

Lo scorso inverno mi sono trovato davanti a una matrice da 42 HRC che sembrava essere stata rosicchiata da un topo. Due settimane di servizio. Il proprietario dell’officina continuava a picchiettare sul foglio delle specifiche: “Acciaio temprato. Entro i limiti.”
Allora perché la spalla stava già grippando?
Lui pensava che l’acciaio fosse troppo morbido. Io pensavo che la sua geometria gli mentisse.
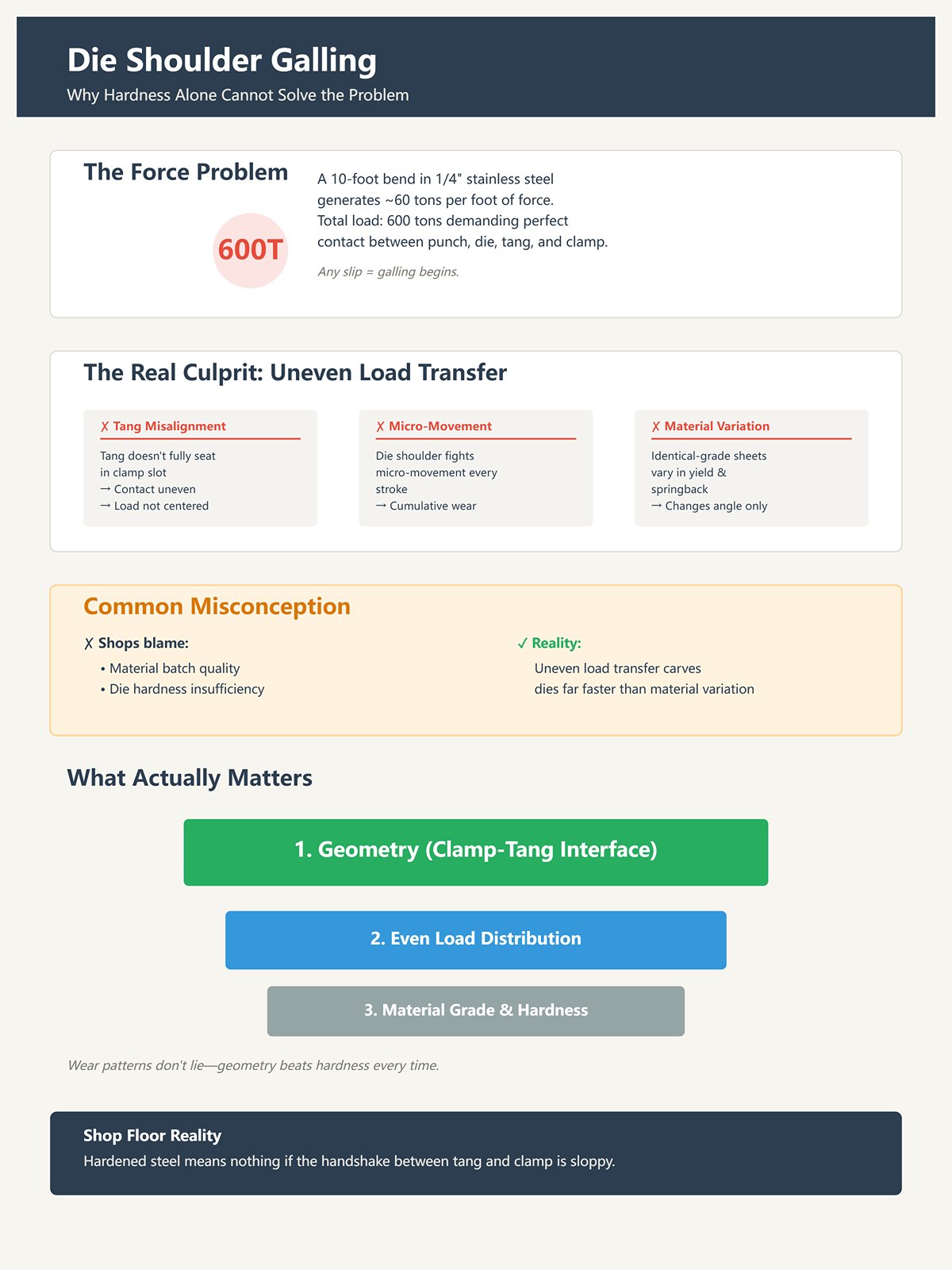
Immagina una piega lunga 10 piedi su acciaio inox da 1/4 di pollice. Sono all’incirca 60 tonnellate per piede. In totale, 600 tonnellate che chiedono a punzone, matrice, linguetta e morsetto di stringersi la mano senza scivolare.
Ora immagina quella forza che viaggia attraverso una linguetta che non si inserisce completamente nella scanalatura di bloccaggio della macchina. Il contatto non è uniforme. Il carico non è centrato. La spalla della matrice non sta solo resistendo alla forza verticale; sta combattendo micro‑movimenti a ogni colpo.
Il grippaggio inizia dalla spalla, ma la causa è nata là su, al morsetto.
Ho visto officine incolpare i lotti di materiale, anche se lamiere dello stesso grado variano in snervamento e ritorno elastico. Questa variazione cambia l’angolo, certo. Ma non rovina una matrice così in fretta. È il trasferimento di carico irregolare che lo fa.
Acciaio temprato non significa nulla se la stretta di mano tra linguetta e morsetto è lasca.
Realtà di officina: I segni d’usura non mentono — la geometria batte sempre la durezza.

Diciamo che la tua linguetta è leggermente troppo stretta per il morsetto. Non abbastanza da scartarla. Ma sufficiente a farla assestare in modo diverso a ogni montaggio.
Lunedì mattina, regoli il riscontro posteriore, ritocchi l’angolo, raggiungi la tolleranza. Martedì, stesso lavoro, operatore diverso, altri due colpi di prova. Entro venerdì, tutti stanno “ri‑regolando” da zero.
Questo è pensare da cassone degli scarti — considerare normale ogni correzione invece di chiedersi perché l’utensile non si ripete mai.
La tassa non è solo l’usura degli utensili. Sono i cinque colpi di prova extra per ogni setup. Le micro‑regolazioni. La crescente sfiducia nei propri numeri.
La precisione muore per mille piccole concessioni.
Realtà di officina: Se la tua prima piega non è prevedibile, neanche il tuo morsetto lo è.
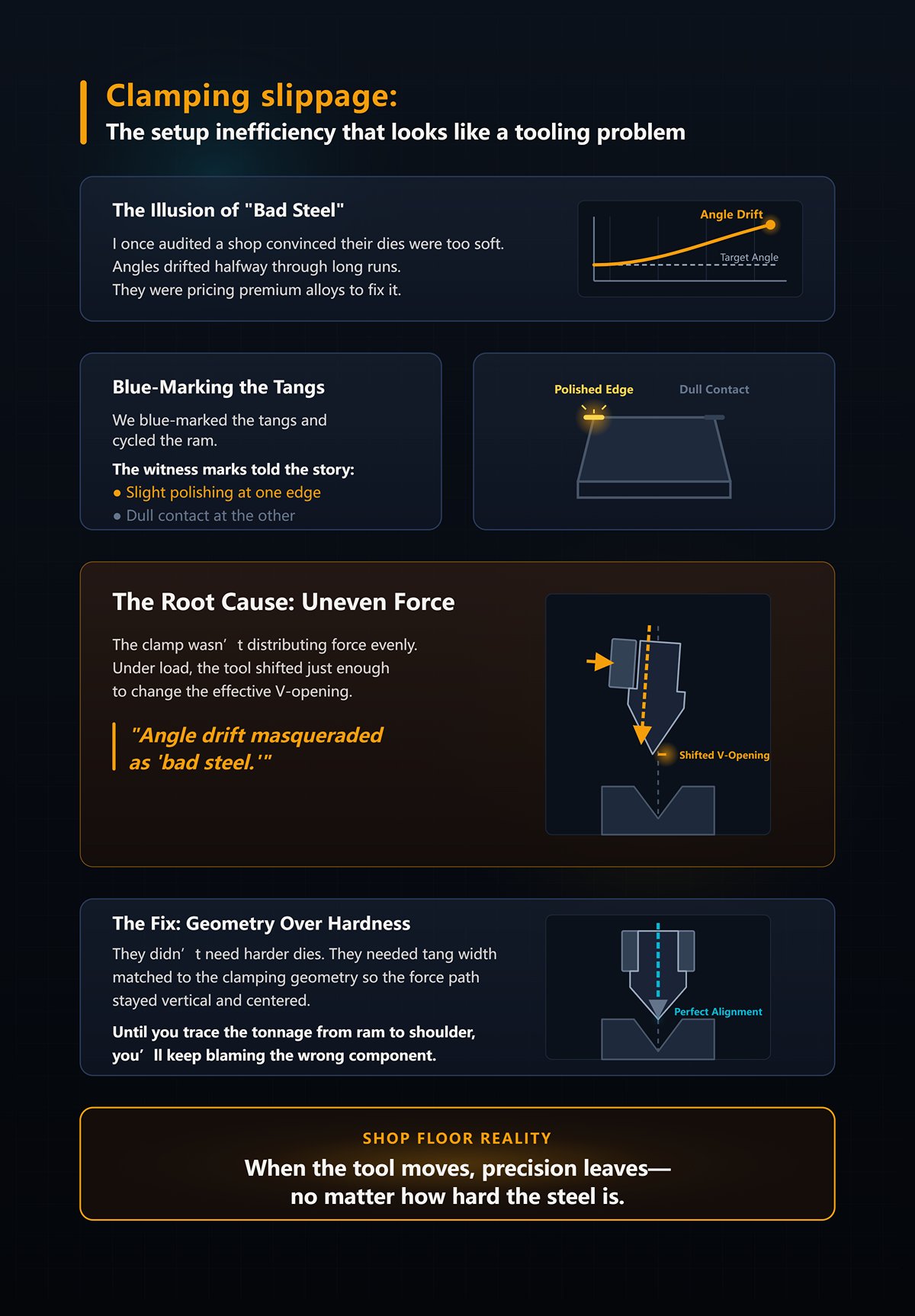
Una volta ho esaminato un’officina convinta che le loro matrici fossero troppo morbide. Gli angoli variavano a metà di lavorazioni lunghe. Stavano preventivando leghe di qualità superiore per risolvere il problema.
Abbiamo segnato in blu le linguette e fatto ciclare il pistone.
I segni di riferimento raccontavano la storia: una leggera lucidatura su un bordo, contatto opaco sull’altro. La pinza non distribuiva la forza in modo uniforme. Sotto carico, l’utensile si spostava quel tanto che bastava per cambiare l’apertura effettiva a V.
La deriva dell’angolo si mascherava da “acciaio difettoso”.”
Non servivano matrici più dure. Serviva che la larghezza della linguetta fosse abbinata alla geometria di serraggio, in modo che il percorso della forza rimanesse verticale e centrato.
Finché non si traccia la tonnellata dal pistone alla spalla, si continuerà a dare la colpa al componente sbagliato.
Realtà di officina: Quando l’utensile si muove, la precisione se ne va — non importa quanto sia duro l’acciaio.
Ora stai ponendo la domanda giusta: se la durezza non è la soluzione, quali standard geometrici mantengono davvero la forza centrata e ripetibile?
Il mese scorso ho visitato un’officina che utilizzava tre stili di utensili in una pressa piegatrice da 12 piedi. Un punzone aveva una linguetta da 0,500 pollici. Un altro da 13 mm. Il set premium da 20 mm. Tutti “entravano” nella pinza. Nessuno condivideva la stessa geometria di presa. L’operatore giurava che la macchina fosse precisa entro ±0,5°. Sulla carta aveva ragione. Sul pavimento, ogni cambio richiedeva due o tre colpi extra per inseguire l’angolo.
Non è l’acciaio. È una stretta di mano meccanica a tre punti che fallisce — pinza della macchina, linguetta dell’utensile e resistenza alla trazione del materiale. Quando questi tre non afferrano in modo uniforme, il limite di precisione scende molto prima della specifica della macchina.
Ecco il meccanismo.
Immagina di nuovo acciaio inox da 1/4 di pollice. Chiamiamolo 60 tonnellate per piede. Su 10 piedi, sono 600 tonnellate che chiedono alla linguetta di restare perfettamente alloggiata mentre la spalla della matrice resiste alla deformazione. Se la tasca della pinza è progettata per una linguetta da 20 mm e inserisci una linguetta da 12,7 mm con una chiave di riempimento, hai appena ridotto la larghezza di contatto di oltre 7 mm. Il percorso della forza si restringe. La pressione aumenta. Diventa possibile una micro-inclinazione.
Non sembra drammatico. Si manifesta come deriva dell’angolo, incoerenza del raggio e usura della spalla.
La tua macchina potrebbe promettere ±0,5° tutto il giorno. Ma è la tua geometria a decidere se raggiungerai mai quella precisione.
Realtà sul pavimento dell’officina: il tuo limite di precisione è determinato dall’area di contatto, non dalla durezza da catalogo.
Lascia che ti descriva una scena specifica.
Un’officina passa da un sistema con linguetta da 13 mm a uno da 20 mm sulla stessa pressa piegatrice. Nessun adattamento della pinza. Solo adattatori. La differenza è di 7 mm nella larghezza di presa. Il punzone si inserisce, si serra e lavora.
Primo lavoro: acciaio dolce da 3 mm, piegatura in aria, apertura a V pari a 8 volte lo spessore. Gli angoli sembrano buoni dopo la regolazione. A metà ciclo, il raggio interno inizia a ridursi di qualche centesimo. Non visibile a occhio nudo. Misurabile sui pezzi impilati sul carrello.
Perché?
Perché la linguetta più stretta concentra la forza di serraggio più vicino al centro. Sotto carico, il corpo del punzone subisce una rotazione elastica leggermente maggiore — parliamo di micron — ma quella rotazione sposta la linea di piega effettiva rispetto all’apertura a V. Quando la linea di piega si sposta, si sposta anche l’asse neutro. Il tuo raggio interno segue.
Cinque millimetri non si limitano a restare lì docilmente. Cambiano il modo in cui la forza entra nell’utensile.
E quando si lavora con 60 tonnellate per piede, significa che ogni piede amplifica quel disallineamento. Su una lunghezza utensile estesa, quei micron si sommano fino a diventare una variazione di angolo e raggio che cercherai di correggere con piccoli aggiustamenti del riscontro posteriore invece di risolverla al morsetto.
Il pensiero da cassone degli scarti dice: “Aumenta semplicemente la profondità.” Il pensiero professionale chiede: “Perché la linea di piega si è spostata in primo luogo?”
Realtà dell’officina: Se la larghezza del codolo cambia, la linea di piega si sposta — che tu lo ammetta o meno.
Porto con me il tracciante per un motivo.
Rivestiamo il codolo, lo serriamo, eseguiamo un ciclo a carico leggero, poi lo rimuoviamo. I segni lasciati raccontano la verità. Su sistemi non accoppiati, vedo una lucidatura pesante su un bordo e un contatto leggero sull’altro. Ciò significa che la pressione di serraggio non è uniforme lungo la larghezza del codolo.
La pressione è uguale alla forza divisa per l’area. Riduci l’area effettiva con un codolo disallineato, e la pressione locale aumenta. L’alta pressione locale scava. Le zone a bassa pressione permettono micro-slittamenti. Ora immagina quella forza che viaggia attraverso un codolo che non si adatta completamente nella fessura di serraggio della macchina. Il percorso del carico non è più verticale. È inclinato.
Sotto il carico di piegatura completo — di nuovo, 60 tonnellate per piede — quella inclinazione si traduce in piccoli spostamenti laterali. Gli spostamenti laterali modificano l’apertura effettiva della V nel punto di contatto. Cambia l’apertura della V, e cambi l’angolo di piega per la stessa profondità del martinetto.
Nessuno misura la distribuzione della pressione di serraggio durante il setup. Misurano l’angolo dopo che è già sbagliato.
Ed è qui che le specifiche della macchina ti confondono. Sì, con la compensazione dinamica e il feedback laser, alcune presse piegatrici possono mantenere tolleranze più strette di ±0,1°. Ma quel sistema di controllo corregge i sintomi. Non può irrigidire un codolo che oscilla all’interno di una sede di serraggio troppo ampia.
Non puoi risolvere un cattivo accoppiamento con un servocomando.
Realtà dell’officina: Una pressione di serraggio non uniforme trasforma ogni corsa in un utensile leggermente diverso.
Ora allinea punzoni segmentati lungo 8 piedi.
Un segmento è più alto di 0,02 mm rispetto al suo vicino. È entro la tolleranza di molti produttori. Da solo, è niente. Ma abbinalo a un serraggio irregolare dovuto a un codolo non compatibile, e il segmento più alto diventa quello che sopporta il carico principale.
Sotto carico, quel segmento sopporta più della sua quota delle 60 tonnellate per piede. Si flette di più. Il segmento adiacente si flette di meno. L’angolo di piega varia lungo la lunghezza — stretto da un lato, aperto dall’altro.
Gli operatori lo chiamano errore di bombatura. O variazione del materiale. Ma non è quello che consuma uno stampo così velocemente.
Il meccanismo è semplice: un serraggio irregolare amplifica piccole differenze di altezza. Quelle differenze ridirezionano il carico. Il carico ridirezionato cambia la penetrazione locale nella matrice a V. La penetrazione locale cambia l’angolo e il raggio interno.
Esegui 500 pezzi in quelle condizioni, e il segmento più alto mostra usura prematura. E ora torni a dare la colpa alla durezza dell’acciaio.
Vedi come questo si accumula? La larghezza del codolo influisce sulla distribuzione della pressione. La distribuzione della pressione amplifica la variazione di altezza. La variazione di altezza altera la condivisione del carico. La distribuzione del carico cambia la geometria della piega.
Questa è la tua soglia di precisione.
La prossima domanda è ovvia: se sistemi di utensili diversi utilizzano linguette da 12,7 mm, 13 mm o 20 mm, in che modo ciascun progetto controlla questa connessione in modo diverso — e quale in realtà protegge il percorso della forza invece di scommetterci sopra?
Realtà dell’officina: a volumi di produzione, 0,02 mm più un serraggio difettoso equivalgono a un pallet di scarti.
Immagina tre punzoni sul banco: una linguetta di sicurezza americana da 12,7 mm, una linguetta europea Promecam da 13 mm e una linguetta Wila da 20 mm. Stessa pressa piegatrice. Stesso acciaio dolce da 3 mm. Stessa apertura a V di 8× lo spessore. L’unica cosa che cambia è il modo in cui la linguetta riempie la tasca del morsetto.
Ora caricala a 60 tonnellate per piede.
Sulla carta, 12,7 contro 13 mm sembra banale. Nell’acciaio sotto carico, quei 0,3 mm decidono se la linguetta fa contatto su tutta la sua superficie o se tocca per prima un bordo. La linguetta da 20 mm non solo amplia la presa; cambia anche il punto in cui i bulloni di serraggio trasmettono la forza nel corpo del punzone. Una linguetta più larga significa un braccio di leva più lungo che resiste alla rotazione. Una linguetta più stretta significa pressione locale più elevata e maggiore tendenza a oscillare quando il percorso della forza non è perfettamente centrato.
Non è fedeltà al marchio. È geometria.
Ogni sistema è un contratto meccanico: geometria del morsetto della macchina, larghezza e profilo della linguetta e resistenza a trazione del materiale che stai piegando. Rompi quel contratto e la linea di piegatura si sposta. Mantienilo coerente e il percorso del carico rimane verticale.
La domanda non è quale sistema sia “migliore”. È quale si adatti ai vincoli della tua macchina senza introdurre una cerniera nascosta nel morsetto.
Sono entrato in un’officina che lavorava lastre da 1/4 di pollice su una vecchia pressa meccanica. Utensili in stile americano. Linguetta di sicurezza da 12,7 mm. Viti di regolazione manuali. All’operatore piaceva perché non cade quando il morsetto si allenta.
Giusto.
Ma sotto 60 tonnellate per piede su una piegatura aerea pesante, abbiamo annerito la linguetta e fatto dei cicli. I segni di contatto hanno mostrato una forte lucidatura lungo il bordo anteriore e un contatto debole sul posteriore. Il labbro di sicurezza impediva al punzone di cadere, ma il contatto effettivo del serraggio era più stretto di quanto suggerisse la larghezza della linguetta. Ciò crea un picco di pressione vicino alla faccia anteriore.
Pressione uguale forza divisa per area. Stessa tonnellata, banda di contatto effettiva più piccola, pressione locale più alta. Una pressione più elevata aumenta l’aderenza su un bordo e favorisce una micro-rotazione verso la matrice. Quella rotazione sposta la linea di piegatura leggermente in avanti. Su materiale sottile si compensa con la profondità. Su materiale spesso e ad alta resistenza, appare come un’incoerenza dell’angolo lungo la lunghezza.
La linguetta di sicurezza fa ciò per cui è stata progettata: protegge l’operatore e funziona con morsetti più semplici. Non è mai stata progettata per auto-centrarsi sotto carichi dinamici elevati. Quando le chiedi di comportarsi come un sistema rettificato di precisione e auto-allineante, stai facendo ragionamento da cassone degli scarti.
Realtà dell’officina: l’utensileria americana è stabile nel morsetto giusto, ma non correggerà un percorso di forza che la tua macchina non ha mai controllato dall’inizio.
Officina diversa. Pressa piegatrice CNC idraulica con morsetti laterali progettati per linguette Promecam da 13 mm. Nessun labbro di sicurezza. La linguetta riempie la fessura più completamente rispetto a quella americana da 12,7 mm e la faccia del morsetto in genere impegna una parte maggiore della superficie verticale.
Sotto le stesse 60 tonnellate per piede, l’annerimento racconta una storia diversa: contatto più ampio e uniforme. Meno bias di bordo. La linguetta si assesta più a fondo e più squadrata perché la geometria del morsetto è stata costruita attorno a quel profilo da 13 mm. Ciò riduce la libertà di rotazione prima ancora che il carico pieno agisca.
Ma non si autoallinea. Devi comunque allineare i segmenti. Devi ancora serrare in sequenza. La configurazione richiede più tempo rispetto a un vero sistema a cambio rapido. È questo il compromesso: un tempo di configurazione moderato per un’elevata ripetibilità a un costo di utensileria ragionevole.
Ecco dove la gente si confonde. Pensano che la precisione a livello Wila richieda hardware di livello Wila. Non sempre. Se il volume di produzione è basso o medio e non cambi utensili dieci volte a turno, un sistema Promecam correttamente abbinato può offrire una precisione “elevata” senza l’impatto sul capitale. Il contratto rimane valido perché macchina e linguetta sono stati progettati insieme.
Dove le officine sbagliano è nel forzare una linguetta da 13 mm in una ganascia allentata da anni di utensili americani. Ora la linguetta galleggia in una sede usurata e tutta la precisione teorica svanisce.
Realtà di officina: la precisione europea esiste solo quando anche la ganascia è nata europea.
Ora guarda una linguetta Wila da 20 mm in una ganascia idraulica autoallineante. Inseriscila, premi il pulsante, e il sistema tira la linguetta verso l’alto e all’indietro fino a un riferimento fisso. Niente viti di regolazione. Niente carichi laterali. La geometria forza l’allineamento prima che si costruisca la pressione di lavoro.
Sotto le 60 tonnellate per piede, quella linguetta più larga distribuisce la forza di serraggio su una superficie più ampia e aumenta la resistenza alla rotazione semplicemente per geometria. Maggiore larghezza di contatto significa pressione locale inferiore per lo stesso carico. Pressione inferiore significa meno variazioni di presa, meno micro-slittamento e una posizione della linea di piega più uniforme lungo la lunghezza.
Ma ecco la parte che i venditori saltano.
Se lavori piccoli lotti, due configurazioni al giorno, acciaio dolce sotto i 3 mm, non recupererai rapidamente il tempo risparmiato. Il guadagno di precisione rispetto a un sistema Promecam ben mantenuto può essere misurabile, ma non redditizio. Il ROI si inverte quando si effettuano frequenti cambi utensile, si usano utensili segmentati su letti lunghi o materiali ad alta resistenza, dove la stabilità del serraggio protegge sia l’angolo che la vita dell’utensile.
Ho visto officine fissare utensili da 20 mm in adattatori ibridi su ganasce da 13 mm per “avere il meglio di entrambi”. In realtà ottengono solo una catena di tolleranze accumulate e un nuovo punto di leva tra adattatore e montante. Ora immagina quella forza che viaggia attraverso una linguetta che non si siede completamente nella scanalatura di serraggio della macchina. Hai appena reintrodotto la stessa rotazione che il sistema da 20 mm era stato progettato per eliminare.
Questo non è un aggiornamento. È negazione della geometria.
Wila non è magia. È una stretta di mano meccanica completa. Spezza un dito di quella stretta con adattatori o ganasce usurate, e tornerai a inseguire micron con la profondità del montante.
Realtà di officina: il sistema da 20 mm conviene quando i tuoi volumi e i carichi di trazione richiedono autoallineamento ripetibile — altrimenti stai pagando per una velocità che non usi.
E questo lascia la domanda scomoda: se ogni sistema funziona solo come insieme coerente, cosa succede quando inizi a mescolarli sullo stesso pavimento?
| Sistema | Punti chiave |
|---|---|
| Utensileria Americana (Linguetta di Sicurezza da 12,7 mm) | Progettata per impedire la caduta del punzone quando la ganascia si allenta; funziona con ganasce più semplici; sotto alto carico (60 tonnellate/piede), l’area di contatto è più stretta di quanto suggerisca la larghezza della linguetta; crea picchi di pressione vicino al bordo anteriore; la maggiore pressione locale porta a micro-rotazione e spostamento della linea di piega; adatta per sicurezza e stabilità di base ma non per autoallineamento di precisione sotto carico dinamico; stabile solo se la ganascia controlla correttamente il percorso della forza. |
| Promecam Europea (Linguetta da 13 mm) | La linguetta riempie la scanalatura più completamente rispetto allo stile americano da 12,7 mm; contatto di serraggio più ampio e uniforme sotto carico; ridotta inclinazione verso il bordo e libertà di rotazione; richiede allineamento manuale e serraggio sequenziale; tempo di impostazione moderato con alta ripetibilità; precisione conveniente per produzioni da basse a medie; la precisione dipende da una ganascia europea correttamente abbinata — ganasce usurate o non compatibili annullano i vantaggi. |
| Sistema a Linguetta Wila da 20 mm | La ganascia idraulica autoallineante tira automaticamente la linguetta verso un riferimento fisso; la linguetta più larga distribuisce la forza su un’area di contatto maggiore; pressione locale, micro-slittamento e variazione della linea di piega ridotti; ideale per frequenti cambi utensile, utensili segmentati, letti lunghi e materiali ad alta resistenza; il ROI dipende dal volume di produzione e dalla frequenza delle configurazioni; adattatori o configurazioni ibride introducono accumuli di tolleranze e rotazioni, annullando i vantaggi del sistema; efficace solo come sistema completo e integrato. |
Vuoi sapere cosa succede davvero quando i sistemi americani, europei e da 20 mm condividono lo stesso reparto?
Deviazioni d’angolo che appaiono solo sugli ultimi tre pezzi di una lunga produzione. Segni di utensili che ieri non c’erano. Operatori che aumentano la profondità di un pelo ogni dieci cicli perché “il materiale deve essere cambiato”. Tempi di setup che crescono silenziosamente mentre tutti danno la colpa al disegno.
Niente di tutto ciò inizia nell’acciaio.
Inizia nella stretta di mano.
Quando inserisci un adattatore tra il punzone e la pressa, non stai solo cambiando la larghezza della linguetta. Stai introducendo una nuova superficie, una nuova fascia di tolleranze, un nuovo percorso di carico. La macchina blocca l’adattatore, l’adattatore tiene l’utensile, e il materiale spinge indietro attraverso entrambi. Non è più una stretta meccanica a tre punti. Ora sono quattro dita, e una è intorpidita.
A 60 tonnellate per piede su una lunga piegatura ad aria, quell’interfaccia aggiuntiva subisce la stessa forza della linguetta. Stessa forza. Contatto più piccolo e imperfetto. Picchi di pressione dove le superfici non sono perfettamente piane, e l’adattatore diventa una cerniera che non hai mai progettato.
È pensiero da cassone degli scarti travestito da flessibilità.
L’illusione è semplice: “Se la linguetta non combacia, la adatteremo.” La realtà è più sottile. Ogni strato aggiunto sposta la superficie di riferimento più lontano dalla pressa. Hai aumentato il braccio del momento, anche se di poco, cosa che accresce la leva di rotazione sotto carico. Micron al morsetto diventano millesimi alla linea di piega.
Non lo vedi il primo giorno.
Dopo due settimane di servizio, inizi a inseguirlo con correzioni di profondità.
Realtà sul pavimento dell’officina: gli adattatori non fondono i sistemi — diluiscono la geometria che rendeva ciascuno preciso.
Puoi produrre pezzi.
Non è la stessa cosa che mantenere la tolleranza.
Una linguetta europea da 13 mm in un morsetto progettato per un profilo di sicurezza americano da 12,7 mm non fallisce in modo drammatico. Fallisce silenziosamente. La faccia del morsetto non ingaggia la scanalatura come progettato, così la linguetta si assesta con contatto parziale. Sotto carico leggero si comporta bene. Sotto 60 tonnellate per piede, la fascia di contatto si sposta in avanti e la linguetta cerca di ruotare nella matrice.
Ora immagina quella forza che si propaga attraverso una linguetta che non si inserisce completamente nella fessura di bloccaggio della macchina.
Hai creato un punto di rotazione.
Alcune officine se la cavano. Aggiungono spessori personalizzati, molano offset, regolano le altezze dei punzoni e dichiarano ±0,005 pollici per tutto il giorno. Ho verificato quelle officine. Quelle che riescono non si affidano all’adattatore per la precisione. Stanno compensando in tutti gli altri modi — tonnellaggio controllato, lotti di materiale coerenti, sequenze di setup disciplinate. Hanno costruito una gabbia di processo intorno a un compromesso geometrico.
Quella è disciplina gestionale, non magia dell’adattatore.
Il problema è la ripetibilità tra turni, operatori e materiali. Il sistema europeo è stato progettato per una pressione di serraggio laterale in una scanalatura. Il morsetto americano è stato progettato per una linguetta di sicurezza portante verticalmente con compressione a grano di fissaggio. Quando li mescoli, il percorso del carico non è né completamente verticale né completamente laterale. È diagonale e incoerente lungo il banco, specialmente sui morsetti usurati.
E i morsetti usurati sono la regola, non l’eccezione.
Quindi sì, puoi usare matrici europee su una pressa piegatrice americana. Semplicemente non utilizzerai più una vera geometria europea. Utilizzerai un ibrido che richiede una costante supervisione.
Realtà sul piano di produzione: Se la precisione dipende dal fatto che l’operatore “conosca il trucco”, il sistema stesso non è preciso.
Facciamo un passo indietro.
Un adattatore aggiunge almeno due nuove interfacce: martello–adattatore e adattatore–utensile. Ogni interfaccia ha tolleranza di planarità, di parallelismo e di flessibilità di serraggio. Sommandole, si crea un accumulo di tolleranze che si trova sopra la linea di piegatura ma si manifesta nell’angolo.
Non scompare. Si sposta.
Immagina un utensile autoinnestante da 20 mm montato in un adattatore da 13 mm, poi serrato in un sistema non autoinnestante. Il concetto originale da 20 mm distribuisce il carico su una linguetta più ampia e tira verso l’alto e all’indietro su un riferimento fisso. L’adattatore interrompe quel movimento di richiamo. Il morsetto ora afferra il corpo dell’adattatore, non la faccia rettificata di precisione della linguetta.
Hai appena spostato la superficie di riferimento un livello più lontano dal martello.
Sotto carico, si verifica una micro‑deflessione nel punto di minor rigidità. Di solito è la sezione più sottile dell’adattatore o la faccia meno sostenuta. La linguetta può essere temprata a HRC 60, la lamiera a HRC 15, ma la durezza non impedisce la rotazione se il percorso del carico è inclinato. Anzi, un utensile più duro concentra la pressione sui contatti imperfetti, accelerando il grippaggio su quelle facce dell’adattatore.
La precisione perduta si trasforma in flessione elastica a ogni interfaccia.
Si manifesta come variazione d’angolo lungo la lunghezza perché la deflessione non è uniforme. Si manifesta come maggiore usura dell’utensile perché la pressione non è distribuita uniformemente. Si manifesta come deriva di configurazione perché gli operatori compensano con la profondità invece di correggere la geometria.
E una volta che inizi ad accumulare adattatori per far sì che “un set si adatti a tutte le macchine”, non stai standardizzando. Stai moltiplicando le catene di tolleranza.
Qui è dove l’illusione finalmente si incrina.
La precisione non è una proprietà del solo utensile. È una proprietà dell’intero percorso di carico dal martello al materiale e ritorno. Interrompi quel percorso con compromessi a strati, e nessun marchio salverà il risultato.
Realtà sul piano di produzione: Ogni adattatore che aggiungi è un altro punto in cui la forza può piegare qualcosa che non intendevi piegare.
Vuoi un sistema stabile e focalizzato sulla precisione?
Inizia con una scena semplice. Acciaio dolce da un quarto di pollice, piega da 10 piedi, apertura della matrice a 2 pollici. Usando la stima standard di piegatura in aria, sei intorno a 60 tonnellate per piede. La macchina ronza. Gli angoli si ripetono. Gli utensili durano.
Ora sostituisci quel foglio con acciaio ad alta resistenza dello stesso spessore e mantieni la stessa apertura della matrice perché “l’acciaio è acciaio”. Il tuo fabbisogno di tonnellaggio non aumenta lentamente — salta. Il carico di snervamento cresce, il ritorno elastico si estende fino a 8–10 gradi, e la pressa risponde spingendo di più. Stessa geometria. Resistenza diversa. Il percorso di carico che abbiamo appena ottimizzato con un corretto accoppiamento linguetta‑morsetto ora porta una forza per la quale non era mai stato dimensionato.
È qui che vive la disconnessione.
Abbiamo incolpato gli adattatori per aver corrotto la geometria — giustamente. Ma anche un percorso di carico perfetto e ininterrotto perderà precisione se la forma della matrice e il raggio del punzone sono stati scelti per acciaio dolce e poi applicati a un materiale ad alta resistenza. La macchina erogherà qualunque forza sia necessaria entro i suoi limiti. L’utensile assorbe le conseguenze.
Quando l’apertura della matrice si riduce per “controllare” il ritorno elastico su materiali ad alta resistenza, il tonnellaggio cresce rapidamente. Non in modo lineare. Rapidamente. Le officine vedono un V più stretto come maggiore controllo. Ottengono invece una richiesta di forza esponenziale, deflessione del telaio e stress localizzato sull’utensile che nessuna larghezza del tang può stabilizzare.
La pressa piegatrice vince sempre.
L’utensileria perde sempre.
Realtà da officina: se la tua tabella delle matrici è costruita sull’acciaio dolce, l’acciaio ad alta resistenza ne rivelerà i limiti in una settimana.
Sono entrato in un’officina che utilizzava da anni matrici temprate a 28–32 HRC su acciaio dolce strutturale. Pieghe pulite. Segni minimi. Le stesse matrici sono state mantenute quando hanno accettato un contratto con leghe a bassa lega ma alta resistenza.
Dopo due settimane di servizio, le spalle della V erano brinellate — piccole ammaccature dove il materiale aveva inciso il bordo della matrice sotto una pressione di contatto più alta. Non crepe drammatiche. Solo segni testimoni che crescevano. Gli angoli hanno iniziato a variare lungo il banco.
Hanno dato la colpa alla “utensileria troppo morbida”.”
Ma non si rovina una matrice così rapidamente a meno che non sia cambiato qualcos’altro.
Ecco il meccanismo. L’acciaio ad alta resistenza oppone resistenza alla deformazione plastica, quindi la lamiera non fluisce nel V come fa l’acciaio dolce. La pressione di contatto si concentra su bande più strette alle spalle della matrice. Se la durezza e il trattamento del bordo della matrice sono stati scelti assumendo materiali a limite di snervamento inferiore, quelle spalle ora subiscono cicli di stress localizzato più elevati. Moltiplica per la lunghezza.
Su una piegatura in aria lunga a 60 tonnellate per piede, quella forza si distribuisce lungo le spalle della V. Aumentando il limite di snervamento del materiale e mantenendo la stessa apertura, aumenti la pressione di contatto su quelle linee di contatto. La durezza non è una questione di ego; serve a resistere alla deformazione plastica in quelle zone di contatto.
Ed ecco la trappola: anche all’interno dello “stesso” grado, la resistenza alla snervamento varia da lotto a lotto. Ho visto coil etichettati in modo identico avere comportamenti di ritorno elastico diversi tra un turno e l’altro. Se il margine di durezza della tua matrice è ridotto, tali variazioni si manifestano come usura dell’utensile e incoerenza degli angoli che non riesci a spiegare.
La variabilità del materiale non giustifica una cattiva geometria — la punisce.
Realtà da officina: se le spalle della tua matrice si ammaccano, la specifica di durezza è stata scritta per il materiale di ieri.
Immagina un foglio di acciaio ad alta resistenza da 1/8 di pollice e un punzone con raggio di punta affilato scelto per “fissare” un angolo netto a 90°. Funziona sull’acciaio dolce perché il materiale cede e si avvolge prevedibilmente attorno alla punta.
L’acciaio ad alta resistenza non si avvolge. Resiste, immagazzina energia, poi ritorna con più forza elastica.
Così l’operatore aumenta la profondità per compensare. Il montante spinge più a fondo nel V, aumentando il tonnellaggio e comprimendo maggiormente la lamiera contro le spalle della matrice. Hai appena aumentato sia la pressione di contatto sia la forza richiesta perché il raggio del punzone è troppo piccolo rispetto al raggio di piegatura naturale del materiale.
Ora immagina quella forza che si propaga attraverso una linguetta che non si inserisce completamente nella fessura di bloccaggio della macchina.
Anche con un serraggio perfetto, la mancata corrispondenza tra il raggio del punzone e il limite di snervamento del materiale implica che stai forzando le fibre interne oltre la loro deformazione confortevole. Microfessurazioni all’interno della piega. Grippaggio superficiale su materiali rivestiti. Usura accelerata della punta del punzone perché la zona di contatto è più stretta e più calda.
L’ironia? Un raggio del punzone leggermente più ampio spesso riduce la tonnellata richiesta e stabilizza il ritorno elastico, perché consente al materiale di formarsi più vicino al proprio raggio naturale invece di contrastarlo.
Ma chi ragiona da “cassone degli scarti” dice che più affilato è, più preciso è.
La precisione non è affilatezza. È deformazione controllata.
Realtà dell’officina: se stai inseguendo il ritorno elastico con la corsa del martinetto invece che con la scelta del raggio, stai piegando l’utensile più del pezzo.
Ho visto officine giurare che fanno solo piegatura in aria — finché non arriva un acciaio ad alta resistenza. All’improvviso passano all’impronta “solo per questo lavoro” per contrastare il ritorno elastico.
Facciamo un esempio chiaro. Prendi quella stessa lamiera da 1/4 di pollice, V da 2 pollici, piegatura in aria con circa 60 tonnellate per piede. Passa all’impronta con una V stretta per controllare l’angolo. La tonnellata non aumenta di poco: può raddoppiare o triplicare a seconda dell’apertura e della resistenza del materiale perché ora stai forzando il foglio ad adattarsi completamente all’angolo della matrice.
E quella forza non si trasmette solo al materiale. Si trasmette al telaio, al piano, alle guide del martinetto. La rigidità del telaio diventa la variabile nascosta. Una macchina che manteneva ±0,5 gradi con la piegatura in aria può deviare durante l’impronta con acciai ad alta resistenza semplicemente perché il telaio si flette sotto il carico di picco.
E cominci di nuovo a dare la colpa all’utensile.
Ma il metodo di formatura è stato dettato da una geometria della matrice che non rispettava il comportamento del materiale. Invece di selezionare un’apertura della matrice e un raggio del punzone che permettessero una piegatura in aria controllata per l’acciaio ad alta resistenza, l’officina è passata di default all’impronta per mascherare il ritorno elastico. Quella decisione ha moltiplicato la forza, amplificato la flessione del telaio e ingigantito ogni minima cedevolezza nel percorso del carico che avevamo appena lavorato per eliminare.
Piegatura in aria, impronta, coniazione — non sono scelte di stile. Sono strategie di forza.
E quando lo stile di utensileria ti forza accidentalmente in una strategia di forza più elevata di quella per cui la macchina è progettata, la precisione diventa una trattativa con la fisica che non vincerai.
Realtà dell’officina: se il tuo metodo di formatura cambia perché il materiale è diventato più resistente, il tuo sistema di utensileria non è stato progettato come un sistema.
Ora stai facendo la domanda giusta: come selezionare apertura della matrice, raggio del punzone, durezza e metodo di formatura per materiali ad alta resistenza senza perdere precisione o sovraccaricare la macchina?
Smetti di scegliere i componenti in isolamento. Inizia a mappare la stretta di mano a tre punti — morsetto della macchina, innesto dell’utensile, resistenza del materiale — e lascia che quella mappa ti mostri dove vive davvero il collo di bottiglia.
La precisione non è una proprietà dell’acciaio. È una proprietà della compatibilità.
Realtà dell’officina: se stai ancora scegliendo gli utensili per marca invece che per percorso del carico, stai andando a intuito.
Inizia con la macchina, non con il materiale. Qual è la capacità nominale in tonnellate per piede? Che tipo di sistema di serraggio? Quale larghezza di linguetta è stata progettata per essere sostenuta da quel morsetto senza carico puntuale?
Se la tua pressa piegatrice è classificata per 60 tonnellate per piede in piegatura in aria, quel valore presuppone il completo alloggiamento della linguetta e una distribuzione uniforme della pressione sulla faccia del morsetto. Ora immagina una linguetta più stretta di 0,020 pollici rispetto alla fessura, oppure una pila di adattatori che aggiunge un’altra interfaccia. Quelle 60 tonnellate per piede non viaggiano più come una stretta di mano piatta. Si concentrano.
Hai visto i segni di brunitura. Pesanti alle estremità. Leggeri al centro.
La combinazione di stili diversi può funzionare. Una linguetta di precisione da 0,500 pollici che lavora in un morsetto compatibile con pieno contatto e corretto alloggiamento può comportarsi perfettamente, anche se lo stampo sottostante segue uno standard diverso. Le storie di successo non sono coincidenze — funzionano perché il percorso del carico rimane continuo e le superfici di contatto combaciano in larghezza e durezza.
Ma quando le officine presumono che “si adatta” equivalga a “è compatibile”, quello è pensiero da bidone degli scarti.
Ora, mappa il materiale. Un acciaio ad alta resistenza con un ritorno elastico di 3°–5° rispetto all’acciaio dolce può superare quel valore, e la compensazione CNC funziona solo se l’angolo e il raggio del punzone sono scelti per piegare sotto l’angolo in modo prevedibile. Un raggio del punzone più ampio, che rispetti il raggio interno naturale del materiale, spesso riduce la profondità richiesta e stabilizza il ritorno elastico, mantenendoti nella piegatura in aria invece di scivolare nella piegatura a fondo.
L’apertura dello stampo diventa quindi un regolatore di forza. Se la apri troppo stretta, la tonnellata aumenta. Aprila in modo adeguato e controlli la deformazione senza superare i limiti di flessione della macchina.
Durezza? Sceglila in base alla tensione di contatto, non all’ego. Se la pressione localizzata sulla spalla aumenta con il limite di snervamento più alto, il tuo stampo deve avere una durezza sufficiente a resistere alla brinellatura sotto quel carico preciso — non sotto l’acciaio dolce dell’anno scorso.
Questa non è una lista di utensili. È una matrice di compatibilità: geometria del morsetto della macchina → larghezza della linguetta e area di contatto → apertura dello stampo e raggio del punzone → resistenza alla trazione e ritorno elastico del materiale → metodo di formatura come strategia di forza.
Se ne perdi un collegamento, gli altri ne pagano le conseguenze.
Realtà del pavimento d’officina: se il tuo metodo di formatura cambia solo per sopravvivere a un cambio di materiale, la tua matrice non è mai stata allineata.
L’acciaio premium non è un distintivo. È un’assicurazione contro una modalità di guasto specifica.
Prendiamo un esempio ipotetico: 1/4 di pollice di acciaio ad alta resistenza su una V da 2 pollici a circa 60 tonnellate per piede. Quella forza si traduce in un contatto lineare elevato alle spalle dello stampo. Se l’acciaio del tuo stampo non può essere sottoposto a trattamento termico in un intervallo di durezza che resista a quella pressione localizzata, vedrai brinellatura e deriva dell’angolo molto prima che si manifesti l’usura dimensionale.
In quel caso, un utensile in lega temprabile si guadagna il suo valore. Non perché sia premium — ma perché la tensione di contatto lo richiede.
Ora capovolgilo. Se la tua macchina non può fornire una pressione uniforme lungo la linguetta perché la faccia del morsetto è usurata o la larghezza della linguetta è incompatibile, acquistare acciaio più duro non risolve il carico disomogeneo. Sposta semplicemente la deformazione nel morsetto, nel travetto o nel pezzo. Ti vanterai della durezza dell’utensile mentre inseguirai angoli incoerenti.
È così che l’analisi del costo per piega ti inganna. Conta la vita dell’utensile ma ignora la distribuzione del carico.
Gli utensili economici sono sufficienti quando tre condizioni sono vere: il limite di snervamento del materiale è moderato, l’apertura dello stampo mantiene la tonnellata ben entro i limiti della macchina e l’interfaccia tra morsetto e linguetta è completamente alloggiata e rigida. In queste condizioni, non chiedi all’acciaio di sopportare abusi.
Gli utensili premium sono giustificati quando la tensione di contatto, il volume dei cicli o la durezza del materiale spingono la spalla e la punta del punzone in una zona di rischio plastico.
Se non sai in quale regime ti trovi, non stai facendo analisi. Stai facendo acquisti.
Realtà del piano di produzione: compra la durezza solo dopo aver comprato la compatibilità.
Ecco la parte che nessuno vuole ammettere.
Molti reparti accusano il costo degli utensili, quando il vero collo di bottiglia è la variabilità del setup. Standard di codolo diversi. Adattatori in una postazione, bloccaggio diretto in un’altra. Gli operatori inseriscono spessori per “farlo funzionare”.”
A 60 tonnellate per piede, ogni interfaccia aggiuntiva è un altro punto di flessibilità. Un’altra occasione di rotazione microscopica. Un’altra variabile che l’operatore compensa con la profondità della corsa invece che con la geometria.
Il bloccaggio a cambio rapido con standard di codolo abbinati riduce quella variabilità. Non perché sia sofisticato — ma perché preserva il percorso di carico e la ripetibilità. Setup più rapidi sono un effetto collaterale della coerenza meccanica.
Ma se il tuo volume è a bassa varietà e lunga durata, e i tuoi utensili esistenti si posizionano perfettamente con segni uniformi, investire in un nuovo sistema solo per la velocità potrebbe non cambiare molto. Il tuo collo di bottiglia potrebbe essere la programmazione, la movimentazione dei materiali o l’ispezione.
È qui che la matrice di compatibilità diventa uno strumento di gestione. Poni tre domande dirette:
Dove entra la forza nel sistema? Dove si concentra? Dove si disperde come flessione o variabilità?
Rispondi a quelle prima di firmare un ordine di acquisto per gli utensili.
L’unica cosa da ricordare è questa: la precisione non si compra con le qualità dell’acciaio o le marche di morsetti — si progetta all’intersezione tra geometria del morsetto, larghezza del codolo, apertura della matrice, raggio del punzone, resistenza del materiale e metodo di piegatura. Quell’intersezione è invisibile finché l’acciaio ad alta resistenza non la rivela.
La maggior parte dei reparti non la vede perché l’acciaio dolce li perdona.
Quello ad alta resistenza no.
Realtà del piano di produzione: smetti di comprare acciaio. Inizia a comprare un percorso di carico che abbia senso.


















