

Geçen kış, fare kemirmiş gibi görünen 42 HRC’lik bir kalıbın başında duruyordum. İki haftalık kullanımdaydı. Atölye sahibi teknik belgeleri durmadan işaret ediyordu: “Sertleştirilmiş çelik. Aralık içinde.”
Peki neden omuz çoktan yapışmaya başlamıştı?
O çeliğin yumuşak olduğunu düşündü. Ben ise geometrisinin ona yalan söylediğini düşündüm.
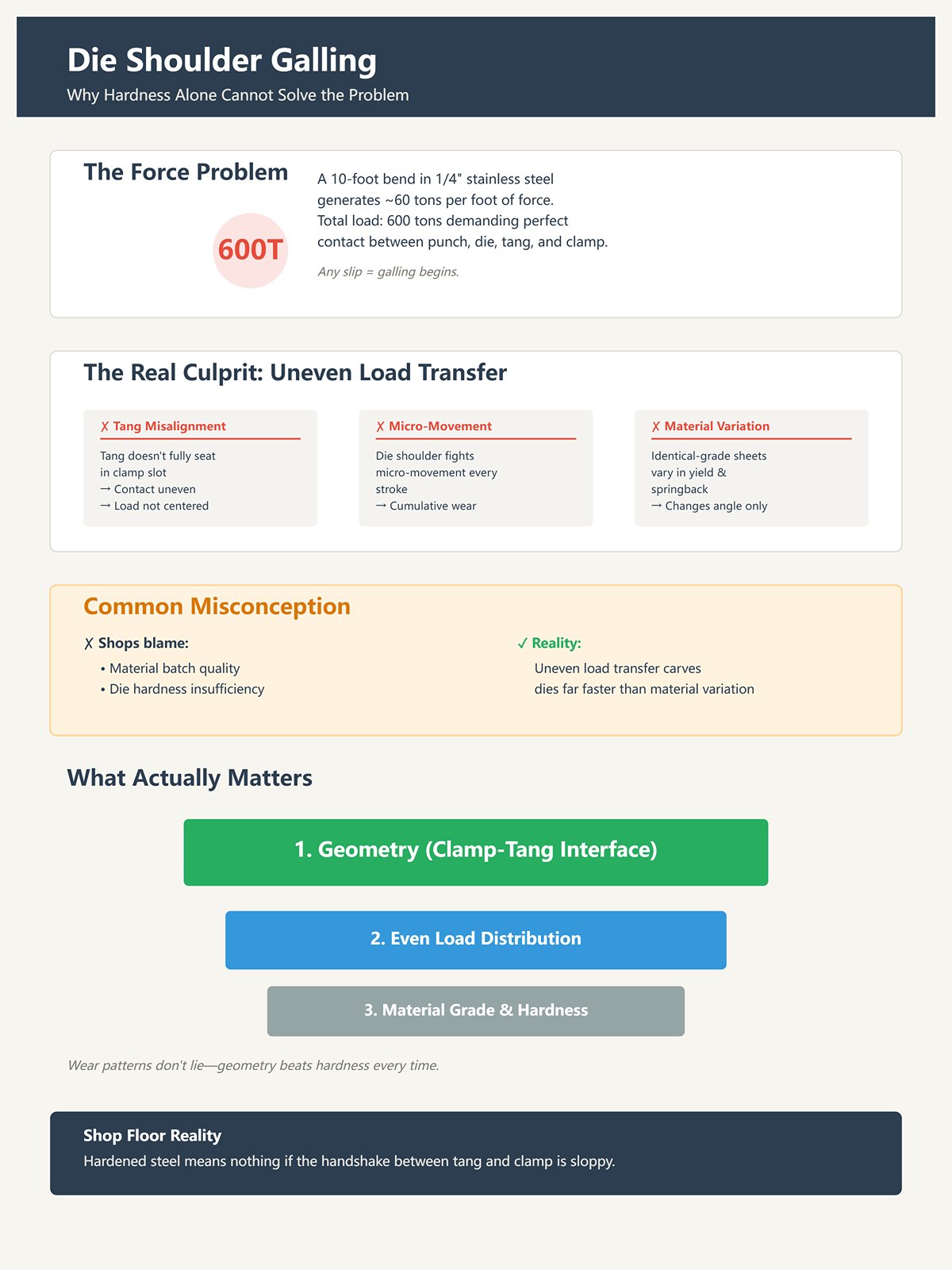
1/4 inç paslanmazda 10 ayaklık bir bükmeyi hayal edin. Kabaca ayak başına 60 ton diyebiliriz. Bu, zımbanızın, kalıbınızın, tırnağınızın ve mengeninizin kaymadan el sıkışmasını isteyen 600 tondur.
Şimdi o kuvvetin, makinenin mengene yuvasına tam oturmayan bir tırnaktan geçtiğini hayal edin. Temas eşit değil. Yük ortalanmamış. Kalıp omzu yalnızca dikey kuvvete karşı koymuyor; her vuruşta mikro hareketle de savaşıyor.
Yapışma omuzda başlar, ama tartışma mengenede başladı.
Aynı kalite sacların akma ve geri yaylanma değerlerinin değiştiğini bilseler bile, atölyelerde malzeme partilerini suçlayanlar gördüm. Bu değişim açıyı değiştirir, evet. Ama o kadar hızlı bir şekilde bir kalıbı parçalamaz. Eşit olmayan yük aktarımı bunu yapar.
Tırnak ile mengenin el sıkışması gevşekse, sertleştirilmiş çelik hiçbir anlam ifade etmez.
Atölye Gerçeği: Aşınma desenleri yalan söylemez—geometri her zaman sertliği yener.

Diyelim ki tırnağınız mengene için çok az dar. Reddedilecek kadar değil. Sadece her kurulumda farklı oturmasına yetecek kadar.
Pazartesi sabahı geri dayama cetvelini ayarlarsınız, açıyı düzeltirsiniz, toleransı tutturursunuz. Salı günü, aynı iş, farklı operatör, iki ek deneme bükümü. Cuma gününe gelindiğinde herkes baştan “ayar yapıyordur”.
Bu, her düzeltmeyi normal saymak yerine, neden kalıbın asla tekrarlamadığını sorgulamak yerine hurdalık düşüncesidir.
Vergi yalnızca aşınmış kalıp değildir. Her kurulumda fazladan beş deneme vuruşudur. Mikro ayarlamalardır. Kendi rakamlarınıza sızan yavaş yavaş güven eksikliğidir.
Hassasiyet binlerce küçük kabullenmeyle ölür.
Atölye Gerçeği: İlk bükmeniz öngörülebilir değilse, mengeniniz de öyle değildir.
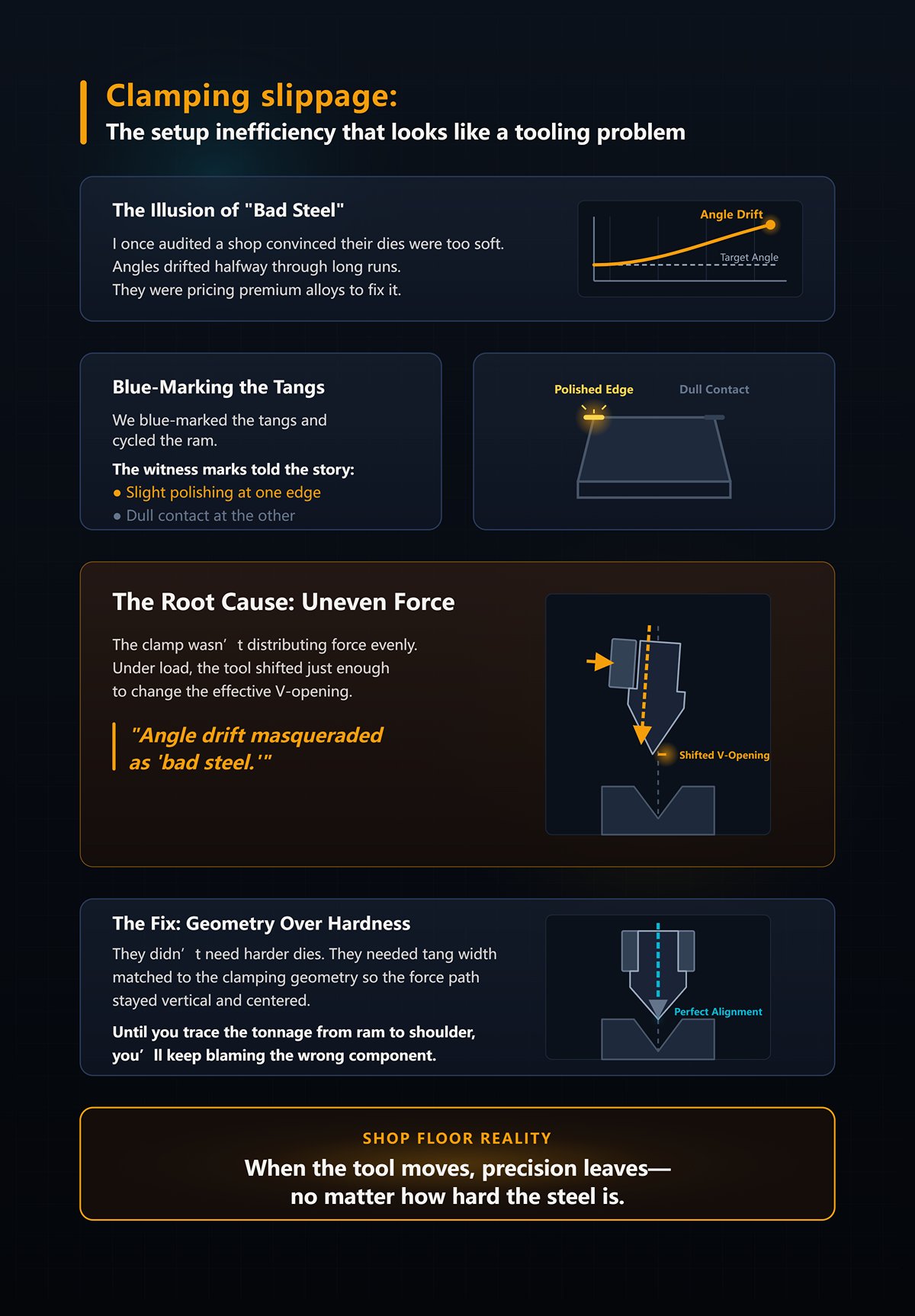
Bir keresinde, kalıplarının çok yumuşak olduğuna inandığım bir atölyeyi denetledim. Uzun üretimlerde açı yarı yolda kayıyordu. Bunu düzeltmek için özel alaşımlar fiyatlandırıyorlardı.
Tırnaklara mavi boya sürüp koçu çalıştırdık.
İzler hikâyeyi anlattı—bir kenarda hafif parlatma, diğer kenarda mat temas. Kıskaç kuvveti eşit dağıtmıyordu. Yük altında, takım V-ağzını efektif olarak değiştirecek kadar kayıyordu.
Açı kayması “kötü çelik” gibi görünüyordu.”
Daha sert kalıplara ihtiyaçları yoktu. Kuvvet yolunun dikey ve merkezde kalması için tırnak genişliğinin kıskaç geometrisine uyacak şekilde olması gerekiyordu.
Koçtan omuza kadar tonajı takip etmedikçe, yanlış parçayı suçlamaya devam edersiniz.
Atölye Gerçeği: Takım hareket ettiğinde, çeliğin sertliği ne olursa olsun hassasiyet gider.
Artık doğru soruyu soruyorsunuz: Sertlik çözüm değilse, kuvveti merkezde ve tekrarlanabilir şekilde tutan geometrik standartlar hangileridir?
Geçen ay bir atölyede, tek bir 12 fit pres frende üç farklı takım stili çalışıyordu. Bir punch’un 0,500 inç tırnağı vardı. Diğeri 13 mm. Premium set 20 mm idi. Hepsi kıskaca “uyuyordu”. Hiçbiri aynı kavrama geometrisini paylaşmıyordu. Operatör makinenin ±0,5° hassasiyet verebildiğine yemin ediyordu. Kağıt üzerinde haklıydı. Sahada, her takım değişiminde açıyı yakalamak için iki-üç ek vuruş gerekiyordu.
Bu çelikle ilgili değil. Bu, üçlü mekanik el sıkışmasının—makine kıskacı, takım tırnağı ve malzeme çekme dayanımı—başarısız olmasıdır. Bu üçü eşit olarak kavramıyorsa, hassasiyet sınırınız makine teknik değerinden çok önce düşer.
Mekanizma şöyle.
Tekrar 1/4 inç paslanmaz çeliği düşünün. Buna ayak başına 60 ton diyelim. 10 fitte bu, kalıp omuzları yayılmaya direnmeye çalışırken tırnağın kusursuz şekilde oturmasını isteyen 600 tondur. Kıskaç yuvası 20 mm tırnak için tasarlanmışsa ve siz 12,7 mm tırnağı dolgu anahtarıyla yerleştiriyorsanız, temas genişliğini 7 mm’den fazla daraltmış olursunuz. Kuvvet yolu daralır. Basınç artar. Mikro eğilme mümkün hale gelir.
Bu dramatik görünmez. Açı kayması, yarıçap tutarsızlığı ve omuz aşınması olarak ortaya çıkar.
Makineniz gün boyu ±0,5°’yi vaat ediyor olabilir. Ama bu hassasiyete ulaşıp ulaşamayacağınızı geometriniz belirler.
Atölye Gerçeği: Hassasiyet sınırınız katalogda yazan sertlikten değil, temas alanından belirlenir.
Size belirli bir sahne anlatayım.
Bir atölye, aynı pres frende 13 mm tırnak sisteminden 20 mm tırnak sistemine geçiyor. Kıskaç yenilemesi yok. Sadece adaptörler. Kavrama genişliğinde 7 mm fark var. Punch oturuyor, sıkılıyor ve çalışıyor.
İlk iş: 3 mm yumuşak çelik, hava bükme, 8x kalınlık V-açıklığı. Kurulumdan sonra açılar iyi görünüyor. Orta seride, iç yarıçap birkaç yüzde bir oranında daralmaya başlıyor. Gözle görülmüyor. Arabada biriken parçalarda ölçülebiliyor.
Neden?
Çünkü daha dar tırnak, kıskaç kuvvetini merkeze daha yakın toplar. Yük altında punch gövdesi az da olsa daha fazla elastik dönme yaşar — mikronlardan bahsediyoruz — ama bu dönme efektif bükme hattını V-açıklığına göre kaydırır. Bükme hattı kaydığında, nötr eksen kayar. İç yarıçapınız da buna uyar.
Beş milimetre orada kibarca durmaz. Kuvvetin alete giriş biçimini değiştirir.
Ve eğer ayak başına 60 ton çalıştırıyorsanız, bu her ayağın o hizasızlığı büyüttüğü anlamına gelir. Uzun bir takım boyunca, bu mikronlar açı ve yarıçap varyasyonuna dönüşür; bunları kelepçede düzeltmek yerine arka dayama ayarlarıyla kovalamak zorunda kalırsınız.
Hurda kutusu mantığı der ki: “Derinliği biraz artır.” Profesyonel düşünce ise şunu sorar: “Bükme hattı ilk etapta neden kaydı?”
Atölye Gerçeği: Eğer tırnak genişliği değişirse, bükme hattınız da kayar — bunu kabul etseniz de etmeseniz de.
Yanımda düzen boyası taşımamın bir nedeni var.
Tırnağı kaplarız, kelepçeleriz, hafif yükte çalıştırırız, sonra sökeriz. İzler gerçeği söyler. Eşleşmeyen sistemlerde, bir kenarda yoğun parlatma, diğer kenarda ise hafif temas görürüm. Bu, kelepçeleme basıncının tırnak genişliği boyunca eşit olmadığını gösterir.
Basınç, kuvvetin alana bölünmesi demektir. Eşleşmeyen bir tırnakla etkin alanı küçült, yerel basınç artar. Yüksek yerel basınç içeriye gömülür. Düşük basınçlı bölgeler mikro-kaymaya izin verir. Şimdi bu kuvvetin, makinenin kelepçeleme yuvasına tam olarak oturmayan bir tırnaktan geçtiğini hayal edin. Yük yolu artık dikey değildir. Yanlıdır.
Tam bükme yükü altında — yine ayak başına 60 ton — bu yanlılık, küçük yanal kaymalara dönüşür. Yanal kaymalar, temas noktasındaki etkili V-açılışını değiştirir. V-açılışını değiştirirseniz, aynı koç derinliğinde bükme açısını da değiştirirsiniz.
Kurulum sırasında kimse kelepçeleme basıncı dağılımını ölçmez. Açıyı, yanlış olduktan sonra ölçerler.
Ve işte burada makine özellikleri sizi şaşırtır. Evet, dinamik taçlama ve lazer geri bildirimiyle, bazı pres frenleri ±0,1°’den daha dar toleranslarda çalışabilir. Ancak bu kontrol sistemi semptomları düzeltmektedir. İçinde büyük yuva boşluğunda sallanan bir tırnağı sertleştiremez.
Kötü bir el sıkışmasından servo ile kurtulamazsınız.
Atölye Gerçeği: Düzensiz kelepçeleme basıncı her vuruşu biraz farklı bir takıma dönüştürür.
Şimdi 8 ayak boyunca bölümlendirilmiş zımbaları yan yana dizin.
Bir segment komşusundan 0,02 mm daha uzun. Bu, birçok üretici toleransı dahilindedir. Tek başına, hiçbir şey değildir. Ama bunu bir tırnak uyumsuzluğundan kaynaklanan düzensiz kelepçeleme ile birleştirin, daha uzun segment birincil yük taşıyıcı haline gelir.
Yük altında, bu segment ayak başına 60 tonun kendi payından fazlasını görür. Daha fazla esner. Yanındaki segment daha az esner. Bükme açınız uzunluk boyunca değişir — bir tarafta sıkı, diğer tarafta açık.
Operatörler buna taçlama hatası der. Ya da malzeme varyasyonu. Ama kalıbı bu kadar hızlı aşındırmaz.
Mekanizma basittir: düzensiz kelepçeleme, küçük yükseklik farklarını abartır. Bu farklar yükü yön değiştirir. Yön değişen yük, V-kalıbına yerel nüfuzu değiştirir. Yerel nüfuz, açı ve iç yarıçapı değiştirir.
Böyle 500 parça üretin ve yüksek segment erken aşınma gösterir. Şimdi tekrar çelik sertliğini suçluyorsunuz.
Bunun nasıl katlandığını görüyor musun? Tırnak genişliği basınç dağılımını etkiler. Basınç dağılımı yükseklik değişkenliğini artırır. Yükseklik değişkenliği yük paylaşımını değiştirir. Yük paylaşımı büküm geometrisini değiştirir.
Bu senin hassasiyet sınırındır.
Sonraki soru bariz: Farklı kalıp sistemleri 12,7 mm, 13 mm veya 20 mm tırnak kullanıyorsa, her tasarım bu etkileşimi farklı şekilde nasıl kontrol ediyor — ve hangisi gerçekten kuvvet yolunu koruyor, hangisi ise bunu şansa bırakıyor?
Atölye Gerçeği: Üretim hacminde, 0,02 mm artı kötü sıkma = bir palet hurda.
Tezgâhta üç zımba hayal et: 12,7 mm Amerikan emniyet tırnağı, 13 mm Avrupa Promecam tırnağı ve 20 mm Wila tırnağı. Aynı pres. Aynı 3 mm yumuşak çelik. Aynı 8× kalınlık V-açıklığı. Değişen tek şey, tırnağın mengene yuvasını nasıl doldurduğu.
Şimdi bunu ayak başına 60 ton ile yükle.
Kâğıt üzerinde, 12,7 ile 13 mm arasındaki fark önemsiz gözükür. Yük altındaki çelikte ise o 0,3 mm, tırnağın tüm yüzeyi boyunca temas edip etmeyeceğini veya önce bir kenara değip değmeyeceğini belirler. 20 mm tırnak sadece kavramayı genişletmez; aynı zamanda sıkma cıvatalarının kuvveti zımba gövdesine nereden ilettiğini değiştirir. Daha geniş tırnak, dönmeye karşı direnen daha uzun bir moment kolu demektir. Daha dar tırnak, daha yüksek yerel basınç ve kuvvet yolu mükemmel şekilde ortalanmadığında sallanma eğilimi demektir.
Bu marka sadakati değil. Bu geometri.
Her sistem mekanik bir sözleşmedir: makine mengene geometrisi, tırnak genişliği ve profili, ve bükmekte olduğun malzemenin çekme dayanımı. Bu sözleşmeyi bozarsan büküm çizgisi kayar. Uyumlu tutarsan yük yolu dikey kalır.
Soru “hangisi en iyi?” değil. Soru, hangisinin makinenin kısıtlamalarına uyduğudur; kelepçede gizli bir menteşe yaratmadan.
Eski bir mekanik pres frende 1/4 inç sac işleyen bir atölyeye girdim. Amerikan tarzı kalıplar. 12,7 mm emniyet tırnağı. Manuel ayar vidaları. Operatör bunu seviyordu çünkü mengene gevşediğinde düşmüyordu.
Mantıklı.
Ancak ağır bir hava bükümünde ayak başına 60 ton altında, tırnağı mavileştirdik ve çevrim yaptık. Temas izleri ön kenarda yoğun parlatma, arkada hafif temas gösterdi. Emniyet dudağı zımbanın düşmesini engelledi ama gerçek sıkma teması tırnak genişliğinin ima ettiğinden daha dardı. Bu da ön yüzde basınç pikine neden olur.
Basınç, kuvvetin alana bölünmesidir. Aynı tonaj, daha küçük etkin temas bandı, daha yüksek yerel basınç. Daha yüksek basınç, bir kenarda daha fazla tutunma ve kalıba doğru mikro dönme daveti anlamına gelir. Bu dönme büküm çizgisini biraz öne kaydırır. İnce malzemede bunu derinlikle telafi edersin. Kalın, yüksek çekme dayanımlı sacda ise uzunluk boyunca açı tutarsızlığı olarak ortaya çıkar.
Emniyet tırnağı tasarlandığı işi yapar: operatörü korur ve daha basit mengenelerle çalışır. Asla yüksek dinamik yük altında kendi kendine merkezlenmek için tasarlanmadı. Ondan hassas taşlanmış, kendi kendine oturan bir sistem gibi davranmasını istediğinde, hurda kutusu düşüncesi yapıyorsun demektir.
Atölye Gerçeği: Amerikan kalıpları doğru mengenede stabildir, ancak makinenin baştan kontrol etmediği bir kuvvet yolunu düzeltmez.
Farklı atölye. 13 mm Promecam tırnaklar için yapılmış yandan yüklemeli mengenelere sahip CNC hidrolik pres fren. Emniyet dudağı yok. Tırnak, 12,7 mm Amerikan’a göre yuvayı daha dolu doldurur ve mengene yüzeyi genellikle dikey yüzeyin daha fazlasını kavrar.
Aynı ayak başına 60 ton yük altında, mavi iz farklı bir hikâye anlatıyor: daha geniş, daha eşit temas. Daha az kenar kayması. 13 mm profil esas alınarak hazırlanmış kelepçe geometrisi sayesinde sap daha derin ve daha düzgün oturuyor. Bu, tam yük gelmeden önce dönme serbestliğini azaltıyor.
Ama kendi kendine oturmuyor. Parçaları hâlâ hizalıyorsunuz. Hâlâ sırayla sıkıyorsunuz. Kurulum, gerçek bir hızlı değişim sisteminden daha uzun sürüyor. İşte ödün: makul bir takım maliyetiyle yüksek tekrarlanabilirlik karşılığında orta düzeyde kurulum süresi.
İnsanların kafasının karıştığı yer burası. Wila seviyesinde hassasiyetin Wila seviyesi donanım gerektirdiğini sanıyorlar. Her zaman değil. Üretim hacminiz düşük ya da orta düzeydeyse ve vardiya başına on kez takım değiştirmiyorsanız, doğru eşleşmiş bir Promecam sistemi “yüksek” hassasiyeti sermaye yükü olmadan sunabilir. Çünkü makine ile sap birlikte tasarlanmıştır, sistem sözleşmesi bozulmaz.
Atölyelerin hata yaptığı nokta, yıllarca Amerikan takım kullanmaktan dolayı genişlemiş kelepçeye 13 mm sap zorla takmak. Bu durumda sap, aşınmış yuva içinde boşta kalır ve tüm teorik hassasiyet uçar gider.
Atölye Gerçeği: Avrupa hassasiyeti sadece kelepçe de Avrupa doğumluysa vardır.
Şimdi hidrolik, kendi kendine oturan kelepçedeki 20 mm Wila sapına bakın. Bırakın yerine düşsün, düğmeye basın, sistem sapı yukarı ve arkaya sabit bir referansa çeker. Ayar vidaları yok. Yan yükleme yok. Geometri, tonaj oluşmadan önce hizalamayı zorlar.
Ayak başına 60 ton altında, daha geniş sap sıkma kuvvetini daha geniş bir yüzeye yayar ve yalnızca geometrisi sayesinde dönmeye karşı direnci artırır. Daha fazla temas genişliği, aynı yükte daha düşük yerel basınç demektir. Daha düşük basınç, daha az ısırma farkı, daha az mikro kayma ve boy boyunca daha tutarlı bükme hattı konumu demektir.
Ama işte satışçıların atladığı kısım.
Kısa partiler çalıştırıyorsanız, günde iki kurulum yapıyorsanız, 1/8 inçten daha ince yumuşak çelik büküyorsanız, zaman tasarrufunu hızlıca geri kazanamazsınız. İyi bakımlı bir Promecam sistemine göre hassasiyetteki artış ölçülebilir olabilir ama kâr getirmez. Yatırım geri dönüşü, sık değişim, uzun yatak boyunca bölümlenmiş takımlar veya kelepçe stabilitesinin hem açı hem takım ömrünü koruduğu yüksek çekme dayanımlı malzeme kullandığınızda devreye girer.
Bazı atölyelerde “ikisini birden en iyisini almak” için 13 mm kelepçelere hibrit adaptörlerle 20 mm takımlar bağlandığını gördüm. Aslında elde ettikleri şey, istiflenmiş bir tolerans zinciri ve adaptör ile koç arasında yeni bir menteşe noktası. Şimdi, makinenin kelepçe yuvasına tam oturmayan bir sap üzerinden geçen kuvveti hayal edin. 20 mm sistemin ortadan kaldırmak için tasarlandığı dönüşü yeniden devreye soktunuz.
Bu yükseltme değil. Bu, geometrinin inkârıdır.
Wila sihir değil. Bu, tam bir mekanik el sıkışmadır. O el sıkışmanın bir parmağını adaptörlerle ya da aşınmış kelepçelerle kırarsanız, tekrar koç derinliğiyle mikronların peşine düşersiniz.
Atölye Gerçeği: 20 mm sistem, hacim ve çekme yükleriniz tekrarlanabilir kendi kendine hizalamayı gerektirdiğinde karşılığını verir — aksi hâlde kullanmadığınız bir hızı satın almış olursunuz.
Ve bu, rahatsız edici soruyu bırakıyor: her sistem yalnızca uyumlu bir set olarak çalışıyorsa, aynı zeminde bunları karıştırmaya başladığınızda ne olur?
| Sistem | Temel Noktalar |
|---|---|
| Amerikan Takımı (12.7 mm Güvenlik Sapu) | Kelepçe gevşediğinde zımbanın düşmesini önlemek için tasarlanmıştır; daha basit kelepçelerle çalışır; yüksek yük altında (60 ton/ayak), temas alanı sap genişliğinin öne sürdüğünden daha dar olur; ön kenar yakınında basınç zirveleri yaratır; artan yerel basınç mikro dönüş ve bükme hattı kaymasına yol açar; güvenlik ve temel stabilite için uygundur ancak dinamik yük altında hassas kendi kendine merkezleme için uygun değildir; yalnızca kelepçe kuvvet yolunu düzgün kontrol ederse stabildir. |
| Avrupa Promecam (13 mm Sap) | Sap, 12.7 mm Amerikan tipine göre yuva boşluğunu daha tamamen doldurur; yük altında daha geniş ve daha eşit sıkma teması sağlar; kenar etkisini ve dönme serbestliğini azaltır; manuel hizalama ve sıralı sıkma gerektirir; yüksek tekrarlanabilirlik ile orta kurulum süresi; düşük-orta üretim için maliyet-etkin hassasiyet; hassasiyet, doğru eşleşmiş bir Avrupa kelepçesine bağlıdır—aşınmış veya uyumsuz kelepçeler avantajı ortadan kaldırır. |
| Wila 20 mm Sap Sistemi | Hidrolik kendi kendine oturan kelepçe, çıkıntıyı otomatik olarak sabit referansa çeker; daha geniş çıkıntı kuvveti daha büyük temas alanına dağıtır; yerel basınç, mikro kayma ve bükme hattı değişimi azalır; sık kalıp değişimi, bölümlendirilmiş takımlar, uzun yataklar ve yüksek çekme mukavemetli malzemeler için idealdir; yatırımın geri dönüşü üretim hacmine ve kurulum sıklığına bağlıdır; adaptörler veya hibrit kurulumlar tolerans birikmesi ve dönme oluşmasına yol açarak sistemin avantajlarını ortadan kaldırır; yalnızca eksiksiz, entegre bir sistem olarak etkilidir. |
Amerikan, Avrupa ve 20 mm sistemlerin aynı atölye sahasında birlikte çalıştığında gerçekte ne olduğunu bilmek mi istiyorsunuz?
Uzun bir serinin yalnızca son üç parçasında ortaya çıkan açı kayması. Dün olmayan takım izleri. Operatörlerin “malzeme değişiyor olmalı” diyerek her on çevrimde derinliği çok az artırması. Herkesin çizimi suçladığı, sessizce uzayan kurulum süreleri.
Hiçbiri çeliğin içinde başlamaz.
El sıkışmada başlar.
Koç ile zımba arasına bir adaptör koyduğunuzda sadece çıkıntı genişliğini değiştirmezsiniz. Yeni bir yüzey, yeni bir tolerans aralığı, yeni bir yük yolu eklersiniz. Makine adaptörü sıkıştırır, adaptör takımı tutar ve malzeme ikisine birden geri kuvvet uygular. Artık bu üç noktalı bir mekanik el sıkışması değildir. Dört parmaktır ve bunlardan biri hissizdir.
Uzun bir hava bükmede ayak başına 60 ton kuvvette, o ekstra ara yüz çıkıntıyla aynı yükü görür. Aynı yük. Daha küçük, kusurlu temas. Yüzeylerin tamamen düz olmadığı yerlerde basınç ani artar ve adaptör tasarlamadığınız bir menteşe haline gelir.
Bu, esneklik kılığına girmiş hurda kutusu düşüncesidir.
Yanılsama basittir: “Eğer çıkıntı uymuyorsa, onu uydururuz.” Gerçek ise daha incedir. Eklenen her katman referans yüzeyinizi koçtan biraz daha uzaklaştırır. Böylece moment kolunu, az da olsa, artırmış olursunuz; bu da yük altında dönme kaldıraç etkisini artırır. Kelepçedeki mikronlar, bükme hattında binde milimetrelere dönüşür.
Bunu ilk günde görmezsiniz.
İki hafta kullanımın ardından, derinlik düzeltmeleriyle kovalamaya başlarsınız.
Atölye Gerçeği: Adaptörler sistemleri harmanlamaz — her birini hassas kılan geometrinin etkisini seyreltir.
Parça üretebilirsiniz.
Bu, toleransı korumakla aynı şey değildir.
12.7 mm Amerikan güvenlik profiline göre tasarlanmış bir kelepçede 13 mm’lik Avrupa çıkıntısı dramatik şekilde arıza yapmaz. Sessizce arıza yapar. Kelepçe yüzü, tasarlandığı şekilde oluğu kavramaz, bu nedenle çıkıntı kısmi temasla oturur. Hafif yükte sorun çıkarmaz. Ayak başına 60 ton kuvvette temas bandı öne kayar ve çıkıntı, kalıba doğru dönmeye çalışır.
Şimdi bu kuvvetin, makinenin kelepçe yuvasına tam oturmayan bir çıkıntıdan geçtiğini hayal edin.
Bir dönme noktası yaratmış olursunuz.
Bazı atölyeler bu işten sıyrılır. Özel şimler ekler, ofsetleri taşlar, zımba yüksekliklerini ayarlar ve gün boyu ±0,005 inç iddiasında bulunur. O atölyeleri denetledim. Başarılı olanlar hassasiyet için adaptöre güvenmiyor. Her yerde telafi yapıyorlar — kontrollü tonaj, tutarlı malzeme partileri, disiplinli kurulum sıralaması. Geometrik bir tavizin etrafına bir süreç kafesi inşa etmişler.
Bu yönetim disiplini, adaptör sihri değil.
Sorun, vardiyalar, operatörler ve malzemeler arasında tekrar edilebilirliktir. Avrupa sistemi, bir oluğa yan sıkma basıncı uygulamak için tasarlanmıştır. Amerikan kelepçesi ise dikey olarak taşıyan ve ayar vidası sıkıştırmasıyla çalışan bir emniyet çıkıntısı için tasarlanmıştır. Bunları karıştırdığınızda yük yolu ne tamamen dikey ne de tamamen yatay olur. Yatağın boyunca çapraz ve tutarsız hale gelir, özellikle aşınmış kelepçelerde.
Ve aşınmış kelepçeler istisna değil, kuraldır.
Yani evet, Avrupa kalıplarını Amerikan bir abkantta çalıştırabilirsiniz. Sadece artık gerçek bir Avrupa geometrisiyle çalışmayacaksınız. Sürekli kontrol gerektiren hibrit bir sistemle çalışıyor olacaksınız.
Atölye Gerçeği: Hassasiyet operatörün “hileyi bilmesine” bağlıysa, sistemin kendisi hassas değildir.
Bunu biraz yavaşlatalım.
Bir adaptör en az iki yeni arayüz ekler: koçtan adaptöre ve adaptörden takıma. Her arayüzün düzlemsellik toleransı, paralellik toleransı ve sıkma esnekliği vardır. Bunları bir araya getirdiğinizde, bükme hattınızın üzerinde yaşayan ama açıda kendini gösteren bir tolerans yığını oluşturursunuz.
Kaybolmaz. Yer değiştirir.
20 mm kendi kendine oturan bir takımın 13 mm tarzı bir adaptöre monte edildiğini, ardından kendi kendine oturmayan bir sistemde sıkıldığını hayal edin. Orijinal 20 mm konsepti, yükü daha geniş bir çıkıntıya yayar ve sabit bir referansa yukarı ve geriye çekilerek bağlanır. Adaptör bu geri çekilme hareketini kesintiye uğratır. Kelepçe artık hassas taşlanmış çıkıntı yüzünü değil, adaptör gövdesini kavrar.
Referans yüzeyini koçtan bir katman uzağa taşımış oldunuz.
Yük altındayken, mikro sapma en zayıf esneme noktasında gerçekleşir. Bu genellikle adaptörün en ince kısmı veya en az desteklenen yüzüdür. Çıkıntı HRC 60 sertliğinde, sac metal HRC 15 olabilir, ancak sertlik yük yolu eğriyse dönmeyi durdurmaz. Aslında, daha sert takım, kusurlu temaslarda basıncı yoğunlaştırır ve bu da o adaptör yüzeylerinde aşınmayı hızlandırır.
Kaybolan hassasiyet her arayüzde elastik esnemeye gider.
Boy boyunca açısal değişim olarak ortaya çıkar çünkü sapma birör değildir. Artan takım aşınması olarak ortaya çıkar çünkü basınç eşit dağılmamıştır. Kurulum sürünmesi olarak ortaya çıkar çünkü operatörler geometriden ziyade derinlikle telafi eder.
Ve “tek takım tüm makinelerde uysun” diye adaptörleri üst üste koymaya başladığınızda, standardizasyon yapmıyorsunuz. Tolerans zincirlerini çoğaltıyorsunuz.
İşte illüzyonun sonunda çatladığı yer burasıdır.
Hassasiyet yalnızca takımın bir özelliği değildir. Koçtan malzemeye ve geri dönüş yoluna kadar tüm yük yolunun bir özelliğidir. Bu yolu katmanlı tavizlerle bozarsanız, hiçbir marka damgası sizi kurtaramaz.
Atölye Gerçeği: Eklediğiniz her adaptör, kuvvetin sizin bükülmesini istemediğiniz bir şeyi bükebileceği başka bir noktadır.
Kararlı, hassasiyet odaklı bir sistem mi istiyorsunuz?
Basit bir sahneyle başlayın. Çeyrek inç yumuşak çelik, 10 fitlik büküm, 2 inçlik V kalıp açıklığı. Standart hava bükme tahminine göre, fit başına yaklaşık 60 ton civarındasınız. Makine mırıldanır. Açı tekrarlanır. Takımlar uzun ömürlü olur.
Şimdi o sacı, aynı kalınlıkta yüksek mukavemetli sacla değiştirin ve “çelik çeliktir” diyerek aynı kalıp ağzını kullanmaya devam edin. Tonaj ihtiyacınız kibarca artmaz — fırlar. Akma mukavemeti yükselir, geri esneme 8–10 dereceye kadar uzar ve abkant daha sert basarak cevap verir. Aynı geometrik şekil. Farklı direnç. Az önce uygun dil-tutucu uyumu ile temizlediğimiz yük yolu artık oranlanmamış bir kuvvet taşır hale gelir.
Kopukluğun olduğu yer burası.
Geometriyi bozmakla adaptörleri suçluyorduk — haklı olarak. Ancak yük yolu mükemmel ve kesintisiz olsa bile, kalıp şekli ve zımba yarıçapı yumuşak çelik için seçilip yüksek mukavemetliye zorlandığında hassasiyet kaybolur. Makine, sınırları içinde gereken her kuvveti verir. Takım ise sonuçlara katlanır.
Yüksek mukavemetlide geri esnemeyi “kontrol” etmek için kalıp ağzınızı daralttığınızda tonaj hızla artar. Doğrusal değil. Hızlı. Atölyeler daha dar V ile daha sıkı kontrol sağlar diye düşünür. Gerçekte elde ettikleri üstel kuvvet talebi, gövde esnemesi ve hiçbir dil genişliğinin dengeleyemeyeceği lokalize takım gerilmesidir.
Abkant her zaman kazanır.
Takım her zaman kaybeder.
Atölye Gerçeği: Eğer kalıp tablonuz yumuşak çelik üzerine kuruluysa, yüksek mukavemetli bunu bir haftada ortaya çıkarır.
Yıllardır 28–32 HRC sertliğinde sertleştirilmiş kalıplarla yapısal sınıf yumuşak çelik bükümleri yapan bir atölyeye girdim. Temiz bükümler. Minimum iz. Aynı kalıplar, yüksek mukavemetli düşük alaşımlı bir kontrat aldıklarında raftan indirildi.
İki haftalık kullanım sonunda, V’nin omuzları brinelling olmuştu — malzemenin daha yüksek temas basıncıyla kalıp kenarına bastığı küçük çentikler. Dramatik çatlaklar değil. Sadece büyüyen izler. Açılar boyunca yatakta sapma başladı.
“Yumuşak kalıp” diye suçladılar.”
Ama başka bir şey değişmeden bir kalıbı bu kadar hızlı aşındıramazsınız.
Mekanizma şu: Yüksek mukavemetli malzeme akmaya direnç gösterir, bu yüzden sac yumuşak çelikte olduğu gibi V içine akmaz. Temas basıncı, kalıp omuzlarında daha dar bantlar boyunca yoğunlaşır. Eğer kalıp sertliği ve kenar işleme daha düşük akma mukavemetli malzeme varsayımıyla seçildiyse, o omuzlar artık daha yüksek lokal gerilme döngüleri görür. Bunu uzunlukla çarpın.
60 ton/ft kuvvetle yapılan uzun bir hava bükümünde, bu kuvvet V omuzları boyunca dağılır. Malzeme akma mukavemetini arttırıp aynı ağzı korursanız, o temas çizgilerindeki temas gerilmesini de arttırırsınız. Sertlik konu prestij değil; bu temas bölgelerinde plastik deformasyona dirençtir.
Ve işte tuzak: “Aynı” sınıfta bile akma mukavemeti partiden partiye değişir. Üzerinde aynı etiket olan ama vardiyalar arasında farklı geri esneme yapan rulolar gördüm. Kalıp sertliği payınız düşükse bu farklılıklar, açıklayamayacağınız takım aşınması ve açı tutarsızlığı olarak ortaya çıkar.
Malzeme değişkenliği kötü geometriyi mazur göstermez — onu cezalandırır.
Atölye Gerçeği: Eğer kalıp omuzlarınız çöküyorsa, sertlik spesifikasyonunuz dünkü malzemeye göre yazılmıştır.
1/8 inç yüksek mukavemetli bir sac ve “keskin” 90 dereceyi sabitlemek için seçilmiş keskin uç yarıçaplı bir zımba hayal edin. Bu, yumuşak çelikte işe yarar çünkü malzeme akar ve öngörülebilir şekilde ucun etrafına sarılır.
Yüksek mukavemetli sarılmaz. Direnir, enerji depolar, sonra daha sert geri esner.
Bu nedenle operatör, telafi etmek için daha fazla derinlik ayarı yapar. Koç, V’nin içine daha derin iterek tonajı artırır ve sacı kalıbın omuzlarına daha sıkı bastırır. Zımba yarıçapı, malzemenin doğal bükülme yarıçapı için çok küçük olduğundan hem temas basıncını hem de gereken kuvveti artırmış olursunuz.
Şimdi bu kuvvetin, makinenin kelepçe yuvasına tam oturmayan bir çıkıntıdan geçtiğini hayal edin.
Mükemmel bir mengene ile bile, zımba yarıçapı ile malzeme akma değeri arasındaki uyumsuzluk, iç lifleri rahatlıkla dayanabilecekleri deformasyonun ötesine zorladığınız anlamına gelir. Bükümün iç tarafında mikro çatlaklar. Kaplamalı sacda yüzey aşınması. Temas alanı daha dar ve daha sıcak olduğu için hızlanmış zımba ucu aşınması.
İroni mi? Biraz daha büyük bir zımba yarıçapı, malzemenin doğal yarıçapına daha yakın biçimlenmesine izin verdiği için genellikle gereken tonajı azaltır ve geri sekmeyi dengeler; onunla savaşmak yerine ona uyum sağlar.
Ama hurdalık mantığı, daha keskinin daha hassas olduğunu söyler.
Hassasiyet keskinlik değildir. Kontrollü deformasyondur.
Atölye Gerçeği: Eğer geri sekmeyi zımba yarıçapı seçimi yerine koç derinliği ile kovalamaya çalışıyorsanız, parçadan çok aleti büküyorsunuz demektir.
Sözde her şeyi havada büktüğünü söyleyen atölyeler gördüm — yüksek mukavemetli çelik gelene kadar. Birdenbire sadece “bu işte” geri sekmeyi yenmek için tabana bastırmaya başlıyorlar.
Hadi temiz bir örnek çalıştıralım. Aynı 1/4 inç levhayı, 2 inç V kalıbı, yaklaşık fit başına 60 tonla havada büküyorsunuz. Açıyı kontrol için sıkı bir V ile tabana bastırmaya geçin. Tonaj sadece biraz artmaz. Açıklığa ve malzeme mukavemetine bağlı olarak ikiye ya da üçe katlanabilir, çünkü artık sacı tamamen kalıp açısına uydurmaya zorluyorsunuz.
Ve bu kuvvet sadece malzemeye gitmez. Gövdeye, yatağa, koç kızaklarına da iletilir. Gövde rijitliği gizli bir değişken haline gelir. Havada bükmede ±0,5 derece doğruluğu tutan bir makine, yüksek mukavemetli çelikte tabana bastırırken sadece tepe yükte gövdenin esnemesi nedeniyle sapma gösterebilir.
Tekrar aletleri suçlamaya başlarsınız.
Oysa biçimlendirme yöntemi, malzeme davranışını dikkate almayan kalıp geometrisi tarafından belirlenmişti. Yüksek mukavemetliyi kontrollü havada bükmeye izin veren kalıp açıklığı ve zımba yarıçapı seçmek yerine, atölye geri sekmeyi gizlemek için tabana bastırmayı varsayılan hale getirdi. Bu karar kuvveti katladı, gövde sapmasını artırdı ve yük yolundaki temizlemek için çok uğraştığımız her mikroskobik uyumsuzluğu büyüttü.
Havada bükme, tabana bastırma, madeni para baskısı — bunlar tarz seçimi değil. Bunlar kuvvet stratejileridir.
Ve kalıp tarzınız yanlışlıkla sizi makinenizin tasarlandığından daha yüksek kuvvetli bir stratejiye zorlarsa, hassasiyet fiziğe karşı bir pazarlığa dönüşür ve bu pazarlığı kazanamazsınız.
Atölye Gerçeği: Eğer biçimlendirme yöntemin malzeme güçlendikçe değişiyorsa, takım sistemin bir sistem olarak tasarlanmamış demektir.
Doğru soruyu artık soruyorsun: Yüksek mukavemetliyi hassasiyeti kaybetmeden veya makineyi aşırı yüklemeden nasıl kalıp açıklığı, zımba yarıçapı, sertlik ve biçimlendirme yöntemi seçeceksin?
Parçaları tek tek seçmeyi bırak. Üç noktalı tokalaşmayı — makine kelepçesi, takım pabuç bağlantısı, malzeme çekme dayanımı — haritalamaya başla ve bu haritanın size asıl darboğazın nerede olduğunu söylemesine izin ver.
Hassasiyet çeliğin bir özelliği değildir. Uyumluluğun bir özelliğidir.
Atölye Gerçeği: Takımı hâlâ markaya göre alıyorsan yük yoluna göre değil, tahmin yürütüyorsun demektir.
Malzemeden değil, makinadan başlayın. Ayak başına derecelendirilmiş tonaj nedir? Ne tür bir sıkıştırma stili? O kelepçenin noktasal yüklenme olmadan dayanması için tasarlanmış tırnak genişliği nedir?
Presiniz havada bükmede ayak başına 60 ton olarak derecelendirildiyse, bu rakam tırnağın tamamen oturduğu ve basıncın kelepçe yüzeyi boyunca eşit dağıldığı varsayımına dayanır. Şimdi yuvadan 0,020 inç daha dar bir tırnağı veya başka bir arayüz ekleyen bir adaptör yığını hayal edin. O 60 ton/fut artık düz bir tokalaşma gibi ilerlemez. Yoğunlaşır.
Mavi lekeleri gördünüz. Uçlarda ağır. Ortada hafif.
Çapraz stil karışımı işe yarayabilir. 0,500 inç hassas tırnak, tam temas ve doğru oturma ile uyumlu bir kelepçede çalıştığında, alttaki kalıp farklı bir standart izlese bile mükemmel davranabilir. Bu başarı hikayeleri tesadüf değildir — yük yolu sürekli kaldığı ve temas yüzeyleri genişlik ve sertlikte eşleştiği için çalışırlar.
Ama atölyeler “uyuyor” demek “uyumlu” demektir diye varsaydığında, bu hurdalık düşüncesidir.
Şimdi malzemeyi eşleyin. Yumuşak çelikte 3°–5° geri yaylanmaya sahip yüksek çekme dayanımı, bunun ötesine geçebilir ve CNC telafisi yalnızca zımba açısı ve yarıçapı öngörülebilir şekilde az bükme için seçildiğinde işe yarar. Malzemenin doğal iç yarıçapına saygı gösteren daha büyük bir zımba yarıçapı, genellikle gerekli derinliği azaltır ve geri yaylanmayı dengeler, sizi havada bükmede tutar, alttan bükmeye kaymanızı engeller.
Kalıp açıklığı ise bir kuvvet yöneticisi haline gelir. Çok dar açarsanız tonaj artar. Uygun açarsanız, makine sapma sınırlarını aşmadan şekil değiştirmeyi kontrol edersiniz.
Sertlik? Bunu egoya göre değil, temas gerilimine göre seçin. Yerel omuz basıncı, daha yüksek akma dayanımında yükseliyorsa, kalıbınız bu koşuldaki tam yük altında göçmeyi önleyecek kadar sert olmalıdır — geçen yılın yumuşak çeliği altındaki yük değil.
Bu bir kalıp listesi değil. Bu bir uyumluluk matrisidir: makine kelepçe geometrisi → tırnak genişliği ve temas alanı → kalıp açıklığı ve zımba yarıçapı → malzeme çekme dayanımı ve geri yaylanma → kuvvet stratejisi olarak şekil verme yöntemi.
Bir halkayı kaçırın ve diğerleri bunun bedelini öder.
Atölye Gerçeği: Yönteminiz sadece bir malzeme değişikliğine dayanmak için değişiyorsa, matrisiniz hiç hizalanmamış demektir.
Üstün kaliteli çelik bir rozet değil. Belirli bir arıza moduna karşı sigortadır.
Varsayımsal bir örnek alın: 2 inçlik bir V üzerinde yaklaşık ayak başına 60 tonla 1/4 inç yüksek çekme dayanımlı bir malzeme. Bu kuvvet, kalıp omuzlarında yüksek çizgi teması oluşturur. Kalıp çeliğiniz, bu yerel basınca dayanacak sertlik aralığına ısıl işlemle ulaşamıyorsa, aşınma belirtileri ortaya çıkmadan çok önce göçmeler ve açı sapmaları görürsünüz.
Bu durumda, su verilebilir alaşımlı kalıp kendini amorti eder. Üstün olduğu için değil — temas gerilimi bunu gerektirdiği için.
Şimdi tersine bakın. Makineniz, kelepçe yüzeyi aşınmış olduğundan veya tırnak genişliği uyumsuz olduğundan, tırnak boyunca eşit basınç sağlayamıyorsa, daha sert çelik almak dengesiz yüklemeyi çözmez. Bu sadece deformasyonu kelepçeye, koça veya parçaya taşır. Siz aletin sertliğiyle övünürken, tutarsız açılarla uğraşırsınız.
İşte bu yüzden bükme başına maliyet analizi sizi yanıltır. Alet ömrünü sayar ama yük dağılımını göz ardı eder.
Bütçe kalıplar, üç koşul doğru olduğunda yeterlidir: malzemenin akma değeri orta seviyededir, kalıp açıklığı tonajı makine sınırlarının çok altında tutar ve kelepçe- tırnak temasında tam oturma ve rijitlik vardır. Bu koşullarda, çeliğin kötü muameleye dayanmasını istemiyorsunuzdur.
Üstün kaliteli kalıp, temas gerilimi, çevrim hacmi veya malzeme sertliği omuz ve zımba ucunu plastik şekil değiştirme riskine ittiğinde haklı çıkar.
Hangi rejimde olduğunuzu bilmiyorsanız, analiz yapmıyorsunuz. Alışveriş yapıyorsunuz.
Atölye Gerçeği: Uyumluluğu sağlamadan sertlik satın almayın.
İşte kimsenin itiraf etmek istemediği kısım.
Birçok atölye, gerçek darboğazları kurulum değişkenliği olduğu halde takım maliyetini suçlar. Farklı tırnak standartları. Bir bölümde adaptör, diğerinde doğrudan sıkma. Operatörler “çalıştırmak için” takoz koyar.”
Ayak başına 60 ton kuvvette, her ek arayüz başka bir esneme noktasına dönüşür. Mikroskobik dönme için başka bir ihtimal. Operatörün geometri yerine koç derinliğiyle telafi ettiği başka bir değişken.
Uyumlu tırnak standartlarıyla hızlı değişim sıkma, bu değişkenliği azaltır. Gösterişli olduğu için değil — yük yolunu ve tekrarlanabilirliği koruduğu için. Daha hızlı kurulumlar, mekanik tutarlılığın yan ürünüdür.
Ancak hacminiz düşük çeşitlilikte, uzun süreli işlerse ve mevcut takımınız eşit baskı izleriyle mükemmel oturuyorsa, yalnızca hız için yeni bir sisteme para harcamak size pek katkı sağlamayabilir. Darboğazınız programlama, malzeme taşıma veya ölçüm olabilir.
Uyumluluk matrisi işte burada bir yönetim aracı olur. Üç net soruyu sorun:
Kuvvet sistemi neresinden giriyor? Nerede yoğunlaşıyor? Nereden esneme ya da değişkenlik olarak kaçıyor?
Takım siparişini imzalamadan önce bunları yanıtlayın.
Akılda tutmanız gereken tek şey şu: hassasiyet çelik kalite sınıflarından veya kelepçe markalarından satın alınmaz — kelepçe geometrisi, tırnak genişliği, kalıp açıklığı, zımba yarıçapı, malzeme çekme dayanımı ve şekillendirme yöntemi kesişiminde mühendislik ile sağlanır. O kesişim, yüksek çekme dayanımlı malzeme onu ortaya çıkarana kadar görünmezdir.
Çoğu atölye bunu görmez çünkü yumuşak çelik onları affeder.
Yüksek çekme dayanımı affetmez.
Atölye Gerçeği: Çelik satın almayı bırakın. Mantıklı bir yük yolu satın almaya başlayın.


















