

去年冬天,我站在一副42 HRC的模具旁——它看起来像是被老鼠啃过。仅仅服役两周。车间老板一直敲打着规格表:“淬硬钢。符合范围。”
那么,为什么肩部已经开始咬伤(黏附磨损)了?
他认为钢太软了。我则认为他的几何关系在欺骗他自己。.
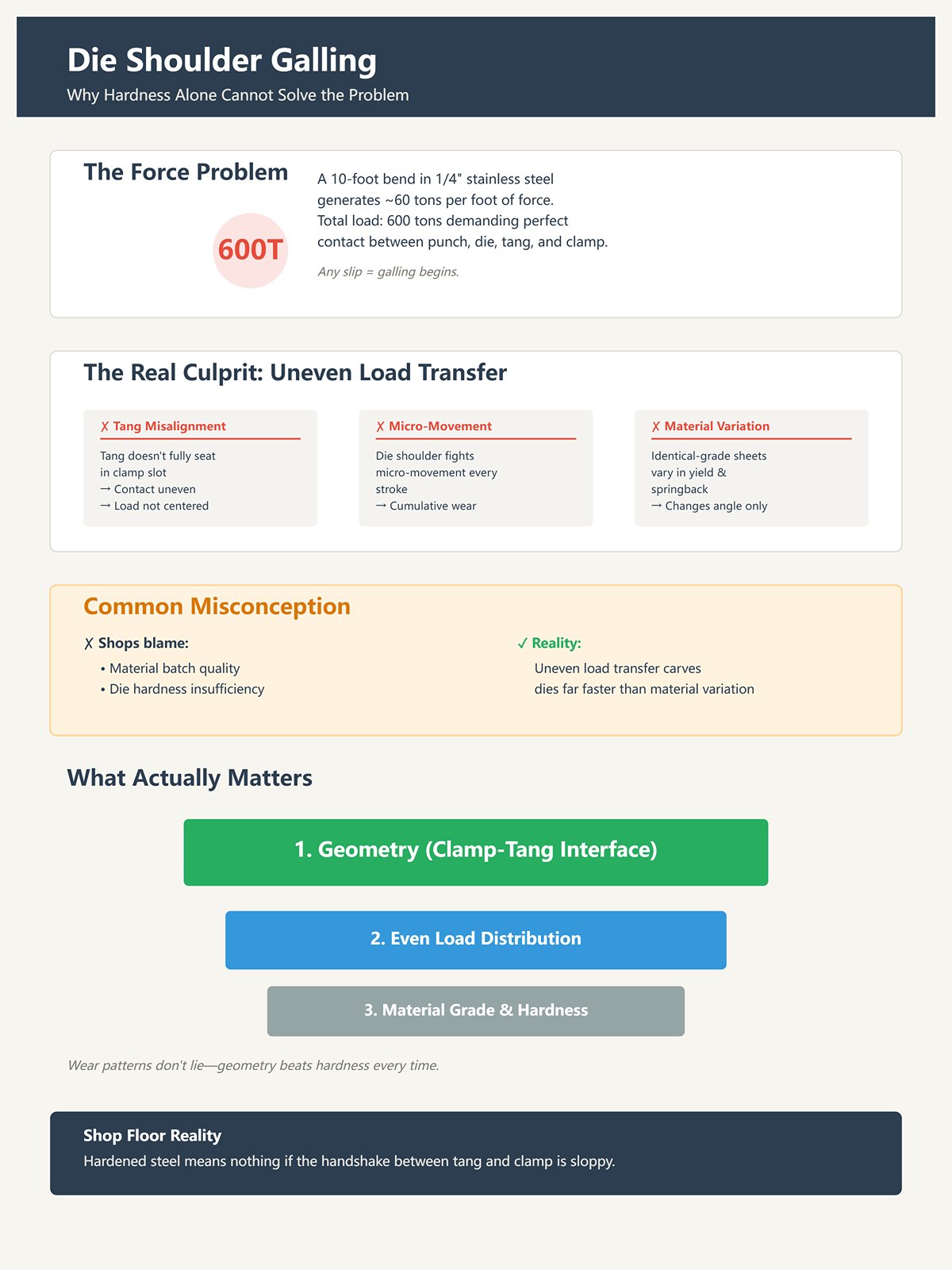
想象一个长达10英尺的弯曲,材料为1/4英寸的不锈钢。大致算下来,每英尺约60吨。也就是说,总共有600吨的力量要求你的冲头、下模、燕尾和夹具“握手”而不能打滑。.
现在想象这股力量通过一个没有完全嵌入机器夹持槽的燕尾传递。接触不均。载荷不居中。模肩不只是承受垂直力;它每一次行程都在抵抗微小的滑动。.
咬伤从肩部开始,但争论从夹具就已经埋下。.
我见过一些车间归咎于材料批次,即便同等级的板材在屈服强度和回弹上存在差异。这些差异确实会改变角度。但不会在如此短时间内把模具啃坏。真正的元凶是载荷传递不均。.
如果燕尾与夹具之间的“握手”松散,再硬的钢也毫无意义。.
车间现实: 磨损形态不会骗人——几何总是胜过硬度。.

假设你的燕尾对夹具来说略微偏窄。不至于报废,但足以让它在每次装夹时稍有不同的安放。.
周一早上,你调后挡料,微调角度,达到公差。周二,同样的工件,不同的操作员,又多了两次试折。到了周五,大家又都要“从头调起”。.
这是一种废料思维——把每次修正当成正常,而不是追问为什么这工具永远不能重复。.
这种“损耗”不仅是模具磨损。还有每次装夹多出的五次试折,微调,以及对自己数据渐渐失去的信任。.
精度在成千上万次微调中被蚕食殆尽。.
车间现实: 如果你的第一次弯曲不可预测,那么你的夹具也同样不可靠。.
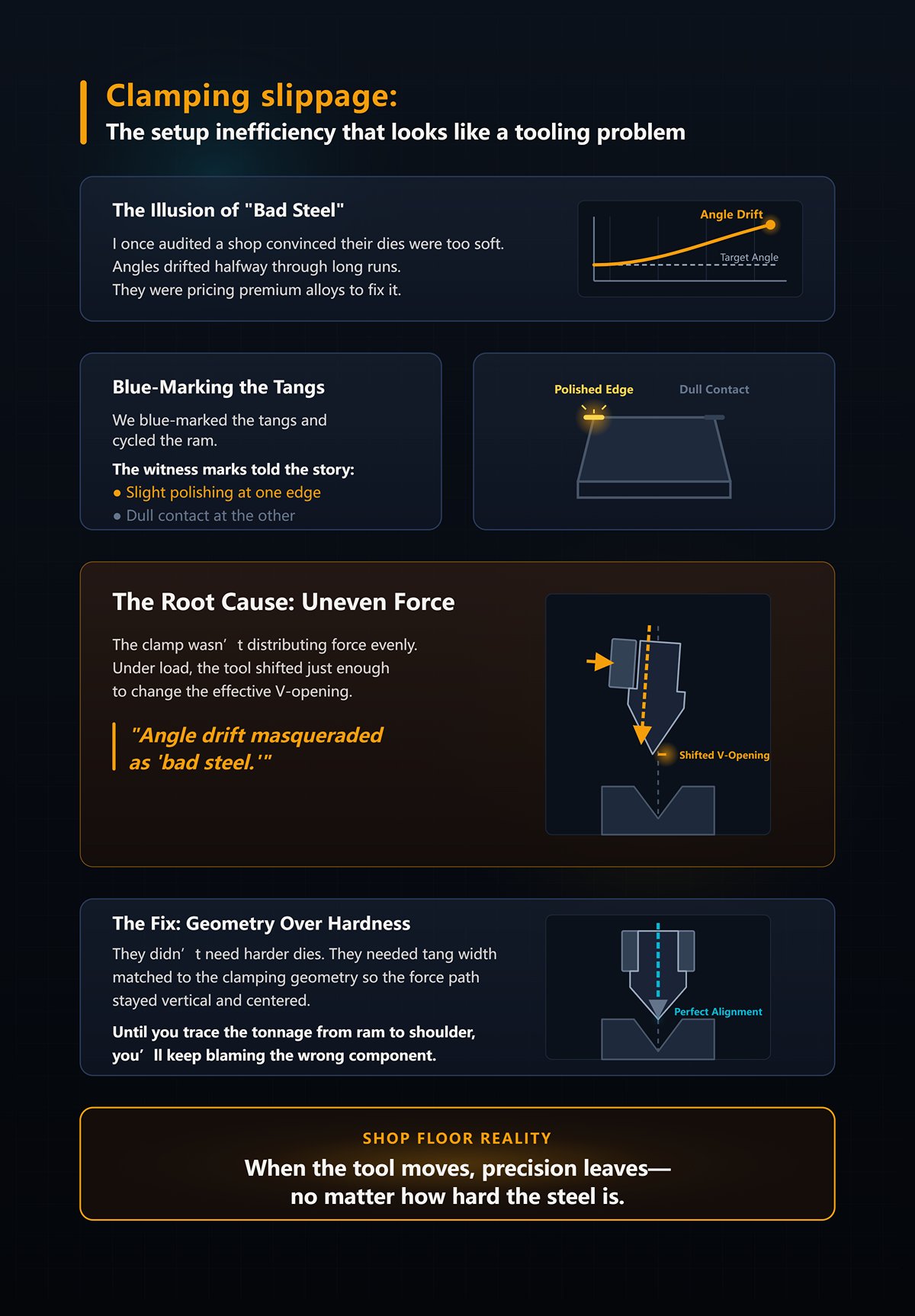
我曾审核过一家坚信模具太软的车间。长时间批量生产中,角度在中途漂移。他们正计划采购高端合金来解决问题。.
我们用蓝色标记了榫舌,并循环了滑块。.
见证记号说明了一切——一边有轻微的抛光,另一边接触发暗。夹具没有均匀分配力量。受载时,工具稍稍移动,改变了有效的 V 形开口。.
角度漂移伪装成了“坏钢材”。”
他们不需要更硬的模具。他们需要让榫舌宽度与夹紧几何匹配,使力的传递路径保持垂直并居中。.
除非你追踪从滑块到肩部的吨位传递,否则你会一直怪错部件。.
车间现实: 当工具移动时,精度就消失了——无论钢材有多硬。.
你现在在问正确的问题:如果硬度不是关键,哪些几何标准才能让力量保持居中并可重复?
上个月我遇到一家车间,在一台 12 英尺折弯机上运行三种不同的工具样式。一种冲头的榫舌是 0.500 英寸,另一种是 13 毫米,顶级套装是 20 毫米。它们都“适配”夹具,但没有一个共享相同的夹持几何结构。操作员发誓机器的精度是 ±0.5°。理论上,他是对的。但在实际操作中,每次换模都要多打两三次来追角度。.
这不是钢的问题。这是一个三点机械握手的失败——机器夹具、工具榫舌和材料抗拉强度。当这三者夹持不均匀时,你的精度上限远在机器规格之前就下降了。.
原理如下。.
再次想象 1/4 英寸的不锈钢——按每英尺 60 吨计算。10 英尺就是 600 吨的力量要求榫舌完美就位,同时模肩抵抗扩张。如果你的夹具槽是按 20 毫米榫舌设计,而你塞入了一个带补键的 12.7 毫米榫舌,那你刚刚减少了超过 7 毫米的接触宽度。力的传递路径变窄。压力尖峰出现。微倾成为可能。.
它看起来并不显眼。表现为角度漂移、半径不一致和肩部磨损。.
你的机器可能全天候保证 ±0.5°。但你的几何条件决定你是否能真正达到那精度。.
车间现实:你的精度上限由接触面积决定,而不是目录上的硬度。.
让我给你一个具体的场景。.
一个车间在同一台折弯机上从 13 毫米榫舌系统换到 20 毫米榫舌系统。不做夹具改造,只用适配器。夹持宽度差了 7 毫米。冲头就位、夹紧、开始运行。.
第一道工序:3 毫米低碳钢,空气折弯,V 形开口为板厚的 8 倍。角度在设定后看起来没问题。中途内部半径开始略微变小几个百分之一毫米。肉眼看不出,在推车上堆起的零件上可以测出。.
为什么?
因为较窄的榫舌让夹紧力更集中在中心附近。受载时,冲头本体会产生轻微的弹性旋转——微米级别——但这种旋转会让有效折弯线相对于 V 形开口发生偏移。当折弯线偏移时,中性轴也跟着偏移。你的内部半径随之变化。.
五毫米不会安静地待在那里,它会改变力量进入工具的路径。.
当你每英尺承受60吨时,这意味着每一英尺都在放大这种错位。对于较长的模具长度而言,这些微米级的误差会累积成角度和半径的变化,而你只会通过后挡料的微调去追逐问题,而不是在夹紧点上解决它。.
废料桶思维会说:“只要调深一点。” 专业思维会问:“弯曲线最初为什么会移动?”
车间现实:如果凸耳宽度发生变化,你的弯曲线就会移动——无论你是否承认。.
我随身带着划线染剂是有原因的。.
我们在凸耳上涂层,夹紧它,在轻载下循环,然后取下。压痕会说明真相。在不匹配的系统中,我看到一侧打磨痕迹很重,另一侧接触很轻。这意味着夹紧压力在凸耳宽度方向上不均匀。.
压力等于力除以面积。凸耳不匹配导致有效接触面积变小,当地压力便上升。高的局部压力会凿入,低压区允许微滑。现在想象这股力通过一个没有完全嵌入机床夹紧槽的凸耳传递。载荷路径不再垂直,而是发生了偏斜。.
在满载弯曲——依然是每英尺60吨——的情况下,这种偏斜转化为微小的横向位移。横向位移会改变接触点处的有效V口开度。改变V口开度,就会在相同的滑块深度下改变弯曲角度。.
没有人会在装调时测量夹紧压力分布。他们只会在角度出错后去测。.
而机器规格恰恰让你困惑。是的,凭借动态挠度补偿和激光反馈,某些折弯机可以将精度控制在±0.1°以内。但这种控制系统只是在修正症状。它无法让一个在过大夹持槽中晃动的凸耳变得更刚性。.
你无法靠伺服系统弥补一次糟糕的“握手”。.
车间现实:不均匀的夹紧压力让每一次行程都相当于使用了不同的模具。.
现在将分段冲头在8英尺范围内依次排列。.
某一段比相邻段高0.02毫米。这在许多制造商的公差范围内。单独看没什么。但如果叠加上凸耳不匹配造成的夹紧不均,那更高的那一段就会成为主要的受力承担者。.
在载荷下,该段承受的压力超过平均值,变形更大。相邻段变形更小。你的弯曲角度沿长度方向变化——一侧紧,一侧开。.
操作员称之为“挠度误差”或“材料差异”。但那并不能让模具磨损得那么快。.
机制很简单:不均匀的夹紧放大了微小的高度差。这些差异重定向了载荷。被重定向的载荷改变了进入V形模的局部渗入深度。局部渗入深度改变了角度和内半径。.
像这样生产500个零件,高的那一段就会出现早期磨损。然后你又回去责怪钢的硬度。.
你看到这是如何层层叠加的吗?凸耳宽度影响压力分布。压力分布放大高度差。高度差改变载荷分担。载荷分担又改变了弯曲几何形状。.
那就是你的精度上限。.
下一个问题显而易见:如果不同的模具系统分别使用 12.7 毫米、13 毫米或 20 毫米的凸耳,那么每种设计是如何以不同方式控制这种“握手”的?——又是哪一种真正保护了你的受力路径,而不是在赌运气?
车间现实:在量产时,0.02 毫米加上糟糕的夹紧,就等于一托盘废料。.
想象工作台上有三支上模:一支 12.7 毫米的美式安全凸耳,一支 13 毫米的欧式 Promecam 凸耳,以及一支 20 毫米的 Wila 凸耳。相同的折弯机,相同的 3 毫米低碳钢,相同的 8×板厚 V 型口。唯一变化的,是凸耳如何填充夹具槽口。.
现在将其加载至每英尺 60 吨。.
理论上看,12.7 与 13 毫米的差别微不足道。但在受载钢材中,那 0.3 毫米决定了凸耳是整个面接触,还是先由一个边缘“亲吻”。20 毫米的凸耳不仅扩大了夹持面,还改变了夹紧螺栓将力传递进上模体的位置。更宽的凸耳意味着更长的力臂来抵抗旋转。更窄的凸耳则意味着更高的局部压力,以及在受力路径不完全垂直时更容易产生摇晃的趋势。.
这不是品牌忠诚,而是几何事实。.
每一个系统都是一个机械契约:机床夹具的几何结构、凸耳的宽度与形状,以及所折弯材料的抗拉强度。破坏这个契约,折弯线就会漂移;保持契约一致,载荷路径就会保持垂直。.
问题不在于哪个系统“最好”,而在于哪个系统能在不在夹具处引入隐形铰链的前提下,与机床的约束条件相匹配。.
我走进一家工厂,他们在一台老式机械折弯机上折 1/4 英寸的钢板。美式模具。12.7 毫米安全凸耳。手动调节螺钉。操作员喜欢这种设计,因为当夹具松动时,上模不会掉下来。.
可以理解。.
但在每英尺 60 吨的重负荷空气折弯下,我们涂蓝凸耳并做循环测试。接触痕迹显示前缘有明显的抛光区,后缘接触极浅。安全凸缘防止了上模掉落,但实际夹紧接触面比凸耳宽度所示更窄。这会在前缘产生压力峰值。.
压力等于力除以面积。相同吨位下,有效接触带更窄,局部压力更高。压力越高,一侧的咬合就越深,并促使上模向下模方向发生微小旋转。这种旋转会让折弯线微微前移。在薄料上,你可以通过深度调整来补偿;在厚的高强度材料上,它会表现为沿长度方向角度不一致。.
安全凸耳确实完成了它的设计使命:保护操作员、适配较简单的夹具。它从未被设计为能在高动态载荷下自对中。当你要求它像一套精磨、自定位系统一样表现时,其实是在造废料箱的思维下工作。.
车间现实:美式模具在合适的夹具中稳定,但它无法修复一台原本就未能控制受力路径的机床。.
换一家工厂。数控液压折弯机,配有为 13 毫米 Promecam 凸耳设计的侧装夹具。没有安全凸缘。与 12.7 毫米的美式相比,凸耳更充分地填满槽口,而夹具表面通常能啮合更多的垂直面。.
在同样的每英尺 60 吨载荷下,蓝化测试结果截然不同:接触更宽、更均匀,几乎没有边缘偏压。因为夹具几何正好围绕 13 毫米轮廓设计,凸耳装入更深、更正,这在满载前就已减少了旋转自由度。.
但它并不会自动定位。你仍然需要对齐段件,仍然要按顺序拧紧。与真正的快速更换系统相比,安装花费的时间更长。这就是权衡:以适中的安装时间换取高重复性和合理的刀具成本。.
这正是人们常常弄混的地方。他们认为要达到 Wila 级别的精度,就必须使用 Wila 级别的硬件。并非总是如此。如果你的生产量处于低到中等水平,并且每班不会换刀十次,那么一个匹配良好的 Promecam 系统也能在不增加资本投入的情况下提供“高”精度。契约仍然成立,因为机器与刀具夹舌是一起设计的。.
工厂出错的地方在于将一个 13 mm 的夹舌强行装入一个多年使用美式刀具后早已磨损松旷的夹具里。此时夹舌在磨损的槽内漂浮,所有理论上的精度都化为乌有。.
车间现实:欧洲精度只有当夹具本身也是欧洲出身时才存在。.
现在看看一个 20 mm 的 Wila 夹舌装入液压自定位夹具中。放进去,按下按钮,系统自动将夹舌向上并向后拉入固定的基准位置。无需顶丝,无侧向载荷。几何结构在加载吨位之前就迫使对齐。.
在每英尺 60 吨以下时,较宽的夹舌将夹紧力分布在更大的接触面上,仅靠几何结构就增加了抗旋转能力。接触宽度越大,同一载荷下的局部压力越低。压力较低意味着咬合变化更小,微滑更少,沿长度方向的折弯线位置更一致。.
但这恰是销售人员略过的部分。.
如果你只生产短批次,每天两次安装,加工 1/8 英寸以下的低碳钢,那么节省的时间不会很快收回。与维护良好的 Promecam 系统相比,精度提升也许可以测量,但并不具有盈利性。当你频繁更换刀具、在长床上使用分段模具、或加工高强度材料时,保持夹紧稳定性以保护角度和模具寿命,这时投资回报才真正翻转。.
我见过工厂将 20 mm 的刀具装在配有混合适配器的 13 mm 夹具上,以便“同时获得两者的优点”。但他们真正得到的却是叠加的公差链以及适配器与滑块之间的新铰点。想象一下那个力通过一个未完全嵌入机床夹紧槽的夹舌传递。你刚刚重新引入了 20 mm 系统本应消除的旋转。.
那不是升级,而是几何否认。.
Wila 并非魔法。它是一个完整的机械握手。用适配器或磨损的夹具打断这个握手的一根“手指”,你就又要靠滑块深度去追逐微米级精度。.
车间现实:当你的产量和拉伸载荷需要可重复的自对准时,20 mm 系统才有价值——否则你只是购买了用不到的速度。.
这就引出了一个令人不安的问题:如果每个系统只有在保持一致时才有效,那么当你在同一个车间里混用它们会发生什么?
| 系统 | 关键要点 |
|---|---|
| 美式刀具(12.7 mm 安全夹舌) | 设计用于防止夹具松动时冲头掉落;可与较简单的夹具配合使用;在高载荷(60 吨/英尺)下,接触面积比夹舌宽度看起来更窄;在前缘附近产生压力峰值;局部压力增大会导致微旋转和折弯线偏移;适合安全和基本稳定,但不适合在动态载荷下实现精准自居中;仅当夹具能正确控制力路径时才稳定。. |
| 欧洲 Promecam(13 mm 夹舌) | 夹舌比 12.7 mm 美式类型更完整地填充夹槽;在载荷下具有更宽、更均匀的夹紧接触;减少了边缘偏向和旋转自由度;需要手动对齐和顺序拧紧;安装时间适中且重复性高;对低到中等产量来说是一种高性价比的精密方案;精度依赖于匹配良好的欧洲夹具——磨损或不匹配的夹具会抵消优势。. |
| Wila 20 mm 夹舌系统 | 液压自定位夹具自动将夹舌拉入固定基准;较宽的夹舌将力分布在更大的接触区域;降低局部压力、微滑和折弯线变化;非常适合频繁更换模具、分段模具、长机床以及高强度材料;投资回报取决于生产量和安装频率;使用适配器或混合设置会引入公差叠加和旋转,从而抵消系统优势;仅作为一个完整的、集成的系统时才有效。. |
你想知道当美式、欧式以及20毫米系统同时出现在同一个车间时,实际上会发生什么吗?
角度漂移只出现在长时间生产的最后三件工件上。昨天还没有的刀痕今天突然出现。操作员每十个循环就微调一下深度,因为“可能是材料在变化”。安装时间悄悄变长,而大家都在责怪图纸。.
这些问题都不是从钢材开始的。.
它始于握手。.
当你在滑块和冲头之间加上一个适配器时,你不只是改变了连接舌的宽度。你插入了一个新的接触面、一个新的公差带、一个新的受力路径。机器夹持适配器,适配器固定刀具,而材料的反作用力又穿过两者传递。这已经不再是三点式的机械“握手”。而是四根手指,其中一根麻木。.
在长行程的空气折弯中,每英尺60吨的负载下,这个额外的界面承受的力与连接舌相同。相同的力,更小而不完美的接触面。表面不完全平整的地方产生压力尖峰,而适配器变成了你从未设计过的铰链。.
那是披着灵活性外衣的“废料桶思维”。.
幻象很简单:“如果连接舌不匹配,我们就加个适配器。”现实却更微妙。每加一层,就让基准面离滑块更远一点。无论幅度多小,你都增加了力矩臂,从而增加了负载下的旋转杠杆效应。夹持处的微米级偏差,会放大成折弯线上的千分英寸误差。.
你在第一天不会察觉。.
两周后投入使用,你就开始用深度修正去追赶误差。.
车间现实:适配器并不能融合系统——它稀释了每个系统原有的几何精度。.
你可以做出零件。.
那和保持公差不是一回事。.
一个13毫米的欧式连接舌装进为12.7毫米美式安全型设计的夹具中,并不会戏剧性地失效。它是悄无声息地出问题。夹持面没有按照设计那样完全咬合槽口,于是连接舌只是部分接触。在轻载下,它表现正常。在每英尺60吨负载下,接触带前移,连接舌试图旋转进入下模。.
现在想象一下,这股力通过一个未完全嵌入机床夹持槽的连接舌传递。.
你制造了一个支点。.
有些车间依然能凑合使用。他们加自制垫片、磨高低差、调节冲头高度,每天都声称能达到±0.005英寸。我审核过这样的车间。那些真正成功的,并不是依赖适配器来保持精度。他们在其他环节上进行补偿——受控吨位、一致的材料批次、严格的安装顺序控制。他们围绕几何妥协建立了一座“工艺笼”。.
那是管理的自律,不是适配器的魔法。.
问题在于不同班次、操作员和材料之间的可重复性。欧洲系统是为在凹槽中进行侧面夹紧压力而设计的。美国夹具则是为安全凸舌在竖直方向上通过顶丝压缩而设计的。当你将它们混用时,载荷路径既不完全垂直,也不完全横向。它是对角的,并且在床身上不一致,尤其是在磨损的夹具上。.
而磨损的夹具是常态,而不是例外。.
所以,是的,你可以在美式折弯机上运行欧式模具。你只是不再运行真正的欧式几何结构。你运行的是一种依赖持续照看的混合系统。.
车间现实:如果精度取决于操作员“知道诀窍”,那么系统本身就不精确。.
让我们慢下来。.
适配器至少增加了两个新的接口:从冲头到适配器,以及从适配器到工具。每个接口都有平面度、公差、平行度公差以及夹紧顺应性。将它们加在一起,你就创造了一个公差累积链,它存在于折弯线之上,但通过角度表现出来。.
它不会消失。它只是重新定位。.
想象一下,一个 20 毫米的自定位工具安装到一个 13 毫米样式的适配器中,然后夹紧在一个非自定位系统中。原始的 20 毫米设计将载荷分布在更宽的凸舌上,并向上向后拉入一个固定基准。适配器打断了这种向后拉动的运动。现在夹具抓住的是适配器主体,而不是精密研磨的凸舌面。.
你刚刚将基准面从冲头移开了一层。.
在载荷下,微小的挠曲发生在最弱的顺应点处。那通常是适配器的最薄部分或最少支撑的表面。凸舌可能硬化到 HRC 60,板材为 HRC 15,但如果载荷路径歪斜,硬度并不能阻止旋转。事实上,更硬的工具会在不完美的接触处集中压力,从而加速适配器面上的微动磨损。.
丢失的精度体现在各接口处的弹性变形中。.
它表现为长度上的角度偏差,因为挠曲不均匀。它表现为工具磨损增加,因为压力分布不均。它表现为装夹漂移,因为操作员通过深度调整来补偿,而不是修正几何形状。.
一旦你开始堆叠适配器以使“同一套工具适用于所有机器”,你并不是在标准化,而是在倍增容差链。.
这就是幻象最终破裂的地方。.
精度并不是工具本身的属性。它是从冲头到材料再返回的整个载荷路径的属性。用分层妥协破坏这一路径,再好的品牌标识也救不了你。.
车间现实:你增加的每一个适配器,都是力可以弯曲你原本不打算弯曲部位的地方。.
你想要一个稳定、专注于精度的系统吗?
从一个简单的场景开始。四分之一英寸的低碳钢,10 英尺折弯,V 型模口宽度为 2 英寸。按照标准空气弯曲估算,每英尺约为 60 吨。机器运转平稳。角度重复一致。工具耐用持久。.
现在,把那块板换成相同厚度的高强度钢,并保持相同的模具开口,因为“钢就是钢”。你的吨位需求不会礼貌地逐渐上升——它是跳跃式增长。屈服强度上升,回弹角度拉伸到 8–10 度,而折弯机则以更大压力回应。几何形状相同,阻力不同。我们刚刚通过正确的舌头到夹具配合清理好的载荷路径,现在承受着从未被设定过的力。.
这就是脱节所在。.
我们一直在责怪转接头破坏了几何形状——没错。但即使是完美、连续的载荷路径,如果模具形状和冲头半径是为普通钢选的,然后强行用于高强度钢,也会丧失精度。机器会在其能力范围内提供所需的任何压力。工具则承担后果。.
当你的模具开口缩小时,为了“控制”高强度钢的回弹,吨位急剧上升。不是线性地。是急剧上升。车间认为更小的 V 形开口意味着更好控制。结果却是指数级的力需求、机架挠曲,以及没有任何舌宽能稳定的局部工具应力。.
折弯机永远胜。.
工具永远败。.
车间现实:如果你的模具表是基于普通钢建立的,高强度钢在一周内就会暴露问题。.
我走进一家车间,他们多年一直在用硬化度 28–32 HRC 的模具加工结构级普通钢。折弯干净,压痕极少。然后,当他们接下一份高强度低合金钢的合同时,用的还是同一批模具。.
使用两周后,V 形的肩部就出现了布氏凹痕——材料在更高的接触压力下咬入模具棱边形成的小凹点。不是严重裂纹,而是逐渐扩大的痕迹。折弯角度开始沿床身漂移。.
他们责怪“软模具”。”
但若没有其他变化,不可能这么快就把模具磨坏。.
机理如下。高强度钢抗屈服,因此板材不会像普通钢那样顺畅地流入 V 形槽。接触压力集中在模具肩部更窄的带状区域。如果你的模具硬度和边缘处理是按较低屈服材料选择的,那么那些肩部现在承受更高的局部应力循环。再乘以长度。.
在每英尺 60 吨的长空气弯中,这种力分布在 V 形肩部。提高材料屈服强度而保持相同开口,就会提高这些接触线上的接触应力。硬度不是为了面子,而是为了在这些接触区抵抗塑性变形。.
而陷阱就在这里:即使在“相同”牌号中,屈服强度也会批次间变化。我见过标识完全相同的卷材,在不同班次回弹表现却不同。如果你的模具硬度裕度很小,这些差异就会表现为工具磨损和折弯角度不一致,难以解释。.
材料的波动不是几何错误的借口——它会惩罚错误。.
车间现实:如果你的模具肩部出现凹痕,你的硬度规格是为昨天的材料写的。.
想象一块 1/8 英寸厚的高强度钢板和一个为“锁定”锐利的 90 度而选的尖锐冲头半径。它在普通钢上有效,因为材料会屈服并可预测地包裹冲头尖端。.
高强度钢不会包裹。它抗拒,储存能量,然后更强烈地回弹。.
于是操作员调高了深度来补偿。滑块更深入V形模中,增加了吨位,将板材更紧地压向模肩。由于冲头半径相对于材料的自然弯曲半径过小,你刚刚同时增加了接触压力和所需的力。.
现在想象一下,这股力通过一个未完全嵌入机床夹持槽的连接舌传递。.
即使夹紧完美,冲头半径与材料屈服的不匹配也意味着你正在强迫内层纤维超出其安全应变。弯曲内侧出现微裂纹。镀层材料表面拉毛。冲头尖端磨损加剧,因为接触区更窄、温度更高。.
讽刺的是?稍大一点的冲头半径通常能降低所需吨位并稳定回弹,因为它让材料更接近其自然半径成形,而不是与之对抗。.
但“废料桶思维”认为更锋利就更精确。.
精度不是锋利度,而是受控的应变。.
车间现实:如果你用滑块下压深度而不是半径选择来追赶回弹,你弯的比工件还多的是工具。.
我见过一些车间发誓他们所有活都用空气弯曲——直到高强钢出现。突然他们就开始“只这一次”压底以克服回弹。.
我们来一个清晰示例。用同样的1/4英寸板、2英寸V槽,空气弯曲时大约60吨/英尺。改用更紧的V槽压底以控制角度。吨位不会只是微升,它可能翻倍甚至三倍,这取决于开口及材料强度,因为你现在要让板材完全贴合模具角度。.
而那股力不仅传导进材料,还传向机架、工作台、滑块导轨。机架刚性成为隐藏变量。一台在空气弯曲时能保持±0.5度的机器,在高强钢压底时可能会漂移,只因机架在峰值载荷下发生了挠曲。.
于是你又开始责怪模具。.
但真正决定成形方式的是没有尊重材料特性的模具几何。工厂没有选择能让高强钢实现可控空气弯曲的模具开口和冲头半径,而是默认用压底来掩盖回弹。这一决定放大了力、强化了机架挠曲,也放大了我们辛苦消除的每一个微小顺从量。.
空气弯曲、压底、压印——它们不是风格选择,而是受力策略。.
当模具风格无意间迫使你采用超出机器设计承受的高力策略时,精度就变成一场你无法赢的物理妥协。.
车间现实:如果因为材料变强而成形方法跟着变,你的模具系统本就不是一个系统。.
你现在问对了问题:如何在不失精度或不过载机器的前提下,为高强钢选择合适的模具开口、冲头半径、硬度及成形方法?
别再孤立地挑选部件。开始绘制三点握手图——机器夹紧、模具榫槽、材料抗拉强度——让这张图告诉你真正的瓶颈在哪。.
精度不是钢的属性,而是兼容性的属性。.
车间现实:如果你仍按品牌而不是按受力路径去选模具,你就是在猜。.
从机器开始,而不是从材料开始。每英尺额定吨位是多少?采用哪种夹紧方式?那个夹具设计承担的钳舌(tang)宽度是多少,以避免点状载荷?
如果您的折弯机在空气折弯中额定为每英尺60吨,该数值假定钳舌完全嵌入并且压力均匀分布在夹具表面。现在想象一下,钳舌比插槽窄0.020英寸,或者适配器叠加又增加一个界面。那60吨每英尺的力不再像平面握手一样传递,而是集中起来。.
您见过那种蓝色痕迹。两端重,中间轻。.
不同样式的混搭是可行的。一个0.500英寸的精密钳舌在兼容的夹具中运行,充分接触、合理嵌合,可以表现完美,即使下面的模具遵循不同标准也如此。这些成功案例并非偶然——它们之所以能行,是因为载荷路径保持连续,承压面在宽度和硬度上匹配。.
但当车间认为“能装上”就等于“兼容”,那就是废料桶思维。.
接下来,映射材料。具有3°–5°回弹的高强度钢相比低碳钢会更显著,而CNC补偿仅在冲头角度和半径可预测地预留欠折时有效。选择较大的冲头半径、尊重材料天然内半径,往往能降低所需深度并稳定回弹,让您保持空气折弯而不是滑向底折。.
模具开口随后成为力的调节阀。开得太紧,吨位攀升;开得合理,就能在不超出机床挠曲极限的前提下控制应变。.
硬度?应根据接触应力选择,而不是凭自信。如果随着屈服强度提高,局部肩部压力上升,那么您的下模需具备足够硬度以抵抗该特定载荷下的压痕,而非去年用低碳钢时的载荷。.
这不是一张模具清单。这是兼容性矩阵:机床夹具几何 → 钳舌宽度与承压面积 → 模具开口与冲头半径 → 材料抗拉强度与回弹 → 成形方法作为力的策略。.
漏掉一个环节,其余环节都要为它买单。.
车间现场实况:如果您的成形方法只是为了应付材料变化而改变,那么您的矩阵从来没有真正对齐。.
高端钢材不是徽章。它是针对特定失效模式的保险。.
举个假设:1/4英寸高强度钢在约60吨每英尺的2英寸V型槽上折弯。该力会转化为模具肩部的高线接触。如果您的模具钢无法通过热处理达到能够抵抗该局部压力的硬度范围,您会在尺寸磨损出现前很久就看到压痕和角度漂移。.
在这种情况下,可淬硬合金模具物有所值。不是因为它“高端”,而是因为接触应力需要它。.
现在反过来看。如果您的折弯机无法在钳舌上均匀施压,因为夹具面磨损或钳舌宽度不匹配,那么购买更硬的钢材并不能解决载荷不均问题。它只会把变形转移到夹具、滑块或工件上。您会一边夸耀模具硬度,一边追着不一致的角度跑。.
这就是每次折弯成本分析欺骗您的方式。它计算模具寿命,却忽略载荷分布。.
当以下三个条件成立时,预算模具就足够:材料屈服强度中等,模口开度使吨位远低于机床极限,并且夹具与钳舌接口完全嵌合且刚性良好。在这些条件下,您并没有要求钢材承受虐待。.
当接触应力、循环次数或材料硬度将肩部和冲头尖端推入塑性风险区时,就应使用高端模具。.
如果你不知道自己处于哪个工况,那你不是在做分析,而是在购物。.
车间现实:只有在确保兼容性之后,才去购买硬度。.
这是大家都不愿意承认的一点。.
许多车间将问题归咎于刀具成本,但真正的瓶颈是安装的可变性。不同的刀柄标准。一个工位用适配器,另一个工位直接夹紧。操作员通过垫片来“让它能跑”。”
在每英尺 60 吨的载荷下,每一个额外的接口都是新的柔顺点。是发生微观旋转的另一个机会。是操作员通过调整滑块深度而非几何结构来补偿的又一个变量。.
采用匹配刀柄标准的快速更换夹紧系统可减少这种可变性。并不是因为它高级——而是因为它保持了载荷路径与重复精度。更快的安装只是机械一致性的副产品。.
但如果你的产量是低品种、长批次,而且现有刀具与模座配合完美、压痕一致,那么仅为了速度而投入新系统可能不起作用。你的瓶颈可能在编程、物料搬运或检测环节。.
这时,兼容性矩阵就成为管理工具。提出三个直接的问题:
力是从哪里进入系统的?它集中在哪里?它又是从哪里以偏转或可变性形式流失的?
在签署刀具采购订单之前先回答这些问题。.
唯一需要牢记的是:精度不是从钢种或夹具品牌中买来的——而是通过夹具几何形状、刀柄宽度、模口尺寸、冲头半径、材料抗拉强度以及成形方式的交汇点被工程化出来的。这个交汇点在高强度钢暴露它之前是不可见的。.
多数车间从未见过它,因为软钢宽容了他们。.
高强钢不会。.
车间现实:别再买钢了。开始购买合理的载荷路径。.


















