

L’hiver dernier, je me suis penché sur une matrice à 42 HRC qui ressemblait à quelque chose que des rats avaient grignoté. Deux semaines de service. Le propriétaire de l’atelier ne cessait de taper sur la fiche technique : “ Acier trempé. Dans la plage. ”
Alors pourquoi l’épaulement s’usait-il déjà par adhérence ?
Il pensait que l’acier était mou. Moi, je pensais que sa géométrie lui mentait.
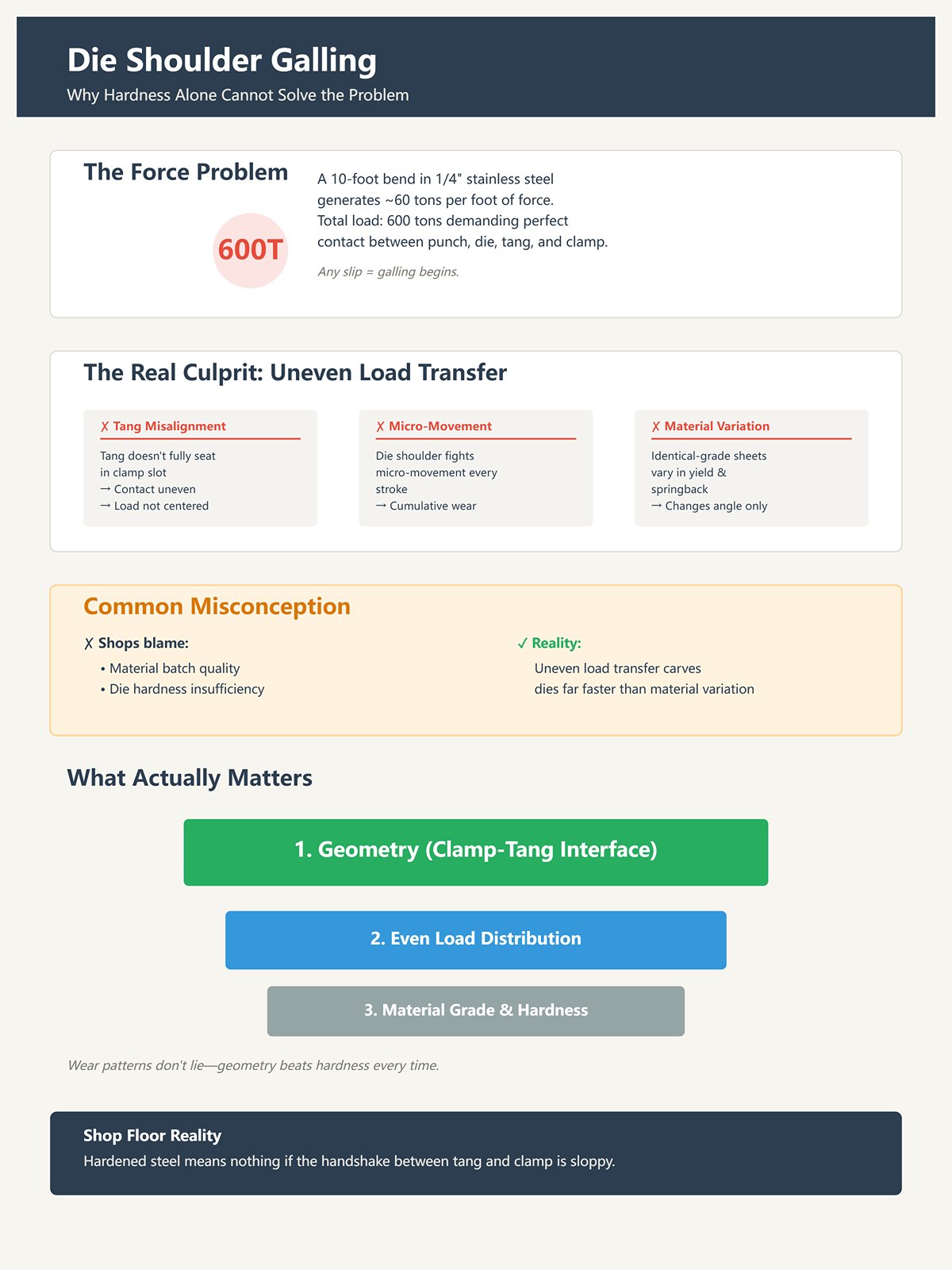
Imaginez un pliage de 3 m dans de l’inox de 6 mm. Appelez cela environ 60 tonnes par pied. Cela fait 600 tonnes qui demandent à votre poinçon, votre matrice, votre talon et votre pince de se serrer la main sans glisser.
Imaginez maintenant cette force passant à travers un talon qui ne s’emboîte pas complètement dans la rainure de serrage de la machine. Le contact n’est pas uniforme. La charge n’est pas centrée. L’épaulement de la matrice ne résiste pas uniquement à la force verticale ; il lutte contre de micro-mouvements à chaque course.
Le grippage commence à l’épaulement, mais le problème a commencé là-haut, au niveau de la pince.
J’ai vu des ateliers blâmer les lots de matière, même si des tôles de nuance identique varient en limite d’élasticité et en retour élastique. Cette variation change l’angle, certes. Mais elle ne ravage pas une matrice aussi vite. Un transfert de charge inégal, oui.
L’acier trempé ne veut rien dire si la poignée de main entre le talon et la pince est maladroite.
Réalité de l’atelier : Les schémas d’usure ne mentent pas : la géométrie bat la dureté à chaque fois.

Disons que votre talon est légèrement trop étroit pour la pince. Pas assez pour être rejeté. Juste assez pour qu’il se positionne différemment à chaque montage.
Lundi matin, vous heurtez le butoir arrière, ajustez l’angle, atteignez la tolérance. Mardi, même travail, opérateur différent, deux essais de plus. Vendredi, tout le monde “ règle ” à partir de zéro.
C’est une mentalité de bac à rebut : traiter chaque correction comme normale au lieu de se demander pourquoi l’outil ne répète jamais.
La taxe, ce n’est pas seulement l’outillage usé. Ce sont les cinq coups d’essai supplémentaires par montage. Les micro-ajustements. La méfiance rampante envers vos propres chiffres.
La précision meurt à force de mille petites accommodations.
Réalité de l’atelier : Si votre premier pli n’est pas prévisible, votre pince ne l’est pas non plus.
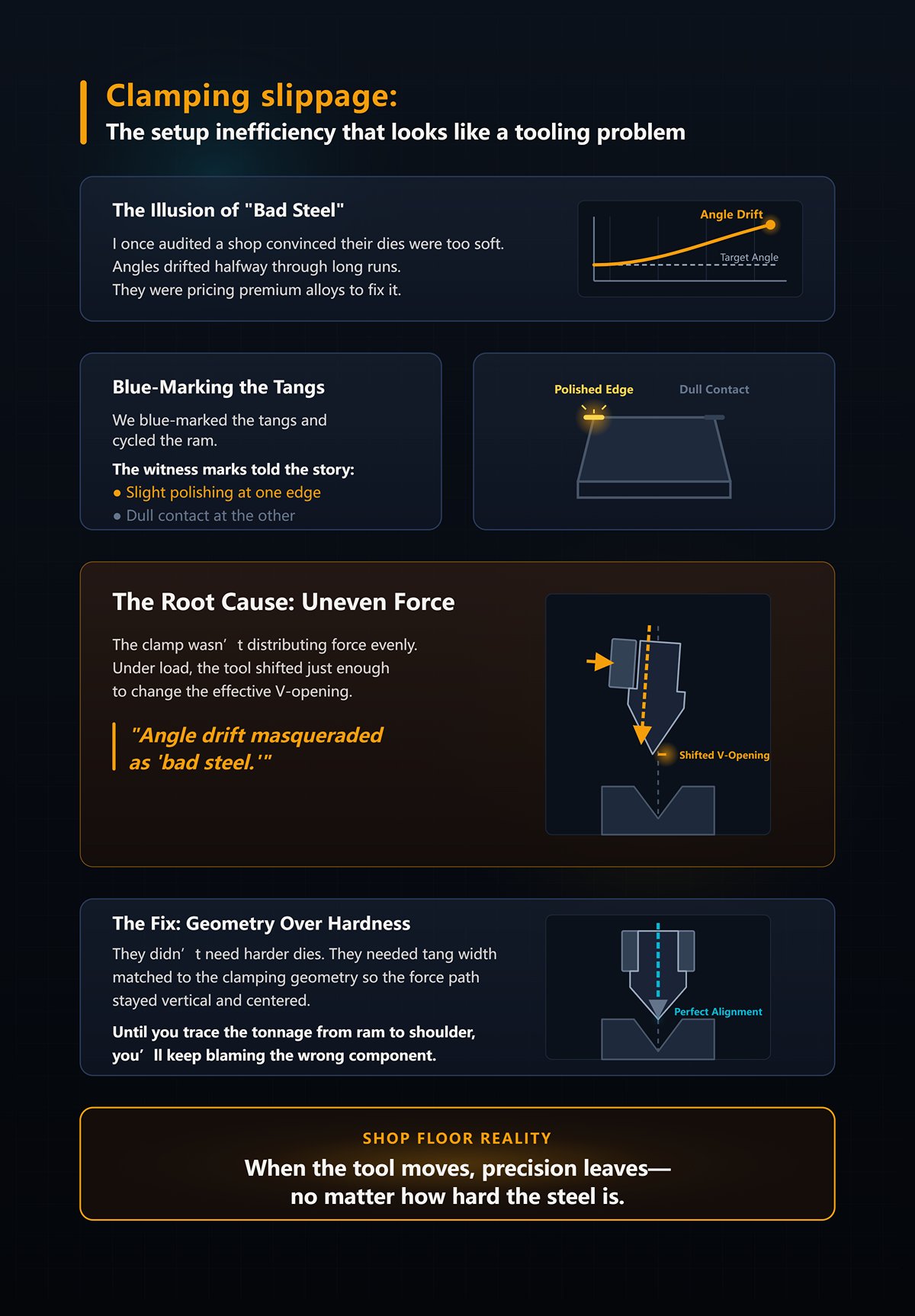
J’ai déjà audité un atelier convaincu que leurs matrices étaient trop tendres. Les angles dérivaient à mi-parcours des longues séries. Ils envisageaient des alliages haut de gamme pour corriger le problème.
Nous avons marqué les tenons à la teinture bleue et fait fonctionner le vérin.
Les marques de contact racontaient l’histoire — un léger polissage sur un bord, un contact terne sur l’autre. Le serre-outil ne répartissait pas la force uniformément. Sous charge, l’outil se déplaçait juste assez pour changer l’ouverture effective du V.
La dérive d’angle se faisait passer pour de “ l’acier de mauvaise qualité ”.”
Ils n’avaient pas besoin de matrices plus dures. Ils avaient besoin d’une largeur de tenon adaptée à la géométrie de serrage pour que le chemin de force reste vertical et centré.
Tant que vous ne suivez pas le tonnage du vérin à l’épaulement, vous continuerez à blâmer le mauvais composant.
Réalité de l’atelier : Quand l’outil bouge, la précision s’en va — peu importe la dureté de l’acier.
Vous posez maintenant la bonne question : si la dureté n’est pas la solution, quelles normes géométriques maintiennent réellement la force centrée et répétable ?
Le mois dernier, j’ai vu un atelier utiliser trois styles d’outillage dans une même presse plieuse de 12 pieds. Un poinçon avait un tenon de 0,500 pouce. Un autre de 13 mm. L’ensemble haut de gamme faisait 20 mm. Tous “entraient” dans le serre-outil. Aucun n’avait la même géométrie de prise. L’opérateur jurait que la machine tenait ±0,5°. Sur le papier, il avait raison. Sur le terrain, chaque changement imposait deux ou trois coups supplémentaires pour rattraper l’angle.
Ce n’est pas l’acier. C’est une poignée de main mécanique à trois points qui échoue — serre-outil de la machine, tenon de l’outillage et résistance à la traction du matériau. Quand ces trois éléments ne se serrent pas uniformément, votre plafond de précision baisse bien avant celui des spécifications machine.
Voici le mécanisme.
Imaginez à nouveau de l’acier inoxydable de 1/4 de pouce. Appelez ça 60 tonnes par pied. Sur 10 pieds, cela fait 600 tonnes demandant au tenon de rester parfaitement en place tandis que l’épaulement de la matrice résiste à l’écartement. Si votre logement de serrage est conçu pour un tenon de 20 mm et que vous insérez un tenon de 12,7 mm avec une cale d’adaptation, vous réduisez la largeur de contact de plus de 7 mm. Le chemin de force se rétrécit. La pression monte en flèche. Un micro-basculement devient possible.
Cela ne paraît pas spectaculaire. Cela se traduit par une dérive d’angle, une incohérence de rayon et une usure de l’épaulement.
Votre machine peut promettre ±0,5° toute la journée. Mais c’est votre géométrie qui décide si vous y arriverez.
Réalité de l’atelier : votre plafond de précision est fixé par la surface de contact, pas par la dureté inscrite au catalogue.
Laissez-moi vous donner une scène précise.
Un atelier passe d’un système de tenon de 13 mm à un système de tenon de 20 mm sur la même presse plieuse. Aucun retrofit du serre-outil. Juste des adaptateurs. La différence est de 7 mm en largeur de prise. Le poinçon s’installe, se serre et fonctionne.
Premier travail : acier doux de 3 mm, pliage à l’air, ouverture en V égale à 8 fois l’épaisseur. Les angles semblent corrects après réglage. En milieu de série, le rayon intérieur commence à se resserrer de quelques centièmes. Invisible à l’œil nu. Mesurable sur les pièces qui s’empilent sur le chariot.
Pourquoi ?
Parce que le tenon plus étroit concentre la force de serrage plus près du centre. Sous charge, le corps du poinçon subit un peu plus de rotation élastique — on parle de microns — mais cette rotation déplace légèrement la ligne de pliage effective par rapport à l’ouverture en V. Quand la ligne de pliage se déplace, l’axe neutre se déplace. Votre rayon intérieur suit le mouvement.
Cinq millimètres ne restent pas là gentiment. Cela change la façon dont la force entre dans l’outil.
Et quand on travaille à 60 tonnes par pied, cela signifie que chaque pied amplifie ce désalignement. Sur une grande longueur d’outil, ces microns s’additionnent en variations d’angle et de rayon que vous essayerez de compenser avec des réglages de butée arrière au lieu de corriger au niveau du serrage.
La mentalité “ poubelle à rebuts ” dit : “ Augmente juste la profondeur. ” La pensée professionnelle demande : « Pourquoi la ligne de pliage a-t-elle bougé en premier lieu ? »
Réalité de l’atelier : si la largeur de la languette change, ta ligne de pliage bouge — que tu veuilles l’admettre ou non.
J’emporte du bleu de traçage pour une raison.
Nous enduisons la languette, la serrons, faisons un cycle sous faible charge, puis la retirons. Les marques de contact disent la vérité. Sur les systèmes mal adaptés, je vois un fort polissage sur un bord, un contact à peine visible sur l’autre. Cela signifie que la pression de serrage n’est pas uniforme sur toute la largeur de la languette.
La pression est égale à la force divisée par la surface. Réduisez la surface effective avec une languette mal adaptée, et la pression locale augmente. Une pression locale élevée creuse. Les zones à faible pression permettent un micro-glissement. Imaginez maintenant cette force circulant à travers une languette qui n’est pas complètement logée dans la rainure de serrage de la machine. Le chemin de charge n’est plus vertical. Il est biaisé.
Sous pleine charge de pliage — encore une fois, 60 tonnes par pied — ce biais se traduit par de minuscules déplacements latéraux. Les déplacements latéraux modifient l’ouverture effective du V au point de contact. Changez l’ouverture du V, et vous changez l’angle de pliage pour une même profondeur de descente.
Personne ne mesure la répartition de la pression de serrage lors du réglage. On mesure l’angle une fois qu’il est déjà faux.
Et c’est là que les spécifications des machines prêtent à confusion. Oui, avec un bombage dynamique et un retour laser, certaines presses plieuses peuvent maintenir une précision supérieure à ±0,1°. Mais ce système de contrôle ne fait que corriger les symptômes. Il ne peut pas rigidifier une languette qui oscille à l’intérieur d’une rainure de serrage trop large.
On ne peut pas compenser un mauvais contact par un asservissement.
Réalité de l’atelier : une pression de serrage inégale fait de chaque course un outil légèrement différent.
Empilez maintenant des poinçons segmentés sur 8 pieds.
Un segment est plus haut de 0,02 mm que son voisin. C’est dans la tolérance de nombreux fabricants. Pris isolément, ce n’est rien. Mais associé à un serrage inégal dû à une languette mal adaptée, le segment le plus haut devient celui qui supporte la charge principale.
Sous charge, ce segment subit plus que sa part des 60 tonnes par pied. Il se déforme davantage. Le segment adjacent se déforme moins. Votre angle de pliage varie sur la longueur — serré d’un côté, ouvert de l’autre.
Les opérateurs appellent cela une erreur de bombage. Ou une variation de matériau. Mais ce n’est pas cela qui use un outil aussi vite.
Le mécanisme est simple : un serrage inégal amplifie de petites différences de hauteur. Ces différences redirigent la charge. La charge redirigée modifie la pénétration locale dans la matrice en V. La pénétration locale modifie l’angle et le rayon intérieur.
Faites tourner 500 pièces comme ça, et le segment le plus haut montrera une usure prématurée. Vous en viendrez alors à accuser la dureté de l’acier.
Vous voyez comment cela s’enchaîne ? La largeur du tenon affecte la répartition de la pression. La répartition de la pression amplifie la variance de hauteur. La variance de hauteur modifie le partage de charge. Le partage de charge change la géométrie de flexion.
C’est votre plafond de précision.
La question suivante est évidente : si différents systèmes d’outillage utilisent des tenons de 12,7 mm, 13 mm ou 20 mm, comment chaque conception gère-t-elle cette interface différemment — et lequel protège réellement votre chemin de force au lieu de jouer avec ?
Réalité de l’atelier : à volume de production, 0,02 mm plus un mauvais bridage égalent une palette de rebut.
Imaginez trois poinçons sur l’établi : un tenon de sécurité américain de 12,7 mm, un tenon européen Promecam de 13 mm, et un tenon Wila de 20 mm. Même presse-plieuse. Même acier doux de 3 mm. Même ouverture en V de 8× l’épaisseur. La seule chose qui change, c’est la façon dont le tenon remplit la poche de serrage.
Chargez maintenant à 60 tonnes par pied.
Sur le papier, 12,7 contre 13 mm semble insignifiant. Dans l’acier sous charge, ces 0,3 mm décident si le tenon est en contact sur toute sa face ou touche d’abord un seul bord. Le tenon de 20 mm n’élargit pas seulement la prise ; il modifie l’endroit où les boulons de serrage transmettent la force dans le corps du poinçon. Tenon plus large signifie bras de levier plus long pour résister à la rotation. Tenon plus étroit signifie pression locale plus élevée et plus grande tendance à basculer lorsque le chemin de force n’est pas parfaitement centré.
Ce n’est pas du favoritisme de marque. C’est de la géométrie.
Chaque système est un contrat mécanique : géométrie de serrage de la machine, largeur et profil du tenon, et résistance à la traction du matériau que vous pliez. Rompez ce contrat et la ligne de pliage dérive. Respectez-le et le chemin de charge reste vertical.
La question n’est pas de savoir quel système est le “ meilleur ”. C’est de savoir lequel correspond aux contraintes de votre machine sans introduire une charnière cachée au niveau du serrage.
Je suis entré dans un atelier qui travaillait de la tôle de 1/4 de pouce sur une ancienne presse-plieuse mécanique. Outillage de style américain. Tenon de sécurité de 12,7 mm. Vis de serrage manuelles. L’opérateur l’aimait parce qu’il ne tombe pas lorsque le serrage se desserre.
C’est compréhensible.
Mais sous 60 tonnes par pied sur un pliage à l’air lourd, nous avons bleui le tenon et l’avons fait fonctionner en cycle. Les marques d’usure montraient un polissage prononcé le long du bord avant, un contact léger à l’arrière. La lèvre de sécurité empêchait le poinçon de tomber, mais le contact réel du serrage était plus étroit que la largeur du tenon ne le laissait supposer. Cela crée un pic de pression près de la face avant.
La pression est égale à la force divisée par la surface. Même tonnage, bande de contact effective plus petite, pression locale plus élevée. Une pression plus élevée augmente la morsure sur un bord et favorise une micro-rotation vers la matrice. Cette rotation déplace légèrement la ligne de pliage vers l’avant. Sur matériau fin, on rattrape avec la profondeur. Sur matériau épais et à haute résistance, cela se traduit par une inconsistance d’angle sur la longueur.
Le tenon de sécurité fait ce pour quoi il a été conçu : protéger l’opérateur et fonctionner avec des systèmes de serrage plus simples. Il n’a jamais été conçu pour s’auto-centrer sous forte charge dynamique. Lorsque vous lui demandez de se comporter comme un système auto-plaçant rectifié avec précision, vous pratiquez la logique de la benne à rebuts.
Réalité de l’atelier : l’outillage américain est stable avec le bon serrage, mais il ne corrigera pas un chemin de force que votre machine n’a jamais contrôlé à la base.
Autre atelier. Presse-plieuse hydraulique CNC avec systèmes de serrage latéral conçus pour des tenons Promecam de 13 mm. Pas de lèvre de sécurité. Le tenon remplit la rainure plus complètement que le 12,7 mm américain, et la face de serrage engage généralement davantage de surface verticale.
Sous les mêmes 60 tonnes par pied, le bleuissement raconte une autre histoire : un contact plus large et plus uniforme. Moins de biais sur les bords. La soie s’assoit plus profondément et plus d’équerre car la géométrie du serre-outil a été conçue autour de ce profil de 13 mm. Cela réduit la liberté de rotation avant même que la charge complète ne s’applique.
Mais il ne s’auto-centre pas. Vous devez toujours aligner les segments. Vous devez toujours serrer dans l’ordre. La mise en place prend plus de temps qu’un véritable système à changement rapide. C’est le compromis : un temps de configuration modéré pour une répétabilité élevée à un coût d’outillage raisonnable.
C’est là que les gens se trompent. Ils supposent qu’une précision de niveau Wila exige du matériel de niveau Wila. Pas toujours. Si votre volume de production est faible à moyen et que vous ne changez pas d’outil dix fois par poste, un système Promecam correctement adapté peut offrir une précision “ élevée ” sans l’investissement en capital. Le contrat est respecté car la machine et la soie ont été conçues ensemble.
Là où les ateliers se trompent, c’est en forçant une soie de 13 mm dans un serre-outil usé après des années d’outillage américain. La soie flotte alors dans une poche usée, et toute la précision théorique disparaît.
Réalité de l’atelier : la précision européenne n’existe que si le serre-outil est né européen lui aussi.
Regardez maintenant une soie Wila de 20 mm dans un serre-outil hydraulique auto-centrant. On la dépose, on appuie sur le bouton, et le système tire la soie vers le haut et vers l’arrière contre une référence fixe. Pas de vis de réglage. Pas de charge latérale. La géométrie force l’alignement avant que la pression de tonnage ne s’établisse.
Sous 60 tonnes par pied, cette soie plus large répartit la force de serrage sur une surface plus grande et augmente la résistance à la rotation simplement par la géométrie. Une plus grande largeur de contact signifie une pression locale plus faible pour la même charge. Une pression plus faible signifie moins de variation de morsure, moins de micro-glissement et une position de ligne de pliage plus constante sur toute la longueur.
Mais voici la partie que les commerciaux omettent.
Si vous produisez de petits lots, deux configurations par jour, en acier doux inférieur à 3 mm, vous ne récupérerez pas rapidement le gain de temps. Le gain de précision par rapport à un système Promecam bien entretenu peut être mesurable, mais pas rentable. Le retour sur investissement change lorsque vous réalisez des changements fréquents, utilisez des outils segmentés sur de longues tables, ou travaillez avec des matériaux à haute résistance où la stabilité du serrage protège à la fois l’angle et la durée de vie de l’outil.
J’ai vu des ateliers fixer des outils de 20 mm sur des adaptateurs hybrides pour serre-outils de 13 mm afin “ d’obtenir le meilleur des deux ”. Ce qu’ils obtiennent réellement, c’est une chaîne de tolérances empilées et un nouveau point de pivot entre l’adaptateur et le coulisseau. Imaginez maintenant cette force passant par une soie qui ne s’assoit pas complètement dans la rainure de serrage de la machine. Vous venez de réintroduire la rotation même que le système de 20 mm était conçu pour éliminer.
Ce n’est pas une amélioration. C’est un déni de géométrie.
Wila n’est pas magique. C’est une véritable poignée de main mécanique complète. Cassez un doigt de cette poignée avec des adaptateurs ou des serre-outils usés, et vous revenez à chasser le micron avec la profondeur du coulisseau.
Réalité de l’atelier : le système de 20 mm est rentable lorsque vos volumes et charges de traction imposent un auto-alignement répétable — sinon vous achetez une vitesse que vous n’utilisez pas.
Et cela laisse une question gênante : si chaque système ne fonctionne que comme un ensemble cohérent, que se passe-t-il lorsque vous commencez à les mélanger sur le même atelier ?
| Système | Points clés |
|---|---|
| Outillage américain (soie de sécurité de 12,7 mm) | Conçu pour empêcher le poinçon de tomber lorsque le serre-outil se desserre ; fonctionne avec des serre-outils plus simples ; sous forte charge (60 tonnes/pied), la zone de contact est plus étroite que ne le suggère la largeur de la soie ; crée des pics de pression près du bord avant ; la pression locale accrue entraîne une micro-rotation et un déplacement de la ligne de pliage ; approprié pour la sécurité et une stabilité de base mais pas pour un auto-centrage précis sous charge dynamique ; stable uniquement si le serre-outil contrôle correctement le chemin de force. |
| Promecam européen (soie de 13 mm) | La soie remplit la rainure plus complètement que le style américain de 12,7 mm ; contact de serrage plus large et plus uniforme sous charge ; biais réduit sur les bords et moins de liberté de rotation ; nécessite un alignement manuel et un serrage séquentiel ; temps de mise en place modéré avec grande répétabilité ; précision rentable pour une production faible à moyenne ; la précision dépend d’un serre-outil européen correctement adapté — des serre-outils usés ou mal assortis annulent les avantages. |
| Système à soie Wila de 20 mm | Le serre-joint hydraulique à auto-positionnement tire automatiquement la languette vers la référence fixe ; une languette plus large répartit la force sur une surface de contact plus grande ; pression locale, micro-glissement et variation de ligne de pliage réduits ; idéal pour les changements fréquents, les outillages segmentés, les longues tables et les matériaux à haute résistance à la traction ; le retour sur investissement dépend du volume de production et de la fréquence de réglage ; les adaptateurs ou configurations hybrides introduisent un empilement de tolérances et une rotation, annulant les avantages du système ; efficace uniquement comme système complet et intégré. |
Vous voulez savoir ce qui se passe réellement quand des systèmes américains, européens et de 20 mm cohabitent sur le même atelier ?
Dérive d’angle qui n’apparaît que sur les trois dernières pièces d’une longue série. Marques d’outil absentes la veille. Opérateurs qui ajustent légèrement la profondeur tous les dix cycles parce que “ le matériau doit changer ”. Temps de réglage qui s’allongent discrètement pendant que tout le monde blâme le plan.
Rien de tout cela ne commence dans l’acier.
Ça commence dans la poignée de main.
Lorsque vous empilez un adaptateur entre le bélier et le poinçon, vous ne changez pas seulement la largeur de la languette. Vous insérez une nouvelle surface, une nouvelle bande de tolérance, un nouveau chemin de charge. La machine serre l’adaptateur, l’adaptateur maintient l’outil, et le matériau repousse à travers les deux. Ce n’est plus une poignée de main mécanique à trois points. C’est quatre doigts, et l’un d’eux est engourdi.
À 60 tonnes par pied sur un long pliage à l’air, cette interface supplémentaire subit la même force que la languette. Même force. Contact plus petit, imparfait. Des pics de pression apparaissent là où les surfaces ne sont pas parfaitement planes, et l’adaptateur devient une charnière que vous n’avez jamais conçue.
C’est une réflexion de bac à ferraille déguisée en flexibilité.
L’illusion est simple : “ Si la languette ne correspond pas, nous allons juste l’adapter. ” La réalité est plus subtile. Chaque couche ajoutée éloigne votre surface de référence du bélier. Vous avez augmenté le bras de levier, même légèrement, ce qui accroît le couple de rotation sous charge. Des microns au niveau du serrage deviennent des millièmes de pouce à la ligne de pliage.
Vous ne le voyez pas le premier jour.
Deux semaines en service, vous commencez à courir après avec des corrections de profondeur.
Réalité de l’atelier : les adaptateurs ne fusionnent pas les systèmes — ils diluent la géométrie qui rendait chacun précis.
Vous pouvez fabriquer des pièces.
Ce n’est pas la même chose que de maintenir la tolérance.
Une languette européenne de 13 mm dans un serrage conçu autour d’un profil de sécurité américain de 12,7 mm ne casse pas violemment. Elle échoue silencieusement. La face du serrage n’engage pas la rainure comme elle a été conçue pour le faire, donc la languette repose sur un contact partiel. Sous faible charge, elle se comporte correctement. Sous 60 tonnes par pied, la bande de contact se déplace vers l’avant et la languette tente de pivoter dans la matrice.
Imaginez maintenant que cette force passe à travers une languette qui ne s’enclenche pas complètement dans la rainure de serrage de la machine.
Vous avez créé un point de pivot.
Certains ateliers s’en sortent. Ils ajoutent des cales sur mesure, meulent des décalages, ajustent la hauteur des poinçons, et revendiquent une précision de ± 0,005 pouce toute la journée. J’ai audité ces ateliers. Ceux qui réussissent ne comptent pas sur l’adaptateur pour la précision. Ils compensent partout ailleurs — tonnage contrôlé, lots de matériaux cohérents, séquence de réglage disciplinée. Ils ont construit une cage procédurale autour d’un compromis géométrique.
C’est de la discipline de gestion, pas de la magie d’adaptateur.
Le problème, c’est la répétabilité entre les équipes, les opérateurs et les matériaux. Le système européen a été conçu pour une pression de serrage latérale dans une rainure. Le serre-joint américain a été conçu pour une languette de sécurité portant verticalement avec compression par vis de blocage. Lorsque vous les mélangez, le chemin de charge n’est ni totalement vertical ni totalement latéral. Il est diagonal et incohérent le long du lit, en particulier avec des serre-joints usés.
Et les serre-joints usés sont la règle, pas l’exception.
Donc oui, vous pouvez utiliser des matrices européennes sur une presse plieuse américaine. Vous ne travaillerez simplement plus avec une vraie géométrie européenne. Vous utiliserez un hybride qui dépend d’une surveillance constante.
Réalité de l’atelier : si la précision dépend du fait que l’opérateur “ connaît l’astuce ”, le système lui-même n’est pas précis.
Ralentissons un peu.
Un adaptateur ajoute au moins deux nouvelles interfaces : bélier-vers-adaptateur et adaptateur-vers-outil. Chaque interface a une tolérance de planéité, une tolérance de parallélisme et une souplesse de serrage. Additionnez-les et vous créez une accumulation de tolérances qui se situe au-dessus de votre ligne de pliage mais qui s’exprime dans l’angle.
Il ne disparaît pas. Il se déplace.
Imaginez un outil auto-plaçant de 20 mm monté dans un adaptateur de style 13 mm, puis serré dans un système non auto-plaçant. Le concept d'origine en 20 mm répartit la charge sur une languette plus large et tire vers le haut et vers l’arrière dans une référence fixe. L’adaptateur interrompt ce mouvement de tirage arrière. Le serre-joint saisit désormais le corps de l’adaptateur, et non plus la face de languette rectifiée avec précision.
Vous venez de décaler la surface de référence d’une couche par rapport au bélier.
Sous charge, une micro-déflexion se produit au point de souplesse le plus faible. C’est généralement la section la plus fine de l’adaptateur ou la face la moins soutenue. La languette peut être trempée à HRC 60, la tôle à HRC 15, mais la dureté n’empêche pas la rotation si le chemin de charge est biaisé. En fait, un outillage plus dur concentre la pression sur des contacts imparfaits, ce qui accélère le grippage sur ces faces d’adaptateur.
La précision perdue se dissipe dans la flexion élastique à chaque interface.
Cela se traduit par une variation d’angle sur la longueur car la déflexion n’est pas uniforme. Cela se traduit par une usure accrue de l’outil car la pression n’est pas uniformément répartie. Cela se traduit par un dérèglement de réglage car les opérateurs compensent par la profondeur au lieu de corriger la géométrie.
Et une fois que vous commencez à empiler les adaptateurs pour faire en sorte qu“” un jeu convienne à toutes les machines », vous ne standardisez pas. Vous multipliez les chaînes de tolérances.
C’est là que l’illusion se brise enfin.
La précision n’est pas une propriété de l’outil seul. C’est une propriété de l’ensemble du chemin de charge, du bélier au matériau et retour. Rompez ce chemin par des compromis superposés, et aucun marquage de marque ne vous sauvera.
Réalité de l’atelier : chaque adaptateur que vous ajoutez est un point de plus où la force va plier quelque chose que vous n’aviez pas prévu de plier.
Vous voulez un système stable et axé sur la précision ?
Commencez par une scène simple. Acier doux de 1/4 po, pli de 10 pieds, ouverture de matrice en V de 2 pouces. En utilisant l’estimation standard de pliage à l’air, vous obtenez environ 60 tonnes par pied. La machine ronronne. Les angles se répètent. Les outils durent.
Maintenant, remplacez cette tôle par de l’acier à haute résistance de même épaisseur et conservez la même ouverture de matrice parce que “ l’acier, c’est de l’acier ”. Votre besoin en tonnage ne grimpe pas poliment — il bondit. La limite d’élasticité augmente, le retour élastique s’étire à 8–10 degrés, et la presse plieuse répond en poussant plus fort. Même géométrie. Résistance différente. Le chemin de charge que nous venons de nettoyer grâce à un ajustement correct entre tenon et bride transporte désormais une force pour laquelle il n’a jamais été dimensionné.
C’est ici que réside le décalage.
Nous avons accusé les adaptateurs de fausser la géométrie — à juste titre. Mais même un chemin de charge parfait et ininterrompu perdra en précision si la forme de la matrice et le rayon du poinçon ont été choisis pour de l’acier doux, puis imposés à un matériau à haute résistance. La machine fournira toute la force requise dans ses limites. L’outillage en absorbe les conséquences.
Lorsque votre ouverture de matrice se réduit afin de “ contrôler ” le retour élastique sur de l’acier à haute résistance, le tonnage monte vite. Pas de façon linéaire. Vite. Les ateliers voient “V plus serré” comme “contrôle plus serré”. Ce qu’ils obtiennent, c’est une demande de force exponentielle, une déflexion de bâti, et des contraintes localisées sur l’outil qu’aucune largeur de tenon ne peut stabiliser.
La presse plieuse gagne toujours.
L’outillage perd toujours.
Réalité d’atelier : Si votre tableau de matrices est conçu pour l’acier doux, l’acier à haute résistance le mettra en défaut en une semaine.
Je suis entré dans un atelier qui utilisait depuis des années des matrices trempées à 28–32 HRC sur de l’acier doux de qualité structurelle. Pliages nets. Marquage minimal. Les mêmes matrices étaient restées sur le rack quand ils ont pris un contrat en alliage à haute résistance faiblement allié.
Deux semaines de service, les épaulements du V étaient matés — de petites marques là où le matériau avait mordu dans l’arête de la matrice sous une pression de contact plus élevée. Pas de fissures spectaculaires. Juste des traces qui se sont agrandies. Les angles ont commencé à dériver le long du lit.
Ils ont accusé un “ outillage mou ”.”
Mais cela ne détériore pas une matrice aussi vite à moins que quelque chose d’autre ait changé.
Voici le mécanisme. L’acier à haute résistance résiste à la plasticité, donc la tôle ne pénètre pas dans le V comme le fait l’acier doux. La pression de contact se concentre sur des bandes plus étroites aux épaulements de la matrice. Si la dureté et le traitement de l’arête de votre matrice ont été choisis en supposant un matériau à plus faible limite d’élasticité, ces épaulements subissent désormais des cycles de contrainte localisée plus élevés. Multipliez cela par la longueur.
Sur un pliage en l’air long à 60 tonnes par pied, cette force se répartit le long des épaulements du V. Augmentez la limite élastique du matériau et gardez la même ouverture, et vous augmentez la contrainte de contact sur ces lignes de contact. La dureté n’est pas une question d’ego ; c’est une question de résistance à la déformation plastique dans ces zones de contact.
Et voici le piège : même au sein de “ la même ” nuance, la limite d’élasticité varie de lot en lot. J’ai vu des bobines étiquetées de façon identique se comporter différemment au retour élastique d’un poste à l’autre. Si votre marge de dureté de matrice est faible, ces variations se traduisent par de l’usure d’outil et une incohérence d’angle que vous ne pouvez pas expliquer.
La variabilité du matériau n’excuse pas une mauvaise géométrie — elle la punit.
Réalité d’atelier : Si vos épaulements de matrice s’écrasent, votre spécification de dureté a été écrite pour le matériau d’hier.
Imaginez une tôle à haute résistance de 1/8 de pouce et un rayon de pointe de poinçon vif choisi pour “figer” un net 90°. Cela fonctionne sur l’acier doux parce que le matériau se déforme et s’enroule de façon prévisible autour de la pointe.
L’acier à haute résistance ne s’enroule pas. Il résiste, emmagasine de l’énergie, puis revient élastiquement plus fort.
Alors l'opérateur règle plus de profondeur pour compenser. Le vérin pousse plus profondément dans le V, augmentant le tonnage et plaquant la tôle plus fermement contre les épaules de la matrice. Vous venez d’augmenter à la fois la pression de contact et la force requise parce que le rayon du poinçon est trop petit par rapport au rayon de pliage naturel du matériau.
Imaginez maintenant que cette force passe à travers une languette qui ne s’enclenche pas complètement dans la rainure de serrage de la machine.
Même avec un serrage parfait, la différence entre le rayon du poinçon et la limite d'élasticité du matériau signifie que vous forcez les fibres intérieures au-delà de leur déformation confortable. Microfissuration à l'intérieur du pli. Marquage de surface sur les tôles revêtues. Usure accélérée de la pointe du poinçon car la zone de contact est plus étroite et plus chaude.
L'ironie ? Un rayon de poinçon légèrement plus grand réduit souvent le tonnage requis et stabilise le retour élastique car il permet au matériau de se former plus près de son rayon naturel au lieu de le contraindre.
Mais la pensée « bac à chutes » dit que plus c’est tranchant, plus c’est précis.
La précision n’est pas la finesse de coupe. C’est une déformation contrôlée.
Réalité de l’atelier : si vous compensez le retour élastique par la profondeur du vérin plutôt que par le choix du rayon, vous pliez davantage l’outil que la pièce.
J’ai vu des ateliers jurer qu’ils pliaient toujours à l’air — jusqu’à ce qu’un acier à haute résistance arrive. Soudain, ils matriçaient “ juste pour ce travail ” afin de vaincre le retour élastique.
Prenons un exemple clair. Prenez cette même plaque de 1/4 de pouce, V de 2 pouces, pliage à l’air à environ 60 tonnes par pied. Passez au matriçage avec un V serré pour contrôler l’angle. Le tonnage n’augmente pas légèrement. Il peut doubler ou tripler selon l’ouverture et la résistance du matériau, car vous forcez désormais la tôle à épouser complètement l’angle de la matrice.
Et cette force ne se transmet pas seulement dans le matériau. Elle se transmet dans le bâti, la table, les guidages du vérin. La rigidité du bâti devient la variable cachée. Une machine qui tenait ±0,5 degré en pliage à l’air peut dériver en matriçage d’acier à haute résistance simplement parce que le bâti fléchit sous la charge maximale.
Vous recommencez à blâmer l’outillage.
Mais la méthode de formage était dictée par une géométrie de matrice qui ne respectait pas le comportement du matériau. Au lieu de sélectionner une ouverture de matrice et un rayon de poinçon permettant un pliage à l’air contrôlé d’un acier à haute résistance, l’atelier a opté par défaut pour le matriçage pour masquer le retour élastique. Cette décision a multiplié la force, amplifié la flexion du bâti et aggravé chaque micro-compliance dans la chaîne de charge que nous avions tant travaillé à corriger.
Pliage à l’air, matriçage, calibrage — ce ne sont pas des choix de style. Ce sont des stratégies de force.
Et lorsque le style d’outillage vous oblige involontairement à adopter une stratégie de force supérieure à ce pour quoi votre machine a été conçue, la précision devient une négociation avec la physique que vous ne gagnerez pas.
Réalité de l’atelier : si votre méthode de formage change parce que le matériau est devenu plus résistant, votre système d’outillage n’a pas été conçu comme un système.
Vous posez maintenant la bonne question : comment choisir l’ouverture de matrice, le rayon de poinçon, la dureté et la méthode de formage pour un acier haute résistance sans perdre en précision ni surcharger la machine ?
Arrêtez de choisir les pièces isolément. Commencez à cartographier la poignée de main à trois points — serrage machine, emmanchement d’outil, résistance à la traction du matériau — et laissez cette carte vous indiquer où se trouve le véritable goulot d’étranglement.
La précision n’est pas une propriété de l’acier. C’est une propriété de la compatibilité.
Réalité de l’atelier : si vous choisissez encore vos outils par marque plutôt que par chaîne de charge, vous devinez.
Commencez par la machine, pas par le matériau. Quelle est la force nominale par pied ? Quel style de serrage ? Quelle largeur de tenon ce serrage a-t-il été conçu pour supporter sans charge ponctuelle ?
Si votre plieuse est conçue pour 60 tonnes par pied en pliage à l’air, ce chiffre suppose un appui complet du tenon et une répartition uniforme de la pression sur la face du serrage. Imaginez maintenant un tenon plus étroit de 0,020 pouces que la fente, ou une pile d’adaptateurs ajoutant une autre interface. Ces 60 tonnes par pied ne se transmettent plus comme une poignée de main plane. Elles se concentrent.
Vous avez vu les traces de bleuissage. Lourd aux extrémités. Léger au milieu.
Les mélanges de styles peuvent fonctionner. Un tenon de précision de 0,500 pouces fonctionnant dans un serrage compatible avec un contact complet et un appui correct peut se comporter parfaitement, même si la matrice en dessous suit une norme différente. Les réussites ne sont pas des accidents : elles fonctionnent parce que le chemin de charge reste continu et les surfaces d’appui correspondent en largeur et en dureté.
Mais lorsque les ateliers supposent que “ ça rentre ” signifie “ c’est compatible ”, c’est une pensée de bac à chutes.
Ensuite, cartographiez le matériau. Une résistance à la traction élevée avec un retour élastique de 3°–5° sur acier doux peut aller au-delà, et la compensation CNC ne fonctionne que si l’angle et le rayon du poinçon sont choisis pour sous-plier de manière prévisible. Un rayon de poinçon plus grand qui respecte le rayon intérieur naturel du matériau réduit souvent la profondeur nécessaire et stabilise le retour élastique, vous maintenant dans le pliage à l’air au lieu de dériver vers l’écrasement.
L’ouverture de la matrice devient alors un régulateur de force. Si elle est trop serrée, la tonnage monte. Si elle est appropriée, vous contrôlez la déformation sans dépasser les limites de flèche de la machine.
Dureté ? Choisissez-la en fonction de la contrainte de contact, pas de l’ego. Si la pression localisée sur l’épaulement augmente avec la limite d’élasticité plus élevée, votre matrice doit avoir une dureté suffisante pour résister au matage sous cette charge exacte — pas sous l’acier doux de l’année dernière.
Ce n’est pas une liste d’outillage. C’est une matrice de compatibilité : géométrie du serrage de machine → largeur de tenon et surface portante → ouverture de matrice et rayon de poinçon → résistance à la traction et retour élastique du matériau → méthode de formage comme stratégie de force.
Manquez un maillon et les autres en paient le prix.
Réalité de l’atelier : si votre méthode de formage change juste pour survivre à un changement de matériau, votre matrice n’a jamais été alignée.
L’acier haut de gamme n’est pas un insigne. C’est une assurance contre un mode de défaillance spécifique.
Prenons un exemple hypothétique : 1/4 de pouce à haute résistance sur un V de 2 pouces à environ 60 tonnes par pied. Cette force se traduit par un contact linéaire élevé sur les épaulements de la matrice. Si votre acier de matrice ne peut pas être traité thermiquement dans une plage de dureté capable de résister à cette pression localisée, vous verrez un matage et une dérive d’angle bien avant que l’usure dimensionnelle ne se manifeste.
Dans ce cas, un outillage en alliage trempable se rentabilise. Non pas parce qu’il est haut de gamme, mais parce que la contrainte de contact l’exige.
Maintenant, inversez. Si votre machine ne peut pas fournir une pression uniforme sur toute la largeur du tenon parce que la face du serrage est usée ou que la largeur du tenon ne correspond pas, acheter un acier plus dur ne résout pas le chargement inégal. Cela déplace simplement la déformation vers le serrage, le bélier ou la pièce. Vous vous vanterez de la dureté de l’outil tout en courant après des angles incohérents.
C’est ainsi que l’analyse du coût par pli vous ment. Elle compte la durée de vie de l’outil mais ignore la distribution de la charge.
Un outillage économique suffit lorsque trois conditions sont réunies : la limite d’élasticité du matériau est modérée, l’ouverture de la matrice maintient la tonnage bien dans les limites de la machine, et l’interface serrage-tenon est complètement en appui et rigide. Dans ces conditions, vous ne demandez pas à l’acier de survivre à des abus.
Un outillage haut de gamme se justifie lorsque la contrainte de contact, le volume de cycles ou la dureté du matériau amènent l’épaulement et la pointe du poinçon dans une zone de risque plastique.
Si vous ne savez pas dans quel régime vous vous trouvez, vous ne faites pas d’analyse. Vous faites vos courses.
Réalité de l’atelier : Achetez la dureté seulement après avoir acheté la compatibilité.
Voici la partie que personne ne veut admettre.
De nombreux ateliers blâment le coût des outils alors que leur véritable goulot d’étranglement est la variabilité des réglages. Différentes normes de tenon. Adaptateurs dans une zone, serrage direct dans une autre. Les opérateurs calant pour “faire tourner la machine”.”
À 60 tonnes par pied, chaque interface supplémentaire est un point de conformité en plus. Une autre chance de rotation microscopique. Une autre variable que l’opérateur compense avec la profondeur du coulisseau au lieu de la géométrie.
Le serrage à changement rapide avec des normes de tenon assorties réduit cette variabilité. Pas parce que c’est sophistiqué — mais parce que cela préserve le chemin de charge et la répétabilité. Des réglages plus rapides sont un effet secondaire de la cohérence mécanique.
Mais si votre volume est faible en variété, en longues séries, et que votre outillage actuel s’installe parfaitement avec des traces de serrage uniformes, investir dans un nouveau système uniquement pour la vitesse pourrait ne rien changer. Votre goulot d’étranglement pourrait être la programmation, la manutention des matériaux ou l’inspection.
C’est là que la matrice de compatibilité devient un outil de gestion. Posez trois questions franches :
Où la force entre-t-elle dans le système ? Où se concentre-t-elle ? Où s’échappe-t-elle en déflexion ou en variabilité ?
Répondez à cela avant de signer un bon de commande pour un outillage.
La seule chose que vous devriez retenir est celle-ci : la précision ne s’achète pas dans les nuances d’acier ou les marques de serrage — elle se conçoit à l’intersection de la géométrie du serrage, de la largeur du tenon, de l’ouverture de la matrice, du rayon du poinçon, de la résistance à la traction du matériau et de la méthode de formage. Cette intersection est invisible jusqu’à ce que les aciers à haute résistance la révèlent.
La plupart des ateliers ne la voient jamais car l’acier doux leur pardonne.
Les aciers à haute résistance, non.
Réalité de l’atelier : Arrêtez d’acheter de l’acier. Commencez à acheter un chemin de charge cohérent.


















