

昨冬、私はまるでネズミにかじられたような42 HRCのダイスを見下ろしていた。使用期間はわずか2週間。工場のオーナーは仕様書を叩きながら言った。「焼入れ鋼だ。範囲内だ。」“
では、なぜショルダーがすでに焼付きを起こしていたのか?
彼は鋼が柔らかいと思っていた。私は彼の形状設計が嘘をついていると思った。.
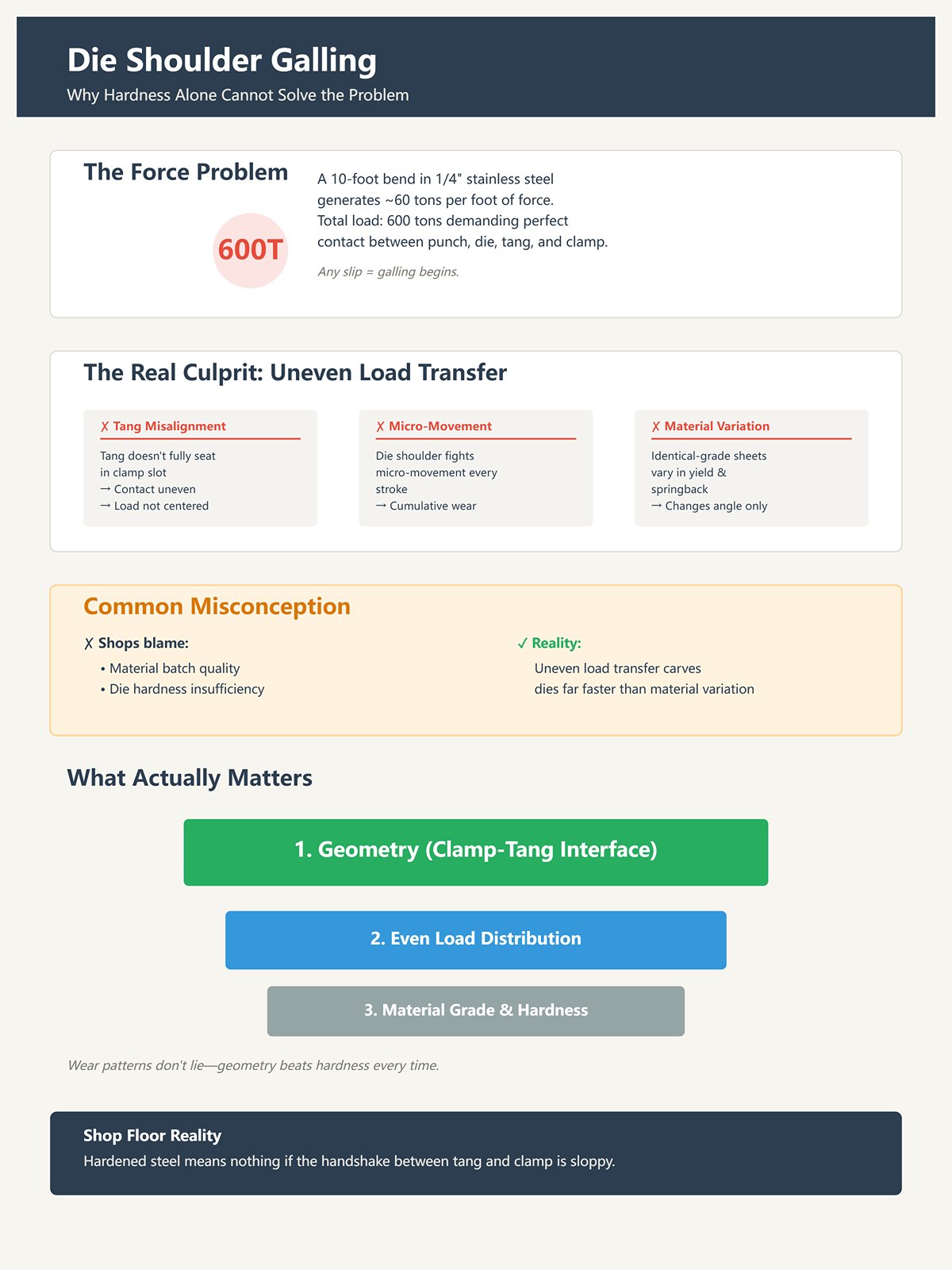
1/4インチのステンレスを10フィート曲げる状況を想像してみよう。概算で1フィートあたり約60トン。つまり600トンもの力が、パンチ、ダイス、タン、クランプ間で滑らずに握手しようとする。.
次に、その力が、機械のクランプスロットに完全に嵌っていないタンを通して伝達される様子を想像してみよう。接触は均一ではなく、荷重は中心にない。ダイスのショルダーは垂直方向の力に抗うだけでなく、ストロークごとに微小な動きとも戦っている。.
焼付きはショルダーから始まるが、議論の発端はクランプのほうにあった。.
私は工場が材質ロットのせいにするのを見たことがある。同じグレードのシートでも、降伏強度やスプリングバックにはばらつきがある。その差で角度が変わることはあるだろう。しかし、それでダイスがこんなに早く削れることはない。原因は荷重の不均一な伝達だ。.
焼入れ鋼であっても、タンとクランプの握手が雑なら意味がない。.
現場の現実: 摩耗パターンは嘘をつかない——硬さより形状のほうが常に勝る。.

仮にあなたのタンがクランプに対してわずかに狭いとしよう。拒否されるほどではないが、セットアップごとに違う位置に落ち着く程度。.
月曜の朝、バックゲージを調整し、角度を微調整し、許容差を満たす。火曜、同じ仕事でも別のオペレーターが2回試し曲げを行う。金曜には、全員がまた一から「追い込み調整」している。.
それはスクラップ箱的な考え方だ——なぜ工具が再現しないのかを問う代わりに、毎回修正を当たり前として扱っている。.
その“税金”は摩耗した工具だけではない。セットアップごとの5回の余分な試し打ち、微調整、自分の数値へのじわじわとした不信。.
精度は、数千の小さな妥協によって死んでいく。.
現場の現実: 最初の曲げが予測できないなら、クランプもそうだ。.
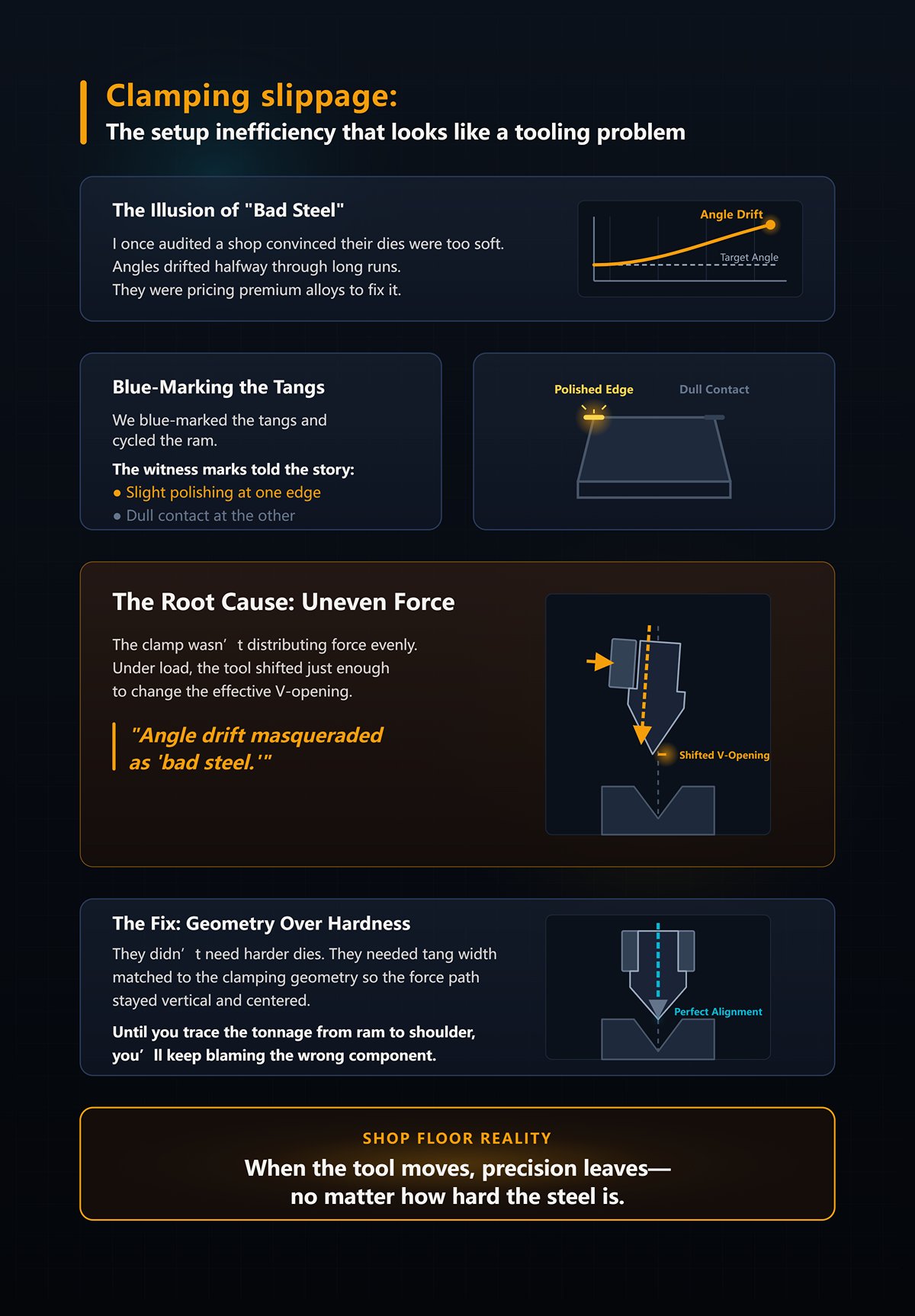
あるショップを監査したことがある。私はその店の金型が柔らかすぎると確信していた。長いランの途中で角度がずれていた。彼らはそれを修正するために高級合金を見積もっていた。.
私たちはタン部を青マークし、ラムを循環させた。.
痕跡が物語っていた――片側のわずかな磨耗、もう一方は鈍い接触。クランプが力を均等に分配していなかった。荷重下でツールがわずかにずれ、結果的に有効なV開口が変化していた。.
角度のずれは「悪い鋼材」として誤認されていた。“
彼らに必要だったのはより硬い金型ではなく、クランプ形状に合わせたタンの幅だった。そうすれば力の経路が垂直で中央に保たれる。.
ラムからショルダーまでのトン数の経路を追わない限り、誤った部品を責め続けることになる。.
現場の現実: ツールが動けば、精度は失われる――鋼がどんなに硬くてもだ。.
今、正しい質問をしている。「硬度」が解決策でないなら、力を中心に保ち、再現性を確保する幾何基準とは何か?
先月、ひとつの12フィートブレーキで3種類のツーリングスタイルを使っていたショップがあった。あるパンチはタン幅0.500インチ。別のものは13mm。高級セットは20mm。どれもクランプに「合う」が、掴みのジオメトリは一致していなかった。オペレーターはその機械が±0.5°でいけると主張していた。理論上、彼の言う通りだった。しかし現場では、変更のたびに角度を追うために2〜3回余分にヒットする必要があった。.
問題は鋼ではない。それは三点の機械的ハンドシェイクの失敗だ――機械のクランプ、ツーリングのタン、そして材料の引張強度。この3つが均等にグリップしなければ、機械仕様よりずっと前に精度の限界が下がる。.
これがそのメカニズムだ。.
もう一度、1/4インチのステンレスを想像してほしい。1フィートあたり60トンとしよう。10フィートでは、肩が拡がるのを防ぎながらタンが完全に安定して座っているよう求める600トンの力がかかる。クランプポケットが20mmタン用に設計されているのに、12.7mmタンをフィラーキー付きで滑り込ませた場合、接触幅は7mm以上減る。力の経路が狭まり、圧力が急上昇する。微小な傾きを起こす可能性が生じる。.
見た目は劇的ではない。それは角度のずれ、Rの不整合、肩の摩耗として現れる。.
機械は±0.5°の精度を一日中保証するかもしれない。しかし、その精度に到達できるかどうかを決めるのはジオメトリなのだ。.
現場の現実:あなたの精度の上限はカタログ上の硬度ではなく、接触面積によって決まる。.
具体的な状況を示そう。.
あるショップが、同じブレーキで13mmタンシステムから20mmタンシステムへ交換した。クランプの改造なし。ただしアダプターを使用。掴み幅の差は7mm。パンチを装着し、クランプし、運転開始。.
最初の作業:3mmの軟鋼をエアベンド、V開口は板厚の8倍。セットアップ後の角度は問題なし。ランの途中、内側半径が数百分の一だけ締まっていく。肉眼では見えないが、カートに積み重ねられた部品では測定可能だった。.
なぜ?
タンが細くなると、締め付け力が中心付近に集中するためです。負荷がかかると、パンチ本体はわずかに弾性的な回転を起こします — 数ミクロンの話ですが — その回転によって有効な曲げ線がV開口に対してずれます。曲げ線がずれると、中立軸もずれます。内側の半径はそれに追従します。.
5ミリメートルは黙ってそこに座っているわけではありません。それは工具への力の伝わり方を変えます。.
そして、1フィートあたり60トンで運転している時、それは各フィートがそのずれを増幅していることを意味します。長い工具では、そのミクロン単位のずれが角度と半径のばらつきに積み重なり、クランプで直すべきところをバックゲージの微調整で追いかけることになります。.
廃材箱的な発想では「深さを少し足せばいい」と言うでしょう。プロの発想は「そもそも曲げ線がなぜ動いたのか?」を問います。“
現場の現実:タンの幅が変われば、曲げ線は動きます — 認めるかどうかは関係ありません。.
私はレイアウト染料を常備しています、理由があって。.
タンを塗布し、クランプして、軽負荷でサイクルを回し、そして引き抜きます。痕跡が真実を物語ります。不一致のシステムでは、一方の端に強い研磨痕、もう一方にはかすかな接触痕が見られます。それは、タン幅全体で締め付け圧力が均一でないことを意味します。.
圧力とは、力を面積で割ったものです。不一致のタンによって有効面積が縮小すれば、局所的な圧力が上昇します。高い局所圧力は食い込みを生じ、低圧ゾーンでは微小な滑りを許します。ここで、その力が機械のクランプスロットに完全に収まらないタンを通して伝達されることを想像してください。荷重経路はもはや垂直ではなく、偏ってしまいます。.
全負荷曲げ時 — 再び、1フィートあたり60トン — その偏りは微細な横方向のずれに変わります。横方向のずれは、接触点での有効V開口を変化させます。V開口が変われば、同じラム深さでも曲げ角度が変わります。.
誰もセットアップ中に締め付け圧力分布を測定しません。角度がずれた後で測定するのです。.
そしてここで機械仕様が混乱を招きます。確かに、動的クラウニングやレーザーフィードバックを備えた一部のプレスブレーキは±0.1°より厳しく保持できます。しかし、その制御システムは症状を補正しているだけです。オーバーサイズのクランプポケット内で揺れているタンを硬くすることはできません。.
悪い握手をサーボで修正することはできません。.
現場の現実:不均一なクランプ圧力は、各ストロークをわずかに異なる工具に変えてしまう。.
今、8フィート全体にセグメント化パンチを積み重ねてください。.
あるセグメントが隣より0.02 mm高い。これは多くのメーカーの公差範囲内です。単体ではたいしたことはありません。しかし、タンの不一致による不均一なクランプと組み合わさると、その高いセグメントが主な荷重受け手になります。.
負荷がかかると、そのセグメントは1フィートあたり60トンの荷重の中で自分の分以上を受けます。そのためより多くたわみ、隣のセグメントはより少なくたわみます。曲げ角度は全長にわたって変化し、一方の端でタイトになり、もう一方では開いてしまいます。.
オペレーターはそれをクラウニングエラー、または材料のばらつきだと呼びます。しかし、ダイをそんなに早く摩耗させるものではありません。.
メカニズムは単純です:不均一なクランプが小さな高さ差を誇張します。その差が荷重を再分配します。再分配された荷重がVダイへの局所的な入り込みを変えます。局所的な入り込みが角度と内側半径を変えるのです。.
そのような部品を500個実行すると、高いセグメントが早期摩耗を示す。そして今度は鋼の硬度のせいにしている。.
これがどのように複雑化していくか分かるだろう?タングの幅は圧力分布に影響を与える。圧力分布は高さのばらつきを増幅する。高さのばらつきは荷重分担を変える。荷重分担は曲げの形状を変える。.
それがあなたの精度の限界だ。.
次の質問は明らかだ:異なる工具システムが12.7 mm、13 mm、または20 mmのタングを使用している場合、それぞれの設計はこの「握手」をどのように制御し、どれが力の伝達経路を保護するのか、それともそれに賭けているのか?
現場の現実:生産量レベルでは、0.02 mmの誤差と悪いクランプが合わさることで、パレット一杯の廃品になる。.
ベンチに3本のパンチを並べてみよう。12.7 mmのアメリカ式安全タング、13 mmのヨーロッパ式Promecamタング、そして20 mmのWilaタング。同じブレーキ。同じ3 mm軟鋼。同じ8倍板厚のV開口。唯一変わるのは、タングがクランプポケットをどのように満たすかという点だ。.
では、1フィートあたり60トンで荷重をかけてみる。.
図面上では12.7 mmと13 mmの差は取るに足らないように見える。しかし鋼材が荷重を受けると、その0.3 mmがタングが全面で接触するか、片端から先に当たるかを決める。20 mmタングは単にグリップを広げるだけでなく、クランプボルトがパンチ本体に力を伝える位置を変える。タングが広いほど回転に抗うモーメントアームが長くなる。タングが狭いほど局所的な圧力が高くなり、力の伝達経路が完全に中心を外すと、揺れる傾向が強まる。.
それはブランドへの忠誠心ではない。単なる幾何学だ。.
各システムは機械的な契約だ:機械のクランプ形状、タング幅とプロファイル、そして曲げる材料の引張強度。この契約を破ると曲げ線がずれる。整合性を保てば荷重経路は垂直のままだ。.
問題は「どのシステムが最良か」ではない。「クランプ部に隠れたヒンジを導入せずに、機械の制約に最も合うものはどれか」だ。.
私は、古い機械式ブレーキで1/4インチの鋼板を曲げている工場に入った。アメリカ式工具、12.7 mm安全タング、手動セットスクリュー。オペレーターはクランプが緩んでも外れないのでそれを気に入っていた。.
それはもっともだ。.
しかし1フィートあたり60トンで重いエアベンドを行うと、タングを青焼きして試験を繰り返した。痕跡を見ると、前面の縁に強い磨き跡があり、後ろ側の接触は薄かった。安全リップがパンチの脱落を防いでいたが、実際のクランプ接触面積はタングの幅が示すよりも狭かった。それが前面近くで圧力集中を引き起こす。.
圧力とは力を面積で割ったものだ。同じ加圧で、実効接触帯が狭くなれば、局所的圧力は高くなる。圧力が高いほど、片側への食い込みが増し、ダイ方向への微小な回転を招く。その回転が曲げ線をわずかに前方へずらす。薄板では深さで補正するが、厚くて高張力の材料では、長さ方向に角度の不一致として現れる。.
安全タングは設計通りの働きをする──作業者を守り、簡易なクランプで使えるようにするためのものだ。高動荷重下で自動的に芯出しするようには設計されていない。それを精密研磨された自動位置決めシステムのように扱おうとするのは、スクラップ箱を増やす考え方だ。.
現場の現実:アメリカ式工具は適切なクランプでは安定するが、そもそも機械自体が制御していない力の経路を修正することはできない。.
異なる工場。13 mm の Promecam タング用に設計された、サイドローディングクランプ付き CNC 油圧ブレーキ。安全リップはなし。12.7 mm のアメリカ型よりもタングがスロットをより完全に満たし、クランプ面が通常、垂直面のより多くの部分に接触する。.
同じ 1 フィートあたり 60 トンの荷重下では、ブルーイングが異なる結果を示す:より広く、より均一な接触。エッジバイアスが少ない。タングはより深く、より平行に収まり、クランプの形状がその 13 mm プロファイルを基に設計されているためだ。その結果、全荷重がかかる前に回転の自由度が減少する。.
しかし、これは自動的に位置決めされるわけではない。セグメントの位置合わせは必要だし、順番に締め付ける必要もある。セットアップには真のクイックチェンジシステムより時間がかかる。つまりトレードオフは、適正な工具コストで高い再現性を得る代わりに、セットアップ時間が中程度かかるということだ。.
混乱するポイントはここだ。多くの人が、Wila レベルの精度には Wila レベルのハードウェアが必要だと考える。しかし、必ずしもそうではない。生産量が低~中程度で、シフトごとに工具を10回も交換しないのであれば、適切に組み合わせた Promecam システムでも、資本コストを抑えつつ「高い」精度を実現できる。機械とタングが一体設計されているから契約(整合性)は保たれる。.
工場が失敗するのは、アメリカ製工具で長年使われて精度が甘くなったクランプに 13 mm タングを無理やり入れようとするときだ。その結果、タングが摩耗したポケット内で浮き、理論上の精度がすべて失われる。.
工場現場の現実:ヨーロッパの精度は、クランプもヨーロッパ生まれであるときにのみ存在する。.
次に、油圧自動位置決めクランプに 20 mm の Wila タングを見てみよう。差し込んでボタンを押すと、システムがタングを固定基準に向かって上方および後方に引き込む。セットスクリューなし、サイドローディングなし。形状そのものが、荷重がかかる前に整列を強制する。.
1 フィートあたり 60 トンの荷重下では、その広いタングがクランプ力をより大きな面に分散し、形状によって回転抵抗を増す。接触面幅が広いほど、同じ荷重でも局所的圧力が低くなる。圧力が低ければ、かみ付きのばらつきや微小滑りが減り、長さ方向の曲げ線位置がより一貫する。.
しかし、販売員はこの部分を話さない。.
少量バッチ、1日2回のセットアップ、厚さ 1/8 インチ未満の軟鋼で運用している場合、時間の節約分をすぐには回収できない。よく整備された Promecam システムに対する精度向上は測定可能かもしれないが、利益にはつながらない。ROI が反転するのは、頻繁な工具交換、長ベッド全体に渡る分割工具、または高張力材を扱い、クランプの安定性が角度と工具寿命を守るときだ。.
「両方のいいところを取る」として 13 mm クランプにハイブリッドアダプターを介して 20 mm 工具をボルト止めしている工場も見たことがある。実際には、許容差の積み重ねとアダプターとラムの間の新たなヒンジ点を得ることになる。機械のクランプスロットに完全に収まらないタングを通してその力が伝わることを想像してみよう。これでは、20 mm システムが排除するはずだった回転が再び導入されてしまう。.
それはアップグレードではない。それは形状を無視している。.
Wila は魔法ではない。完全な機械的ハンドシェイクだ。そのハンドシェイクの一本の指をアダプターや摩耗したクランプで壊せば、ラムの深さでミクロン単位の誤差を追うことに逆戻りする。.
工場現場の現実:20 mm システムが価値を発揮するのは、生産量と張力荷重が自動整列の再現性を要求する場合だけ――それ以外では使わない速度を買っているに過ぎない。.
そして残るのは不快な問い:各システムが一貫したセットとしてのみ機能するなら、同じ工場内でそれらを混在させたらどうなるのか?
| システム | 重要ポイント |
|---|---|
| アメリカンツーリング(12.7 mm セーフティタング) | クランプが緩んだ際にパンチが落下するのを防ぐよう設計されており、より単純なクランプと併用できる。高荷重(1 フィートあたり 60 トン)下では、接触面積はタングの幅ほど広くなく、前縁付近に圧力ピークが生じる。局所圧力の上昇は微小回転と曲げ線のずれを引き起こす。安全性と基本的安定性には適しているが、動的荷重下での精密な自己センタリングには不向き。クランプが力の経路を適切に制御している場合のみ安定する。. |
| ヨーロッパ製 Promecam(13 mm タング) | タンは12.7 mmのアメリカンスタイルよりもスロットをより完全に埋め、荷重時により広く均一な締付接触を確保します。エッジへの偏りと回転の自由度が減少します。手動による位置合わせと順次締付けが必要です。設定時間は中程度ですが再現性は高く、低~中量生産におけるコスト効果の高い精密度を実現します。精度は、適切に一致したヨーロピアン型クランプに依存します。摩耗や不一致なクランプを使用すると利点は失われます。. |
| Wila 20 mm タンシステム | 油圧セルフシーティングクランプがタンを自動的に固定基準へ引き込みます。より広いタンが力をより大きな接触面に分配し、局所的な圧力、微小スリップ、および曲げ線のばらつきを低減します。頻繁な段取り替え、分割ツーリング、長尺ベッド、高張力素材に最適です。ROI(投資回収率)は生産量とセットアップ頻度に依存します。アダプターやハイブリッド構成は許容差の累積と回転を引き起こし、システムの利点を打ち消します。完全統合されたシステムとしてのみ効果的です。. |
アメリカン、ヨーロピアン、そして20 mmシステムが同じ工場で併用されると、実際に何が起こるか知りたいですか?
長い生産ランの最後の3個だけに現れる角度のズレ。昨日はなかった工具痕。オペレーターが「材料が変わってきたに違いない」と言いながら10サイクルごとに深さをわずかに調整する。誰もが図面のせいにしながら、静かに増えていくセットアップ時間。.
それらは鋼材の中から始まるわけではありません。.
それは「握手」から始まります。.
ラムとパンチの間にアダプターを挟むとき、単にタンの幅を変えているわけではありません。新しい表面、新しい公差範囲、新しい荷重経路を挿入しているのです。機械がアダプターをクランプし、アダプターが工具を保持し、素材がその両方を通して押し返します。それはもはや三点の機械的握手ではありません。四本の指で握手しており、そのうち一本はしびれています。.
長尺エアベンドで1フィートあたり60トンの負荷がかかると、その余分なインターフェースもタンと同じ力を受けます。同じ力。しかし接触面は小さく不完全です。面が完全に平らでない箇所に圧力が集中し、アダプターが設計されていないヒンジのように作用します。.
それは柔軟性に見せかけたスクラップ思考です。.
幻想は単純です:「タンが一致しないなら、アダプターで合わせればいい。」現実はもっと繊細です。追加した層の分だけ基準面がラムから遠ざかります。わずかではありますがモーメントアームが増え、それにより荷重下での回転レバレッジが増加します。クランプでの数ミクロンが、曲げ線では数千分の1インチへと変わります。.
それは初日には見えません。.
稼働から2週間で、深さの補正を繰り返すようになります。.
現場の現実:アダプターはシステムを融合しません。各システムを精密にした幾何学を希釈してしまうのです。.
部品は作れます。.
それは公差を維持することとは違います。.
12.7 mmのアメリカン安全プロファイルに合わせて設計されたクランプで13 mmのヨーロピアンタンを使っても、劇的な故障は起こりません。静かに失敗します。クランプ面が設計どおり溝をかみ合わないため、タンは部分的な接触で座ります。軽荷重では問題なく動作しますが、1フィートあたり60トンの荷重下では接触帯が前方にずれ、タンがダイへ回転しようとします。.
その力が、機械のクランプスロットに完全に収まらないタンを通って伝わるところを想像してください。.
あなたは支点を作り出した。.
いくつかの工場はそれをうまくやっている。彼らはカスタムシムを追加し、オフセットを研磨し、パンチの高さを微調整し、±0.005インチの精度を一日中主張する。私はそうした工場を監査してきた。成功している工場は、精度をアダプターに頼ってはいない。彼らはそのほかのあらゆる部分で補正している——制御された加圧力、均一な材料ロット、規律あるセットアップ手順。それらは幾何学的な妥協を囲う「プロセスケージ」を築いているのだ。.
それは「アダプターの魔法」ではなく、「管理の規律」だ。.
問題はシフト、作業者、材料をまたいだ再現性だ。ヨーロッパ式のシステムは、側面方向への押圧を溝に食い込ませるよう設計されている。アメリカ式のクランプは、安全タンが垂直方向にセットスクリュー圧縮で支えるよう設計されている。これを混ぜると、荷重経路は完全に垂直でも水平でもなくなる。ベッドに沿って斜めかつ不均一になり、特に摩耗したクランプでは顕著だ。.
そして摩耗したクランプは「例外」ではなく「常態」だ。.
だから、そう、ヨーロッパ製の金型をアメリカのプレスブレーキで使うことはできる。ただしそれはもはや真のヨーロッパ幾何形状ではない。「常時監視が必要なハイブリッド」を運用することになる。.
ショップフロアの現実:精度がオペレーターの「コツ」に依存するなら、そのシステム自体が精密ではない。.
少しスピードを落として考えよう。.
アダプターは、少なくとも2つの新しい界面を追加する——ラムとアダプター、アダプターとツール。それぞれの界面には平面度公差、平行度公差、クランプによるたわみの許容差がある。これらが積み重なり、曲げラインの上方に存在する「トレランススタック」を生み出すが、その影響は角度として現れる。.
それは消えるのではない。位置を変えるのだ。.
20 mmのセルフシーティングツールを13 mmスタイルのアダプターに取り付け、それを非セルフシーティングのシステムにクランプしている光景を想像してみよう。元の20 mm構造では、荷重がより広いタンに分散され、固定基準面に向かって上方および後方に引き込まれる。だがアダプターがその引き戻し動作を中断する。クランプがつかむのは、精密に研磨されたタン面ではなく、アダプター本体なのだ。.
つまり、基準面をラムから一層遠ざけたことになる。.
荷重がかかると、最も柔軟な部分で微小たわみが発生する。それは通常、アダプターの最も薄い部分か、最も支持の少ない面で起こる。タンはHRC 60に焼入れされているかもしれないが、板金はHRC 15。しかし、荷重経路が歪んでいれば硬度が回転を防ぐわけではない。むしろ硬い工具ほど、不完全な接触点に圧力が集中し、結果としてアダプター面での摩耗を加速させる。.
失われた精度は、各界面での弾性たわみとなって現れる。.
それは、たわみが一定でないために長さ方向の角度ばらつきとして現れる。それは、圧力が均一でないために工具の摩耗増加として現れる。それは、オペレーターが形状を直さずに押し込み深さで補正するために発生するセットアップのずれとして現れる。.
そして、「全ての機械に一つのセットを適合させる」ためにアダプターを積み重ね始めた瞬間、あなたは標準化しているのではない。公差の連鎖を増やしているのだ。.
ここでついに幻想が崩れる。.
精度とは、工具単体の性質ではない。それは、ラムから材料、そして戻るまでの全荷重経路の性質だ。その経路を層状の妥協で断ち切れば、どんなブランド刻印もあなたを救えない。.
ショップフロアの現実:アダプターを一つ追加するごとに、本来曲げるつもりのなかった部分を曲げる力の逃げ場が増えるのだ。.
安定した、精度重視のシステムが欲しいですか?
シンプルな場面から始めましょう。厚さ1/4インチの軟鋼、長さ10フィートの曲げ、Vダイ開口は2インチ。標準的なエアベンドの推定値を使えば、およそ1フィートあたり60トンです。機械がうなり、角度が繰り返され、工具が長持ちします。.
では、その板を同じ厚みの高張力鋼に交換し、「鋼は鋼だ」と言って同じダイ開口を使い続けます。トン数の要求は静かに少しずつ増えるのではなく、跳ね上がります。降伏強度が上がり、スプリングバックは8〜10度まで拡大し、プレスブレーキはさらに強く押し込みます。形状は同じでも、抵抗は異なります。適切なタンからクランプへのフィットで整えた荷重経路が、元々見込まれていなかった力を今度は受け止めることになります。.
この乖離が生じるのは、まさにここです。.
私たちは、ジオメトリを狂わせる要因としてアダプターを非難してきました——それは正しいことです。しかし、荷重経路が完全で途切れのないものであっても、もしダイ形状やパンチ半径が軟鋼向けに決められたものであり、それを高張力材にそのまま押し付けた場合、精度は失われます。機械は自身の限界内で必要な力を出します。結果を吸収するのは工具です。.
高張力材のスプリングバックを「制御」するためにダイ開口を狭めると、トン数は急速に上昇します。線形ではなく、急激に。現場では「Vが狭いほど制御がしやすい」と考えがちですが、実際には指数的な力の要求、フレームのたわみ、そしてタン幅では安定化できない局所的な工具応力をもたらします。.
プレスブレーキは常に勝つのです。.
工具は常に負けます。.
工場現場の現実:ダイのチャートが軟鋼を基準に作られているなら、高張力鋼によって1週間も経たずにそれが露呈します。.
私はある工場に入ったことがあります。そこでは、構造用軟鋼に対して28〜32HRCに焼入れされたダイを何年も使っていました。きれいな曲げ、最小限の痕跡。同じダイが、高強度低合金鋼の契約作業を始める際にもラックに残ったままでした。.
稼働から2週間で、Vの肩部分がブリネル化していました——より高い接触圧のもとで材料がダイの縁に食い込んだ場所に小さなへこみが発生していたのです。劇的な亀裂ではなく、成長していく痕跡でした。角度がベッド全体でずれ始めました。.
現場では「軟らかい工具」のせいだとされました。“
しかし、それほど早くダイが損耗するなら、別の要因が変わったに違いありません。.
その仕組みを説明します。高張力鋼は降伏に抵抗するため、軟鋼のようにシートがVに流れ込みません。接触圧はダイ肩部の狭い帯域に集中します。もしあなたのダイの硬度やエッジ処理が低い降伏強度材料を前提に選ばれていたなら、その肩部は高い局所応力サイクルを受けることになります。それが長さ方向に積み重なるのです。.
60トン/フィートの長いエアベンドでは、その力がV肩部全体に分布します。材料の降伏強度を上げて開口を変えなければ、その線状接触での接触応力が増加します。硬度とは自慢ではなく、その接触ゾーンで塑性変形に抵抗するためのものです。.
そしてここに落とし穴があります:「同じ」グレードの中でも、降伏強度はロットごとに変動します。私は、ラベルが同じコイルがシフトごとに異なるスプリングバックを示すのを見たことがあります。ダイ硬度の余裕がわずかなら、その変動が工具摩耗や角度の不安定として現れ、理由を説明できなくなります。.
材料のばらつきは悪いジオメトリの言い訳にはならず、それを痛めつけるものなのです。.
工場現場の現実:もしダイ肩がへこんでいるなら、あなたの硬度仕様は昨日の材料向けに書かれたものです。.
1/8インチの高張力ブランクを想像し、「きっちり90度」を固定するために鋭いパンチ先端半径が選ばれている。軟鋼ではうまくいきます。材料が降伏して予測通りに先端の周りに巻きつくからです。.
高張力材は巻きつきません。抵抗し、エネルギーを蓄え、そしてより強く跳ね返します。.
そのため、オペレーターは補正のために深さをさらに加えます。ラムがVにより深く押し込み、トン数を増やしてシートをダイショルダーにより強く押し付けます。つまり、パンチ半径が材料の自然な曲げ半径に対して小さすぎるため、接触圧力と必要な力の両方を増加させたことになります。.
その力が、機械のクランプスロットに完全に収まらないタンを通って伝わるところを想像してください。.
完璧なクランプを使用していても、パンチ半径と材料の降伏との不一致により、内側の繊維を快適なひずみ範囲を超えて強制しています。曲げ内側では微細な亀裂。コーティング材では表面の擦り傷。接触面が狭く高温になるため、パンチ先端の摩耗が加速します。.
皮肉なことに、わずかに大きなパンチ半径に変えることで必要トン数が減り、スプリングバックが安定する場合があります。これは材料が自分の自然な半径に近い形で成形できるため、抵抗せずに曲がるからです。.
しかし廃材箱的な発想では、「鋭い=正確」と考えられています。.
精度とは鋭さではありません。それはひずみを制御することです。.
現場の現実:半径の選定ではなくラムの深さでスプリングバックと戦っているなら、曲げているのは部品よりも工具です。.
私は、「うちは全部エアベンディングでやってる」と断言する工場を見てきました──高張力材が現れるまでは。すると突然、「この仕事だけは」スプリングバックを抑えるためにボトミングするようになります。.
では明確な例を出しましょう。同じ1/4インチ板、2インチV、エアベンディングでは約60トン/フィート。角度を制御するためにタイトなVでボトミングに切り替えます。トン数は少し上がるどころか、開き幅と材料強度次第で倍にも3倍にもなります。なぜならシートを完全にダイ角度に合わせて強制しているからです。.
そしてその力は材料だけに伝わるわけではありません。フレーム、ベッド、ラムガイドにも伝わります。フレーム剛性が隠れた変数になります。±0.5度を保てていたエアベンディング機でも、高張力材をボトミングした途端にフレームが最大荷重でたわむため角度がずれることがあるのです。.
そして再び工具を責め始めてしまいます。.
しかし、本当は成形方法が材料の性質を考慮しないダイ形状によって決められていたのです。高張力材を制御されたエアベンディングで曲げられるようなダイ開口やパンチ半径を選ぶ代わりに、スプリングバックを抑えるためのボトミングに頼ってしまいました。その結果、力が倍増し、フレームのたわみが増え、ロードパス上の微小なコンプライアンスがすべて増幅されてしまいました。.
エアベンディング、ボトミング、コイニング──それらはスタイルの選択ではありません。力の使い方の戦略です。.
そして工具スタイルが意図せず、機械が想定していなかった高負荷の戦略を強いるとき、精度は物理との交渉になりますが、その勝負には勝てません。.
現場の現実:材料が強くなったからという理由で成形方法が変わるなら、あなたの工具システムはシステムとして設計されていなかったということです。.
今、あなたは正しい問いをしています──高張力材に対して精度を損なわず、機械を過負荷にせずに、ダイ開口、パンチ半径、硬度、成形方法をどう選定するか?
部品を個別に選ぶのはやめよう。機械クランプ、ツーリングタン、材料の引張強度という三点ハンドシェイクをマッピングし、そのマップに本当のボトルネックがどこにあるかを教えてもらうのだ。.
精度とは鋼の性質ではない。互換性の性質である。.
現場の現実:ブランドでツーリングを選んでいるなら、あなたは当てずっぽうで買っている。.
素材ではなく、機械から始めよ。1フィートあたりの定格トン数は? クランプ方式は? 点接触なしでクランプが耐えられるよう設計されたタンの幅は?
エアベンドで1フィートあたり60トンの定格のブレーキなら、その数値はタンが完全に接触して、クランプ面全体に圧力が均等に分布することを前提としている。ところが、タン幅がスロットより0.020インチ狭かったり、アダプタを重ねてもう一つのインターフェースを追加したりすると、その60トン/フィートはもはや平らな握手で伝達されない。集中するのだ。.
焼き付き跡を見たことがあるだろう。端が濃くて、中央が薄い。.
クロススタイルの混在は機能することもある。0.500インチの精密タンが、完全な接触と適正な据え付けを持つ互換性のあるクランプで動作すれば、下のダイが別の規格でも全く問題ない。成功事例は偶然ではない。荷重経路が連続し、接触面の幅と硬度が一致しているから機能するのだ。.
しかし、現場で「合う」ことが「互換性がある」ことと同義だと思っているなら、それは廃材思考だ。.
次に、材料をマッピングしよう。軽鋼で3°〜5°のスプリングバックがある高張力材はさらに跳ね返る可能性がある。CNC補正が機能するのは、パンチ角度と半径が予測可能に「アンダーベンド」するよう選ばれている場合のみだ。素材の自然な内側半径を尊重する大きめのパンチ半径は、必要な深さを減らし、スプリングバックを安定させることが多く、エアベンドのままで底付きに移行するのを防ぐ。.
ダイ開口は力の制御器となる。開口が狭すぎるとトン数が増加する。適切に開けば、機械のたわみ限界を超えずにひずみを制御できる。.
硬度? 自尊心ではなく接触応力に基づいて選べ。引張強度が高いほど局所的なショルダ圧が上昇するなら、その正確な荷重下でのブリネル化を防ぐ硬度がダイに必要だ—昨年の軟鋼の条件ではなく。.
これはツーリングリストではない。互換性マトリクスだ:機械クランプ形状 → タン幅と接触面積 → ダイ開口とパンチ半径 → 材料引張強度とスプリングバック → 成形方法=力の戦略。.
どれか一つのリンクを外せば、他がその代償を払う。.
現場の現実:材料変更に対応するためだけに成形方法を変えなければならないなら、マトリクスはそもそも整合していなかった。.
プレミアム鋼は名札ではない。特定の故障モードに対する保険だ。.
仮定を立ててみよう:1/4インチの高張力材を約60トン/フィートで2インチのVダイ上で曲げるとする。その力はダイショルダ部の線接触圧を高める。その局所的圧力に耐えられる硬度範囲に熱処理できないダイ鋼なら、寸法摩耗が現れるよりずっと前にブリネル圧痕や角度の変動が見られるだろう。.
その場合、焼入れ可能な合金ツーリングは価値を発揮する。プレミアムだからではなく、接触応力がそれを要求するからだ。.
では逆を考えよう。クランプ面が摩耗していてタン幅が合わないため、機械がタン全体に均一な圧力を伝えられないなら、より硬い鋼を買っても不均一な荷重は解決しない。その変形はクランプやラム、または部品へ移るだけだ。工具の硬度を誇りながら、不均一な角度に悩まされる羽目になる。.
それが「1曲あたりのコスト分析」があなたを欺く仕組みです。工具寿命は計算しますが、荷重分布は無視します。.
次の3つの条件がすべて満たされている場合は、低予算の工具で十分です。すなわち、材料の降伏強度が中程度であり、ダイ開口部が機械の許容量内にトン数を保ち、クランプとタングの接触部が完全に密着して剛性がある場合です。その条件下では、鋼に乱暴な使われ方を強いることはありません。.
接触応力、サイクル量、または材料の硬度がショルダー部やパンチ先端を塑性変形の危険領域に追い込む場合、上位グレードの工具を選ぶ正当性があります。.
自分がどの領域にいるのか分からないなら、それは分析ではなく、ただの買い物です。.
ショップフロアの現実:互換性を確保してから、硬度を買いましょう。.
誰も認めたがらない部分がここにあります。.
多くの工場はツーリングコストを非難しますが、実際のボトルネックはセットアップのばらつきです。タング規格が異なり、あるベイではアダプター使用、別のベイでは直接クランプ。オペレーターは「動かすために」シムをかませる。“
1フィートあたり60トンでは、接触面が増えるたびにコンプライアンス点が増えます。微小な回転が生じるもう一つの可能性。オペレーターが形状ではなくラムの深さで補正するもう一つの変数です。.
タング規格を合わせたクイックチェンジクランピングは、そのばらつきを減らします。派手だからではなく、荷重経路と再現性を保つからです。セットアップが速くなるのは、機械的一貫性の副作用です。.
しかし、ロットが低混合・長期運転で、既存のツーリングが均一なマーキングを残して完璧にシートしているなら、速度のためだけに新システムへ投資しても意味がないかもしれません。ボトルネックはプログラミング、材料搬送、または検査工程にある可能性があります。.
この段階で、互換性マトリクスが経営ツールになります。率直に3つの質問を投げかけましょう:
力はシステムのどこから入っているか?どこに集中しているか?どこでたわみやばらつきとして逃げているか?
これらに答えてからツーリングの発注書にサインしましょう。.
覚えておくべきたった一つのことはこれです:精度は鋼の等級やクランプのブランドで買うものではなく、クランプ形状、タング幅、ダイ開口、パンチ半径、材料の引張強度、成形方法が交わる点で設計されるものです。その交点は、高張力材を扱うまで見えません。.
ほとんどの工場がそれを見たことがないのは、軟鋼が彼らを許しているからです。.
高張力材は許してくれません。.
ショップフロアの現実:鋼を買うのをやめ、意味のある荷重経路を買いましょう。.


















