

El invierno pasado me encontré frente a una matriz de 42 HRC que parecía haber sido mordida por una rata. Dos semanas en servicio. El dueño del taller seguía golpeando la hoja de especificaciones: “Acero endurecido. Dentro del rango.”
Entonces, ¿por qué el hombro ya se estaba agarrotando?
Él pensaba que el acero estaba blando. Yo pensaba que su geometría le estaba mintiendo.
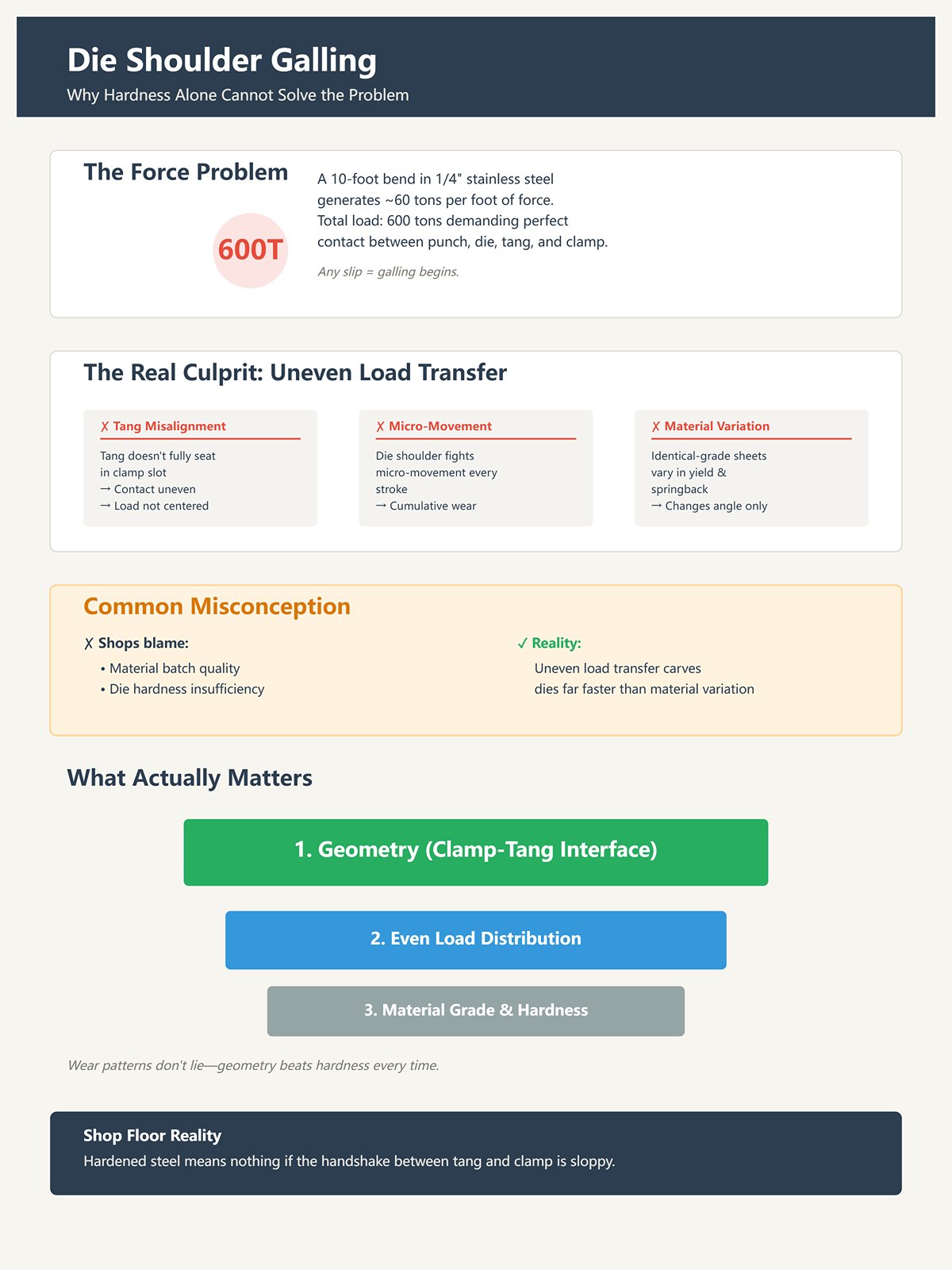
Imagina una curva de 10 pies en acero inoxidable de 1/4 de pulgada. Llámalo aproximadamente 60 toneladas por pie. Esas 600 toneladas le piden a tu punzón, matriz, lengüeta y abrazadera darse la mano sin resbalarse.
Ahora imagina esa fuerza viajando a través de una lengüeta que no se asienta completamente en la ranura de sujeción de la máquina. El contacto no es uniforme. La carga no está centrada. El hombro de la matriz no solo resiste la fuerza vertical; pelea contra micromovimientos en cada golpe.
El agarrotamiento comienza en el hombro, pero la discusión empezó en la abrazadera.
He visto talleres culpar a los lotes de material, aunque las láminas del mismo grado varíen en límite elástico y recuperación. Esa variación cambia el ángulo, claro. Pero no destroza una matriz tan rápido. La transferencia de carga desigual, sí.
El acero endurecido no significa nada si el apretón entre la lengüeta y la abrazadera es flojo.
Realidad del taller: Los patrones de desgaste no mienten: la geometría vence a la dureza cada vez.

Supongamos que tu lengüeta es un poco más estrecha de lo que la abrazadera requiere. No lo suficiente para rechazarla. Solo lo justo para que se asiente distinto en cada montaje.
El lunes por la mañana, ajustas el tope trasero, corriges el ángulo, alcanzas la tolerancia. El martes, mismo trabajo, distinto operador, dos pruebas de doblado más. Para el viernes, todos están “ajustando desde cero”.
Eso es pensamiento de cubo de chatarra: tratar cada corrección como algo normal en lugar de preguntarte por qué la herramienta nunca repite.
El impuesto no es solo el desgaste de la herramienta. Son los cinco golpes de prueba extra por montaje. Los microajustes. La desconfianza creciente en tus propios números.
La precisión muere por mil pequeñas concesiones.
Realidad del taller: Si tu primera curva no es predecible, tu abrazadera tampoco lo es.
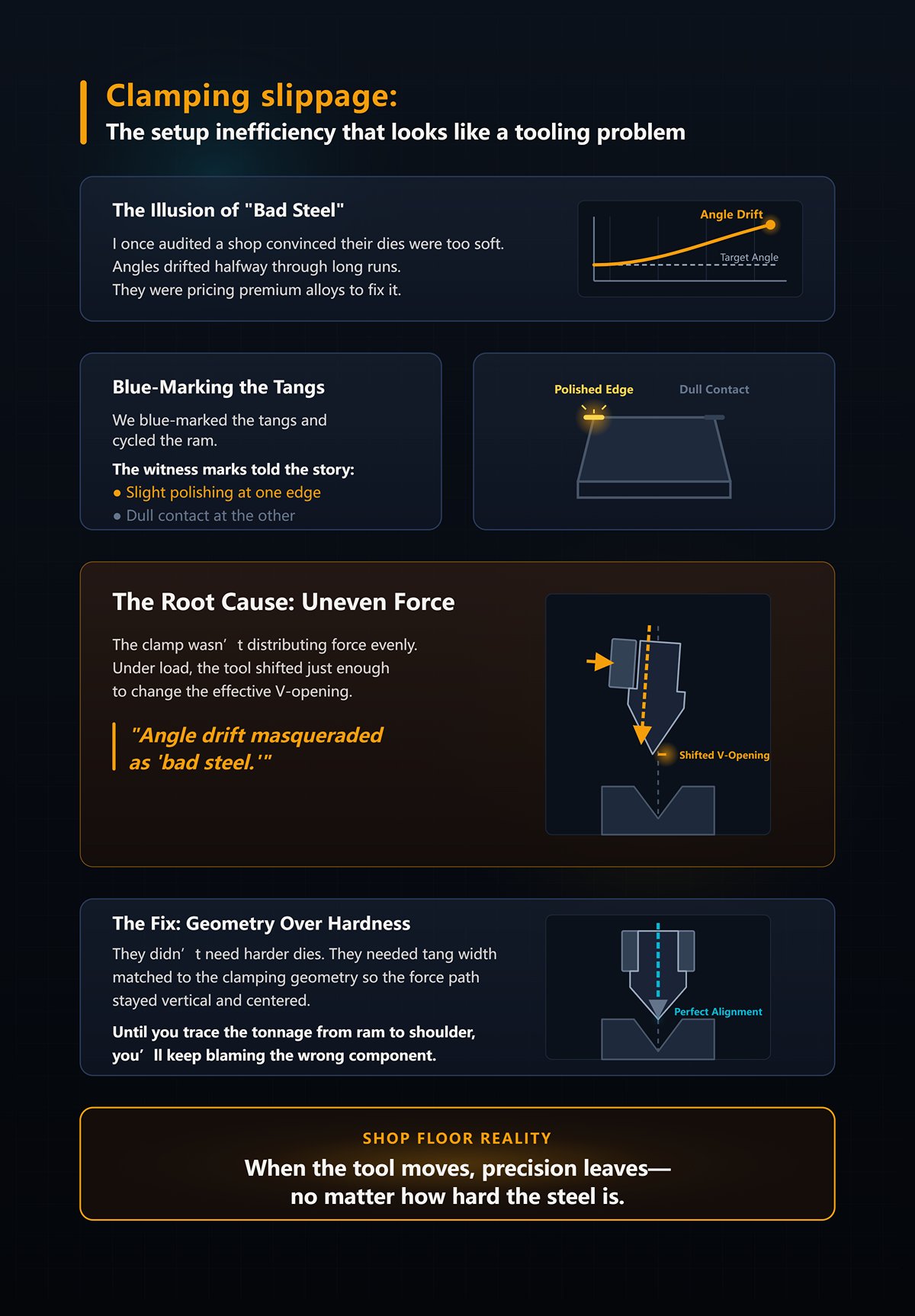
Una vez audité un taller convencido de que sus matrices eran demasiado blandas. Los ángulos derivaban a mitad de las tiradas largas. Estaban presupuestando aleaciones premium para solucionarlo.
Marcamos de azul las lengüetas y ciclaron el ariete.
Las marcas de referencia contaban la historia: ligero pulido en un borde, contacto opaco en el otro. La abrazadera no distribuía la fuerza de manera uniforme. Bajo carga, la herramienta se desplazaba lo suficiente como para cambiar la apertura efectiva de la V.
La desviación del ángulo se hacía pasar por “acero defectuoso”.”
No necesitaban matrices más duras. Necesitaban un ancho de lengüeta que coincidiera con la geometría de sujeción para que la trayectoria de la fuerza permaneciera vertical y centrada.
Hasta que no rastrees la tonelada desde el ariete hasta el hombro, seguirás culpando al componente equivocado.
Realidad del taller: Cuando la herramienta se mueve, la precisión se va, sin importar cuán duro sea el acero.
Ahora estás haciendo la pregunta correcta: si la dureza no es la solución, ¿qué estándares geométricos mantienen realmente la fuerza centrada y repetible?
El mes pasado trabajé con un taller que usaba tres estilos de herramientas en una prensa de 12 pies. Un punzón tenía una lengüeta de 0,500 pulgadas. Otro era de 13 mm. El juego premium era de 20 mm. Todos “encajaban” en la abrazadera. Ninguno compartía la misma geometría de sujeción. El operador juraba que la máquina lograba ±0,5°. En papel, tenía razón. En el taller, cada cambio de herramienta significaba dos o tres golpes extra para perseguir el ángulo correcto.
Eso no es acero. Es un apretón de manos mecánico de tres puntos que falla: abrazadera de la máquina, lengüeta de la herramienta y resistencia a la tracción del material. Cuando esos tres no se aferran con uniformidad, tu límite de precisión cae mucho antes que la especificación de la máquina.
Aquí está el mecanismo.
Imagínate nuevamente acero inoxidable de 1/4 de pulgada. Digamos 60 toneladas por pie. En 10 pies, son 600 toneladas exigiendo que la lengüeta permanezca perfectamente asentada mientras el hombro de la matriz resiste la expansión. Si tu cavidad de sujeción está diseñada para una lengüeta de 20 mm y colocas una lengüeta de 12,7 mm con una cuña de relleno, acabas de reducir el ancho de contacto en más de 7 mm. La trayectoria de la fuerza se estrecha. La presión se dispara. Se vuelve posible una microinclinación.
No parece dramático. Se manifiesta como desviación del ángulo, inconsistencia del radio y desgaste del hombro.
Tu máquina puede prometer ±0,5° todo el día. Pero tu geometría decide si alguna vez alcanzas esa precisión.
Realidad del taller: tu límite de precisión está determinado por el área de contacto, no por la dureza del catálogo.
Déjame darte una escena específica.
Un taller cambia de un sistema de lengüeta de 13 mm a uno de 20 mm en la misma prensa. Sin adaptación de la abrazadera. Solo adaptadores. La diferencia es de 7 mm en el ancho de agarre. El punzón se asienta, se sujeta y funciona.
Primer trabajo: acero dulce de 3 mm, doblado al aire, apertura en V de 8 veces el espesor. Los ángulos se ven bien después de la configuración. A mitad de la producción, el radio interior comienza a hacerse más cerrado por unas centésimas. No visible al ojo. Medible en las piezas que se acumulan en el carro.
¿Por qué?
Porque la lengüeta más estrecha concentra la fuerza de sujeción más cerca del centro. Bajo carga, el cuerpo del punzón experimenta una rotación elástica ligeramente mayor —estamos hablando de micrones—, pero esa rotación desplaza la línea de doblado efectiva en relación con la apertura en V. Cuando la línea de doblado se desplaza, también lo hace el eje neutro. Tu radio interior la sigue.
Cinco milímetros no se quedan ahí tranquilamente. Cambian la forma en que la fuerza entra en la herramienta.
Y cuando estás trabajando con 60 toneladas por pie, eso significa que cada pie está amplificando ese desalineamiento. A lo largo de una gran longitud de herramienta, esos micrones se acumulan en variaciones de ángulo y radio que intentarás corregir con ajustes en el tope trasero en lugar de solucionarlas en la mordaza.
El pensamiento de “cubo de chatarra” dice: “Solo aumenta la profundidad.” El pensamiento profesional pregunta: “¿Por qué se movió la línea de doblado en primer lugar?”
Realidad del taller: Si cambia el ancho del nervio, tu línea de doblado se mueve — lo admitas o no.
Llevo tinta de trazado por una razón.
Recubrimos el nervio, lo sujetamos, cicla bajo carga ligera, luego lo retiramos. Las marcas de contacto dicen la verdad. En sistemas desajustados, veo un pulido fuerte en un borde y un contacto débil en el otro. Eso significa que la presión de sujeción no es uniforme a lo largo del ancho del nervio.
La presión es igual a la fuerza dividida por el área. Reduce el área efectiva con un nervio desajustado y la presión local aumenta. La alta presión local se incrusta. Las zonas de baja presión permiten microdeslizamiento. Ahora imagina esa fuerza viajando a través de un nervio que no asienta completamente en la ranura de sujeción de la máquina. La trayectoria de carga ya no es vertical. Está sesgada.
Bajo carga completa de doblado — nuevamente, 60 toneladas por pie — ese sesgo se traduce en pequeños desplazamientos laterales. Los desplazamientos laterales cambian la abertura efectiva en V en el punto de contacto. Cambia la abertura en V, y cambias el ángulo de doblado con la misma profundidad de carrera.
Nadie mide la distribución de la presión de sujeción durante la preparación. Miden el ángulo después de que ya está mal.
Y aquí es donde las especificaciones de la máquina te confunden. Sí, con coronado dinámico y retroalimentación láser, algunas prensas pueden mantener tolerancias más estrictas que ±0,1°. Pero ese sistema de control está corrigiendo síntomas. No puede reforzar un nervio que se balancea dentro de una ranura de sujeción sobredimensionada.
No puedes usar un servosistema para compensar un mal acoplamiento.
Realidad del taller: Una presión de sujeción desigual convierte cada pasada en una herramienta ligeramente diferente.
Ahora apila punzones segmentados a lo largo de 8 pies.
Un segmento es 0,02 mm más alto que su vecino. Eso está dentro de la tolerancia de muchos fabricantes. Solo, no es nada. Pero combínalo con una sujeción desigual por un desajuste del nervio, y el segmento más alto se convierte en el principal portador de carga.
Bajo carga, ese segmento soporta más de su parte de las 60 toneladas por pie. Se deflecta más. El segmento adyacente se deflecta menos. Tu ángulo de doblado varía a lo largo de la longitud — cerrado en un lado, abierto en el otro.
Los operadores lo llaman error de coronado. O variación del material. Pero eso no desgasta un troquel tan rápido.
El mecanismo es simple: la sujeción desigual exagera pequeñas diferencias de altura. Esas diferencias redirigen la carga. La carga redirigida cambia la penetración local en el troquel en V. La penetración local cambia el ángulo y el radio interior.
Haz 500 piezas así, y el segmento alto mostrará desgaste prematuro. Ahora vuelves a culpar la dureza del acero.
¿Ves cómo esto se complica? El ancho del nervio afecta la distribución de presión. La distribución de presión amplifica la variación de altura. La variación de altura altera el reparto de carga. El reparto de carga cambia la geometría del doblado.
Ese es tu límite de precisión.
La siguiente pregunta es obvia: si diferentes sistemas de herramientas usan tetones de 12,7 mm, 13 mm o 20 mm, ¿cómo controla cada diseño este acoplamiento de forma diferente — y cuál realmente protege tu ruta de fuerza en lugar de apostar con ella?
Realidad del piso de producción: En volumen de producción, 0,02 mm más una sujeción deficiente equivalen a un pallet de chatarra.
Imagina tres punzones en el banco: un tetón de seguridad americano de 12,7 mm, un tetón europeo Promecam de 13 mm y un tetón Wila de 20 mm. Misma prensa. Mismo acero dulce de 3 mm. Misma abertura en V de 8× espesor. Lo único que cambia es cómo el tetón llena el bolsillo del sujetador.
Ahora cárgalo a 60 toneladas por pie.
Sobre el papel, 12,7 frente a 13 mm parece trivial. En acero bajo carga, esos 0,3 mm deciden si el tetón contacta en toda su cara o toca primero un borde. El tetón de 20 mm no solo amplía el agarre; cambia dónde los pernos de sujeción transmiten la fuerza al cuerpo del punzón. Un tetón más ancho significa un brazo de momento más largo que resiste la rotación. Un tetón más estrecho significa mayor presión local y una mayor tendencia a balancearse cuando la ruta de fuerza no está perfectamente centrada.
Eso no es lealtad a la marca. Es geometría.
Cada sistema es un contrato mecánico: la geometría del sujetador de la máquina, el ancho y el perfil del tetón, y la resistencia a la tracción del material que estás doblando. Rompe ese contrato y la línea de doblado se desvía. Mantenlo coherente y la ruta de carga permanece vertical.
La pregunta no es cuál sistema es “el mejor”. Es cuál se ajusta a las limitaciones de tu máquina sin introducir una bisagra oculta en el sujetador.
Entré en un taller que trabajaba placas de 1/4 de pulgada en una prensa mecánica antigua. Herramientas de estilo americano. Tetón de seguridad de 12,7 mm. Tornillos de ajuste manuales. Al operador le gustaba porque no se cae cuando el sujetador se afloja.
Justo.
Pero bajo 60 toneladas por pie en un doblado aéreo pesado, aplicamos azul al tetón y lo ciclaron. Las marcas mostraron un pulido intenso a lo largo del borde frontal, contacto tenue en la parte trasera. El labio de seguridad mantuvo el punzón en su lugar, pero el contacto real de sujeción era más estrecho de lo que sugería el ancho del tetón. Eso crea un pico de presión cerca de la cara frontal.
La presión equivale a fuerza dividida por área. Misma tonelada, banda de contacto efectiva más pequeña, presión local más alta. Mayor presión aumenta el agarre en un borde y provoca micro-rotación hacia la matriz. Esa rotación desplaza la línea de doblado ligeramente hacia adelante. En material delgado lo compensas con profundidad. En material grueso y de alta resistencia, aparece como una inconsistencia de ángulo a lo largo de la pieza.
El tetón de seguridad hace lo que fue diseñado para hacer: proteger al operador y trabajar con sujetadores más simples. Nunca fue diseñado para auto-centrarse bajo carga dinámica alta. Cuando le pides que se comporte como un sistema de precisión rectificado y auto-asentado, estás practicando pensamiento de cubeta de chatarra.
Realidad del piso de producción: Las herramientas americanas son estables en el sujetador adecuado, pero no corregirán una ruta de fuerza que tu máquina nunca controló desde el principio.
Taller diferente. Prensa hidráulica CNC con sujetadores de carga lateral diseñados para tetones Promecam de 13 mm. Sin labio de seguridad. El tetón llena la ranura más completamente que el americano de 12,7 mm, y la cara del sujetador normalmente se acopla con más de la superficie vertical.
Bajo las mismas 60 toneladas por pie, el azul muestra una historia diferente: contacto más amplio y uniforme. Menor sesgo de borde. El tetón se asienta más profundo y más cuadrado porque la geometría del sujetador fue diseñada en torno a ese perfil de 13 mm. Eso reduce la libertad de rotación antes incluso de que llegue la carga completa.
Pero no se asienta automáticamente. Todavía alineas los segmentos. Todavía aprietas en secuencia. La configuración lleva más tiempo que en un sistema de cambio rápido real. Ese es el compromiso: un tiempo de configuración moderado a cambio de una alta repetibilidad con un costo de herramienta razonable.
Aquí es donde la gente se confunde. Suponen que la precisión de nivel Wila requiere hardware de nivel Wila. No siempre. Si tu volumen de producción es bajo o medio y no estás cambiando herramientas diez veces por turno, un sistema Promecam correctamente emparejado puede ofrecer una precisión “alta” sin el golpe de capital. El contrato permanece intacto porque la máquina y el vástago fueron diseñados en conjunto.
Donde los talleres fallan es al forzar un vástago de 13 mm en una abrazadera desgastada por años de uso con herramientas americanas. Ahora el vástago flota dentro de un alojamiento gastado, y toda la precisión teórica se evapora.
Realidad del piso de taller: la precisión europea solo existe cuando la abrazadera también nació europea.
Ahora observa un vástago Wila de 20 mm en una abrazadera hidráulica de autoasentamiento. Déjalo caer, presiona el botón, y el sistema tira del vástago hacia arriba y hacia atrás hasta una referencia fija. Sin tornillos de ajuste. Sin cargas laterales. La geometría fuerza la alineación antes de que se genere la tonelada.
Con menos de 60 toneladas por pie, ese vástago más ancho distribuye la fuerza de sujeción sobre una cara más grande e incrementa la resistencia a la rotación simplemente por geometría. Más anchura de contacto significa menor presión local para la misma carga. Menor presión significa menos variación de mordida, menos microdeslizamiento y una posición de línea de doblado más consistente a lo largo de la longitud.
Pero aquí viene la parte que los vendedores omiten.
Si ejecutas lotes cortos, dos configuraciones al día, acero dulce de menos de 1/8 de pulgada, no recuperarás el ahorro de tiempo rápidamente. La ganancia de precisión sobre un sistema Promecam bien mantenido puede ser medible, pero no rentable. El retorno de inversión cambia cuando realizas cambios frecuentes, usas herramientas segmentadas a lo largo de bancadas largas o trabajas con material de alta resistencia donde la estabilidad de sujeción protege tanto el ángulo como la vida útil de la herramienta.
He visto talleres montar herramientas de 20 mm en adaptadores híbridos sobre abrazaderas de 13 mm para “obtener lo mejor de ambos”. Lo que realmente obtienen es una cadena de tolerancia apilada y un nuevo punto de bisagra entre el adaptador y el ariete. Ahora imagina esa fuerza viajando a través de un vástago que no se asienta completamente en la ranura de sujeción de la máquina. Acabas de reintroducir la misma rotación que el sistema de 20 mm fue diseñado para eliminar.
Eso no es una mejora. Eso es negar la geometría.
Wila no es magia. Es un apretón de manos mecánico completo. Rompe un dedo de ese apretón con adaptadores o abrazaderas desgastadas, y volverás a perseguir micrones con la profundidad del ariete.
Realidad del piso de taller: el sistema de 20 mm compensa cuando tu volumen y cargas de tracción exigen autoalineamiento repetible; de lo contrario, estás comprando una velocidad que no usas.
Y eso deja la pregunta incómoda: si cada sistema solo funciona como un conjunto coherente, ¿qué sucede cuando empiezas a mezclarlos en el mismo taller?
| Sistema | Puntos clave |
|---|---|
| Herramientas americanas (vástago de seguridad de 12,7 mm) | Diseñado para evitar que el punzón caiga cuando la abrazadera se afloja; funciona con abrazaderas más simples; bajo alta carga (60 toneladas/pie), el área de contacto es más estrecha de lo que sugiere el ancho del vástago; crea picos de presión cerca del borde frontal; la presión local incrementada conduce a micro-rotación y desplazamiento de la línea de doblado; adecuado para seguridad y estabilidad básica, pero no para auto-centrado de precisión bajo carga dinámica; estable solo si la abrazadera controla adecuadamente la trayectoria de la fuerza. |
| Promecam europea (vástago de 13 mm) | El vástago llena la ranura más completamente que el estilo americano de 12,7 mm; contacto de sujeción más amplio y uniforme bajo carga; menor sesgo en los bordes y libertad rotacional; requiere alineación manual y apriete secuencial; tiempo de configuración moderado con alta repetibilidad; precisión rentable para producción baja a media; la precisión depende de una abrazadera europea adecuadamente emparejada, las abrazaderas desgastadas o desajustadas anulan los beneficios. |
| Sistema de vástago Wila de 20 mm | La abrazadera hidráulica de autoasentamiento tira automáticamente del vástago hacia una referencia fija; el vástago más ancho distribuye la fuerza sobre un área de contacto mayor; reduce la presión local, el microdeslizamiento y la variación en la línea de doblado; ideal para cambios frecuentes, herramientas segmentadas, bancadas largas y materiales de alta resistencia; el retorno de inversión depende del volumen de producción y la frecuencia de configuración; los adaptadores o configuraciones híbridas introducen acumulación de tolerancias y rotación, anulando las ventajas del sistema; efectivo solo como un sistema completo e integrado. |
¿Quieres saber qué sucede realmente cuando los sistemas americanos, europeos y de 20 mm comparten el mismo taller?
Desviación del ángulo que aparece solo en las tres últimas piezas de una producción larga. Marcas de herramienta que no estaban allí ayer. Operadores ajustando la profundidad un poco cada diez ciclos porque “el material debe estar cambiando”. Tiempos de preparación que crecen silenciosamente mientras todos culpan al plano.
Nada de eso empieza en el acero.
Empieza en el apretón de manos.
Cuando apilas un adaptador entre el ariete y el punzón, no solo estás cambiando el ancho del tang. Estás insertando una nueva superficie, una nueva banda de tolerancia, una nueva trayectoria de carga. La máquina sujeta el adaptador, el adaptador sostiene la herramienta y el material empuja hacia atrás a través de ambos. Ya no es un apretón mecánico de tres puntos. Son cuatro dedos, y uno de ellos está entumecido.
A 60 toneladas por pie en un doblado al aire largo, esa interfaz adicional recibe la misma fuerza que el tang. Misma fuerza. Contacto más pequeño e imperfecto. Picos de presión donde las superficies no están perfectamente planas, y el adaptador se convierte en una bisagra que nunca diseñaste.
Eso es pensamiento de cubo de chatarra disfrazado de flexibilidad.
La ilusión es simple: “Si el tang no coincide, simplemente lo adaptaremos.” La realidad es más sutil. Cada capa agregada aleja tu superficie de referencia del ariete. Has aumentado el brazo de momento, aunque sea ligeramente, lo que incrementa la palanca rotacional bajo carga. Micrones en la sujeción se convierten en milésimas en la línea de doblado.
No lo ves el primer día.
Dos semanas en servicio, lo empiezas a perseguir con correcciones de profundidad.
Realidad del taller: los adaptadores no mezclan sistemas — diluyen la geometría que hizo preciso a cada uno.
Puedes fabricar piezas.
Eso no es lo mismo que mantener la tolerancia.
Un tang europeo de 13 mm en una mordaza diseñada en torno a un perfil de seguridad americano de 12.7 mm no falla de manera dramática. Falla silenciosamente. La cara de la mordaza no engancha la ranura como fue diseñada, por lo que el tang se asienta con contacto parcial. Bajo carga ligera, se comporta. Bajo 60 toneladas por pie, la banda de contacto se desplaza hacia adelante y el tang intenta rotar hacia la matriz.
Ahora imagina esa fuerza viajando a través de un tang que no se asienta completamente en la ranura de sujeción de la máquina.
Has creado un punto de pivote.
Algunos talleres se las arreglan. Añaden calzas personalizadas, rectifican compensaciones, ajustan alturas de punzón y aseguran ±0.005 pulgadas todo el día. He auditado esos talleres. Los que tienen éxito no dependen del adaptador para la precisión. Están compensando en todos los demás lugares — tonelaje controlado, lotes de material consistentes, secuencia de preparación disciplinada. Han construido una jaula de proceso alrededor de un compromiso geométrico.
Eso es disciplina de gestión, no magia del adaptador.
El problema es la repetibilidad entre turnos, operadores y materiales. El sistema europeo fue diseñado para ejercer presión de sujeción lateral en una ranura. La abrazadera estadounidense fue diseñada para un saliente de seguridad que soporta verticalmente con compresión mediante tornillo de fijación. Cuando las mezclas, la trayectoria de carga no es completamente vertical ni completamente lateral. Es diagonal e inconsistente a lo largo de la cama, especialmente en abrazaderas desgastadas.
Y las abrazaderas desgastadas son la regla, no la excepción.
Así que sí, puedes usar troqueles europeos en una prensa americana. Simplemente ya no estarás usando una geometría verdaderamente europea. Estarás usando un híbrido que depende de una vigilancia constante.
Realidad del piso de taller: Si la precisión depende de que el operador “conozca el truco”, el sistema en sí no es preciso.
Vamos a ralentizar esto.
Un adaptador agrega al menos dos nuevas interfaces: bastidor superior a adaptador y adaptador a herramienta. Cada interfaz tiene una tolerancia de planitud, una tolerancia de paralelismo y una conformidad de sujeción. Súmalas y habrás creado una acumulación de tolerancias que se ubica sobre tu línea de plegado, pero que se manifiesta en el ángulo.
No desaparece. Se reubica.
Imagina una herramienta autoalineable de 20 mm montada en un adaptador tipo 13 mm, luego sujeta en un sistema que no es autoalineable. El concepto original de 20 mm distribuye la carga a través de un saliente más ancho y tira hacia arriba y hacia atrás contra una referencia fija. El adaptador interrumpe ese movimiento de retroceso. La abrazadera ahora sujeta el cuerpo del adaptador, no la cara rectificada de precisión del saliente.
Acabas de mover la superficie de referencia una capa más lejos del bastidor superior.
Bajo carga, ocurre una microdeflexión en el punto de menor rigidez. Normalmente es la sección más delgada del adaptador o la cara menos soportada. El saliente puede estar endurecido a HRC 60, la chapa metálica a HRC 15, pero la dureza no impide la rotación si la trayectoria de carga está torcida. De hecho, un utillaje más duro concentra la presión en los contactos imperfectos, lo que acelera la fricción localizada en esas caras del adaptador.
La precisión perdida se convierte en flexión elástica en cada interfaz.
Se manifiesta como variación de ángulo a lo largo de la longitud porque la deflexión no es uniforme. Se manifiesta como mayor desgaste de la herramienta porque la presión no se distribuye de manera uniforme. Se manifiesta como deriva en la configuración porque los operadores compensan con profundidad en lugar de corregir la geometría.
Y una vez que comienzas a apilar adaptadores para hacer que “un solo conjunto sirva para todas las máquinas”, no estás estandarizando. Estás multiplicando cadenas de tolerancia.
Aquí es donde la ilusión finalmente se rompe.
La precisión no es una propiedad exclusiva de la herramienta. Es una propiedad de toda la trayectoria de carga desde el bastidor superior hasta el material y de vuelta. Rompe esa trayectoria con compromisos en capas y ningún sello de marca podrá salvarte.
Realidad del piso de taller: Cada adaptador que agregas es otro punto donde la fuerza puede doblar algo que nunca quisiste que se doblara.
¿Quieres un sistema estable y enfocado en la precisión?
Comienza con una escena simple. Acero dulce de un cuarto de pulgada, plegado de 10 pies, abertura de troquel en V de 2 pulgadas. Usando la estimación estándar de plegado al aire, estás alrededor de 60 toneladas por pie. La máquina vibra uniformemente. Los ángulos se repiten. Las herramientas duran.
Ahora cambia esa chapa por acero de alta resistencia con el mismo espesor y conserva la misma abertura de troquel porque “el acero es acero”. Tu requisito de tonelaje no aumenta educadamente: salta. El límite elástico sube, el retorno elástico se extiende a 8–10 grados, y la prensa responde aplicando más fuerza. Misma geometría. Resistencia diferente. La trayectoria de carga que acabamos de optimizar con el ajuste adecuado entre saliente y abrazadera ahora soporta una fuerza para la que nunca fue dimensionada.
Aquí es donde vive la desconexión.
Hemos estado culpando a los adaptadores de corromper la geometría — correctamente. Pero incluso una trayectoria de carga perfecta e ininterrumpida perderá precisión si la forma del dado y el radio del punzón fueron elegidos para acero dulce y luego se aplican a material de alta resistencia a la tracción. La máquina entregará la fuerza que sea necesaria dentro de sus límites. El utillaje absorbe las consecuencias.
Cuando la apertura del dado se reduce para “controlar” el resorteo en materiales de alta resistencia, el tonelaje aumenta rápidamente. No de forma lineal. Rápidamente. Los talleres creen que un V más estrecho equivale a mayor control. Lo que obtienen es una demanda de fuerza exponencial, deflexión del bastidor y tensiones localizadas en la herramienta que ninguna anchura de tang puede estabilizar.
La prensa plegadora siempre gana.
El utillaje siempre pierde.
Realidad en el taller: si tu tabla de dados está basada en acero dulce, el material de alta resistencia la pondrá en evidencia en una semana.
Entré en un taller que llevaba años usando dados endurecidos de 28–32 HRC en acero estructural de grado suave. Doblados limpios. Marcado mínimo. Los mismos dados se mantuvieron en el estante cuando aceptaron un contrato de aleación de baja aleación y alta resistencia.
Dos semanas en servicio, los hombros del V estaban aplanados — pequeñas abolladuras donde el material mordió el borde del dado bajo mayor presión de contacto. No grietas dramáticas. Solo marcas testigo que crecieron. Los ángulos comenzaron a variar a lo largo de la cama.
Culparon a las “herramientas blandas”.”
Pero un dado no se deteriora tan rápido a menos que algo más haya cambiado.
Aquí está el mecanismo. El material de alta resistencia se resiste a fluir, por lo que la lámina no fluye hacia la V como lo hace el acero dulce. La presión de contacto se concentra en bandas más estrechas en los hombros del dado. Si la dureza y el tratamiento del borde del dado se eligieron asumiendo un material de menor límite elástico, esos hombros ahora experimentan ciclos de tensión localizada más altos. Multiplícalo por la longitud.
En un doblado al aire largo a 60 toneladas por pie, esa fuerza se distribuye a lo largo de los hombros de la V. Aumenta el límite elástico del material y mantén la misma abertura, y aumentas la tensión de contacto en esas líneas de contacto. La dureza no tiene que ver con el ego; tiene que ver con resistir la deformación plástica en esas zonas de contacto.
Y aquí está la trampa: incluso dentro del “mismo” grado, la resistencia al rendimiento varía de un lote a otro. He visto bobinas con la misma etiqueta que se comportan de manera diferente entre turnos. Si tu margen de dureza del dado es pequeño, esas variaciones se manifiestan como desgaste de la herramienta e inconsistencia de ángulo que no puedes explicar.
La variabilidad del material no excusa una mala geometría — la castiga.
Realidad en el taller: si los hombros de tu dado se están marcando, tu especificación de dureza fue escrita para el material de ayer.
Imagina una lámina de alta resistencia de 1/8 de pulgada y un radio de punta de punzón afilado seleccionado para “fijar” un ángulo de 90 nítido. Funciona con acero dulce porque el material fluye y se envuelve de forma predecible alrededor de la punta.
El material de alta resistencia no se envuelve. Se resiste, almacena energía y luego se recupera con más fuerza.
Así que el operador ajusta más profundidad para compensar. El ariete empuja más dentro de la V, aumentando el tonelaje y presionando la lámina más contra los hombros del dado. Acabas de aumentar tanto la presión de contacto como la fuerza requerida porque el radio del punzón es demasiado pequeño para el radio de curvatura natural del material.
Ahora imagina esa fuerza viajando a través de un tang que no se asienta completamente en la ranura de sujeción de la máquina.
Incluso con una sujeción perfecta, la diferencia entre el radio del punzón y el límite elástico del material significa que estás forzando las fibras internas más allá de su deformación cómoda. Microgrietas en el interior de la curva. Adhesión superficial en el material con recubrimiento. Desgaste acelerado de la punta del punzón porque la zona de contacto es más estrecha y más caliente.
¿La ironía? Un radio de punzón ligeramente mayor a menudo reduce la tonelada requerida y estabiliza el retorno elástico porque permite que el material se forme más cerca de su radio natural en lugar de oponerse a él.
Pero el pensamiento de “cubeta de chatarra” dice que más afilado es más preciso.
La precisión no es agudeza. Es deformación controlada.
Realidad del taller: Si persigues el retorno elástico con la profundidad del ariete en lugar de la selección del radio, estás doblando la herramienta más que la pieza.
He visto talleres jurar que doblan todo al aire, hasta que aparece el material de alta resistencia. De repente hacen embutido “solo en este trabajo” para vencer el retorno elástico.
Veamos un ejemplo claro. Toma esa misma placa de 1/4 de pulgada, V de 2 pulgadas, doblado al aire a aproximadamente 60 toneladas por pie. Cambia a embutido con una V ajustada para controlar el ángulo. La tonelada no aumenta ligeramente. Puede duplicarse o triplicarse dependiendo de la apertura y la resistencia del material, porque ahora estás forzando la lámina a adaptarse completamente al ángulo de la matriz.
Y esa fuerza no solo viaja dentro del material. Viaja hacia el bastidor, la bancada, las guías del ariete. La rigidez del bastidor se convierte en la variable oculta. Una máquina que mantenía ±0.5 grados en doblado al aire puede desviarse al hacer embutido con alta resistencia simplemente porque el bastidor se flexiona bajo la carga máxima.
Empiezas a culpar de nuevo a las herramientas.
Pero el método de conformado fue dictado por una geometría de matriz que no respetó el comportamiento del material. En lugar de seleccionar una apertura de matriz y un radio de punzón que permitan un doblado al aire controlado de alta resistencia, el taller optó por el embutido para enmascarar el retorno elástico. Esa decisión multiplicó la fuerza, amplificó la deflexión del bastidor y magnificó cada pequeña holgura en la trayectoria de carga que tanto trabajamos para limpiar.
Doblado al aire, embutido, acuñado: no son elecciones de estilo. Son estrategias de fuerza.
Y cuando el estilo de herramienta te obliga accidentalmente a emplear una estrategia de mayor fuerza de la que tu máquina fue diseñada para soportar, la precisión se convierte en una negociación con la física que no ganarás.
Realidad del taller: Si tu método de conformado cambia porque el material se volvió más resistente, tu sistema de herramientas no fue diseñado como sistema.
Ahora estás haciendo la pregunta correcta: ¿cómo seleccionar apertura de matriz, radio del punzón, dureza y método de conformado para alta resistencia sin perder precisión ni sobrecargar la máquina?
Deja de elegir componentes en forma aislada. Comienza a mapear el “apretón de tres puntos”: sujeción de la máquina, encaje del útil, tracción del material, y deja que ese mapa te indique dónde vive el verdadero cuello de botella.
La precisión no es una propiedad del acero. Es una propiedad de la compatibilidad.
Realidad del taller: Si aún compras herramientas por marca en lugar de por trayectoria de carga, estás adivinando.
Comienza con la máquina, no con el material. ¿Cuál es el tonelaje nominal por pie? ¿Qué tipo de sujeción? ¿Con qué ancho de lengüeta fue diseñado ese sistema de sujeción para soportar sin cargas puntuales?
Si tu prensa está clasificada para 60 toneladas por pie en doblado al aire, ese valor asume un asiento completo de la lengüeta y una distribución uniforme de la presión a lo largo de la superficie de la mordaza. Ahora imagina una lengüeta que sea 0,020 pulgadas más estrecha que la ranura, o un apilamiento de adaptadores que agregue otra interfaz. Esas 60 toneladas por pie ya no viajan como un apretón de manos plano. Se concentran.
Has visto las marcas de bruñido. Fuertes en los extremos. Ligeras en el centro.
La mezcla entre estilos puede funcionar. Una lengüeta de precisión de 0,500 pulgadas que funcione en una mordaza compatible, con contacto completo y asiento adecuado, puede comportarse perfectamente, incluso si el dado inferior sigue un estándar diferente. Los casos exitosos no son accidentes: funcionan porque la trayectoria de la carga se mantiene continua y las superficies de apoyo coinciden en anchura y dureza.
Pero cuando los talleres asumen que “encaja” equivale a “es compatible”, eso es pensar en el cubo de chatarra.
A continuación, mapea el material. Un material de alta resistencia con un retroceso elástico de 3°–5° sobre acero dulce puede superar fácilmente eso, y la compensación CNC solo funciona si se eligen el ángulo y el radio del punzón para subdoblar de forma predecible. Un radio de punzón mayor que respete el radio interior natural del material a menudo reduce la profundidad requerida y estabiliza el retroceso elástico, manteniéndote en doblado al aire en lugar de deslizarte hacia el fondo.
La apertura del dado se convierte entonces en un regulador de fuerza. Si la cierras demasiado, el tonelaje sube. Si la abres adecuadamente, controlas la deformación sin exceder los límites de deflexión de la máquina.
¿Dureza? Elígela según la tensión de contacto, no por ego. Si la presión localizada en los hombros aumenta con una mayor resistencia a la tracción, tu dado necesita suficiente dureza para resistir el picado bajo esa carga exacta, no bajo el acero dulce del año pasado.
Esto no es una lista de herramientas. Es una matriz de compatibilidad: geometría de la mordaza de la máquina → ancho de lengüeta y área de apoyo → apertura del dado y radio del punzón → resistencia a la tracción y retroceso del material → método de formado como estrategia de fuerza.
Pierdes un eslabón y los demás lo pagan.
Realidad del taller: si tu método de formado cambia solo para sobrevivir a un cambio de material, tu matriz nunca estuvo alineada.
El acero premium no es una insignia. Es un seguro contra un modo de falla específico.
Tomemos un hipotético: 1/4 de pulgada de acero de alta resistencia sobre una V de 2 pulgadas a aproximadamente 60 toneladas por pie. Esa fuerza se traduce en un contacto lineal elevado en los hombros del dado. Si el acero de tu dado no puede ser tratado térmicamente hasta un rango de dureza que resista esa presión localizada, verás picado y deriva en los ángulos mucho antes de que aparezca el desgaste dimensional.
En ese caso, las herramientas de aleación templable justifican su costo. No porque sean premium, sino porque la tensión de contacto lo exige.
Ahora inviértelo. Si tu máquina no puede entregar presión uniforme a lo largo de la lengüeta porque la superficie de la mordaza está desgastada o el ancho de la lengüeta está desajustado, comprar acero más duro no soluciona la carga desigual. Simplemente transfiere la deformación a la mordaza, al ariete o a la pieza. Presumirás de dureza de herramienta mientras persigues ángulos inconsistentes.
Así es como el análisis de costo por doblado te engaña. Cuenta la vida útil de la herramienta pero ignora la distribución de carga.
Las herramientas económicas son suficientes cuando se cumplen tres condiciones: la resistencia del material es moderada, la apertura del dado mantiene el tonelaje bien dentro de los límites de la máquina y la interfaz entre mordaza y lengüeta está completamente asentada y rígida. Bajo esas condiciones, no le estás pidiendo al acero que sobreviva al abuso.
Las herramientas premium se justifican cuando la tensión de contacto, el volumen de ciclos o la dureza del material empujan el hombro y la punta del punzón hacia el territorio de riesgo plástico.
Si no sabes en qué régimen te encuentras, no estás haciendo un análisis. Estás comprando.
Realidad en el taller: Compra dureza solo después de haber comprado compatibilidad.
Esta es la parte que nadie quiere admitir.
Muchos talleres culpan al costo de las herramientas cuando su verdadero cuello de botella es la variabilidad en la preparación. Diferentes estándares de lengüeta. Adaptadores en una bahía, sujeción directa en otra. Operadores calzando para “hacer que funcione”.”
A 60 toneladas por pie, cada interfaz adicional es otro punto de cumplimiento. Otra oportunidad para una rotación microscópica. Otra variable que el operador compensa con la profundidad del ariete en lugar de con la geometría.
La sujeción de cambio rápido con estándares de lengüeta coincidentes reduce esa variabilidad. No porque sea sofisticada, sino porque preserva la ruta de carga y la repetibilidad. Las preparaciones más rápidas son un efecto secundario de la consistencia mecánica.
Pero si tu volumen es de baja mezcla, largo recorrido, y tus herramientas actuales se asientan perfectamente con marcas uniformes, invertir dinero en un nuevo sistema solo por velocidad puede que no marque la diferencia. Tu cuello de botella podría estar en la programación, la manipulación del material o la inspección.
Aquí es donde la matriz de compatibilidad se convierte en una herramienta de gestión. Haz tres preguntas directas:
¿Dónde entra la fuerza en el sistema? ¿Dónde se concentra? ¿Dónde se escapa como desviación o variabilidad?
Responde eso antes de firmar una orden de compra de herramientas.
Lo único que deberías conservar es esto: la precisión no se compra en grados de acero o marcas de abrazaderas, se diseña en la intersección de la geometría de la abrazadera, el ancho de la lengüeta, la apertura del troquel, el radio del punzón, la resistencia a la tracción del material y el método de conformado. Esa intersección es invisible hasta que el acero de alta resistencia la expone.
La mayoría de los talleres nunca la ven porque el acero suave los perdona.
El acero de alta resistencia no lo hace.
Realidad en el taller: Deja de comprar acero. Empieza a comprar una ruta de carga que tenga sentido.


















