

Musim dingin lalu, saya berdiri di atas sebuah cetakan 42 HRC yang tampak seperti telah digerogoti tikus. Baru dua minggu digunakan. Pemilik bengkel terus menepuk lembar spesifikasinya: “Baja keras. Masih dalam kisaran.”
Jadi mengapa bahu cetakan sudah aus?
Dia pikir bajanya lunak. Saya pikir geometri alatnya yang menipu dia.
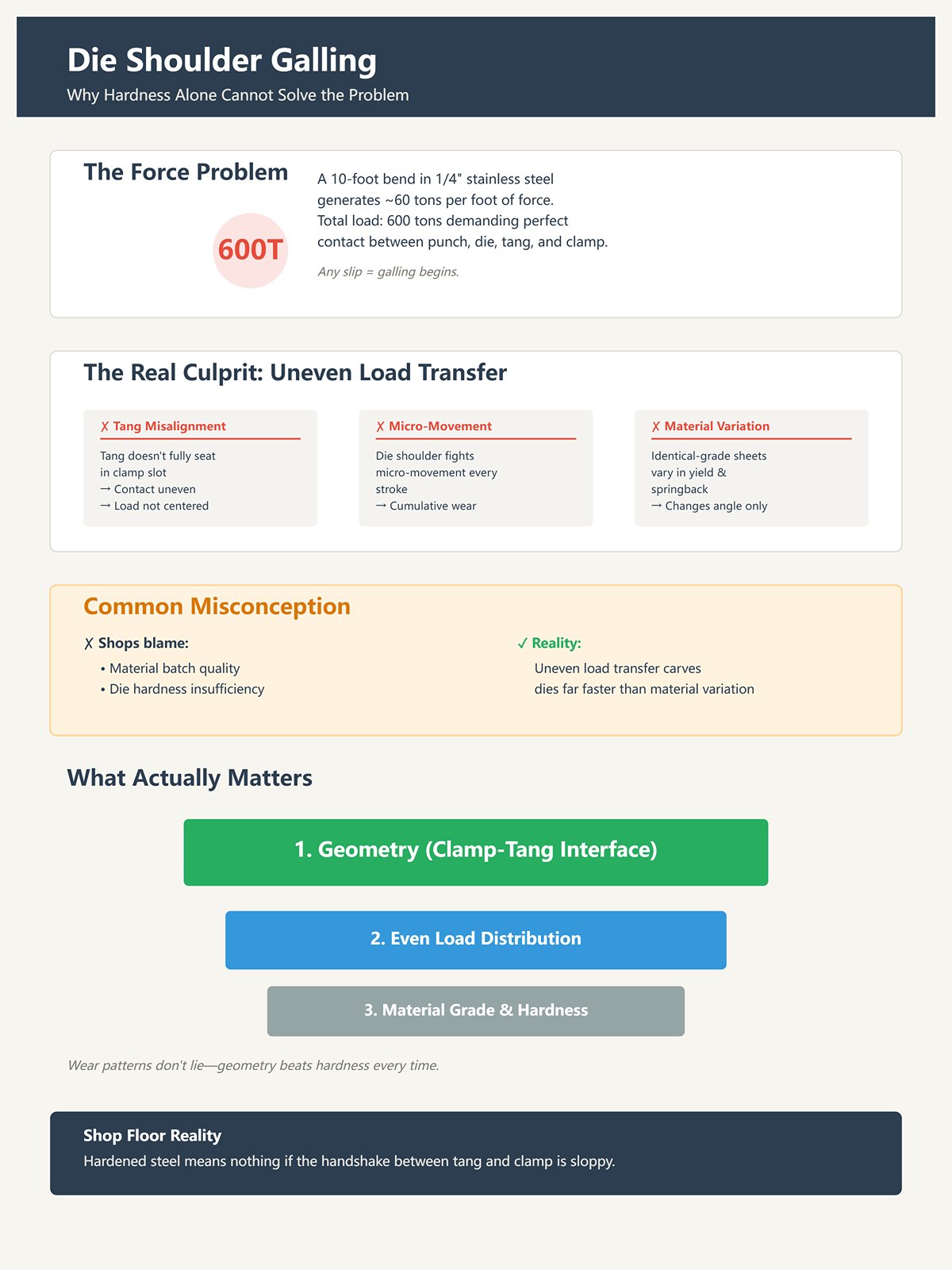
Bayangkan tekukan sepanjang 10 kaki pada baja tahan karat setebal 1/4 inci. Kira-kira butuh 60 ton per kaki. Artinya ada 600 ton yang meminta punch, cetakan, tang, dan penjepit Anda untuk “berjabat tangan” tanpa tergelincir.
Sekarang bayangkan gaya itu mengalir melalui tang yang tidak benar-benar duduk rapat di slot penjepit mesin. Kontaknya tidak merata. Beban tidak terpusat. Bahu cetakan tidak hanya menahan gaya vertikal; ia juga melawan pergerakan mikro di setiap pukulan.
Aus mulai di bahu, tapi akar masalahnya ada di penjepit.
Saya pernah melihat bengkel menyalahkan batch material, padahal lembaran dengan grade yang sama pun bisa berbeda dalam kekuatan luluh dan springback. Perbedaan itu memang memengaruhi sudut, tentu. Tapi tidak mungkin mengikis cetakan secepat itu. Transfer beban yang tidak rata lah penyebabnya.
Baja keras tidak berarti apa-apa jika “jabat tangan” antara tang dan penjepit longgar.
Kenyataan di Lantai Produksi: Pola keausan tidak berbohong—geometri selalu mengalahkan kekerasan.

Anggaplah tang Anda sedikit lebih sempit dari penjepit. Tidak cukup untuk ditolak. Hanya cukup untuk membuatnya duduk berbeda setiap kali pemasangan.
Senin pagi, Anda sentuh backgauge, ubah sedikit sudut, capai toleransi. Selasa, pekerjaan sama, operator berbeda, dua kali lagi uji tekukan. Jumat, semua orang “menyetel ulang” dari awal.
Itu cara berpikir seperti tempat sampah—menganggap setiap koreksi hal yang normal alih-alih bertanya mengapa alat tidak pernah konsisten.
Pajaknya bukan hanya perkakas yang aus. Tapi juga lima kali uji tambahan setiap pemasangan. Penyetelan mikro. Rasa tidak percaya yang perlahan muncul terhadap angka-angka Anda sendiri.
Presisi mati oleh seribu penyesuaian kecil.
Kenyataan di Lantai Produksi: Jika tekukan pertama Anda tidak dapat diprediksi, berarti penjepit Anda juga tidak.
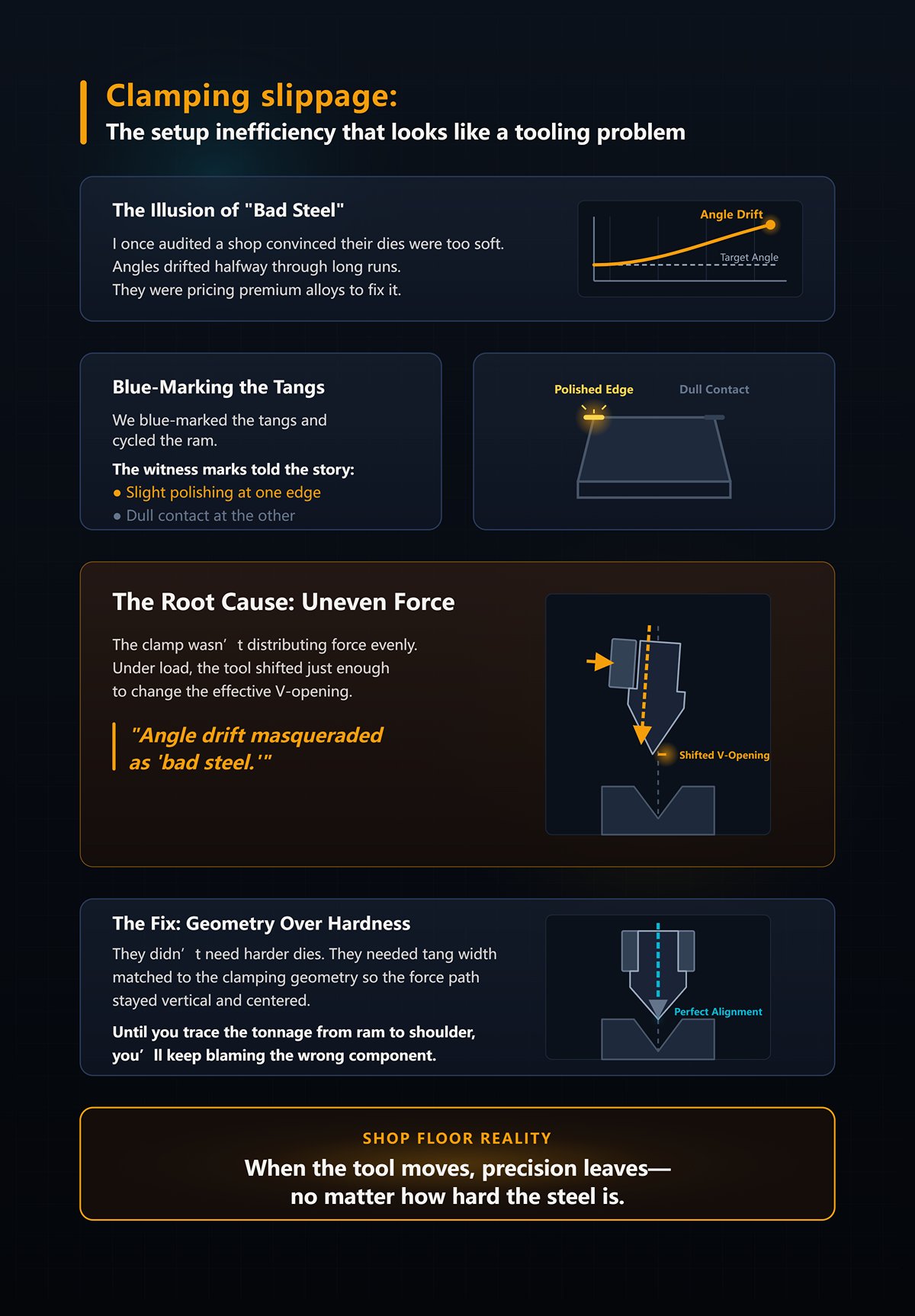
Saya pernah mengaudit sebuah bengkel yang yakin cetakan mereka terlalu lunak. Sudut berubah di tengah proses produksi panjang. Mereka bahkan berencana membeli paduan premium untuk memperbaikinya.
Kami menandai tang dengan tinta biru dan menjalankan ram-nya.
Tanda saksi menceritakan segalanya—sedikit mengilap di satu sisi, kontak kusam di sisi lainnya. Penjepit tidak mendistribusikan gaya secara merata. Dalam kondisi beban, alat bergeser cukup untuk mengubah bukaan V yang efektif.
Penyimpangan sudut menyamar sebagai “baja jelek.”
Mereka tidak memerlukan cetakan yang lebih keras. Mereka membutuhkan lebar tang yang sesuai dengan geometri penjepitan agar jalur gaya tetap vertikal dan terpusat.
Sampai kamu melacak tonase dari ram ke bahu, kamu akan terus menyalahkan komponen yang salah.
Kenyataan di Lantai Produksi: Saat alat bergerak, presisi menghilang—tidak peduli seberapa keras bajanya.
Sekarang kamu menanyakan pertanyaan yang benar: jika kekerasan bukan solusinya, standar geometri apa yang sebenarnya menjaga gaya tetap terpusat dan dapat diulang?
Bulan lalu saya mengunjungi bengkel yang menjalankan tiga gaya perkakas dalam satu mesin press 12 kaki. Satu punch memiliki tang 0,500 inci. Yang lain 13 mm. Set premium 20 mm. Semuanya “muat” di penjepit. Tidak ada satu pun yang memiliki geometri genggaman yang sama. Operator bersumpah mesin mampu ±0,5°. Di atas kertas, dia benar. Di lantai produksi, setiap pergantian alat berarti dua atau tiga pukulan tambahan untuk mengejar sudut.
Itu bukan soal baja. Itu kegagalan jabat tangan mekanis tiga titik — penjepit mesin, tang perkakas, dan kekuatan tarik material. Saat ketiga hal itu tidak mencengkeram secara merata, batas presisi kamu turun jauh sebelum spesifikasi mesin berubah.
Inilah mekanismenya.
Bayangkan lagi baja tahan karat tebal 1/4 inci. Anggap 60 ton per kaki. Dalam 10 kaki, itu berarti 600 ton meminta tang tetap terpasang sempurna sementara bahu cetakan menahan penyebaran. Jika kantong penjepit kamu dirancang untuk tang 20 mm dan kamu memasukkan tang 12,7 mm dengan kunci pengisi, kamu baru saja mengurangi lebar kontak lebih dari 7 mm. Jalur gaya menyempit. Tekanan melonjak. Kemiringan mikro menjadi mungkin.
Tidak terlihat dramatis. Tetapi muncul sebagai penyimpangan sudut, ketidakkonsistenan radius, dan keausan bahu.
Mesinmu mungkin menjanjikan ±0,5° sepanjang hari. Tapi geometrimu yang menentukan apakah kamu benar-benar bisa mencapainya.
Realitas di Lantai Produksi: Batas presisimu ditentukan oleh luas kontak, bukan kekerasan katalog.
Izinkan saya memberikan contoh spesifik.
Sebuah bengkel mengganti sistem tang 13 mm ke sistem tang 20 mm pada mesin press yang sama. Tidak ada modifikasi penjepit. Hanya adaptor. Perbedaannya 7 mm pada lebar genggaman. Punch terpasang, dijepit, dan dijalankan.
Pekerjaan pertama: baja lunak 3 mm, tekukan udara, bukaan V delapan kali ketebalan. Sudut tampak baik setelah penyetelan. Di tengah produksi, radius bagian dalam mulai sedikit menyempit beberapa ratusan milimeter. Tidak terlihat oleh mata. Tapi terukur pada bagian-bagian yang menumpuk di troli.
Mengapa?
Karena tang yang lebih sempit memusatkan gaya penjepitan lebih dekat ke tengah. Dalam kondisi beban, badan punch mengalami sedikit rotasi elastis — kita bicara dalam mikron — tetapi rotasi itu menggeser garis tekuk efektif relatif terhadap bukaan V. Saat garis tekuk bergeser, sumbu netral pun bergeser. Radius bagian dalammu ikut berubah.
Lima milimeter itu tidak diam dengan sopan. Ia mengubah bagaimana gaya masuk ke alat.
Dan ketika Anda menjalankan 60 ton per kaki, itu berarti setiap kaki memperkuat ketidaksejajaran tersebut. Pada panjang alat yang panjang, mikron itu akan bertambah menjadi variasi sudut dan radius yang akan Anda kejar dengan penyetelan backgauge alih-alih memperbaikinya di penjepit.
Pola pikir tempat sampah mengatakan, “Tingkatkan saja kedalamannya.” Pola pikir profesional bertanya, “Mengapa garis tekukan bergerak sejak awal?”
Realitas Lantai Produksi: Jika lebar tang berubah, garis tekukan Anda akan bergeser — suka atau tidak.
Saya membawa pewarna tata letak karena suatu alasan.
Kami melapisi tang, menjepitnya, melakukan siklus di bawah beban ringan, lalu melepasnya. Tanda bekasnya tidak berbohong. Pada sistem yang tidak cocok, saya melihat kilap berat di satu sisi, kontak samar di sisi lainnya. Itu berarti tekanan penjepit tidak seragam di seluruh lebar tang.
Tekanan sama dengan gaya dibagi luas. Kecilkan luas efektif dengan tang yang tidak cocok, dan tekanan lokal naik. Tekanan lokal tinggi membuat bekas, zona tekanan rendah memungkinkan selip mikro. Sekarang bayangkan gaya tersebut berjalan melalui tang yang tidak sepenuhnya duduk di slot penjepit mesin. Jalur bebannya tidak lagi vertikal. Jalurnya menjadi bias.
Di bawah beban tekuk penuh — lagi, 60 ton per kaki — bias itu berubah menjadi pergeseran lateral kecil. Pergeseran lateral mengubah bukaan-V efektif di titik kontak. Ubah bukaan-V, dan Anda mengubah sudut tekukan untuk kedalaman ram yang sama.
Tidak ada yang mengukur distribusi tekanan penjepit selama penyiapan. Mereka mengukur sudut setelah hasilnya salah.
Dan di sinilah spesifikasi mesin membingungkan Anda. Ya, dengan crowning dinamis dan umpan balik laser, beberapa mesin rem dapat mempertahankan ketelitian lebih ketat dari ±0,1°. Tapi sistem kontrol itu hanya memperbaiki gejala. Ia tidak dapat membuat tang yang bergoyang di dalam kantong penjepit yang terlalu besar menjadi lebih kaku.
Anda tidak bisa menyelesaikan jabat tangan yang buruk dengan servo.
Realitas Lantai Produksi: Tekanan penjepit yang tidak merata membuat setiap langkah menjadi alat yang sedikit berbeda.
Sekarang susun punch tersegmentasi sepanjang 8 kaki.
Satu segmen 0,02 mm lebih tinggi dari tetangganya. Itu masih dalam toleransi banyak produsen. Sendiri, tidak masalah. Tapi pasangan itu dengan penjepit yang tidak rata akibat ketidakcocokan tang, dan segmen yang lebih tinggi menjadi penanggung beban utama.
Di bawah beban, segmen itu menanggung lebih dari bagiannya dari 60 ton per kaki. Ia melengkung lebih banyak. Segmen di sebelahnya melengkung lebih sedikit. Sudut tekukan Anda bervariasi sepanjang panjangnya — rapat di satu sisi, terbuka di sisi lain.
Operator menyebutnya kesalahan crowning. Atau variasi material. Tapi itu tidak mengikis cetakan secepat itu.
Mekanismenya sederhana: penjepitan yang tidak rata memperbesar perbedaan tinggi kecil. Perbedaan tersebut mengalihkan beban. Beban yang dialihkan mengubah penetrasi lokal ke dalam V-die. Penetrasi lokal mengubah sudut dan radius bagian dalam.
Jalankan 500 bagian seperti itu, dan segmen tinggi menunjukkan keausan dini. Sekarang Anda kembali menyalahkan kekerasan baja.
Anda melihat bagaimana ini saling memperkuat? Lebar tang memengaruhi distribusi tekanan. Distribusi tekanan memperbesar variasi tinggi. Variasi tinggi mengubah pembagian beban. Pembagian beban mengubah geometri tekukan.
Itu adalah batas presisi Anda.
Pertanyaan selanjutnya sudah jelas: jika sistem perkakas berbeda menggunakan tang 12,7 mm, 13 mm, atau 20 mm, bagaimana setiap desain mengatur sambungan ini secara berbeda — dan mana yang benar-benar melindungi jalur gaya Anda alih-alih mempertaruhkan nasib padanya?
Realitas di Lantai Produksi: Pada volume produksi, 0,02 mm ditambah penjepitan yang buruk sama dengan satu palet hasil cacat.
Bayangkan tiga punch di bangku kerja: sebuah tang pengaman Amerika 12,7 mm, sebuah tang Promecam Eropa 13 mm, dan sebuah tang Wila 20 mm. Mesin press yang sama. Baja lunak 3 mm yang sama. Bukaan V 8× ketebalan yang sama. Satu-satunya hal yang berubah adalah bagaimana tang mengisi kantong penjepit.
Sekarang bebankan hingga 60 ton per kaki.
Di atas kertas, 12,7 dibandingkan 13 mm tampak sepele. Di baja yang berada di bawah beban, 0,3 mm itu menentukan apakah tang menyentuh seluruh permukaan wajahnya atau hanya mencium satu tepi terlebih dahulu. Tang 20 mm tidak hanya memperlebar cengkeraman; ia mengubah di mana baut penjepit mengalirkan gaya ke tubuh punch. Tang yang lebih lebar berarti lengan momen yang lebih panjang untuk menahan rotasi. Tang yang lebih sempit berarti tekanan lokal yang lebih tinggi dan kecenderungan lebih besar untuk bergoyang ketika jalur gaya tidak sepenuhnya terpusat.
Itu bukan kesetiaan merek. Itu geometri.
Setiap sistem adalah kontrak mekanis: geometri penjepit mesin, lebar dan profil tang, serta kekuatan tarik material yang Anda tekuk. Langgar kontrak itu dan garis tekukan akan bergeser. Pertahankan koherensi dan jalur beban tetap vertikal.
Pertanyaannya bukan sistem mana yang “terbaik.” Pertanyaannya adalah mana yang cocok dengan batasan mesin Anda tanpa menciptakan engsel tersembunyi di penjepit.
Saya masuk ke sebuah bengkel yang menggunakan pelat setebal 1/4 inci pada mesin press mekanis lama. Perkakas gaya Amerika. Tang pengaman 12,7 mm. Sekrup penyetel manual. Operator menyukainya karena tidak akan terjatuh saat penjepitnya mengendur.
Cukup adil.
Namun di bawah 60 ton per kaki pada proses tekuk udara berat, kami melapisi tang dengan biru dan melakukan siklus. Tanda yang terlihat menunjukkan poles berat di tepi depan, dan kontak samar di bagian belakang. Bibir pengaman mencegah punch jatuh, tetapi kontak penjepitan yang sebenarnya lebih sempit dari lebar tang yang tampak. Itu menciptakan lonjakan tekanan di dekat permukaan depan.
Tekanan sama dengan gaya dibagi luas. Tonnase yang sama, pita kontak efektif yang lebih kecil, tekanan lokal yang lebih tinggi. Tekanan yang lebih tinggi meningkatkan gigitan di satu tepi dan mendorong mikro-rotasi menuju cetakan. Rotasi itu menggeser garis tekukan sedikit ke depan. Pada material tipis Anda mengimbanginya dengan kedalaman. Pada material tebal dan berkekuatan tarik tinggi, hal itu muncul sebagai ketidakkonsistenan sudut di sepanjang panjangnya.
Tang pengaman melakukan apa yang dirancang untuk dilakukannya: melindungi operator dan bekerja dengan penjepit yang lebih sederhana. Ia tidak pernah dirancang untuk menyesuaikan diri sendiri di bawah beban dinamis tinggi. Ketika Anda memintanya berperilaku seperti sistem presisi yang mengatur sendiri, Anda sebenarnya sedang mempraktikkan cara berpikir menuju limbah.
Realitas di Lantai Produksi: Perkakas Amerika stabil dalam penjepit yang tepat, tetapi tidak akan memperbaiki jalur gaya yang sejak awal memang tidak dikendalikan oleh mesin Anda.
Bengkel yang berbeda. Mesin press hidrolik CNC dengan penjepit pemuatan samping yang dibuat untuk tang Promecam 13 mm. Tanpa bibir pengaman. Tang mengisi slot lebih penuh dibandingkan tang Amerika 12,7 mm, dan permukaan penjepit biasanya menjepit lebih banyak permukaan vertikal.
Di bawah beban 60 ton per kaki yang sama, pewarna biru menunjukkan cerita berbeda: kontak yang lebih luas dan lebih merata. Lebih sedikit bias tepi. Tang duduk lebih dalam dan lebih tegak karena geometri penjepit dibangun berdasarkan profil 13 mm itu. Hal ini mengurangi kebebasan rotasi bahkan sebelum beban penuh diterapkan.
Tapi sistem ini tidak dapat menyetel sendiri. Anda masih harus menyelaraskan segmen-segmen. Anda masih harus mengencangkan sekuensinya. Persiapan memakan waktu lebih lama dibandingkan sistem quick-change yang sebenarnya. Itulah komprominya: waktu setup sedang dengan pengulangan tinggi pada biaya perkakas yang masuk akal.
Di sinilah orang sering bingung. Mereka berasumsi bahwa presisi tingkat Wila memerlukan perangkat keras tingkat Wila. Tidak selalu. Jika volume produksi Anda rendah hingga menengah dan Anda tidak menukar perkakas sepuluh kali dalam satu shift, sistem Promecam yang dipasangkan dengan benar dapat memberikan presisi “tinggi” tanpa beban modal besar. Keserasian tetap terjaga karena mesin dan tang dirancang bersama.
Kesalahan umum di bengkel terjadi ketika mencoba memaksa tang 13 mm ke dalam penjepit yang telah longgar akibat bertahun-tahun penggunaan perkakas Amerika. Kini tang tersebut mengambang di dalam rongga yang aus, dan seluruh presisi teoretis pun lenyap.
Kenyataan di Lantai Produksi: presisi Eropa hanya ada ketika penjepitnya juga lahir dari sistem Eropa.
Sekarang lihat tang Wila 20 mm pada penjepit hidrolik yang dapat menyetel sendiri. Masukkan, tekan tombol, dan sistem akan menarik tang ke atas dan ke belakang ke referensi tetap. Tanpa set screw. Tanpa beban samping. Geometrinya memaksa penyelarasan sebelum tekanan tonase terbentuk.
Di bawah 60 ton per kaki, tang yang lebih lebar tersebut menyebarkan gaya penjepitan ke permukaan yang lebih besar dan meningkatkan ketahanan terhadap rotasi hanya karena faktor geometri. Lebar kontak yang lebih besar berarti tekanan lokal yang lebih rendah untuk beban yang sama. Tekanan yang lebih rendah berarti variasi gigitan berkurang, slip mikro berkurang, dan posisi garis tekuk yang lebih konsisten sepanjang panjangnya.
Namun inilah bagian yang sering dilewatkan oleh tenaga penjual.
Jika Anda menjalankan batch pendek, dua setup per hari, baja lunak di bawah 1/8 inci, Anda tidak akan segera menutup penghematan waktu tersebut. Kenaikan presisi dibandingkan sistem Promecam yang terpelihara dengan baik mungkin dapat diukur, tetapi tidak menguntungkan. ROI akan berbalik ketika Anda sering melakukan pergantian perkakas, menggunakan perkakas tersegmentasi di atas meja panjang, atau bekerja dengan material berkekuatan tarik tinggi di mana stabilitas penjepitan melindungi sudut dan umur perkakas.
Saya pernah melihat bengkel memasang perkakas 20 mm pada adaptor hibrida pada penjepit 13 mm demi “mendapatkan yang terbaik dari keduanya.” Yang sebenarnya mereka dapatkan adalah rantai toleransi bertingkat dan titik engsel baru antara adaptor dan ram. Sekarang bayangkan gaya itu mengalir melalui tang yang tidak sepenuhnya duduk di slot penjepit mesin. Anda baru saja memperkenalkan kembali rotasi yang justru dirancang untuk dihilangkan oleh sistem 20 mm.
Itu bukan peningkatan. Itu penyangkalan terhadap prinsip geometri.
Wila bukanlah keajaiban. Ini adalah jabat tangan mekanis yang utuh. Jika satu jari dari jabat tangan itu rusak oleh adaptor atau penjepit yang aus, Anda akan kembali mengejar mikron lewat pengaturan kedalaman ram.
Kenyataan di Lantai Produksi: sistem 20 mm memberikan hasil ketika volume dan beban tarik Anda menuntut penyelarasan otomatis yang dapat diulang—kalau tidak, Anda hanya membeli kecepatan yang tidak Anda manfaatkan.
Dan itu menimbulkan pertanyaan yang tidak nyaman: jika setiap sistem hanya bekerja sebagai satu kesatuan yang koheren, apa yang terjadi ketika Anda mulai mencampurnya di lantai produksi yang sama?
| Sistem | Poin-Poin Utama |
|---|---|
| Perkakas Amerika (Tang Pengaman 12,7 mm) | Dirancang untuk mencegah punch terjatuh saat penjepit mengendur; bekerja dengan penjepit yang lebih sederhana; di bawah beban tinggi (60 ton/ft), area kontak lebih sempit dari lebar tang yang terlihat; menciptakan lonjakan tekanan di tepi depan; peningkatan tekanan lokal menyebabkan rotasi mikro dan pergeseran garis tekuk; cocok untuk keamanan dan stabilitas dasar tetapi bukan untuk penyelarasan otomatis presisi di bawah beban dinamis; stabil hanya jika penjepit mengendalikan jalur gaya dengan baik. |
| Promecam Eropa (Tang 13 mm) | Tang mengisi slot lebih penuh dibanding gaya Amerika 12,7 mm; kontak penjepitan lebih luas dan merata di bawah beban; mengurangi bias tepi dan kebebasan rotasi; memerlukan penyelarasan manual dan pengencangan berurutan; waktu setup sedang dengan pengulangan tinggi; presisi hemat biaya untuk produksi rendah hingga menengah; presisi bergantung pada penjepit Eropa yang cocok dengan benar—penjepit aus atau tidak serasi menghilangkan manfaatnya. |
| Sistem Tang Wila 20 mm | Penjepit hidrolik yang menyetel sendiri menarik tang ke referensi tetap secara otomatis; tang yang lebih lebar mendistribusikan gaya ke area kontak yang lebih besar; mengurangi tekanan lokal, slip mikro, dan variasi garis tekuk; ideal untuk pergantian perkakas yang sering, perkakas tersegmentasi, meja panjang, dan material berkekuatan tarik tinggi; ROI bergantung pada volume produksi dan frekuensi setup; adaptor atau konfigurasi hibrida menimbulkan penumpukan toleransi dan rotasi, menghapus keunggulan sistem; efektif hanya sebagai sistem yang lengkap dan terintegrasi. |
Anda ingin tahu apa yang sebenarnya terjadi ketika sistem Amerika, Eropa, dan 20 mm berbagi lantai kerja yang sama?
Penyimpangan sudut yang muncul hanya pada tiga bagian terakhir dari produksi panjang. Bekas alat yang kemarin tidak ada. Operator menyesuaikan kedalaman sedikit setiap sepuluh siklus karena “materialnya pasti berubah.” Waktu penyetelan yang diam-diam bertambah sementara semua orang menyalahkan gambar teknik.
Tidak satu pun dari itu dimulai dari baja.
Semua itu dimulai dari jabat tangan.
Ketika Anda menumpuk adaptor di antara ram dan punch, Anda tidak hanya mengubah lebar tang. Anda sedang menambahkan permukaan baru, pita toleransi baru, jalur beban baru. Mesin menjepit adaptor, adaptor menahan alat, dan material mendorong balik melalui keduanya. Itu bukan lagi jabat tangan mekanis tiga titik. Sekarang empat jari, dan salah satunya mati rasa.
Pada 60 ton per kaki dalam tekukan udara panjang, antarmuka tambahan itu menerima gaya yang sama dengan tang. Gaya yang sama. Kontak yang lebih kecil dan tidak sempurna. Lonjakan tekanan terjadi di tempat permukaan tidak rata sempurna, dan adaptor menjadi engsel yang tidak pernah Anda rancang.
Itu adalah pemikiran tempat sampah yang disamarkan sebagai fleksibilitas.
Ilusinya sederhana: “Jika tang tidak cocok, kita tinggal menyesuaikannya.” Kenyataannya lebih halus. Setiap lapisan tambahan memindahkan permukaan referensi Anda lebih jauh dari ram. Anda telah menambah lengan momen, sekecil apa pun, yang meningkatkan tuas rotasi saat diberi beban. Mikron di penjepit menjadi seperseribu di garis tekukan.
Anda tidak melihatnya pada hari pertama.
Dua minggu dalam pemakaian, Anda mulai mengejarnya dengan koreksi kedalaman.
Realitas Lantai Produksi: Adaptor tidak menyatukan sistem — mereka mengaburkan geometri yang membuat masing-masing sistem presisi.
Anda bisa membuat bagian.
Itu tidak sama dengan mempertahankan toleransi.
Tang Eropa 13 mm pada penjepit yang dirancang dengan profil aman Amerika 12,7 mm tidak gagal secara dramatis. Ia gagal secara diam-diam. Permukaan penjepit tidak menjangkau alur sebagaimana mestinya, sehingga tang duduk dengan kontak sebagian. Di bawah beban ringan, masih berfungsi. Di bawah 60 ton per kaki, pita kontak bergeser ke depan dan tang mencoba berputar ke arah die.
Sekarang bayangkan gaya itu mengalir melalui tang yang tidak duduk sepenuhnya di slot penjepit mesin.
Anda telah menciptakan titik putar.
Beberapa bengkel berhasil mengatasinya. Mereka menambahkan shim khusus, menghaluskan offset, menyesuaikan tinggi punch, dan mengklaim ±0,005 inci setiap hari. Saya telah mengaudit bengkel-bengkel itu. Yang berhasil tidak bergantung pada adaptor untuk presisi. Mereka mengkompensasi di tempat lain — tonase terkontrol, batch material konsisten, urutan penyetelan disiplin. Mereka telah membangun “kandang proses” di sekitar kompromi geometris.
Itu adalah disiplin manajemen, bukan keajaiban adaptor.
Masalahnya adalah keterulangan antar giliran kerja, operator, dan bahan. Sistem Eropa dibuat untuk tekanan penjepitan samping ke dalam alur. Penjepit Amerika dibuat untuk menahan dengan pengait pengaman yang berdiri vertikal menggunakan kompresi sekrup penyetel. Ketika kamu mencampurnya, jalur beban tidak sepenuhnya vertikal maupun sepenuhnya lateral. Jalurnya menjadi diagonal dan tidak konsisten di sepanjang meja, terutama pada penjepit yang sudah aus.
Dan penjepit yang aus adalah hal yang umum, bukan pengecualian.
Jadi ya, kamu bisa menggunakan cetakan Eropa pada mesin rem Amerika. Hanya saja kamu tidak akan lagi menjalankan geometri Eropa yang sesungguhnya. Kamu akan menjalankan sistem hibrida yang bergantung pada penyesuaian terus-menerus.
Kenyataan di Lantai Produksi: Jika presisi bergantung pada operator yang “mengetahui triknya,” maka sistem itu sendiri tidak presisi.
Mari kita perlambat ini.
Sebuah adaptor menambah setidaknya dua antarmuka baru: ram ke adaptor dan adaptor ke alat. Setiap antarmuka memiliki toleransi kerataan, toleransi kesejajaran, dan kepatuhan penjepitan. Gabungkan semuanya dan kamu telah membuat penumpukan toleransi yang berada di atas garis tekukan tetapi terlihat pada sudut hasilnya.
Itu tidak hilang. Itu berpindah tempat.
Bayangkan alat self-seating 20 mm yang dipasang ke dalam adaptor bergaya 13 mm, lalu dijepit dalam sistem yang bukan self-seating. Konsep asli 20 mm menyebarkan beban di seluruh pengait yang lebih lebar dan menarik ke atas serta ke belakang menuju referensi tetap. Adaptor mengganggu gerakan tarik ke belakang itu. Penjepit sekarang menahan badan adaptor, bukan permukaan pengait yang digiling presisi.
Kamu baru saja memindahkan permukaan referensi satu lapisan lebih jauh dari ram.
Di bawah beban, mikro-defleksi terjadi di titik kepatuhan yang paling lemah. Biasanya pada bagian adaptor yang paling tipis atau sisi yang paling sedikit ditopang. Pengait mungkin dicairkan keras hingga HRC 60, lembaran logamnya pada HRC 15, tetapi kekerasan tidak menghentikan rotasi jika jalur bebannya miring. Faktanya, alat yang lebih keras memusatkan tekanan pada kontak yang tidak sempurna, yang mempercepat keausan gesekan pada permukaan adaptor itu.
Presisi yang hilang terjadi sebagai lenturan elastis di setiap antarmuka.
Hal itu terlihat sebagai variasi sudut di sepanjang panjang karena defleksi tidak seragam. Terlihat sebagai peningkatan keausan alat karena tekanan tidak didistribusikan secara merata. Terlihat sebagai pergeseran pengaturan karena operator mengompensasi dengan kedalaman alih-alih memperbaiki geometri.
Dan begitu kamu mulai menumpuk adaptor agar “satu set bisa cocok untuk semua mesin,” kamu tidak sedang menstandardisasi. Kamu sedang memperbanyak rantai toleransi.
Di sinilah ilusi akhirnya pecah.
Presisi bukanlah sifat alat itu sendiri. Presisi adalah sifat seluruh jalur beban dari ram ke bahan dan kembali lagi. Jika kamu memutus jalur itu dengan kompromi berlapis, tidak ada merek ternama yang akan menyelamatkanmu.
Kenyataan di Lantai Produksi: Setiap adaptor yang kamu tambahkan adalah titik lain di mana gaya bisa membengkokkan sesuatu yang tidak pernah kamu maksudkan untuk dibengkokkan.
Kamu ingin sistem yang stabil dan berfokus pada presisi?
Mulailah dengan skenario sederhana. Baja ringan seperempat inci, tekukan sepanjang 10 kaki, bukaan cetakan V sebesar 2 inci. Menggunakan perkiraan tekukan udara standar, kamu membutuhkan sekitar 60 ton per kaki. Mesin berdengung. Sudut berulang. Alat tahan lama.
Sekarang ganti lembaran itu dengan baja kekuatan tinggi pada ketebalan yang sama dan pertahankan bukaan cetakan yang sama karena “baja adalah baja.” Kebutuhan tonasimu tidak meningkat perlahan — tapi melonjak. Kekuatan luluh naik, springback meluas hingga 8–10 derajat, dan mesin menjawab dengan tekanan lebih besar. Geometri sama. Resistansi berbeda. Jalur beban yang baru saja kita bersihkan dengan kesesuaian pengait-ke-penjepit yang tepat kini membawa gaya yang tidak pernah diproporsikan untuknya.
Di sinilah letak ketidakterhubungan itu.
Kita telah menyalahkan adaptor karena merusak geometri — dan itu benar. Namun bahkan jalur beban yang sempurna dan tidak terputus pun akan kehilangan presisi jika bentuk cetakan dan radius punch dipilih untuk baja lunak, lalu dipaksakan pada material dengan kekuatan tarik tinggi. Mesin akan menghasilkan gaya apa pun yang diperlukan dalam batas kemampuannya. Perkakaslah yang menanggung konsekuensinya.
Ketika bukaan cetakan (die) diperkecil untuk “mengontrol” springback pada baja berkekuatan tinggi, tonase meningkat dengan cepat. Tidak secara linier. Cepat. Bengkel melihat bahwa V yang lebih rapat berarti kontrol yang lebih ketat. Yang mereka dapatkan justru adalah permintaan gaya yang meningkat secara eksponensial, defleksi rangka, dan tekanan lokal pada perkakas yang tidak bisa distabilkan oleh lebar tang apa pun.
Press brake selalu menang.
Perkakas selalu kalah.
Realitas di Lantai Produksi: Jika tabel cetakanmu dibuat untuk baja lunak, baja berkekuatan tinggi akan mengungkap kelemahannya dalam waktu seminggu.
Saya masuk ke sebuah bengkel yang telah menjalankan cetakan berkekerasan 28–32 HRC pada baja struktural lunak selama bertahun-tahun. Hasil tekukan rapi. Bekas minimal. Cetakan yang sama tetap disimpan di rak ketika mereka menerima kontrak untuk baja paduan rendah berkekuatan tinggi.
Dua minggu dalam pemakaian, bahu huruf V pada cetakan mengalami brinelling — lekukan kecil di mana material menggigit tepi cetakan di bawah tekanan kontak yang lebih tinggi. Bukan retakan yang dramatis. Hanya bekas yang semakin bertambah. Sudut mulai meleset di sepanjang meja.
Mereka menyalahkan “perkakas lunak.”
Namun cetakan tidak rusak secepat itu kecuali ada hal lain yang berubah.
Begini mekanismenya. Baja berkekuatan tinggi menahan proses leleh (yielding), sehingga lembaran tidak mengalir ke dalam V seperti baja lunak. Tekanan kontak terkonsentrasi di pita yang lebih sempit di bahu cetakan. Jika kekerasan cetakan dan perlakuan tepi dipilih dengan asumsi material berdaya leleh rendah, maka bahu cetakan sekarang mengalami siklus tegangan lokal yang lebih tinggi. Kalikan dengan panjangnya.
Pada tekukan udara panjang dengan beban 60 ton per kaki, gaya itu terdistribusi di sepanjang bahu V. Tingkatkan kekuatan leleh material dan pertahankan bukaan yang sama, maka tekanan kontak di garis kontak tersebut juga meningkat. Kekerasan bukan tentang gengsi; itu tentang menahan deformasi plastis di zona kontak tersebut.
Dan inilah jebakannya: bahkan dalam “grade” yang sama, kekuatan leleh bisa bervariasi dari satu batch ke batch lain. Saya pernah melihat gulungan (coil) berlabel identik yang memiliki springback berbeda antar shift kerja. Jika margin kekerasan cetakanmu tipis, variasi itu muncul sebagai keausan perkakas dan inkonsistensi sudut yang sulit dijelaskan.
Variabilitas material tidak membenarkan geometri yang buruk — ia justru menghukumnya.
Realitas di Lantai Produksi: Jika bahu cetakanmu penyok, spesifikasi kekerasanmu dibuat untuk material kemarin.
Bayangkan lembaran baja berkekuatan tinggi setebal 1/8 inci dan radius ujung punch yang tajam dipilih untuk “mengunci” sudut 90 yang tegas. Ini bekerja pada baja lunak karena materialnya mengalami leleh dan melilit di sekitar ujung dengan mudah.
Baja berkekuatan tinggi tidak melilit. Ia menahan, menyimpan energi, lalu memantul kembali dengan lebih kuat.
Jadi operator menambahkan kedalaman untuk mengimbangi. Ram menekan lebih dalam ke V, meningkatkan tonase dan mendorong lembaran lebih rapat ke bahu cetakan. Kamu baru saja meningkatkan tekanan kontak dan gaya yang dibutuhkan karena radius punch terlalu kecil untuk radius tekuk alami material.
Sekarang bayangkan gaya itu mengalir melalui tang yang tidak duduk sepenuhnya di slot penjepit mesin.
Bahkan dengan penjepit yang sempurna, ketidakcocokan antara jari-jari punch dan kekuatan luluh material berarti Anda memaksa serat bagian dalam melewati batas regangan yang aman. Terjadi retakan mikro di bagian dalam tekukan. Permukaan tergores pada lembaran berlapis. Keausan pada ujung punch meningkat karena area kontak lebih sempit dan lebih panas.
Ironisnya? Jari-jari punch yang sedikit lebih besar sering kali mengurangi tonase yang diperlukan dan menstabilkan springback karena memungkinkan material terbentuk lebih dekat dengan jari-jari alaminya alih-alih melawannya.
Namun pola pikir tempat sampah mengatakan yang lebih tajam lebih presisi.
Presisi bukan ketajaman. Itu adalah regangan yang terkendali.
Kenyataan di Lantai Produksi: Jika Anda mengejar springback dengan kedalaman ram alih-alih pemilihan jari-jari, Anda lebih banyak menekuk alat daripada produknya.
Saya telah melihat bengkel yang bersumpah mereka selalu menekuk udara — sampai baja tarik tinggi muncul. Tiba-tiba mereka melakukan penekukan penuh “hanya untuk pekerjaan ini” demi mengatasi springback.
Mari kita ambil contoh yang jelas. Gunakan plat 1/4 inci yang sama, V 2 inci, tekuk udara kira-kira 60 ton per kaki. Beralih ke penekukan penuh dengan V sempit untuk mengontrol sudut. Tonase tidak sedikit naik. Itu bisa menjadi dua kali lipat atau tiga kali lipat tergantung pada bukaan dan kekuatan material karena sekarang Anda memaksa lembaran untuk sepenuhnya mengikuti sudut cetakan.
Dan gaya itu tidak hanya mengalir ke material. Ia mengalir ke rangka, meja, pemandu ram. Kekakuan rangka menjadi variabel tersembunyi. Mesin yang bisa menahan ±0,5 derajat saat tekuk udara bisa melenceng ketika menekuk penuh baja tarik tinggi hanya karena rangkanya melenting di bawah beban puncak.
Anda mulai menyalahkan perkakas lagi.
Namun metode pembentukan ditentukan oleh geometri cetakan yang tidak menghormati perilaku material. Alih-alih memilih bukaan cetakan dan jari-jari punch yang memungkinkan tekuk udara terkendali pada baja tarik tinggi, bengkel malah memilih penekukan penuh untuk menutupi springback. Keputusan itu melipatgandakan gaya, memperbesar lendutan rangka, dan memperkuat setiap kelenturan mikroskopis di jalur beban yang sebelumnya sudah kita rapikan.
Tekuk udara, penekukan penuh, pengetaman — semua itu bukan pilihan gaya. Itu strategi gaya tekan.
Dan ketika gaya perkakas secara tidak sengaja memaksa Anda ke strategi gaya tekan yang lebih tinggi daripada kemampuan mesin Anda, presisi menjadi negosiasi dengan fisika yang tidak akan Anda menangkan.
Kenyataan di Lantai Produksi: Jika metode pembentukan Anda berubah karena material menjadi lebih kuat, sistem perkakas Anda tidak dirancang sebagai sistem.
Sekarang Anda menanyakan pertanyaan yang tepat: bagaimana memilih bukaan cetakan, jari-jari punch, kekerasan, dan metode pembentukan untuk baja tarik tinggi tanpa kehilangan presisi atau membebani mesin?
Berhenti memilih bagian secara terpisah. Mulailah memetakan “jabat tangan tiga titik” — penjepit mesin, tang perkakas, dan kekuatan tarik material — dan biarkan peta itu menunjukkan di mana sumbatan sebenarnya berada.
Presisi bukan sifat baja. Itu adalah sifat dari kompatibilitas.
Kenyataan di Lantai Produksi: Jika Anda masih memilih perkakas berdasarkan merek alih-alih jalur beban, Anda sedang menebak.
Mulailah dengan mesin, bukan dengan material. Berapa tonase terukur per kaki? Gaya penjepitan apa yang digunakan? Lebar tang berapa yang dirancang penjepit itu untuk menahan tanpa menghasilkan beban titik?
Jika mesin press brake Anda memiliki rating 60 ton per kaki dalam pembengkokan udara, angka itu mengasumsikan dudukan tang sepenuhnya dan distribusi tekanan yang merata di seluruh permukaan penjepit. Sekarang bayangkan tang yang 0,020 inci lebih sempit dari slot, atau tumpukan adaptor yang menambah satu antarmuka lagi. Tonase 60 ton per kaki itu tidak lagi berjalan seperti jabat tangan yang rata. Ia terkonsentrasi.
Anda sudah melihat bekas biruannya. Berat di ujung. Ringan di tengah.
Pencampuran gaya silang bisa berhasil. Sebuah tang presisi 0,500 inci yang berjalan pada penjepit kompatibel dengan kontak penuh dan dudukan yang benar dapat berperilaku sempurna, bahkan jika cetakan di bawahnya mengikuti standar yang berbeda. Kisah sukses bukan kebetulan — mereka berhasil karena jalur beban tetap berkelanjutan dan permukaan penahan cocok dalam lebar dan kekerasannya.
Namun ketika bengkel menganggap “pas” berarti “kompatibel,” itu cara berpikir tempat sampah.
Selanjutnya, petakan materialnya. Baja dengan tegangan tarik tinggi dan springback 3°–5° pada baja lunak dapat melampaui itu, dan kompensasi CNC hanya bekerja jika sudut dan radius punch dipilih untuk melakukan under-bend secara terprediksi. Radius punch yang lebih besar yang menyesuaikan dengan radius dalam alami material sering kali mengurangi kedalaman yang dibutuhkan dan menstabilkan springback, membuat Anda tetap dalam pembengkokan udara daripada beralih ke bottoming.
Bukaan cetakan kemudian menjadi pengatur gaya. Terlalu sempit dan tonase meningkat. Buka dengan tepat dan Anda mengendalikan regangan tanpa melampaui batas defleksi mesin.
Kekerasan? Pilih berdasarkan tegangan kontak, bukan ego. Jika tekanan bahu lokal meningkat seiring kekuatan luluh yang lebih tinggi, cetakan Anda harus cukup keras untuk menahan brinelling di bawah beban itu — bukan di bawah baja lunak tahun lalu.
Ini bukan daftar perkakas. Ini matriks kompatibilitas: geometri penjepit mesin → lebar tang dan area penahan → bukaan cetakan dan radius punch → kekuatan tarik dan springback material → metode pembentukan sebagai strategi gaya.
Lewatkan satu kait dan yang lain akan menanggung akibatnya.
Realitas Lantai Produksi: Jika metode pembentukan Anda berubah hanya untuk menyesuaikan perubahan material, matriks Anda tidak pernah selaras.
Baja premium bukan lambang kehormatan. Itu adalah asuransi terhadap mode kegagalan tertentu.
Ambil contoh hipotetis: baja tarik tinggi 1/4 inci di atas V 2 inci dengan kira-kira 60 ton per kaki. Gaya itu diterjemahkan menjadi kontak garis tinggi di bahu cetakan. Jika baja cetakan Anda tidak dapat dikeraskan hingga kisaran kekerasan yang menahan tekanan lokal tersebut, Anda akan melihat brinelling dan penyimpangan sudut jauh sebelum keausan dimensi tampak.
Dalam kasus itu, perkakas paduan yang dapat didinginkan sesuai nilainya. Bukan karena itu premium — tetapi karena tegangan kontaknya menuntut demikian.
Sekarang kebalikannya. Jika mesin Anda tidak dapat memberikan tekanan merata di seluruh tang karena permukaan penjepit aus atau lebar tang tidak cocok, membeli baja yang lebih keras tidak menyelesaikan pemuatan yang tidak merata. Itu hanya memindahkan deformasi ke penjepit, ram, atau benda kerja. Anda akan membanggakan kekerasan perkakas sambil terus mengejar sudut yang tidak konsisten.
Itulah cara analisis biaya per lenturan menipu Anda. Ia menghitung umur perkakas tetapi mengabaikan distribusi beban.
Perkakas berbiaya rendah memadai ketika tiga kondisi terpenuhi: kekuatan luluh material sedang, bukaan cetakan menjaga tonase jauh di dalam batas mesin, dan antarmuka penjepit-ke-tang duduk sepenuhnya dan kaku. Dalam kondisi itu, Anda tidak meminta baja untuk menahan penyalahgunaan.
Perkakas premium dibenarkan ketika tegangan kontak, volume siklus, atau kekerasan material mendorong bahu dan ujung punch ke wilayah risiko plastis.
Jika Anda tidak tahu dalam rezim mana Anda berada, Anda tidak sedang melakukan analisis. Anda sedang berbelanja.
Realitas Lantai Produksi: Belilah kekerasan hanya setelah Anda membeli kompatibilitas.
Inilah bagian yang tidak ingin diakui siapa pun.
Banyak bengkel menyalahkan biaya perkakas padahal hambatan nyata mereka adalah variabilitas penyiapan. Standar tang yang berbeda. Adaptor di satu area, penjepit langsung di area lain. Operator menyelipkan shim agar “bisa jalan.”
Pada 60 ton per kaki, setiap antarmuka tambahan adalah titik kepatuhan baru. Kesempatan lain untuk rotasi mikroskopis. Variabel lain yang dikompensasi operator dengan kedalaman ram, bukan dengan geometri.
Penjepitan ganti cepat dengan standar tang yang serasi mengurangi variabilitas itu. Bukan karena mewah — tetapi karena menjaga jalur beban dan keterulangan. Penyiapan lebih cepat adalah efek samping dari konsistensi mekanis.
Namun jika volume Anda adalah campuran rendah, produksi panjang, dan perkakas yang ada sudah terpasang sempurna dengan tanda kontak yang seragam, menghamburkan uang untuk sistem baru demi kecepatan saja mungkin tidak memberikan dampak. Hambatan Anda bisa jadi pemrograman, penanganan material, atau inspeksi.
Di sinilah matriks kompatibilitas menjadi alat manajemen. Ajukan tiga pertanyaan tajam:
Di mana gaya masuk ke sistem? Di mana ia terkonsentrasi? Di mana ia keluar sebagai defleksi atau variabilitas?
Jawablah pertanyaan itu sebelum Anda menandatangani pesanan pembelian perkakas.
Satu hal yang harus Anda pegang: presisi tidak dibeli dari jenis baja atau merek penjepit — melainkan direkayasa pada perpotongan antara geometri penjepit, lebar tang, bukaan cetakan, radius punch, kekuatan tarik material, dan metode pembentukan. Perpotongan itu tak terlihat sampai baja tarik tinggi menyingkapkannya.
Sebagian besar bengkel tidak pernah melihatnya karena baja lunak memaafkan kesalahan mereka.
Baja tarik tinggi tidak melakukannya.
Realitas Lantai Produksi: Berhentilah membeli baja. Mulailah membeli jalur beban yang masuk akal.


















