

No último inverno, eu estava diante de uma matriz de 42 HRC que parecia ter sido roída por um rato. Duas semanas em serviço. O dono da oficina continuava a bater com o dedo na ficha técnica: “Aço endurecido. Dentro da gama.”
Então por que é que o ombro já estava a gripar?
Ele achava que o aço estava mole. Eu achava que a geometria o estava a enganar.
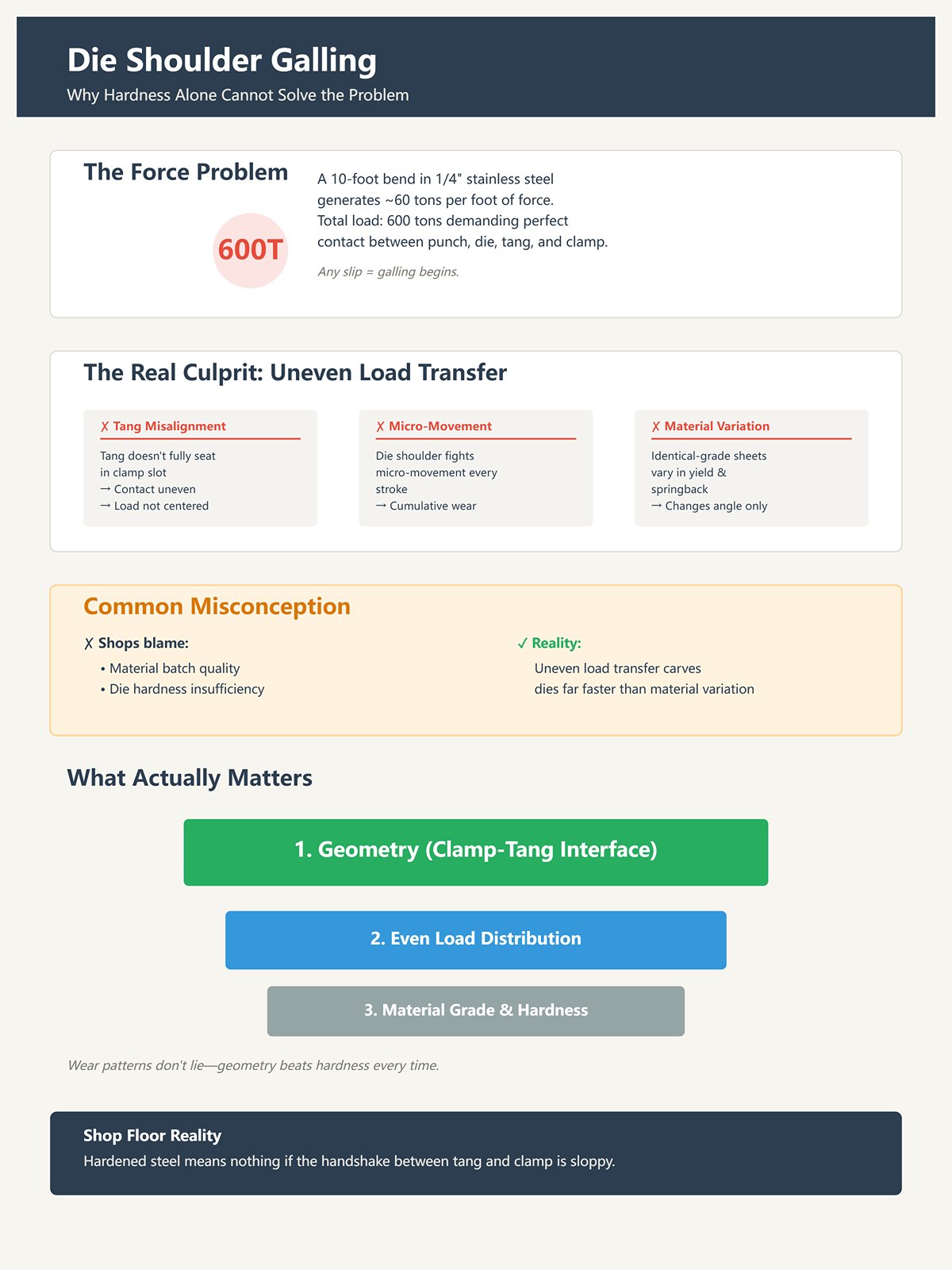
Imagina uma dobra de 3 metros em aço inox de 6 mm. Chama-lhe aproximadamente 60 toneladas por pé (30 cm). Isso são 600 toneladas a pedir ao punção, à matriz, à lingueta e à braçadeira que deem um aperto de mão sem escorregar.
Agora imagina essa força a viajar através de uma lingueta que não se assenta completamente na ranhura de fixação da máquina. O contacto não é uniforme. A carga não está centrada. O ombro da matriz não está apenas a resistir à força vertical; está a lutar contra micro-movimentos em cada ciclo.
O gripar começa no ombro, mas o problema começou lá em cima, na braçadeira.
Já vi oficinas culparem os lotes de material, embora chapas de grau idêntico variem em limite elástico e retorno elástico. Essa variação altera o ângulo, claro. Mas não destrói uma matriz tão depressa. A transferência de carga desigual é que destrói.
Aço endurecido não significa nada se o aperto entre a lingueta e a braçadeira for frouxo.
Realidade no Piso de Produção: Padrões de desgaste não mentem — a geometria vence a dureza sempre.

Digamos que a tua lingueta é um pouco estreita para a braçadeira. Não o suficiente para ser rejeitada. Apenas o suficiente para se acomodar de forma diferente a cada montagem.
Segunda-feira de manhã, ajustas o batente traseiro, corriges o ângulo, atinges a tolerância. Terça-feira, o mesmo trabalho, operador diferente, mais dois testes de dobra. Na sexta-feira, todos estão a “afiná-lo” do zero.
Isso é pensamento de caixote de sucata — tratar cada correção como normal em vez de perguntar porque é que a ferramenta nunca repete.
O custo não é só a ferramenta gasta. São os cinco golpes de teste extra por montagem. Os microajustes. A desconfiança crescente nos teus próprios números.
A precisão morre por mil pequenas concessões.
Realidade no Piso de Produção: Se a tua primeira dobra não é previsível, a tua braçadeira também não é.
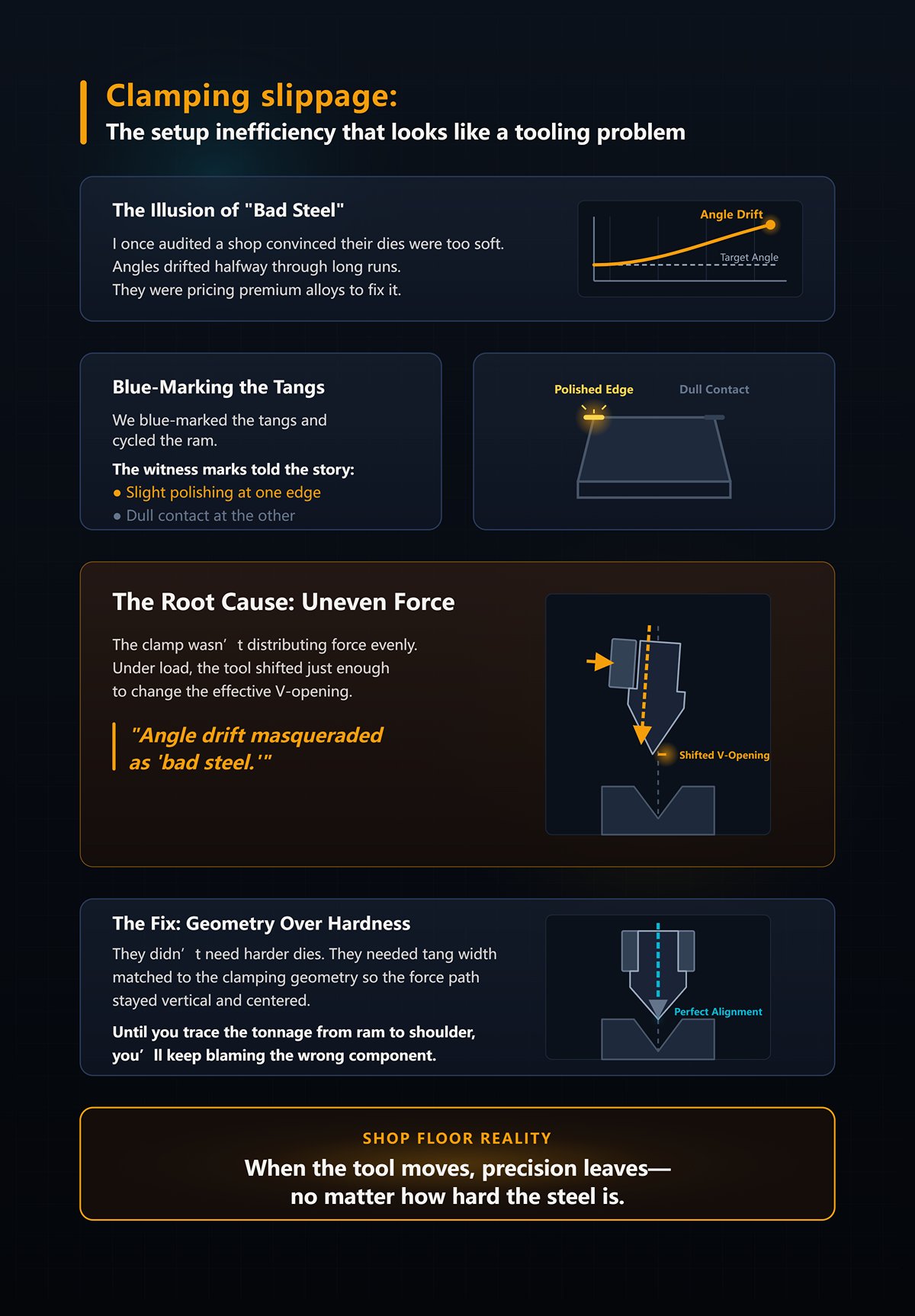
Certa vez auditei uma oficina convencida de que as suas matrizes eram demasiado moles. Os ângulos desviavam-se a meio de séries longas. Estavam a considerar ligas premium para resolver o problema.
Marcámos as hastes a azul e acionámos o êmbolo.
As marcas de referência contaram a história — ligeiro polimento numa extremidade, contacto baço na outra. A braçadeira não estava a distribuir a força de forma uniforme. Sob carga, a ferramenta deslocava-se apenas o suficiente para alterar a abertura efetiva em V.
O desvio de ângulo disfarçava-se de “aço de má qualidade”.”
Eles não precisavam de matrizes mais duras. Precisavam que a largura da haste correspondesse à geometria de aperto, para que o caminho da força permanecesse vertical e centrado.
Enquanto não traçares a tonelagem desde o êmbolo até ao ombro, continuarás a culpar o componente errado.
Realidade no Piso de Produção: Quando a ferramenta se move, a precisão desaparece — não importa quão duro seja o aço.
Estás a fazer a pergunta certa agora: se a dureza não é a solução, que normas geométricas mantêm realmente a força centrada e repetível?
No mês passado tive uma oficina a utilizar três estilos de ferramentas num travão de 12 pés. Um punção tinha uma haste de 0,500 polegadas. Outro era de 13 mm. O conjunto premium era de 20 mm. Todos “encaixavam” na braçadeira. Nenhum deles partilhava a mesma geometria de aperto. O operador jurava que a máquina garantia ±0,5°. No papel, tinha razão. No chão de fábrica, cada mudança implicava dois ou três golpes extra para acertar o ângulo.
Isso não é culpa do aço. É um aperto mecânico de três pontos a falhar — braçadeira da máquina, haste da ferramenta e resistência à tração do material. Quando esses três não se agarram de forma uniforme, o teu limite de precisão baixa muito antes da especificação da máquina.
Aqui está o mecanismo.
Imagina novamente inox de 1/4 de polegada. Chama-lhe 60 toneladas por pé. Em 10 pés, são 600 toneladas a pedir que a haste permaneça perfeitamente encaixada enquanto o ombro da matriz resiste à separação. Se o bolso da braçadeira foi concebido para uma haste de 20 mm e inseres uma haste de 12,7 mm com uma chaveta de enchimento, acabaste de reduzir a largura de contacto em mais de 7 mm. O caminho da força estreita. A pressão aumenta. A micro-inclinação torna-se possível.
Não parece dramático. Manifesta-se como desvio de ângulo, inconsistência de raio e desgaste do ombro.
A tua máquina pode prometer ±0,5° o dia todo. Mas é a tua geometria que decide se alguma vez o atingirás.
Realidade no Chão de Fábrica: O teu limite de precisão é determinado pela área de contacto, não pela dureza do catálogo.
Deixa-me dar-te uma cena específica.
Uma oficina muda de um sistema de hastes de 13 mm para um de 20 mm na mesma prensa. Sem adaptação da braçadeira. Apenas adaptadores. A diferença é de 7 mm na largura de aperto. O punção encaixa, é apertado e trabalha.
Primeiro trabalho: aço macio de 3 mm, dobra por ar, abertura em V de 8x a espessura. Os ângulos parecem bons após a preparação. A meio da execução, o raio interno começa a ficar ligeiramente mais apertado por algumas centésimas. Invisível ao olho. Mensurável nas peças acumuladas no carrinho.
Porquê?
Porque a haste mais estreita concentra a força de aperto mais próxima do centro. Sob carga, o corpo do punção sofre uma ligeira rotação elástica — estamos a falar de micrómetros — mas essa rotação desloca a linha efetiva de dobra em relação à abertura em V. Quando a linha de dobra se desloca, o eixo neutro desloca-se. O teu raio interno segue o mesmo movimento.
Cinco milímetros não ficam ali de forma inócua. Alteram a forma como a força entra na ferramenta.
E quando estás a operar com 60 toneladas por pé, isso significa que cada pé está a amplificar esse desalinhamento. Ao longo de um comprimento de ferramenta grande, esses micrómetros acumulam-se em variações de ângulo e raio que vais tentar corrigir com ajustes no batente traseiro em vez de resolver no grampo.
Pensamento de “caixote de sucata” diz: “Basta aumentar a profundidade.” Pensamento profissional pergunta: “Por que é que a linha de dobra se moveu?”
Realidade da Oficina: Se a largura do encaixe mudar, a tua linha de dobra move-se — quer o admitas ou não.
Levo tinta de marcação por uma razão.
Revestimos o encaixe, fixamos, fazemos um ciclo com carga leve e depois retiramos. As marcas de contacto dizem a verdade. Em sistemas desajustados, vejo polimento acentuado numa extremidade, contacto fraco na outra. Isso significa que a pressão de fixação não é uniforme ao longo da largura do encaixe.
Pressão é igual a força dividida pela área. Reduz a área efetiva com um encaixe desajustado e a pressão local aumenta. Alta pressão local escava. Zonas de baixa pressão permitem microdeslizamento. Agora imagina essa força a passar por um encaixe que não se assenta totalmente na ranhura de fixação da máquina. O caminho da carga já não é vertical. Está enviesado.
Sob carga total de flexão — novamente, 60 toneladas por pé — esse desvio traduz-se em pequenos deslocamentos laterais. Os deslocamentos laterais alteram a abertura efetiva do “V” no ponto de contacto. Alteras a abertura do “V” e alteras o ângulo de dobra para a mesma profundidade do êmbolo.
Ninguém mede a distribuição da pressão de fixação durante a montagem. Medem o ângulo depois de estar errado.
E é aqui que as especificações da máquina confundem. Sim, com compensação dinâmica e feedback por laser, algumas prensas conseguem manter precisão melhor que ±0,1°. Mas esse sistema de controlo está a corrigir sintomas. Não pode tornar rígido um encaixe que balança dentro de um alojamento de fixação demasiado largo.
Não podes resolver com servos um mau encaixe.
Realidade da Oficina: Pressão de fixação desigual transforma cada curso num ferramenta ligeiramente diferente.
Agora empilha punções segmentados ao longo de 8 pés.
Um segmento é 0,02 mm mais alto que o vizinho. Isso está dentro das tolerâncias de muitos fabricantes. Isoladamente, não é nada. Mas combinado com uma fixação desigual devido a um encaixe desajustado, o segmento mais alto torna-se o principal receptor de carga.
Sob carga, esse segmento recebe mais do que a sua parte das 60 toneladas por pé. Deforma-se mais. O segmento adjacente deforma-se menos. O ângulo de dobra varia ao longo do comprimento — apertado de um lado, aberto do outro.
Os operadores chamam-lhe erro de compensação. Ou variação do material. Mas isso não desgasta uma matriz tão rápido.
O mecanismo é simples: fixação desigual exagera pequenas diferenças de altura. Essas diferenças redirecionam a carga. Carga redirecionada altera a penetração local na matriz em “V”. Penetração local altera ângulo e raio interno.
Produz 500 peças assim, e o segmento mais alto mostra desgaste prematuro. Agora voltas a culpar a dureza do aço.
Vês como isto se multiplica? A largura do encaixe afeta a distribuição da pressão. A distribuição da pressão amplifica a variação de altura. A variação de altura altera a partilha da carga. A partilha da carga altera a geometria da dobra.
Esse é o teu limite de precisão.
A próxima pergunta é óbvia: se diferentes sistemas de ferramentas usam linguetas de 12,7 mm, 13 mm ou 20 mm, como é que cada design controla esta ligação de modo diferente — e qual deles realmente protege o teu caminho de força em vez de apostar nele?
Realidade do Chão de Fábrica: Com volume de produção, 0,02 mm mais uma má fixação equivalem a um palete de sucata.
Imagina três punções na bancada: uma lingueta de segurança americana de 12,7 mm, uma lingueta europeia Promecam de 13 mm e uma lingueta Wila de 20 mm. Mesmo travão. Mesmo aço macio de 3 mm. Mesma abertura em V de 8× a espessura. A única coisa que muda é como a lingueta preenche o encaixe da braçadeira.
Agora carrega com 60 toneladas por pé.
No papel, 12,7 versus 13 mm parece trivial. No aço sob carga, esses 0,3 mm decidem se a lingueta contacta toda a sua face ou se toca primeiro numa das bordas. A lingueta de 20 mm não só alarga a fixação; muda também o ponto onde os parafusos de aperto aplicam força no corpo do punção. Uma lingueta mais larga significa um braço de momento mais longo que resiste à rotação. Uma lingueta mais estreita significa maior pressão local e maior tendência para oscilar quando o caminho de força não está perfeitamente centrado.
Isso não é fidelidade à marca. É geometria.
Cada sistema é um contrato mecânico: geometria da braçadeira da máquina, largura e perfil da lingueta, e a resistência à tração do material que estás a dobrar. Quebra esse contrato e a linha de dobra desvia. Mantém-no coerente e o caminho da carga permanece vertical.
A questão não é qual sistema é “melhor”. É qual se ajusta às restrições da tua máquina sem introduzir uma articulação oculta na braçadeira.
Entrei numa oficina que trabalhava com chapa de 1/4 de polegada numa prensa mecânica antiga. Ferramentas de estilo americano. Lingueta de segurança de 12,7 mm. Parafusos de ajuste manuais. O operador gostava porque não cai quando a braçadeira alivia.
Justo.
Mas sob 60 toneladas por pé numa dobra por ar pesada, aplicámos azul de contacto na lingueta e ciclámos. As marcas mostraram forte polimento ao longo da borda dianteira e contacto fraco na traseira. O ressalto de segurança impediu que o punção caísse, mas o contacto real de fixação era mais estreito do que a largura da lingueta sugeria. Isso cria um pico de pressão perto da face frontal.
Pressão é igual à força dividida pela área. Mesmo tonelagem, faixa de contacto efetiva menor, pressão local mais alta. Pressão mais alta aumenta o aperto numa borda e convida à micro-rotação em direção à matriz. Essa rotação desloca ligeiramente a linha de dobra para a frente. Em material fino, compensa-se com profundidade. Em material espesso e de alta resistência, aparece como inconsistência de ângulo ao longo do comprimento.
A lingueta de segurança cumpre o que foi projetada para fazer: proteger o operador e funcionar com braçadeiras mais simples. Nunca foi concebida para se autocentrar sob carga dinâmica elevada. Quando lhe pedes que se comporte como um sistema de precisão autoassentável, estás a praticar pensamento de caixote de sucata.
Realidade do Chão de Fábrica: As ferramentas americanas são estáveis na braçadeira certa, mas não vão corrigir um caminho de força que a tua máquina nunca controlou desde o início.
Oficina diferente. Prensa hidráulica CNC com braçadeiras de carregamento lateral construídas para linguetas Promecam de 13 mm. Sem ressalto de segurança. A lingueta preenche o encaixe mais completamente do que a americana de 12,7 mm, e a face da braçadeira normalmente envolve mais da superfície vertical.
Sob as mesmas 60 toneladas por pé, o azul de contacto conta uma história diferente: contacto mais amplo e mais uniforme. Menos viés de borda. A lingueta assenta de forma mais profunda e mais quadrada porque a geometria da braçadeira foi construída em torno desse perfil de 13 mm. Isso reduz a liberdade de rotação antes mesmo de a carga total atuar.
Mas não se autoalinha. Continua a ser necessário alinhar os segmentos. Continua a apertar em sequência. A configuração demora mais tempo do que num sistema de troca rápida verdadeiro. Esse é o compromisso: tempo de configuração moderado em troca de alta repetibilidade a um custo de ferramenta razoável.
É aqui que as pessoas se confundem. Presumem que a precisão ao nível Wila requer hardware ao nível Wila. Nem sempre. Se o volume de produção for baixo a médio e não estiver a trocar ferramentas dez vezes por turno, um sistema Promecam devidamente ajustado pode proporcionar uma precisão “elevada” sem o investimento de capital. O acordo mantém-se porque a máquina e o ressalto foram concebidos em conjunto.
O erro das oficinas é forçar um ressalto de 13 mm numa braçadeira desgastada por anos de utilização de ferramentas americanas. Agora o ressalto fica a flutuar dentro de um encaixe gasto, e toda a precisão teórica desaparece.
Realidade na Oficina: a precisão europeia só existe quando a braçadeira nasceu europeia também.
Agora observe um ressalto Wila de 20 mm numa braçadeira hidráulica autoalinhante. Coloque-o, pressione o botão, e o sistema puxa o ressalto para cima e para trás até uma referência fixa. Sem parafusos de regulação. Sem cargas laterais. A geometria força o alinhamento antes de a tonelagem aumentar.
Abaixo de 60 toneladas por pé, esse ressalto mais largo distribui a força de fixação sobre uma face maior e aumenta a resistência à rotação simplesmente pela geometria. Mais largura de contacto significa menor pressão local para a mesma carga. Menor pressão significa menos variação de aperto, menos microdeslizamento e uma posição de linha de dobra mais consistente ao longo do comprimento.
Mas aqui está a parte que os vendedores omitem.
Se estiver a produzir lotes curtos, duas configurações por dia, aço macio abaixo de 3 mm, não recuperará rapidamente o ganho de tempo. O acréscimo de precisão em relação a um sistema Promecam bem mantido pode ser mensurável, mas não rentável. O retorno inverte-se quando há trocas frequentes, ferramentas segmentadas em camas longas ou material de alta resistência, onde a estabilidade de fixação protege tanto o ângulo como a vida útil da ferramenta.
Já vi oficinas aparafusar ferramentas de 20 mm em adaptadores híbridos em braçadeiras de 13 mm para “obter o melhor dos dois”. O que realmente obtêm é uma cadeia empilhada de tolerâncias e um novo ponto de articulação entre o adaptador e o martelo. Agora imagine essa força a passar por um ressalto que não assenta totalmente na ranhura de fixação da máquina. Acabou de reintroduzir a rotação que o sistema de 20 mm foi concebido para eliminar.
Isso não é uma atualização. Isso é negação geométrica.
A Wila não é mágica. É um aperto mecânico completo. Quebre um dedo desse aperto com adaptadores ou braçadeiras gastas e voltará a perseguir micrómetros com a profundidade do martelo.
Realidade na Oficina: o sistema de 20 mm compensa quando o volume e as cargas de tração exigem autoalinhamento repetível — caso contrário, está a comprar velocidade que não utiliza.
E isso deixa uma pergunta desconfortável: se cada sistema só funciona como um conjunto coerente, o que acontece quando começa a misturá-los no mesmo chão de fábrica?
| Sistema | Pontos-chave |
|---|---|
| Ferramentas Americanas (Ressalto de Segurança de 12,7 mm) | Concebidas para evitar que o punção caia quando a braçadeira se solta; funcionam com braçadeiras mais simples; sob carga elevada (60 tons/pé), a área de contacto é mais estreita do que a largura do ressalto sugere; cria picos de pressão perto da borda frontal; a pressão local aumentada provoca micro-rotação e deslocamento da linha de dobra; adequadas para segurança e estabilidade básica, mas não para autoalinhamento de precisão sob carga dinâmica; estáveis apenas se a braçadeira controlar corretamente o caminho da força. |
| Promecam Europeu (Ressalto de 13 mm) | O ressalto preenche a ranhura de forma mais completa do que o estilo americano de 12,7 mm; contacto de fixação mais amplo e uniforme sob carga; redução do viés de borda e da liberdade de rotação; requer alinhamento manual e aperto sequencial; tempo de configuração moderado com alta repetibilidade; precisão económica para produção baixa a média; a precisão depende de uma braçadeira europeia devidamente ajustada — braçadeiras gastas ou incompatíveis anulam os benefícios. |
| Sistema de Ressalto Wila de 20 mm | Braçadeira hidráulica autoalinhante puxa automaticamente o ressalto para uma referência fixa; ressalto mais largo distribui a força por uma área de contacto maior; menor pressão local, menos microdeslizamento e menor variação da linha de dobra; ideal para trocas frequentes, ferramentas segmentadas, camas longas e materiais de alta resistência; o retorno depende do volume de produção e da frequência de configuração; adaptadores ou configurações híbridas introduzem acumulação de tolerâncias e rotação, anulando as vantagens do sistema; eficaz apenas como sistema completo e integrado. |
Quer saber o que realmente acontece quando sistemas americanos, europeus e de 20 mm partilham o mesmo chão de fábrica?
Desvios de ângulo que só aparecem nas últimas três peças de uma série longa. Marcas de ferramenta que ontem não existiam. Operadores ajustam a profundidade um décimo a cada dez ciclos porque “o material deve estar a mudar”. Tempos de configuração que crescem silenciosamente enquanto todos culpam o desenho técnico.
Nada disso começa no aço.
Começa no aperto de mão.
Quando colocas um adaptador entre o martelo e o punção, não estás apenas a alterar a largura da lingueta. Estás a inserir uma nova superfície, uma nova faixa de tolerância, um novo caminho de carga. A máquina prende o adaptador, o adaptador segura a ferramenta, e o material exerce força de retorno através de ambos. Já não é um aperto de mão mecânico de três pontos. São quatro dedos, e um deles está dormente.
A 60 toneladas por pé numa dobra a ar longa, essa interface extra vê a mesma força que a lingueta. Mesma força. Contacto menor, imperfeito. Os picos de pressão surgem onde as superfícies não estão perfeitamente planas, e o adaptador transforma-se numa dobradiça que nunca projetaste.
Isso é mentalidade de caixote de sucata disfarçada de flexibilidade.
A ilusão é simples: “Se a lingueta não encaixa, adaptamo-la.” A realidade é mais subtil. Cada camada adicionada afasta a tua superfície de referência do martelo. Aumentaste o braço de alavanca, ainda que ligeiramente, o que aumenta o binário de rotação sob carga. Micrómetros na fixação tornam-se milésimos na linha de dobra.
Não o notas no primeiro dia.
Duas semanas de serviço, começas a persegui-lo com correções de profundidade.
Realidade de chão de fábrica: os adaptadores não combinam sistemas — diluem a geometria que tornou cada um preciso.
Consegues fazer peças.
Isso não é o mesmo que manter tolerância.
Uma lingueta europeia de 13 mm num grampo concebido para um perfil de segurança americano de 12,7 mm não falha de forma dramática. Falha silenciosamente. A face do grampo não envolve a ranhura da forma prevista, por isso a lingueta assenta em contacto parcial. Sob carga leve, comporta-se. Sob 60 toneladas por pé, a faixa de contacto desloca-se para a frente e a lingueta tenta girar para dentro da matriz.
Agora imagina essa força a viajar através de uma lingueta que não encaixa totalmente na ranhura de fixação da máquina.
Acabaste de criar um ponto de pivô.
Algumas oficinas safam-se. Adicionam calços personalizados, retificam desvios, ajustam alturas de punção e afirmam ±0,005 polegadas o dia todo. Já auditei essas oficinas. As que têm sucesso não dependem do adaptador para precisão. Estão a compensar em todo o lado — tonagem controlada, lotes de material consistentes, sequência de configuração disciplinada. Construíram uma “gaiola de processo” em torno de um compromisso geométrico.
Isso é disciplina de gestão, não magia do adaptador.
O problema é a repetibilidade entre turnos, operadores e materiais. O sistema europeu foi concebido para pressão de fixação lateral numa ranhura. A braçadeira americana foi concebida para um ressalto de segurança em apoio vertical, com compressão por parafuso de fixação. Quando se misturam os dois, o caminho de carga deixa de ser totalmente vertical ou totalmente lateral. Passa a ser diagonal e inconsistente ao longo da mesa, especialmente em braçadeiras gastas.
E as braçadeiras gastas são a regra, não a exceção.
Portanto, sim, é possível usar matrizes europeias numa quinadeira americana. Simplesmente deixará de trabalhar com uma verdadeira geometria europeia. Estará a trabalhar com um híbrido que exige vigilância constante.
Realidade do Chão de Fábrica: Se a precisão depende de o operador “saber o truque”, o sistema em si não é preciso.
Vamos abrandar um pouco.
Um adaptador acrescenta pelo menos duas novas interfaces: prensa‑pistão‑para‑adaptador e adaptador‑para‑ferramenta. Cada interface tem uma tolerância de planicidade, uma tolerância de paralelismo e uma conformidade de fixação. Somando tudo, cria-se um empilhamento de tolerâncias que fica acima da linha de dobra, mas manifesta‑se no ângulo.
Não desaparece. Reloca-se.
Imagine uma ferramenta auto‑assentável de 20 mm montada num adaptador de estilo 13 mm e depois fixada num sistema não auto‑assentável. O conceito original de 20 mm distribui a carga por um ressalto mais largo e puxa para cima e para trás contra uma referência fixa. O adaptador interrompe esse movimento de recuo. A braçadeira agora agarra o corpo do adaptador, e não a face de ressalto retificada com precisão.
Acabou de deslocar a superfície de referência uma camada afastada do pistão.
Sob carga, ocorre microdeflexão no ponto de menor rigidez. Normalmente, é a secção mais fina do adaptador ou a face menos apoiada. O ressalto pode estar endurecido a HRC 60, o aço folha a HRC 15, mas a dureza não impede a rotação se o caminho de carga estiver desalinhado. Na verdade, ferramentas mais duras concentram a pressão nos contactos imperfeitos, o que acelera o desgaste por fricção nessas faces do adaptador.
A precisão perdida traduz‑se em flexão elástica em cada interface.
Isto manifesta‑se como variação de ângulo ao longo do comprimento porque a deflexão não é uniforme. Manifesta‑se como desgaste acrescido da ferramenta porque a pressão não é distribuída de forma uniforme. Manifesta‑se como desvio de configuração porque os operadores compensam com profundidade em vez de corrigirem a geometria.
E assim que começa a empilhar adaptadores para tornar “um conjunto compatível com todas as máquinas”, não está a padronizar. Está a multiplicar cadeias de tolerância.
É aqui que a ilusão finalmente se desfaz.
A precisão não é uma propriedade apenas da ferramenta. É uma propriedade de todo o caminho de carga, desde o pistão até ao material e de volta. Quebre esse caminho com compromissos em camadas e nenhuma marca ou logótipo o salvará.
Realidade do Chão de Fábrica: Cada adaptador que acrescenta é mais um ponto onde a força pode dobrar algo que nunca teve intenção de dobrar.
Quer um sistema estável e focado na precisão?
Comece por uma cena simples. Aço macio de um quarto de polegada, dobra de 10 pés, abertura em V de 2 polegadas. Usando a estimativa padrão de dobragem no ar, obtém cerca de 60 toneladas por pé. A máquina trabalha suavemente. Os ângulos repetem-se. As ferramentas duram.
Agora troque essa chapa por aço de alta resistência com a mesma espessura e mantenha a mesma abertura de matriz, porque “aço é aço”. O requisito de tonagem não aumenta educadamente — salta. O limite de escoamento sobe, a recuperação elástica estende-se para 8–10 graus, e a quinadeira reage aplicando mais força. Mesma geometria. Resistência diferente. O caminho de carga que acabámos de alinhar com um encaixe adequado entre ressalto e fixação agora transporta uma força para a qual nunca foi dimensionado.
É aqui que vive a desconexão.
Temos culpado os adaptadores por corromperem a geometria — corretamente. Mas mesmo um percurso de carga perfeito e ininterrupto perderá precisão se a forma da matriz e o raio do punção forem escolhidos para aço macio e depois aplicados sobre material de alta resistência à tração. A máquina fornecerá toda a força necessária dentro dos seus limites. As ferramentas absorvem as consequências.
Quando a abertura da matriz encolhe para “controlar” o retorno elástico em material de alta resistência à tração, a tonagem aumenta rapidamente. Não de forma linear. Rápido. As oficinas veem “V mais apertado” como maior controlo. O que obtêm é uma procura de força exponencial, deflexão da estrutura e tensão localizada na ferramenta que nenhuma largura de tangente consegue estabilizar.
A prensa dobradeira ganha sempre.
A ferramenta perde sempre.
Realidade no chão de fábrica: Se a tua tabela de matrizes foi construída com base em aço macio, o material de alta resistência à tração irá expô-la em uma semana.
Entrei numa oficina que utilizava matrizes endurecidas de 28–32 HRC em aço macio de grau estrutural durante anos. Dobras limpas. Marcação mínima. As mesmas matrizes ficaram na prateleira quando assumiram um contrato com liga de alta resistência e baixa liga.
Duas semanas de serviço, os ombros do V estavam brunidos — pequenas marcas onde o material penetrava na aresta da matriz sob maior pressão de contacto. Não eram fissuras dramáticas. Apenas marcas de contacto que cresceram. Os ângulos começaram a variar ao longo da mesa.
Culparam as “ferramentas macias”.”
Mas não se danifica uma matriz tão depressa a menos que algo mais tenha mudado.
Aqui está o mecanismo. O material de alta resistência à tração resiste ao escoamento, por isso a chapa não flui para dentro do V da mesma forma que o aço macio. A pressão de contacto concentra-se em faixas mais estreitas nos ombros da matriz. Se a dureza e o tratamento da aresta da tua matriz foram determinados assumindo material de menor limite elástico, esses ombros agora sofrem ciclos de tensão localizada mais elevados. Multiplica isto pelo comprimento.
Numa dobra ao ar longa com 60 toneladas por pé, essa força distribui-se ao longo dos ombros do V. Aumenta o limite de escoamento do material e mantém a mesma abertura, e aumentas a tensão de contacto nessas linhas de contacto. A dureza não tem a ver com ego; tem a ver com resistir à deformação plástica nessas zonas de contacto.
E aqui está a armadilha: mesmo dentro do “mesmo” grau, a resistência ao escoamento varia de lote para lote. Já vi bobinas rotuladas de forma idêntica a apresentarem diferentes retornos elásticos entre turnos. Se a margem de dureza da tua matriz for pequena, essas variações manifestam-se como desgaste da ferramenta e inconsistência nos ângulos que não consegues explicar.
A variabilidade do material não desculpa a má geometria — pune-a.
Realidade no chão de fábrica: Se os ombros da tua matriz estão a marcar, a especificação de dureza foi escrita para o material de ontem.
Imagina uma chapa de alta resistência à tração de 1/8 polegada e um punção com ponta afiada escolhido para “garantir” um 90 nítido. Funciona no aço macio porque o material se deforma e envolve-se de forma previsível à volta da ponta.
O material de alta resistência à tração não se envolve. Resiste, armazena energia, depois retorna com mais força.
Então o operador ajusta para mais profundidade para compensar. O êmbolo empurra mais fundo no V, aumenta a tonagem e pressiona a chapa mais firmemente contra os ombros da matriz. Acabaste de aumentar tanto a pressão de contacto como a força necessária porque o raio do punção é demasiado pequeno para o raio de curvatura natural do material.
Agora imagina essa força a viajar através de uma lingueta que não encaixa totalmente na ranhura de fixação da máquina.
Mesmo com uma fixação perfeita, a discrepância entre o raio do punção e o limite de escoamento do material significa que estás a forçar as fibras internas para além da sua deformação confortável. Microfissuras no interior da dobra. Gralhamento superficial em chapa revestida. Desgaste acelerado da ponta do punção porque a zona de contacto é mais estreita e mais quente.
A ironia? Um raio de punção ligeiramente maior costuma reduzir a tonagem necessária e estabilizar o retorno elástico, porque permite que o material se forme mais próximo do seu raio natural em vez de o contrariar.
Mas o pensamento de “caixa de sucata” diz que mais afiado é mais preciso.
Precisão não é afiação. É deformação controlada.
Realidade de oficina: se estás a perseguir o retorno elástico com profundidade do êmbolo em vez de seleção de raio, estás a dobrar mais a ferramenta do que a peça.
Já vi oficinas jurarem que dobram tudo no ar — até aparecer o aço de alta resistência. De repente fazem estampagem completa “só neste trabalho” para vencer o retorno elástico.
Vamos analisar um exemplo simples. Pega na mesma chapa de 1/4 de polegada, V de 2 polegadas, dobra no ar a cerca de 60 toneladas por pé. Muda para estampagem completa com um V apertado para controlar o ângulo. A tonagem não sobe ligeiramente. Pode duplicar ou triplicar dependendo da abertura e da resistência do material, porque agora estás a forçar a chapa a adaptar-se totalmente ao ângulo do molde.
E essa força não se limita a viajar pelo material. Viaja pela estrutura, pela mesa, pelas guias do êmbolo. A rigidez do chassi torna-se a variável oculta. Uma máquina que mantinha ±0,5 graus em dobra no ar pode desviar quando faz estampagem completa em material de alta resistência, simplesmente porque o chassi se deflete sob a carga máxima.
Começas a culpar novamente a ferramenta.
Mas o método de conformação foi ditado por uma geometria de matriz que não respeitava o comportamento do material. Em vez de selecionar uma abertura de matriz e um raio de punção que permitissem uma dobra controlada no ar de material de alta resistência, a oficina optou por estampagem completa para disfarçar o retorno elástico. Essa decisão multiplicou a força, amplificou a deflexão do chassi e aumentou cada pequena complacência no caminho da carga que tanto nos esforçámos por corrigir.
Dobra no ar, estampagem completa, cunhagem — não são escolhas de estilo. São estratégias de força.
E quando o estilo de ferramenta te força acidentalmente a uma estratégia de maior força do que aquela para a qual a tua máquina foi construída, a precisão torna-se numa negociação com a física que não vais ganhar.
Realidade de oficina: se o teu método de conformação muda porque o material ficou mais forte, o teu sistema de ferramentas não foi concebido como um sistema.
Agora estás a fazer a pergunta certa: como selecionar abertura de matriz, raio de punção, dureza e método de conformação para alta resistência sem perder precisão ou sobrecarregar a máquina?
Para de escolher componentes isoladamente. Começa a mapear o aperto da máquina, o encaixe da ferramenta e a resistência do material — e deixa esse mapa mostrar onde vive o verdadeiro estrangulamento.
Precisão não é uma propriedade do aço. É uma propriedade da compatibilidade.
Realidade de oficina: se ainda compras ferramentas pela marca em vez de pelo percurso de carga, estás a adivinhar.
Comece pela máquina, não pelo material. Qual é a tonelagem nominal por pé? Que tipo de fixação? Que largura de lingueta foi essa braçadeira concebida para suportar sem carga pontual?
Se o seu travão está classificado para 60 toneladas por pé em dobragem por ar, esse número pressupõe o total assentamento da lingueta e uma distribuição uniforme de pressão ao longo da face da braçadeira. Agora imagine uma lingueta 0,020 polegadas mais estreita do que a ranhura, ou um conjunto de adaptadores que acrescenta outra interface. Essas 60 toneladas por pé já não se transmitem como um aperto de mão plano. Concentrar-se-á.
Já viu as marcas de azulado. Pesadas nas extremidades. Leves no meio.
Misturas em estilo cruzado podem funcionar. Uma lingueta de precisão de 0,500 polegadas a correr numa braçadeira compatível, com contacto total e assentamento adequado, pode comportar-se na perfeição, mesmo que a matriz inferior siga um padrão diferente. As histórias de sucesso não são acidentes — funcionam porque o caminho da carga permanece contínuo e as superfícies de apoio correspondem em largura e dureza.
Mas quando as oficinas assumem que “encaixa” significa “é compatível”, isso é pensamento de caixote de sucata.
De seguida, mapeie o material. Aço de alta resistência com retorno elástico de 3°–5° sobre o aço macio pode ultrapassar isso, e a compensação CNC só funciona se o ângulo e o raio do punção forem escolhidos para uma subdobra previsível. Um raio de punção maior que respeite o raio interior natural do material muitas vezes reduz a profundidade necessária e estabiliza o retorno elástico, mantendo-o na dobragem por ar em vez de derivar para o encosto total.
A abertura da matriz torna-se então um regulador de força. Se estiver demasiado apertada, a tonelagem aumenta. Se estiver adequada, controla a deformação sem ultrapassar os limites de deflexão da máquina.
Dureza? Escolha-a com base na tensão de contacto, não no ego. Se a pressão localizada no ombro aumenta com uma resistência de escoamento mais alta, a sua matriz precisa de dureza suficiente para resistir ao entalhe (brinelling) sob essa carga exata — não sob o aço macio do ano passado.
Isto não é uma lista de ferramentas. É uma matriz de compatibilidade: geometria de braçadeira da máquina → largura e área de apoio da lingueta → abertura da matriz e raio do punção → resistência e retorno elástico do material → método de conformação como estratégia de força.
Se perder um elo, os outros pagam por isso.
Realidade de chão de fábrica: Se o seu método de conformação muda apenas para sobreviver a uma alteração de material, a sua matriz nunca esteve alinhada.
Aço premium não é um emblema. É um seguro contra um modo específico de falha.
Tomemos um exemplo hipotético: 1/4 de polegada de alta resistência sobre um V de 2 polegadas a cerca de 60 toneladas por pé. Essa força traduz-se em contacto linear elevado nos ombros da matriz. Se o aço da matriz não puder ser tratado termicamente até um intervalo de dureza que resista a essa pressão localizada, verá entalhes e desvio de ângulo muito antes de surgir desgaste dimensional.
Nesse caso, o ferramental de liga temperável justifica-se. Não porque é premium — mas porque a tensão de contacto o exige.
Agora inverta. Se a sua máquina não conseguir distribuir pressão uniformemente pela lingueta porque a face da braçadeira está gasta ou a largura da lingueta é incompatível, comprar aço mais duro não resolve o carregamento desigual. Apenas desloca a deformação para a braçadeira, o êmbolo ou a peça. Irá vangloriar-se da dureza da ferramenta enquanto persegue ângulos inconsistentes.
É assim que a análise de custo por dobra o engana. Conta a vida útil da ferramenta, mas ignora a distribuição da carga.
Ferramentas de orçamento são suficientes quando três condições são verdadeiras: o limite de escoamento do material é moderado, a abertura da matriz mantém a tonelagem dentro dos limites da máquina, e a interface braçadeira-lingueta está totalmente assentada e rígida. Nessas condições, não está a pedir que o aço sobreviva a maus-tratos.
Ferramentas premium são justificadas quando a tensão de contacto, o volume de ciclos ou a dureza do material empurram o ombro e a ponta do punção para o território de risco plástico.
Se não sabe em que regime se encontra, não está a fazer análise. Está a fazer compras.
Realidade na Oficina: Compre dureza apenas depois de ter comprado compatibilidade.
Aqui está a parte que ninguém quer admitir.
Muitas oficinas culpam o custo das ferramentas quando o verdadeiro gargalo é a variabilidade da configuração. Diferentes padrões de lingueta. Adaptadores numa baía, fixação direta noutra. Operadores a calçar para “fazer funcionar”.”
A 60 toneladas por pé, cada interface extra é mais um ponto de conformidade. Mais uma oportunidade para rotação microscópica. Mais uma variável que o operador compensa com profundidade de curso em vez de geometria.
A fixação de troca rápida com padrões de lingueta correspondentes reduz essa variabilidade. Não porque seja sofisticada — mas porque preserva o caminho da carga e a repetibilidade. Configurações mais rápidas são um efeito secundário da consistência mecânica.
Mas se o seu volume for de baixa diversidade, execução longa, e as ferramentas atuais estiverem perfeitamente assentadas com marcas uniformes, investir dinheiro num novo sistema apenas pela velocidade pode não fazer diferença. O seu gargalo pode ser programação, manuseamento de material ou inspeção.
É aqui que a matriz de compatibilidade se torna uma ferramenta de gestão. Faça três perguntas diretas:
Onde entra a força no sistema? Onde se concentra? Onde escapa como deflexão ou variabilidade?
Responda a essas antes de assinar uma ordem de compra de ferramentas.
A única coisa que deve levar consigo é esta: a precisão não se compra em graus de aço ou marcas de fixação — ela é concebida na interseção da geometria da fixação, largura da lingueta, abertura da matriz, raio do punção, resistência à tração do material e método de conformação. Essa interseção é invisível até que o aço de alta resistência a exponha.
A maioria das oficinas nunca a vê porque o aço macio perdoa-lhes.
O aço de alta resistência não.
Realidade na Oficina: Pare de comprar aço. Comece a comprar um caminho de carga que faça sentido.


















