

Letzten Winter stand ich über einer Matrize mit 42 HRC, die aussah, als hätte eine Ratte daran gekaut. Zwei Wochen im Einsatz. Der Werkstattinhaber tippte immer wieder auf das Datenblatt: “Gehärteter Stahl. Im Bereich.”
Warum also frisst sich schon die Schulter fest?
Er dachte, der Stahl sei weich. Ich dachte, seine Geometrie lügt ihn an.
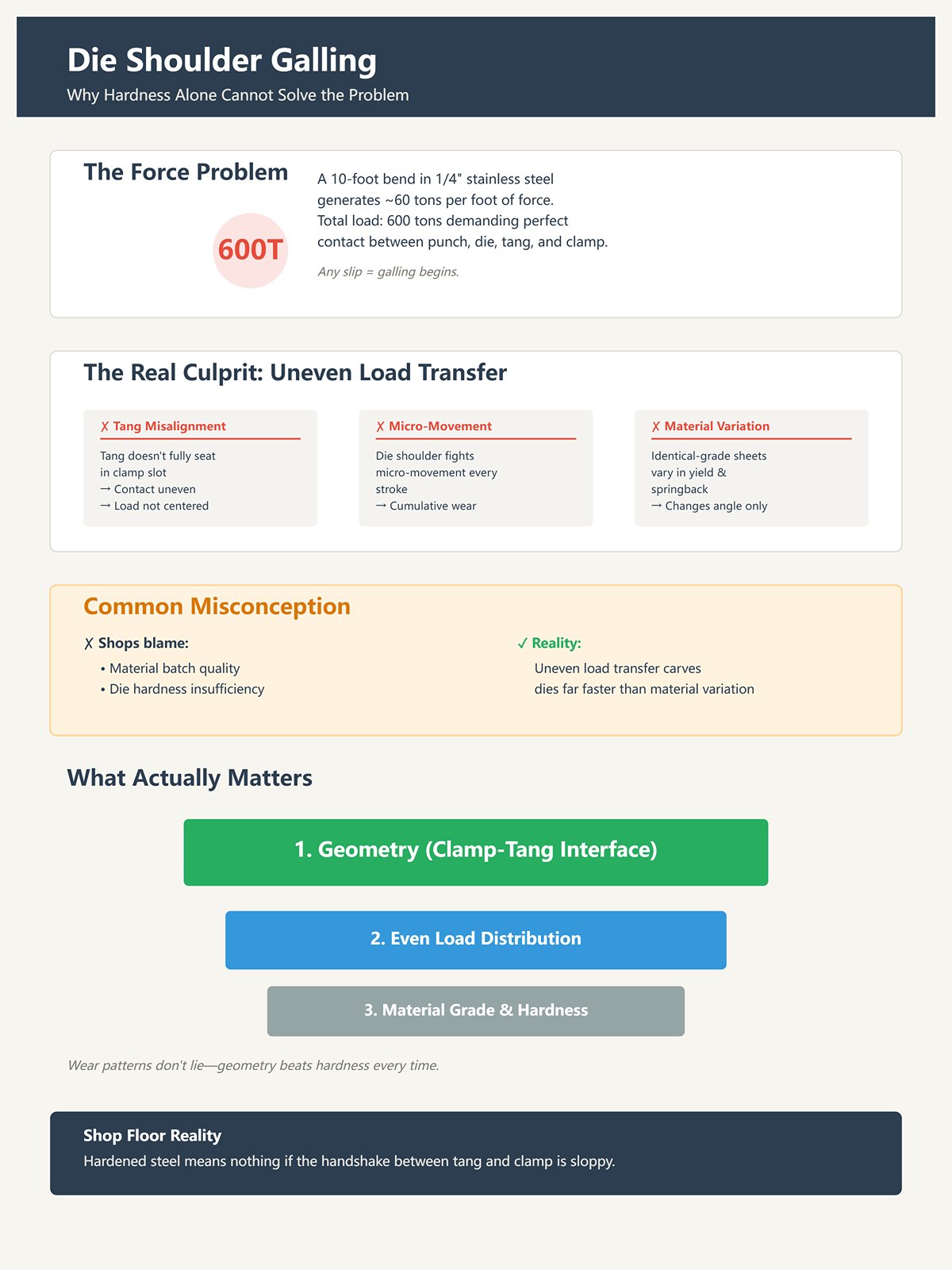
Stellen Sie sich einen 3 Meter langen Biegevorgang in 6 mm Edelstahl vor. Das entspricht ungefähr 60 Tonnen pro Fuß – also 600 Tonnen, die Stempel, Matrize, Schaft und Klemmung dazu bringen, sich ohne Rutschen die Hand zu geben.
Nun stellen Sie sich vor, diese Kraft läuft durch einen Schaft, der nicht vollständig im Klemmenschlitz der Maschine sitzt. Der Kontakt ist ungleichmäßig. Die Last ist nicht zentriert. Die Matrizenschulter widersteht also nicht nur der vertikalen Kraft, sondern sie kämpft bei jedem Hub gegen Mikrobewegungen.
Das Fressen beginnt an der Schulter, aber der Streit startete oben an der Klemmung.
Ich habe Werkstätten erlebt, die Materialchargen die Schuld gaben, obwohl Bleche gleicher Güte in Streckgrenze und Rückfederung variieren. Diese Variation verändert den Winkel, sicher. Aber sie zerfrisst keine Matrize so schnell. Ungleichmäßige Kraftübertragung schon.
Gehärteter Stahl bedeutet nichts, wenn der Handschlag zwischen Schaft und Klemmung schlampig ist.
Realität auf dem Werkstattboden: Verschleißmuster lügen nicht – Geometrie schlägt Härte jedes Mal.

Nehmen wir an, Ihr Schaft ist etwas zu schmal für die Klemmung. Nicht genug, um ihn abzulehnen. Gerade so viel, dass er sich bei jedem Aufbau ein wenig anders setzt.
Montagmorgen stoßen Sie den Hinteranschlag an, justieren den Winkel, treffen die Toleranz. Dienstag, derselbe Auftrag, anderer Bediener, zwei weitere Probebiegungen. Bis Freitag “stellt jeder neu ein”, von Grund auf.
Das ist Ausschussdenken – jede Korrektur als normal zu betrachten, statt zu fragen, warum das Werkzeug nie reproduzierbar ist.
Die Steuer ist nicht nur verschlissenes Werkzeug. Es sind die fünf zusätzlichen Probeschläge pro Rüstung. Die Mikrojustierungen. Das schleichende Misstrauen in die eigenen Zahlen.
Präzision stirbt an tausend kleinen Zugeständnissen.
Realität auf dem Werkstattboden: Wenn Ihre erste Biegung nicht vorhersehbar ist, ist Ihre Klemmung es auch nicht.
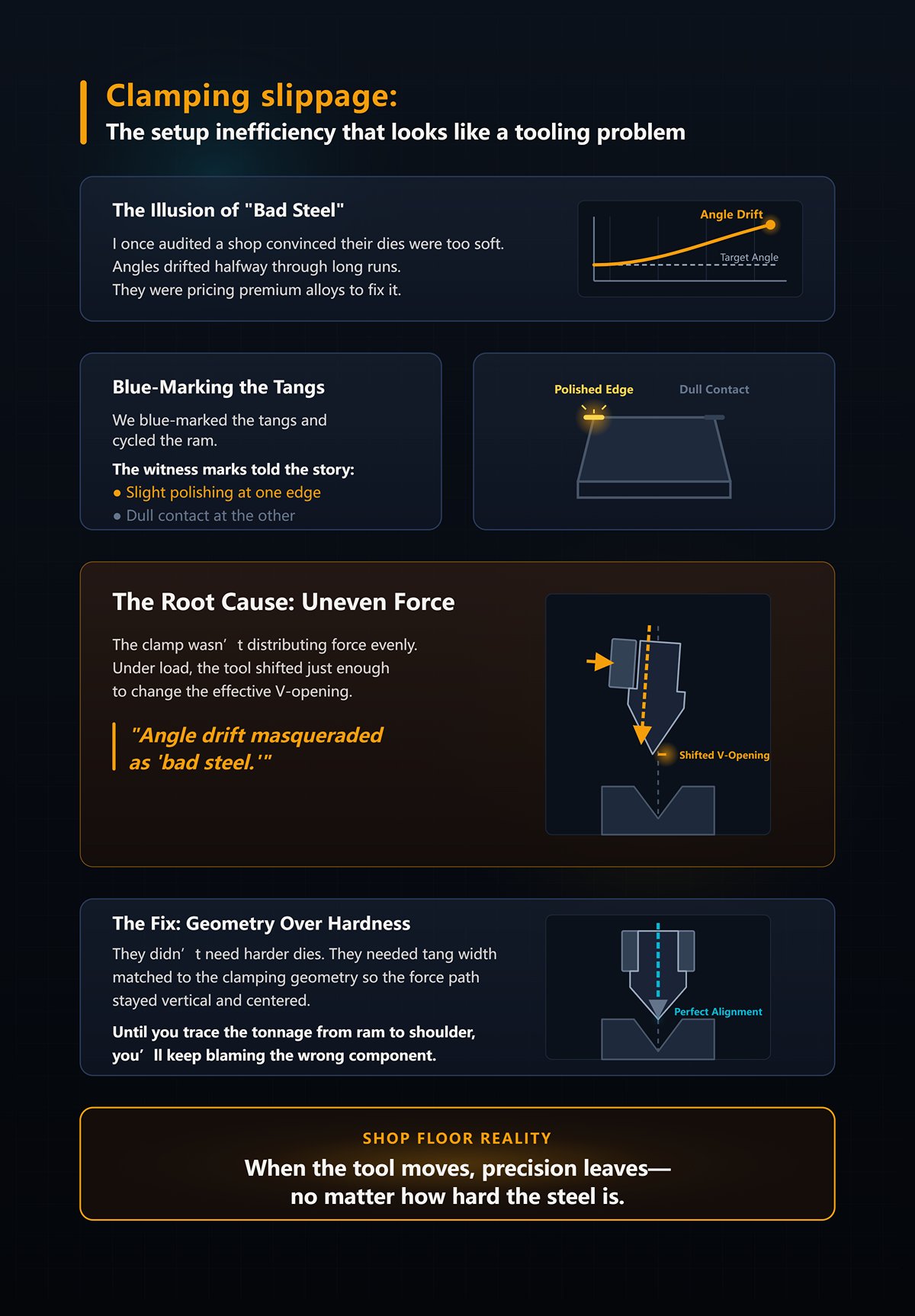
Ich habe einmal einen Laden auditiert, überzeugt davon, dass ihre Matrizen zu weich waren. Die Winkel drifteten auf halber Strecke bei langen Serien. Sie kalkulierten mit hochwertigen Legierungen, um das Problem zu beheben.
Wir haben die Führungsansätze blau markiert und den Stößel durchlaufen lassen.
Die Abdrücke erzählten die Geschichte – leichtes Polieren an einer Kante, stumpfer Kontakt an der anderen. Die Klemmung verteilte die Kraft nicht gleichmäßig. Unter Last verschob sich das Werkzeug gerade so weit, dass sich die effektive V-Öffnung änderte.
Winkeldrift tarnte sich als “schlechtes Stahlmaterial”.”
Sie brauchten keine härteren Matrizen. Sie brauchten eine Ansatzbreite, die zur Klemmgeometrie passt, damit der Kraftfluss vertikal und zentriert bleibt.
Solange man die Tonnage nicht vom Stößel bis zur Schulter verfolgt, wird man weiterhin das falsche Bauteil beschuldigen.
Realität auf dem Werkstattboden: Wenn sich das Werkzeug bewegt, verschwindet die Präzision – egal wie hart der Stahl ist.
Sie stellen jetzt die richtige Frage: Wenn Härte nicht die Lösung ist, welche geometrischen Standards halten die Kraft tatsächlich zentriert und wiederholbar?
Letzten Monat hatte ich einen Laden, der drei Werkzeugtypen in einer 12-Fuß-Abkantpresse einsetzte. Ein Stempel hatte einen 0,500-Zoll-Ansatz. Ein anderer war 13 mm. Das Premium-Set war 20 mm. Alle “passten” in die Klemmung. Keiner hatte die gleiche Griffgeometrie. Der Bediener schwor, die Maschine sei gut für ±0,5°. Auf dem Papier hatte er recht. Auf dem Boden bedeutete jeder Wechsel zwei oder drei zusätzliche Schläge, um den Winkel zu jagen.
Das ist kein Stahlproblem. Das ist ein dreipunktiger mechanischer Handschlag, der fehlschlägt – Maschinenklemmung, Werkzeugansatz und Materialzugfestigkeit. Wenn diese drei nicht gleichmäßig greifen, sinkt Ihre Präzisionsgrenze lange bevor die Maschinenspezifikation es tut.
Hier ist der Mechanismus.
Stellen Sie sich wieder 1/4-Zoll-Edelstahl vor. Sagen wir 60 Tonnen pro Fuß. Über 10 Fuß sind das 600 Tonnen, die den Ansatz perfekt sitzen lassen wollen, während die Matrizenshoulder dem Spreizen widersteht. Wenn Ihre Klemmentasche um einen 20 mm Ansatz gebaut ist und Sie einen 12,7 mm Ansatz mit einem Füllstück einsetzen, haben Sie die Kontaktbreite um über 7 mm reduziert. Der Kraftweg wird schmaler. Der Druck steigt. Mikro-Kippen wird möglich.
Es sieht nicht dramatisch aus. Es zeigt sich als Winkeldrift, Radius-Unbeständigkeit und Schulterverschleiß.
Ihre Maschine mag ±0,5° den ganzen Tag versprechen. Aber Ihre Geometrie entscheidet, ob Sie das jemals erreichen.
Realität auf dem Shop Floor: Ihre Präzisionsgrenze wird durch die Kontaktfläche festgelegt, nicht durch die Kataloghärte.
Ich gebe Ihnen eine konkrete Szene.
Ein Laden wechselt von einem 13 mm Ansatzsystem zu einem 20 mm Ansatzsystem an derselben Abkantpresse. Kein Klemm-Umbau. Nur Adapter. Der Unterschied beträgt 7 mm in der Griffbreite. Der Stempel sitzt, klemmt und läuft.
Erster Auftrag: 3 mm Baustahl, Luftbiegen, V-Öffnung 8x Blechdicke. Die Winkel sehen nach der Einrichtung gut aus. Mitten im Lauf beginnt der Innenradius, sich um einige Hundertstel zu verengen. Mit bloßem Auge nicht sichtbar. Messbar an den Teilen, die sich auf dem Wagen stapeln.
Warum?
Denn der schmalere Ansatz konzentriert die Klemmkraft näher am Zentrum. Unter Last erfährt der Stempelkörper etwas mehr elastische Rotation – wir sprechen von Mikrometern – aber diese Rotation verschiebt die effektive Biegekante relativ zur V-Öffnung. Wenn sich die Biegekante verschiebt, verschiebt sich die neutrale Achse. Ihr Innenradius folgt.
Fünf Millimeter sitzen nicht höflich da. Sie verändern, wie die Kraft in das Werkzeug eindringt.
Und wenn man mit 60 Tonnen pro Fuß arbeitet, bedeutet das, dass jeder Fuß diese Fehlstellung verstärkt. Über eine lange Werkzeuglänge summieren sich diese Mikrometer zu Winkel- und Radiusabweichungen, die man mit Nachjustierungen am Hinteranschlag verfolgt, anstatt sie an der Klemmung zu beheben.
Schrottkisten-Denken sagt: “Einfach die Tiefe anheben.” Professionelles Denken fragt: “Warum hat sich die Biegelinie überhaupt verschoben?”
Realität auf dem Werkstattboden: Wenn sich die Tang-Breite ändert, verschiebt sich Ihre Biegelinie – ob Sie es zugeben oder nicht.
Ich habe Layout-Farbe aus einem Grund dabei.
Wir beschichten den Tang, klemmen ihn, fahren ihn unter leichter Last, und ziehen ihn dann heraus. Die Abdrücke erzählen die Wahrheit. Bei nicht passenden Systemen sehe ich starke Politur an einer Kante, schwachen Kontakt an der anderen. Das bedeutet, dass der Klemmdruck nicht gleichmäßig über die Tang-Breite verteilt ist.
Druck ist gleich Kraft geteilt durch Fläche. Verringern Sie die wirksame Fläche mit einem nicht passenden Tang, und der lokale Druck steigt. Hoher lokaler Druck gräbt sich ein. Zonen mit niedrigem Druck erlauben Mikrorutschen. Stellen Sie sich nun vor, dass die Kraft durch einen Tang fließt, der sich nicht vollständig in der Klemmnut der Maschine setzt. Der Kraftweg ist nicht mehr vertikal. Er ist verzerrt.
Unter voller Biegelast – erneut 60 Tonnen pro Fuß – führt diese Verzerrung zu winzigen lateralen Verschiebungen. Laterale Verschiebungen verändern die effektive V-Öffnung am Kontaktpunkt. Wenn Sie die V-Öffnung ändern, ändern Sie den Biegewinkel bei gleicher Hubtiefe.
Niemand misst die Klemmdruckverteilung während der Einrichtung. Man misst den Winkel, nachdem er schon falsch ist.
Und hier bringen Maschinen-Spezifikationen Sie durcheinander. Ja, mit dynamischem Crowning und Laser-Rückmeldung können einige Pressen genauer als ±0,1° halten. Aber dieses Steuersystem korrigiert Symptome. Es kann keinen Tang versteifen, der innerhalb einer übergroßen Klemmaufnahme wackelt.
Sie können sich aus einem schlechten Händedruck nicht heraussservoen.
Realität auf dem Werkstattboden: Ungleichmäßiger Klemmdruck macht jeden Hub zu einem leicht anderen Werkzeug.
Jetzt stapeln Sie segmentierte Stempel über 8 Fuß.
Ein Segment ist 0,02 mm höher als sein Nachbar. Das liegt innerhalb der Toleranz vieler Hersteller. Allein ist das nichts. Aber zusammen mit ungleichmäßigem Klemmen durch einen Tang-Mismatch wird das höhere Segment zum Hauptlastträger.
Unter Last sieht dieses Segment mehr als seinen Anteil der 60 Tonnen pro Fuß. Es biegt sich stärker. Das benachbarte Segment biegt sich weniger. Ihr Biegewinkel variiert über die Länge – auf der einen Seite eng, auf der anderen offen.
Bediener nennen es Crowning-Fehler. Oder Materialvariation. Aber davon verschleißt ein Gesenk nicht so schnell.
Der Mechanismus ist einfach: Ungleichmäßiges Klemmen verstärkt kleine Höhenunterschiede. Diese Unterschiede leiten die Last um. Umgeleitete Last verändert das lokale Eindringen in das V-Gesenk. Lokales Eindringen verändert Winkel und Innenradius.
Laufen Sie 500 Teile so, und das hohe Segment zeigt vorzeitigen Verschleiß. Dann schieben Sie die Schuld wieder auf die Stahlhärte.
Sie sehen, wie sich das multipliziert? Die Breite des Befestigungsstegs beeinflusst die Druckverteilung. Die Druckverteilung verstärkt die Höhenabweichung. Höhenabweichung verändert die Lastverteilung. Die Lastverteilung verändert die Biegegeometrie.
Das ist Ihre Präzisionsgrenze.
Die nächste Frage ist naheliegend: Wenn unterschiedliche Werkzeug-Systeme 12,7 mm-, 13 mm- oder 20 mm-Stege verwenden, wie steuert jedes Design diesen „Handshake“ unterschiedlich – und welches schützt tatsächlich Ihren Kraftfluss, anstatt darauf zu wetten?
Realität auf dem Werkstattboden: Bei Produktionsvolumen bedeutet 0,02 mm plus schlechte Klemmung eine Palette Schrott.
Stellen Sie sich drei Stempel auf der Werkbank vor: einen 12,7 mm amerikanischen Sicherheitssteg, einen 13 mm europäischen Promecam-Steg und einen 20 mm Wila-Steg. Gleiche Abkantpresse. Gleicher 3 mm Baustahl. Gleiche 8× Materialstärke V-Öffnung. Das Einzige, was sich ändert, ist, wie der Steg die Klemmaufnahme ausfüllt.
Jetzt belasten Sie ihn mit 60 Tonnen pro Fuß.
Auf dem Papier sieht der Unterschied 12,7 zu 13 mm trivial aus. Im Stahl unter Last entscheidet diese 0,3 mm, ob der Steg über die gesamte Fläche Kontakt hat oder zuerst nur eine Kante berührt. Der 20 mm Steg verbreitert nicht nur den Griff, er verändert auch, wo die Klemmbolzen die Kraft in den Stempel einleiten. Breiterer Steg bedeutet einen längeren Hebelarm gegen Rotation. Schmalerer Steg bedeutet höheren lokalen Druck und eine stärkere Tendenz zu wippen, wenn der Kraftfluss nicht perfekt zentriert ist.
Das ist keine Markenloyalität. Das ist Geometrie.
Jedes System ist ein mechanischer Vertrag: Geometrie der Maschinenklemme, Breite und Profil des Stegs sowie die Zugfestigkeit des gebogenen Materials. Bricht man diesen Vertrag, wandert die Biegelinie. Hält man ihn ein, bleibt der Kraftfluss senkrecht.
Die Frage ist nicht, welches System “am besten” ist. Sondern welches zu den Beschränkungen Ihrer Maschine passt, ohne ein verstecktes Gelenk an der Klemme einzuführen.
Ich betrat eine Werkstatt, die 1/4-Zoll-Platten auf einer älteren mechanischen Abkantpresse bearbeitete. Amerikanischer Werkzeugstil. 12,7 mm Sicherheitssteg. Manuelle Stellschrauben. Dem Bediener gefiel es, weil der Stempel nicht herausfällt, wenn sich die Klemme löst.
Fair genug.
Aber unter 60 Tonnen pro Fuß bei einer schweren Luftbiegung haben wir den Steg angelassen und ihn zyklisch belastet. Abdrücke zeigten starken Glanz entlang der Vorderkante, schwachen Kontakt hinten. Die Sicherheitslippe hielt den Stempel vom Fallen ab, aber der tatsächliche Klemmkontakt war schmaler, als die Stegbreite vermuten ließ. Das erzeugt einen Druckspike nahe der Vorderfläche.
Druck entspricht Kraft geteilt durch Fläche. Gleiche Tonnage, kleineres effektives Kontaktband, höherer lokaler Druck. Höherer Druck erhöht den Biss an einer Kante und lädt zur Mikrorotation in Richtung Matrize ein. Diese Rotation verschiebt die Biegelinie ein kleines Stück nach vorne. Bei dünnem Material kompensieren Sie es mit Tiefe. Bei dickem, hochfestem Material zeigt es sich als Winkelinkonsistenz über die Länge.
Der Sicherheitssteg tut, wofür er konstruiert wurde: den Bediener schützen und mit einfacheren Klemmen arbeiten. Er wurde nie dafür konzipiert, sich unter hoher dynamischer Belastung selbst zu zentrieren. Wenn Sie verlangen, dass er sich wie ein präzisionsgeschliffenes, selbstsitzendes System verhält, praktizieren Sie Schrottbehälker-Denken.
Realität auf dem Werkstattboden: Amerikanische Werkzeuge sind im richtigen Klemmhalter stabil, aber sie werden keinen Kraftfluss korrigieren, den Ihre Maschine von Anfang an nicht kontrolliert hat.
Andere Werkstatt. CNC-Hydraulikpresse mit seitlich ladenden Klemmen, gebaut für 13 mm Promecam-Stege. Keine Sicherheitslippe. Der Steg füllt den Schlitz vollständiger aus als der 12,7 mm amerikanische, und die Klemmfläche greift typischerweise mehr von der vertikalen Oberfläche.
Unter denselben 60 Tonnen pro Fuß erzählt das Anlaufen eine andere Geschichte: breiterer, gleichmäßigerer Kontakt. Weniger Kantenlast. Der Schaft sitzt tiefer und rechtwinkliger, weil die Spanngeometrie um dieses 13-mm-Profil herum konstruiert wurde. Das reduziert die Rotationsfreiheit, noch bevor die volle Last erreicht wird.
Aber es richtet sich nicht selbst aus. Du musst die Segmente weiterhin ausrichten. Du musst weiterhin in der richtigen Reihenfolge anziehen. Die Einrichtung dauert länger als bei einem echten Schnellwechselsystem. Das ist der Kompromiss: mäßige Rüstzeit für hohe Wiederholgenauigkeit zu vernünftigen Werkzeugkosten.
Hier geraten viele durcheinander. Sie nehmen an, dass Präzision auf Wila-Niveau auch Wila-Hardware erfordert. Nicht immer. Wenn dein Produktionsvolumen niedrig bis mittel ist und du die Werkzeuge nicht zehnmal pro Schicht wechselst, kann ein richtig abgestimmtes Promecam-System “hohe” Präzision liefern, ohne die hohen Investitionskosten. Das Zusammenspiel bleibt erhalten, weil Maschine und Schaft zusammen entwickelt wurden.
Wo Werkstätten Fehler machen, ist, wenn sie einen 13-mm-Schaft in eine Spannvorrichtung zwingen, die durch jahrelangen Einsatz amerikanischer Werkzeuge ausgelaufen ist. Jetzt schwebt der Schaft in einer abgenutzten Tasche, und die ganze theoretische Präzision verpufft.
Werkstatt-Realität: Europäische Präzision existiert nur, wenn auch die Spannvorrichtung europäisch geboren wurde.
Sieh dir nun einen 20-mm-Wila-Schaft in einer hydraulischen, selbstzentrierenden Spannvorrichtung an. Einlegen, Knopf drücken, und das System zieht den Schaft nach oben und hinten in eine feste Referenz. Keine Stellschrauben. Keine Seitenkräfte. Die Geometrie erzwingt die Ausrichtung, bevor die Tonnage aufgebaut wird.
Unter 60 Tonnen pro Fuß verteilt der breitere Schaft die Spannkraft über eine größere Fläche und erhöht allein durch die Geometrie den Widerstand gegen Drehung. Mehr Kontaktbreite bedeutet für dieselbe Last geringeren lokalen Druck. Geringerer Druck bedeutet weniger Bissschwankung, weniger Mikroschlupf und eine gleichmäßigere Biegelinienposition über die gesamte Länge.
Aber hier kommt der Teil, den Verkäufer gern überspringen.
Wenn du kurze Chargen fährst, zwei Rüstungen am Tag, Baustahl unter 3 mm, wirst du die Zeitersparnis nicht schnell wieder hereinholen. Der Präzisionsgewinn gegenüber einem gut gewarteten Promecam-System ist messbar, aber nicht gewinnbringend. Der ROI kippt, wenn du häufige Werkzeugwechsel, segmentierte Werkzeuge über lange Betten oder hochfeste Materialien fährst, bei denen Spannstabilität sowohl Winkel als auch Werkzeuglebensdauer schützt.
Ich habe Werkstätten gesehen, die 20‑mm‑Werkzeuge mit Hybridadaptern auf 13‑mm‑Spannungen montieren, um “das Beste aus beiden Welten” zu bekommen. Was sie tatsächlich bekommen, ist eine gestapelte Toleranzkette und einen neuen Drehpunkt zwischen Adapter und Stößel. Stell dir nun vor, wie die Kraft durch einen Schaft läuft, der nicht vollständig im Spaltsitz der Maschine sitzt. Damit hast du genau jene Rotation wieder eingeführt, die das 20‑mm‑System eigentlich beseitigen sollte.
Das ist kein Upgrade. Das ist Geometrie-Leugnung.
Wila ist keine Magie. Es ist ein vollständiger mechanischer Handschlag. Brich einen Finger dieses Handschlags mit Adaptern oder abgenutzten Spannungen, und du jagst wieder Mikrometer mit der Stößeltiefe.
Werkstatt-Realität: Das 20‑mm‑System rechnet sich, wenn dein Volumen und deine Zugbelastungen wiederholbare Selbstzentrierung erfordern – andernfalls kaufst du Geschwindigkeit, die du nicht nutzt.
Und das führt zur unbequemen Frage: Wenn jedes System nur als kohärentes Ganzes funktioniert, was passiert, wenn du sie auf derselben Werkstattfläche mischst?
| System | Wichtige Punkte |
|---|---|
| Amerikanisches Werkzeug (12,7 mm Sicherheits-Schaft) | Entwickelt, um zu verhindern, dass der Stempel fällt, wenn die Spannvorrichtung sich lockert; funktioniert mit einfacheren Spannungen; unter hoher Last (60 Tonnen/Fuß) ist die Kontaktfläche schmaler, als es die Schaftbreite vermuten lässt; erzeugt Druckspitzen nahe der Vorderkante; erhöhter lokaler Druck führt zu Mikro‑Rotation und Verschiebung der Biegelinie; geeignet für Sicherheit und grundlegende Stabilität, aber nicht für präzise Selbstzentrierung unter dynamischer Last; nur stabil, wenn die Spannvorrichtung den Kraftfluss richtig kontrolliert. |
| Europäisches Promecam (13 mm Schaft) | Der Schaft füllt den Schlitz vollständiger aus als der 12,7‑mm‑amerikanische Stil; breiterer und gleichmäßigerer Spannkontakt unter Last; verringerte Kantenlast und Rotationsfreiheit; erfordert manuelle Ausrichtung und sequentielles Anziehen; mittlere Rüstzeit mit hoher Wiederholgenauigkeit; kosteneffiziente Präzision für kleine bis mittlere Produktion; Präzision hängt von einer korrekt abgestimmten europäischen Spannvorrichtung ab – abgenutzte oder unpassende Spannungen heben die Vorteile auf. |
| Wila 20 mm Schaftsystem | Hydraulische selbstzentrierende Spannvorrichtung zieht den Nase automatisch in eine feste Referenz; breitere Nase verteilt die Kraft über eine größere Kontaktfläche; reduzierte lokale Druckbelastung, Mikroschlupf und Varianz der Biegelinie; ideal für häufige Umrüstungen, segmentiertes Werkzeug, lange Betten und hochfeste Materialien; ROI hängt von Produktionsvolumen und Rüstfrequenz ab; Adapter oder hybride Setups führen zu Toleranzstapelung und Verdrehung, wodurch die Systemvorteile aufgehoben werden; nur als vollständiges, integriertes System wirksam. |
Sie wollen wissen, was tatsächlich passiert, wenn amerikanische, europäische und 20-mm-Systeme denselben Werkstattboden teilen?
Winkelabweichungen, die erst bei den letzten drei Teilen eines langen Laufs auftreten. Werkzeugspuren, die gestern noch nicht da waren. Bediener, die die Tiefe alle zehn Zyklen leicht anpassen, weil “das Material sich wohl verändert”. Rüstzeiten, die leise wachsen, während alle die Zeichnung verantwortlich machen.
Keines davon beginnt im Stahl.
Es beginnt beim Handschlag.
Wenn Sie einen Adapter zwischen Stößel und Stempel stapeln, ändern Sie nicht nur die Nasenbreite. Sie fügen eine neue Oberfläche, ein neues Toleranzfeld und einen neuen Lastpfad ein. Die Maschine spannt den Adapter, der Adapter hält das Werkzeug, und das Material drückt durch beide zurück. Das ist nicht mehr ein mechanischer Drei-Punkt-Handschlag. Es sind vier Finger, und einer davon ist taub.
Bei 60 Tonnen pro Fuß bei einem langen Luftbiegen erfährt diese zusätzliche Schnittstelle dieselbe Kraft wie die Nase. Gleiche Kraft. Kleinere, unvollkommene Kontaktfläche. Druckspitzen an Stellen, an denen die Oberflächen nicht perfekt eben sind, und der Adapter wird zu einem Scharnier, das Sie nie entworfen haben.
Das ist Schrottkisten-Denken, verkleidet als Flexibilität.
Die Illusion ist einfach: “Wenn die Nase nicht passt, adaptieren wir sie einfach.” Die Realität ist subtiler. Jede hinzugefügte Schicht bewegt Ihre Referenzfläche weiter vom Stößel weg. Sie haben den Hebelarm vergrößert, wenn auch leicht, was die Rotationskräfte unter Last verstärkt. Mikrometer an der Spannvorrichtung werden zu Hundertstel an der Biegelinie.
Am ersten Tag sehen Sie es nicht.
Nach zwei Wochen im Einsatz beginnen Sie, es mit Tiefenkorrekturen zu verfolgen.
Werkstatt-Realität: Adapter verbinden Systeme nicht — sie verwässern die Geometrie, die jedes von ihnen präzise machte.
Sie können Teile herstellen.
Das ist nicht dasselbe wie Toleranz halten.
Eine 13-mm-Europäische Nase in einer Spannvorrichtung, die um ein 12,7-mm-amerikanisches Sicherheitsprofil herum konstruiert wurde, versagt nicht dramatisch. Sie versagt leise. Die Spannfläche greift nicht so in die Nut ein, wie sie entworfen wurde, sodass die Nase nur teilweise Kontakt hat. Unter leichter Belastung verhält sie sich normal. Unter 60 Tonnen pro Fuß verschiebt sich das Kontaktband nach vorne und die Nase versucht, sich in die Matrize zu drehen.
Stellen Sie sich nun vor, diese Kraft läuft durch eine Nase, die nicht vollständig in den Spannschlitz der Maschine sitzt.
Sie haben einen Drehpunkt geschaffen.
Manche Werkstätten kommen damit durch. Sie fügen spezielle Unterlagen hinzu, schleifen Versätze, passen Stempelhöhen an und behaupten den ganzen Tag ±0,005 Zoll. Ich habe diese Werkstätten überprüft. Diejenigen, die erfolgreich sind, verlassen sich nicht auf den Adapter für Präzision. Sie kompensieren überall sonst — kontrollierte Presskraft, konsistente Materialchargen, disziplinierte Rüstsequenzen. Sie haben einen Prozesskäfig um einen geometrischen Kompromiss gebaut.
Das ist Managementdisziplin, keine Adaptermagie.
Das Problem ist die Wiederholbarkeit über Schichten, Bediener und Materialien hinweg. Das europäische System wurde für seitlichen Klemmendruck in einer Nut entwickelt. Die amerikanische Klemme wurde für einen Sicherheitshaken konstruiert, der vertikal mit Stellschraubenkompression hält. Wenn man sie mischt, ist der Kraftweg weder vollständig vertikal noch vollständig lateral. Er verläuft diagonal und ist entlang des Betts inkonsistent, besonders bei abgenutzten Klemmen.
Und abgenutzte Klemmen sind die Regel, nicht die Ausnahme.
Also ja, Sie können europäische Matrizen auf einer amerikanischen Abkantpresse verwenden. Sie werden nur keine echte europäische Geometrie mehr fahren. Sie betreiben einen Hybrid, der ständige Betreuung erfordert.
Werkstatt-Realität: Wenn die Präzision davon abhängt, dass der Bediener “den Trick” kennt, ist das System selbst nicht präzise.
Lassen Sie uns das verlangsamen.
Ein Adapter fügt mindestens zwei neue Schnittstellen hinzu: Stempel-zu-Adapter und Adapter-zu-Werkzeug. Jede Schnittstelle hat Toleranzen in Ebenheit, Parallelität und Klemmnachgiebigkeit. Addiert man diese zusammen, hat man einen Toleranzstapel geschaffen, der über der Biegelinie liegt, sich aber im Winkel bemerkbar macht.
Er verschwindet nicht. Er verlagert sich.
Stellen Sie sich ein 20-mm-selbstzentrierendes Werkzeug vor, das in einen Adapter mit 13-mm-Bauart montiert und dann in einem nicht-selbstzentrierenden System geklemmt wird. Das ursprüngliche 20-mm-Konzept verteilt die Last über einen breiteren Haken und zieht nach oben und hinten in eine feste Referenz. Der Adapter unterbricht diese Rückzugbewegung. Die Klemme greift nun den Adapterkörper, nicht die präzisionsgeschliffene Hakenfläche.
Sie haben die Referenzfläche gerade eine Schicht weiter vom Stempel entfernt.
Unter Last tritt Mikroverformung an der schwächsten Nachgiebigkeit auf. Das ist meist der dünnste Abschnitt des Adapters oder die am wenigsten gestützte Fläche. Der Haken mag auf HRC 60 gehärtet sein, das Blech auf HRC 15, aber Härte verhindert keine Rotation, wenn der Kraftweg schief ist. Tatsächlich konzentriert härteres Werkzeug den Druck auf unvollkommene Kontaktflächen, was das Rattern an diesen Adapterflächen beschleunigt.
Die verlorene Präzision geht in elastische Verformung an jeder Schnittstelle.
Sie zeigt sich als Winkelabweichung über die Länge, weil die Verformung nicht gleichmäßig ist. Sie zeigt sich als erhöhter Werkzeugverschleiß, weil der Druck nicht gleichmäßig verteilt ist. Sie zeigt sich als Einrichtungskrampf, weil Bediener mit Tiefe kompensieren, statt die Geometrie zu korrigieren.
Und sobald Sie anfangen, Adapter zu stapeln, um “ein Set für alle Maschinen passend” zu machen, standardisieren Sie nicht. Sie vervielfachen die Toleranzketten.
Hier beginnt die Illusion schließlich zu zerbrechen.
Präzision ist keine Eigenschaft des Werkzeugs allein. Sie ist eine Eigenschaft des gesamten Kraftwegs vom Stempel zum Material und zurück. Wird dieser Weg durch gestapelte Kompromisse unterbrochen, kann kein Markenzeichen Sie retten.
Werkstatt-Realität: Jeder Adapter, den Sie hinzufügen, ist ein weiterer Punkt, an dem die Kraft etwas verbiegt, das Sie nie beabsichtigt haben zu verbiegen.
Sie wollen ein stabiles, präzisionsorientiertes System?
Beginnen wir mit einer einfachen Szene. Viertel Zoll Baustahl, 10-Fuß-Biegung, V-Matrizenöffnung von 2 Zoll. Mit der Standard-Schätzung für Luftbiegen liegen Sie bei rund 60 Tonnen pro Fuß. Die Maschine summt. Winkel wiederholen sich. Werkzeuge halten lange.
Jetzt tauschen Sie dieses Blech gegen hochfestes Material mit gleicher Dicke aus und behalten die gleiche Matrizenöffnung, weil “Stahl ist Stahl”. Ihr Tonnagebedarf steigt nicht höflich — er springt. Die Streckgrenze steigt, der Rückfederungswinkel dehnt sich auf 8–10 Grad, und die Abkantpresse reagiert, indem sie härter drückt. Gleiche Geometrie. Unterschiedlicher Widerstand. Der Kraftpfad, den wir gerade mit passendem Übergang zu den Spannbacken bereinigt haben, trägt nun Kräfte, für die er nie ausgelegt war.
Hier liegt die Ursache der Diskrepanz.
Wir haben Adapter für die Verfälschung der Geometrie verantwortlich gemacht — zu Recht. Aber selbst ein perfekter, ununterbrochener Kraftpfad verliert Präzision, wenn die Matrizenform und der Stempelradius für Baustahl gewählt und dann auf hochfestes Material angewendet wurden. Die Maschine liefert jede erforderliche Kraft innerhalb ihrer Grenzen. Das Werkzeug nimmt die Folgen auf.
Wenn Ihre Matrizenöffnung schrumpft, um die Rückfederung bei hochfestem Material zu “kontrollieren”, steigt die Tonnage schnell. Nicht linear. Schnell. Werkstätten sehen engeres V gleich bessere Kontrolle. Was sie bekommen, ist exponentieller Kraftbedarf, Rahmenverformung und lokaler Werkzeugstress, den keine Stempelbreiten stabilisieren können.
Die Abkantpresse gewinnt immer.
Das Werkzeug verliert immer.
Werkstatt-Realität: Wenn Ihre Matrizen-Tabelle auf Baustahl basiert, wird hochfestes Material sie in einer Woche entlarven.
Ich betrat eine Werkstatt, die gehärtete 28–32 HRC Matrizen seit Jahren für Baustahl im Strukturbereich verwendete. Saubere Biegungen. Minimale Markierungen. Dieselben Matrizen blieben im Regal, als sie einen Auftrag für hochfesten niedriglegierten Stahl annahmen.
Nach zwei Wochen im Einsatz waren die Schultern des V eingedrückt — winzige Dellen, wo das Material bei höherem Kontaktdruck in die Matrizenflanke biss. Keine dramatischen Risse. Nur Spuren, die wuchsen. Die Winkel begannen entlang des Betts zu driften.
Sie gaben “weiches Werkzeug” die Schuld.”
Aber so schnell wird eine Matrize nicht beschädigt, es sei denn, etwas anderes hat sich geändert.
Hier ist der Mechanismus. Hochfestes Material widersteht dem Fließen, sodass das Blech sich nicht wie Baustahl in das V einfügt. Der Kontaktdruck konzentriert sich in schmaleren Bändern an den Matrizen-Schultern. Wenn Ihre Matrizenhärte und Kantenschliff für niedrigere Streckgrenze gewählt wurden, sehen diese Schultern nun höhere lokal begrenzte Spannungszyklen. Multiplizieren Sie das mit der Länge.
Bei einer langen Luftbiegung mit 60 Tonnen pro Fuß verteilt sich diese Kraft entlang der V-Schultern. Erhöhen Sie die Materialstreckgrenze und behalten die gleiche Öffnung bei, und Sie erhöhen den Kontaktstress an diesen Berührungslinien. Härte ist kein Ego-Thema; sie dient dazu, plastische Verformung an diesen Kontaktzonen zu verhindern.
Und hier ist die Falle: Selbst innerhalb “derselben” Güte schwankt die Streckgrenze von Charge zu Charge. Ich habe Coils gesehen, die identisch gekennzeichnet waren und dennoch in verschiedenen Schichten unterschiedlich zurückfederten. Wenn Ihr Härtepuffer gering ist, zeigen sich diese Schwankungen als Werkzeugverschleiß und Winkelabweichung, die Sie nicht erklären können.
Materialvariabilität entschuldigt keine schlechte Geometrie — sie bestraft sie.
Werkstatt-Realität: Wenn Ihre Matrizenshoulders Dellen bekommen, wurde Ihre Härtespezifikation für das Material von gestern geschrieben.
Stellen Sie sich ein 1/8-Zoll-Blech aus hochfestem Material vor und einen scharfen Stempelspitzenradius, der gewählt wurde, um ein präzises 90° zu “fixieren”. Bei Baustahl funktioniert das, weil das Material sich vorhersehbar um die Spitze legt und nachgibt.
Hochzugfestes Material wickelt sich nicht. Es widersteht, speichert Energie und federt dann stärker zurück.
Also stellt der Bediener mehr Tiefe ein, um das auszugleichen. Der Stößel drückt tiefer ins V, erhöht die Tonnage und presst das Blech fester gegen die Schultern der Matrize. Sie haben gerade sowohl den Kontaktdruck als auch die benötigte Kraft erhöht, weil der Stempelradius zu klein für den natürlichen Biegeradius des Materials ist.
Stellen Sie sich nun vor, diese Kraft läuft durch eine Nase, die nicht vollständig in den Spannschlitz der Maschine sitzt.
Selbst mit perfekter Klemmung bedeutet die Diskrepanz zwischen Stempelradius und Materialstreckgrenze, dass Sie die inneren Fasern über ihre angenehme Dehnung hinaus zwingen. Mikrorisse an der Innenseite der Biegung. Oberflächenaufreißen bei beschichtetem Material. Beschleunigter Verschleiß der Stempelspitze, weil die Kontaktfläche schmaler und heißer ist.
Die Ironie? Ein etwas größerer Stempelradius reduziert oft die benötigte Tonnage und stabilisiert das Rückfedern, weil er es dem Material ermöglicht, sich näher an seinem natürlichen Radius zu formen, anstatt dagegen anzukämpfen.
Aber Schrottkistendenken sagt: schärfer ist präziser.
Präzision ist nicht Schärfe. Es ist kontrollierte Dehnung.
Fakten aus der Werkhalle: Wenn Sie das Rückfedern mit Stößeltiefe statt mit Radiusauswahl bekämpfen, biegen Sie das Werkzeug mehr als das Teil.
Ich habe Werkstätten gesehen, die schwören, sie würden alles luftbiegen – bis hochzugfestes Material kommt. Plötzlich setzen sie “nur bei diesem Auftrag” auf Setzbiegung, um das Rückfedern zu besiegen.
Lassen Sie uns ein klares Beispiel durchgehen. Nehmen Sie dieselbe 1/4-Zoll-Platte, 2-Zoll-V, luftgebogen mit etwa 60 Tonnen pro Fuß. Wechseln Sie zur Setzbiegung mit engem V, um den Winkel zu kontrollieren. Die Tonnage steigt nicht nur leicht an. Sie kann sich je nach Öffnung und Materialfestigkeit verdoppeln oder verdreifachen, weil Sie das Blech nun zwingen, vollständig dem Matrizenwinkel zu folgen.
Und diese Kraft geht nicht nur ins Material. Sie geht in den Rahmen, das Bett, die Stößelführungen. Die Rahmensteifigkeit wird zur versteckten Variablen. Eine Maschine, die beim Luftbiegen ±0,5 Grad hielt, kann bei hochzugfester Setzbiegung abweichen, einfach weil der Rahmen unter Spitzenlast nachgibt.
Sie geben wieder dem Werkzeug die Schuld.
Aber die Formmethode wurde durch Matrizengeometrie bestimmt, die das Materialverhalten nicht respektierte. Anstatt eine Matrizenöffnung und einen Stempelradius zu wählen, die kontrolliertes Luftbiegen von hochzugfestem Material ermöglichen, griff die Werkstatt zur Setzbiegung, um das Rückfedern zu kaschieren. Diese Entscheidung vervielfachte die Kraft, verstärkte die Rahmenauslenkung und vergrößerte jede mikroskopische Elastizität im Kraftfluss, den wir gerade so mühsam bereinigt hatten.
Luftbiegen, Setzbiegung, Prägebiegung – das sind keine Stilfragen. Es sind Kraftstrategien.
Und wenn der Werkzeugstil Sie versehentlich zu einer höheren Kraftstrategie zwingt, als Ihre Maschine ausgelegt ist, wird Präzision zu einer Verhandlung mit der Physik, die Sie nicht gewinnen können.
Fakten aus der Werkhalle: Wenn sich Ihre Formmethode ändert, weil das Material stärker wurde, war Ihr Werkzeugsystem nicht als System konzipiert.
Jetzt stellen Sie die richtige Frage: Wie wählen Sie Matrizenöffnung, Stempelradius, Härte und Formmethode für hochzugfestes Material, ohne Präzision zu verlieren oder die Maschine zu überlasten?
Hören Sie auf, Teile isoliert auszuwählen. Beginnen Sie mit der Kartierung des Drei-Punkte-Handshakes – Maschinenklemmung, Werkzeugfalz, Materialzugfestigkeit – und lassen Sie diese Karte Ihnen zeigen, wo der echte Engpass liegt.
Präzision ist keine Eigenschaft von Stahl. Es ist eine Eigenschaft von Kompatibilität.
Shop Floor Reality: Wenn Sie Ihr Werkzeug immer noch nach Marke statt nach Lastpfad auswählen, raten Sie.
Beginnen Sie mit der Maschine, nicht mit dem Material. Wie hoch ist die Nennpresskraft pro Fuß? Welche Spannart? Welche Tang-Breite wurde für diese Spannvorrichtung entwickelt, um ohne Punktbelastung dagegen zu drücken?
Wenn Ihre Presse für 60 Tonnen pro Fuß beim Luftbiegen ausgelegt ist, geht diese Zahl von voller Auflage des Tang und gleichmäßiger Druckverteilung über die Spannfläche aus. Stellen Sie sich nun einen Tang vor, der 0,020 Zoll schmaler ist als der Schlitz, oder einen Adapterstapel, der eine weitere Schnittstelle hinzufügt. Diese 60 Tonnen pro Fuß verlaufen nicht mehr als flacher Handschlag. Sie konzentrieren sich.
Sie haben die Abfärbemarken gesehen. Schwer an den Enden. Leicht in der Mitte.
Cross-Style-Mischung kann funktionieren. Ein 0,500-Zoll-Präzisionstang, der in einer kompatiblen Spannvorrichtung mit vollem Kontakt und richtiger Auflage läuft, kann sich perfekt verhalten, selbst wenn das Untergesenk einem anderen Standard folgt. Die Erfolgsgeschichten sind keine Zufälle — sie funktionieren, weil der Lastpfad kontinuierlich bleibt und die Auflageflächen in Breite und Härte übereinstimmen.
Aber wenn Werkstätten annehmen “es passt” bedeutet “es ist kompatibel”, ist das Schrotttonnen-Denken.
Als Nächstes das Material zuordnen. Hochzugfestigkeit mit 3°–5° Rückfederung bei Weichstahl kann darüber hinausspringen, und CNC-Kompensation funktioniert nur, wenn der Stempelwinkel und -radius so gewählt werden, dass er sich vorhersehbar unterbiegt. Ein größerer Stempelradius, der den natürlichen Innenradius des Materials berücksichtigt, reduziert oft die erforderliche Tiefe und stabilisiert die Rückfederung, wodurch Sie im Luftbiegen bleiben statt ins Setzen abzurutschen.
Die Gesenköffnung wird damit zur Kraftsteuerung. Öffnen Sie sie zu eng und die Presskraft steigt. Öffnen Sie sie passend und Sie kontrollieren die Belastung, ohne die Durchbiegungslimits der Maschine zu überschreiten.
Härte? Wählen Sie sie basierend auf Kontaktbelastung, nicht auf Ego. Wenn der lokale Schulterdruck mit höherer Streckgrenze steigt, braucht Ihr Gesenk genügend Härte, um unter genau dieser Last gegen Eindrückungen standzuhalten — nicht gegen den Weichstahl vom letzten Jahr.
Dies ist keine Werkzeugliste. Es ist eine Kompatibilitätsmatrix: Maschinen-Spanngeometrie → Tang-Breite und Auflagefläche → Gesenköffnung und Stempelradius → Material-Zugfestigkeit und Rückfederung → Biegeverfahren als Kraftstrategie.
Fehlt ein Glied, zahlen die anderen dafür.
Shop Floor Reality: Wenn sich Ihr Biegeverfahren nur ändert, um einen Materialwechsel zu überstehen, war Ihre Matrix niemals abgestimmt.
Premiumstahl ist kein Abzeichen. Er ist eine Versicherung gegen einen spezifischen Ausfallmodus.
Nehmen wir ein hypothetisches Beispiel: 1/4 Zoll Hochzugfestigkeit über einem 2-Zoll-V bei etwa 60 Tonnen pro Fuß. Diese Kraft erzeugt hohen Linienkontakt an den Gesenk-Schultern. Wenn Ihr Gesenkstahl nicht in einen Härtebereich gehärtet werden kann, der gegen diesen lokalen Druck besteht, sehen Sie Eindrückungen und Winkelabweichungen lange bevor sich dimensionsbezogener Verschleiß zeigt.
In diesem Fall lohnt sich gehärtetes Legierungswerkzeug. Nicht weil es Premium ist — sondern weil die Kontaktbelastung es verlangt.
Nun drehen Sie es um. Wenn Ihre Maschine keinen gleichmäßigen Druck über den Tang liefern kann, weil die Spannfläche abgenutzt ist oder die Tang-Breite nicht passt, löst härterer Stahl das ungleichmäßige Laden nicht. Er verlagert die Verformung einfach in die Spannvorrichtung, den Stößel oder das Teil. Sie würden mit der Härte des Werkzeugs prahlen und zugleich inkonsistente Winkel jagen.
So belügt Sie die Kosten-pro-Biegung-Analyse. Sie zählt die Werkzeuglebensdauer, ignoriert aber die Lastverteilung.
Budget-Werkzeug reicht aus, wenn drei Bedingungen erfüllt sind: die Streckgrenze des Materials ist moderat, die Gesenköffnung hält die Presskraft deutlich innerhalb der Maschinengrenzen, und die Schnittstelle Spannfläche–Tang ist vollständig aufliegend und starr. Unter diesen Bedingungen verlangen Sie vom Stahl nicht, Missbrauch zu überstehen.
Premium-Werkzeuge sind gerechtfertigt, wenn Kontaktbelastung, Zyklusvolumen oder Materialhärte die Schulter und die Stempelspitze in den Bereich eines Kunststoffrisikos drängen.
Wenn Sie nicht wissen, in welchem Bereich Sie sich befinden, machen Sie keine Analyse. Sie gehen einkaufen.
Realität auf der Werkstattfläche: Kaufen Sie Härte erst, nachdem Sie Kompatibilität gekauft haben.
Hier ist der Teil, den niemand zugeben will.
Viele Werkstätten geben den Werkzeugkosten die Schuld, obwohl ihr eigentlicher Engpass die Rüstvariabilität ist. Unterschiedliche Tang-Standards. Adapter in einem Bereich, Direktklemmung in einem anderen. Bediener unterlegen, um es “zum Laufen zu bringen”.”
Bei 60 Tonnen pro Fuß ist jede zusätzliche Schnittstelle ein weiterer Punkt der Nachgiebigkeit. Eine weitere Möglichkeit für mikroskopische Rotation. Eine weitere Variable, die der Bediener mit Stößelhub anstelle von Geometrie kompensiert.
Schnellwechsel-Klemmungen mit passenden Tang-Standards reduzieren diese Variabilität. Nicht weil sie schick sind – sondern weil sie den Kraftfluss und die Wiederholbarkeit erhalten. Schnellere Rüstzeiten sind ein Nebeneffekt mechanischer Konsistenz.
Aber wenn Ihr Volumen gering gemischt, lange laufend ist und Ihre bestehenden Werkzeuge perfekt sitzen mit gleichmäßigen Abdrücken, kann es sein, dass das Investieren in ein neues System allein für die Geschwindigkeit nichts bewirkt. Ihr Engpass könnte Programmierung, Materialhandling oder Inspektion sein.
Hier wird die Kompatibilitätsmatrix zu einem Management-Tool. Stellen Sie drei direkte Fragen:
Wo tritt die Kraft in das System ein? Wo konzentriert sie sich? Wo entweicht sie als Durchbiegung oder Variabilität?
Beantworten Sie diese, bevor Sie einen Werkzeugkaufauftrag unterschreiben.
Das Einzige, was Sie mitnehmen sollten, ist folgendes: Präzision wird nicht in Stahlqualitäten oder Klemmmarken gekauft – sie wird am Schnittpunkt von Klemmgeometrie, Tangbreite, Öffnung der Matrize, Stempelradius, Materialzugfestigkeit und Umformverfahren konstruiert. Dieser Schnittpunkt ist unsichtbar, bis Hochzugstahl ihn offenlegt.
Die meisten Werkstätten sehen ihn nie, weil Weichstahl ihnen verzeiht.
Hochzugstahl tut das nicht.
Realität auf der Werkstattfläche: Hören Sie auf, Stahl zu kaufen. Fangen Sie an, einen sinnvollen Kraftfluss zu kaufen.


















