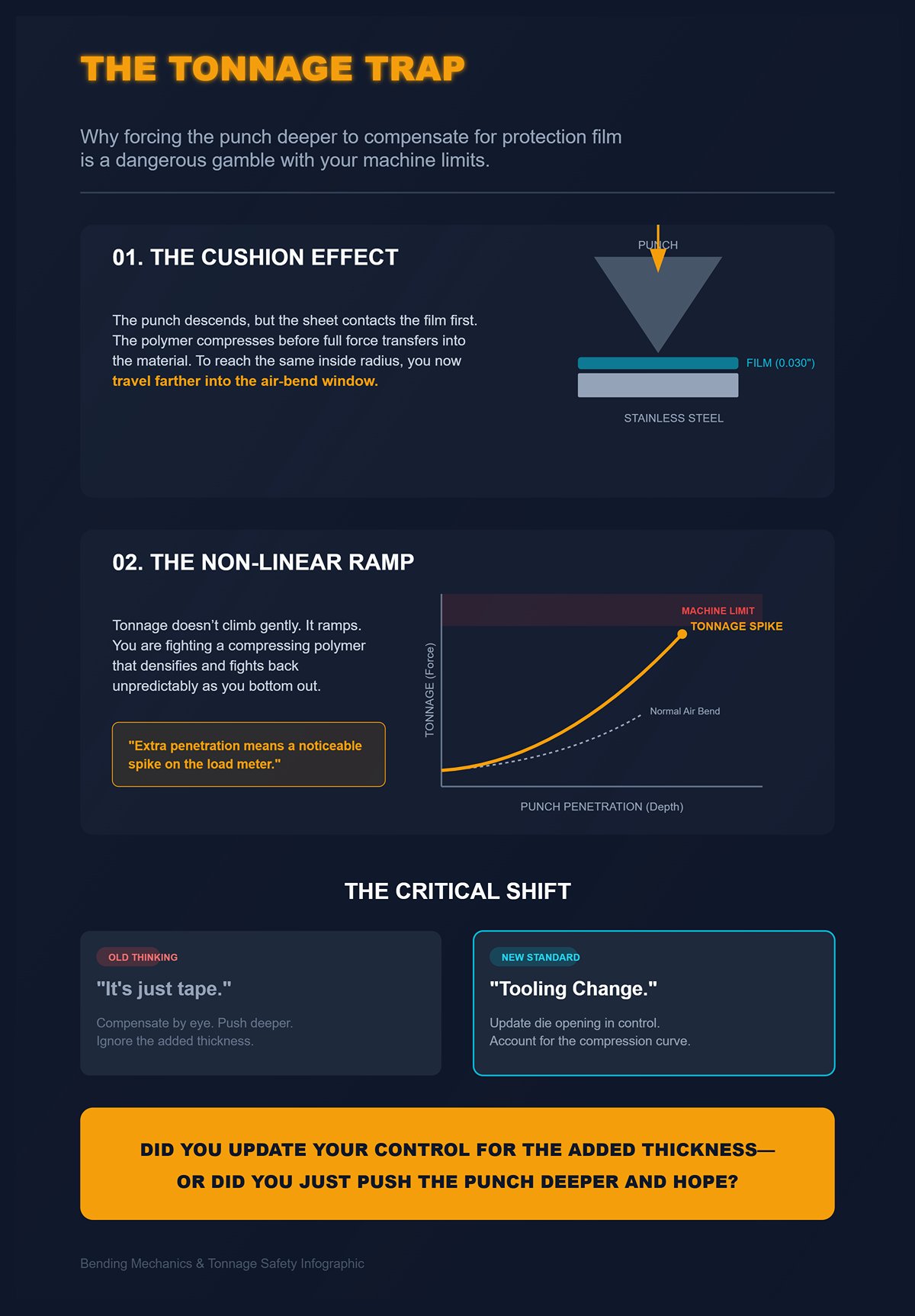
Esto es lo que sucede en la línea de plegado. El punzón desciende, la chapa se apoya en la película, la película se comprime antes de que toda la fuerza se transfiera al material. Para alcanzar el mismo radio interior, ahora avanzas más. Ese desplazamiento adicional incrementa rápidamente la fuerza de formado conforme te acercas al fondo de la ventana de plegado al aire.
El tonelaje no aumenta suavemente. Se dispara.
Estás empujando con más fuerza no sólo sobre el acero, sino sobre un polímero que se comprime y responde de forma impredecible cuando se densifica. En un plegado largo de 8 pies de acero inoxidable 304, esa penetración adicional puede significar un aumento notable en el medidor de carga. Ahora estás más cerca de los límites de la herramienta, más cerca de los límites de la máquina, todo porque no recalibraste para esas 0.030 pulgadas de amortiguación.
Este es el cambio que necesito que hagas: deja de pensar en la película como cinta, y empieza a verla como un cambio de herramienta que requiere una nueva hoja de configuración.
Cuando instalaste tu última película de protección, ¿actualizaste la apertura de tu matriz en el control para reflejar el espesor añadido y la curva de compresión, o simplemente empujaste el punzón más profundo y esperaste?
Quieres saber cómo recalibrar tu programa cuando agregas poliuretano para que el ángulo se mantenga y el medidor de carga no se dispare.
Empieza aquí: no está ocurriendo nada “místico”. La geometría en la línea de plegado cambió antes de que el acero cediera. Hasta que entiendas exactamente dónde van esas 0.015 o 0.030 pulgadas bajo carga, estarás adivinando la profundidad del ariete y llamándolo configuración.
He cortado pliegues de prueba donde congelamos el recorrido a mitad del ciclo. Lo que ves no es una huella limpia de matriz en V. Ves un hombro de polímero aplastado, el acero apenas comenzando a envolverse, y un punzón que ha viajado más de lo que jamás necesitó tu antiguo programa. La película ya está deformada antes de que el metal entre en deformación plástica.
Eso significa que tu controlador está resolviendo el triángulo equivocado.
Antes calculabas la penetración a partir de una abertura en V conocida, el espesor del material y el radio interior objetivo. Ahora hay una capa compresible que remodela esa V dinámicamente durante el recorrido. La abertura de matriz que tu CNC considera de 1.000 pulgada no es 1.000 pulgada al contacto, ni 1.000 pulgada a media carga, ni 1.000 pulgada al tonelaje máximo.
Así que cuando introduces los mismos números y esperas el mismo 90°, ¿contra qué estás realmente doblando?
Toma una matriz en V de 1.000 pulgada y coloca una película de 0.030 pulgada sobre ambos hombros. En teoría, acabas de reducir la abertura en 0.060 pulgada. Eso es lo que asumen la mayoría de los operadores.
Pero los primeros 20–30% de tu recorrido no “reducen” la V. Comprimen la corona de la película donde la chapa contacta primero. El material aún no se está formando; estás precargando una amortiguación. La película se extiende lateralmente a lo largo de los hombros de la matriz, adelgazándose en el ápice y engrosándose ligeramente hacia los flancos.
No desaparece. Se reubica.
Bajo carga, el poliuretano se comporta viscoelásticamente. Se comprime y fluye, luego se endurece al densificarse. Al inicio del recorrido, tu abertura efectiva en V podría comportarse como de 1.020 pulgada porque la chapa se apoya sobre hombros redondeados y comprimidos en lugar de bordes de acero afilados. Más profundo en el recorrido, una vez compactada la película, la abertura se comporta como equivalente a 0.940–0.960 pulgada porque los hombros están ahora efectivamente más elevados.
Eso significa que la línea de doblado ve una geometría de matriz cambiante durante un solo golpe.
Y aquí está la parte que la mayoría de los muchachos pasan por alto: debido a que la película se comprime más directamente bajo la línea de contacto, la superficie interna de la lámina experimenta una restricción ligeramente diferente a la que tendría sobre acero endurecido. Las interfaces más blandas permiten un desplazamiento local hacia adentro antes de que se desarrolle el soporte completo, lo que empuja el eje neutro —la capa que ni se estira ni se comprime— más cerca del centro del espesor.
Si mueves el eje neutro, mueves tu factor K.
¿Ajustaste tu deducción de doblado después de instalar la película, o sigues usando el factor K de la herramienta desnuda?
He trabajado con uretano de dureza 85A y 95A en el mismo trabajo de 0.125 pulgadas de 5052 en una V de 0.750 pulgadas. Mismo espesor. Comportamiento del ángulo completamente diferente.
El 85A se sentía “tolerante”. Sin rayaduras. A los operadores les encantó. Pero los primeros golpes salieron 1,5° más leves. Añadimos penetración. En piezas largas, la carga a mitad de tramo aumentó más rápido de lo esperado. La película estaba actuando como un resorte secundario apilado sobre la curva de deflexión de la máquina.
¿El 95A? Menos compresión visible. Los ángulos fueron más cercanos a la referencia. Se necesitó menos carrera extra.
La dureza es simplemente la resistencia, medida en la escala Shore A para elastómeros. A mayor número, material más rígido. Pero aquí la rigidez no se trata solo de la sensación: define cuánto de tu recorrido del pisador se destina a la deformación del polímero antes de que comience la deformación del acero.
Escucha, si estás usando una película blanda de 80–85A en acero inoxidable delgado, estás gastando una carrera medible comprimiendo plástico antes de alcanzar la presión real de conformado. Estás empujando más fuerte no solo sobre el acero, sino sobre un polímero que se comprime y que responde de forma impredecible a medida que se densifica.
Esa imprevisibilidad es lo que hace que tu corrección de 0.010 pulgadas sea inconsistente de pieza a pieza.
¿Estás seleccionando la película por “sin rayaduras”, o por dureza coincidente con el espesor del material y el rango de tonelaje?
Vamos a ser específicos.
Estás doblando al aire acero inoxidable 304 de 0.135 pulgadas en una V de 1.000 pulgadas. La penetración de referencia para 90° podría ser, hipotéticamente, de 0.350 pulgadas desde el punto de contacto del material. Ahora añades 0.015 pulgadas de película por hombro —0.030 pulgadas en total.
Si esa película se comprimiera a cero, solo restarías 0.030 de tu apertura y ajustarías los cálculos de doblado en consecuencia. Matemática simple.
Pero no se comprime a cero. Bajo el tonelaje de trabajo, tal vez se comprima entre 40–60 % dependiendo de la dureza y la carga por pulgada. Así que tu apertura efectiva de la V podría comportarse como de 0.970–0.985 pulgadas a carga de conformado —no 1.000, no 0.970 de forma consistente, sino en algún punto intermedio dependiendo de la longitud de la pieza y la distribución del tonelaje.
Una apertura de V más pequeña en doblado al aire significa un radio interior más ajustado y mayores fuerzas de recuperación elástica. Para alcanzar el mismo 90°, a menudo necesitas una penetración más profunda del punzón porque el sistema absorbió algo de carrera en la compresión inicial y luego se rigidizó tarde.
Ese extra de 0.010–0.020 pulgadas de recorrido del pisador no parece mucho.
En un doblado de 8 pies en acero inoxidable, puede significar varias toneladas extra por pie cuando te acercas al fondo de la ventana de doblado al aire.
Ahora apila eso en una máquina que ya compensa la deflexión del marco y el curvado. Has introducido un ancho variable de matriz en V que cambia con la carga. La corrección de ángulo basada en tonelaje de tu CNC está funcionando sobre supuestos de acero con acero.
¿Ingresaste un nuevo ancho efectivo de matriz en el control y validaste con cupones de prueba, o todavía le dices a la máquina que es una V de 1.000 pulgadas porque eso es lo que está estampado en la herramienta?
Dobla una pieza de 0.090 pulgadas de 5052-H32 con herramientas sin recubrimiento. Mide el retroceso. Ahora ejecuta el mismo trabajo con una película suave de 0.030 pulgadas. Muchas tiendas informan que la película “hace que se doble menos de lo esperado”.”
Aquí está el motivo.
El retroceso es la recuperación elástica después de retirar la carga. Cuanto más ajustada esté la tensión elástica almacenada en las fibras externas, más querrá abrirse. Cuando introduces una interfaz más suave, suceden dos cosas:
Primero, la compresión temprana en la película retrasa el compromiso plástico completo del metal. Pasas parte de la carrera acumulando presión en el polímero en lugar de generar tensión en la chapa.
Segundo, la fricción reducida en los hombros de la matriz—porque el poliuretano se conforma y distribuye la presión—permite un flujo ligeramente mayor de material durante el doblado. Menos restricción en los puntos de contacto significa que la chapa puede recuperarse más libremente una vez descargada.
En acero inoxidable, que ya tiene mayor límite elástico y retroceso pronunciado, esa interfaz más suave exagera el efecto. En aluminio, especialmente temple como 5052 o 6061-T6, la diferencia entre un hombro de acero duro y uno acolchado se manifiesta como uno o dos grados adicionales de apertura, a menos que se compense.
Por eso algunas tiendas juran que la película “siempre dobla de menos el inoxidable”.”
No es superstición. Es energía elástica almacenada y condiciones de restricción alteradas.
Entonces, cuando colocas esa tira y persigues los 90° a ojo, ¿estás teniendo en cuenta el retroceso aumentado en tu tabla de corrección de ángulo, o todavía reaccionas pieza por pieza, preguntándote por qué los números de ayer no coinciden con los de hoy?
Quieres saber cómo recalcular la profundidad del carro, el ancho efectivo de matriz y la deducción de doblado para que el ángulo sea el mismo cada vez que la película esté instalada.
Empieza aquí: el espesor que colocas en el hombro de la matriz no es protección. Es geometría.
He ejecutado el mismo trabajo con acero inoxidable 304 de 0.135 pulgadas en una V de 1.000 pulgadas con tres películas: 0.015, 0.030 y 0.040 pulgadas. Mismo punzón. Misma curva de tonelaje. Mismo programa CNC. Solo cambió la película. La de 0.015 requirió aproximadamente 0.008–0.010 pulgadas adicionales de penetración para alcanzar 90°. La de 0.030 necesitó cerca de 0.015–0.020. ¿La de 0.040? Fue otra cosa—más de 0.025 pulgadas más profunda, y el radio interior creció lo suficiente para que nuestra deducción de doblado se desviara más de 0.030 pulgadas en una pestaña de 10 pulgadas.
Eso no es “protección superficial”. Es una junta suave insertada en un molde de precisión. Cada milésima de amortiguación cambia el molde.
Aquí está el mecanismo: una película más gruesa significa que más carrera se dedica a comprimir el poliuretano antes de que el acero ceda. La compresión no es lineal. A baja carga colapsa fácilmente; a carga alta se endurece rápidamente. Así que tu apertura efectiva en V bajo tonelaje de trabajo ya no es una simple resta del espesor de la película—es un valor dependiente de la carga. Eso significa que el modelo de doblado al aire de tu CNC, que asume un ancho fijo de matriz y contacto acero con acero, está resolviendo el triángulo equivocado.
Y cuanto más gruesa sea la película—.020, .030, .040 pulgadas y más allá—más estás doblando contra el poliuretano antes de doblar el acero.
Así que la compensación no es solo durabilidad versus rayones. Es durabilidad versus previsibilidad. ¿Por cuál estás optimizando en tu máquina actual?
Imagina una tira de poliuretano de 0.012 pulgadas, Shore 90A, en una V de 0.750 pulgadas formando 5052 de 0.090 pulgadas. ¿Primeras 50 piezas? Hermosas. Ángulos dentro de 0.5°. Stroke adicional mínimo—quizás 0.006 pulgadas más allá de la línea base de herramienta desnuda. Cambio en la deducción de doblado lo suficientemente pequeño como para compensarlo con un ligero ajuste del factor K.
¿Por qué tan estable?
Porque la película delgada se comporta más como un recubrimiento flexible que como una capa estructural. La tensión en un polímero doblado se escala con el grosor sobre el radio. Si duplicas el grosor, duplicas la tensión superficial al mismo radio de doblado. Manténlo delgado y el polímero se flexiona en lugar de aplastarse. En las pruebas de actuadores que he visto, las capas de 50 micras permitieron una deformación significativamente mayor antes de restringir el movimiento en comparación con las capas de 130 micras. Tradúcelo a la prensa: la película delgada interfiere menos con la trayectoria natural de doblado del acero.
Pero aquí está la verdad del piso de taller.
Usa ese mismo 0.012 en HRPO de 0.125 pulgadas con bordes cortados con láser y empezarás a ver marcas en menos de 200 golpes. No porque sea “débil”, sino porque los bordes afilados concentran el estrés. La sección transversal delgada de la película significa mayor tensión localizada por ciclo. Se forman microdesgarras. Una vez que la superficie se marca, la compresión se vuelve desigual y comienza la variación de ángulo—0.3° aquí, 0.7° allá.
La película delgada te da el cambio de geometría más limpio y las matemáticas más fáciles: mide la penetración adicional para alcanzar el ángulo objetivo, registra el nuevo ancho efectivo del dado basado en la compresión bajo la fuerza de conformado, ajusta la deducción de doblado en consecuencia. Pero no tolerará el abuso.
¿Tus piezas tienen los bordes rotos y desbarbados antes de tocar esa tira de 0.015 pulgadas?
Ahora estamos en el rango que la mayoría de los talleres llaman “estándar”. Una tira de 0.030 pulgadas, 85A en una V de 1.000 pulgadas. Sin rayones. Los operarios se relajan.
Entonces el goniómetro digital dice 88°, no 90°, y ahora estás empujando la profundidad del ariete como siempre.
La película de rango medio es lo suficientemente gruesa para que la compresión se convierta en una fase estructural del doblado. En una pieza de acero inoxidable 304 de 10 pies a, digamos, 12 toneladas por pie, esa 0.030 no solo se aplana—se densifica. Inicio del stroke: suave. Media carrera: progresivamente más rígido. En el fondo de la ventana de doblado al aire: está resistiendo con fuerza. Estás empujando más no solo sobre el acero, sino sobre un polímero que se comprime y lucha de manera impredecible a medida que se densifica.
Mecánicamente, tres cosas cambian:
Aquí es donde los errores de deducción de doblado se acumulan. Si tu BD base asumía, digamos, un radio interior de 0.160 pulgadas en una V de 1.000 pulgadas, y la película comprimida efectivamente se comporta como una V de 0.970–0.980, tu radio y factor K cambian. No de forma salvaje—pero lo suficiente para que las longitudes de las pestañas fallen por 0.020–0.040 pulgadas en patas largas.
La película de rango medio puede sobrevivir corridas de 500 piezas si la dureza del polímero es buena. Algunas variantes de alto rendimiento mantienen su curvatura durante miles de ciclos sin agrietarse. Pero la durabilidad del material no es lo mismo que la neutralidad geométrica en el proceso.
¿Ingresaste un nuevo ancho de dado en tu control basado en el ángulo medido versus la penetración con esa 0.030 instalada—o todavía le dices al CNC que es una V de 1.000 pulgadas porque eso es lo que está estampado en el acero?
He visto talleres poner película de 0.060 pulgadas en paneles arquitectónicos de acero inoxidable porque tienen miedo de los rayones.
Primer golpe en 0.125 pulgadas de 304 en una V de 1.250 pulgadas: el ángulo queda corto por casi 3°. Añaden recorrido. El tonelaje se dispara al final de la flexión. El radio interior se mide más grande de lo esperado, no más pequeño.
Eso sorprende a la gente.
Aquí está el motivo. Con una película muy gruesa, ya no estás simplemente reduciendo la apertura de la V: estás creando un hombro de matriz flexible que envuelve la lámina de manera diferente. La zona de contacto se ensancha. La presión se distribuye. El acero está menos soportado de manera precisa en los bordes, así que en lugar de formarse firmemente contra un hombro de acero definido, se está doblando contra un cojín deformable. El resultado puede ser un radio interior efectivo más grande, aunque la penetración haya aumentado.
Y debido a que la deformación en el polímero aumenta con el espesor para un radio de flexión dado, las películas pesadas experimentan un alto estrés interno. Bajo ciclos repetidos de 90°, las capas más gruesas pueden fatigarse más rápido de lo esperado. La suposición de “más robusto equivale a mayor vida útil” no siempre se cumple cuando la deformación por ciclo aumenta exponencialmente con la relación espesor-radio.
Obtienes durabilidad contra rayaduras, sí. Pero pagas en:
Escucha, si instalas una película de 0.040 pulgadas y no vuelves a caracterizar tu flexión desde cero—cupones de prueba, tabla de ángulo versus profundidad, BD revisado—no estás protegiendo la calidad. Estás ocultando la inestabilidad bajo una superficie blanda.
¿Cuánta penetración extra estás añadiendo ahora mismo en tu película más gruesa, y has medido realmente el radio interior resultante con un calibrador?
Usa una tira simple de 0.030 pulgadas para 300 piezas en acero dulce calibre 11. Comenzarás a verla desplazarse lateralmente en la matriz, especialmente en piezas largas. La compresión más el corte en el hombro la hace caminar. Una vez que se desplaza, tu ancho efectivo de matriz cambia de izquierda a derecha. Los ángulos varían a lo largo de la pieza.
Cambia a una versión con respaldo de tela. La tela limita el estiramiento. La estabilidad dimensional mejora. Se mantiene en su posición.
Pero hay un inconveniente.
El respaldo de tela reduce la capacidad de la película para conformarse completamente a la microgeometría del hombro de la matriz. Ligera menor compresión. Interfaz ligeramente más rígida. En acero inoxidable delicadamente cepillado, eso puede significar mayor presión localizada si el hombro de la matriz no está perfectamente limpio. Protección versus conformidad.
Para series de gran volumen—500 piezas o más—la estabilidad importa más que la suavidad teórica. Una película que se desplaza 0.010 pulgadas de lado ha cambiado tu geometría de matriz a mitad de la serie. Eso es peor que una superficie ligeramente más rígida que permanece consistente.
Entonces, cuando especificas película para un trabajo largo, ¿estás eligiendo basándote solo en el temor a rayaduras—o en cómo ese material se comporta después de 400 ciclos a tonelaje completo en tu apertura de V específica?
| Aspecto | Poliuretano simple (0.030″) | Poliuretano con respaldo de tela |
|---|---|---|
| Rendimiento en ejecuciones de más de 300 piezas | Comienza a desplazarse lateralmente en la matriz, especialmente en piezas largas | Permanece estable y se mantiene en su lugar |
| Comportamiento bajo compresión y cizallamiento | Se desplaza en el hombro; el ancho efectivo de la matriz cambia | El respaldo de tela limita el estiramiento y el movimiento |
| Estabilidad dimensional | Se reduce con el tiempo; variación del ángulo a lo largo de la pieza | Estabilidad mejorada; ángulos consistentes |
| Conformidad con la microgeometría de la matriz | Mejor conformidad; interfaz más suave | Conformidad ligeramente reducida; interfaz más rígida |
| Presión superficial en acabados delicados | Menor presión localizada si está limpio | Potencial de mayor presión localizada si el hombro de la matriz no está perfectamente limpio |
| Adecuación para ejecuciones de más de 500 piezas | La geometría puede cambiar a mitad de la ejecución debido al desplazamiento (p. ej., un cambio de 0.010″) | Mantiene la consistencia bajo carga completa |
| Criterios de mejor selección | Prioriza la suavidad y la protección contra arañazos | Prioriza la estabilidad y la consistencia en trabajos largos |
Quieres números, no filosofía. Bien.
El mes pasado me puse detrás de una prensa de 135 toneladas trabajando 0.079 pulgadas (2 mm) de 304 en una V de 1.000 pulgadas con una película de poliuretano de 0.022 pulgadas instalada. Primer golpe: 87,6°. El operador añade 0.012 pulgadas de profundidad de carrera. Segundo golpe: 90,3°. Retrocede 0.004. Ahora estamos persiguiendo milésimas como si fuera un juego.
La pregunta correcta no es “¿Cuánta más carrera?” Es: ¿qué triángulo está resolviendo tu controlador ahora mismo… y es ese triángulo real?
Este protocolo convierte la película en una variable programada. Desplazamiento Z. Apertura efectiva de la V. Deducción de doblado revisada. Si omites esa matemática, no estás doblando, estás apostando las primeras piezas y llamándolo experiencia.
Antes de tocar el control, resolvemos una discusión.
Toma esa misma lámina de 2 mm. La guía estándar de plegado al aire indica una apertura de V de 6–8× el espesor para material delgado. Llámalo 12–16 mm. Una V de 1.000 pulgadas (25,4 mm) ya es amplia—adecuada para acero inoxidable para controlar tonelaje y radio.
Ahora añade película de 0.022 pulgadas. Eso equivale a 0,56 mm por lado si recubre ambos hombros. Bajo carga, quizás se comprima a 0,30–0,40 mm dependiendo del durómetro y del tonelaje por pie.
¿Eso hace que tu material tenga 2,56 mm de espesor?
No. La resistencia de fluencia del acero no cambió. El comportamiento del retroceso elástico no coincide repentinamente con el de una pieza de 2,5 mm. Lo que cambió es la geometría que el acero “ve” en los hombros de la matriz.
Así que tratas la película como parte del conjunto de la matriz, no del conjunto del material.
Por qué importa esta distinción: la fórmula de tonelaje es sensible al cuadrado del espesor. P = 650 × S² × L / V. Si engañas al control y aumentas el espesor del material para compensar la pérdida de ángulo, la máquina calcula un tonelaje mayor del que necesita el acero. En calibre delgado, ese salto porcentual es significativo. Una capa de 0,022 pulgadas sobre material de 0,079 pulgadas es un aumento del 28% relativo al espesor si lo clasificas mal. Así es como la gente deriva hacia la sobrecarga en lugar de la recalibración.
Escucha, la película no añade resistencia. Añade flexibilidad en la interfaz de contacto.
Entonces, cuando abres tu biblioteca de herramientas, ¿estás editando el espesor del material o estás creando una nueva entrada de matriz que refleje una V efectiva diferente y una curva de penetración distinta?
Comenzamos con algo que puedas medir.
Corta un cupón de 4 pulgadas. Instala película nueva. Baja el punzón hasta que apenas toque la lámina—sin carga. Pon tu Z en cero.
Ahora dobla al aire a 90° usando tu programa existente y registra dos números: ángulo obtenido y penetración real del émbolo desde cero.
Digamos que tu programa base (sin película) alcanzó 90° con una penetración de 0.615 pulgadas en esa V de 1.000 pulgadas. Con la película de 0.022 pulgadas instalada, alcanzaste 90° a 0.628 pulgadas.
Diferencia: 0.013 pulgadas.
Esa 0.013 no es aleatoria. Es el espesor de la película comprimida bajo carga de trabajo más cualquier cambio en la geometría de contacto.
Haz esto tres veces. Saca el promedio. Si ves 0.012, 0.014, 0.013—bien. Tu película está estable. Si ves 0.010, 0.018, 0.015—tu polímero se está moviendo o densificando de forma impredecible.
Tu desplazamiento Z inicial equivale a la diferencia de penetración medida, no al espesor nominal de la película.
El nominal de 0.022 no importa. El comprimido de 0.013 sí importa.
Ahora refinamos la apertura efectiva de la V. Una aproximación de trabajo simple para doblado al aire: radio interior ≈ 0.16 × V para acero inoxidable en una configuración estándar. Mide tu radio interior real con la película instalada. Si tu radio base en una V de 1.000 era de 0.160 pulgadas y ahora mides 0.150, tu V efectiva se comporta más cerca de 0.937 (porque 0.150 / 0.16 ≈ 0.937).
Eso se convierte en una nueva entrada de matriz en tu CNC: “1.000 V + película de 0.022 (comprimida)”. No una nota. Una herramienta aparte.
Porque el controlador está calculando el ángulo de doblado a partir de la penetración del punzón en relación con el ancho de V asumido. Si lo dejas en 1.000, está resolviendo el triángulo incorrecto.
¿Realmente has medido el espesor comprimido bajo tonelaje—o estás programando según lo que está impreso en la caja de la película?
Ahora tratamos con el patrón plano.
Tu deducción de doblado (BD) anterior asumía un radio interior conocido y un factor K. Digamos que para ese 304 de 2mm en una V de 1.000 estabas usando un K de 0.42 y obteniendo longitudes de ala consistentes.
Con la película instalada, mediste un radio interior más estrecho—0.150 en lugar de 0.160. Eso solo cambia la tolerancia de doblado.
Tolerancia de doblado = (π/180) × ángulo × (R + K × T).
Cambia R en 0.010 pulgadas y la tolerancia cambia inmediatamente. En un doblado de 90°:
ΔBA ≈ (π/2) × 0.010 ≈ 0.0157 pulgadas.
Eso es más de 0.015 pulgadas de diferencia en la longitud desarrollada solo por el cambio de radio. Ahora añade cualquier cambio en el factor K debido a la distribución de esfuerzo alterada por la interfaz flexible, y fácilmente estás en ese error de 0.020–0.040 pulgadas en alas más largas.
Por esto es que las piezas crecen o se encogen de repente cuando “solo añades película”.”
Corre dos piezas de prueba: una base, otra con película. Mide las longitudes reales de las alas después del doblado. Calcula hacia atrás tu factor K real con la película instalada. Bloquea eso en una combinación material-herramienta separada en tu CAM o control.
Película instalada = nueva tabla BD.
De lo contrario, estás protegiendo la superficie y estirando o encogiendo suavemente cada pata en la impresión.
Cuando cambias de trabajo, ¿cargas una nueva BD vinculada a ese espesor de película o confías en la memoria tribal?
Las flexiones únicas mienten. Las cajas dicen la verdad.
Imagina una cubierta de cuatro lados en aluminio de 0,063 pulgadas con película de 0,015 pulgadas—delgada, “segura”, ¿cierto? En calibre fino, esa película podría representar entre el 20 y el 25 % del grosor del material antes de la compresión. Incluso si se aplasta a 0,008 bajo carga, una variabilidad de 0,002 pulgadas entre el primer y el último doblez es realista a medida que la película se endurece por trabajo.
Primer doblez: grosor comprimido 0,008. Cuarto doblez: quizá 0,010 porque la tira se ha densificado a lo largo de los hombros.
Esa diferencia de 0,002 en la penetración se traduce en variación de ángulo—quizá 0,4–0,6°. En un ala de retorno, eso se acumula. Cuando cierras la caja, estás lidiando con una abertura de 0,030 pulgadas en la unión.
Culpas a la repetitividad del tope trasero. Culpas al retroceso elástico.
Pero la verdadera variable era una interfaz blanda que cambia con los ciclos.
En piezas de alta resistencia de 3 mm, esa variabilidad es un pequeño porcentaje del grosor. En aluminio de 1,5 mm, es grande. El calibre fino sufre más porque la película representa una fracción mayor de la altura de la pila.
Mira, la recalibración te da un punto de partida controlado. No elimina el flujo del polímero, la acumulación de calor ni la deformación por compresión en 500 ciclos. Es un límite físico, no de programación.
Así que antes de lanzar una serie de 1.000 piezas con película instalada, ¿has seguido la deriva de ángulo desde la pieza 1 hasta la pieza 200 en la misma tira o estás suponiendo que tu corrección del primer artículo se mantiene para siempre?
Quieres saber cómo controlar o monitorear la deriva de compresión de la película durante series largas para que tus ángulos no se desvíen.
Aquí está la dura verdad: puedes monitorearla, puedes graficarla, puedes tomar muestras cada 25 piezas con un transportador digital—pero una vez que la película cruza su límite mecánico, la deriva no se desvía poco a poco.
Salta.
Piensa en ese poliuretano como una junta blanda insertada en un molde de precisión. Con carga ligera y predecible se comprime y se comporta. Más allá de cierta presión, no solo se hace más delgado; comienza a moverse de lado, a fluir en frío, a cortarse en la línea de cinta y a compactarse en la V como chicle bajo una bota. Ese es el punto de ruptura. Y cuando sucede, tu agradable promedio de delta de penetración de 0,013 pulgadas se convierte en 0,018 en un golpe y 0,011 en el siguiente.
Aquí es donde el “Sin rayones” se convierte silenciosamente en chatarra angular.
Entonces, ¿dónde falla realmente en el mundo real?
Toma A36 de calibre 10 en una V de 1.000 pulgadas en una prensa de 175 toneladas. Estás trabajando con piezas de 6 pies, manejando entre 70 y 90 toneladas a lo largo del banco dependiendo de la variación del material. Con 0.030 pulgadas de poliuretano instalado, tus primeras diez piezas se ven estables. Hiciste los cálculos. Programaste el desplazamiento. Te sientes inteligente.
Luego, alrededor de la pieza 30, tu ángulo de repente está 1.2° más abierto.
No 0.2. No gradual. Un grado completo o más.
Lo que ocurrió no es un misterio. Bajo alta presión superficial en los hombros del dado, el poliuretano excede su resistencia a la compresión y comienza a extruirse hacia la abertura de la V. El material que antes se asentaba ordenadamente entre la chapa y el dado ahora está siendo comprimido hacia adelante y hacia abajo. Eso cambia la línea de contacto. Tu V efectiva ya no es la que mediste en la configuración.
Estás aplicando más fuerza no solo sobre el acero, sino sobre un polímero que se comprime y responde de manera impredecible al densificarse.
La extrusión tampoco es uniforme a lo largo del banco. Si tu curva de tonelaje alcanza su pico cerca del centro, la película se hará más delgada allí. Ahora tus ángulos varían de izquierda a derecha. El controlador cree que la herramienta es rígida. No lo es. Has introducido un cojín sensible a la carga en un proceso que asume geometría de acero endurecido.
Y aquí está la parte que la mayoría de los talleres pasa por alto: una vez que la extrusión comienza, se acelera. Cuanto más fluye, menos espesor transversal queda para resistir más flujo. Por eso el lote se divide: las primeras 40 piezas dentro de tolerancia, las siguientes 60 persiguiendo la profundidad del ariete.
¿Estás registrando el tonelaje por pie en estos trabajos y correlándolo con el cambio de ángulo, o solo estás mirando el transportador de ángulos y reaccionando?
Ahora reduce la V.
Baja a una V de 0.500 pulgadas para lograr un radio interior ajustado en 304 de 0.090 pulgadas. Los hombros del dado están más cerca, el ángulo incluido es más pronunciado en el contacto, y la película tiene menos espacio para quedar plana. Se ve obligada a doblarse bruscamente sobre el radio del dado antes de que el metal incluso se deforme.
Ahí es donde comienza el pandeo.
La película es flexible, no mágica. Cuando colocas poliuretano de 0.022 pulgadas sobre una V estrecha y empujas un punzón contra ella, el esfuerzo de compresión se acumula a lo largo de los hombros. Si la película no puede estirarse lo suficiente para ajustarse, se arruga microscópicamente. Esas arrugas se convierten en crestas de presión. Las crestas de presión se convierten en líneas visibles.
Así que añadiste película para prevenir marcas de dado, y aún obtienes impresiones leves.
Porque en una V estrecha, la película no solo se comprime; se está doblando en una geometría que no puede ocupar suavemente. Cuanto más ajustado es el requisito de radio, menos tolerante se vuelve esa interfaz. Tu espesor comprimido medido durante la configuración no representa lo que ocurre bajo la carga máxima en los hombros.
Escucha, en trabajos con V estrecha la película se comporta menos como una capa uniforme y más como una membrana que cambia.
¿Estás revisando el radio interior y la condición de la superficie en el hombro del dado bajo aumento, o asumes que “película equivale a seguro” sin importar el ancho de la V?
El alto tonelaje causa saltos.
Las tiradas largas provocan deriva.
Imagine aluminio de 0,063 pulgadas con película de 0,015 pulgadas, 800 piezas, cuatro dobleces cada una. Eso son 3.200 golpes en la misma tira de polímero si no la avanzas. Cada golpe comprime, relaja y calienta ligeramente el poliuretano. A los polímeros no les gusta ese ciclo. Toman un ajuste por compresión: una reducción permanente en el grosor después de cargas repetidas.
Hipotético pero realista: tu grosor inicial comprimido medía 0,008 pulgadas. Después de 400 ciclos en la misma zona, es efectivamente 0,0065. Esa pérdida de 0,0015 pulgadas en la interfaz cambia la penetración. En un doblado en aire de 90°, eso puede significar aproximadamente una diferencia de 0,3–0,5° dependiendo de la V y del material.
Número pequeño. Gran consecuencia.
Pero la deriva no es lineal. Al inicio de la tirada, la película se asienta rápidamente. Luego se estabiliza. Después, a medida que se desarrollan microdesgarros y vitrificación superficial, la fricción cambia y el comportamiento de compresión vuelve a alterarse. Por eso la pieza 1, la pieza 200 y la pieza 700 no cuentan la misma historia.
Puedes monitorear esto. Toma muestras de ángulo cada 50 piezas. Registra la corrección de la prensa requerida. Avanza la tira de película cada 100 golpes. Algunos talleres incluso tratan la película como herramienta consumible y la cambian después de un número fijo de ciclos.
Pero nada de eso lo hace universal.
Solo gestiona la degradación.
Y una vez que aceptas que la película tiene una vida mecánica bajo carga—definida por tonelaje, ancho de V y número de ciclos—dejas de preguntar cómo “configurarlo y olvidarlo”.”
Empiezas a preguntar si una capa blanda y sacrificable es la solución correcta para el trabajo en absoluto.
Así que, en tu próxima tirada de acero inoxidable de 1.000 piezas, ¿estás tratando ese poliuretano como una herramienta de precisión con una vida útil—o como cinta que pones sobre la matriz esperando que funcione?
Ahora estás haciendo la pregunta correcta: si la película tiene una vida mecánica y una curva de fallo, ¿qué la reemplaza cuando el trabajo no puede tolerar la deriva?
Aquí está el cambio que me tomó años aceptar. La protección solo vale la pena mantenerla si es predecible. Si la capa entre tu lámina y tu matriz cambia de grosor bajo carga, en toda la cama o con el tiempo, no has resuelto los rayones: has insertado una junta blanda en un molde de precisión y esperado que el moldeo todavía salga exacto.
Las mejoras permanentes de herramientas no se tratan de ser sofisticado. Se trata de mover la variable fuera de la compresión y hacia una geometría que puedas medir con un micrómetro en vez de adivinar con un transportador. Entonces, ¿qué camino realmente controla el grosor en lugar de reaccionar ante él?
El grosor de la película es nominal. Dice 0,015 pulgadas en la caja. Mides 0,0145 en un lugar, 0,016 en otro. Luego la cargas y ese número deja de significar algo porque la compresión depende de tonelaje por pie.
Una matriz en V de poliuretano es diferente. El polímero es la matriz, no una capa pegada sobre acero. Su dureza—digamos 90A frente a 95A Shore—está especificada. Su geometría está mecanizada o moldeada a una apertura en V definida. Cuando se comprime, lo hace como un material de masa con un comportamiento de durómetro conocido, no como una membrana delgada que puede arrugarse, extruirse o asentarse de forma desigual.
Eso no la hace rígida. La hace caracterizable.
Escucha, la primera vez que cambias una V de acero de 1,000 pulgadas más película de 0,030 pulgadas por una matriz de poliuretano diseñada específicamente, tu curva de tonelaje cambia. La fuerza requerida a menudo disminuye. Si tu prensa está limitada en material más grueso, puede que de repente descubras que estás aplicando menos tonelaje del necesario y no alcanzando la profundidad. Eso no es un defecto en la matriz—es una falta de compatibilidad en tu configuración. Tu CNC estaba calibrada con las características de fondo del acero, no con herramientas elásticas.
Entonces, la comparación no es “película barata versus matriz cara.” Es “capa comprimida variable versus geometría elástica definida.” Una se desvía en medio de la ejecución. La otra cambia tu referencia y se mantiene ahí.
¿Estás trabajando con un freno que tenga suficiente resolución de control —y suficiente margen de tonelaje disponible— para programar alrededor de una matriz elástica a propósito, o apenas mantienes el ángulo ahora con acero?
| Aspecto | Películas Adhesivas | Matrices en V de Uretano |
|---|---|---|
| Grosor Nominal | Listado (por ejemplo, 0.015 in) pero varía en la realidad (por ejemplo, 0.0145–0.016 in) | Definido por la geometría de apertura en V mecanizada o moldeada |
| Comportamiento Bajo Carga | La compresión varía según el tonelaje por pie; el grosor pierde previsibilidad | Se comprime como un material en bloque con comportamiento de durómetro conocido |
| Características del Material | Membrana fina; puede arrugarse, extruirse o deformarse de manera desigual | El cuerpo de polímero actúa como la propia matriz; dureza especificada (por ejemplo, 90A vs. 95A Shore) |
| Previsibilidad | Capa comprimida variable; puede desviarse en medio de la ejecución | Geometría elástica definida; cambia la referencia pero permanece estable |
| Rigidez | Flexible e inconsistente | No rígido, pero caracterizable y consistente |
| Impacto en el Tonelaje | Mantiene las expectativas estándar de tonelaje para el fondo en acero | A menudo reduce la fuerza requerida; la curva de tonelaje cambia |
| Compatibilidad de configuración | Funciona dentro de la calibración CNC existente basada en acero | Requiere recalibración para el comportamiento elástico de las herramientas |
| Factores de riesgo | La variación de espesor afecta el control del ángulo | Posible subtonelaje si la prensa carece de suficiente margen |
| Enmarque de costos | Costo inicial más bajo | Costo inicial más alto |
| Comparación real | Capa comprimida variable | Geometría elástica definida |
El pulido 304 no se preocupa por tus excusas. Se preocupa por la presión de contacto y el deslizamiento.
Una matriz en V rodante cambia la física. En lugar de arrastrar la lámina sobre hombros fijos, los hombros rotan. El contacto se convierte en rodado en lugar de deslizamiento. La presión superficial se distribuye de manera diferente. El acabado sobrevive porque la fricción disminuye, no porque amortiguaste la matriz.
Eso significa que no hay capa comprimida para densificar. No hay pérdida gradual de espesor. La geometría que el controlador ve en la pieza uno es la misma que en la pieza quinientos.
Los insertos de nailon atacan el mismo problema desde otro ángulo. Se mecaniza un cuerpo de matriz de acero con un bolsillo y se bloquea una tira de nailon reemplazable—digamos 0.250 pulgadas de grosor, capturada mecánicamente para que no pueda desplazarse hacia adelante. Ahora el material protector tiene una sección transversal definida y está soportado en todos los lados. No se extruye hacia la V porque es la superficie de la V.
Cuando se desgasta, se reemplaza el inserto. No persigues el ángulo durante tres horas preguntándote por qué “Sin rayaduras” se convirtió en 88,7° en una indicación de 90°.
¿Estás protegiendo la superficie reduciendo la fricción y controlando el contacto, o metiendo algo blando entre dos herramientas duras y esperando que se comporte?
Aquí está la lente que quiero que mantengas: la protección debe diseñarse como una herramienta, no aplicarse como una cinta adhesiva.
Si eliges una matriz de poliuretano, la calificas. Realizas una prueba de doblado controlada a un tonelaje conocido por pie. Registras la profundidad de penetración para lograr 90,0°. Anotas el retorno elástico con ese mismo lote de material. Ese programa se convierte en “Uretano V 1.000-90A”, no en “1.000 V con película”.”
Si instalas una matriz en V rodante, validas el ángulo frente a la profundidad a lo largo de la cama y confirmas la respuesta de abombamiento, porque el contacto rodante puede desplazar ligeramente la distribución de la carga. Luego lo bloqueas como una entrada separada en la biblioteca de herramientas.
Si especificas insertos de nailon, defines un intervalo de inspección por desgaste —cada 300 golpes, cada turno, lo que tus datos respalden— y tratas el espesor del inserto como tratarías el radio de punzón rectificado.
¿La parte no obvia? No estás eliminando el ajuste. Lo estás trasladando al inicio del trabajo, donde está controlado, documentado y es repetible.
Pero el transportador digital marca 88°, no 90°, y ahora estás ajustando la profundidad del ariete como siempre. La diferencia es si estás compensando un sistema elástico conocido que calificaste, o persiguiendo un polímero que cambia bajo tus pies.
Así que mira tu próxima ejecución de acero inoxidable pulido y responde sin dudar: ¿estás diseñando la protección superficial como una herramienta definida en tu biblioteca, o todavía la estás tratando como una venda desechable sobre acero endurecido?


















